Miskolci Egyetem Gépészmérnöki és Informatikai Kar SZAKDOLGOZAT. Feladat címe: PLC vezérelt pneumatikus oktatórendszer kialakítása.
|
|
|
- Edit Balázsné
- 8 évvel ezelőtt
- Látták:
Átírás
1 Miskolci Egyetem Gépészmérnöki és Informatikai Kar SZAKDOLGOZAT Feladat címe: PLC vezérelt pneumatikus oktatórendszer kialakítása Készítette: Juhász Tamás BSc szintű, villamosmérnök szakos Ipari automatizálás és kommunikációs hallgató Konzulens: Dr. Trohák Attila egyetemi adjunktus 2013/2014 Tanév, 2. Félév

2 Feladat kiírás Cím: PLC vezérelt pneumatikus oktatórendszer kialakítása Pontok: 1. Ismerje meg és mutassa be a használt pneumatikus és irányítástechnikai elemeket! 2. Tervezze meg a rendszer pneumatikus és villamos kapcsolását! 3. Tervezzen meg és készítsen el a gyakorlati oktatásban alkalmazható feladatokat! 4. Készítsen operátori kezelőfelületet a rendszerhez, illetve feladatokhoz!

3 EREDETISÉGI NYILATKOZAT Alulírott Juhász Tamás; Neptun-kód: G5UDRW a Miskolci Egyetem Gépészmérnöki és Informatikai Karának végzős villamosmérnök szakos hallgatója ezennel büntetőjogi és fegyelmi felelősségem tudatában nyilatkozom és aláírásommal igazolom, hogy PLC vezérelt pneumatikus oktatórendszer kialakítása című szakdolgozatom/diplomatervem saját, önálló munkám; az abban hivatkozott szakirodalom felhasználása a forráskezelés szabályai szerint történt. Tudomásul veszem, hogy szakdolgozat esetén plágiumnak számít: - szószerinti idézet közlése idézőjel és hivatkozás megjelölése nélkül; - tartalmi idézet hivatkozás megjelölése nélkül; - más publikált gondolatainak saját gondolatként való feltüntetése. Alulírott kijelentem, hogy a plágium fogalmát megismertem, és tudomásul veszem, hogy plágium esetén szakdolgozatom visszautasításra kerül. Miskolc, április 29. Hallgató

4 Tartalomjegyzék 1. Bevezetés Az oktató rendszer felépítésre használt elemek A sűrített levegő előállítása, pneumatikus elemek bemutatása A sűrített levegő pozitív jellemzői [1] A sűrített levegő negatív jellemzői [1] A sűrített levegő előállítása az oktatórendszer számára Dugattyús kompresszor A munkahengerek Az egyszeres működtetésű munkahenger jellemzője és felépítése A kettősműködtetésű munkahengerek jellemzője és felépítése Útszelepek Egyoldali mágnesvezérlésű útszelep A kétoldali mágnesvezérlésű útszelep Vezérlő berendezés, elektromos elemek bemutatása A PLC rövid bemutatása, kronológiai állomásai A kompakt PLC- k jellemzője A moduláris PLC- k jellemzője A PLC-k általános felépítése A PLC programozása, programnyelvek [3] Szöveges módszer Strukturált programnyelv Utasításlistás programnyelv Grafikus módszer Létradiagramos programozási nyelv Funkcióblokk diagram (Function Block Diagram-FBD) Sorrendi folyamatábrás programozás A Simatic S7-300 PLC legfontosabb jellemzői Az S7-300 legfontosabb építő elemei: Reed kapcsoló Érintőképernyős kezelőpanel (HMI-Human Machine Interface) Az elektromos összekötés... 27

5 3. Az oktatásban használható gyakorló feladatok Az első oktató feladat A második oktató feladat A harmadik oktató feladat Negyedik oktató feladat Ötödik oktató feladat Bélyegző berendezés hibakezelése Operátori kezelőfelület kialakítása az oktatórendszerhez A program szerkezeti felépítése A vizualizáció programja A szimuláció programja A bélyegző berendezés szimulációja Összefoglalás Summary Irodalomjegyzék: Linkek: Ábrajegyzék Melléklet... 86

6 1. Bevezetés Az első, aki a sűrített levegőt munkavégzésre használta az a görög Ktesibios volt, aki egy sűrített levegővel működő katapultot készített. Az ő tanítványa Héron, gépész, matematikus, és mérnöki zseni, aki már a sűrített levegőt automatikus folyamatok készítésére használta fel (pl: önműködő-, templomkapu, szökőkút). A gépeinek megépítésekor, már programot használt az önműködő gépeinek működtetésére. A program nem volt más, mint egy hengeren elhelyezett pöckök voltak, és erre tekerte fel a köteleket. A pneumatik a görög pneuma szóból származik, és a jelentése a légmozgások tana. Az ipari alkalmazására először a bányászatban, ill. vasúti légfékeknél alkalmazták, majd a XX. század közepétől a gyártástechnikában is megjelent. A XI. században, pedig már nem létezik, olyan üzem ahol ne alkalmaznák a sűrített levegőt. A szakdolgozat elkészítéséhez az ötletet az adta, hogy az ipari automatizálási feladatok megvalósításakor igen gyakran valamilyen mozgást, vagy mozgatást kell végezni, ami történhet villamos motorok, hidraulikus, vagy pneumatikus rendszerek segítségével. Az egyetem falai közül kikerülve a nagybetűs életben, nagy valószínűséggel fogunk találkozni pneumatikus munkahengerekkel megvalósított berendezésekkel, hiszen ezeket előszeretettel alkalmazzák pl: ajtók zárására, anyagok- mozgatására, megfogására. Ezért érdemes lenne egy pneumatikus munkahenger oktató rendszert készíteni, amit az elméleti, ill. a gyakorlati oktatásban egyaránt felhasználhatnának. Fontosnak tartottam, hogy az oktató rendszer kialakítása olyan legyen, hogy a port szétválasztó modulra, az oktatásban használt bármilyen PLC-vel rá tudjanak csatlakozni, így a hallgatók megismerkedhetnek az iparban igen gyakran használt programozható logikai vezérlők típusainak fejlesztői környezetével, programozásával, és a villamos összekötésével. Az oktatató rendszer építésénél figyeltem arra, hogy a diáktársaim megismerkedjenek a bistabil, ill. monostabil munkahengerek működésével, és vezérlésével. Tudatosan kerültek beépítésre az eltérő mágnesvezérlésű útszelepek, ezáltal még nagyobb figyelmet kell fordítani az esetleges gyakorló feladatok elvégzésekor. 1

7 1.1. Az oktató rendszer felépítésre használt elemek Eszközök Típus Gyári szám vagy azonosító Tápegység PS 307 5A 6ES EA00-QAAO Processzor CPU 314C-2DP 314-6CF02-OABO Érintőképernyő TP 177B ON/DP-6CSTN Tápegység (technológia) FESTO DIDACTIC 24V/5A Kompresszor JUN-AIR Festo elosztó (1db) FR-8 1/8 Festo-útszelep (2db) D.ER-IMFH Festo-útszelep (3db) D.ER-MFH Reed-kapcsoló (8db) SMTO-1-PS-LED Pneumatikus, kettősműködtetésű munkahenger (4db) DSNN PPVA Pneumatikus, egyszeres működtetésű munkahenger (1db) ESN P 1. táblázat Oktató rendszer elemei 1.2. A sűrített levegő előállítása, pneumatikus elemek bemutatása A sűrített levegő pozitív jellemzői [1] Előfordulás: Gyakorlatilag a levegő mindenhol korlátlan mennyiségben felhasználható. Szállítás: Csővezetékek segítségével nagy távolságokra is könnyen eljutatható. A felhasznált levegőt nem kell visszavezetni. Biztonság: Nincs szükség drága biztonsági berendezések használatára, hiszen az előállított sűrített levegő robbanás- és tűzbiztos. Tárolhatóság: Tartályokban tárolható, és így bármikor felhasználható. Hőmérséklettűrés: Hőmérséklet-változásokra nem érzékeny, ezért különleges hőmérsékleti viszonyok között is alkalmazható. Tisztaság: A sűrített levegő tiszta, ezért a kiáramló levegő nem okoz semmilyen szennyeződést a környezetben. Felépítés: Az elemek felépítése egyszerű, ebből kifolyólag olcsók. Sebesség: Az áramlási sebesség magas, ennek köszönhetőleg magas munkavégzési sebesség érhető el. Túlterhelhetőség: A sűrített levegővel működő berendezések túlterhelhetőek, és nem okoz semmilyen meghibásodást. Állíthatóság: A nyomás szabályozható, így az erőkifejtés változtatható. 2

8 A sűrített levegő negatív jellemzői [1] Előkészítés: A sűrített levegőszennyeződéseket, és nedvességet nem tartalmazhat, mert ez nagyban csökkentené az rendszer élettartalmat. Összenyomhatóság: A pneumatikus munkahengerekkel nem lehet terhelés-független, egyenletes, ill. állandó dugattyúsebességet biztosítani. Költségek: Energiaköltsége drága, de az alkatrészek olcsók, és viszonylag nagy teljesítmény érhető el velük. Kipufogás: Működés közben a kipufogó sűrített levegő zajos, de hangtompító anyagok alkalmazásával ez jelentősen csökkenthető. Előállításból származó zaj: Ha a kompresszor a felhasználás légterében van A sűrített levegő előállítása az oktatórendszer számára A kompresszorok működési elvük alapján lehetnek térfogatkiszorításos, (egyenesvonalú- ill. forgódugattyús kompresszorok.) ill. áramlásdinamikai elvűek (turbókompresszorok). Az atmoszférikus levegőt kompresszorok segítségével a megfelelő nyomásra sűrítik. Ezt úgy érik el, hogy a kompresszor tartályában a kültéri levegő térfogatát lecsökkentik. A térfogat csökkentés következtében hő keletkezik, aminek az elvezetéséről gondoskodni kell. Kisebb teljesítményű kompresszorok esetén hűtőbordák vagy külső rásegítéses léghűtést alkalmaznak. A nagyobb teljesítményű kompresszorok esetén vízhűtést alkalmaznak Dugattyús kompresszor Az oktató állomás számára a sűrített levegőt egy olajkenésű dugattyús kompresszor biztosítja. A kompresszort közvetlenül az oktatórendszer mellett lett elhelyezve, ezért egy olyan kompresszor típusra esett a választás, ami kiemelkedik a csendes járásával a többi közül. A JUN-AIR kompresszor zajszintje 35dB, ami már biztosan nem fogja zavarni, a gyakorlati oktatást. 3

9 1. ábra Sűrített levegőt előállító kompresszor A dugattyú kompresszor működése: A dugattyús kompresszor a forgattyús mechanizmus által hajtott dugattyú hengerben végez alternáló mozgást a hengerfejen egy vagy több szívó és nyomószelep helyezkedik el. A szelepek vagy a gáznyomás különbsége vagy a gőzgépekhez és dugattyús motorokéhoz hasonló vezérlés nyitja-zárja. Ha a dugattyú a felső holtponttól az alsó felé halad, a nyomószelepek zárva vannak, a szívószelepek nyitnak és a kisnyomású gáz beáramlik a hengerbe. Az alsó holtpontnál a szívószelepek bezárnak, a dugattyú felső holtpont felé haladásakor a hengerbe zárt gáz térfogata csökken, nyomása nő. Amikor a hengerben lévő gáz nyomása eléri a nyomótérben lévő gáz nyomását, a nyomószelepek nyitnak, és a gáz kiáramlik rajtuk keresztül a nyomóvezetékbe. Nagyobb nyomás elérésének érdekében a dugattyús kompresszorokkal több fokozaton keresztül történő levegősűrítés is megvalósítható. Ilyenkor az első fokozatból kiáramló elősűrített levegő szinkron módon kerül be a második fokozat dugattyúterébe, amely a kompressziós viszonynak megfelelően kisebb térfogatú, és így tovább tudja sűríteni a gázt. [9] A munkahengerek A munkahengerek olyan energia-átalakító eszközök, amelyek a beléjük áramló közeg nyomási energiáját egyenes vonalú vagy egyes típusok képesek forgómozgássá átalakítani. A közeg lehet sűrített levegő, ekkor pneumatikus munkahengerekről, ha pedig hidraulika olaj, akkor hidraulikus munkahengerekről beszélünk. A két munkahenger szerkezeti felépítése és alkalmazási területe eltér, ezért nagyon fontos, hogy a megfelelő helyre a legmegfelelőbb munkahenger típust válaszuk ki. 4

10 Pneumatikus Hidraulikus Méret kis méret (pici munkahengerek is kialakíthatóak) szerkezeti felépítéséből adódik, hogy robusztus Kifejthető erő kisebb erők nagy erőkifejtésre alkalmasak Egyenletes mozgási sebesség terheléstől és a típustól erősen igen függ, de általában nem Kenés levegőbe porlasztott olaj hidraulika olaj biztosítja Alkalmazási terület - vasút: légfék, - zsilip kapuk, - építőipar: légkalapács, - építőipar: daruk; kosaras - gyártósorok: csomagolás emelők Ár olcsó drága Tetszőleges helyzetbe állítás - csak bizonyos típusoknál lehetséges, - erőtartásra alkalmas, - max 0,1 mm-es pontosság Dugattyúrúd anyaga Karbantartás - acél, - alumínium, - műanyag. - olcsó és egyszerű, - ha esetleg olyan helyen alkalmazzák, ahol gyors mozgásnak vannak kitéve, akkor gyakrabban kell cserélni a tömítéseket - igen, - erő tartására alkalmas, - akár µm-es pontossággal megállítható - acél - nagyon drága és nem egyszerű, - ritkábban van szükség a karbantartásra, mert a tömítések kismértékű áteresztése nem okoz hibát 2. táblázat Pneumatikus és a hidraulikus munkahengerek összehasonlítása (forrás: [2]) A pneumatikus munkahengereket működtetésük alapján lehetnek egyszeres működtetésű, ill. kettősműködtetésű munkahengerek Az egyszeres működtetésű munkahenger jellemzője és felépítése Az oktató állomáson az E-pneumatikus munkahenger ebbe a típusba tartozik. Az egyszeres működtetésű munkahengernél a hengertérben csak az egyik oldalon van sűrített levegő bevezetési pont, ebből a kialakításból következik, hogy munkát csak egy mozgási irányban végezhetnek (ez lesz a működtetés kinyomás állapota). A visszatérést rugóerő, vagy külső terhelő erő biztosítja. A rúgó úgy van méretezve, hogy megfelelő sebességgel húzza vissza a munkahengert az alaphelyzetbe. Az ilyen típusú munkahengerek rövid löketűek (kb. 100mm). Ez összeszereléskor is megmutatkozott, hiszen az E - munkahenger sokkal kisebb volt, mint a többi, amelyek kettősműködtetésűek voltak. Az ilyen típusú pneumatikus munkahengereket inkább kinyomásra, adagolásra, emelésre alkalmazzák. 5

 1. véghelyzet-csillapítás 2. tömítés 3.")

11 2. ábra A feladatban használt E - pneumatikus (monostabil) munkahenger 3. ábra Egyszeres működtetésű munkahenger felépítése (forrás: [2]) 1. véghelyzet-csillapítás 2. tömítés 3. csúszógyűrű 4. henger 5. dugattyúrúd 6. ajakos tömítés 7. szennylehúzó gyűrű 8. csúszógyűrű 9. első kamra 10. dugattyú 11. állandó mágnes, ami a házra erősített érzékelő számára jelzi a dugattyú helyzetét 12. hátsó kamra 13. menetes furat 6

![4. ábra Egyszeres működtetésű munkahenger és szabványos rajzjele [1] 1.2.](/docs-images/39/18874817/images/12-0.png "5.2. A kettősműködtetésű munkahengerek jellemzője és felépítése Az oktató állomáson az A, B, C és D munkahengerek ebbe a csoportba tartoznak.")
12 4. ábra Egyszeres működtetésű munkahenger és szabványos rajzjele [1] A kettősműködtetésű munkahengerek jellemzője és felépítése Az oktató állomáson az A, B, C és D munkahengerek ebbe a csoportba tartoznak. A kettősműködtetésű munkahengereknél a hengertérben mind a két oldalon van sűrített levegő bevezetési pont, tehát a sűrített levegő nem csak működtetéskor tudja mozgatni a dugattyút, hanem alaphelyzetbe állításkor is. A kialakításból következik, hogy olyan helyeken alkalmazzák ezeket a munkahengereket, ahol a dugattyúk visszafutásakor is munkát kell végezniük. Ha a munkahenger nagy tömegek mozgatását végzi, akkor a löketvéghez csillapítást építenek be, így elkerülhetik a hengerfedél károsodását. 5. ábra Kettősműködtetésű munkahenger és szabványos rajzjele [1] Útszelepek Az útszelepek a pneumatikus vezérlések legfontosabb elemei, hiszen a sűrített levegő áramlásának indítására, megállására, vagy esetleg irányítására szolgálnak. A működtetésük szempontjából négy alapvető típusra lehet osztani őket, de fontos megjegyezni, hogy egy szelepet ezek kombinációi is vezérelhetik. 7

13 Működtetési felosztás: Manuális: emberi beavatkozás szükséges a szelep működtetéséhez (karos, pedálos, nyomógombos); Mechanikus: ilyenkor egy mechanikus impulzus működteti a szelepet (tolókar, görgős); Pneumatikus: speciális pneumatikus elemeket használnak a vezérlésre (tároló, logikai, időtag). A teljesen pneumatikus hálózatok kialakítását már nem alkalmazzák, csak speciális esetekben pl: szikramentes, robbanásveszélyes környezetben; Elektromos: szolenoid hatásúak Nagyon fontos csoportosítási szempont a helyzetstabilitás szerint: monostabil: amíg a működtető jel aktív, addig a szelep nyitva van, tehát a munkahengert működteti ( kinyomja ). Ha a működtető jel megszűnik a szelep zár és a munkahengert a rúgó vissza húzza az alaphelyzetbe. A szelepnek egy stabil helyzete van. bistabil: a működtető jel hatására a szelep nyit, és a munkahengert működteti ( kinyomja ). A működtető jel megszűnése esetén is kint marad a munkahenger, mind addig, amíg nem jön az alaphelyzetbe ( benyomást ) működtető jel, ekkor a szelep zár és a munkahenger visszatér az alaphelyzetébe. A bistabil szelepeket impulzusszelepeknek is szokták nevezni. három-, vagy esetleg több állású: nevéből is adódik, hogy a szelepnek több állása is lehet, ez típusfüggő. A feladatban elektromosan működtetett útszelepeket használtam, amelyeket működési elvükből adódóan mágnes szelepeknek is neveznek. A munkahengerek vezérlésére kétféle útszelep típust használtam fel. Az A, B, és E munkahengereknél 5/2 es egyoldali mágnesvezérlésű útszelepeket alkalmaztam (monostabil). A C, és a D munkahengerek vezérléséhez, pedig 5/2-es kétoldali mágnesvezérlésű szelepeket használtam fel (bistabil). 8
.")


14 Egyoldali mágnesvezérlésű útszelep 6. ábra Az 5/2-es szelep sűrített levegő bekötése és szabványos rajzjele A szabványos rajzjelen lévő szimbólumok jelentése a következő, az 1 a táplevegő, 2, 4 kimenetek, a 3, 5 a kipufogás, a 14-es a mágneses működtetés. Működés szempontjából fontos megjegyezni, hogy a 14-es mágneses működtetővel szemben lévő rúgó szimbólum arra utal, hogyha a mágneses működtetés megszűnik, akkor a rúgó visszahúzza alaphelyzetbe az 5/2-es szelepet A kétoldali mágnesvezérlésű útszelep 7. ábra 5/2 kétoldali útszelep sűrített levegő bekötése és szabványos rajzjele 9

15 A szabványos rajzjelen lévő szimbólumok az előző típushoz képest annyiban módosult, hogy mind a kétoldalt 14-es, 12-es mágneses működtetés látható, és kiegészül a működtető oldalon lévő számozással 84, 82. A 84-es szám azt jelenti, hogyha a 14-es jelű mágnest működtetjük, akkor a 4-es kimenet lesz működtetve. 8. ábra 5/2-es kétoldali mágnesvezérlésű útszelep működése a 14-es tekercs működtetésével Amikor a 14-es jelű tekercset működtetjük, akkor a táplevegő (1), a 4-es kimenetre kerül, ami a munkahengert működteti ( kinyomja ). A munkahenger a 2-es kimeneten keresztül az 5-ös kivezetésen kipufog. Ha a 12-es jelű mágnest működtetjük, akkor a 82-es számnak megfelelően a 2-es kimenetünk lesz működtetve. 9. ábra ábra 5/2-es kétoldali útszelep működése a 12-es tekercs működtetésével 10

16 Amikor a 12-es tekercset működtetjük, akkor a táplevegő (1) a 2-es kimenetre kerül, ami a munkahengert az alaphelyzetbe állítja. A munkahenger 4-es kimenetén keresztül a 3-as kivezetésen kipufog. Nagyon fontos megjegyezni, hogy a 12-es, és a 14-es mágnes működtetőre egyidejűleg vezérlést kapcsolni szigorúan tilos, hiszen az bizonytalan működést eredményezne. Ha a tekercsekre nem érkezik működtető jel, akkor a táplevegő stabilan tartja a munkahenger előző állapotát, ezért ezeket a szelepeket bistabil működésűeknek nevezzük (elegendő egy impulzus a vezérlésükre) Vezérlő berendezés, elektromos elemek bemutatása A PLC rövid bemutatása, kronológiai állomásai A PLC Programmable Logic Controller rövidítése, ami magyarul Programozható Logikai Vezérlőt jelent. Elsősorban az iparban használják gépek, gyártósorok vezérlésére, de a kis kategóriájú PLC az otthoni alkalmazásokban is megjelenek. A PLC-k egy speciális mikroszámítógépek, amelyek be- és kimenetekkel, kommunikációs porttal rendelkeznek. A modern PLC-k már vetekednek az asztali számítógépek teljesítményével, képesek mostoha körülmények között ellátni a feladatukat (poros, nedves, hideg-meleg, rázkódásos stb.). A programozható vezérlők a nevükből is adódik, hogy programozhatóak, így a vezérlést, ill. a szabályzást a bennük tárolt szoftverrel oldják meg. A program módosítása könnyen megvalósítható előre elkészíthető és tesztelhető. Saját belső operációs rendszerrel rendelkeznek, ami felügyeli a belső perifériákat, a bővítő modulok működését, és futtatja a felhasználó által betöltött vezérlőprogramot. Digitális és analóg be- és kimenetekkel rendelkeznek, amelyek az iparban szabványos jelek fogadására és küldésére alkalmasak. A digitális bemenetek kapcsolók, nyomógombok, végállás kapcsolók, pozícióérzékelők jeleit fogadja. A digitális kimenetek a beavatkozó szervekre adnak jelet (mágnesszelepek, szivattyúk, motorok, pneumatikus vagy hidraulikus hengereket, útszelepek stb). Az analóg bemenetek mérőjeleket fogadnak pl: áram, feszültség, hőmérséklet, nyomás, erő, áramlás, páratartalom stb. Az analóg kimenetek, pedig beavatkozó szervek működtetésére használják. 11
. 1.3. Vezérlő berendezés, elektromos elemek bemutatása 1.3.1. A PLC rövid bemutatása, kronológiai állomásai A PLC Programmable Logic Controller rövidítése, ami magyarul Programozható Logikai Vezérlőt jelent.")
17 A programozható vezérlők szokásos elnevezései: [8] PC: Programmable Controller (programozható vezérlő, UK); PLC: Programmable Logic Controller (programozható logikai vezérlő, USA); PBS: Programmable Binary System (programozható bináris rendszer, Svéd); SPS: Speicherprogrammierbare Steuerung (tárolt programú vezérlés, Német); PV: Programozható Vezérlő (Magyar); PLV: Programozható Logikai Vezérlő (Magyar). A PLC története [3]: 1986-ban az amerikai General Motors pályázata keltette életre a PLC-t. A pályázati kiírásában az alábbi szempontok szerepeltek: mozgó alkatrészt ne tartalmazzon; könnyű programozhatóság és újraprogramozási lehetőség; versenyképes ár; nagy megbízhatóság; minimális karbantartás (hosszú élettartam); valósidejű működés; egyszerű, moduláris felépítés, kis méret; galvanikus leválasztása a bemenetek és kimenetek között. A PLC kronológiai állomásai [3] PLC-koncepció kidolgozása; Első Modicon PLC megjelenése huzalozott CPU-val, 1K memóriával és 128 I/O-val; Első alkalmazás az autóiparban; Az első intelligens PLC, ami képernyőkijelzéssel, nyomtatóvezérléssel, mátrixműveletekkel, és aritmetikai funkcióval volt ellátva; Több processzoros PLC megjelenése, ami rendelkezett időzítő és számlálófunkcióval; PID algoritmussal ellátott PLC; A távoli modul kezelés kidolgozása és a hierarchikus konfiguráció bevezetése; A mikroprocesszor bázisú PLC; 12
![(Magyar). A PLC története [3]: 1986-ban az amerikai General Motors pályázata keltette életre a PLC-t.](/docs-images/43/18874817/images/page_17.jpg "A pályázati kiírásában az alábbi szempontok szerepeltek: mozgó alkatrészt ne tartalmazzon; könnyű programozhatóság és újraprogramozási lehetőség; versenyképes ár; nagy megbízhatóság; minimális")
18 1980. Nagy sebességű és pontosságú pozícionáló interfész, intelligens kommunikáció; A Data Highway kommunikáció alkalmazása, 16 bites mikroprocesszor bázisú PLC színes monitorral, Mini PLC- k; PLC hálózatok megjelenése. A fejlődés nem állt meg, hiszen a PLC gyártó cégek alkalmazkodtak a piaci igényekhez A kompakt PLC- k jellemzője A kompakt ( kis ) PLC-k jellemzője, hogy meghatározott számú bemeneti és kimeneti összeköttetéssel rendelkezik, ezért a bővítés általában nem megoldható, tehát a hardverstruktúrája nem módosítható. Egyedüli kivétel, ha a bővíthető kompakt PLC-k családjába tartozik. A kompakt PLC-k egy nagyon előszeretettel alkalmazott típusa a mikro- PLC-k, amelyek programozható logikai kapcsolók/vezérlő, ill. időzítő- és számláló funkcióval ellátott modulok. Ezekkel a mikro-plc-kel kisebb vezérlési feladatok könnyen megvalósíthatóak. Előnyük a kis méret a könnyű programozás, amely PC vagy nyomógombjuk segítségével történik, és a legfontosabb szempont az alacsony ár, ezért az otthoni alkalmazásoknál előszeretettel alkalmazzák. Készülnek kijelzővel, ill. kijelző nélküli kivitelben egyaránt. A leggyakrabban használt mikro-plc típusok: ZEN, CP1MA (Omron); ZELIO LOGIC (Telemecanique); PICO (Allen Bradley); EASY (Moller Electric); LOGO (Siemens). Ezekkel a mikro- PLC-kel: világításvezérlések, ajtó- és kapuvezérlések, ház- és épületgépészet, fűtés szellőztetés- és klímatechnika, szállítószalag vezérlés, gépvezérlési feladatok, közúti jelzőlámpák vezérlése, távfelügyelet és távvezérlés is megoldható. (LOGO-val lásd 10.ábra) 13
 PLC-k jellemzője, hogy meghatározott számú bemeneti és kimeneti összeköttetéssel rendelkezik, ezért a bővítés általában nem megoldható, tehát a")
19 10. ábra Távfelügyelet Logo-val (forrás: [5]) A moduláris PLC- k jellemzője A moduláris ( fiók ) felépítésű PLC-k, modulokból, kártyákból épül fel, amelyek rack-be dugaszolhatók, így a konfiguráció tág határokon belül bővíthető. Tehát ilyen esetben általában külön kártyán vagy házban található a központi logikai egység, a kommunikációs egység, az I/O (be/kimeneti) egység, a tápegység stb. Az ilyen típusú PLC-k közepes, ill. nagy üzemek gyártórendszerek vagy ipari folyamatok irányítására fejlesztették ki. Előnye, hogy már egy meglévő rendszer is könnyen bővíthető, változtatható, a modulok bővítésével A PLC-k általános felépítése Fő egységei: Központi logikai és feldolgozó egység (Central Processing Unit, CPU); Ez tulajdonképpen a PLC-k agya, amely áll egy mikroprocesszorból és a szükséges segéd áramkörökből. Legfontosabb feladata a program memóriában tárolt program alapján a készülék összehangolt működtetése. A rész feladatai a felhasználói programok futatása, amelyeket RAM-ban, vagy EPROM-ban tárolnak, műveletvégzés, amit az ALU-ban hajt végre, a kommunikációs kapcsolat kezelése a folyamat és a felügyelő hálózat felé, tesztelő ciklusok végrehajtása, megszakítások kezelése, vezérlőjelek előállítása, szinkronizáció. bemeneti és kimeneti egység (I/O, ez digitális, ill. analóg); 14

20 Összeköti az irányítandó folyamatot a készülékkel. Fogadja a folyamattól érkező jeleket, késlelteti, szűri és minden esetben galvanikusan leválasztja a belső buszról és a CPU egységtől. Közvetíti a PLC kimeneti jeleit a beavatkozó felé. o bemenetek lehetnek digitális (kétállapotú), vagy analóg. A digitális bemenetek lehetnek egyenáramú (+24V) vagy váltakozó áramú (230V). Az analóg bemenet fogadja a mért jeleket, amelyek lehetnek feszültség szintek (0-5V, 0-10V, -10V +10V), vagy áram szintek (0-20mA, 4-20mA). Ezeket az analóg jeleket digitális jeleké konvertálják egy A/D átalakító segítségével. o kimenetek esetében is kétféle lehet digitális és analóg kimenet. A digitális kimenet: univerzális, azaz relés, egyenáramú tranzisztoros, váltakozó áramú tirisztoros. Kommunikációs egység: valamilyen ipari hálózathoz való csatlakozást tesz lehetővé, így a kézi programozó csatlakoztatásával, a program betöltése vagy letöltése megoldható. Programmemória: Két részre bontható, áll egy rendszer memóriából és egy felhasználói memóriából. o rendszer memória: amelyben a gyárilag rögzített működtető algoritmusokat tárolják, tehát ez nem más, mint a PLC operációs rendszere. o felhasználói memória: az irányítási, vezérlési feladatott leíró algoritmus tárolja (EPROM, EEPROM, FLASHROM, MMC kártya). Adatmemória (RAM) működés közben ideiglenesen használt adatok változók tárolását szolgája (részeredmények, paraméterek, átmeneti változók, I/O térképek). Belső tápegység feladata: a belső áramkörök részére előállítja a megfelelő feszültség szinteket. Vezérlő pult (operátori konzol): információs kapcsolatot teremt a folyamat és a kezelő személy között, biztosítva a vezérelt berendezés indítását leállítását (nyomógomb); a vezérelt berendezés állapotainak a kijelzését (LED-ek, egyszerűbb kijelző); a programozás több esetben programozó készülékkel látja el A PLC programozása, programnyelvek [3] A kijelzővel rendelkező mikro-plc-k programozása a PLC-én található nyomógombokkal megoldható. Igen, ám de mi a PLC-t komolyabb feladatokra használjuk, ilyenkor már a 15

21 programozás PC-én történik, ehhez minden gyártónak saját programozó szoftvere van, amelyet egyes típusoknál sajnos igen borsos áron lehet beszerezni. Ezek a programok képesek a megírt programot szimulálni, így a felmerült hibákat azonnal orvosolhatjuk. Az elkészült programot, majd egy programozó kábel segítségével betöltjük a PLC- be. A PLC-k rohamos fejlődésével számos programozási nyelv alakult ki, hiszen mindegyik gyártó saját programozási nyelvet dolgozott ki. A különböző programnyelvek elterjedésével, gondot okozott a különböző cégek eszközei közötti a kompatibilitás, ezért a felhasználók és a gyártók együttesen egy egységes nemzetközi szabványba rögzítették a felhasználói programnyelveket és azok jelöléseit. Kezdetben az IEC számú nemzetközi szabványban rögzítettek, ami most az IEC sz. nemzetközi szabvány foglalja magában. Fejezet Cím Tartalom Publikálás időpontja 1. Általános információk PLC terminológia és koncepciók definiálása Eszközök követelmények és tesztek Elektronikai és mechanikai konstrukciók és verifikációs tesztek Programozási nyelvek PLC szoftver struktúra, nyelvek és program 1993 végrehajtás 4. Felhasználói ajánlások PLC- k kiválasztására, installálására, karbantartására vonatkozó 1995 ajánlások 5. Üzenetekre vonatkozó szolgáltatások Főként a MAP szabványú kommunikációs ajánlások Terepi busz kommunikáció PLC- k terepi buszos kommunikációjának szoftver ajánlásai 7. Fuzzy irányítás Szabványos funkció blokkok a fuzzy logika PLC- n belüli kezelésre Alkalmazási ajánlások Alkalmazási ajánlások 3. táblázat Az IEC szabvány témakörei [3]. Az IEC számú nemzetközi szabvány nem annyira szigorú, ezért vannak jelölési eltérések, ill. léteznek az öt programnyelvtől eltérő programnyelvek is. Az IEC sz. nemzetközi szabvány a programnyelveket két nagy osztályba sorolja. 16
22 11. ábra IEC sz. szabvány szerint definiált programnyelvek Szöveges módszer A szöveges rendszer nyelvek esetén a megírt programot egy fordító program segítségével lefordítják és ez a lefordított program kerül a program memóriába. A nemzetköz szabvány két szöveges programnyelvet engedélyez Strukturált programnyelv Magas szintű, strukturált szöveges programozásról (angol: Structured Text-St-ST, német: Strukturerter Text), akkor beszélünk, amikor a programunkat egy fejlett programozási nyelven írjuk pl: Pascal vagy C, majd ezt egy fordító (compiler) segítségével lefordítjuk, és ezután történik a program bevitele. Nagyon jól használható bonyolult aritmetikai műveleteket és függvénykapcsolatokat igénylő feladatok megoldásánál. Ennek a programozás nyelvnek az elfogadása azért is előnyös, mert olyan emberek is programozhatnak PLC-t, akik csak a magasabb szintű nyelveket ismerik, ezért előszeretettel alkalmazzák az informatikusok, de egyre népszerűbb ez a programozás nyelv a felhasználók körében Utasításlistás programnyelv Az utasításlistás programozási nyelv (angol: Instruction List, IL; német: Anweisungsliste, AWL) a PLC megjelenésével egy idős. A gépi kódú, ill. az assembly nyelvű programozásból 17
23 alakult ki. Ezt a programozási nyelvet előszeretettel alkalmazzák, azok, akik a gépközeli programozást szeretik Grafikus módszer A PC-én futó fejlesztői környezetben a különböző menük alatt, a kész grafikus szimbólumok felhasználásával készíthető el a PLC program. Az így elkészített program nem hasonlít a számítógépes programozási nyelvekre, ezért az ilyen programozási nyelvek egyediek, kimondottan PLC- re jellemzőek. A szabvány háromféle grafikus rendszerű nyelvet definiál Létradiagramos programozási nyelv A létradiagramos programozás (Ladder Diagram, LD vagy LAD) a megrajzolt áramúttervből, amely hasonlít egy kapcsolási rajzhoz a fejlesztő szoftver automatikusan lefordítja gépi kódra, amit a CPU végre tud hajtani. Ezzel a programozási nyelvel, könnyen végig követhetjük a programunkat és az esetleges hibákat gyorsan feltárhatjuk, ezért a legnépszerűbb programozási nyelvek közé tartozik. A létradiagramos programozást olyan szakemberek alkalmazzák előszeretettel, akik tisztában vannak az áramútrajz készítés szabályaival. A LAD elemei: huzalozás, csatlakozók, logikai kimenetek (Merker, Output, Flag), időzítők-számlálók; különleges elemek (léptetőregiszterek) Funkcióblokk diagram (Function Block Diagram-FBD) A huzalozott technikából jól ismert SSI-kismértékben integrált, ill. az MSI-közepes mértékben integrált áramköröket megvalósító szimbólumokat alkalmazzák. Az SSI áramköröket megvalósító FB-k a logikai kapuk, ÉS, NAND, VAGY, NOR, EXOR. Az MSI áramköri elemek a kódolók, számlálók. Ez a módszer hasonló a létradiagramos programozáshoz csak annyiban tér el a kettő egymástól, hogy itt a relék és nyomógombok 18
24 helyett a digitális technikából jól ismert szimbólumokat, szabványos jelöléseket (dobozokat) használjuk Sorrendi folyamatábrás programozás A sorendi folyamatok leírására alkalmas Grafcet 1988-ban közétették az IEC 848 sz. nemzetközi szabványban. Az IEC sz. nemzetközi szabvány az IEC 848-at beintegrálta, és így született meg a sorrendi funkció ábra (Sequential Flow Chart) az SFC. A számítástechnikából jól ismert folyamatábra alapján dolgozták ki. Ilyenkor az ipari technológiák menetéről egy vezérlési folyamat ábrát készítenek. A feladat végrehajtása lépésről-lépésre történik és csak az aktuális lépés (STEP) aktív. Kiválóan alkalmazható szakaszos (batch) technológiák automatizálására. Az SFC program fontos jellemzője, hogy a kész program letöltése előtt, átgenerálják LAD, FBD, IL, ST nyelvre. Hátránya, hogy sokkal nagyobb helyett foglal el a PLC memóriájában, mint a LAD nyelven történő programok. Ezért ha olyan programot készítünk, ami könnyen megvalósítható létrában, akkor célszerű azt választani, hiszen lehet, hogy tárbővítést kell végrehajtani MMC (Multimedia Card) memóriakártya alkalmazásával, amely növelheti a beruházási költségeket A Simatic S7-300 PLC legfontosabb jellemzői gyors működés, kis helyigény, nagy a modulválaszték, így jól megoldott a moduláris bővíthetőség, jól alkalmazható ipari környezetben (poros, nedve, fagypont alatti működés), nagyfokú nyitottság: szabványos (ipari Ethernet, Process Field Bus, AS-I) és egyedi kommunikációs lehetőségekkel, sajnos a fejlesztői program családot csak drága pénzért lehet beszerezni, programozás a Step7 programcsomaggal történik, szoftver csomag lehetővé teszi, hogy az üzembe helyezés előtt a programunkat teszteljük és az esetleges hibákat javítsuk, kész, integrált kommunikációs, HMI és szoftveres redundanciafunkciók, egyszerű üzembe helyezés. 19
25 12. ábra S7-300 PLC külső megjelenése és felépítése (forrás: [3]) A PLC- k külső felépítése megegyezik a programozáskor a hardver konfigurációval Az S7-300 legfontosabb építő elemei: 1. Profilsín vagy szerelősín (mounting rail). Hardverben és a szoftverben is erre a sínre helyezik fel a modulokat. a) Egysoros elrendezésnél az alábbi szabályokat kell betartani: max. 8 modul csatlakoztatható (SM), A teljes áramfelvétel a hátlapi buszról történik, ami soronként max. 1.2 A lehet. 13. ábra Egysoros elrendezés (forrás: [3]) b) Többsoros elrendezés szabálya: Az első kártya: tápegység PS, a második kártya: CPU, a harmadik kártya: interfész modul IM. Egy sor max 8db modulból állhat. Az interfész modul mindig az első jelfeldolgozó előtt kell lennie. A teljes áramfelvétel itt is soronként max.1.2a lehet. 20
![14. ábra Többsoros elrendezés (forrás: [3]) 2. Az első modul a PS=Power Supply (tápegység), amely előállítja az áramkörök működéséhez szükséges 24 VDC feszültséget.](/docs-images/39/18874817/images/26-0.png "Tervezéskor figyelembe kell venni a teljes áramfelvételt. A hálózati tápokhoz hasonlóan itt is találunk egy hálózati feszültség kapcsolót, amit érdemes üzemeltetés előtt ellenőrizni. 3.")
26 14. ábra Többsoros elrendezés (forrás: [3]) 2. Az első modul a PS=Power Supply (tápegység), amely előállítja az áramkörök működéséhez szükséges 24 VDC feszültséget. Tervezéskor figyelembe kell venni a teljes áramfelvételt. A hálózati tápokhoz hasonlóan itt is találunk egy hálózati feszültség kapcsolót, amit érdemes üzemeltetés előtt ellenőrizni. 3. A második modul a CPU, amin van egy CPU üzem állapot kapcsoló és egy PLC állapotjelző LED sor. a) A CPU üzem állapot kapcsoló, amit a programozó szoftverben is figyelni kell a program szimulációjakor, hogy a megfelelő állásban legyen. Négy állapota lehetséges: RUN-P: program futtatható és módosítható (az újabb PLC-knél már eltűnt ez az opció, mert beolvadt a RUN-ba). RUN: program futtatható, de nem módosítható (ha nincs RUN-P üzemmód, akkor módosítható a program). Stop: a program leállítása. MRES: teljes törlés (ilyenkor a felhasználói program tárat töröljük), a kapcsoló véletlen tekerés ellen van ellátva. b) A PLC állapotjelző LED sor, amelynek fontos szerepe van, hiszen a CPU állapotáról ad felvilágosítást. A LED-ek jelentésével jó tisztában lenni, mivel üzembe helyezéskor, valamint a CPU törlésekor is nagy szerepe van. Ezért összefoglaltam egy táblázatba. 21
27 LED JELENTÉS MŰKÖDÉS SF System fault Hardver- vagy szoftver hiba BATF Battery fault Akkumlátor hiba DC5V DC 5V Ready 5V rendben FRCE Force Force aktív RUN RUN A CPU működik, ha fut a program 2Hz-es, álló helyzetben 0,5Hz-es villogás STOP Stop A CPU áll, teljes törlésnél 0,5Hz-en, azt követően 2Hz-en villog BUSF Bus fault Busz hiba 4. táblázat A PLC állapot- és hibajelző LED-ek (forrás:[3]) A felhasználó programtár törlése: Step7 programmal, CPU üzemmód választó kapcsolóval. SORREND VÉGREHAJTANDÓ FELADAT 1 Állítsuk az üzemmód választó kapcsolót a STOP állásba 2 Az üzemmód kapcsolót kapcsoljuk MRES állásba, addig amíg a STOP LED folyamatosan nem világít. Ezután engedjük el a kapcsolót a STOP állásba. 3 3 másodpercen belül ismét kapcsoljuk vissza a kapcsolót a MRES állásba, mind addig, amíg a STOP LED villogni nem kezd. Ilyenkor a CPU felhasználói tárja teljesen üres. 5. táblázat A CPU üzem állapot kapcsolóval való törlés lépései [7] 4. Az IM=Interface Module (interfész modul) feladata a bővítő síneken lévő kártyák összekapcsolása. Lásd a többsoros elrendezés ábrát. Az IM-modulon keresztül max.4db DP csatlakoztathatunk a PLC- hez. 5. SM=Signal Module (I/O, jelfeldolgozó modul) max. 8db, lehetnek digitális I/O vagy analóg I/O-k. a) DI=Digital Input (digitális bemenet) fogadják a kapcsolók, szenzorok, digitális jeladók jeleit. Készülnek 24VDC, ill. 120/230VAC kivitelben, és a csatornák száma: 8, 16, 24, 32, 64. b) DO=Digital Output (digitális kimenet), digitális kimenet vezérléssel lámpákat, reléken keresztül kismotorokat, mágnesszelepeket vezérelhetünk. 22
28 c) DI/DO, egy modul látja el a digitális be és kimeneti funkciót. d) AI=Analog Input (analóg bemenet), analóg jeladók jeleinek fogadása, ezek lehetnek feszültség szintek vagy áram szintek (hőelemek, termoelemek, nyomásmérők, PID-szabályzás). e) AO=Analog Output (analóg kimenet), analóg jelek kiadása ezek szintén lehetnek feszültség, ill. áramszintek. f) AI/AO egy modul látja el az analóg be- és kimenet funkcióját 6. FM=Function Module (funkcionális modul) időkritikus vagy nagymennyiségű memória használatot igénylő jelfeldolgozási feladatoknál alkalmazzák (pozicionálás, léptető- szervómotorok vezérlése, hőmérséklet-; nyomás-; szintszabályozás, PID szabályozás, nagyon gyors és nagyon pontos funkciókra). 7. CP=Communication Processor (kommunikációs processzor) a CPU kommunikációs feladatainak megvalósítása Reed kapcsoló Egymást átfedő, ferromágneses anyagból (általában vas-nikkel ötvözet) készült érintkezőkből áll, amelyet konzolosan beforrasztanak. A zárt üvegcsövet speciális inert gázzal töltik fel, hogy az érintkezőket meg óvják a korróziótól, a nedvességtől, és a szennyeződésektől. A védőgáz összetétele: 97% nitrogén és 3% hidrogén. Az érintkezők nyugalmi állapotban nem érnek össze. Külső mágneses tér hatására az érintkezők átmágneseződnek (átfedő végek ellentétes mágneses polaritásúak lesznek), köztük vonzóerő ébred és egymáshoz kapcsolódnak. A külső mágneses hatás megszűnésekor az érintkezők újra nyugalmi állapotba kerülnek (nyitni fog). A Reed relék elektromágnessel és állandó mágnessel is egyaránt működtethetőek. Működési jellemzője: nagy érintkező nyomást biztosítanak, kis működtető erő mellett, hiszen a működtető nem áll közvetlen kapcsolatban az érintkezővel; gyors és pontos működésűek; hosszú élettartam; ha a külső mágneses mező 0,5 mt értéket meghaladja, akkor árnyékolásról gondoskodni kell. külső rezgések is működésbe hozhatják, pergés hajlam. 23
![15. ábra Reed közelítéskapcsoló [2] 16. ábra Munkahengerekre szerelt Reed közelítéskapcsoló 17.](/docs-images/39/18874817/images/29-0.jpg "ábra Reed közelítéskapcsoló elvi kapcsolási rajza [2] Kiválóan alkalmas pneumatikus munkahengerek dugattyúpozíciójának érzékelésére.")
29 15. ábra Reed közelítéskapcsoló [2] 16. ábra Munkahengerekre szerelt Reed közelítéskapcsoló 17. ábra Reed közelítéskapcsoló elvi kapcsolási rajza [2] Kiválóan alkalmas pneumatikus munkahengerek dugattyúpozíciójának érzékelésére. A munkahengerek elhelyezésekor figyeltem, hogy a munkahengerek közötti távolság nagyobb legyen, mint 60mm. Szereléskor találkoztam, olyan problémával, hogy a szenzor nem szolgáltatott jelet, amit a szenzor pozíció változtatásával tudtam orvosolni. Ha a munkahenger az érzékelő előtt van, akkor a kapcsolási állapotot jelző dióda világit. 24

30 18. ábra Érzékelők elhelyezése a bistabil munkahengereken Érintőképernyős kezelőpanel (HMI-Human Machine Interface) Ma már nélkülözhetetlen részét képezik az ipari folyamatok automatizálásban. A kezelőterminálok még a bonyolult termelési folyamatok esetén is biztosítják az ember és a gép közötti áttekinthető és biztonságos kommunikációt. Az automatizált folyamat grafikusan megjeleníthető, és igen látványosan animálható, ami a kezelő személy számára megkönnyíti a folyamat nyomon követését. A kezelő személy a terepi szinten lévő beavatkozók és érzékelők üzemi állapotáról információt kap, a mérési adatokat könnyen leolvashatja (és tárolhatóak), az esetleges hibajelzéseket (Alarmok, amelyek lehetnek grafikusak vagy szövegesek) észlelheti és hamarabb javíthatja őket, hogy a termelés a lehető legkevesebb ideig álljon. A HMI kezelő panel elhelyezésénél figyelembe kell venni az ergonómiai irányelveket. A programozásához a Simatic WinCC Flexible szoftver szükséges, amelyből kiválaszthatjuk a feladathoz a legmegfelelőbb panelt. A HMI egységek választéka igen nagy, a néhány karakteres kijelzőtől (OP7), a monokróm pontmátrix (OP77), monokróm nagy felbontású, és a színes nagy felbontású kijelzőkig terjed. 25
31 A HMI panelek működési elvük alapján lehetnek: rezisztív érintő képernyős A nevéből következik, hogy két rétegből áll, egy vezető és egy szigetelő rétegből. A két réteg közé elektromos áramot vezetnek. Amikor a kezelő megérinti, a panelt az áram megszakad, és az elektronika érzékeli az X és Y koordinátákat. A használathoz nem kell speciális ceruza. Ezzel a technikával olcsón, nagy felbontású kezelő panelok is készíthetőek. kapacitív érintő képernyős Az ilyen típusú képernyőt nem kell nyomni, hanem elég csak érinteni, hiszen az elektromos töltést érzékeli, ezért csak olyan munka állomásokon alkalmazható ahol a kezelő nem kesztyűben dolgozik. Több ponton is képes érzékelni, ezért alkalmas multitouchra. infra (optikai) érintő képernyős, az infra adó, és vevő sugár útját, az érintéskor megszakítjuk, ezt az elektronika érzékeli és képes meghatározni a megnyomás pontos koordinátáit. Kültéri alkalmazásra nem ajánlott, hiszen a napsütés befolyásolja a működést, és a nagy pontosságot igénylő grafikai alkalmazásnál sem előnyős. A panel kiválasztásánál érdemes figyelembe venni a következőket: Környezeti fényerő, ami nagyban befolyásolja a kezelő panel láthatóságát, Elektromágneses szennyezés, ilyenkor a kezelőpanelt meg kell védeni a külső elektromágneses szennyezéstől. Ez történhet árnyékolással, fémházas kivitel alkalmazása, földhurok mentesítéssel, és a tápoldalon A; B osztályú szűrővel. Hőmérséklet, a külső környezet hőmérséklete ahol használni fogják a panelt. Az általános panelek hőmérsékleti tartománya a : 0-50 celsius közé esik. IP védettségi fok figyelembe vétele, ezt általában csak akkor érdemes figyelni, ha teljesen vízálló kivitelt szeretnénk alkalmazni, mert a hagyományos panelek IP 65 kivitelben készülnek. Az IP védettségi fokozatnál az első szám a szilárd idegen testek behatolása elleni védelemre (0-6) a második szám a víz behatolása elleni védelemre utal (0-8. Tehát az IP65 por behatolása ellen védet (teljesen védet), és a bármely irányból érkező vízsugártól védett kivitelt jelent. robbanás biztos kivitelt kell alkalmazni vagy sem. illeszthetőség, tehát a PLC és a kiválasztott HMI eszköz min fog kommunikálni egymással ( Profibus, Modbus, MPI, Ethernet, USB stb). milyen információt akarunk megjeleníteni a kezelő panelon (grafikus vagy szöveges). 26
32 Trendkezelés figyelembe vétele (mennyi trend definiálható az egész alkalmazás során, a menteni kívánt adatok elférnek -e a memóriájában). receptúrakezelés alarmok kezelése, mennyi alarmot tud kezelni, naplózás és nyugtázási lehetőségek. többnyelvűség, így a feliratok, az alarmok több nyelven megjeleníthetőek, de ügyelni kell, hogy a szöveg más-más nyelven különböző hosszúságúak lehetnek. Az esetleges fordításokat ellenőrizni kell, hogy ténylegesen azt jelentse, amit kell (ne legyenek fordításból származó félreértések). Web és FTP szerver, szükség van e arra, hogy a panelt távolról elérhető legyen, és az esetleges adatok elmentésére egy FTP szervere. multimédia, ilyenkor az alarmokhoz hang effektusokat rendelhetőek pl: duda. A karbantartási folyamatokat segítő tömörített videók csatolhatóak. Az estleges hiba bekövetkezésekor képes küldeni t vagy SMS-t a megfelelő személynek. nehézipari szempontok, az előírt szabványoknak megfeleljen, robosztus, ellenálló legyen a külső környezettel szemben, és a legfontosabb szempont, hogy hosszú élettartalmú legyen. könnyűipari szempontok PLC- s üzemmód terminál kivitelek, beépíthető vagy mobilis legyen. desing, kezelhetőség 2. Az elektromos összekötés Az elektromos összekötés előtt készítettem egy blokkvázlatot, amely tartalmazza az összes felhasznált bemenetet-kimenetet. A Q és kimeneteket is felhasználtam, igaz most nincs rá szükség, hiszen az A, és B munkahengerek vezérlésére egyoldali mágnesesvezérlésű útszelepeket alkalmaztam (azaz, monostabil típusúak). De ha a közeljövőben kicserélésre kerülnek az útszelepek, akkor a kész programot nem kell kibővíteni. A programok is ennek megfelelően lettek írva, ennek okáért használtam beíró, ill. törlő tekercseket a kimenetek vezérlésére. 27
33 19. ábra Az oktató állomás PLC- s vezérlésének blokkvázlata Az oktató rendszer PLC-s vezérlésének blokkvázlata alapján készült el a Simatic Managerben a rendszer hardver felépítése, ill. a szimbólum táblázat. A hardver felépítés, és a szimbólum táblázat a mellékletben található [11; 12]. A munkahengerek dugattyúpozíció érzékelése a munkahengerekre szerelt Reed relékkel történik. A pozícióérzékelők kábeleire a kapcsolási rajzon lévő jelölések kerültek fel: ABÉ: A munkahenger alaphelyzet érzékelése; AKÉ: A munkahenger kint érzékelése; BBÉ: B munkahenger alaphelyzet érzékelése; BKÉ: B munkahenger kint érzékelése; CBÉ: C alaphelyzet érzékelése; CKÉ: C munkahenger kint érzékelése; DBÉ: D munkahenger alaphelyzet érzékelése; DKÉ: D munkahenger kint érzékelése. Az elképzelés az volt, hogy a Touch Panelon elhelyezett nyomógombok segítségével választhatunk a különböző feladatok közül. De én arra is gondoltam hogyha, esetleg az operátori kezelőpanel leszerelésre kerül, akkor is működő képes legyen az oktató rendszer. Ebben az esetben a kapcsolók segítségével választhatjuk ki a futtatni kívánt programot. A megvalósított feladatokból következi, hogy az első, a második, és az ötödik feladat kézi-auto programjai közül választhatunk. 28
![Az oktató rendszer PLC-s vezérlésének elektromos és pneumatikus kapcsolási rajza a mellékletben található [1; 2]. Törekedtem arra, hogy a PLC és a technológia lehetőleg külön legyen megtáplálva.](/docs-images/39/18874817/images/34-0.png "A pneumatikus munkahengerek vezérlésére használt elektromágneses szelepeket, a munkahengereken található Reed közelítéskapcsolókat, és a nyomógombokat, kapcsolókat külön tápláltam meg a Festo cég")
34 Az oktató rendszer PLC-s vezérlésének elektromos és pneumatikus kapcsolási rajza a mellékletben található [1; 2]. Törekedtem arra, hogy a PLC és a technológia lehetőleg külön legyen megtáplálva. A pneumatikus munkahengerek vezérlésére használt elektromágneses szelepeket, a munkahengereken található Reed közelítéskapcsolókat, és a nyomógombokat, kapcsolókat külön tápláltam meg a Festo cég által gyártott Festo Didactic tápegységgel (24V, 5A). A PLC tápegységet a burkolaton látható szabványos jelöléseknek megfelelően a hálózatra kötöttem, majd a terminálok részére fenntartott 24V DC feszültséget felhasználtam a Touch Panel megtáplálására. 20. ábra PS 307 5A tápegység bekötési rajza [6] A PLC DI16/DO16 kártyát, az adttáblájának specifikációja szerint kötöttem be, amelyet a technológiáról (Festo Didactic tápegység) tápláltam meg. 21. ábra DI16/DO16 bekötési rajza [6] A sorkapocsba előre elvégeztem a tápfeszültség bekötést, figyelve azért a szabványos színjelölésre (piros a + 24V, a kék, amit itt lilával helyettesítettem a 0V, a banándugós összekötéseknél is törekedtem a színek nem összekeverésére. A piros +24V, a kék a 0V). 29
35 22. ábra Tápfeszültség áthidalás elkészítése A munkahenger állomás moduláris elemekből épül fel, amelyek összekapcsolását banándugók segítségével oldottam meg. Külön modul van a vészleállító, a nyomógombok, a jelzőlámpák, kapcsolók és a portok számára. A portokra kötöttem a munkahengerek dugattyúpozíció érzékelőit, a munkahengereket vezérlő elektromágneses szelepeket, a nyomógombokat, kapcsolókat és a vészleállítót. A munkahengerek pozícióját érzékelő Reed közelítéskapcsolók banándugóit, (ami az elvi kapcsolásból láttam, hogy három kivezetése van) a port modulba kötöttem úgy, hogy a piros vezeték a +24V, a fekete vezeték maga a megfelelő sorszámú portba, a kék pedig a 0V ra csatlakoztattam. A PLC program írásakor a munkahengereket a logikai eggyel vezéreltem, ezért az elektromágneses szelepek vezérlő banándugóit, ebből kifolyólag a barnát a megfelelő sorszámú portba, a kéket a 0V ra kötöttem (ha a kéket a +24V ra kötöttem volna, akkor pontosan fordítva működtette volna a munkahengereket). Összesen 4db port van, amelyek egy speciális Festo adatkábel (Centronics 24pin lengő csatlakozóval rendelkezett) segítségével egy port összegyűjtő modulra csatlakozott. A modult kiegészítettem egy port szétválasztó modullal, hogy a diáktársaim a közeljövőben könnyebben tudják használni, majd a gyakorlatok során. 23. ábra Port szétválasztó modul A port szétválasztó modulon külön sorkapcsokba vezettem a különböző portokat (és megfelelő felírttal láttam el őket, P1; P2; P3; P4), így az egyes feladatok megoldása, ill. az esetleges hibák feltárás sokkal könnyebb lesz (és könnyebb is volt). A Festo adatkábel bármelyik portra csatlakoztathatóak, és a feliratozásnak köszönhetőek jól nyomon követhetőek. A sorkapocsból a portokat a feladatnak megfelelően a PLC megfelelő bemeneteire-kimeneteire kötöttem. 30
36 24. ábra D-SUB 37 PIN csatlakozó A fel nem használt kivezetések sorszáma: 1; 18; 19; 20; 37. KIVEZETÉS SZÁMA 4 PORT KIVEZETÉS SZÁMA 2 PORT KIVEZETÉS SZÁMA 3 PORT KIVEZETÉS SZÁMA 1 PORT táblázat D-SUB 37 PIN lábkiosztása A port szétválasztó modul forrasztási kapcsolási rajza a mellékletben: [10]. 3. Az oktatásban használható gyakorló feladatok Ezek olyan egyszerű PLC feladatok, amelyek segítségével a tanulók megtanulhatják a különböző típusú munkahengerek vezérlését. Az oktató állomás úgy lett kialakítva, hogy az A, B, E munkahengerek monostabil, a C, D munkahengerek bistabil típusúak. A programok írásakor, ezért az A, B, E munkahengerek működtetésekor beíró tekercset (Set Coil), ill. törlő tekercset (Reset Coil) kell alkalmazni, ebből következik, hogy a vezérlésükre elég egy kimenetet használni. A többi munkahengerek esetén (C, D), viszont elegendő sima tekercsek alkalmazása is, mivel impulzusszelepek végzik a vezérlésüket. Ezért a műkötetésükhöz két kimenetet kell felhasználni, az egyik az egyik impulzusnak kell, ami a működtetéshez szükséges (kinyomás). A másik kimenet a másik impulzusnak kell, ami az alaphelyzetbe állításhoz használunk (benyomás). Ha így járunk el, akkor nagy figyelmet kell szentelni, arra hogy a tekercsekre egy időben ne érkezzen vezérlőimpulzus, amely hibás működést eredményezhetne. Ezeknek a hibáknak az elkerülése végett a gyakorlati feladatok megvalósítása esetén beíró, és törlő tekercseket használtam a munkahengerek működetéséhez. 31
37 Igaz így a programjaim picit hosszabbak lettek, de az esetleges hibák, figyelmetlenségek elkerülhetővé váltak. A PLC programozáskor az alapvető elemek felhasználásakor megismerkednek a szoftverben található elemek működésével, alkalmazásával. Az utolsó feladat megvalósítása már egy egyszerűbb bélyegző berendezés programozása, amelyet ki kell egészíteni a mai gépek nélkülözhetetlen részét képező hibakezelés funkcióval. A hibajelzés csak a kezelő terminálról történő vezérlés esetén működik. A megvalósított programok elkészítése után a programban felhasznált elemeket fizikailag is meg kell valósítaniuk, így a gyakorlatban is megismerkednek a PLC bekötésével, az elkészült programok installálásával, tesztelésével Az első oktató feladat Az ábrán látható gyártósor modell automatizálása, bistabil és monostabil munkahengerek segítségével. A munkadarabokat az A pontból el kell juttatni az E pontba az A, B, C, D pneumatikus munkahengerek segítségével, úgy hogy addig ne érkezzen meg újabb munkadarab az A pontba, amíg az előtte lévő munkadarab el nem éri az E pontot. Az A és a B munkahengerek monostabil a C és D munkahengerek bistabil típusúak. 25. ábra Anyagmozgató gyártósor modell felépítése 32
38 LÉPÉS A munkahenger B munkahenger C munkahenger D munkahenger táblázat Az anyagmozgató gyártósor működési táblája 26. ábra Pneumatikus munkahengerek állapotdiagramja A pneumatikus vezérléseket igen gyakran munkadiagramon (lépésdiagramon) adják meg, ezért ennek gyakorlása céljából én is felrajzoltam. A munkadiagram a munkahengerek meghatározott sorrendű dugattyúmozgásait tartalmazza. 27. ábra Gyártósor munkadiagramja A munkadiagramot ki szokták egészíteni a vezérlő diagrammal, akkor az így kapott diagramot működési diagramnak nevezzük (lásd a mellékletben: [5]). Ennek a diagramnak az előnye, hogy az esetleges reteszelő jelenséget ki tudjuk szűrni. 33
39 Az anyagmozgató gyártósor programját létrában írtam meg, aminek működését a szakdolgozatom keretében részletezem. A gyakorlatban igen gyakran találkozhatunk más programozási nyelvekkel, ezért a mellékletben az anyagmozgató gyártósor programját, utasításlistás (STL), ill. sorrendi folyamatábrás (GRAPH) programozással is megoldottam (lásd: melléklet [5; 6]). Az anyagmozgató gyártósor megvalósítása létradiagramos programozással: 28. ábra Anyagmozgató gyártósor indítás hálózata Az anyagmozgató gyártósor modell a Start ill. a Touch panelon lévő nyomógombbal, amihez az M 8.0 merkert rendeltem indítható. Az indításkor az M 0.0 és M 8.0 merkerek aktívvá az M 0.1 marker inaktívvá válik. 29. ábra Anyagmozgató leállítása 34
, és a munkahengereket alaphelyzetbe állítom.")
40 Ha Stop ill. a kezelő panelon lévő Stop gombot a kezelő működteti (amihez az M 8.1 merkert rendeltem), akkor az M 0.1; M 8.1 merkerek aktív állapotba kerülnek. A programban felhasznált összes merkert törlöm (M 0.0; M 0.2; M 0.3; M 0.4; M 0.5;), és a munkahengereket alaphelyzetbe állítom. Az alaphelyzetbe állítás a megfelelő kimenetek aktív (benyomás kimenetek aktívak: Q 124.4; Q124.5; Q124.6; Q124.5), ill. inaktív állapotba helyezéssel (töröljük az állapotukat: Q124.0; Q124.1; Q124.2; Q124.3) történik. Az anyagmozgató gyártósor modell megvalósításakor a munkahengerek vezérlését a kint van pozícióérzékelőinek felfutó él figyelésével oldottam meg. A gyártósor elindítása megtörténik, akkor az alaphelyzetből elindul, és a működési táblázatnak megfelelően a D munkahenger működtetése hajtódik végre először. Amikor D munkahenger eléri a kitolt állapotát, ezt érzékeli a D kint reed relé. Az érzékelő felfutó él hatására az M 0.7 sima tekercs egy PLC ciklusidőre aktívvá válik, 30. ábra Pozícióérzékelők felfutó él figyelése munkadarab mozgatása C-pontba. amelynek hatására végrehajtódik a következő lépés fázisa a 31. ábra A munkadarab mozgatása a B pontba Ha gyártósor elindítása megtörtént, akkor az M 0.0 merker aktív lesz és az összes munkahengeren elhelyezett alaphelyzet érzékelő jelei aktívak (D bent; C bent; B bent; A 35
41 bent), ekkor a következő lépés merkerébe egyet írunk M 0.2, és a működési táblának megfelelően a D munkahengert működtettem. Így a munkadarab elérkezett a B pontba. 32. ábra A munkadarab mozgatása a C pontba Az M 0.2 merker, a D munkahenger kint pozícióérzékelője, a C, B, A munkahengerek alaphelyzet pozícióérzékelői aktívak, és a pozitív élfigyelés merkere (M 0.7) aktívvá válik, akkor a következő lépés merkerébe egyet írok M 0.3. Az előző lépés merkerét az M 0.2 törlöm, majd a működési táblának megfelelően a C kinyom kimenetet egybe állítom és a C benyom kimenetet törlöm, hogy véletlenül se okozzon a működésbe problémát. A munkadarabunk elérkezett a C pontba. 33. ábra A munkadarab mozgatása a D pontba Az M 0.3 merker, a D, C munkahenger kint van pozícióérzékelőjük, a B, A munkahenger bent van reed relék jelei aktív, és a C munkahenger felfutó él figyelésének merkere (M 1.1) aktívvá válik, akkor az M 0.4 merkerbe egyet írok. Az előző lépés merkerét az M 0.2 merkert törlöm, és a működési táblának megfelelően a B munkahengert működtetem. A munkadarab a D pontba érkezik. 36
42 34. ábra A munkadarab mozgatása az E pontba Az M 0.4 merker aktív és a D, C, B munkahengerek kint van reed relék jelei aktívak, az A munkahenger bent van reed relé jele aktív, és az élfigyelés merekere (M 1.3) aktívvá válik, akkor az A munkahengert működtetem. A munkadarab eléri a végállomást. Következhet a következő lépés, ami az alaphelyzetbe állítás lesz. 35. ábra Alaphelyzetbe állítás Az M 0.5 merker aktív, az összes munkahenger kint van pozíció érzékelője aktív, és az élfigyelés merekere aktívvá válik, akkor az összes munkahengert alaphelyzetbe állítom (D, C, B, A benyomás kimenetek aktívak, és a D, C, B, A kinyomás kimeneteket törlöm), így érkezhet a következő munkadarab az A pontba. Az anyagmozgató gyártósor folyamata folytatódik elölről. 37
43 3.2. A második oktató feladat Egy 4 bites bináris előre számlálót készítettem, amit a Start nyomógomb megnyomásával indíthatunk el, és a számlálás ciklikusan folytatódik, majd elölről. A Stop nyomógomb megnyomásával az előre számlálás bármikor megállítható (törli a számlálót). Az A munkahengert választottam a legnagyobb, a D munkahengert, pedig a legkisebb helyértékűnek vettem fel. Ennek alapján készítettem el a feladat működési táblázatát. I. A munkahenger B munkahenger C munkahenger D munkahenger DEC táblázat Négy bites előre számláló működési táblázata A négy bites előre számláló programja: A program írásakor a munkahengereket lépésenként az állapotdiagram alapján vezéreltem, ezért a dolgozatban csak néhány lépést részletezek, de a teljes program a mellékletben a CD található. 38
44 36. ábra A négy bites előre számláló indító programja A négy bites előre számláló modell a Start (I 124.0) ill. a Touch panelon lévő nyomógombbal, amihez az M 8.6 merkert rendeltem indítható. Ekkor az M 2.0 és M 8.6 merkerekbe beírok logikai egyet, és közben az M 2.1 merkert törlöm. 37. ábra A négy bites előre számláló leállítása Ha a Stop (I 124.0) vagy a kezelőpanelon lévő Stop (M 8.7) gombot a kezelő működteti, akkor az M 2.1; M 8.7 merkerekbe egyet írok. A programban felhasznált összes merkert törlöm, és a munkahengereket A, B, C, D alaphelyzetbe állítom. Az alaphelyzetbe állítás a megfelelő kimenetek aktiválásával történik (benyomás kimenetek aktívak: Q 124.4; Q124.5; Q124.6; Q124.5). A többi kimenet inaktívak (töröljük az állapotukat: Q124.0; Q124.1; Q124.2; Q124.3) állapotúak. 39
45 38. ábra A bináris egy szerinti működtetés A Network 3: a működési táblában az első lépés, ilyenkor az összes munkahenger alaphelyzetben van. Amikor az M 2.0 merker egy lesz, az jelenti, hogy érintőképernyős panelon a Start nyomógombbal, vagy az I kötött Start nyomógombbal a kettes feladatot elindítottuk, akkor (a pneumatikus munkahengerek bent pozícióérzékelői is aktívak) a D munkahengert működtettem, és beírtam a következő lépés merkerébe (M 2.2), így eljutottam a kettes lépéshez, a Network 4-hez. 39. ábra A bináris kettő szerinti működtetés Az M 2.2 aktív a D munkahenger kint van, ezért a D kint pozícióérzékelője aktív, és a többi munkahengerek bent pozícióérzékelőjük aktívak, akkor következhet a működési táblázatból a következő lépés. A D munkahengert alaphelyzetbe állítottam (Q 124.4), és a C munkahengert működtetem (Q 124.1), és ezekkel a lépésekkel egyszerre aktíválom a következő lépést (M 2.3), és törlöm az M 2.2 merkert. A lépéseket tovább folytatva készült el a kész program. 40

46 3.3. A harmadik oktató feladat Figyelembe véve, hogy az ipari automatizálási folyamatok elengedhetetlen részét képezik az operátori kezelő felületek, ezért ebben a feladatban a felhasználó az érintőképernyőn található IO Field objektum segítségével beviheti, hogy a D munkahengert hányszor szeretné egymás után működtetni. Ha a felhasználó a kezelőpanel segítségével megadta, hogy a D munkahengert hányszor szeretné működtetni, akkor a Start (I 124.0) ill. az operátori kezelő 40. ábra Indítás felületen található Start nyomógombbal (M 9.0) indíthatja a munkahenger működtetését. Ekkor az M 10.0 és az M 9.0 merkerekbe egyet írok, és az M 10.1 és az M 10.4 merkereket törlöm. 41. ábra D munkahenger működtetésének leállítása Ha a Stop (I 124.1), ill. a kezelőpanelon lévő Stop (M 9.1) gombot a kezelő működteti, akkor a Start merkereit (M 10.0; M 9.0), és a többi felhasznált merkereket (M 10.2; M 10.3;) törli. Ezzel egy időben az alaphelyzet merkereibe egyet írok (M 9.1; M 10.1; M 10.4). 41
47 42. ábra D munkahenger működtetője A Network 3: elinduláskor a D munkahenger alaphelyzet érzékelője aktív. Amikor a Start ( I 124.0) vagy a terminálon lévő Start nyomógombbal elindítottuk a rendszert, akkor az M 10.0 merkerbe beírtunk egyet. Az M 10.0 merker felfutó él hatására a számláló (C 50) kimenete aktív állapotba kerül, tehát egy lesz. Ezt az egyet felhasználtam a munkahenger működtetésére. Ha M 10.3 merker aktív, akkor a D munkahengert működtető kimenetet aktíválom. A munkahengert addig működtetjük, amíg munkahenger kint van pozícióérzékelője aktív nem lesz. Ha aktív állapotú lesz, akkor törli a felfelé számlálót, és a törlés következtében a számláló kimenete nulla lesz, aminek a hatására a munkahengert alaphelyzetbe állítja (a Reset bemenet nem élvezérelt). Végül is a számláló értékét a nulla, ill. egy értékét veszi fel a pozícióérzékelők függvényében, és ez működteti a munkahengert. A számláló addig végzi a D munkahenger működtetését, amíg a Network 8-ban lévő komparátor kimenet nulla, ha egy lesz (M1 0.2), akkor az M 10.2 merker törli a számlálót. Ez azt jelenti, hogy a pneumatikus munkahengert annyiszor működtettük, ahányszor a felhasználó szerette volna. 42

48 43. ábra D munkahenger működtetésének számolása Network 6: a D munkahengeren elhelyezett Reed közelítéskapcsoló felfutó él hatására (érzékeli a munkahenger kinyomását), a C 51-es felfelé számláló aktuális értékét növeli eggyel, tehát a számláló aktuális értéke megegyezik a D munkahenger működtetés számával. A felfelé számláló pillanatnyi értékét (MW 122), a Network 8-ban lévő komparátor a felhasználó által beírt számmal (MW 124) összehasonlítja. Amikor a két szám egyenlő, akkor a komparátor kimenete egye lesz (M 10.2), és ekkor törli a D munkahengert működtető (C 50) számlálót, és beállítja az alapállapotot (Network 8: M 9.1; M 10.1; M 10.4 merkerekbe egyet ír; a többi merkert törli). Várja a kezelő által beírt működtetési számot, majd a Start nyomógombgomb megnyomásával, újra indíthatja a feladatot. 44. ábra Start nyomógomb felfutó él figyelése A Start nyomógombok megnyomásakor keletkező felfutó élt felhasználom a munkahenger működtetését számláló, előre számláló törlésére (C 51). 43
49 45. ábra Összehasonlítás a működtetett és a működtetni kívánt számmal 46. ábra Alaphelyzetbe állítás 3.4. Negyedik oktató feladat Egy 5 bites decimális-bináris kódolót készítettem. A felhasználó a Touch panelon található decimális szám beviteli IO Field objektum felületre lép, ezután beírja azt a számot, amelyiknek szeretné tudni a bináris megfelelőjét, de ez max. 31 lehet, mert 5 biten ez a maximális szám. A kereset szám bináris megfelelője alapján vezérli a munkahengereket. Az ellenőrzés érdekében a bináris (IO Field objektum) felirat mellett is kiírja a keresett szám bináris megfelelőjét. A feladat megoldásakor azt gondoltam végig, hogy egy decimális (tízes) számot, hogyan állítok át bináris (kettes) számmá. pl.: 11 A decimális számot (pl.:11) elosztom kettővel, az eredményt a szám alá, a maradékot (1 vagy 0) pedig mellé írom. Ez a maradék a legkisebb helyértékű bit lesz. Ezután a hányadost ismét elosztom kettővel ez lesz a 44

50 következő helyértékű, és így tovább, mind addig, amíg az eredmény 0 nem lesz. 47. ábra Működés közben a kezelőpanel 48. ábra Működtetés elve egy bitre A felhasználó beírja a decimális számot, amihez a 4 _f_dec_beolvasása Tag-et rendeltem, ez beíródik, az MW 60-ba. Ezt a számot osztom kettővel az eredményt a következő helyérték osztójára vezetem, ill. meg szorzom vissza kettővel. A kapott eredményt egy komparátorral összehasonlítom a beírt számmal, ha a két szám megegyezik a komparátor kimenete 1 lesz. Ez azt jelenti, hogy az osztáskor nem keletkezett maradék, tehát ennek a bitnek az értékének nullának kell lennie. Tehát a legkisebb helyértékű munkahengert ( E ) nem kell működtetni, ez azt jelenti, hogy a munkahengereket a komparátor kimenetének negáltjával kell vezérelni. Ennek alapján készítettem először egy működési tömbvázlatot, ami nagy segítséget jelentett a program megírásakor. 45

51 49. ábra Működési tömbvázlat A működési tömbvázlat alapján kezdtem el a program megírásához. 50. ábra Decimális-bináris kódoló indítása 46
52 Ha a felhasználó a kezelőpanel segítségével megadta a decimális számot, amelynek szeretné tudni a bináris megfelelőjét, akkor a Start (I 124.0), ill. az operátori kezelő felületen található Start nyomógombbal (M 9.2) indíthatja a decimális-bináris átalakítást. Ekkor az M 20.0 és az M 9.2 merkerekbe egyet írok, és az M 20.1 és az M 20.7 merkereket törlöm. 51. ábra Számlálás engedélyezése Network 3: Itt oldottam meg, hogyha a felhasználó megnyomja a Stop gombot, akkor a C 60 előre számlálót törli (merker word 58 értéke nulla lesz). A nullával való szorzás nulla lesz ezért az összes munkahengert visszahúzza az alaphelyzetbe, ennélfogva a leállítás hálózatában elegendő csak az indítási merkereket törölni (törlöm az M 20.0, M 9.2, és beírok az M 20.1, M20.7, M 9.3), ill. beírni. Ha a rendszert nem állítja meg a felhasználó, akkor a számláló aktuális értéke egy lesz, és a beolvasott szám értékét sem változtatja meg. Így meg lett különböztetve a nulla szám konverziója, ill. az átalakítás megállítása. 52. ábra Leállítás figyelése Network 4: A kezelőpanelról beolvasott számot (MW 60) összeszoroztam a számláló kimeneti értékével (MW 58), ha az eredmény (MW 56) megegyezik a beolvasott számmal, akkor nem történt megállítás. 47
 felhasználtam a következő helyérték előállításánál is. 54.")
53 53. ábra Legkisebb helyérték számítása Network 5: a tömbvázlatból következik az első lépés. A beolvasott számot osztom kettővel, ezt az eredményt (MW 62) felhasználtam a következő helyérték előállításánál is. 54. ábra Maradék számítása Network 6: az osztással kapott eredményt (MW 62) visszaszorzom kettővel. 55. ábra Maradék ellenőrzése Network 7: a visszaszorzott eredményt (MW 64) egy komparátor segítségével összehasonlítom a beírt számmal (MW 60), ha a két szám megegyezik, akkor a komparátor a kimenete aktívvá válik, ez azt jelenti, hogy az osztás maradék nélküli volt. Ekkor az E munkahengernek bent kell lennie, mert a legkisebb helyértékű bitnek nullának kell lennie. A következő helyértékek előállítása is ugyan így történt, a Network : ; a Network : ; a Network a Network : 48

54 56. ábra E munkahenger működtetése A Network 20 a legkisebb helyértéknek megfelelő (E) munkahenger működtetését végzi. Amikor a komparátor kimenete, amihez az M 30.2 merkert rendeltem és az M 20.7 merker értéke iníktív, akkor a sima tekercsen lévő E munkahenger működik. Mivel az E pneumatikus munkahenger monostabil típusú, ezért itt elgendő volt sima tekercset alkalmazni. 57. ábra D munkahenger működtetése A Network 10-ben realizált komparátor kimenetéhez az M 30.3 merkert rendeltem. A Network a helyértéknek megfelelő (D) munkahenger működtetését végzi. Ha a komparátor kimenete aktív, akkor a munkahengert alaphelyzetbe állítom, ha inaktív, akkor működtetem. A kezdő merkereket nem itt állítotom be, mert van még (hálózat) számolandó helyérték. 49
55 58. ábra A munkahenger működtetése A Network 27-26: a legnagyobb helyértéknek megfelelő (A) munkahenger működtetését végzi. A Network 19-ben megvalósított komparátor kimenetéhez az M 30.6 merkert rendeltem, aminek hatására történik a munkahenger vezérlése. Ha a komparátor kimenete aktív (M 30.6), akkor az A munkahengert alaphelyzetbe állítom, ha pedig inaktív (M 30.6), akkor az A munkahengert működtettem. Mivel ez az utolsó hálózat, és a folyamat folytatódik elölről, ezért az M 20.0 merkerbe eggyet írok, és az M 20.1 merkert törlöm. Eztután a berendezés várja a következő átalakítandó számot, ha megtörténik a beírás, akkor a munkahengereket a bináris kódnak megfelelően vezérli. A teljes decimális-bináris kódoló programja a mellékletben: [8]. A feladat egyszerűbben is megoldható lenne, csak monostabil munkahengerek használatával, hiszen akkor a munkahengerek kimeneteinek a vezérlésének a kiosztásását a merker baytehoz (QB 124), igazítanánk (Q E Q A). Így elegendő lenne egy Move blokk használata, aminek a bemenetére kötnénk az operátori panelről beolvasott szám értékét, a 50
56 kimenetére pedig a kimeneti bayte-ot (QB 124). A Move blokk átmásolja a beolvasott számot a QB124 kimeneti bayte-ba Ötödik oktató feladat Az ötödik oktató feladat egy bélyegző berendezés vezérlésének készítése. A bélyegző berendezés működésének lépései: 1. lépés (mozgatás): a Start nyomógomb megnyomására az A munkahenger a munkadarabot az A pontból elmozdítja a B pontba, ahol a bélyegzés történik; 2. lépés (megfogás): a munkadarab a B pontban van, ekkor az A, és D munkahengerek ráfognak a munkadarabra, hogy a bélyegzés megfelelő minőségben készüljön el. 3. lépés (bélyegzés): a megfogástól számított négy másodperces késleltetés után, az E munkahengert működtetve megtörténik a bélyegzés. A bélyeg rányomása a munkadarabra öt másodpercig tart. 4. lépés (elengedés): a bélyegzés elvégzése után négy másodperces késleltetés után a D munkahenger visszaáll az alaphelyzetbe. 5. lépés (mozgatás): a D munkahenger alaphelyzetbe érkezésekor, a B munkahenger a munkadarabot a C pontba juttatja. 6. lépés (mozgatás): amikor a munkadarab a C pontba érkezik, akkor a C munkahenger eljuttatja a D pontba a kész munkadarabot. 7. lépés: alaphelyzetbe állítás, ilyenkor az összes munkahenger alaphelyzetben van, és a folyamat folytatódik elölről. 59. ábra Bélyegzőgép modellje 51
57 LÉPÉS A munkahenger B munkahenger C munkahenger D munkahenger E munkahenger táblázat Bélyegző berendezés működési táblája 60. ábra Bélyegző berendezés munkadiagramja A bélyegző berendezés realizálása létradiagramos programozással: 61. ábra Bélyegző berendezés indítása 52

58 A bélyegző berendezés indítható a kezelő terminál segítségével vagy a kapcsolók működtetésével. Az operátori panelről való indítás, csak akkor lehetséges, ha a kézi kapcsolós indítási feltételek inaktívak. Először a kezelőnek választania kell az üzemmódok (kézi/auto) közül, ezután jelenik meg a kezelő terminálon a Start nyomógomb. Ekkor a kezelő a berendezést, indíthatja a Touch panelről vagy a kézi nyomógomb működtetésével. A bélyegző berendezés indítása kapcsolóval, csak akkor lehetséges, ha a kezelő az operátori panelen nem választott az üzemmódok közül. A kezelő a feladat választó kapcsolót átkapcsolja, majd hasonlóan az előzőhöz, kiválassza az üzemmódot a megfelelő kapcsoló átkapcsolásával. Ha ezeket végre hajtotta, akkor a gép indítható a kézi nyomógombbal. 62. ábra Start nyomógomb láthatósága A második hálózatnak a kezelő terminálról történő indításkor van jelentősége. Az üzemmód választás után az M 45.2 merker aktívvá válik, amelynek hatására a kezelő terminálon a Start nyomógomb láthatóvá válik. 63. ábra Kapcsolóval történő indítás A kapcsolóval történő kézi üzemmódban a Start nyomógomb működtetésével indítja a bélyegző berendezést, akkor az M 42.2 merker aktív állapotba kerül, amelyet majd csak a kezelő terminálon elhelyezett Stop, ill. a kézi Stop nyomógombbal helyezhetünk inaktív állapotba. 53
59 Ha a kezelő a kézi Stop nyomógombot (I 124.1), ill. a kezelő panelon lévő Stop gombot működteti (amihez az M 41.5 merkert rendeltem), akkor az M 40.3; M 40.1 merkerekbe egyet írok. A programban felhasznált összes merkert törlöm (M 40.0; M 40.2; M 40.4; M 40.5; M 40.6; M 40.7; M 41.2; M 41.4; M 42.2; M 45.2; M 41.1), és a munkahengereket A, B, C, D, E alaphelyzetbe állítom. Az alaphelyzetbe állítás a megfelelő kimenetek működtetésével történik (benyomás kimenetek aktívak: Q 124.4; Q 124.5; Q 124.6; Q 124.5). A többi kimenet inaktív (töröljük az állapotukat: Q 124.0; Q 124.1; Q 124.2; Q 124.3) állapotúak. A bélyegző berendezés kiegészül egy hibajelző blokkal is, amelynek a feladata az üzemszerű működés közben bekövetkező (felkészült) hibák jelzése. A hiba észlelésekor a gép működéséért felelős szubrutin (FC6) meg lesz szakítva. Ekkor a gép megáll abban a működési fázisában, ahol éppen tartott, és várja a hiba kijavítását. A hiba javítása után a gép várja a hibanyugtázását, ami a kezelő terminálon megjelenő Hibanyugtázó nyomógombbal végezhet el. A hibanyugtázó nyomógomb működtetésével újra meghívásra kerül a gép működésért felelős szubrutin (FC6), és a gépet alaphelyzetbe állítja. 64. ábra Bélyegző gép leállítása 65. ábra Az A munkahenger működtetése (mozgatás B-pontba) 54
60 Ha a berendezés indítása megtörténik, akkor az indításnak megfelelően az M 40.2 merker vagy az M 42.2 aktív állapotba kerül. A munkahengerek alaphelyzet pozícióérzékelőjük aktívak, és a működtetés pozícióérzékelőjük inaktívak, akkor a működési táblának megfelelően az A munkahengert működtetem. Ezt a lépés végrehajtást egy merkerel nyugtázom (M 40.4-be egyet írok). A munkadarab az A pontból eljutott a B pontba. 66. ábra Munkadarab számlálása, és a D munkahenger működtetése (megfogás fázisa) A munkadarab elérkezett a B pontba, ezt a pozícióérzékelő jelzi, és az előző lépés merkerje aktív állapotának köszönhetően, a működési táblának megfelelően a következő lépés végrehajtódik. A lépés végrehajtást egy merkerel nyugtázom (M 40.5), és az előző lépés merkerét törlöm (M 40.4). A kezelő terminálon nyom követhetjük a bélyegzett munkadarabok számát, amelyet egy (C 98) előre számlálóval oldottam meg. Amikor a munkadarab elérkezik a D pontba, akkor az összes működés figyelő pozícióérzékelő aktívvá válik. Ekkor egy felfutó él érkezik a számláló bemenetére, amelynek a hatására a számláló aktuális értéke inkrementálódik eggyel. A gép megállítása hatására a számláló aktuális értéke törlődik. 55
61 67. ábra Bélyegzés késleltetése A munkadarab megfogása megtörtént, ezt az M 40.5 merker aktív állapota, ill. a pozícióérzékelők megfelelő állapota nyugtázza. Az előző lépés merkerét (M 40.5) törlöm, a késleltetés indítás merkerét aktíválom (M 40.6). A bélyegnyomása nem azonnal történik meg, hanem a megfogás után négy másodperces késleltetéssel indul el. A késleltetésre azért van szükség, hogy a munkadarab megfogása biztosan megtörténjen. Ezt a Network 9 valósítja meg, egy (T2) bekapcsolásra késleltető időzítő segítségével, úgy hogy az M 40.6 merker felfutó él hatására az időzítő TV bemenetére megadott időtagot betölti (S5T#4S, négy másodperc), amit azonnal csökkenteni kezd. 68. ábra E munkahenger működtetése (bélyegzés fázisa) Az időzítő lejártával a T2 időzítő kimenete aktív lesz, amelynek hatására az E munkahenger a bélyeget a munkadarabra nyomja (Q 125.0). Az előző merkert az M 40.6 törlöm, és az M 40.7 merkerbe egyet írok. 56
62 69. ábra E munkahenger alaphelyzetbe állítása (bélyegzés befejezésének fázisa) A bélyeg a munkadarabon van, ezt az M 40.7 merkerben lévő egy igazolja. A bélyeget az E munkahenger öt másodpercig nyom a munkadarab felületére, amit ismételten egy (T3) bekapcsolásra késleltető időzítővel oldottam meg. Az M 40.7 merker felfutó él hatására az időzítő TV bemenetére megadott időtagot betölti (S5T#5S, öt másodperc), amit az időzítő azonnal csökkenteni kezd. Az időzítő lejártával a T3-as időzítő kimenete aktív lesz, ekkor az E munkahengert vezérlő kimenetet törlöm (visszahúzom a bélyegnyomó munkahengert). A bélyegnyomása befejeződik. A következő lépést engedélyezem az M 41.0 merkerben lévő eggyel, és ezzel egy időben törlöm a bélyegnyomás merkerét (M 40.7) is. 70. ábra D munkahenger alaphelyzetbe állítása (elengedés fázisa) Az M 41.0 merker felfutó él hatására a T4 időzítő TV bemenetére adott időtagot betölti (S5T#4S; négy másodperc), amit az időzítő csökkenteni kezd. Amikor az időtag nulla lesz, akkor az időzítő kimenet egy lesz, és ennek hatására a negyedik lépés is végrehajtásra kerül. A munkadarab megfogása befejeződik, tehát a D munkahengert alaphelyzetbe (Q124.4 =1) állítom, de a biztonság végett tiltom a működtetés kimenetet is (Q124.0 =0). A következő lépést aktíválom az M 41.1 merkerbe írt eggyel, és közben törlöm a végrehajtott lépés M 41.0 merkerét. 57
63 71. ábra B munkahenger működtetése (mozgatás a C-pontba) Az M 41.1 mereker aktív, az A munkahenger kint van pozícióérzékelője aktív, és a többi munkahengerek alaphelyzetben vannak, akkor a működési táblának megfelelően a munkadarabot a B pontból a C pontba juttatom a B munkahenger működtetésével (Q 124.2). A következő lépés merkerét aktíválom (M 41.2), és a végrehajtott lépés merkerét törlöm (M 41.1). 72. ábra C munkahenger működtetése (mozgatás a D-pontba) A munkadarab a C pontba érkezik, ezt a B munkahenger kint van pozícióérzékelője jelezi (I 124.7). Az A munkahenger kint, és a C, D munkahengerek bent pozícióérzékelőjük aktívak, és a többi pozícióérzékelő inaktív állapotúak, akkor a munkadarabot a C pontból a D pontba jutatom a C munkahenger működtetésével (Q 124.1). A lépés merkert törlöm (M 41.2), és a következő lépést aktiválom az M 41.3 merkerbe írt eggyel. 58
64 73. ábra Automata üzemmód alaphelyzetbe állítás Az automata üzemmód hálózata (network 15), akkor lesz végrehajtva, ha a felhasználó a terminálon lévő automata nyomógombbal (M 42.0), vagy ha az automata üzemmód kapcsoló (I 125.5) működtetésével indította a bélyegző berendezést. Azzal hogy az M 41.3 merker, ill. az A, B, C munkahengerek kint, és a D munkahenger alaphelyzetben érzékelő jelei aktívak tudjuk, hogy a munkadarab megérkezett a végállomására, a D pontba. A munkahengereket vissza kell állítani az alaphelyzetbe az újabb munkadarab fogadására, ezért A, B, C munkahengerek benyomás kimeneteit aktíválom (Q 124.7; Q 124.6; Q 124.5). Mivel a folyamat folytatódik (automata) elölről, ezért az indító merkereket beállítottam (törlöm:m 41.0; M 40.3; M 40.5, beírok: M 40.1; M 40.2). 59
65 74. ábra Kézi üzemmód alaphelyzetbe állítása A kézi üzemmód hálózata (network 16), akkor lesz végrehajtva, ha a kezelő a terminálon lévő kézi nyomógombbal (M 42.1), vagy ha a kézi üzemmód kapcsolóval (I 124.4) indította a berendezést. Az M 41.3 merker egy, ill. az A, B, C munkahengerek kint pozícióérzékelői, és a D munkahenger bent pozícióérzékelője aktívak lesznek, akkor az A; B; C hengereket alaphelyzetbe állítom (benyomás kimenetek aktívak, és a kinyomás kimenetek inaktívak). A kezelő a kézi üzemmódot választotta, ezért az indítás merkereket töröltem (M 40.0; M 40.2; M 40.3; M 40.4; M 42.0; M 42.1; M 42.2; M 41.4; M 45.2). A berendezés alaphelyzetbe áll és várja, hogy a kezelő válaszon az üzemmódok közül és hogy újra indítsa a berendezést. 60
.")
66 75. ábra Munkadarab mozgása A hálózatok utólag kerültek a bélyegző berendezés blokkjába, hiszen ezek nem a működésért voltak felelősek, hanem a szimuláció megvalósítása esetén játszottak szerepet. A munkafolyamat során a munkadarab eltérő pontokban látható (mozog). A különböző pontokhoz (A, B, C, D) más-más munkahenger pozíciók tartoznak, amelyekhez sima tekercseket (merkereket) rendeltem. A felhasznált merkerek (M 45.4, M 45.5, M 45.6, M 45.7) közül, csak az éppen aktuális működési fázisnak megfelelő lesz aktív, a többi inaktív állapotú lesz. Ezeket a merkereket használtam fel a WinCC-ben Tag-ket készítésére (pl.: kocka_a-ban, M 45.4, ha aktív látható az A-pontban, ha inaktív, akkor nem látható stb) Bélyegző berendezés hibakezelése A gépek üzemszerű működésekor bekövetkezhet egy váratlan hiba, amit a kezelő számára a lehető leggyorsabban el kell hárítania. Ezért nagyon fontos figyelmet kell szentelni a tervezőnek, hogy fel legyenek készítve a gépek a felmerülő hibakezelésére is, és az esetleges hibákról felvilágosítást adjon a kezelő számára. A jól kialakított hibakezelésnek köszönhetően egy esetleges gép megállásakor kisebb az állás idő, amely nagymértékben befolyásolja a termelékenységet, és könnyebben elvégezhető a karbantartási és javítási munkák is. A pneumatikus munkahengerek mozgását időméréssel figyeltem, ha a megadott időn belül nem érkezik meg valamelyik munkahenger a megfelelő pozíciójába, akkor egy hibajelző blokkban jelzi a hibát. A hibajelzésnek köszönhetően a bélyegző gép megáll a munkafázisában, és várja a kezelőtől a hiba javítását. 61
67 A munkahengerek időfutásának ellenőrzésére impulzus időtagot alkalmaztam (S_PULSE). Amikor az A munkahengert működtetjük, akkor az üzemszerű működésnek megfelelő véghelyzet érzékelője nulla. Ekkor az időzítő S bemenetére érkező felfutó él hatására az időtag kimenetét bekapcsolja és a TV bemenetre adott időtag betöltődik, amit azonnal elkezd csökkenteni. Az időtag lefutása után az időzítő kimenete inaktív állapotba kerül. Ezzel jelzi, hogy a munkahenger 76. ábra Az A munkahenger időfutás ellenőrzése működtetési ideje lejárt. Ha a munkahenger már az időtag ideje előtt megérkezett a helyére, akkor az időzítő S bemenetére érkező lefutó él hatására az időzítő futása megáll (az értékén). A kimenetét inaktív állapotba állítja. Az újabb S bemenetére érkező felfutó él hatására újra betölti a TV bemenetére adott időtagot, a kimenete aktív állapotba kerül, és a folyamat kezdődik elölről. Az A munkahenger működtetésekor figyeljük azt a helyzetet, amikor a munkahenger nem indul, ill. azt, amikor elindul, de nem érkezik meg a végállás helyzetébe a megadott időn belül. Ezt detektáljuk, egy merkerel (M 43.2). A munkahenger alaphelyzet működtetésekor is hasonlóan jártam el. Ezt a hibát is detektáltam egy merkerel (M 43.1). A két hiba észlelését egy vagy kapcsolatba hoztam és a logikai értéket egy sima M 43.3 merkerbe tároltam. A merkerhez rendeltem egy Tag-et, és 77. ábra Az A munkahenger működtetésének időfutás ellenőrzése egy figyelmeztető feliratot A 62
68 munkadarab elakadása az A pályán. Az A munkahenger végállás hibáját is figyeltem, (végállás érzékelők helytelen 11 értéket produkálnak), amit szintén egy sima tekercsben tároltam, amihez szintén rendeltem Tag-et, feliratot Végállás hiba az A munkahengernél. A többi munkahenger esetén is hasonlóan jártam, és az észlelt hibákat egy hibakezelő blokkban kezeltem. 78. ábra Hibajelző és bélyegző berendezés szubrutin hívás engedélyezése A programot úgy terveztem, hogyha az operátori panel leszerelésre kerül, akkor is működtethető legyen a bélyegző berendezés. Ebben az esetben már a hibakezelés nélkül működik a rendszer, hiszen az operátor számára a kezelő terminálon értesül a hibáról, és a hibanyugtázását is ezen keresztül végzi. A feladat megoldható lenne, de a szakdolgozatom keretében már nem térek ki erre a lehetőségre is. A kapcsolókkal történő működtetéskor meghívódik az FB1, amelyben a hibakezelési hálózatban (network 5) az FC6 bélyegző berendezés szubrutinja is meghívásra kerül, hiszen az engedélyező bemenetén nulla szint van. Az operátori panelről történő működtetéskor a hibajelző és kezelő hálózat a kézi kapcsoló (5 feladat aktív, I 125.6) inaktív állapotba kerülésével jelzi a hibát, és a bélyegző berendezés szubrutinját megszakítja, így a gép megáll a pozíciójában, és várja a hibajavítását. A hiba kijavítása után a gép nem indul el azonnal, az esetleges balesetek megelőzése véget. A kezelő terminálon megjelenik a Hibanyugtázó nyomógomb, amelynek megnyomásakor keletkező felfutó él hatására az SR tároló (memória, merker, M 43.5) törlődik. A tároló kimenet inaktív lesz, amelynek következtében újra meg hívásra kerül a bélyegző berendezés működtető logikájának a szubrutinja. A gép alaphelyzetbe áll újra, és várja az újraindítást. 63
![A bélyegző berendezés teljes hibakezelő programja a mellékletben: [9]. 4.](/docs-images/39/18874817/images/69-0.png "Operátori kezelőfelület kialakítása az oktatórendszerhez A mai kor követelménye, hogy az ipari automatizálási folyamatok elengedhetetlen részét képezik az operátori kezelői felületek alkalmazása.")
69 A bélyegző berendezés teljes hibakezelő programja a mellékletben: [9]. 4. Operátori kezelőfelület kialakítása az oktatórendszerhez A mai kor követelménye, hogy az ipari automatizálási folyamatok elengedhetetlen részét képezik az operátori kezelői felületek alkalmazása. Ezért nagyon fontos, hogy a hallgatók megtanulják a megírt PLC programokat hogyan illesszék egy érintőképernyős terminálhoz. Az operátori panelok programozását egy erre a célra kifejlesztett szoftver áll rendelkezésre a WinCC Flexible. 79. ábra Modell blokkvázlata A kezelőpanelt Profibus-DP csatlakoztattam a PLC-hez. A PLC konfigurálásakor a Profibus interface címét 2-re, majd az átviteli sebességet (1.5Mbps) állítottam be. Az elkészült WinCC Flexible projektemet beintegráltam a Step7-be (project menü alatt lévő Integrate in Step7-tel), majd a Step7-ben lévő Netpro program résszel beállítottam a hálózatomat (interface beállítása profibusra, majd a HMI-nek a 7-es címet adtam meg, és végül a kommunikációs sebességet 1.5Mbps-ra állítottam). 80. ábra Hálózat felépítése A feladat megvalósításakor egyszerre két fejlesztőkörnyezetben kellett dolgozni a Step 7-ben, ill. a WinCC Flexibe-n. Az előbb említett módon a két programot egymásba kellett integrálni, hogy a PLC-be megfelelő kész programot kapjunk a feltöltés előtt. A Siemens cég a 2010-es 64
70 évben piacra dobta az S PLC-t, amelyhez egy új fejlesztői környezetett is teremtett TIA-Portál néven, amelybe már bele integrálta a kezelő terminálok programozásának lehetőségét is. Így nem kell egyszerre két fejlesztői környezetben dolgozni és nincs szükség a két külön álló program egymásba integrálására. Ezt a koncepciót követi a Siemens cég legfrissebb fejlesztése az S vezérlőcsalád is, amit 2013-ban mutattak be (TIA-Portal V12). Ahhoz, hogy az operátori kezelőpanel segítségével is vezérelhetőek legyenek a pneumatikus munkahengerek, a működtetésért felelős kész programokat ki kellett egészíteni az érintőképernyőre elhelyezett nyomógombokkal A program szerkezeti felépítése A célom az volt, hogy a gyakorlati oktatásban is használható feladatokat készítsek, ezért a moduláris program felépítést választottam, ami több alprogramot tartalmaz. Így az elkészült program könnyen áttekinthetővé vált és a programozáskor felmerülő hibák javítását is egyszerűbben el tudtam végezni. A pneumatikus munkahengerek mozgását grafikusan is megjelenítettem a kezelői terminálon, ezért szükség volt egy szimulációért felelős szubrutint készíteni (FC2), amit csak a bélyegző berendezés animációja nem használ. A bélyegző berendezés kiegészült egy hibakezelő szubrutinnal is, amit az FB1 valósít meg. OB1: főciklus a kiválasztott feladatnak megfelelő szubrutint meghívja. FC1: az első feladat, anyagmozgató gyártósor realizálása; FC2: a szimulációért felelős program ebben fut, tehát ide írtam a pneumatikus munkahengerek mozgását, ill. a idődiagram megrajzolást megvalósító program részt; FC3: a 2. feladat, 4 bites előre számláló realizálása; FC4: a 3. feladat, D munkahenger megfelelő számú működtetése realizálása; FC5: a 4. feladat, 5 bites decimális-bináris kódolót realizálása; FC6: az 5. feladat, bélyegző berendezés működtető logikája; FB1: bélyegző berendezés hibakezelése; DB1: a hibakezelő program adatait tartalmazza 65
71 81. ábra Program szerkezeti felépítése Az Organization Block-kok interfészként funkcionálnak az operációs rendszer és a felhasználói program között. A szervező blokkoknak nagy jelentőségük van, hiszen ezek határozzák meg a program szerkezetét. A szervező blokkokat prioritási szinttel látták el, amelyek közül a legkisebb prioritású az OB 1 (minden más OB ennek a futtását szakítja meg). Ez az OB fut le minden PLC ciklusban egyszer, tehát ez lesz a főciklus. Ha véget ért, akkor a PLC elküldi a Global-adatokat és lezárja a ciklust. A különböző OB-k különböző feladatokat látnak el, mint például a meghatározott időközönkénti (OB 10-17), késleltetett (OB 20-23), időzített (OB 30-38), meleg újraindítás (OB100), hideg újraindítás (OB 102), programozói hiba (OB 121) hívási. A legnagyobb prioritású az aszinkron hiba megszakításoké (OB 80- OB88), amelyek a programletapogatási ciklustól függetlenül lépnek fel. A hiba detektálásakor az operációs rendszer a megfelelő OB-t meghívja, ilyen például az OB 81 tápfeszültség hiba. Az OB 1 szubrutinokat tartalmaz, amit a kezelő az érintőképernyőn elhelyezett feladat választó nyomógombok, vagy a kapcsolók segítségével hívhat meg. Igaz a kapcsolókkal csak az első, a második, és az ötödik feladatok közül választhat. 82. ábra Anyagmozgató berendezés programjának meghívása 66
72 Az első szubrutin egy anyagmozgató gyártósort (1. feladat, FC1), amely csak, abban a két esetben lesz meghívva, ha a kezelő az érintőképernyős panelon megnyomja az 1. feladat funkciógombot, amihez az M 8.4 merker van rendelve, vagy ha az 1. feladat aktív kapcsolót működteti, ami a PLC bemenetére kapcsolódik (és a többi feladat kapcsolója inaktív). 83. ábra Szimuláció programjának meghívása A második egy feltétel nélküli szubrutin, amely tartalmazza a szimulációért felelős programot. Az összes program ezt a szimulációt használja, kivéve a bélyegző berendezés. 84. ábra 4 bites bináris előre számláló programjának meghívása A harmadik szubrutin egy négybites bináris előre számlálót (2. feladat, FC3) amely, csak akkor lesz meghívva, ha a 2. feladat aktív kapcsolót (I 125.3) vagy a kezelő felületen lévő 2. feladat funkciógombot (M 8.5) működtetik. 85. ábra A D munkahenger meghatározott számú működtetésének meghívása A negyedik szubrutin a D munkahengert meghatározott számú működtetését valósítja meg, amely csak akkor történik a meghívása, ha Touch Panelon lévő nyomógombot (M 31.7) a felhasználó működteti. 67
73 86. ábra Decimális-bináris kódoló programjának meghívása Az ötödik szubrutin egy decimális-bináris kódolót (4. feladat, FC5) tartalmaz, ami csak abban az esetben történik a meghívása, ha a panelon a 4. feladat választó gombot (M 30.7) működtetik. 87. ábra Bélyegző berendezés programjának meghívása A 6 hálózatban a bélyegző berendezés hibakezelési szubrutinja (FB1) meghívásra kerül, ha az 5. feladat aktív kapcsolót (I 125.6) vagy a terminálin lévő 5. feladat menü nyomógombot a kezelő működteti (a többi inaktív). A hibakezelési szubrutin a vezérlésnek megfelelően meghívja a bélyegző gép működési logikáját tartalmazó szubrutint az FC6-ot. Az operátori kezelőpanel kialakítása hasonló felépítést mutat a működési programhoz képest. A kezelő a frontpanelon a főmenüt látja először, ahol a nyomógombok segítségével kiválaszthatja a neki megfelelő almenüt, azaz azt a feladatot, amit szeretne futtatni. Ha kiválasztotta a futatni kívánt feladatot, akkor a kezelő terminál átvált a feladat képernyőjére. A vissza nyomógombok segítségével visszanavigálhat a főmenübe, vagy ha a diagram menüben van, akkor a feladat képernyőjére térhet vissza. 68

74 88. ábra Kezelőterminálon elhelyezett menük szerkezeti felépítése 89. ábra Az operátori panel főmenü képernyője Az érintőképernyőn található funkciógombokat csak az arra illetékes személy működtetheti, tehát bármely feladat választó gombra lépéskor megkérdezi a felhasználó nevét (diak), és a belépési kódját (diak). Ha sikeresen belépet, akkor már navigálhat a feladatok között, mind addig, amíg a kilépés gombbal ki nem lép. A feladat választó nyomógomb megnyomásával a megfelelő merker aktív lesz, amelynek hatására a feltételeknek megfelelő szubrutint meghívja. Az első feladat nyomógombjához a WinCC-ben, hozzá rendeltem egy 1 feladat kilépés Taget, ami a Step7-ben az M 8.5. Ez lesz aktív a többi nyomógombhoz rendelt merker nem. A nyomógombot úgy állítottam be, hogy a többi feladat merkereit törölje (resetbit), és az activatescreen beállítással átvált az első feladat képernyőjére. A többi funkciógombok esetén is hasonlóan jártam el (merkerek, biztonság, képernyőre ugrás, törlés). 69
. Ahhoz, hogy gyártósor indítható legyen a Start nyomógombbal, a működésért felelős programindítás részbe is bekerült az M 8.0-ás merker.")
75 90. ábra 1. feladat nyomógomb beállításának Tag-jei Az átnavigálás után a kezelő az anyagmozgató gyártósor kezelőpanel képernyőjét látja. A Start nyomógombhoz rendeltem egy Tag-et, Start 1 néven (M 8.0). Ahhoz, hogy gyártósor indítható legyen a Start nyomógombbal, a működésért felelős programindítás részbe is bekerült az M 8.0-ás merker. A Stop nyomógombnál is hasonlóan jártam el, készítettem egy Tag-et, Stop 1 néven (M 8.1). Ezt a merkert a működésért felelős program leállítás részébe helyeztem, így a kézi nyomógomb, ill. a kezelői terminálon elhelyezett Stop nyomógomb megnyomásával a gyártósor leállítható. 91. ábra Anyagmozgató gyártósor kezelőpanelja A többi feladat esetén is létrehoztam a Tag-ket, és a megfelelő programrészbe kerültek. A vissza funkciógomb segítségével visszanavigálunk a főmenübe, és a kezelő újra választhat a feladatok közül. A diagram funkciógombbal átnavigálunk a munkahengerek idődiagramjának képernyőjére. 70
.")
76 92. ábra Anyagmozgató gyártósor munkahengereinek idődiagramja A vissza nyomógomb segítségével visszatérhetünk az anyagmozgató gyártósor kezelői képernyőjére A vizualizáció programja A munkahengerek animációinak elkészítésére kétféle technikát is alkalmaztam. Az első, második, harmadik, és a negyedik feladat esetén Bar-t használtam a munkahengerek szimulációjának elkészítésére, ennélfogva ezek a feladatok használják a szimuláció szubrutinját (FC2). Az ötödik feladat (bélyegző berendezés) esetén, pedig kép objektumokat alkalmaztam, amelyeknek jellegzetes tulajdonsága, hogy csak a láthatóságukat Visibility tudjuk állítani A szimuláció programja 93. ábra Impulzus generátor 71
77 Network 1-2-ben készítettem egy impulzus generátort, amelynek a feladata a munkahengerek animálási sebességének beállítása. Induláskor a T0 bekapcsolásra késleltető időzítő bemenetére a T1 negált érintkező felfutó él hatására a TV bemenetre megadott időtagot betölti, és azonnal csökkenteni kezdi. Amikor az időzítő eléri a nullát, akkor a kimenetét aktív állapotba kerül (bekapcsolja), és mind addig egy marad, amíg nem érkezik meg az újabb felfutó él. Így a T0 érintkező nulláról egyre vált (felfutó él), ami a T1 bekapcsolásra késleltető időzítő TV bemenetére adott időtagot betölti, és azonnal csökkenteni kezdi. Amikor az időzítő kifut, akkor a kimenete aktív lesz, és ez a billegés kezdődik elölről. Fontos megjegyezni, hogy a munkahengerek szimulációjának sebességét a Bar skálájának (maximum) csökkentésével is megoldható (számlálók max. értékeinek változtatásával). Mind az öt pneumatikus munkahengernek saját reverzibilis számlálója van ( C109, E-henger ; C100, D-henger ; C101, C-henger ; C102, B-henger ; C103, A-henger ), ami animálja a mozgást, de a mozgási sebességük ugyanaz. (ua. azt az impulzus generátor kimenetét használja a T0 -át). A T0 bekapcsolást késleltető időzítő kimenetét a reverzibilis számlálók felfelé (CU) ill. a lefelé (CD) bemeneteire kötöttem. Az impulzus generátor folyamatos billegésének (nullárólegyre, majd egyről-nullára vált) hatására a számláló attól függően, hogy a felfele vagy lefele bemenete aktív (a munkahenger vezérlésének megfelelően) változtatja értékét. A számlálók csak 100-ig számolnak, így az animáció gyorsabb. Ezt úgy oldottam meg, hogy mindegyik számlálónak a kimenetét komparátorokkal figyeltem, és ha elérték a 100-at, akkor a komparátorok kimenetei aktív állapotba kerültek. A komparátor kimenetének állapotát egy sima tekercsbe (merkerbe) raktam, amelynek a negált állapotával engedélyeztem, ill. tiltottam felfelé számlálást. 94. ábra E munkahenger szimulációja 72
, amihez a számláló pillanatnyi tartalma kimenete van hozzá rendelve (MW 116). 95.")
78 A Step7-ben az E munkahenger mozgását a C 109-reverzibilis számláló látja el. A WinCCben készítettem egy Tag-et ( E szimuláció ), amihez a számláló pillanatnyi tartalma kimenete van hozzá rendelve (MW 116). 95. ábra E munkahenger szimulációjának tag beállítása A munkahengereket Bar-ok felhasználásával jelenítettem meg, amelyekről leszedtem a határjelző szinteket, és a skálázást. Az E munkahenger Bar-jához hozzárendeltem az E szimuláció Tag-et, így a Bar fogja követni a C 109 reverzibilis számláló aktuális értékét (MW116). 96. ábra Tag hozzárendelése a Bar-hoz 97. ábra Decimális-bináris kódoló képernyője A többi munkahenger animációja esetén is hasonlóan jártam el. Network ig a munkahengerek idődiagramjainak megrajzolásának programjai írtam meg, D, C, B, A munkahengereknél volt végállás érzékelőjük, amit felhasználtam. A network 13: a D munkahenger kint van érzékelő aktív állapotba kerül, akkor a felfutó él hatására a C 104-számláló Set bemenete is aktív lesz, ezért a PV értékét beírta a számlálóba (fontos megjegyezni, ha a R-törlő bement inaktív állapotban van), ami 4 lesz, de ez azonnal ötre vált, mert a felfelé számláló léptető bemenetére is ez van kötve. A számláló aktuális értéke (Merker 73
 bemenetére kötöttem, így a számláló aktuális értéke nulla lesz")
79 Word, MW 108) öt lesz. Amikor a vezérléskor a munkahenger alaphelyzetbe kerül, akkor a D munkahenger bent érzékelője lesz aktív, amit a számláló törlő (Reset) bemenetére kötöttem, így a számláló aktuális értéke nulla lesz (MW 108=0). A többi munkahenger esetén is hasonlóan jártam el. 98. ábra Munkahengerek működési diagramjának szimulációja A számlálók aktuális tartalmukhoz (MW 108, MW 110, MW 112, MW 114) a WinCC-ben elkészítettem a Tag-ket (A diagram; B diagram; C diagram; D diagram). Mindegyik munkahengerhez rendeltem egy Trend-et, és beállítottam a grafikon szerkezetét. Így értem el, hogy például az A idődiagram esetén a Trend az MW 114 értékét rajzolja meg az idő függvényében. 99. ábra Trend beállítása A teljes szimuláció programja a mellékletben: [7] 74
 alkalmaztam, ennek köszönhetően valóságosabb modellt kaptam.")
80 A bélyegző berendezés szimulációja Az utolsó ötödik feladatban a munkahengerek animációjához nem Bar-t használtam, mint a többi feladatban, hanem a szoftverben a grafikus (Grafhics) listában található munkahenger szimbólumokat (kép objektumokat) alkalmaztam, ennek köszönhetően valóságosabb modellt kaptam. A munkahengerek vizualizációját így sokkal egyszerűbben meg tudtam oldani, hiszen itt elegendő volt csak a kimenet logikai állapotához rendelni a kép objektumokat. A grafikus listában eltéréssel rendelkezésre állnak az alaphelyzetben lévő, ill. a működtetett munkahenger szimbólumai. Az azonos munkahengerek kiválasztása után a megfelelő paraméterek beállítását végeztem el (méret, a HMI felületen való elhelyezés). Ahhoz, hogy a két grafikus szimbólum mozgásként hasson, azt úgy értem el, hogy a két munkahengert egymásra helyeztem, majd az animáció fül alatt lévő láthatóságuk menü pontban, a grafikus szimbólumok láthatóságát állítottam be. Készítettem két Tag-et (a feladat megoldható egy Tag alkalmazásával is, ha a benyom Tag egy, akkor az alaphelyzetben lévő képobjektum Visible, látható. Ha a benyom Tag nulla, akkor a működtetett munkahenger képobjektuma látható, Hidden), amelyekhez a megfelelő kimeneteket rendeltem. Az egyik, amikor alaphelyzetben van (Tag név: A benyom, Q 124.7) a másik, amikor működtettem (Tag név: A kinyom, Q124.3). Amikor a munkahenger alaphelyzetben van, akkor az alaphelyzetben lévő szimbólum látható, amikor a munkahenger működtetve van akkor a működtetve szimbólum látható ábra Láthatóság beállítása a megfelelő Tag hozzárendelésével A többi munkahengereknél, ill. a munkadarab mozgatásánál is ezt a technikát választottam. A munkadarabok a mozgatás következtében A, B, C, D-pontban láthatóak, amelyekhez különböző munkahenger vezérlések tartoznak. Ezeket a kimeneti állapotokat tekercsekkel (merkerekkel) figyeltem (lásd az FC6 network ban), amelyekhez különböző Tag-ket rendeltem (M 45.4 kocka-a-ban, M45.5 kocka-b-ben, M45.6 kocka-c-ben, M45.7 kocka-dben). 75

81 101. ábra Bélyegző berendezés kezelőpanel képernyője A kezelő számára jól nyomon követhető legyen a berendezés működés fázisai, ezért a munkahenger animálása mellett, feliratok is tudatják, hogy éppen milyen fázist hajt végre a berendezés, de azért törekedtem arra is, hogy ne alkalmazzak túl sok feliratot, ami zavarhatná a kezelőt. Ha munkadarab elérkezik a B pontba, akkor a D munkahenger ráfog a munkadarabra, ekkor a kezelő terminálon a Megfogás felirat jelzi, hogy a berendezés a megfogás fázisban van. Ezt úgy készítettem el, hogy a D munkahenger kinyom kimenetéhez készítettem egy D kinyom Tag-et, amelynek beállítottam az animáció megjelenésének formáját az ábrán látható módon ábra Munkadarab megfogását jelző felirat beállítása a megfelelő Tag hozzárendelésével A másik felirat a bélyegnyomás fázisában látható, amit a Bélyegnyomás felirat villogtatásával jelez a kezelő számára. Hasonlóan jártam el, az E henger kimenetéhez rendeltem egy E henger Tag-et, amikor a kimenet nulla nem látni, amikor egy akkor a feliratot villogtatja, ezt a Flashing engedélyezésével valósítottam meg. 76

82 A bélyegző berendezés el van látva egy hibajelzés/kezelés funkcióval, ami figyeli a munkahengerek üzemszerű állapotát ábra Hibajelzése és javításának képernyőjei A berendezés a hibajelzés detektálása után megáll és jelzi az operátornak a hiba észlelését, egy hiba nyomógomb megjelenésével. A hiba nyomógomb mind addig villog, amíg a kezelő a hibát nem hárítja el. A hiba nyomógombra lépve egy hibakezelő képernyőre térhetünk át, ahol a felmerülő rendellenességeket olvashatjuk, így a hibákat gyorsabban ki tudjuk javítani. Az elhárított hiba vagy hibák után, már a hibakezelő képernyőjén nem olvashatunk figyelmeztető üzeneteket. A bélyegző gép még nem indul el, mert még a kezelőnek nyugtáznia is kell a hibák elhárítását. Erre azért van szükség, hogy a kezelő vagy a karbantartó a hiba elhárítása közben, amikor a hibát kijavította, még véletlenül se induljon el a gép. Így megelőzhetjük az esetleges balesetek kialakulását. A komplex gépek esetén már külön karbantartó funkciót is kialakíthatnak, amelynek programozásakor még nagyobb figyelmet kell szentelni a hibajelzések kezelésére, ill. azok esetleges felülbírálására. A hibanyugtázó nyomógomb csak, akkor jelenik meg a kezelő képernyőn, amikor már a hiba el lett hárítva. A Hiba_figyelés Taget rendelem hozzá úgy, amikor van hiba nem látható, amikor nincs, akkor látható a nyugtázó nyomógomb. A hiba nyugtázása után a bélyegző berendezés visszaáll az alaphelyzetébe, (a ki indulási helyzetébe) és visszanavigál a kezelő képernyőjére. Ezután újból várja a kezelőtől, hogy kézi vagy automata üzemmódban szeretné működtetni a berendezést. Az üzemmód ki választást a folyamatosan villogó nyomógomb jelzi, és ezután megjelenik a Start nyomógomb is a kezelő terminálon, amellyel a gyártás újra indítható. A megrendelők elég gyakran komolyabb hibakezelő rendszer kérnek a gépek tervezésekkor, ekkor már célszerű az Alarm Viewt (riasztási táblázatot) használni, ahol a beállításoktól függően nyomon követhetőek a hiba észlelésének dátum, ideje, és az aktuális állapotukról is felvilágosítást ad a kezelő számára. Az egyes hibák között prioritási sorrendet is felállíthatunk (a legnagyobb szám a legfontosabb esemény). A riasztások, hiba üzenetek archiválhatóak. Amikor az Alarm üzenetek elhelyezése nem a berendezés kezelő képernyőjére kerül, akkor a 77
83 Template screenre kell elhelyezni az Alarm Windowt (riasztási táblázatot), és lehetőségünk van figyelmeztető jelzés elhelyezésére is, amely az Alarm Indicator lesz. Az így elhelyezett objektumok a hiba jelzéskor a berendezés kezelő képernyőjén megjelenek. A feladat elkészítése után a VAT tábla segítségével végeztem el a tesztelést ábra : Működés közben a feladat változótáblázata 105. ábra Festo pneumatikus munkahenger állomás 78
84 5. Összefoglalás Szakdolgozatom célja egy PLC vezérelt pneumatikus oktatórendszer magalkotása volt. Építéskor betekintést nyertem a pneumatika világába, megismerkedtem az iparban igen gyakran használt pneumatikus munkahengerek típusaival és a hozzájuk kapcsolódó eszközökkel. Az oktató rendszerbe tudatosan kerültek beépítésre a különböző pneumatikus munkahengerek, ill. az eltérő mágnesvezérlésű útszelepek. A port szétválasztó modul megépítésével, és az oktató rendszerbe történő beépítésének köszönhetően, már lehetőség nyílik más PLC-vel történő vezérlés megvalósítására is. A megépítést követően elkezdtem a gyakorlati oktatásban is használható feladatok megírását, és ezzel párhuzamosan az operátori kezelő felület programozását is elvégeztem. A Festo FluidSIM szimulációs program segítségével a pneumatikus és az elektromos elemek kapcsolási rajzát elkészítettem. A leszimulált kész projectet, ezek után (a HMI- és a PLCprogramot) összeintegráltam, majd az így kapott kész programot a programozó kábel segítségével a PLC-be töltöttem. Ezután következet a VAT-táblával a tesztelés, majd az éles működtetés. Az oktató rendszer megépítésével egy jó alapot kaptunk, amit érdemes lenne a gyakorlati oktatáshoz tovább fejleszteni. A fejlesztéseket a pneumatika és a villamos irányban is célszerű lenne megvalósítani. A fejleszthetőség egyik sarkalatos pontja a villamos irányt célozná meg. Használatkor merült fel, azaz elképzelés, hogy a megépített port szétválasztó modult érdemes lenne úgy átalakítani, hogy a PLC-k bekötését gyorsabban ellehessen végezni a gyakorlati órákon. Ezért a sorkapcsos kialakítást kikellene váltani banándugós aljzattal. A munkahengerek külön álló útszelepei helyett, célszerű lenne buszrendszerben kezelni őket, hiszen az ipari alkalmazáskor is ezt részesítik előnyben. A PLC-t egy számítógéppel összekötve, egy távfelügyeleti rendszer is megvalósításra kerülhetne. A pneumatikát érintő fejlesztések a munkahengerek-, és az útszelepek- típusainak bővítését célozná meg. A pneumatikus gépek esetén igen gyakran találkozhatunk, olyan esettel, amikor a munkahengernek olyan mozgást kell megvalósítaniuk, amit a kétállású munkahengerekkel nem oldható meg. Ezért érdemes lenne az oktató állomásra háromállású (multiple position cylinder) munkahengert felszerelni. A munkahengerek típusai közül még érdemes lenne, az átmenő dugattyúrudas (többállású henger), a forgatóhenger, ill. a dugattyúrúd nélküli munkahengerek közül választani. Az útváltó szelepek közül beszerelésre kerülhetne a 79
85 középállású útszelepek közül is (3/3, 4/3, 5/3). A fojtó visszacsapó szelepek alkalmazásával a munkahengerek sebessége csökkenthető lenne. 80
86 6. Summary The goal of my dissertation has been the creation of a PLC-controlled pneumatic demonstration/education system. During its construction I have got an insight in pneumatics, have learned the types of the most used industrial pneumatic cylinders and rods, as well as other equipment used in connection with them. The various pneumatic cylinders as well as solenoid valves have been incorporated into the demonstration system deliberately. Installing the dust-separation module into the demonstration system makes the application of other PLC-control systems possible. Following the construction, I started writing the exercises used in the practical demonstration, along with programming the operator interface. Using the software Festo FluidSIM I made the connection diagram of the pneumatic and electronic components as well. With the entire project simulated, I had integrated the HMI and PLC programs, and loaded the so finished programme to the PLC. Subsequently testing with a VAT chart followed and then fully operational testing. The development of this demonstration system is a good base which would be useful in the practical education if further improved. Improvements in both pneumatics and electronics approach might be purposeful. A crucial point of development directs into the field of electronics. During operation the concept of converting the dust separating unit has emerged, so, that the connection of PLC-s would be quicker during practical demonstration. For this, the serial switches should be replaced with jack connector plugs. The separate valves of the individual cylinders could be operated as bus systems, since industry prefers this arrangement also in actual applications. The PLC connected to a computer, a remote control system could be created this way. The pneumatics development would target using a wider range of cylinders and way valves. It is a common occurrence in the field of pneumatic equipment that cylinders need to perform motions beyond the capability of double-action cylinders. For this reason it would be sensible to install multiple position cylinders to the demo station. Additionally a choice of a rotation cylinder, a multi-position cylinder and a shaftless cylinder could prove useful in demonstration. Considering way valves, a few of way switch types could be installed (3/3 4/3 5/3). By the application of choke valves the speed of the hydraulic cylinders in operation could be controlled better. 81
87 Köszönetnyilvánítás Ezúton szeretnék köszönetet mondani Dr. Trohák Attila egyetemi adjunktusnak, aki a szakdolgozatom elkészítése során lehetőséget biztosított a laboratórium használatára, és a felmerült problémák megoldásában segítséget nyújtott hasznos tanácsaival. 82
88 Irodalomjegyzék: [1] Bevezetés a pneumatikába (Festo) [2] Szenzorika (Festo) [3] Dr. Ajtonyi István PLC és Scada-HMI rendszerek 1. [4] Dr. Ajtonyi István PLC és Scada-HMI rendszerek 3. [5] Dr. Ajtonyi István Dr. Gyuricza István Programozható irányítóberendezések hálózatok, és rendszerek [6] S7-300 Module data [7] Az S7-300 PLC rendszer hardver felépítése és üzembe helyezése [8] Hodossy László Programozott vezérlések 1. [9] Dr. Balpataki Antal Dr. Bécsi Tamás Károly József Jármú hidraulika és pneumatika Linkek: omatizalasirendszerek/documents/logo!_insys_szorolap2.pdf 83
89 Ábrajegyzék 1. ÁBRA SŰRÍTETT LEVEGŐT ELŐÁLLÍTÓ KOMPRESSZOR ÁBRA A FELADATBAN HASZNÁLT E - PNEUMATIKUS (MONOSTABIL) MUNKAHENGER ÁBRA EGYSZERES MŰKÖDTETÉSŰ MUNKAHENGER FELÉPÍTÉSE (FORRÁS: [2]) ÁBRA EGYSZERES MŰKÖDTETÉSŰ MUNKAHENGER ÉS SZABVÁNYOS RAJZJELE [1] ÁBRA KETTŐSMŰKÖDTETÉSŰ MUNKAHENGER ÉS SZABVÁNYOS RAJZJELE [1] ÁBRA AZ 5/2-ES SZELEP SŰRÍTETT LEVEGŐ BEKÖTÉSE ÉS SZABVÁNYOS RAJZJELE ÁBRA 5/2 KÉTOLDALI ÚTSZELEP SŰRÍTETT LEVEGŐ BEKÖTÉSE ÉS SZABVÁNYOS RAJZJELE ÁBRA 5/2-ES KÉTOLDALI MÁGNESVEZÉRLÉSŰ ÚTSZELEP MŰKÖDÉSE A 14-ES TEKERCS MŰKÖDTETÉSÉVEL ÁBRA ÁBRA 5/2-ES KÉTOLDALI ÚTSZELEP MŰKÖDÉSE A 12-ES TEKERCS MŰKÖDTETÉSÉVEL ÁBRA TÁVFELÜGYELET LOGO-VAL (FORRÁS: [5]) ÁBRA IEC SZ. SZABVÁNY SZERINT DEFINIÁLT PROGRAMNYELVEK ÁBRA S7-300 PLC KÜLSŐ MEGJELENÉSE ÉS FELÉPÍTÉSE (FORRÁS: [3]) ÁBRA EGYSOROS ELRENDEZÉS (FORRÁS: [3]) ÁBRA TÖBBSOROS ELRENDEZÉS (FORRÁS: [3]) ÁBRA REED KÖZELÍTÉSKAPCSOLÓ [2] ÁBRA MUNKAHENGEREKRE SZERELT REED KÖZELÍTÉSKAPCSOLÓ ÁBRA REED KÖZELÍTÉSKAPCSOLÓ ELVI KAPCSOLÁSI RAJZA [2] ÁBRA ÉRZÉKELŐK ELHELYEZÉSE A BISTABIL MUNKAHENGEREKEN ÁBRA AZ OKTATÓ ÁLLOMÁS PLC- S VEZÉRLÉSÉNEK BLOKKVÁZLATA ÁBRA PS 307 5A TÁPEGYSÉG BEKÖTÉSI RAJZA [6] ÁBRA DI16/DO16 BEKÖTÉSI RAJZA [6] ÁBRA TÁPFESZÜLTSÉG ÁTHIDALÁS ELKÉSZÍTÉSE ÁBRA PORT SZÉTVÁLASZTÓ MODUL ÁBRA D-SUB 37 PIN CSATLAKOZÓ ÁBRA ANYAGMOZGATÓ GYÁRTÓSOR MODELL FELÉPÍTÉSE ÁBRA PNEUMATIKUS MUNKAHENGEREK ÁLLAPOTDIAGRAMJA ÁBRA GYÁRTÓSOR MUNKADIAGRAMJA ÁBRA ANYAGMOZGATÓ GYÁRTÓSOR INDÍTÁS HÁLÓZATA ÁBRA A MUNKADARAB MOZGATÁSA A B PONTBA ÁBRA POZÍCIÓÉRZÉKELŐK FELFUTÓ ÉL FIGYELÉSE ÁBRA A MUNKADARAB MOZGATÁSA A C PONTBA ÁBRA A MUNKADARAB MOZGATÁSA A D PONTBA ÁBRA A MUNKADARAB MOZGATÁSA AZ E PONTBA ÁBRA ALAPHELYZETBE ÁLLÍTÁS ÁBRA A NÉGY BITES ELŐRE SZÁMLÁLÓ INDÍTÓ PROGRAMJA ÁBRA A NÉGY BITES ELŐRE SZÁMLÁLÓ LEÁLLÍTÁSA ÁBRA A BINÁRIS EGY SZERINTI MŰKÖDTETÉS ÁBRA A BINÁRIS KETTŐ SZERINTI MŰKÖDTETÉS ÁBRA D MUNKAHENGER MŰKÖDTETÉSÉNEK LEÁLLÍTÁSA ÁBRA INDÍTÁS ÁBRA D MUNKAHENGER MŰKÖDTETŐJE ÁBRA D MUNKAHENGER MŰKÖDTETÉSÉNEK SZÁMOLÁSA ÁBRA START NYOMÓGOMB FELFUTÓ ÉL FIGYELÉSE ÁBRA ÖSSZEHASONLÍTÁS A MŰKÖDTETETT ÉS A MŰKÖDTETNI KÍVÁNT SZÁMMAL ÁBRA ALAPHELYZETBE ÁLLÍTÁS ÁBRA MŰKÖDÉS KÖZBEN A KEZELŐPANEL ÁBRA MŰKÖDTETÉS ELVE EGY BITRE ÁBRA MŰKÖDÉSI TÖMBVÁZLAT ÁBRA DECIMÁLIS-BINÁRIS KÓDOLÓ INDÍTÁSA ÁBRA SZÁMLÁLÁS ENGEDÉLYEZÉSE ÁBRA LEÁLLÍTÁS FIGYELÉSE ÁBRA LEGKISEBB HELYÉRTÉK SZÁMÍTÁSA
90 54. ÁBRA MARADÉK SZÁMÍTÁSA ÁBRA MARADÉK ELLENŐRZÉSE ÁBRA E MUNKAHENGER MŰKÖDTETÉSE ÁBRA D MUNKAHENGER MŰKÖDTETÉSE ÁBRA A MUNKAHENGER MŰKÖDTETÉSE ÁBRA BÉLYEGZŐGÉP MODELLJE ÁBRA BÉLYEGZŐ BERENDEZÉS MUNKADIAGRAMJA ÁBRA BÉLYEGZŐ BERENDEZÉS INDÍTÁSA ÁBRA START NYOMÓGOMB LÁTHATÓSÁGA ÁBRA KAPCSOLÓVAL TÖRTÉNŐ INDÍTÁS ÁBRA AZ A MUNKAHENGER MŰKÖDTETÉSE (MOZGATÁS B-PONTBA) ÁBRA BÉLYEGZŐ GÉP LEÁLLÍTÁSA ÁBRA MUNKADARAB SZÁMLÁLÁSA, ÉS A D MUNKAHENGER MŰKÖDTETÉSE (MEGFOGÁS FÁZISA) ÁBRA BÉLYEGZÉS KÉSLELTETÉSE ÁBRA E MUNKAHENGER MŰKÖDTETÉSE (BÉLYEGZÉS FÁZISA) ÁBRA E MUNKAHENGER ALAPHELYZETBE ÁLLÍTÁSA (BÉLYEGZÉS BEFEJEZÉSÉNEK FÁZISA) ÁBRA D MUNKAHENGER ALAPHELYZETBE ÁLLÍTÁSA (ELENGEDÉS FÁZISA) ÁBRA B MUNKAHENGER MŰKÖDTETÉSE (MOZGATÁS A C-PONTBA) ÁBRA C MUNKAHENGER MŰKÖDTETÉSE (MOZGATÁS A D-PONTBA) ÁBRA AUTOMATA ÜZEMMÓD ALAPHELYZETBE ÁLLÍTÁS ÁBRA KÉZI ÜZEMMÓD ALAPHELYZETBE ÁLLÍTÁSA ÁBRA MUNKADARAB MOZGÁSA ÁBRA AZ A MUNKAHENGER IDŐFUTÁS ELLENŐRZÉSE ÁBRA AZ A MUNKAHENGER MŰKÖDTETÉSÉNEK IDŐFUTÁS ELLENŐRZÉSE ÁBRA HIBAJELZŐ ÉS BÉLYEGZŐ BERENDEZÉS SZUBRUTIN HÍVÁS ENGEDÉLYEZÉSE ÁBRA MODELL BLOKKVÁZLATA ÁBRA HÁLÓZAT FELÉPÍTÉSE ÁBRA PROGRAM SZERKEZETI FELÉPÍTÉSE ÁBRA ANYAGMOZGATÓ BERENDEZÉS PROGRAMJÁNAK MEGHÍVÁSA ÁBRA SZIMULÁCIÓ PROGRAMJÁNAK MEGHÍVÁSA ÁBRA 4 BITES BINÁRIS ELŐRE SZÁMLÁLÓ PROGRAMJÁNAK MEGHÍVÁSA ÁBRA A D MUNKAHENGER MEGHATÁROZOTT SZÁMÚ MŰKÖDTETÉSÉNEK MEGHÍVÁSA ÁBRA DECIMÁLIS-BINÁRIS KÓDOLÓ PROGRAMJÁNAK MEGHÍVÁSA ÁBRA BÉLYEGZŐ BERENDEZÉS PROGRAMJÁNAK MEGHÍVÁSA ÁBRA KEZELŐTERMINÁLON ELHELYEZETT MENÜK SZERKEZETI FELÉPÍTÉSE ÁBRA AZ OPERÁTORI PANEL FŐMENÜ KÉPERNYŐJE ÁBRA 1. FELADAT NYOMÓGOMB BEÁLLÍTÁSÁNAK TAG-JEI ÁBRA ANYAGMOZGATÓ GYÁRTÓSOR KEZELŐPANELJA ÁBRA ANYAGMOZGATÓ GYÁRTÓSOR MUNKAHENGEREINEK IDŐDIAGRAMJA ÁBRA IMPULZUS GENERÁTOR ÁBRA E MUNKAHENGER SZIMULÁCIÓJA ÁBRA E MUNKAHENGER SZIMULÁCIÓJÁNAK TAG BEÁLLÍTÁSA ÁBRA TAG HOZZÁRENDELÉSE A BAR-HOZ ÁBRA DECIMÁLIS-BINÁRIS KÓDOLÓ KÉPERNYŐJE ÁBRA MUNKAHENGEREK MŰKÖDÉSI DIAGRAMJÁNAK SZIMULÁCIÓJA ÁBRA TREND BEÁLLÍTÁSA ÁBRA LÁTHATÓSÁG BEÁLLÍTÁSA A MEGFELELŐ TAG HOZZÁRENDELÉSÉVEL ÁBRA BÉLYEGZŐ BERENDEZÉS KEZELŐPANEL KÉPERNYŐJE ÁBRA MUNKADARAB MEGFOGÁSÁT JELZŐ FELIRAT BEÁLLÍTÁSA A MEGFELELŐ TAG HOZZÁRENDELÉSÉVEL ÁBRA HIBAJELZÉSE ÉS JAVÍTÁSÁNAK KÉPERNYŐJEI ÁBRA : MŰKÖDÉS KÖZBEN A FELADAT VÁLTOZÓTÁBLÁZATA ÁBRA FESTO PNEUMATIKUS MUNKAHENGER ÁLLOMÁS
91 Melléklet 1. Az oktató rendszer PLC- s vezérlésének elektromos kapcsolási rajza JELÖLÉSEK MAGYARÁZAT JELÖLÉSEK MAGYARÁZAT (ÚTSZELEPEK) AKÉ A-MUNKAHENGER KINT ÉRZÉKELŐ DK D-MUN. MŰKÖDTETŐ TEKERCSE ABÉ A-MUNKAHENGER BENT ÉRZÉKELŐ CK C-MUN. MŰKÖDTETŐ TEKERCSE BKÉ B-MUNKAHENGER KINT ÉRZÉKELŐ BK B-MUN. MŰKÖDTETŐ TEKERCSE BBÉ B-MUNKAHENGER BENT ÉRZÉKELŐ AK A-MUN. MŰKÖDTETŐ TEKERCSE CKÉ C-MUNKAHENGER KINT ÉRZÉKELŐ DB D-MUN. ALAPHELYZETBE ÁLLÍTÓ TEKERCSE CBÉ C-MUNKAHENGER BENT ÉRZÉKELŐ CB C-MUN. ALAPHELYZETBE ÁLLÍTÓ TEKERCSE DKÉ D-MUNKAHENGER KINT ÉRZÉKELŐ EM E-MUN. MŰKÖDTETŐ TEKERCSE DBÉ D-MUNKAHENGER BENT ÉRZÉKELŐ 86
92 2. Az oktató rendszer pneumatikus kapcsolási rajza 87
93 3. A Festo FluidSIM programmal való tesztelés 88
94 4. Anyagmozgató gyártósor folyamat működési táblája 89

95 5. Anyagmozgató gyártósor utasításlistás programja 90
96 91
97 92
98 93
99 6. Anyagmozgató gyártósor sorrendi folyamatábrás programja 94
100 95
101 7. A szimuláció programja 96
102 97
103 98
104 99
105 8. Decimális-bináris kódoló programja 100
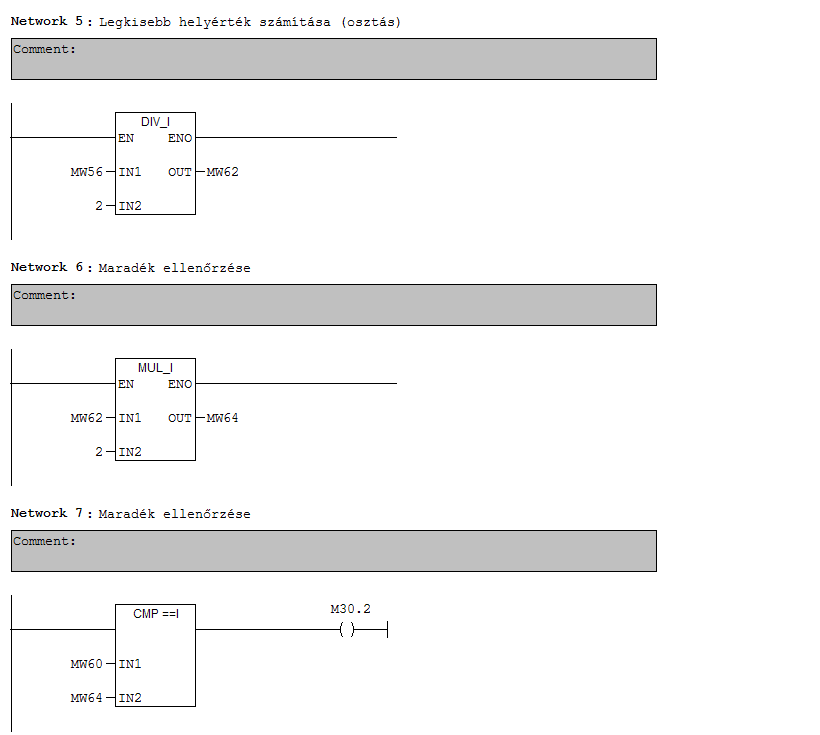
106 101
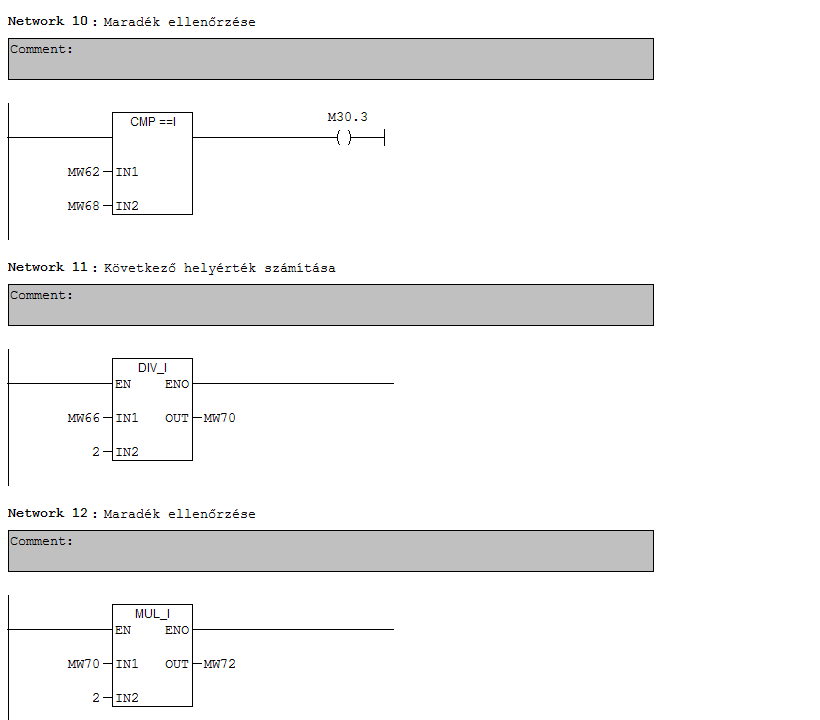
107 102
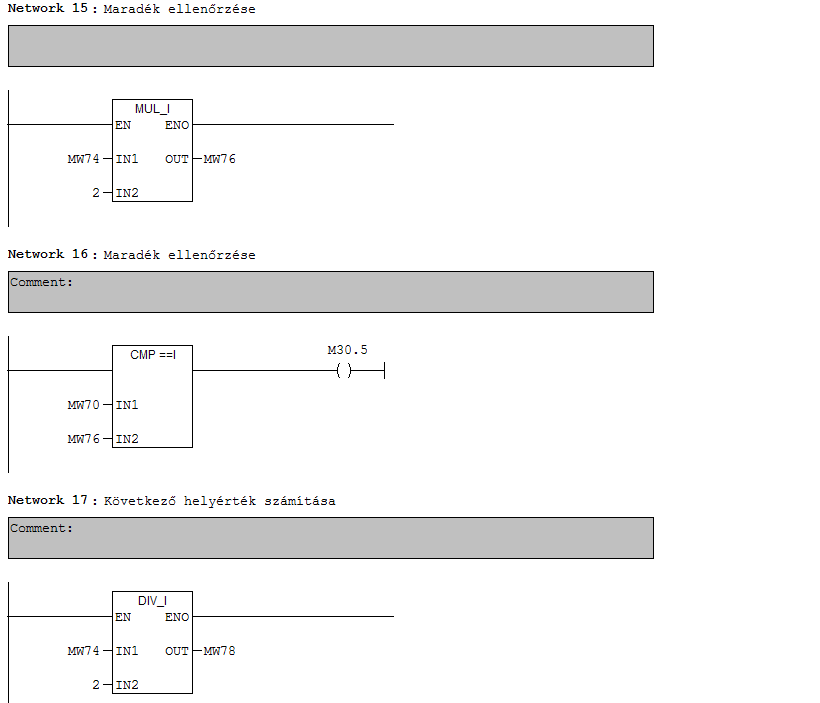
108 103
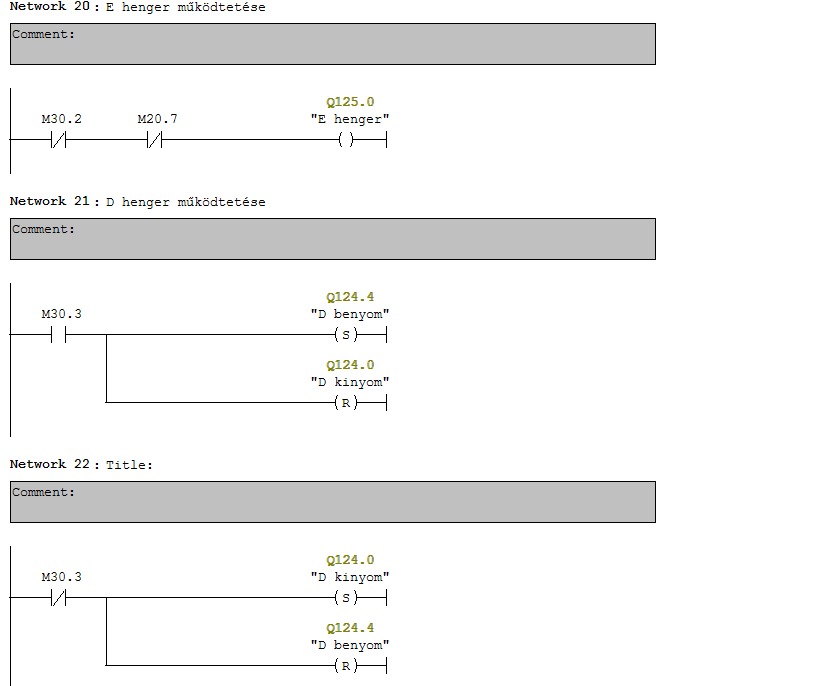
109 104
110 105
111 106
112 9. Bélyegző berendezés hibakezelő és hibajelző programja 107
113 108
114 109
115 110
116 111
117 10. Porszétválasztó modul forrasztási rajza 112

118 11. Hardver konfiguráció 113

119 12. Szimbólum táblázat. 114
PROGRAMOZHATÓ LOGIKAI VEZÉRLİK
 Misák Sándor PROGRAMOZHATÓ LOGIKAI VEZÉRLİK 1. elıadás DE TTK v.0.2 (2012.09.26.) 1. Bolton W. Programmable logic controllers. New Delhi: Newnes (Elsevier), 2008. 2. Hackworth J.R., Hackworth F.D, Jr.
Misák Sándor PROGRAMOZHATÓ LOGIKAI VEZÉRLİK 1. elıadás DE TTK v.0.2 (2012.09.26.) 1. Bolton W. Programmable logic controllers. New Delhi: Newnes (Elsevier), 2008. 2. Hackworth J.R., Hackworth F.D, Jr.
Programozható logikai vezérlõk
 BUDAPESTI MÛSZAKI EGYETEM KÖZLEKEDÉSMÉRNÖKI KAR KÖZLEKEDÉSAUTOMATIKAI TANSZÉK Programozható logikai vezérlõk Segédlet az Irányítástechnika I. c. tárgyhoz Összeállította: Szabó Géza egyetemi tanársegéd
BUDAPESTI MÛSZAKI EGYETEM KÖZLEKEDÉSMÉRNÖKI KAR KÖZLEKEDÉSAUTOMATIKAI TANSZÉK Programozható logikai vezérlõk Segédlet az Irányítástechnika I. c. tárgyhoz Összeállította: Szabó Géza egyetemi tanársegéd
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Programozható logikai vezérlő
 PROGRAMABLE LOGIC CONTROLLER Programozható logikai vezérlő Vezérlés fejlődése Elektromechanikus (relés) vezérlések Huzalozott logikájú elektronikus vezérlések Számítógépes, programozható vezérlők A programozható
PROGRAMABLE LOGIC CONTROLLER Programozható logikai vezérlő Vezérlés fejlődése Elektromechanikus (relés) vezérlések Huzalozott logikájú elektronikus vezérlések Számítógépes, programozható vezérlők A programozható
Gyôztes minden ipari rendszerben
 Automatizálási alkalmazásokhoz Modicon Premium Gyôztes minden ipari rendszerben > Premium Automatizálás Üdvözöljük a Telemecanique Simply Smart* világában. A nagy teljesítmény, az egyszerûség, a modularitás,
Automatizálási alkalmazásokhoz Modicon Premium Gyôztes minden ipari rendszerben > Premium Automatizálás Üdvözöljük a Telemecanique Simply Smart* világában. A nagy teljesítmény, az egyszerûség, a modularitás,
Intelligens Érzékelők
 Intelligens Érzékelők 1. előadás Készítette: Dr. Füvesi Viktor 2016. 2. Előadó Dr. Füvesi Viktor ME AFKI Alkalmazott Földtudományi Kutatóintézet Műszerfejlesztési és Informatikai Osztály Email: fuvesi@afki.hu,
Intelligens Érzékelők 1. előadás Készítette: Dr. Füvesi Viktor 2016. 2. Előadó Dr. Füvesi Viktor ME AFKI Alkalmazott Földtudományi Kutatóintézet Műszerfejlesztési és Informatikai Osztály Email: fuvesi@afki.hu,
1. AZ IRÁNYÍTÓRENDSZEREK FEJLŐDÉSE
 4 1. AZ IRÁNYÍTÓRENDSZEREK FEJLŐDÉSE Az irányítástechnika, ezen belül a szabályozástechnika és vezérléstechnika fogalmait nemzetközi (angol és francia), országonként saját nyelvű terminológiai szabvány
4 1. AZ IRÁNYÍTÓRENDSZEREK FEJLŐDÉSE Az irányítástechnika, ezen belül a szabályozástechnika és vezérléstechnika fogalmait nemzetközi (angol és francia), országonként saját nyelvű terminológiai szabvány
III. BÉLA SZAKKÉPZŐ ISKOLA ÉS KOLLÉGIUM HELYI TANTERV ELEKTROTECHNIKA-ELEKTRONIKA SZAKMACSOPORT AUTOMATIKAI TECHNIKUS
 III. ÉLA SZAKKÉPZŐ ISKOLA ÉS KOLLÉGIUM HELYI TANTERV ELEKTROTECHNIKA-ELEKTRONIKA SZAKMACSOPORT AUTOMATIKAI TECHNIKUS 54 523 04 1000 00 00 K é s z ü l t : Az 17723-2/2011. VIII. 25. k ö z l e m é n yb e
III. ÉLA SZAKKÉPZŐ ISKOLA ÉS KOLLÉGIUM HELYI TANTERV ELEKTROTECHNIKA-ELEKTRONIKA SZAKMACSOPORT AUTOMATIKAI TECHNIKUS 54 523 04 1000 00 00 K é s z ü l t : Az 17723-2/2011. VIII. 25. k ö z l e m é n yb e
PROGRAMOZHATÓ LOGIKAI VEZÉRLİK
 Misák Sándor PROGRAMOZHATÓ LOGIKAI VEZÉRLİK 4. elıadás DE TTK v.0.1 (2011.10.05.) A PROGRAMOZHATÓ VEZÉRLİK HARDVERFELÉPÍTÉSE II. 1. A PLC-k illesztése az irányítandó objektumhoz; 2. Általános ismeretek
Misák Sándor PROGRAMOZHATÓ LOGIKAI VEZÉRLİK 4. elıadás DE TTK v.0.1 (2011.10.05.) A PROGRAMOZHATÓ VEZÉRLİK HARDVERFELÉPÍTÉSE II. 1. A PLC-k illesztése az irányítandó objektumhoz; 2. Általános ismeretek
Miskolci Egyetem Gépészmérnöki és Informatikai Kar. Villamosmérnöki szak. Ipari automatizálás és kommunikáció
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Villamosmérnöki szak Ipari automatizálás és kommunikáció Kardáncsukló-szerelő gép PLC-s vezérlésének kidolgozása Szakdolgozat Papp Gergely Neptun kód:
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Villamosmérnöki szak Ipari automatizálás és kommunikáció Kardáncsukló-szerelő gép PLC-s vezérlésének kidolgozása Szakdolgozat Papp Gergely Neptun kód:
PNEUMATIKA ALKALMAZÁSA A GÉPGYÁRTÁSBAN ÉS A GYÁRTÁSAUTOMATIZÁLÁSBAN Készüléktervezés - Szerelés
 PNEUMATIKA ALKALMAZÁSA A GÉPGYÁRTÁSBAN ÉS A GYÁRTÁSAUTOMATIZÁLÁSBAN Készüléktervezés - Szerelés Oktatási segédanyag 2009. Dr. Alpek Ferenc okl. gépész- és okl. villamosmérnök tud. főmunkatárs, honorary
PNEUMATIKA ALKALMAZÁSA A GÉPGYÁRTÁSBAN ÉS A GYÁRTÁSAUTOMATIZÁLÁSBAN Készüléktervezés - Szerelés Oktatási segédanyag 2009. Dr. Alpek Ferenc okl. gépész- és okl. villamosmérnök tud. főmunkatárs, honorary
DT920 Fordulatszámmérő
 DOC N : DT920 No EEx-62 DT920 Fordulatszámmérő Felhasználói leírás Gyártó: DATCON Ipari Elektronikai Kft 1148 Budapest, Fogarasi út 5 27 ép Tel: 460-1000, Fax: 460-1001 2 Tartalomjegyzék 1 Rendeltetés4
DOC N : DT920 No EEx-62 DT920 Fordulatszámmérő Felhasználói leírás Gyártó: DATCON Ipari Elektronikai Kft 1148 Budapest, Fogarasi út 5 27 ép Tel: 460-1000, Fax: 460-1001 2 Tartalomjegyzék 1 Rendeltetés4
Szóbeli vizsgatantárgyak
 Szóbeli vizsgatantárgyak 1. Villamosságtani és gépészeti alapismeretek A) Mechanika, gépelemek B) Műszaki ábrázolás, anyag- és gyártásismeret C) Műszaki villamosságtan 2. Szakmai ismeretek A) Szerkezettan
Szóbeli vizsgatantárgyak 1. Villamosságtani és gépészeti alapismeretek A) Mechanika, gépelemek B) Műszaki ábrázolás, anyag- és gyártásismeret C) Műszaki villamosságtan 2. Szakmai ismeretek A) Szerkezettan
Programozás létradiagramos programozási nyelven
 Hegedűs József Programozás létradiagramos programozási nyelven A követelménymodul megnevezése: PLC-vezérlés A követelménymodul száma: 0907-06 A tartalomelem azonosító száma és célcsoportja: SzT-022-50
Hegedűs József Programozás létradiagramos programozási nyelven A követelménymodul megnevezése: PLC-vezérlés A követelménymodul száma: 0907-06 A tartalomelem azonosító száma és célcsoportja: SzT-022-50
Pneumatika. 1. előadás
 1. előadás Tartalom: A pneumatikus rendszer felépítése A sűrített levegő előállítása és kezelése A pneumatikus a rendszer elemei: munkavégző rész (végrehajtók) vezérlő rész (erősítők, irányítók, jeladók).
1. előadás Tartalom: A pneumatikus rendszer felépítése A sűrített levegő előállítása és kezelése A pneumatikus a rendszer elemei: munkavégző rész (végrehajtók) vezérlő rész (erősítők, irányítók, jeladók).
MUNKAANYAG. Karczub Béla. Hidraulikus rendszerek kapcsolástechnikája, jelölésrendszere, egyszerűbb kapcsolások. A követelménymodul megnevezése:
 Karczub Béla Hidraulikus rendszerek kapcsolástechnikája, jelölésrendszere, egyszerűbb kapcsolások A követelménymodul megnevezése: PLC-vezérlés A követelménymodul száma: 0907-06 A tartalomelem azonosító
Karczub Béla Hidraulikus rendszerek kapcsolástechnikája, jelölésrendszere, egyszerűbb kapcsolások A követelménymodul megnevezése: PLC-vezérlés A követelménymodul száma: 0907-06 A tartalomelem azonosító
1. Valósítsa meg az alábbi alapkapcsolásokat: Az 1. ábrán az A) kapcsolásban amíg a
 kapcsolásban amíg a") . PNEUMATIUS MUNAHEEE FELADATO Figyelem! A mérésen ezektől eltérő feladatok is lehetnek! 1. Valósítsa meg az alábbi alapkapcsolásokat: Az 1. ábrán az A) kapcsolásban amíg a. nyomógomb működtetve van, az
. PNEUMATIUS MUNAHEEE FELADATO Figyelem! A mérésen ezektől eltérő feladatok is lehetnek! 1. Valósítsa meg az alábbi alapkapcsolásokat: Az 1. ábrán az A) kapcsolásban amíg a. nyomógomb működtetve van, az
2. Laborgyakorlat. Step7 programozási környezet bemutatása
 2. Laborgyakorlat Step7 programozási környezet bemutatása A gyakorlat célja A Siemens valamint a Siemens alapokra épített PLC-k (pl. VIPA) programozására fejlesztették a Stpe7 programozási környezetet.
2. Laborgyakorlat Step7 programozási környezet bemutatása A gyakorlat célja A Siemens valamint a Siemens alapokra épített PLC-k (pl. VIPA) programozására fejlesztették a Stpe7 programozási környezetet.
DREHMO Matic C elektromechanikus hajtások
 DREHMO Matic C elektromechanikus hajtások ALKALMAZÁS A többfordulatú hajtóművek tervezési elve az, hogy a kimeneti kihajtó tengelyek 360 -os fordulatot tegyenek. A DREHMO többfordulatú hajtóműveket 2-1450
DREHMO Matic C elektromechanikus hajtások ALKALMAZÁS A többfordulatú hajtóművek tervezési elve az, hogy a kimeneti kihajtó tengelyek 360 -os fordulatot tegyenek. A DREHMO többfordulatú hajtóműveket 2-1450
Elektropneumatika. 3. előadás
 3. előadás Tartalom: Az elektropneumatikus vezérlés Az elektropneumatikus a rendszer elemei: hálózati tápegység, elektromechanikus kapcsoló elemek: relék, szelepek, szenzorok. Automatizálástechnika EP
3. előadás Tartalom: Az elektropneumatikus vezérlés Az elektropneumatikus a rendszer elemei: hálózati tápegység, elektromechanikus kapcsoló elemek: relék, szelepek, szenzorok. Automatizálástechnika EP
PLC feladatok. 1. feladat
 PLC feladatok 1. feladat Csillag-delta kapcsolás. Egy ipari berendezés vezérléséhez PLC programot kell készíteni. A működéshez a hidraulikus rendszerben az üzemi nyomást az M1 háromfázisú aszinkronmotorral
PLC feladatok 1. feladat Csillag-delta kapcsolás. Egy ipari berendezés vezérléséhez PLC programot kell készíteni. A működéshez a hidraulikus rendszerben az üzemi nyomást az M1 háromfázisú aszinkronmotorral
Mielıtt használná termékünket 702008035. Az eltérı környezeti körülmény elektromos áramütést, tüzet, hibás mőködést vagy. okozhat.
 . Adatlap G rogrammable ogic Controller GOFA-GM Sorozat GM-DR20/0/0/0A Mielıtt használná termékünket 02000 Olvassa el ezt az adatlapot figyelmesen különösen ügyelve a kezelésre, beépítésre, beszerelésre
. Adatlap G rogrammable ogic Controller GOFA-GM Sorozat GM-DR20/0/0/0A Mielıtt használná termékünket 02000 Olvassa el ezt az adatlapot figyelmesen különösen ügyelve a kezelésre, beépítésre, beszerelésre
Programozható logikai vezérlők
 Széchenyi István Egyetem Automatizálási Tanszék Programozható logikai vezérlők Dr. Hodossy László Az irányítórendszerek fejlődése Fix huzalozású rendszerek Típus Programozható rendszerek Típus Jelfogós
Széchenyi István Egyetem Automatizálási Tanszék Programozható logikai vezérlők Dr. Hodossy László Az irányítórendszerek fejlődése Fix huzalozású rendszerek Típus Programozható rendszerek Típus Jelfogós
A tételekhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsgakérdései a 4. Szakmai követelmények fejezetben szereplő szakmai követelménymodulok témaköreit tartalmazza A tételekhez
A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsgakérdései a 4. Szakmai követelmények fejezetben szereplő szakmai követelménymodulok témaköreit tartalmazza A tételekhez
Logisztikai manipulátor szerkezetének vizsgálata vezérlésének megtervezése
 Debreceni Egyetem Informatikai Kar Logisztikai manipulátor szerkezetének vizsgálata vezérlésének megtervezése 1. Témavezető: Dr. Juhász György Készítette: Buglyó Zsolt 2. Témavezető: Raptis Dimitrios Mérnök
Debreceni Egyetem Informatikai Kar Logisztikai manipulátor szerkezetének vizsgálata vezérlésének megtervezése 1. Témavezető: Dr. Juhász György Készítette: Buglyó Zsolt 2. Témavezető: Raptis Dimitrios Mérnök
A vasúti kocsik külső ajtajának pneumatikus modellezése
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT A vasúti kocsik külső ajtajának pneumatikus modellezése Készítette: Rónai László Miskolci Egyetem GÉIK mechatronikai mérnöki
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT A vasúti kocsik külső ajtajának pneumatikus modellezése Készítette: Rónai László Miskolci Egyetem GÉIK mechatronikai mérnöki
3. Bemenet típusa T: Hőelem/platina-ellenállású hőérzékelő (többfunkciós bemenet)
") Hőmérsékletszabályozók ECSV DIP-kapcsoló segítségével egyszerűen beállítható, könnyen használható szolgáltatásokkal rendelkező, DIN 8 x 8 mm-es méretű hőmérsékletszabályozók Egyszerű beállítás DIP- és
Hőmérsékletszabályozók ECSV DIP-kapcsoló segítségével egyszerűen beállítható, könnyen használható szolgáltatásokkal rendelkező, DIN 8 x 8 mm-es méretű hőmérsékletszabályozók Egyszerű beállítás DIP- és
8. Dugattyúrudas munkahengerek, alapfogalmak
 8. Dugattyúrudas munkahengerek, alapfogalmak Ebben a fejezet az alábbi témákkal folytatjuk a munkahengerekre vonatkozó alapismeretek áttekintését: löketvég-csillapítás munkahenger mágneses helyzetérzékelése
8. Dugattyúrudas munkahengerek, alapfogalmak Ebben a fejezet az alábbi témákkal folytatjuk a munkahengerekre vonatkozó alapismeretek áttekintését: löketvég-csillapítás munkahenger mágneses helyzetérzékelése
Automatizálási platform. Modicon TSX Micro A valóban nyitott, specializált vezérlôrendszer
 Automatizálási platform Modicon TSX Micro A valóban nyitott, specializált vezérlôrendszer A nagy mértékben specializált Modicon TSX Micro sokoldalúságot és igazi szakértelmet nyújt Üdvözöljük a Telemecanique
Automatizálási platform Modicon TSX Micro A valóban nyitott, specializált vezérlôrendszer A nagy mértékben specializált Modicon TSX Micro sokoldalúságot és igazi szakértelmet nyújt Üdvözöljük a Telemecanique
3. Az univerzális szabályozó algoritmusai.
 3. Az univerzális szabályozó algoritmusai. Az UC teljes nevén UNIVERZÁLIS MIKROPROCESSZOROS PID SZABÁLYOZÓ. Tulajdonképpen a hosszú név felesleges, mert amelyik szabályozó nem univerzális, nem mikroprocesszoros
3. Az univerzális szabályozó algoritmusai. Az UC teljes nevén UNIVERZÁLIS MIKROPROCESSZOROS PID SZABÁLYOZÓ. Tulajdonképpen a hosszú név felesleges, mert amelyik szabályozó nem univerzális, nem mikroprocesszoros
Érintkezés nélküli érzékelés és mérés robotcellában
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Villamosmérnöki és Informatikai kar Irányítástechnika és Informatika Tanszék Folyamatirányítás Laboratórium Érintkezés nélküli érzékelés és mérés robotcellában
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Villamosmérnöki és Informatikai kar Irányítástechnika és Informatika Tanszék Folyamatirányítás Laboratórium Érintkezés nélküli érzékelés és mérés robotcellában
3. Laborgyakorlat. ProTool bevezető
 3. Laborgyakorlat ProTool bevezető A gyakorlat célja A standunkon lévő kezelőfelületek programozására a ProTool programot használjuk. A gyakorlat során megismerjük a kezelőfelületeknél alkalmazott általános
3. Laborgyakorlat ProTool bevezető A gyakorlat célja A standunkon lévő kezelőfelületek programozására a ProTool programot használjuk. A gyakorlat során megismerjük a kezelőfelületeknél alkalmazott általános
A pneumatika alapjai 3.
 A pneumatika alapjai 3. Alapkapcsolások PTE PMMFK 1 Tartalom: Elemek azonosítása Kapcsolási rajz példa Vezérlés / szeleppel Vezérlés 3/ szeleppel Vezérlés 5/ szeleppel Kézi vezérlés Út-függő vezérlés Önműködő
A pneumatika alapjai 3. Alapkapcsolások PTE PMMFK 1 Tartalom: Elemek azonosítása Kapcsolási rajz példa Vezérlés / szeleppel Vezérlés 3/ szeleppel Vezérlés 5/ szeleppel Kézi vezérlés Út-függő vezérlés Önműködő
Versenyző kódja: 29 27/2012. (VIII. 27.) NGM rendelet 54 523 01-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny.
 NGM rendelet 54 523 01-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny.") 54 523 012015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 523 01 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Villamosipari
54 523 012015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 523 01 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Villamosipari
Wilo-Control SC-HVAC (SC, SC-FC, SCe)
") Pioneering for You Wilo-Control SC-HVAC (SC, SC-FC, SCe) hu Beépítési és üzemeltetési utasítás 2 537 055-Ed.01 / 2014-02-Wilo 1a. ábra: 2 3 1 4 1b. ábra: 2 4 3 1 5 1c. ábra: 4 2 5 3 1 1d. ábra: 4 2 3 1
Pioneering for You Wilo-Control SC-HVAC (SC, SC-FC, SCe) hu Beépítési és üzemeltetési utasítás 2 537 055-Ed.01 / 2014-02-Wilo 1a. ábra: 2 3 1 4 1b. ábra: 2 4 3 1 5 1c. ábra: 4 2 5 3 1 1d. ábra: 4 2 3 1
VLT Micro Drive. Kis frekvenciaváltó maximális terherbírás és megbízhatóság
 1 VLT Micro Drive Kis frekvenciaváltó maximális terherbírás és megbízhatóság IP 20-as mechanikai védettség A hűtőventilátor közvetlenül nem szellőzteti át az elektronikát Minőségi kondenzátorok Működés
1 VLT Micro Drive Kis frekvenciaváltó maximális terherbírás és megbízhatóság IP 20-as mechanikai védettség A hűtőventilátor közvetlenül nem szellőzteti át az elektronikát Minőségi kondenzátorok Működés
5. Útszelepek ábrázolása, jelölése szimbólumokkal
 5. Útszelepek ábrázolása, jelölése szimbólumokkal Útszelepek ábrázolása Az útszelepek egységes ábrázolását a DIN ISO 1219 szabványban rögzítették. A szabvány célja az egységes ábrázolásmód, amely alapján
5. Útszelepek ábrázolása, jelölése szimbólumokkal Útszelepek ábrázolása Az útszelepek egységes ábrázolását a DIN ISO 1219 szabványban rögzítették. A szabvány célja az egységes ábrázolásmód, amely alapján
NCT 101, 104, 115 szerszámgép vezérlések Telepítési leírása A.066 (M) (L) kiadási számú szoftver változattól
 (L) kiadási számú szoftver változattól") NCT 101, 104, 115 szerszámgép vezérlések Telepítési leírása A.066 (M) (L) kiadási számú szoftver változattól 2 Gyártó és fejlesztõ: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 Postafiók: 1631
NCT 101, 104, 115 szerszámgép vezérlések Telepítési leírása A.066 (M) (L) kiadási számú szoftver változattól 2 Gyártó és fejlesztõ: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 Postafiók: 1631
Wilo-Control SC-Fire Diesel
 Pioneering for You Wilo-Control SC-Fire Diesel hu Beépítési és üzemeltetési utasítás 2 539 955-Ed.01 / 2014-03-Wilo 1. ábra: 2 ** SPRINKLER PUMP MOTOR SUPPLY. NOT TO BE SWICHED OFF IN THE EVENT OF FIRE
Pioneering for You Wilo-Control SC-Fire Diesel hu Beépítési és üzemeltetési utasítás 2 539 955-Ed.01 / 2014-03-Wilo 1. ábra: 2 ** SPRINKLER PUMP MOTOR SUPPLY. NOT TO BE SWICHED OFF IN THE EVENT OF FIRE
Autokláv Reaktor Műanyag fröccsöntő Szárítószekrény Sörgyári gép Erjesztő Érlelő Sterilizátor Mosodai berendezés Élelmiszeripari gép
 univerzális többcsatornás PID kompakt-szabályozó és programszabályozó 4 PID + 2 ON-OFF szabályozási hurok PID, arányos, ON-OFF, motoros szelep, HŰT-FŰT, követő, kaszkád és carbonpotenciál szabályozási
univerzális többcsatornás PID kompakt-szabályozó és programszabályozó 4 PID + 2 ON-OFF szabályozási hurok PID, arányos, ON-OFF, motoros szelep, HŰT-FŰT, követő, kaszkád és carbonpotenciál szabályozási
TELEPÍTÉSI ÉS HASZNÁLATI UTASÍTÁS
 TELEPÍTÉSI ÉS HASZNÁLATI UTASÍTÁS t Köszönjük, hogy termékünket választotta, és a bizalmát cégünk iránt. A használati utasítás az optimális használathoz szükséges információkat tartalmazza, ezért olvassa
TELEPÍTÉSI ÉS HASZNÁLATI UTASÍTÁS t Köszönjük, hogy termékünket választotta, és a bizalmát cégünk iránt. A használati utasítás az optimális használathoz szükséges információkat tartalmazza, ezért olvassa
FAAC 531 EM. Az 531 EM automata mozgató belső használatra és garázskapuk működtetésére lett tervezve és gyártva. Minden másfajta használat helytelen.
 FAAC 531 EM Az 531 EM automata garázsmotor szekcionált vagy billenő kapuk mozgatására használandó. A készülék egy egybeéptített elektromechanikus motorból, vezérlőegységből és egy lámpából áll, ami a plafonra
FAAC 531 EM Az 531 EM automata garázsmotor szekcionált vagy billenő kapuk mozgatására használandó. A készülék egy egybeéptített elektromechanikus motorból, vezérlőegységből és egy lámpából áll, ami a plafonra
Automatizálási alkalmazásokhoz. Modicon Quantum Optimális teljesítmény afolyamatirányításban
 Automatizálási alkalmazásokhoz Modicon Quantum Optimális teljesítmény afolyamatirányításban > Quantum Automatizálás Üdvözöljük a Telemecanique Simply Smart* világában. A nagy teljesítmény, az egyszerûség,
Automatizálási alkalmazásokhoz Modicon Quantum Optimális teljesítmény afolyamatirányításban > Quantum Automatizálás Üdvözöljük a Telemecanique Simply Smart* világában. A nagy teljesítmény, az egyszerûség,
MUNKAANYAG. Macher Zoltán. Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I.
 Macher Zoltán Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
Macher Zoltán Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
Budapesti Műszaki és Gazdaságtudományi Egyetem Villamosmérnöki és Informatikai Kar Irányítástechnika és Informatika Tanszék. Önálló laboratórium
 Budapesti Műszaki és Gazdaságtudományi Egyetem Villamosmérnöki és Informatikai Kar Irányítástechnika és Informatika Tanszék Önálló laboratórium (BMEVIIIA355) Téma: Eaton-Moeller PLC-k alkalmazástechnikája
Budapesti Műszaki és Gazdaságtudományi Egyetem Villamosmérnöki és Informatikai Kar Irányítástechnika és Informatika Tanszék Önálló laboratórium (BMEVIIIA355) Téma: Eaton-Moeller PLC-k alkalmazástechnikája
GC1C / GC2C Zár, kapu és sorompó vezérlő. Használati utasítás Magyar
 GC1C / GC2C Zár, kapu és sorompó vezérlő Használati utasítás Magyar 1 Biztonsági figyelmeztetések Olvassa el figyelmesen a használati utasítást az eszköz telepítése előtt és őrizze meg! Áramütésveszély!
GC1C / GC2C Zár, kapu és sorompó vezérlő Használati utasítás Magyar 1 Biztonsági figyelmeztetések Olvassa el figyelmesen a használati utasítást az eszköz telepítése előtt és őrizze meg! Áramütésveszély!
11. Tétel Ismertesse, mutassa be a kisfeszültségű mechanikus vezérlésű kapcsolókészülékeket!
 11. Tétel Ismertesse, mutassa be a kisfeszültségű mechanikus vezérlésű kapcsolókészülékeket! A kapcsolókészülékek kiválasztása A készülékek kiválasztásánál figyelembe kell venni a légköri és klimatikus
11. Tétel Ismertesse, mutassa be a kisfeszültségű mechanikus vezérlésű kapcsolókészülékeket! A kapcsolókészülékek kiválasztása A készülékek kiválasztásánál figyelembe kell venni a légköri és klimatikus
2 - ELEKTROMOS BEKÖTÉSEK
 4. oldal 2 - ELEKTROMOS BEKÖTÉSEK 2A A VEZETÉKEK KERESZTMETSZETE - A vezérlőegység áramellátását (a külső biztosítódobozának csatlakozókapcsán) egy legalább 3x1,5 mm 2 -es vezetékkel kell megoldani. Amennyiben
4. oldal 2 - ELEKTROMOS BEKÖTÉSEK 2A A VEZETÉKEK KERESZTMETSZETE - A vezérlőegység áramellátását (a külső biztosítódobozának csatlakozókapcsán) egy legalább 3x1,5 mm 2 -es vezetékkel kell megoldani. Amennyiben
52 523 03 0000 00 00 Mechatronikai műszerész Mechatronikai műszerész
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
MGm III Kódszám: 3318289 három fűtőkörös fűtőmodul (+interface modul) TERVEZÉSI ÉS ÜZEMBEHELYEZÉSI SEGÉGLET
 TERVEZÉSI ÉS ÜZEMBEHELYEZÉSI SEGÉGLET") MGm II kódszám: 3318288 két fűtőkörös fűtőmodul (+interface modul) MGm III Kódszám: 3318289 három fűtőkörös fűtőmodul (+interface modul) TERVEZÉSI ÉS ÜZEMBEHELYEZÉSI SEGÉGLET FIGYELEM! A BERENDEZÉS CSAK
MGm II kódszám: 3318288 két fűtőkörös fűtőmodul (+interface modul) MGm III Kódszám: 3318289 három fűtőkörös fűtőmodul (+interface modul) TERVEZÉSI ÉS ÜZEMBEHELYEZÉSI SEGÉGLET FIGYELEM! A BERENDEZÉS CSAK
MARKATOR -TERMÉKSKÁLA JELÖLŐRENDSZEREK MV5 ZE 100 ÉS 101
 MARKATOR -TERMÉKSKÁLA JELÖLŐRENDSZEREK MV5 ZE 100 ÉS 101 markator BEVEZETŐ Szakértői vagyunk az ipari alkatrészek hamisíthatatlan, tartós és gazdaságos jelölésének. A MARKATOR több mint 25 éve fejleszt
MARKATOR -TERMÉKSKÁLA JELÖLŐRENDSZEREK MV5 ZE 100 ÉS 101 markator BEVEZETŐ Szakértői vagyunk az ipari alkatrészek hamisíthatatlan, tartós és gazdaságos jelölésének. A MARKATOR több mint 25 éve fejleszt
Üzembehelyezési és üzemeltetési kézikönyv
 Üzembehelyezési és üzemeltetési kézikönyv EKBUHAA6V3 EKBUHAA6W1 2 230 1 1x 1 2 2x 3 1x 535 1 2 3 85 170 350 4 266 575 220 500 415 3 4 EKBUHAA6V3 EKBUHAA6W1 Üzembehelyezési és üzemeltetési kézikönyv Tartalom
Üzembehelyezési és üzemeltetési kézikönyv EKBUHAA6V3 EKBUHAA6W1 2 230 1 1x 1 2 2x 3 1x 535 1 2 3 85 170 350 4 266 575 220 500 415 3 4 EKBUHAA6V3 EKBUHAA6W1 Üzembehelyezési és üzemeltetési kézikönyv Tartalom
Programozható Logikai Vezérlő
 4. előadás Tartalom: A feladata A felépítése, típusai, részegységei Programnyelvek Programozás (FST) FESTO -k bemutatása (FEC20-DC, ) FEC programozása FST bemutatása Automatizálástechnika I. előadás Farkas
4. előadás Tartalom: A feladata A felépítése, típusai, részegységei Programnyelvek Programozás (FST) FESTO -k bemutatása (FEC20-DC, ) FEC programozása FST bemutatása Automatizálástechnika I. előadás Farkas
ERŐSÁRAMÚ ELEKTROTECHNIKUS SZAKKÉPESÍTÉS KÖZPONTI PROGRAMJA
 ERŐSÁRAMÚ ELEKTROTECHNIKUS SZAKKÉPESÍTÉS KÖZPONTI PROGRAMJA I. A szakképesítés adatai, a képzés szervezésének feltételei és a szakképesítés óraterve 1. A szakképesítés adatai A szakképesítés azonosító
ERŐSÁRAMÚ ELEKTROTECHNIKUS SZAKKÉPESÍTÉS KÖZPONTI PROGRAMJA I. A szakképesítés adatai, a képzés szervezésének feltételei és a szakképesítés óraterve 1. A szakképesítés adatai A szakképesítés azonosító
FAAC 844T. Háromfázisú Toló Motor Vezérlés
 FAAC 844T Háromfázisú Toló Motor Vezérlés MASCO Biztonságtechnikai és Nyílászáró Automatizálási Kereskedelmi Kft. H-1045 Budapest, Madridi u.2., T: (+36 1) 3904170, Fax: 3904173, masco@masco.hu, www.masco.hu
FAAC 844T Háromfázisú Toló Motor Vezérlés MASCO Biztonságtechnikai és Nyílászáró Automatizálási Kereskedelmi Kft. H-1045 Budapest, Madridi u.2., T: (+36 1) 3904170, Fax: 3904173, masco@masco.hu, www.masco.hu
Modern alkalmazások. Rendszerbe illesztés. Modern alkalmazások. Aktuátorok. Aktuátor (Munkahenger) Master KRC. Szelepek (Út-váltó, folytóvisszacsapó
 Master KRC. Szelepek (Út-váltó, folytóvisszacsapó") Modern alkalmazások Aktuátorok Rendszerbe illesztés Modern alkalmazások Aktuátor (Munkahenger) Master KRC Servo Szelepegység Fő munkahenger Vezérlő egység Kiegyenlítő henger Kommunikációs kábelek Master
Modern alkalmazások Aktuátorok Rendszerbe illesztés Modern alkalmazások Aktuátor (Munkahenger) Master KRC Servo Szelepegység Fő munkahenger Vezérlő egység Kiegyenlítő henger Kommunikációs kábelek Master
Biztonsági kézikönyv. PFF-HM31A decentralizált biztonsági vezérlés MOVIPRO -hoz
 Hajtástechnika \ Hajtásautomatizálás \ Rendszerintegráció \ Szolgáltatások Biztonsági kézikönyv PFF-HM31A decentralizált biztonsági vezérlés MOVIPRO -hoz Kiadás: 2012. 05. 19388977 / HU SEW-EURODRIVE Driving
Hajtástechnika \ Hajtásautomatizálás \ Rendszerintegráció \ Szolgáltatások Biztonsági kézikönyv PFF-HM31A decentralizált biztonsági vezérlés MOVIPRO -hoz Kiadás: 2012. 05. 19388977 / HU SEW-EURODRIVE Driving
A típusszámok felépítése
 Háromfázisú feszültségrelé K8AB-PW Ideális választás háromfázisú tápellátások figyelésére ipari berendezéseknél és készülékeknél. 3 vagy 4 vezetékes tápellátások túlfeszültségének és feszültségesésének
Háromfázisú feszültségrelé K8AB-PW Ideális választás háromfázisú tápellátások figyelésére ipari berendezéseknél és készülékeknél. 3 vagy 4 vezetékes tápellátások túlfeszültségének és feszültségesésének
E2B INDUKTÍV KÖZELÍTÉSKAPCSOLÓK
 E2B INDUKTÍV KÖZELÍTÉSKAPCSOLÓK Innováció és megbízhatóság egyben» Idő- és költségtakarékosság» Tökéletes működés hagyományos környezetben» Új LITE induktív érzékelő 2 Kiváló minőség, megbízhatóság és
E2B INDUKTÍV KÖZELÍTÉSKAPCSOLÓK Innováció és megbízhatóság egyben» Idő- és költségtakarékosság» Tökéletes működés hagyományos környezetben» Új LITE induktív érzékelő 2 Kiváló minőség, megbízhatóság és
MARKATOR -TERMÉKSKÁLA JELÖLŐRENDSZEREK MV5 ZE 100 ÉS 101
 MARKATOR -TERMÉKSKÁLA JELÖLŐRENDSZEREK MV5 ZE 100 ÉS 101 markator BEVEZETŐ Szakértői vagyunk az ipari alkatrészek hamisíthatatlan, tartós és gazdaságos jelölésének. A MARKATOR több mint 25 éve fejleszt
MARKATOR -TERMÉKSKÁLA JELÖLŐRENDSZEREK MV5 ZE 100 ÉS 101 markator BEVEZETŐ Szakértői vagyunk az ipari alkatrészek hamisíthatatlan, tartós és gazdaságos jelölésének. A MARKATOR több mint 25 éve fejleszt
PQRM5100 31 Ux Ix xx xx (PS) Háromfázisú multifunkciós teljesítmény távadó. Kezelési útmutató
 Háromfázisú multifunkciós teljesítmény távadó. Kezelési útmutató") Háromfázisú multifunkciós teljesítmény távadó Kezelési útmutató Tartalomjegyzék 1. Kezelési útmutató...5 1.1. Rendeltetése... 5 1.2. Célcsoport... 5 1.3. Az alkalmazott szimbólumok... 5 2. Biztonsági útmutató...6
Háromfázisú multifunkciós teljesítmény távadó Kezelési útmutató Tartalomjegyzék 1. Kezelési útmutató...5 1.1. Rendeltetése... 5 1.2. Célcsoport... 5 1.3. Az alkalmazott szimbólumok... 5 2. Biztonsági útmutató...6
XXI. Országos Ajtonyi István Irányítástechnikai Programozó Verseny
 evopro systems engineering kft. H-1116 Budapest, Hauszmann A. u. 2. XXI. Országos Ajtonyi István Dokumentum státusza Közétett Dokumentum verziószáma v1.0 Felelős személy Kocsi Tamás / Tarr László Jóváhagyta
evopro systems engineering kft. H-1116 Budapest, Hauszmann A. u. 2. XXI. Országos Ajtonyi István Dokumentum státusza Közétett Dokumentum verziószáma v1.0 Felelős személy Kocsi Tamás / Tarr László Jóváhagyta
2 - ELEKTROMOS BEKÖTÉSEK
 4. oldal 2A A VEZETÉKEK KERESZTMETSZETE 2 - ELEKTROMOS BEKÖTÉSEK - A vezérlıegység áramellátását (a külsı biztosítódobozának csatlakozókapcsán) egy legalább 3x1,5 mm 2 - es vezetékkel kell megoldani. Amennyiben
4. oldal 2A A VEZETÉKEK KERESZTMETSZETE 2 - ELEKTROMOS BEKÖTÉSEK - A vezérlıegység áramellátását (a külsı biztosítódobozának csatlakozókapcsán) egy legalább 3x1,5 mm 2 - es vezetékkel kell megoldani. Amennyiben
HIDRAULIKUS EMELŐK ÉS SZERSZÁMOK
 HIDRAULIKUS EMELŐK ÉS SZERSZÁMOK 323 Hidraulikus emelők és szerszámok Tartalomjegyzék Oldalszám A hidraulikus termékek jellemzője az akár 700 bar Hidraulikus hengerek, nagyságú üzemi nyomás, mely a legnagyobb
HIDRAULIKUS EMELŐK ÉS SZERSZÁMOK 323 Hidraulikus emelők és szerszámok Tartalomjegyzék Oldalszám A hidraulikus termékek jellemzője az akár 700 bar Hidraulikus hengerek, nagyságú üzemi nyomás, mely a legnagyobb
Élelmiszeripari folyamatirányítás 2016.03.12.
 Élelmiszeripari folyamatirányítás 2016.03.12. Hidraulikus rendszerek Közeg: hidraulika-olaj Nyomástartomány: ált. 200-400 bar Előnyök: Hátrányok: - Nagy erők kifejtésére alkalmas (200-400 bar!) - Kisebb
Élelmiszeripari folyamatirányítás 2016.03.12. Hidraulikus rendszerek Közeg: hidraulika-olaj Nyomástartomány: ált. 200-400 bar Előnyök: Hátrányok: - Nagy erők kifejtésére alkalmas (200-400 bar!) - Kisebb
Hardver leírás Klasszikus kontroller v.3.2.2
 StP Beléptető Rendszer Hardver leírás Klasszikus kontroller v.3.2.2 s TARTALOMJEGYZÉK 1. ALKÖZPONTOK KÖZÖTTI KOMMUNIKÁCIÓ (INTERNET)... 3 2. RS485... 3 3. OLVASÓ- ÉS KÁRTYATÍPUSOK, OLVASÓ KEZELÉS, EGY
StP Beléptető Rendszer Hardver leírás Klasszikus kontroller v.3.2.2 s TARTALOMJEGYZÉK 1. ALKÖZPONTOK KÖZÖTTI KOMMUNIKÁCIÓ (INTERNET)... 3 2. RS485... 3 3. OLVASÓ- ÉS KÁRTYATÍPUSOK, OLVASÓ KEZELÉS, EGY
20 kva 60 kva UPS PÁRHUZAMOS REDUNDÁNS RENDSZER HASZNÁLATI UTASÍTÁSA
 9305 20 kva 60 kva UPS PÁRHUZAMOS REDUNDÁNS RENDSZER HASZNÁLATI UTASÍTÁSA 9305 20 kva 60 kva UPS párhuzamos redundáns rendszer Tartalomjegyzék 1. Bevezetés... 5 2. A rendszer ismertetése... 5 2.1. Általános
9305 20 kva 60 kva UPS PÁRHUZAMOS REDUNDÁNS RENDSZER HASZNÁLATI UTASÍTÁSA 9305 20 kva 60 kva UPS párhuzamos redundáns rendszer Tartalomjegyzék 1. Bevezetés... 5 2. A rendszer ismertetése... 5 2.1. Általános
Ipari robotok hajtása
 IPARI ROBOTOK Ipari robotok hajtása 4. előad adás Dr. Pintér r JózsefJ A hajtási rendszerek feladata az, hogy a robot TCP pontját az előírt pontossággal - az irányítórendszer utasításainak megfelelően
IPARI ROBOTOK Ipari robotok hajtása 4. előad adás Dr. Pintér r JózsefJ A hajtási rendszerek feladata az, hogy a robot TCP pontját az előírt pontossággal - az irányítórendszer utasításainak megfelelően
E-Laboratórium 1 Kombinációs digitális áramkörök alkalmazása Elméleti leírás
 E-Laboratórium 1 Kombinációs digitális áramkörök alkalmazása Elméleti leírás 1. Bevezetés A gyakorlat elvégzésére digitális integrált áramköröket alkalmazunk és hardver struktúrát vezérlő szoftvert is.
E-Laboratórium 1 Kombinációs digitális áramkörök alkalmazása Elméleti leírás 1. Bevezetés A gyakorlat elvégzésére digitális integrált áramköröket alkalmazunk és hardver struktúrát vezérlő szoftvert is.
Telepítési és Üzemeltetési kézikönyv
 H A M B U R G Telepítési és Üzemeltetési kézikönyv Hő- és füstelvezető kompakt központok Típusok: EL 24a/1 /2 /3 Tel.: +36 (1) 226 1616 Fax: +36 (1) 226 1303 info@assaabloy.hu www.assaabloy.hu Tartalomjegyzék
H A M B U R G Telepítési és Üzemeltetési kézikönyv Hő- és füstelvezető kompakt központok Típusok: EL 24a/1 /2 /3 Tel.: +36 (1) 226 1616 Fax: +36 (1) 226 1303 info@assaabloy.hu www.assaabloy.hu Tartalomjegyzék
V. FEJEZET MÓDOSÍTOTT MŰSZAKI LEÍRÁS
 V. FEJEZET MÓDOSÍTOTT MŰSZAKI LEÍRÁS 1. RÉSZ: SZAGGATÓ BERENDEZÉS ÉS JÁRMŰVEZÉRLŐ EGYSÉG, VALAMINT HAJTÁSLÁNCHOZ KAPCSOLÓDÓ EGYÉB ELEKTROMOS ESZKÖZÖK BESZERZÉSE SORSZÁM AJÁNLATKÉRŐI KÓDSZÁM TERMÉK MEGNEVEZÉSE*
V. FEJEZET MÓDOSÍTOTT MŰSZAKI LEÍRÁS 1. RÉSZ: SZAGGATÓ BERENDEZÉS ÉS JÁRMŰVEZÉRLŐ EGYSÉG, VALAMINT HAJTÁSLÁNCHOZ KAPCSOLÓDÓ EGYÉB ELEKTROMOS ESZKÖZÖK BESZERZÉSE SORSZÁM AJÁNLATKÉRŐI KÓDSZÁM TERMÉK MEGNEVEZÉSE*
H-2040 Budaörs, Komáromi u. 22. Pf. 296. Telefon: +36 23 365280, Fax: +36 23 365087
 MŰSZER AUTOMATIKA KFT H-2040 Budaörs, Komáromi u 22 Pf 296 Telefon: +36 23 365280, Fax: +36 23 365087 Telephely: H-2030 Érd, Alsó u10 Pf56Telefon: +36 23 365152 Fax: +36 23 365837 wwwmuszerautomatikahu
MŰSZER AUTOMATIKA KFT H-2040 Budaörs, Komáromi u 22 Pf 296 Telefon: +36 23 365280, Fax: +36 23 365087 Telephely: H-2030 Érd, Alsó u10 Pf56Telefon: +36 23 365152 Fax: +36 23 365837 wwwmuszerautomatikahu
LT-52 ÉS LT-65 CNC ESZTERGA GÉPKÖNYV
 NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
Profi2A Axis Driver (telepítés)
") Profi2A Axis Driver (telepítés) V1.0 Mechanikai kialakítás és elhelyezés: PCB: - Kétoldalas, lyukgalvanizált nyáklemez, részben SMD szereléssel, - Méretei: 170mm 90mm, magasság igény min. 50mm (légmozgatással),
Profi2A Axis Driver (telepítés) V1.0 Mechanikai kialakítás és elhelyezés: PCB: - Kétoldalas, lyukgalvanizált nyáklemez, részben SMD szereléssel, - Méretei: 170mm 90mm, magasság igény min. 50mm (légmozgatással),
7800 Sorozat EC7830A, EC7850A Relé Modulok
 7800 Sorozat EC7830A, EC7850A Relé Modulok Gépkönyv JELLEMZŐK ÁLTALÁNOS LEÍRÁS A Honeywell EC7830A / EC7850A Relé Modul mikroprocesszor alapú integrált égőautomatika, automatikus tüzelésű gáz, olaj, vagy
7800 Sorozat EC7830A, EC7850A Relé Modulok Gépkönyv JELLEMZŐK ÁLTALÁNOS LEÍRÁS A Honeywell EC7830A / EC7850A Relé Modul mikroprocesszor alapú integrált égőautomatika, automatikus tüzelésű gáz, olaj, vagy
Sorompó kezelés mérlegműszerrel
 METRISoft Mérleggyártó KFT PortaWin (PW2) Jármű mérlegelő program 6800 Hódmezővásárhely Jókai u. 30 Telefon: (62) 246-657, Fax: (62) 249-765 e-mail: merleg@metrisoft.hu Web: http://www.metrisoft.hu Módosítva:
METRISoft Mérleggyártó KFT PortaWin (PW2) Jármű mérlegelő program 6800 Hódmezővásárhely Jókai u. 30 Telefon: (62) 246-657, Fax: (62) 249-765 e-mail: merleg@metrisoft.hu Web: http://www.metrisoft.hu Módosítva:
G-40-21. TAC Forta M310 2007-05-10 MŰSZAKI ADATOK 1 (8) Szelepmozgató motor
 Szelepmozgató motor") TAC Forta M310 Szelepmozgató motor G-40-21 2007-05-10 Az M310 a következő rendszerekben működő két- illetve háromjáratú szelepekhez használható elektromechanikus mozgató motor: használati melegvizes rendszerek
TAC Forta M310 Szelepmozgató motor G-40-21 2007-05-10 Az M310 a következő rendszerekben működő két- illetve háromjáratú szelepekhez használható elektromechanikus mozgató motor: használati melegvizes rendszerek
ELEKTROMOS GÉP- ÉS KÉSZÜLÉKSZERELŐ SZAKKÉPESÍTÉS KÖZPONTI PROGRAMJA
 ELEKTROMOS GÉP- ÉS KÉSZÜLÉKSZERELŐ SZAKKÉPESÍTÉS KÖZPONTI PROGRAMJA I. A szakképesítés adatai, a képzés szervezésének feltételei és a szakképesítés óraterve 1. A szakképesítés adatai A szakképesítés azonosító
ELEKTROMOS GÉP- ÉS KÉSZÜLÉKSZERELŐ SZAKKÉPESÍTÉS KÖZPONTI PROGRAMJA I. A szakképesítés adatai, a képzés szervezésének feltételei és a szakképesítés óraterve 1. A szakképesítés adatai A szakképesítés azonosító
Folyamatmodell irányítása 1-2
 Tartalomjegyzék Folyamatmodell irányítása 1-2 Mérési útmutató Folyamatirányítás laboratórium Összeállította: Kovács Gábor gkovacs@iit.bme.hu Budapesti Műszaki és Gazdaságtudományi Egyetem Irányítástechnika
Tartalomjegyzék Folyamatmodell irányítása 1-2 Mérési útmutató Folyamatirányítás laboratórium Összeállította: Kovács Gábor gkovacs@iit.bme.hu Budapesti Műszaki és Gazdaságtudományi Egyetem Irányítástechnika
GPT 9800 sorozatú nagyfeszültségű szigetelésvizsgálók
 GPT 9800 sorozatú nagyfeszültségű szigetelésvizsgálók Főbb jellemzők 200 VA AC vizsgáló teljesítmény 240X64 mm-es jég kék pont mátrix LCD Kézi/Auto üzemmód Funkció gombok a gyors választáshoz Nagy intenzitású
GPT 9800 sorozatú nagyfeszültségű szigetelésvizsgálók Főbb jellemzők 200 VA AC vizsgáló teljesítmény 240X64 mm-es jég kék pont mátrix LCD Kézi/Auto üzemmód Funkció gombok a gyors választáshoz Nagy intenzitású
A 181-es széria Nagy átáramlású szelepek, G3/4 -os csatlakozással. Elektromos-, pneumatikus vezérléssel, valamint kézi működtetéssel.
 Römer Szelepek 2008 Hafner szelepek A Hafner Pneumatika elsődlegesen az ipari automatizálás területére gyárt komplett szelepprogramot. A szelepek széles választéka a hagyományos és modern vezérlőrendszerek
Römer Szelepek 2008 Hafner szelepek A Hafner Pneumatika elsődlegesen az ipari automatizálás területére gyárt komplett szelepprogramot. A szelepek széles választéka a hagyományos és modern vezérlőrendszerek
FILCOM. Visszamosatást vezérlő egység
 FILCOM Visszamosatást vezérlő egység Tartalom 1.0 Bevezetés...2 2.0 Műszaki jellemzők...2 3.0 Kijelző panel...2 3.1 LED...3 3.2 Kijelző...3 4.0 A vezérlő egység hardver konfigurálása...3 4.1 Váltóáramú
FILCOM Visszamosatást vezérlő egység Tartalom 1.0 Bevezetés...2 2.0 Műszaki jellemzők...2 3.0 Kijelző panel...2 3.1 LED...3 3.2 Kijelző...3 4.0 A vezérlő egység hardver konfigurálása...3 4.1 Váltóáramú
8.1 Az UPS bekapcsolása... 18 A bekapcsolás sorrendje... 18 Akkumulátorról indítás... 18
 7.5 kva - 15 kva szünetmentes tápegység (UPS) Felhasználói és telepítési útmutató Tartalom 1. Bevezetés... 3 2. A rendszer leírása... 3 2.1 Általános leírás... 3 2.2 A rendszer felépítése... 5 Az UPS rendszer
7.5 kva - 15 kva szünetmentes tápegység (UPS) Felhasználói és telepítési útmutató Tartalom 1. Bevezetés... 3 2. A rendszer leírása... 3 2.1 Általános leírás... 3 2.2 A rendszer felépítése... 5 Az UPS rendszer
City 11 ANALÓG VEZÉRLŐ EGYSÉG LENGŐ KAPUKHOZ
 V2 S.p.A. Corso Principi di Piemonte, 65/67 12035 RACCONIGI (CN) ITALY Telefon: +39 01 72 81 24 11 - fax +39 01 72 84 050 info@v2home.com - www.v2home.com IL n. 353 Kiadás dátuma 2011/06/20 City 11 ANALÓG
V2 S.p.A. Corso Principi di Piemonte, 65/67 12035 RACCONIGI (CN) ITALY Telefon: +39 01 72 81 24 11 - fax +39 01 72 84 050 info@v2home.com - www.v2home.com IL n. 353 Kiadás dátuma 2011/06/20 City 11 ANALÓG
T 8350 HU. állítószelepek átviteli elemei a pneumatikus állítószelepeknek az adott berendezések követelményeinek megfelelõ hozzáillesztésére.
 Pozícionálók Határérték-jeladók Mágnesszelepek Helyzetátalakítók Helyzetjelzõk Kiegészítõ készülékek Kiválasztás és alkalmazás Kiadás 1998. március Áttekintés A pozícionálók, helyzetátalakítók, határérték-jeladók,
Pozícionálók Határérték-jeladók Mágnesszelepek Helyzetátalakítók Helyzetjelzõk Kiegészítõ készülékek Kiválasztás és alkalmazás Kiadás 1998. március Áttekintés A pozícionálók, helyzetátalakítók, határérték-jeladók,
DT4220 E xx xx xx (PS) Folyamatindikátor. Kezelési útmutató
 Folyamatindikátor. Kezelési útmutató") xx xx xx (PS) Folyamatindikátor Kezelési útmutató Tartalomjegyzék 1. Kezelési útmutató...4 1.1. Rendeltetése...4 1.2. Célcsoport...4 1.3. Az alkalmazott szimbólumok...4 2. Biztonsági útmutató...5 2.1.
xx xx xx (PS) Folyamatindikátor Kezelési útmutató Tartalomjegyzék 1. Kezelési útmutató...4 1.1. Rendeltetése...4 1.2. Célcsoport...4 1.3. Az alkalmazott szimbólumok...4 2. Biztonsági útmutató...5 2.1.
Az EuroProt készülékcsalád
 EuroProt rendszerismertető Az EuroProt készülékcsalád A Protecta Elektronikai Kft. EuroProt készülékcsaládja azzal a céllal készült, hogy tagjai a villamosenergia rendszer valamennyi védelmi és automatika
EuroProt rendszerismertető Az EuroProt készülékcsalád A Protecta Elektronikai Kft. EuroProt készülékcsaládja azzal a céllal készült, hogy tagjai a villamosenergia rendszer valamennyi védelmi és automatika
T E R M É K I S M E R T E T Ő
 T E R M É K I S M E R T E T Ő INDUKTÍV KÖZELÍTÉSKAPCSOLÓK Fémes anyagok jelenlétének, közelítésének, helyzetének jellemzésére alkalmasak. Mechanikus működésű jeladók, végálláskapcsolók helyettesítésére
T E R M É K I S M E R T E T Ő INDUKTÍV KÖZELÍTÉSKAPCSOLÓK Fémes anyagok jelenlétének, közelítésének, helyzetének jellemzésére alkalmasak. Mechanikus működésű jeladók, végálláskapcsolók helyettesítésére
SATEL. CA-64 RIASZTÓKÖZPONT (1.04.02-es szoftver verzió) Telepítési útmutató
 Telepítési útmutató") SATEL CA-64 RIASZTÓKÖZPONT (1.04.02-es szoftver verzió) Telepítési útmutató SATEL CA-64 Telepítési útmutató 2 TARTALOMJEGYZÉK A TERMÉK BEMUTATÁSA...3 A RIASZTÓKÖZPONT ÁLTALÁNOS TULAJDONSÁGAI...3 A RENDSZER
SATEL CA-64 RIASZTÓKÖZPONT (1.04.02-es szoftver verzió) Telepítési útmutató SATEL CA-64 Telepítési útmutató 2 TARTALOMJEGYZÉK A TERMÉK BEMUTATÁSA...3 A RIASZTÓKÖZPONT ÁLTALÁNOS TULAJDONSÁGAI...3 A RENDSZER
3. M. 1. L. 1. Bevezetés
 3. M. 1. L. 1. Bevezetés 3. M. 1. L. 1.1, A lecke célja, a villamos szakrajz szerepe a szakember tevékenységében Gondoltunk-e már arra, hogy milyen nagy és szép munkát végeztek a villanyszerelők, amikor
3. M. 1. L. 1. Bevezetés 3. M. 1. L. 1.1, A lecke célja, a villamos szakrajz szerepe a szakember tevékenységében Gondoltunk-e már arra, hogy milyen nagy és szép munkát végeztek a villanyszerelők, amikor
ELEKTRONIKAI MŰSZERÉSZ MESTERVIZSGA KÖVETELMÉNYEI
 ELEKTRONIKAI MŰSZERÉSZ MESTERVIZSGA KÖVETELMÉNYEI I. Az elektronikai műszerész mestervizsgára jelentkezés feltételei 1. Az elektronikai műszerész mestervizsgához szükséges szakképesítési feltételek Az
ELEKTRONIKAI MŰSZERÉSZ MESTERVIZSGA KÖVETELMÉNYEI I. Az elektronikai műszerész mestervizsgára jelentkezés feltételei 1. Az elektronikai műszerész mestervizsgához szükséges szakképesítési feltételek Az
5 Egyéb alkalmazások. 5.1 Akkumulátorok töltése és kivizsgálása. 5.1.1 Akkumulátor típusok
 5 Egyéb alkalmazások A teljesítményelektronikai berendezések két fõ csoportját a tápegységek és a motorhajtások alkotják. Ezekkel azonban nem merülnek ki az alkalmazási lehetõségek. A továbbiakban a fennmaradt
5 Egyéb alkalmazások A teljesítményelektronikai berendezések két fõ csoportját a tápegységek és a motorhajtások alkotják. Ezekkel azonban nem merülnek ki az alkalmazási lehetõségek. A továbbiakban a fennmaradt
Modicon M221 / M241 / M251
 Modicon / M241 / M251 Programozható logikai vezérlők Új vezérlők a Schneider Electric kínálatában kis automatizálási rendszerekhez Könnyen programozható, létrában vagy utasításlistában. Egyszerű alkalmazások
Modicon / M241 / M251 Programozható logikai vezérlők Új vezérlők a Schneider Electric kínálatában kis automatizálási rendszerekhez Könnyen programozható, létrában vagy utasításlistában. Egyszerű alkalmazások
Dokumentációra vonatkozó általános információ
 Dokumentációra vonatkozó általános információ Az alábbi dokumentáció az ACT 201 és ACT 401 sorozatú frekvenciaváltókra érvényes. Gyári beállításokkal mindkét készüléksorozat széles felhasználási körben
Dokumentációra vonatkozó általános információ Az alábbi dokumentáció az ACT 201 és ACT 401 sorozatú frekvenciaváltókra érvényes. Gyári beállításokkal mindkét készüléksorozat széles felhasználási körben
Robotot vezérlő szoftverek fejlesztése Developing robot controller softwares
 Robotot vezérlő szoftverek fejlesztése Developing robot controller softwares VARGA Máté 1, PÓGÁR István 2, VÉGH János 1 Programtervező informatikus BSc szakos hallgató 2 Programtervező informatikus MSc
Robotot vezérlő szoftverek fejlesztése Developing robot controller softwares VARGA Máté 1, PÓGÁR István 2, VÉGH János 1 Programtervező informatikus BSc szakos hallgató 2 Programtervező informatikus MSc
DT13xx Gyújtószikramentes NAMUR / kontaktus leválasztók
 DOC N : DT1361-1393-62 DT13xx Gyújtószikramentes NAMUR / kontaktus leválasztók Felhasználói leírás DT1361, DT1362, DT1363, DT1364, DT1371, DT1372, DT1373, DT1381, DT1382, DT1384, DT1393 típusokhoz Gyártó:
DOC N : DT1361-1393-62 DT13xx Gyújtószikramentes NAMUR / kontaktus leválasztók Felhasználói leírás DT1361, DT1362, DT1363, DT1364, DT1371, DT1372, DT1373, DT1381, DT1382, DT1384, DT1393 típusokhoz Gyártó:
Elektromágneses szivattyú PMA -1
 2.1A-88001-B02 Elektromágneses szivattyú PMA -1 Tartalomjegyzék Oldal Tartalomjegyzék... 2 Biztonsági utasítások... 2 Alkalmazási területek... 3 Felépítés... 3 Üzemeltetés... 4 Összeszerelés és üzembe
2.1A-88001-B02 Elektromágneses szivattyú PMA -1 Tartalomjegyzék Oldal Tartalomjegyzék... 2 Biztonsági utasítások... 2 Alkalmazási területek... 3 Felépítés... 3 Üzemeltetés... 4 Összeszerelés és üzembe
A rendszerbe foglalt reléprogram 1954 óta. Újdonságok - 2012 nyara
 A rendszerbe foglalt reléprogram 1954 óta Újdonságok - 2012 nyara Tartalomjegyzék 72-es sorozat - Feszültségfelügyeleti relék 72.31-es típus - 3-fázisú hálózat felügyelete oldal 1-3 7S sorozat - Relék
A rendszerbe foglalt reléprogram 1954 óta Újdonságok - 2012 nyara Tartalomjegyzék 72-es sorozat - Feszültségfelügyeleti relék 72.31-es típus - 3-fázisú hálózat felügyelete oldal 1-3 7S sorozat - Relék
Elektronikus közelítéskapcsolók
 Elektronikus közelítéskapcsolók A Mechatronikában az érzékelők (szenzorok) szinte minden fajtáját alkalmazzák A közelítéskapcsolók csoportosítása a működési alapelvük szerint: 1. mágneses közelítéskapcsolók;
Elektronikus közelítéskapcsolók A Mechatronikában az érzékelők (szenzorok) szinte minden fajtáját alkalmazzák A közelítéskapcsolók csoportosítása a működési alapelvük szerint: 1. mágneses közelítéskapcsolók;
11.2.1. Joint Test Action Group (JTAG)
") 11.2.1. Joint Test Action Group (JTAG) A JTAG (IEEE 1149.1) protokolt fejlesztették a PC-nyák tesztelő iapri képviselők. Ezzel az eljárással az addigiaktól eltérő teszt eljárás. Az integrált áramkörök
11.2.1. Joint Test Action Group (JTAG) A JTAG (IEEE 1149.1) protokolt fejlesztették a PC-nyák tesztelő iapri képviselők. Ezzel az eljárással az addigiaktól eltérő teszt eljárás. Az integrált áramkörök