20. hét - A szimuláció, RP
|
|
|
- Júlia Dudásné
- 9 évvel ezelőtt
- Látták:
Átírás
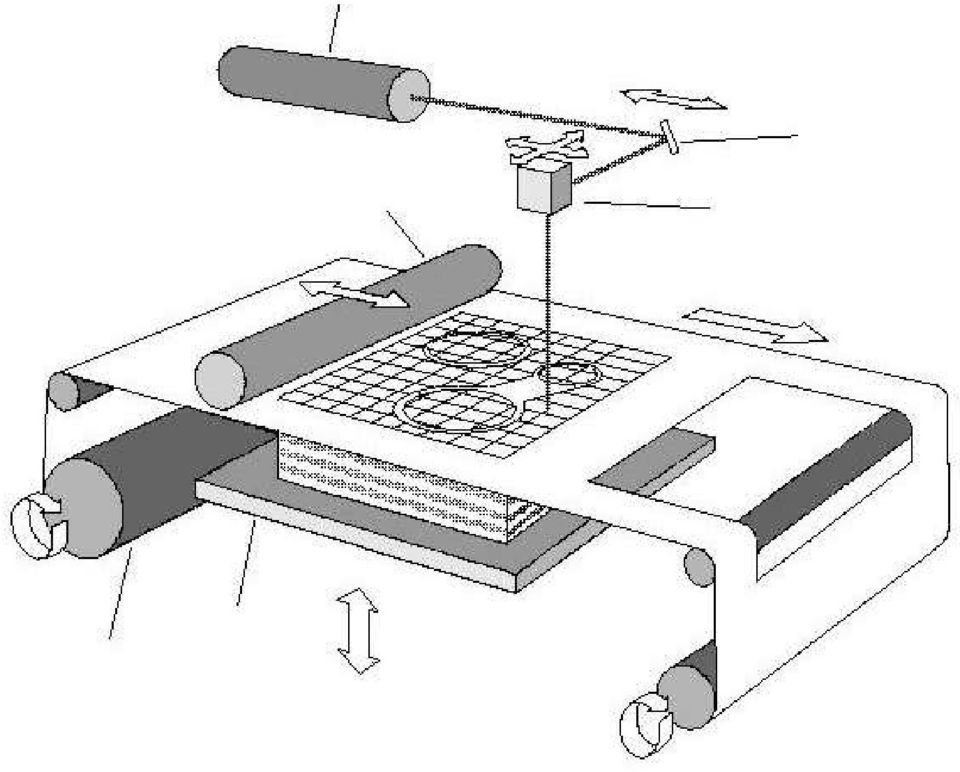
1 20. hét - A szimuláció, RP A szimuláció egy másik rendszerrel, amely bizonyos vonatkozásban hasonló az eredetihez, utánozzuk egy rendszer viselkedését, vagyis az eredeti rendszer modelljét kapjuk meg vele. Modelltípusok: 1. Szerkezeti modell Pl.:folyamatábrák, grafikonok.. Gyors elsı benyomást keltenek a tervezés tárgyának megjelenési formájáról, mőködésérıl, gyártási lehetıségeirıl. Gyakran új ötletek forrásaként is felhasználható. 2. Ikonos modellek Pl.: képek, rajzok, makettek, minták, léptékhelyes modellek. Ha a rendszer viselkedését nem lehet matematikai összefüggésekkel leírni, akkor az ikonos modellek vizsgálatához kell folyamodni. 3. Analóg modellek Az analóg modellekben az eredeti valamely tulajdonságát a modell egy másik tulajdonsága reprezentálja. (pl.:hıvezetési folyamat vizsgálható villamos vezetési modellel.) 4. Matematikai modellek a, elsıdleges matematikai modellek: fizikai, kémiai összefüggések. Alapelvek felhasználásával írják le a rendszer, vagy a termék viselkedését. Pl.: egy adott súllyal terhelt rúd lehajlását leíró összefüggés. b, másodlagos (származtatott) matematikai modellek: pl.: két azonos anyagú, de eltérı geometriájú rúd vizsgálata. RP: Rapid Prototyping, avagy gyors prototípus- készítés A gyors prototípus- készítésre és modellezésre szolgáló eljárásokat három nagy csoportba lehet osztani: Számítógépes szimuláció Nagysebességő forgácsolás Anyagépítı eljárások 1.1 Számítógépes szimuláció Az új tervezési stratégiák megkövetelik, hogy a tervezés a kezdetektıl a termék elkészüléséig számítógépen történjen. A számítógépes szimuláció a leggyorsabb és általában a legolcsóbb eljárás, ezért már most is igen széles körben használják a gyártmányfejlesztés során. Az erre szolgáló rendszerekkel a termék legkülönbözıbb fizikai tulajdonságai, funkcionális viselkedése és a gyárthatósága is ellenırizhetık. A leggyakrabban használt rendszerek az alkatrész mechanikai tulajdonságairól szolgáltatnak információkat (szilárdság, teherbírás, deformációk stb.) Itt kiszőrhetık azok a durva tervezési hibák, melyek a valóságban megvalósíthatatlan méretláncot eredményeznek, illetve nem teszik lehetıvé az alkatrészek szerelését. 1.2 Nagysebességő forgácsolás Az eljárással rövid idı alatt elkészíthetık olyan alkatrészek, melyek forgácsolással

2 (jellemzıen marással) elıállíthatók. Az eljárással egyaránt elıállíthatók kizárólag csak egy geometriai formát megtestesítı alkatrészek, melyek a vizuális megjelenítést szolgálják, vagy formázóminta szerepét tölthetik be, és beépíthetı alkatrészek is. Az elsı csoport valamilyen könnyen forgácsolható anyagból ( PA, PS habok, fa, mőfa ) készül, míg a második csoport a tervezı által elıírt, a megkívánt tulajdonságoknak megfelelı anyagból ( alumínium, acélok, nemesítve vagy edzve is ), szálerısítéső mőanyagok, esetleg kerámiák). Az eljárással tehát alkatrészek, szerszámelemek is rövid idı alatt ( néhány perc- néhány óra ) elıállíthatók. 1.3 Anyagépítı eljárások Az anyagépítı eljárások közös jellemzıje az, hogy az elkészítendı alkatrészt valamilyen határozatlan geometriájú anyagból (folyadék, olvadék, vagy por) vagy egyszerő alakú testekbıl ( huzal, fólia ) építik föl. A gyártás lépései a következık. Az anyagépítı eljárások a kívánt alkatrészt rétegekbıl építik fel, az itt vázolt folyamatnak megfelelıen: Az alkatrész CAD modelljének az elkészítése. Itt csak a 3D modellekkel dolgozó tervezırendszerek jöhetnek szóba, a síkbeli ábrákat készítı egyszerő rajzolóprogramok ( pl.autocad ) nem. A modellt az eljárás jellegének, a technológiai lehetıségeknek megfelelı vastagságú rétegekre bontják. Meghatározzák az egyes rétegeken belül a kontúrokat, valamint azt, hogy a kontúrok melyik oldalán van anyag, és melyiken nincs. Az így elkészített síkidomokra az eljárásnak megfelelı szerszámpályákat generálnak, illetve elkészítik az adott réteg felépítéséhez szükséges maszkot. Elkészítik az elsı réteget. A következı rétegek elkészítése azonos módon történik Sztereolitográfia (STL) Az elsı lépésben az asztalt a beállított rétegvastagságnak megfelelı mélységbe süllyesztik az oldatba. Az asztal fölött mozgatott lappal vagy kefével egyenletesen elterítik a folyadékréteget. Ahol a modell adott rétegében anyag van, ott a lézersugárral végigpásztázzák az oldatot, melynek hatására ott megszilárdul. Ahol a folyadékot nem érte a lézersugár ott folyékony marad Layer by layer solidification Az eljárás hasonlít a sztereolitográfiához, azzal a különbséggel, hogy az oldat nem lézerfény hanem UV- sugárzás hatására szilárdul meg. A folyamat során elkészítik az egyes rétegeknek megfelelı maszkokat, melyeken keresztül az adott réteget megvilágítják. A maszk készülhet fotografikus úton vagy fóliára történı nyomtatással, illetve elektronikus úton, az írásvetítıkhöz alkalmazható számítógép- projektorokhoz hasonló LCD megjelenítıvel.
 készül, míg a második csoport a tervezı által elıírt, a megkívánt tulajdonságoknak megfelelı anyagból ( alumínium,")
3 D extrudálás Az elıállítás során szintén rétegekbıl épül fel a darab, de az elızı két módszertıl eltérıen olvadékból. A gép egy 3 vagy 5 tengely mentén mozgatható kismérető extrudert tartalmaz, melyben a betáplált huzal megolvad, és a fúvókán kilépve az adott helyen ismét megszilárdul. A fúvóka megfelelı mozgatásával alakul ki a munkadarab. Az ömledék a fúvókából viszonylag kis sebességgel, folyamatosan lép ki Szelektív lézeres szinterelés (SLS ) Ezzel a módszerrel porból készítik el a munkadarabot, rétegenként építkezve. A megfelelı vastagságban elterített port egy lézersugár végigpásztázza azokon a helyeken, ahol a modellben az adott rétegben anyag van. A lézersugár hı hatására a szemcsék részlegesen összeolvadnak, szinterelıdnek.
 Ezzel a módszerrel porból készítik el a munkadarabot, rétegenként építkezve.")
4 D nyomtatás (3DP) A módszer hasonlít a szelektív lézeres szintereléshez, szintén porból dolgozik, de itt a port egy megfelelı pályán mozgatott fúvókából a por felszínére juttatott ragasztó rögzíti Laminated Object Manufacturing ( LOM ) Az eljárás fóliát használ kiinduló anyagként. A berendezés egy függılegesesen mozgatható asztalból, egy lézerfény-forrásból és a pásztázást végzı optikai egységbıl áll, valamint a papír továbbítását és összeragasztását végzı egységekbıl. Az elkészítés során elıször a legalsó réteget ragasztják a gép mozgatható asztalára. A fólia, vagy papír egyik oldala hıre érzékeny ragasztóval van bevonva. A fóliát egy főtött hengerrel simítják rá az elızı rétegre, miközben a melegítés hatására odaragad. Ezután a munkadarab adott síkjában levı kontúrvonalakat a lézer a körbevágja, és a hulladékot négyszögekre vágja, a könnyebb eltávolítás végett.

5
Gyors prototípusgyártás Rapid Prototyping (RP)
") 1 Gyors prototípusgyártás Rapid Prototyping (RP) KF GAMF KAR GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK Készítette: Fülöp György tudományos segédmunkatárs Szerkeszti: Dr. Kodácsy János tanszékvezető főiskolai tanár
1 Gyors prototípusgyártás Rapid Prototyping (RP) KF GAMF KAR GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK Készítette: Fülöp György tudományos segédmunkatárs Szerkeszti: Dr. Kodácsy János tanszékvezető főiskolai tanár
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09.
 2009.11.09.") Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Anyagi modell előállítása virtuális modellből a gyorsprototípus készítés
 Anyagi modell előállítása virtuális modellből a gyorsprototípus készítés A modellek és prototípusok szerepe a termékfejlesztésben A generatív gyártási eljárások jellemzői A réteginformációk előállítása
Anyagi modell előállítása virtuális modellből a gyorsprototípus készítés A modellek és prototípusok szerepe a termékfejlesztésben A generatív gyártási eljárások jellemzői A réteginformációk előállítása
Modellezés és szimuláció a tervezésben
 Modellezés és szimuláció a tervezésben Szimuláció: egy másik rendszerrel - amely bizonyos vonatkozásokban hasonló az eredeti rendszerhez - utánozzuk egy rendszer viselkedését, vagyis az eredeti rendszer
Modellezés és szimuláció a tervezésben Szimuláció: egy másik rendszerrel - amely bizonyos vonatkozásokban hasonló az eredeti rendszerhez - utánozzuk egy rendszer viselkedését, vagyis az eredeti rendszer
A gyártástervezés modelljei. Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
6. Gyors prototípus készítés. 6.1 Történeti áttekintés
 6. Gyors prototípus készítés 6.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
6. Gyors prototípus készítés 6.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Méretlánc (méretháló) átrendezés elmélete
 átrendezés elmélete") Méretlánc (méretháló) átrendezés elmélete Tőrés, bázis fogalma és velük kapcsolatos szabályok: Tőrés: A beszerelendı, vagy megmunkálandó alkatrésznek a névleges és a valós mérete közötti megengedhetı legnagyobb
Méretlánc (méretháló) átrendezés elmélete Tőrés, bázis fogalma és velük kapcsolatos szabályok: Tőrés: A beszerelendı, vagy megmunkálandó alkatrésznek a névleges és a valós mérete közötti megengedhetı legnagyobb
3D számítógépes geometria és alakzatrekonstrukció
 3D számítógépes geometria és alakzatrekonstrukció 3D nyomtatás http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr. Salvi Péter BME, Villamosmérnöki
3D számítógépes geometria és alakzatrekonstrukció 3D nyomtatás http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr. Salvi Péter BME, Villamosmérnöki
3. Gyors prototípus készítés. 3.1 Történeti áttekintés
 3. Gyors prototípus készítés 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
3. Gyors prototípus készítés 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
3. Gyors prototípus készítés (rapid prototyping)
") 3. Gyors prototípus készítés (rapid prototyping) 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, Kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása
3. Gyors prototípus készítés (rapid prototyping) 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, Kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása
3D nyomtatás. Történelme és típusai
 3D nyomtatás Történelme és típusai Irányzatok additív szubtraktív Additív 3D nyomtatás - az első lépés A 3D nyomtatás 1955-ben érett meg gondolatként, az MIT két doktorandusza, Jim Bredt és Tim Anderson
3D nyomtatás Történelme és típusai Irányzatok additív szubtraktív Additív 3D nyomtatás - az első lépés A 3D nyomtatás 1955-ben érett meg gondolatként, az MIT két doktorandusza, Jim Bredt és Tim Anderson
Ipari Lézerek és Alkalmazásaik
 Ipari Lézerek és Alkalmazásaik A lézer LASER: Light Amplification by Stimulated Emission of Radiation vagyis: fény erısítése sugárzás stimulált kibocsátásával Lézerfény tulajdonságai: monokromatikus, egyszínő
Ipari Lézerek és Alkalmazásaik A lézer LASER: Light Amplification by Stimulated Emission of Radiation vagyis: fény erısítése sugárzás stimulált kibocsátásával Lézerfény tulajdonságai: monokromatikus, egyszínő
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
CAD technikák Rapid prototyping történeti előzmények, RPT berendezések és technológiák.
 Rapid prototyping történeti előzmények, RPT berendezések és technológiák. XII. előadás 2008. május 5. Történeti előzmények Az 1890-es évek elején J.E. Blanther (1892) javasolt egy 3D-s formázó eljárást
Rapid prototyping történeti előzmények, RPT berendezések és technológiák. XII. előadás 2008. május 5. Történeti előzmények Az 1890-es évek elején J.E. Blanther (1892) javasolt egy 3D-s formázó eljárást
Z Corp. ZBuilder gyors prototípusgyártó rendszer gyakran feltett kérdések - válaszok
 Digit Számítástechnikai és Kereskedelmi Betéti Társaság A L A P Í T VA : 1 9 8 1 1125 BUDAPEST, ISTENHEGYI ÚT 29. TEL.: (1) 224.5456 FAX: (1) 214.4167 ADÓSZÁM: 29823178-2-43 HONLAP: WWW.NAGYFORMATUMU.HU
Digit Számítástechnikai és Kereskedelmi Betéti Társaság A L A P Í T VA : 1 9 8 1 1125 BUDAPEST, ISTENHEGYI ÚT 29. TEL.: (1) 224.5456 FAX: (1) 214.4167 ADÓSZÁM: 29823178-2-43 HONLAP: WWW.NAGYFORMATUMU.HU
Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából. (CAD-CAM kapcsolat alapfogalmai)
") Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából (CAD-CAM kapcsolat alapfogalmai) NC/CNC megmunkálási lehetőségek 2D: esztergálás, (lemez)kivágás 2,5D: háromirányú relatív elmozdulás,
Az egyszeri modellalkotáson alapuló tervezés előnyei a gyártás szempontjából (CAD-CAM kapcsolat alapfogalmai) NC/CNC megmunkálási lehetőségek 2D: esztergálás, (lemez)kivágás 2,5D: háromirányú relatív elmozdulás,
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: VEM Rúdszerkezet sajátfrekvenciája ÓE-A05 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: VEM Rúdszerkezet sajátfrekvenciája ÓE-A05 alap közepes haladó
Moldex3D/eDesign. Az igazi 3D-s CAE alkalmazás fröccsöntés szimulációhoz. 2009. Június 25. Kırösi Gábor CAM alkalmazás mérnök
 Moldex3D/eDesign Az igazi 3D-s CAE alkalmazás fröccsöntés szimulációhoz 2009. Június 25. Kırösi Gábor CAM alkalmazás mérnök www.snt.hu/cad Analízis követelmények A szimulációs szoftverekkel szembeni követelmények
Moldex3D/eDesign Az igazi 3D-s CAE alkalmazás fröccsöntés szimulációhoz 2009. Június 25. Kırösi Gábor CAM alkalmazás mérnök www.snt.hu/cad Analízis követelmények A szimulációs szoftverekkel szembeni követelmények
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Dr. Mikó Balázs BGRKG14NNM / NEC. miko.balazs@bgk.uni-obuda.hu
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Mőanyag alkatrész fröccsöntésének szimulációja ÓE-B09 alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Mőanyag alkatrész fröccsöntésének szimulációja ÓE-B09 alap közepes
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész
 10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
Toronymerevítık mechanikai szempontból
 Andó Mátyás: Toronymerevítık méretezése, 9 Gépész Tuning Kft. Toronymerevítık mechanikai szempontból Mint a neve is mutatja a toronymerevítık használatának célja az, hogy merevebbé tegye az autó karosszériáját
Andó Mátyás: Toronymerevítık méretezése, 9 Gépész Tuning Kft. Toronymerevítık mechanikai szempontból Mint a neve is mutatja a toronymerevítık használatának célja az, hogy merevebbé tegye az autó karosszériáját
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2004. március 26-27. GYÜTTŰKÖDÉS A KOLOZSVÁRI ÉS A ISKOLCI GYTK KÖZÖTT A GYORS PROTOTIPIZÁLÁS TRÜLTÉN IllésDudás 1, Petru Bérce 2, Csaba Gyenge 2, Gyula Varga
FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2004. március 26-27. GYÜTTŰKÖDÉS A KOLOZSVÁRI ÉS A ISKOLCI GYTK KÖZÖTT A GYORS PROTOTIPIZÁLÁS TRÜLTÉN IllésDudás 1, Petru Bérce 2, Csaba Gyenge 2, Gyula Varga
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2002. március 22-23. GYORS PROTOTÍPUS ELŐÁLLÍTÁSA LOM ELJÁRÁSSAL Dudás I.*, Gyenge Cs.**, Berce P***, Bâlc N.**** The Laminated Object Manufacturing" (LOM)
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2002. március 22-23. GYORS PROTOTÍPUS ELŐÁLLÍTÁSA LOM ELJÁRÁSSAL Dudás I.*, Gyenge Cs.**, Berce P***, Bâlc N.**** The Laminated Object Manufacturing" (LOM)
3. METALLOGRÁFIAI VIZSGÁLATOK
 3. METALLOGRÁFIAI VIZSGÁLATOK MEGBÍZHATÓSÁGI HIBAANALITIKA VIETM154 HARSÁNYI GÁBOR, BALOGH BÁLINT BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS DEPARTMENT OF ELECTRONICS TECHNOLOGY BEVEZETÉS metallography
3. METALLOGRÁFIAI VIZSGÁLATOK MEGBÍZHATÓSÁGI HIBAANALITIKA VIETM154 HARSÁNYI GÁBOR, BALOGH BÁLINT BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS DEPARTMENT OF ELECTRONICS TECHNOLOGY BEVEZETÉS metallography
Corvus Aircraft Kft Tervezési, gyártási technológiák. Győr, 2008. április 16.
 Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Dr. Mikó Balázs. Mőszaki rajz készítés a térfogati illetve felület modellbıl, Mőhelyrajzok és darabjegyzékek készítése,
 1. BEVEZETÉS CAD/CAM/CAE RENDSZEREK ALKALMAZÁSÁBA Dr. Mikó Balázs 1.1 Számítógéppel segített tervezés A számítógéppel segített tervezés alatt (CAD computer aided design) többféle, számítógépen alapuló
1. BEVEZETÉS CAD/CAM/CAE RENDSZEREK ALKALMAZÁSÁBA Dr. Mikó Balázs 1.1 Számítógéppel segített tervezés A számítógéppel segített tervezés alatt (CAD computer aided design) többféle, számítógépen alapuló
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
SZILIKÁTTECHNOLÓGIAI BERENDEZÉSEK
 Szilikáttechnológiai berendezések tantárgy kommunikációs dosszié SZILIKÁTTECHNOLÓGIAI BERENDEZÉSEK ANYAGMÉRNÖK KÉPZÉS KERÁMIA ÉS SZILIKÁTTECHNOLÓGIAI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI
Szilikáttechnológiai berendezések tantárgy kommunikációs dosszié SZILIKÁTTECHNOLÓGIAI BERENDEZÉSEK ANYAGMÉRNÖK KÉPZÉS KERÁMIA ÉS SZILIKÁTTECHNOLÓGIAI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI
LABMASTER anyagvizsgáló program
 LABMASTER anyagvizsgáló program A LABMASTER anyagvizsgáló szabványok szerinti vizsgálatok kialakítására és végzésére lett kifejlesztve. Szabványos vizsgálatok széles skálája érhetı el a mérések végrehajtásához
LABMASTER anyagvizsgáló program A LABMASTER anyagvizsgáló szabványok szerinti vizsgálatok kialakítására és végzésére lett kifejlesztve. Szabványos vizsgálatok széles skálája érhetı el a mérések végrehajtásához
PTE IGYFK TEHETSÉGMŐHELY
 PTE IGYFK TEHETSÉGMŐHELY A prezentáció technikai eszközei Tábla, fehér tábla, mágnes tábla IGYFK Tehetségmőhely - szej 2 A prezentáció technikai eszközei Szövet és parafa táblák, tervezı táblák, kombinált
PTE IGYFK TEHETSÉGMŐHELY A prezentáció technikai eszközei Tábla, fehér tábla, mágnes tábla IGYFK Tehetségmőhely - szej 2 A prezentáció technikai eszközei Szövet és parafa táblák, tervezı táblák, kombinált
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") 27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
TERMÉKSZIMULÁCIÓ Modellek, szimuláció TERMÉKMODELL
 TERMÉKSZIMULÁCIÓ Modellek, szimuláció TERMÉKMODELL 1-2. hét 2011. február 8. Összeállította: Dr. Kovács Zsolt egyetemi tanár Modell Az eredeti leképezése A szó eredete: latin modus, modulus (mérték, mód,
TERMÉKSZIMULÁCIÓ Modellek, szimuláció TERMÉKMODELL 1-2. hét 2011. február 8. Összeállította: Dr. Kovács Zsolt egyetemi tanár Modell Az eredeti leképezése A szó eredete: latin modus, modulus (mérték, mód,
Sorrendtervezés. Dr. Mikó Balázs Az elemzés egysége a felületelem csoport.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Fröccsöntı szerszám betét CAD modellezés ÓE-C01 alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Fröccsöntı szerszám betét CAD modellezés ÓE-C01 alap közepes
2012.09.30. p e r i f é r i á k
 Informatika 9. évf. Informatikai alapismeretek II. 2012. szeptember 30. Készítette: Gráf Tímea A számítógép felépítése p e r i f é r i á k 2 1 Perifériák Beviteli perifériák: billenty zet egér érint pad,
Informatika 9. évf. Informatikai alapismeretek II. 2012. szeptember 30. Készítette: Gráf Tímea A számítógép felépítése p e r i f é r i á k 2 1 Perifériák Beviteli perifériák: billenty zet egér érint pad,
Rapid prototyping technológiák additív technikák Dr. habil Husi Géza, Dr. Szemes Péter Tamás
 Rapid prototyping technológiák additív technikák Dr. habil Husi Géza, Dr. Szemes Péter Tamás Készült: 2015.09.30. A tananyag elkészítését "Az élettudományi- klinikai felsőoktatás gyakorlatorientált és
Rapid prototyping technológiák additív technikák Dr. habil Husi Géza, Dr. Szemes Péter Tamás Készült: 2015.09.30. A tananyag elkészítését "Az élettudományi- klinikai felsőoktatás gyakorlatorientált és
NYOMTATOTT HUZALOZÁSÚ LAPOK GYÁRTÁSTECHNOLÓGIÁJA
 NYOMTATOTT HUZALOZÁSÚ LAPOK GYÁRTÁSTECHNOLÓGIÁJA Az elektronikai tervező általában nem gyárt nyomtatott lapokat, mégis kell, hogy legyen némi rálátása a gyártástechnológiára, hogy terve kivitelezhető legyen.
NYOMTATOTT HUZALOZÁSÚ LAPOK GYÁRTÁSTECHNOLÓGIÁJA Az elektronikai tervező általában nem gyárt nyomtatott lapokat, mégis kell, hogy legyen némi rálátása a gyártástechnológiára, hogy terve kivitelezhető legyen.
A LÉGPÁRNÁSHAJÓTEST TERVEZÉSE
 A LÉGPÁRNÁSHAJÓTEST TERVEZÉSE Fordította: Németh Richárd 2004. november 11. Tartalomjegyzék 1 AZ ALSÓ HAJÓTEST TERVEZÉSÉNEK ALAPJAI 3 1.1 AZ ALSÓ HAJÓTEST KIALAKÍTÁSÁNAK ALAPKÖVETELMÉNYEI 3 2 AZ ALSÓ HAJÓTEST
A LÉGPÁRNÁSHAJÓTEST TERVEZÉSE Fordította: Németh Richárd 2004. november 11. Tartalomjegyzék 1 AZ ALSÓ HAJÓTEST TERVEZÉSÉNEK ALAPJAI 3 1.1 AZ ALSÓ HAJÓTEST KIALAKÍTÁSÁNAK ALAPKÖVETELMÉNYEI 3 2 AZ ALSÓ HAJÓTEST
fajtái anyagmegmunkálás anyagmegmunk
 A lézeres l anyagmegmunk megmunkálás 2010. december 1. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
A lézeres l anyagmegmunk megmunkálás 2010. december 1. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
Mőanyagok újrahasznosításának lehetıségei. Készítette: Szabó Anett A KÖRINFO tudásbázishoz
 Mőanyagok újrahasznosításának lehetıségei Készítette: Szabó Anett A KÖRINFO tudásbázishoz A mőanyagok definíciója A mőanyagok olyan makromolekulájú anyagok, melyeket mesterségesen, mővi úton hoznak létre
Mőanyagok újrahasznosításának lehetıségei Készítette: Szabó Anett A KÖRINFO tudásbázishoz A mőanyagok definíciója A mőanyagok olyan makromolekulájú anyagok, melyeket mesterségesen, mővi úton hoznak létre
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
2010.08.29. Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása. Kézi Gépesített Automatizált
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 11 - A szerelés automatizálása Dr.
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 11 - A szerelés automatizálása Dr.
Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.)
") Andó Mátyás: Méretlánc átrendezés a gyakorlatban, 21 Gépész Tuning Kft. Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.) 1. CNC
Andó Mátyás: Méretlánc átrendezés a gyakorlatban, 21 Gépész Tuning Kft. Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.) 1. CNC
Korrózióálló acélok felületkezelési eljárásai. Pető Róbert
 Korrózióálló acélok felületkezelési eljárásai Pető Róbert 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek Miért? A jó
Korrózióálló acélok felületkezelési eljárásai Pető Róbert 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek Miért? A jó
Attól, hogy nem inog horizontális irányban a szélességi- és hosszúsági tengelye körül sem.
 Konkrét tanácsok a Salgó-dexion polcrendszer összeszereléséhez Vásárlásunk során a Salgó-dexion polcokat, polcrendszereket sokféle módon állíthatjuk össze az igénybe vételnek, felhasználásnak, valamint
Konkrét tanácsok a Salgó-dexion polcrendszer összeszereléséhez Vásárlásunk során a Salgó-dexion polcokat, polcrendszereket sokféle módon állíthatjuk össze az igénybe vételnek, felhasználásnak, valamint
POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész.
 1, A polírozás fogalma: POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész. A polírozás olyan felület-megmunkálási eljárás, melynek során sima, tükörfényes felületet hozunk létre mechanikai vagy kémiai módszerekkel.
1, A polírozás fogalma: POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész. A polírozás olyan felület-megmunkálási eljárás, melynek során sima, tükörfényes felületet hozunk létre mechanikai vagy kémiai módszerekkel.
Ragasztás, ragasztóanyagok
 9. hét Kötés kialakulása fizikai úton kötı oldószeres diszperziós olvadék-ragasztók kémiai úton kötı oldószeres természetes polimer alapú ragasztók fehérje, szénhidrát, szénhidrogén alapú oldószeres ragasztó
9. hét Kötés kialakulása fizikai úton kötı oldószeres diszperziós olvadék-ragasztók kémiai úton kötı oldószeres természetes polimer alapú ragasztók fehérje, szénhidrát, szénhidrogén alapú oldószeres ragasztó
Tartószerkezetek modellezése
 Tartószerkezetek modellezése 5. elıadás Tervezési folyamat Szerkezetek mérete, modellje Végeselem-módszer elve, alkalmazhatósága Tervezési folyamat, együttmőködés más szakágakkal: mérnök építész mőszaki
Tartószerkezetek modellezése 5. elıadás Tervezési folyamat Szerkezetek mérete, modellje Végeselem-módszer elve, alkalmazhatósága Tervezési folyamat, együttmőködés más szakágakkal: mérnök építész mőszaki
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN
 Moldex3D I2 FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN Készítette: Polyvás Péter peter.polyvas@econengineering.com econengineering Kft. www.econengineering.com 2010.04.28. Moldex3D Vezető
Moldex3D I2 FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN Készítette: Polyvás Péter peter.polyvas@econengineering.com econengineering Kft. www.econengineering.com 2010.04.28. Moldex3D Vezető
Szerszámgépek, méretellenőrzés CNC szerszámgépen
 Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI TANSZÉK
 GYŐR ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI Dr. Zsoldos Ibolya tanszékvezető GYŐR MUNKATÁRSAK Tudományos minősítéssel rendelkező oktató: 6 Mérnök: 5 PhD hallgató: 3 Kutató, projekt megbízással: 5 Hallgató, projekt
GYŐR ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI Dr. Zsoldos Ibolya tanszékvezető GYŐR MUNKATÁRSAK Tudományos minősítéssel rendelkező oktató: 6 Mérnök: 5 PhD hallgató: 3 Kutató, projekt megbízással: 5 Hallgató, projekt
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
POLIMER TERMÉKEK KISSZÉRIÁS GYÁRTÁSA
 B4 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK POLIMER TERMÉKEK KISSZÉRIÁS GYÁRTÁSA (RPT/RT) A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B4 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK POLIMER TERMÉKEK KISSZÉRIÁS GYÁRTÁSA (RPT/RT) A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
Mőanyag fröccsöntı szerszámok tervezése és gyártása
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Megvalósítási folyamat lépései Mőanyag termék elıállítása 1 Fröccsöntı szerszám Megrendelı Termék dokumentáció
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Megvalósítási folyamat lépései Mőanyag termék elıállítása 1 Fröccsöntı szerszám Megrendelı Termék dokumentáció
Explosion Protection Documentation System EPDS
 EMES Explosion Protection Documentation System EPDS Maintenance Documentation Management System MDMS Engineering Documentation Management System EDMS Safety Documentation Management System SDMS A feladat
EMES Explosion Protection Documentation System EPDS Maintenance Documentation Management System MDMS Engineering Documentation Management System EDMS Safety Documentation Management System SDMS A feladat
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Síkbeli hajlított rúd ÓE-A02 alap közepes haladó VEM Épületszerkezet
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Síkbeli hajlított rúd ÓE-A02 alap közepes haladó VEM Épületszerkezet
Forgácsolás technológia számítógépes tervezése I.
 Forgácsolás technológia számítógépes tervezése I. BAGFS15NNB Szerelési rendszer elemei Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása A szerelés automatizálása
Forgácsolás technológia számítógépes tervezése I. BAGFS15NNB Szerelési rendszer elemei Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása A szerelés automatizálása
3D Printing á la Carte PANAC
 3D Printing á la Carte PANAC Beszállítói Klub 2008. április 16-i Falk György Az alapítók és a csapat Mérfőldkövek 1991: FABICAD Kft. megalakulása(cad\cam\cae) 1992: Autodesk Partner szerződés 1996: IBM
3D Printing á la Carte PANAC Beszállítói Klub 2008. április 16-i Falk György Az alapítók és a csapat Mérfőldkövek 1991: FABICAD Kft. megalakulása(cad\cam\cae) 1992: Autodesk Partner szerződés 1996: IBM
3B SCIENTIFIC MEDICAL. BASIC Billy TM életmentési baba P72 [1012793]
![3B SCIENTIFIC MEDICAL. BASIC Billy TM életmentési baba P72 [1012793]](/thumbs/25/5423923.jpg "3B SCIENTIFIC MEDICAL. BASIC Billy TM életmentési baba P72 [1012793]") 3B SCIENTIFIC MEDICAL BASIC Billy TM életmentési baba P72 [1012793] BLS-Szimulátor BasicBilly TM 1. BasicBilly TM tartalma 2. Összeszerelés 2.1 Rugó cseréje 2.1 Tüdı zacskó cseréje 3. Tisztítás és ápolás
3B SCIENTIFIC MEDICAL BASIC Billy TM életmentési baba P72 [1012793] BLS-Szimulátor BasicBilly TM 1. BasicBilly TM tartalma 2. Összeszerelés 2.1 Rugó cseréje 2.1 Tüdı zacskó cseréje 3. Tisztítás és ápolás
A Csomagolási hulladékokról
 A Csomagolási hulladékokról Fıbb elıírásai: 2000. évi XLIII. törvény a hulladékgazdálkodásról Alapfogalmak (hulladék, gyártó újrahasználat stb.) Hulladékgazdálkodási alapelvek (gyártói felelısség, szennyezı
A Csomagolási hulladékokról Fıbb elıírásai: 2000. évi XLIII. törvény a hulladékgazdálkodásról Alapfogalmak (hulladék, gyártó újrahasználat stb.) Hulladékgazdálkodási alapelvek (gyártói felelısség, szennyezı
Mechanikai tulajdonságok Statikus igénybevétel. Nyomó igénybevétellel szembeni ellenállásának meghatározása
 Mechanikai tulajdonságok Statikus igénybevétel Nyomó igénybevétellel szembeni ellenállásának meghatározása 1 Nyomó igénybevétel megvalósítása (nyomóvizsgálat) 2 Az anyagok viselkedése nyomó igénybevétel
Mechanikai tulajdonságok Statikus igénybevétel Nyomó igénybevétellel szembeni ellenállásának meghatározása 1 Nyomó igénybevétel megvalósítása (nyomóvizsgálat) 2 Az anyagok viselkedése nyomó igénybevétel
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Informatika 9. évf. Alapfogalmak. Informatikai alapismeretek I.
 Informatika 9. évf. Informatikai alapismeretek I. 2013. szeptember 12. Készítette: Gráf Tímea Alapfogalmak Hardver: A számítógép alkotórészeinek összessége. Szoftver: A számítógépre írt programok összessége.
Informatika 9. évf. Informatikai alapismeretek I. 2013. szeptember 12. Készítette: Gráf Tímea Alapfogalmak Hardver: A számítógép alkotórészeinek összessége. Szoftver: A számítógépre írt programok összessége.
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
A kontrolladat-szolgáltatás elkészítése
 A kontrolladat-szolgáltatás elkészítése Az alábbi leírás tartalmazza a kontrolladat állomány elkészítésének lehetséges módjait, valamint az adatszolgáltatás elektronikus teljesítésének lépéseit. Valamint
A kontrolladat-szolgáltatás elkészítése Az alábbi leírás tartalmazza a kontrolladat állomány elkészítésének lehetséges módjait, valamint az adatszolgáltatás elektronikus teljesítésének lépéseit. Valamint
Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
 Gyártórendszerek mechatronikája Termelési folyamatok II. 07 3D szkennelés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 07 3D szkennelés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Bevezetés. A Qbiss One két dizájnlehetőséget kínál: Süllyesztett dizájn (Qbiss One B) Egy síkban fekvő dizájn (Qbiss One F) Qbiss One - patent pending
 Egy síkban fekvő dizájn (Qbiss One F) Qbiss One - patent pending") Bevezetés Qbiss One 1, a költséghatékony homlokzati megoldás, amely az átszellőztetett homlokzatok ideális alternatívája. A teljes funkcionalitás és az esztétika kombinációja, természetes választás az
Bevezetés Qbiss One 1, a költséghatékony homlokzati megoldás, amely az átszellőztetett homlokzatok ideális alternatívája. A teljes funkcionalitás és az esztétika kombinációja, természetes választás az
Portfólió a. TÁMOP /1/C Képzık képzése projekt keretében. Selmeczi Éva Faipari Mérnöki Kar Fa- és Papírtechnológiák Intézet
 Portfólió a TÁMOP 4.1.2-08/1/C-2009-0009 Képzık képzése projekt keretében Selmeczi Éva Faipari Mérnöki Kar Fa- és Papírtechnológiák Intézet 2011 A tantárgy elnevezése: F1FLUPAP Papír- és csomagolástechnológia
Portfólió a TÁMOP 4.1.2-08/1/C-2009-0009 Képzık képzése projekt keretében Selmeczi Éva Faipari Mérnöki Kar Fa- és Papírtechnológiák Intézet 2011 A tantárgy elnevezése: F1FLUPAP Papír- és csomagolástechnológia
Öntött Poliamid 6 nanokompozit mechanikai és tribológiai tulajdonságainak kutatása. Andó Mátyás IV. évfolyam
 Öntött Poliamid 6 nanokompozit mechanikai és tribológiai tulajdonságainak kutatása Andó Mátyás IV. évfolyam 2005 Kutatás célkitőzése: - a nanokompozitok tulajdonságainak feltérképezése - a jó öntéstechnológia
Öntött Poliamid 6 nanokompozit mechanikai és tribológiai tulajdonságainak kutatása Andó Mátyás IV. évfolyam 2005 Kutatás célkitőzése: - a nanokompozitok tulajdonságainak feltérképezése - a jó öntéstechnológia
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Statisztikai módszerek
 Statisztikai módszerek A hibaelemzı módszereknél azt néztük, vannak-e kiugró, kritikus hibák, amelyek a szabályozás kivételei. Ezekkel foglalkozni kell; minıségavító szabályozásra van szükség. A statisztikai
Statisztikai módszerek A hibaelemzı módszereknél azt néztük, vannak-e kiugró, kritikus hibák, amelyek a szabályozás kivételei. Ezekkel foglalkozni kell; minıségavító szabályozásra van szükség. A statisztikai
ÜVEGIPAR. KÖMMERLING a a biztos kapcsolat
 A hıszigetelt üveggyártás területén a neve szorosan összefonódik a minıséggel, innovációval és a know how-val. Minden 1956- ban kezdıdött, amikor a ragasztóanyagok területébıl kialakult a tömítıanyagok
A hıszigetelt üveggyártás területén a neve szorosan összefonódik a minıséggel, innovációval és a know how-val. Minden 1956- ban kezdıdött, amikor a ragasztóanyagok területébıl kialakult a tömítıanyagok
A gyártástervezés feladata. CAM tankönyv. Technológiai terv elemei. Alapfogalmak, definíciók. A gyártástervezés területei. Alapfogalmak, definíciók
 Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Óbudai Egyetem CAM tankönyv A gyártástervezés feladata A gyártástervezés feladata: Megtervezni
Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Óbudai Egyetem CAM tankönyv A gyártástervezés feladata A gyártástervezés feladata: Megtervezni
2.4. ábra Alkalmazási területek
 Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
Beépítési útmutató Enkagrid georácsokra
 Enkagrid georácsokra Colbond Geosynthetics GmbH 1. Alkalmazási terület 2. Szállítás és tárolás 3. Altalaj előkészítés 4. Georács fektetése 5. Feltöltés készítése 6. Tömörítés, és tömörségellenörzés 7.
Enkagrid georácsokra Colbond Geosynthetics GmbH 1. Alkalmazási terület 2. Szállítás és tárolás 3. Altalaj előkészítés 4. Georács fektetése 5. Feltöltés készítése 6. Tömörítés, és tömörségellenörzés 7.
TERMÉKSZIMULÁCIÓ. Dr. Kovács Zsolt. Végeselem módszer. Elıadó: egyetemi tanár. Termékszimuláció tantárgy 6. elıadás március 22.
 TERMÉKZIMULÁCIÓ Végeselem módszer Termékszimuláció tantárgy 6. elıadás 211. március 22. Elıadó: Dr. Kovács Zsolt egyetemi tanár A végeselem módszer lényege A vizsgált, tetszıleges geometriai kialakítású
TERMÉKZIMULÁCIÓ Végeselem módszer Termékszimuláció tantárgy 6. elıadás 211. március 22. Elıadó: Dr. Kovács Zsolt egyetemi tanár A végeselem módszer lényege A vizsgált, tetszıleges geometriai kialakítású
Vákuumtechnikai megoldások a gyógyszer- és vegyipar számára
 Vákuumtechnikai megoldások a gyógyszer- és vegyipar számára Speciális megfogók a vegyipar számára mőanyag és papírzsákok mozgatása sérülés nélkül 200 l hordók (töltınyílásos is) biztonságos mozgatása vödrök
Vákuumtechnikai megoldások a gyógyszer- és vegyipar számára Speciális megfogók a vegyipar számára mőanyag és papírzsákok mozgatása sérülés nélkül 200 l hordók (töltınyílásos is) biztonságos mozgatása vödrök
Wigner Jenő Műszaki, Informatikai Középiskola és Kollégium // OKJ: Elektronikai technikus szakképesítés.
 1 rész 090006 090006/1gy nap nap nap 4. nap 5. nap 6. nap tevékenység 2014.05.13 2014.06.11 2014.06.12 Internetről szakmai dokumentumok letöltése, belőle prezentáció készítése VIZSGAREND A vizsgaszervező
1 rész 090006 090006/1gy nap nap nap 4. nap 5. nap 6. nap tevékenység 2014.05.13 2014.06.11 2014.06.12 Internetről szakmai dokumentumok letöltése, belőle prezentáció készítése VIZSGAREND A vizsgaszervező
123. számú bizottsági elıterjesztés. Tájékoztató a térfigyelı kamerarendszer kezdeti mőködésérıl. Tisztelt Bizottság!
 Tisztelt Bizottság! Tájékoztató a térfigyelı kamerarendszer kezdeti mőködésérıl A Gazdasági és Pénzügyi Bizottság a legutóbbi ülésén felkérte a Polgármesteri Hivatalt, hogy készítsen tájékoztató anyagot
Tisztelt Bizottság! Tájékoztató a térfigyelı kamerarendszer kezdeti mőködésérıl A Gazdasági és Pénzügyi Bizottság a legutóbbi ülésén felkérte a Polgármesteri Hivatalt, hogy készítsen tájékoztató anyagot
Interaktivitás a tervezésben és a prototípusgyártásban. Szerzık: Sarka Ferenc Dr. Szente József
 Interaktivitás a tervezésben és a prototípusgyártásban Szerzık: Sarka Ferenc Dr. Szente József Lektor: Zai Gábor 1 Tartalomjegyzék 1. Bevezetés, ipari modellek osztályozása, készítési technikák, kezdeti
Interaktivitás a tervezésben és a prototípusgyártásban Szerzık: Sarka Ferenc Dr. Szente József Lektor: Zai Gábor 1 Tartalomjegyzék 1. Bevezetés, ipari modellek osztályozása, készítési technikák, kezdeti
BIZALMAS MŐSZAKI JELENTÉS 46303
 BIZALMAS MŐSZAKI JELENTÉS 46303 Dátum: 2006. Június 7. PROJEKT SZÁMA: AN0139 Székhely: Shawbury, Shrewsbury Shropshire SY4 4NR Egyesült Királyság T: +44 (0) 1939 250383 F: +44 (0) 1939 251118 E: info@rapra.net
BIZALMAS MŐSZAKI JELENTÉS 46303 Dátum: 2006. Június 7. PROJEKT SZÁMA: AN0139 Székhely: Shawbury, Shrewsbury Shropshire SY4 4NR Egyesült Királyság T: +44 (0) 1939 250383 F: +44 (0) 1939 251118 E: info@rapra.net
Mechanikai megmunkálás 3. elıad
 Mechanikai megmunkálás 3. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai Intézet
Mechanikai megmunkálás 3. elıad adás Általános faipari megmunkálási eljárások faipari mérnök BSc. hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai Intézet
3DVeled.hu 2016 ZOOPEDAGÓGIAI KONFERENCIA, MISKOLC
 3DVeled.hu 2016 ZOOPEDAGÓGIAI KONFERENCIA, MISKOLC Bemutatkozás 3DVeled.hu Géczi József mérnök informatikus Tóth Dénes műszaki menedzser, okleveles gépészmérnök u 3Dveled.hu bemutatkozás u 3D technológiák
3DVeled.hu 2016 ZOOPEDAGÓGIAI KONFERENCIA, MISKOLC Bemutatkozás 3DVeled.hu Géczi József mérnök informatikus Tóth Dénes műszaki menedzser, okleveles gépészmérnök u 3Dveled.hu bemutatkozás u 3D technológiák
1. előadás Alap kérdések: Polimer összefoglaló kérdések
 1. előadás Alap kérdések: Polimer összefoglaló kérdések Ha ügyes vagy, a választ az előző kérdésnél megleled! hőre lágyuló: hevítéskor ömledék állapotba hozható hőre nem lágyuló: nem hozható ömledék állapotba,
1. előadás Alap kérdések: Polimer összefoglaló kérdések Ha ügyes vagy, a választ az előző kérdésnél megleled! hőre lágyuló: hevítéskor ömledék állapotba hozható hőre nem lágyuló: nem hozható ömledék állapotba,
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAD rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Szíjtárcsa mőhelyrajzának elkészítése ÓE-A14 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAD rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Szíjtárcsa mőhelyrajzának elkészítése ÓE-A14 alap közepes haladó
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608)
") CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT!
 Cromkontakt galvánipari kft Cromkontakt galvánipari kft. KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT! Az Ön megbízható partnere a galvanizálásban! KAPCSOLAT 1214 Budapest, II. Rákóczi Ferenc út 289-295. Tel: +36-20-450-7284
Cromkontakt galvánipari kft Cromkontakt galvánipari kft. KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT! Az Ön megbízható partnere a galvanizálásban! KAPCSOLAT 1214 Budapest, II. Rákóczi Ferenc út 289-295. Tel: +36-20-450-7284
A hegesztési eljárások áttekintése. A hegesztési eljárások osztályozása
 A hegesztési eljárások áttekintése A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében
A hegesztési eljárások áttekintése A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében
LÉZERES JELÖLÉS AZ IPARBAN
 LÉZERES JELÖLÉS AZ IPARBAN Tartalom Lézeres jelölés előnyei Lézeres jelölés alapelve Fémek lézeres jelölése Műanyagok lézeres jelölése Egyéb anyagok jelölése TRUMPF jelölő rendszerek TRUMPF jelölő munkaállomások
LÉZERES JELÖLÉS AZ IPARBAN Tartalom Lézeres jelölés előnyei Lézeres jelölés alapelve Fémek lézeres jelölése Műanyagok lézeres jelölése Egyéb anyagok jelölése TRUMPF jelölő rendszerek TRUMPF jelölő munkaállomások
E4/M4. AZ ADDITÍV GYÁRTÁSTECHNOLÓGIÁK ALAPJAI (3D nyomtatás) BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK") BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK AZ ADDITÍV GYÁRTÁSTECHNOLÓGIÁK ALAPJAI (3D nyomtatás) A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK AZ ADDITÍV GYÁRTÁSTECHNOLÓGIÁK ALAPJAI (3D nyomtatás) A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
Alámetszés. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Alámetszett alkatrészek gyártása
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
ÓRAVÁZLAT Az Épületszerkezettan 3. tantárgy 2 sz. szerkesztı gyakorlatához Folding tokos ajtó, ajtókiválasztás
 1 BME Építészmérnöki Kar Épületszerkezettan 3. Épületszerkezettani Tanszék Elıadók: Dr. Becker G., Dr. Hunyadi Z. Évf. felelıs: Dr. Takács Lajos 2012/13. tanév II. félév ÓRAVÁZLAT Az Épületszerkezettan
1 BME Építészmérnöki Kar Épületszerkezettan 3. Épületszerkezettani Tanszék Elıadók: Dr. Becker G., Dr. Hunyadi Z. Évf. felelıs: Dr. Takács Lajos 2012/13. tanév II. félév ÓRAVÁZLAT Az Épületszerkezettan
Gépipari minıségellenırzés
 Budapesti Mőszaki Fıiskola Bánki Donát Gépész és Biztonságtechnikai mérnöki Kar Anyag és Gyártástechnológia Intézet Gépgyártástechnológiai Szakcsoport Galla Jánosné Kis Ferenc Gépipari minıségellenırzés
Budapesti Mőszaki Fıiskola Bánki Donát Gépész és Biztonságtechnikai mérnöki Kar Anyag és Gyártástechnológia Intézet Gépgyártástechnológiai Szakcsoport Galla Jánosné Kis Ferenc Gépipari minıségellenırzés