Motorgyártás mechanikus megmunkálás Audi Hungaria,
|
|
|
- Győző Fazekas
- 6 évvel ezelőtt
- Látták:
Átírás

1 Motorgyártás mechanikus megmunkálás Audi Hungaria,

2 Négy fő tevékenységi kör Motorgyártás Járműgyártás Szerszámgyártás Műszaki fejlesztés

3 Motorgyártás termékei Teljesítmény 63 kw 449 kw Hengerűrtartalom cm cm 3 Hengerek száma 4 10

4 Gyártási mélység Hengerfej Hajtókar Forgattyúsház Főtengely Vezérműtengely
5 Audi Hungaria Fő tevékenységek Motorgyártás R4 Otto R4 Diesel V6 Otto V6 Diesel V8 Otto V8 Diesel V10 Otto Mechanikus megmunkálás Motorszerelde





6 Audi Hungaria Mechanikus megmunkálás fő komponensek Vezérműtengely Forgattyúsház Hengerfej Forgattyústengely Hajtórúd

7 Termékek - Forgattyúsház Nyersdarab Anyag: acélöntvény / szürkeöntvény / aluminium Készdarab Megmunkáláshoz szükséges eljárások fúrás marás sorjázás dörzsárazás hónolás tömítettségvizsgálat szerelés csapágykengyel csavarozás szerelés záró elemek bepréselése mosás
 Készdarab Megmunkáláshoz szükséges eljárások fúrás")
 finiselés kiegyensúlyozás mérés /")
8 Termékek - Forgattyústengely Nyersdarab Anyag: ötvözött acél (kovácsolt) Készdarab Megmunkáláshoz szükséges eljárások fúrás marás sorjázás esztergálás görgőzés köszörülés hőkezelés (indukciós edzés) finiselés kiegyensúlyozás mérés / csapágyosztályozás mosás


9 Termékek - Hajtórúd Nyersdarab Anyag: ötvözött acél (kovácsolt) Készdarab Megmunkáláshoz szükséges eljárások fúrás marás köszörülés hónolás kiegyensúlyozás mérés / súlyosztályozás furatgörgőzés lézerbemetszés / törés szerelés persely préselés szerelés fedél csavarozás mosás


10 Termékek - Hengerfej Nyersdarab Anyag: alumínium ötvözet Készdarab Megmunkáláshoz szükséges eljárások fúrás marás sorjázás dörzsárazás tömítettségvizsgálat szerelés szelepvezető préselés szerelés szelepülék préselés szerelés záróelemek bepréselése mosás

 hegesztés (lézer) szerelés lánckerék")
11 Termékek - Vezérműtengely Nyersdarab Anyag: - tengely: hidegen húzott, hegesztett, precíziós acélcső - bütyök: ötvözött acél Készdarab Megmunkáláshoz szükséges eljárások köszörülés sorjázás finiselés hőkezelés (nitridálás) hegesztés (lézer) szerelés lánckerék felsajtolás mosás

12 Termék bemutatás AVS AVS = Audi Valvelift System - Az Audi szelepemelkedést vezérlő rendszere
13 Termék bemutatás Vezérmű bütyök Bütykös darab = Nockenstück Több féle típus Mechanikus megmunkáló gépek Megmunkáláshoz szükséges eljárások Fúrás Esztergálás Üregelés Marás Köszörülés Nitridálás Hőkezelési eljárás


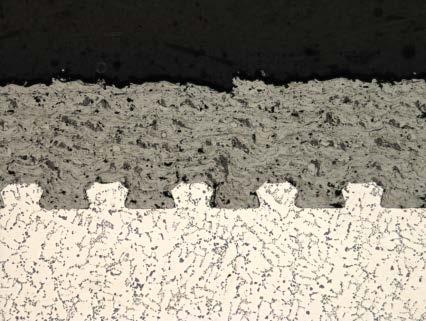
14 Gyártási folyamat AF90 AF100 Mosás, nitridálás AF90 Mosóberendezés Szennyeződések eltávolítása Berendezésgyártó Maschinenbau Silberhorn GmbH AF100 Nitridálás Célja a kopásállóság és hajlítószilárdság növelése magas üzemi hőmérséklet mellett Kezelés időtartama: óra Mosóberendezés Berendezésgyártó IVA Industrieöfen GmbH Vegyületi zóna a nútpálya felületén

: bizonyos nitrogénkoncentrációnál egy nitridréteg keletkezik, ezt nevezik vegyületi zónának Kész darabok kivétele a")
15 Gyártási folyamat AF100 Nitridálás A nitridálás a termikus diffúziós eljárások közé tartozik, esetében csak a darab felületi edzése történik. Hasonló eljárások a szulfidálás, oxidálás és a nitrokarburálás. A gáznitridálás során a fémet C hőmérsékleten ammónia elbomlasztása során keletkező nitrogénnel feldúsítják. A darab felületén két réteg keletkezik: Vegyületi zóna Diffúziós zóna (DS): a felületen belépő nitrogénatomok az anyag belsejébe diffundálnak, ahol karbidok által felvéve a vegyületi zóna közvetlen közelében a szemcsehatárokat megnövelik Diffúziós zóna Vegyületi zóna (VS): bizonyos nitrogénkoncentrációnál egy nitridréteg keletkezik, ezt nevezik vegyületi zónának Kész darabok kivétele a kemencéből, elhelyezés a hűtőasztalon Felület keresztmetszete nitridálás után

16 Gyártási folyamat AF100 Nitridálás A nitridálás céljai Viszonylag könnyű és gyors lágymegmunkálás mellett a végtermék alábbi tulajdonságainak javítása Kopásállóság Szilárdság Korrózióval szembeni ellenállás Élettartam A nitridálás előnyei Nem történik formaváltozás/vetemedés A folyamat során keletkező szennygázokat elégetik környezetbarát megsemmisítés Mosott darabok nitridálás előtt A nitridálás hátrányai Magas médiaszükséglet A megmunkálandó darabok magas fokú tisztasága elengedhetetlen


17 Gyártási folyamat AF100 Nitridálás Nitridálás az Audi Hungaria-nál A technológia bevezetése 2010-ben történt, az AUDI AG egyetlen házon belüli nitridálójaként Korábban a darabokat Magyarországról Németországba szállították nitridálásra A folyamat átlagos időtartama kb óra Felfűtés kb. 4-5 óra Hőntartás / gázelárasztás kb. 6,5 óra Lehűlés kb. 3-5 óra A felfűtés és a lehűlés időtartama a kemencetöltet tehát a darabok és a kosarak tömegétől függ. Nitridálókemence Nitridálókemencék a G1 csarnokban

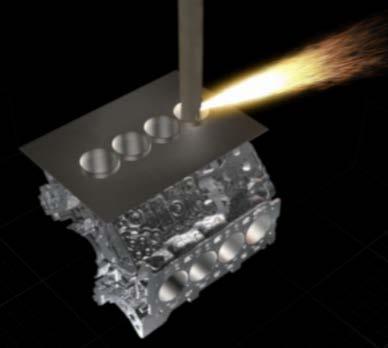
18 Gyártási folyamat AF103 AF110 Elektronsugaras hőkezelés AF103 Kefélő berendezés Tisztítás Szennyeződések, sorja eltávolítás AF110 Elektronsugaras edzés A bütykök magas terhelése miatt a bütyökfelület további edzése szükséges A folyamat során bekövetkező méretváltozás elhanyagolható Berendezésgyártó Pro-Beam GmbH


19 Gyártási folyamat AF110 Elektronsugaras hőkezelés Az elektronsugár edzésre alkalmas A munkadarabot vákuum kamrába kell helyezni A sugárnyaláb intenzitása jól szabályozható, a felület pásztázható Tiszta, jól meghatározott technológiai körülmények hozhatók létre Edzett réteg a bütyök futófelületén
20 Gyártási folyamat Nitridálás és elektronsugaras hőkezelés kapcsolata Nitridálás a teljes felületen Ellenőrzés a vezérlőcsapok hornyaiban Itt a kedvező siklási tulajdonságok és a kopásállóság elérése a cél Keménység Felület: min. 500 HV Vastagság: min 8 μm Elektronsugaras edzés a vezérlő bütykökön Ellenőrzés a futófelületeken Cél a kiemelkedő kopásállóság elérése Keménység Felület: min. 650 HV
21 Gyártási folyamat A kezeléssel elért tulajdonságok Alsó görbe: a nitridált kéreg keménységeloszlása Felső görbe: a nitridálás + ES edzés utáni keménység Az ES edzés után a keménység 0,4 mm mélységben biztosan meghaladja az előírt 550 HV-t, a felületen pedig sokkal nagyobb, mint 650 HV.

 Berendezésgyártó: Supfina Grieshaber GmbH AF128 Végátvétel")

22 Gyártási folyamat AF120 AF128 - Finiselés, végátvétel AF120 Finiselés Szalagfinis-berendezések a bütykök futófelületének finiselésére Finiselés utáni felületi érdesség: Rz= 2,5 (R max 4) Berendezésgyártó: Supfina Grieshaber GmbH AF128 Végátvétel Kész darabok 100%-os ellenőrzése Hibakatalógus szerinti ellenőrzés Darabok automatikus lejelentése SAP-ban Készdarab Hibakatalógus Végátvétel




23 Hajtórúd törése
24 Kisszem megmunkálások Ovális furat: Olajozás javítása Trombita forma: A terhelés hatására elhajló dugattyúcsapszeg okozta terhelés felvétele

25 Kisszem megmunkálások új technológiai irány: Perselynélküli furat Szükséges technológiai paraméterek Maximális központosítási hiba: ±5 μ Előfeszítés: 10 μ Vágósebesség: 100 m/perc Előtolás: 0,05 mm/ford. Gyémánt sugara: 2,75 mm
26 Kisszem megmunkálások új technológiai irány: Perselynélküli furat
 Egyedileg kialakított lapkaszerkezet 60 µm mély profil Alámetszés a mechanikus alakzárásért 150 db-os élettartam (V8-as blokk) PKD betétes lapka 1.")
 Alle Maße *)")
27 Mechanikus felérdesítés 3-lépcsős hengerfurat megmunkálás folyamatábrája Példa: KoVOMo V8 EA825 Profilszerszám (Fa.Walter) Egyedileg kialakított lapkaszerkezet 60 µm mély profil Alámetszés a mechanikus alakzárásért 150 db-os élettartam (V8-as blokk) PKD betétes lapka 1. Schruppen 85,3 ±0,1 Durchmesser Rohteil (Topdeck) *) 83,0 ±0,7 Elő megmunkálás (átmérő kialakítása) 2. Vor-Schlichten 86,0 ±0,02 3. Schlichten 86,30 ±0,01 als Profilstruktur direkt als Vorbereitung für Laser als Vorbereitung für Wasser als letzter Schnitt bei Al-/GG-LB 0,35 0,15 0,06 1,15 plus 5,3 (Ausformschräge) Alle Maße *) gem. 0p E in [mm] mit >1,5 Ausformschräge (Basis WEP) (Stand 08/2015: 2 ) Árokmélység kialakítása (3 lépcsőben) Profil kialakítása (3 lépcsőben) Biztonsági tartalék fogak Fa. Walter, VDI-Z 157 (2015), Nr. 6
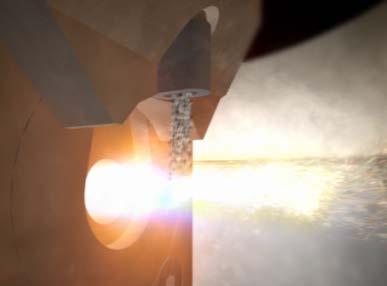

28 APS (atmoszférikus plazma szórás) Új felületi réteg Mikroszkópikus felvétel

29 APS (atmoszférikus plazma szórás) Technológiai előnyei Vékony rétegvastagság (0,1 mm) Öntöttvas persely elhagyása Tömegcsökkenés Bevonatréteg jó olajtartó képessége Belső súrlódás csökkenés Alacsony CO2 kibocsátás
30 Gyártósori sarokszámok / bázisadatok beruházási költség (Mio. EUR) gyártóterület mérete (m₂) gyártósori ütemidő (sec) kapacitás (darab/nap) dolgozók száma (fő/műszak) gyártott típusok száma (darab) vevők (motorszerelde) száma (darab)
31 Szervezeti felépítés Vezető Technik Team Karbantartó mérnök mechanikus Karbantartó mérnök elektromos Szerszámos mérnök Mérőeszközös mérnök 1. Műszak Műszakvezető Teamkoordinátor Berendezéskezelő 1 Berendezéskezelő 2 Berendezéskezelő 3 Berendezéskezelő x Karbantartó 2. Műszak Műszakvezető Teamkoordinátor Berendezéskezelő 1 Berendezéskezelő 2 Berendezéskezelő 3... Berendezéskezelő x Karbantartó 3. Műszak Műszakvezető Teamkoordinátor Berendezéskezelő 1 Berendezéskezelő 2 Berendezéskezelő 3 Berendezéskezelő x Karbantartó
32 Felelősségi körök, feladatok Szerszám (csere, előkészítés) gépkezelés karbantartás rend / tisztaság mérés / méretbeállítás gépzavar elhárítás egyéb Szaktudás utómunka gépjavítás
33 Felelősségi körök, feladatok Költségek gyártási költség leltáreltérés indirekt létszám szerszám költség Folyamatok sori rendelkezésre állás (OEE) termelékenység folyamataudit készletérték anyagselejt termékaudit átfutási idő utómunka munkaselejt Területi mérőszámok, célértékek Vevői elégedettség belső reklamációk (szerelde) külső reklamációk (autógyár / vevő) szállítói hűség Potenciál Ötletek ( ötletek száma / megtakarítást hozó ötlet) egészségi állapot balesetek (száma / súlyossága) típusválaszték csökkentése termelékenység növelés
34 Vállalati célrendszer

35 Audi Hungaria APS rendszer - Veszteségforrások APS Audi Produktion System
36 Minőség Költség Felmerülő költségek Hibaészlelési idő
37 Minőség - Belső szabályzókörök AF10 AF20 AF180 IO IO IO NIO - Selejt - Utómunka NIO - Selejt - Utómunka NIO - Selejt - Utómunka Minőség-ellenőrzés Mérés Termékfelelősség
38 Minőség Maradék szennyeződés EU környezetvédelmi előírások ólommentesítés ólommentes csapágyak alkalmazása a motorgyártásban Előírások / követelmények maradék szennyeződés főtengely: 5 mg / max.2 db µm fémes szennyeződés hengerfej: 7 mg / max.3 db µm fémes szennyeződés Alkalmazott mosási technológiák többlépcsős mosás sorjázás / sorjamentesség megmunkálási technológia útján 100%-ban nem elérhető célzott, magasnyomású mosás ( bar)
39 Gyártási költségek eloszlása 30-35% 20-25% 12-18% 8-12% 7-11% 6-10% Szerszám költségek Karbantartás belső Energia költségek Minőségi költségek Karbantartás külső Üzemi anyagok Szolgáltatási költség Egyéb költségek Utazási költségek
40 Karbantartási rendszerek, TPM
41 OEE (%) OEE (Overall - Equipment - Effectivity) / GAE (Gesamt - Anlagen - Effektivität) Az OEE a gyártósoron belüli ember-gép-rendszer működésének adott termelési időn belüli hatásosságát kifejező mutató gyártósori ütemidő : leglassabb művelet ütemideje IO darabszám: gyártott, jó darabok száma (darab) termelési idő: ütemidő (sec) -> szűk keresztmetszet (sec)
42 Sori rendelkezésre állás OEE (%) 100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0% OEE Veszteség
43 Gyártási veszteségek eloszlása % 3-5% 3-5% 2-4% 1,5-3% technikai veszteség tervezett TPM szerszám miatti veszteség minőségi veszteség átszerelési veszteség kísérlet teljesítmény veszteség szervezési veszteség
44 Folyamatok, fejlesztések 40% Ráció Termelékenység 35% 30% 25% 20% 15% 10% 5% 0% KVP SOP EOP Idő
45 Köszönöm a figyelmet!
Motorgyártás mechanikus megmunkálás. Audi Hungaria,
 Motorgyártás mechanikus megmunkálás Audi Hungaria, 2017.02.15. 2 Négy fő tevékenységi kör Motorgyártás Járműgyártás Szerszámgyártás Műszaki fejlesztés 3 Motorgyártás termékei Teljesítmény 63 kw 449 kw
Motorgyártás mechanikus megmunkálás Audi Hungaria, 2017.02.15. 2 Négy fő tevékenységi kör Motorgyártás Járműgyártás Szerszámgyártás Műszaki fejlesztés 3 Motorgyártás termékei Teljesítmény 63 kw 449 kw
Motorgyártás mechanikus megmunkálás Horváth Gábor,
 Motorgyártás mechanikus megmunkálás Horváth Gábor, 2016.02.17 Négy fő tevékenységi kör 2 Horváth, Gábor G/P3-1, 2016.02.17 Motorgyártás termékei 3 Horváth, Gábor G/P3-1, 2016.02.17 Gyártási mélység 4 Horváth,
Motorgyártás mechanikus megmunkálás Horváth Gábor, 2016.02.17 Négy fő tevékenységi kör 2 Horváth, Gábor G/P3-1, 2016.02.17 Motorgyártás termékei 3 Horváth, Gábor G/P3-1, 2016.02.17 Gyártási mélység 4 Horváth,
Audi Hungaria a jövőorientált vállalat - 2012 Motorgyártás, mechanikus megmunkálás
 Audi Hungaria a jövőorientált vállalat - 2012 Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 Janó László G/P4-5 2012.11.12 Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8
Audi Hungaria a jövőorientált vállalat - 2012 Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 Janó László G/P4-5 2012.11.12 Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8
Motorgyártás mechanikus megmunkálás Handout 2011.03.09 Budapesti Mőszaki és Gazdaságtudományi Egyetem Elıadó: Horváth Gábor 4 hengeres Otto
 Motorgyártás mechanikus megmunkálás Handout 2011.03.09 Budapesti Mőszaki és Gazdaságtudományi Egyetem Elıadó: Horváth Gábor 4 hengeres Otto hajtókargyártás vezetıje Tartalom 1 Bevezetés 2 A gyártási mélység
Motorgyártás mechanikus megmunkálás Handout 2011.03.09 Budapesti Mőszaki és Gazdaságtudományi Egyetem Elıadó: Horváth Gábor 4 hengeres Otto hajtókargyártás vezetıje Tartalom 1 Bevezetés 2 A gyártási mélység
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Általános adatok. Steinhoff GmbH & Cie. OHG 1908, Friedrich Steinhoff. Ügyvezetők: Steinhoff Karl és Otto ők a 4. generáció
 Cégáttekintés 1 Általános adatok Steinhoff GmbH & Cie. OHG Alapítás: 1908, Friedrich Steinhoff Ügyvezetők: Steinhoff Karl és Otto ők a 4. generáció Székhely: Dinslaken (Düsseldorftól 50 kmre északra) Alapterület:
Cégáttekintés 1 Általános adatok Steinhoff GmbH & Cie. OHG Alapítás: 1908, Friedrich Steinhoff Ügyvezetők: Steinhoff Karl és Otto ők a 4. generáció Székhely: Dinslaken (Düsseldorftól 50 kmre északra) Alapterület:
Az Audi Hungaria Motor Kft. logisztikai rendszere Motorszállító paletta a jelenlegi és a jövőbeni koncepció összehasonlítása
 Motorszállító paletta a jelenlegi és a jövőbeni koncepció összehasonlítása Jelenlegi koncepció Tervezett / jövőbeni koncepció Alapkeret Standard Betét 2x Motorspecifikus Motorspecifikus Tartalma: 1 db
Motorszállító paletta a jelenlegi és a jövőbeni koncepció összehasonlítása Jelenlegi koncepció Tervezett / jövőbeni koncepció Alapkeret Standard Betét 2x Motorspecifikus Motorspecifikus Tartalma: 1 db
. -. - Baris A. - Varga G. - Ratter K. - Radi Zs. K.
 2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
ALVAR 14 Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Felületi hőkezelések Dr. Hargitai Hajnalka, február 18.
 Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Szakmai ismeretek II.
 Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés.
 BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés. Nyomásos öntés A sikeres öntéshez az Oerlikon Balzers az Ön megbízható partnere! A
BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés. Nyomásos öntés A sikeres öntéshez az Oerlikon Balzers az Ön megbízható partnere! A
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Elõnemesített keretanyag
 SZERSZÁMACÉL ISMERTETÕ HOLDAX Elõnemesített keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A HOLDAX egy vákumkezelt króm-molibdénacél, mely edzett és megeresztett
SZERSZÁMACÉL ISMERTETÕ HOLDAX Elõnemesített keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A HOLDAX egy vákumkezelt króm-molibdénacél, mely edzett és megeresztett
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN
 HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Négyszögrúd. Körrúd. Ötvözet: EN-AW-6060, 6063, 6005A Súly (kg/m) = 0,0027 x a2 mm (ha r=0) Hossz 6 méter. * EN-AW-6082 (AlMgSi1) Sapa profil
 = 0,0027 x a2 mm (ha r=0) Hossz 6 méter. * EN-AW-6082 (AlMgSi1) Sapa profil") Négyszögrúd (kg/m) = 0,0027 x a2 mm (ha r=0) a r kg/m a r kg/m 40098 * 8 1 0,172 40071 * 22 1 1,306 40001 * 10 1 0,270 40026 * 25 1 1,687 40004 * 12 1 0,389 40031 * 30 1,5 2,430 40007 * 14 1 0,529 40083
Négyszögrúd (kg/m) = 0,0027 x a2 mm (ha r=0) a r kg/m a r kg/m 40098 * 8 1 0,172 40071 * 22 1 1,306 40001 * 10 1 0,270 40026 * 25 1 1,687 40004 * 12 1 0,389 40031 * 30 1,5 2,430 40007 * 14 1 0,529 40083
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
TPM egy kicsit másképp Szollár Lajos, TPM Koordinátor
 TPM egy kicsit másképp Szollár Lajos, TPM Koordinátor 2013.06.18 A TPM A TPM a Total Productive Maintenance kifejezés rövidítése, azaz a teljes, a gyártásba integrált karbantartást jelenti. A TPM egy állandó
TPM egy kicsit másképp Szollár Lajos, TPM Koordinátor 2013.06.18 A TPM A TPM a Total Productive Maintenance kifejezés rövidítése, azaz a teljes, a gyártásba integrált karbantartást jelenti. A TPM egy állandó
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Beszállítói kooperációs börze fémipari megmunkálás, gépgyártás. Cégprofilok
 Beszállítói kooperációs börze fémipari megmunkálás, gépgyártás Győr, Nemzetközi Kereskedelmi Központ 9021 Győr, Szent István u. 10/A. 2013. június 13. Cégprofilok 2013. május 20-ig bejelentkezett cégek
Beszállítói kooperációs börze fémipari megmunkálás, gépgyártás Győr, Nemzetközi Kereskedelmi Központ 9021 Győr, Szent István u. 10/A. 2013. június 13. Cégprofilok 2013. május 20-ig bejelentkezett cégek
Belsőégésű motor hengerfej geometriai érzékenység-vizsgálata Geometriai építőelemek változtatásának hatása a hengerfej szilárdsági viselkedésére
 Belsőégésű motor hengerfej geometriai érzékenység-vizsgálata Geometriai építőelemek változtatásának hatása a hengerfej szilárdsági viselkedésére Néhány példa a C3D Műszaki Tanácsadó Kft. korábbi munkáiból
Belsőégésű motor hengerfej geometriai érzékenység-vizsgálata Geometriai építőelemek változtatásának hatása a hengerfej szilárdsági viselkedésére Néhány példa a C3D Műszaki Tanácsadó Kft. korábbi munkáiból
passion for precision Sphero-CVD Keményfém nagy teljesítményű marása gyémánt marószerszámokkal
 passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
Duplex felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
fémtömegcikk-gyártás és technológia tervezés
 fémtömegcikk-gyártás és technológia tervezés Tisztelt Ügyfelünk, Partnerünk! A Bálind Kft. egy 1987-ben alakult, egyéni vállalkozás jogutódjaként jött létre. Átlagos létszáma 50 100 fõ. Cégünk üzletfilozófiája
fémtömegcikk-gyártás és technológia tervezés Tisztelt Ügyfelünk, Partnerünk! A Bálind Kft. egy 1987-ben alakult, egyéni vállalkozás jogutódjaként jött létre. Átlagos létszáma 50 100 fõ. Cégünk üzletfilozófiája
Anyagszerkezet és vizsgálat
 SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
A motortól a kész járműig A haladás technikája (2015. február) Motorgyártás, mechanikus megmunkálás
 Motorgyártás, mechanikus megmunkálás") (2015. február) Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 ECS / Janó L (G/P4-5) Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8 / V10 / V12 Mechanikus megmunkálás Motorszerelde
(2015. február) Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 ECS / Janó L (G/P4-5) Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8 / V10 / V12 Mechanikus megmunkálás Motorszerelde
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
Multicut XF simítómaró Surface Master new!
 passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
Az OEE fogalma és mérése egy OEE projekt tapasztalatai
 Az OEE fogalma és mérése egy OEE projekt tapasztalatai A.A. Stádium Kft. Péczely Csaba TPM-klub, Budapest 2013. október 8. Bemutatkozás A.A. Stádium Kft. 1984 alapítva műszaki diagnosztika 1996 termelékenység-fejlesztés
Az OEE fogalma és mérése egy OEE projekt tapasztalatai A.A. Stádium Kft. Péczely Csaba TPM-klub, Budapest 2013. október 8. Bemutatkozás A.A. Stádium Kft. 1984 alapítva műszaki diagnosztika 1996 termelékenység-fejlesztés
EMAS a gyakorlatban: előnyök, tapasztalatok
 EMAS a gyakorlatban: előnyök, tapasztalatok INFRA 25097 workshop Budapest, 2007. október 10-11. AUDI HUNGARIA MOTOR Kft. Üzemi Környezetvédelem Torma A., környezetvédelmi mérnök TARTALOM Tartalom I. I.
EMAS a gyakorlatban: előnyök, tapasztalatok INFRA 25097 workshop Budapest, 2007. október 10-11. AUDI HUNGARIA MOTOR Kft. Üzemi Környezetvédelem Torma A., környezetvédelmi mérnök TARTALOM Tartalom I. I.
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat, keménységmérés
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A korszerű motorfelújítás. A modern kori gordiuszi csomó
 A korszerű motorfelújítás A modern kori gordiuszi csomó Miért van szükség motorfelújításra? Használatból eredő kopás Miért van szükség motorfelújításra? Rendkívüli meghibásodás Hol lehet alkalmazni a motorfelújítást?
A korszerű motorfelújítás A modern kori gordiuszi csomó Miért van szükség motorfelújításra? Használatból eredő kopás Miért van szükség motorfelújításra? Rendkívüli meghibásodás Hol lehet alkalmazni a motorfelújítást?
Négyszögrúd. Körrúd. Ötvözet: EN-AW-6060, 6063, 6005A Súly (kg/m) = 0,0027 x a2 mm (ha r=0) Hossz 6 méter. * EN-AW-6082 (AlMgSi1) Sapa profil
 = 0,0027 x a2 mm (ha r=0) Hossz 6 méter. * EN-AW-6082 (AlMgSi1) Sapa profil") Négyszögrúd (kg/m) = 0,0027 x a2 mm (ha r=0) a r kg/m a r kg/m 40098 * 8 1 0,172 40071 * 22 1 1,306 40001 * 10 1 0,270 40026 * 25 1 1,687 40004 * 12 1 0,389 40031 * 30 1,5 2,430 40007 * 14 1 0,529 40083
Négyszögrúd (kg/m) = 0,0027 x a2 mm (ha r=0) a r kg/m a r kg/m 40098 * 8 1 0,172 40071 * 22 1 1,306 40001 * 10 1 0,270 40026 * 25 1 1,687 40004 * 12 1 0,389 40031 * 30 1,5 2,430 40007 * 14 1 0,529 40083
Corvus Aircraft Kft Tervezési, gyártási technológiák. Győr, 2008. április 16.
 Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Tisztelt Olvasó! Nagy örömömre szolgál, hogy átnyújthatom Önnek ezt a színvonalas kiadványt melyet cégem fennállásának 20. évfordulójára készítettünk.
 Tisztelt Olvasó! Nagy örömömre szolgál, hogy átnyújthatom Önnek ezt a színvonalas kiadványt melyet cégem fennállásának 20. évfordulójára készítettünk. A célom az volt, hogy az eddig elért eredményeinket
Tisztelt Olvasó! Nagy örömömre szolgál, hogy átnyújthatom Önnek ezt a színvonalas kiadványt melyet cégem fennállásának 20. évfordulójára készítettünk. A célom az volt, hogy az eddig elért eredményeinket
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
1 Cím vagy név, Terület, Dátum
 1 Cím vagy név, Terület, Dátum A Munkatársi Ajánlási Program Az Audi Hungaria munkatársaiként többször bizonyítottuk már, hogy a legjobbak közé tartozunk. A program keretében kollegáink kapcsolatrendszerét
1 Cím vagy név, Terület, Dátum A Munkatársi Ajánlási Program Az Audi Hungaria munkatársaiként többször bizonyítottuk már, hogy a legjobbak közé tartozunk. A program keretében kollegáink kapcsolatrendszerét
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Golyós hüvely Raktári program
 Golyós hüvely Raktári program A Tech-Con Hungária Kft. lineáris technika kategóriájában megtalálhatóak az NTN-SNR kiváló minőségű termékei. Mint tervező, fejlesztő és gyártó, az NTN-SNR a világ harmadik
Golyós hüvely Raktári program A Tech-Con Hungária Kft. lineáris technika kategóriájában megtalálhatóak az NTN-SNR kiváló minőségű termékei. Mint tervező, fejlesztő és gyártó, az NTN-SNR a világ harmadik
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Foglalkozási napló. Gyártósori gépbeállító 10. évfolyam
 Foglalkozási napló a 20 /20. tanévre Gyártósori gépbeállító 10. évfolyam (OKJ száma: 34 521 05) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre Gyártósori gépbeállító 10. évfolyam (OKJ száma: 34 521 05) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Handout - Egy motorgyár létesítése
 Handout - Egy motorgyár létesítése 1 Horváth Gábor G/P4-55 Gábor, 2011.09.20. Az AUDI AG Története - Technológia, Innováció, Tradíció 1873 NSU 1885 1899 1907 Wanderer Horch DKW 1909 Audi 1960 NSU Motorenwerke
Handout - Egy motorgyár létesítése 1 Horváth Gábor G/P4-55 Gábor, 2011.09.20. Az AUDI AG Története - Technológia, Innováció, Tradíció 1873 NSU 1885 1899 1907 Wanderer Horch DKW 1909 Audi 1960 NSU Motorenwerke
Gyártástevezés és Dokumentáció egysége Fejes Sándor, 2009.11.18
 Gyártástevezés és Dokumentáció egysége Fejes Sándor, 2009.11.18 Tartalom Magamról Audi Gyártástervezési osztály és tevékenysége Gyártás alappillérei Gyártási folyamat megválasztása Költségek (beruházás,
Gyártástevezés és Dokumentáció egysége Fejes Sándor, 2009.11.18 Tartalom Magamról Audi Gyártástervezési osztály és tevékenysége Gyártás alappillérei Gyártási folyamat megválasztása Költségek (beruházás,
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Műszaki leírás Főbb jellemzők
 RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
ADRENALEAN. A gyártó területeken. Mákos Csaba. Működtetési Igazgató, Opel Szentgotthárd Kft. www.opel.com
 ADRENALEAN A gyártó területeken Mákos Csaba Működtetési Igazgató, Opel Szentgotthárd Kft. www.opel.com Előadás felépítése: Definíciók (Lean, CIP, Túlszabályozás) Példák a múltból Jó és rossz példák a shop
ADRENALEAN A gyártó területeken Mákos Csaba Működtetési Igazgató, Opel Szentgotthárd Kft. www.opel.com Előadás felépítése: Definíciók (Lean, CIP, Túlszabályozás) Példák a múltból Jó és rossz példák a shop
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
NEAEN VarioT KAPARTFALÚ HŐCSERÉLŐ
 Food Processing Equipment NEAEN VarioT KAPARTFALÚ HŐCSERÉLŐ A NEAEN VarioT kapartfalú hőcserélő professzionális, a lehető legjobb megoldást jelenti különböző gyártási folyamatokban. A termék tulajdonságaitól,
Food Processing Equipment NEAEN VarioT KAPARTFALÚ HŐCSERÉLŐ A NEAEN VarioT kapartfalú hőcserélő professzionális, a lehető legjobb megoldást jelenti különböző gyártási folyamatokban. A termék tulajdonságaitól,
1 Cím vagy név, Terület, Dátum
 1 Cím vagy név, Terület, Dátum A Munkatársi Ajánlási Program Az Audi Hungaria munkatársaiként többször bizonyítottuk már, hogy a legjobbak közé tartozunk. A program keretében kollegáink kapcsolatrendszerét
1 Cím vagy név, Terület, Dátum A Munkatársi Ajánlási Program Az Audi Hungaria munkatársaiként többször bizonyítottuk már, hogy a legjobbak közé tartozunk. A program keretében kollegáink kapcsolatrendszerét
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Innováció a Transzformátorgyárban. Siemens Zrt. Szeged, Hipszki Gyula. Siemens AG All Rights Reserved. Page 1
 Innováció a Transzformátorgyárban Siemens Zrt. Szeged, 2011.09.15. Hipszki Gyula Page 1 1996 óta a megduplázott létszámmal a forgalom több mint hússzorosára emelkedett Részlet a Transzformátorgyár történetéből:
Innováció a Transzformátorgyárban Siemens Zrt. Szeged, 2011.09.15. Hipszki Gyula Page 1 1996 óta a megduplázott létszámmal a forgalom több mint hússzorosára emelkedett Részlet a Transzformátorgyár történetéből:
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08.
 Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
ThyssenKrupp Materials Austria GmbH
 GmbH Konszern organizáció, felépítés Business Area Materials Services 2 TKMA vállalat története 3 Központi Raktár - Freudenauer kikötő 8.000 m² csarnokfelület 1.200 m² irodaterület 69 dolgozó 17 db szalagfűrészgép
GmbH Konszern organizáció, felépítés Business Area Materials Services 2 TKMA vállalat története 3 Központi Raktár - Freudenauer kikötő 8.000 m² csarnokfelület 1.200 m² irodaterület 69 dolgozó 17 db szalagfűrészgép
Ezen katalógusban azok a tömör keményfém
 F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Alumínium ötvözetek aszimmetrikus hengerlése
 A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
Melléklet MŰSZAKI PARAMÉTEREK. MVD ishear B / SZAKMAI JELLEMZŐK. Mechanikus lemezolló gép
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Különleges megmunkálási technológiák M_aj003_1
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
DURMA AD-S típusú hidraulikus CNC élhajlító
 DURMA AD-S típusú hidraulikus CNC élhajlító A DURMA CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában.
DURMA AD-S típusú hidraulikus CNC élhajlító A DURMA CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában.
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Árlista 2014.09.01-től tartozékok
 HSS-R fémfúrók Alkalmas ötvözött és ötvözetlen acélhoz 900 N/mm² szakítószilárdságig Nagyfokú rugalmasság a melegen történő alakításnak köszönhetően Csekély törésveszély különösen 6 mm-es átmérőnél kisebb
HSS-R fémfúrók Alkalmas ötvözött és ötvözetlen acélhoz 900 N/mm² szakítószilárdságig Nagyfokú rugalmasság a melegen történő alakításnak köszönhetően Csekély törésveszély különösen 6 mm-es átmérőnél kisebb
DURMA HRB-3, HRB-4 típusú hidraulikus hengerítő
 DURMA HRB-3, HRB-4 típusú hidraulikus hengerítő A DURMAZLAR CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában.
DURMA HRB-3, HRB-4 típusú hidraulikus hengerítő A DURMAZLAR CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában.
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
MOSÓ, STERILIZÁLÓ ÉS SZÁRÍTÓ SZÁLLÍTÓSZALAG BERENDEZÉS
 Food Processing Equipment NEAEN CleanJar MOSÓ, STERILIZÁLÓ ÉS SZÁRÍTÓ SZÁLLÍTÓSZALAG BERENDEZÉS A berendezést üveg, fém és műanyagkannák, üveg és más tartályok tisztítására és sterilizálására tervezték
Food Processing Equipment NEAEN CleanJar MOSÓ, STERILIZÁLÓ ÉS SZÁRÍTÓ SZÁLLÍTÓSZALAG BERENDEZÉS A berendezést üveg, fém és műanyagkannák, üveg és más tartályok tisztítására és sterilizálására tervezték
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Műanyagok forgácsolása és mechanikus rögzítése A hőre lágyuló műanyag termékek és különösen a habosított vagy méhsejtszerű belső maggal és tömör felülettel ellátott alkatrészek tömegcsökkentést
MŰANYAGOK FELDOLGOZÁSA Műanyagok forgácsolása és mechanikus rögzítése A hőre lágyuló műanyag termékek és különösen a habosított vagy méhsejtszerű belső maggal és tömör felülettel ellátott alkatrészek tömegcsökkentést