Prof. Dr. Dudás Illés Gépgyártástechnológia I.
|
|
|
- Rezső Hajdu
- 8 évvel ezelőtt
- Látták:
Átírás
1 Prof. Dr. Dudás Illés Gépgyártástechnológia I. A gépgyártástechnológia alapjai Miskolci Egyetem, Gyártástudományi Intézet

2 Kötelező Irodalom Dudás Illés: Gépgyártástechnológia I., A gépgyártástechnológia alapjai. Műszaki Könyvkiadó, 2007.p.583 ISBN

3 Ajánlott Irodalom Bálint Lajos: A forgácsoló megmunkálás tervezése. Mk. Bp Dudás I.:Gépgyártás-technológia II. Forgácsoláselmélet, technológiai tervezés alapjai; Müszaki kiadó, Budapest, ISBN Dudás I.: Gépgyártástechnológia III. A. Megmunkáló eljárások és szerszámai. B. Fogazott alkatrészek gyártása és szerszámaik; Egyetemi tankönyv., Műszaki Kiadó, 2011., p538, ISBN Horváth, M., Markos, S. Gépgyártástechnológia.. Műegyetemi Kiadó, Budapest, Gépgyártástechnológia alapjai I., példatár és segédlet. Szerkesztette: Gyáni Károly, Tankönyvkiadó, Bp Kalpakjian, S.: Manufacturing Engineering and Technology., Addison-Wesley Publishing Company, König, W.: Fertigungsverfahren Band 1, Drehen, Fräsen, Bohren, VDI-Verlag GmbH, Düsseldorf, old. König, W.: Fertigungsverfahren Band 2, Schleifen, Honen, Läppen, VDI-Verlag GmbH, Düsseldorf, old. König, W.: Fertigungsverfahren Band 3,Abtragen, VDI-Vertag GmbH, Düsseldorf, old. Preger K. T. Paucksch E.: Zerspanntechnik Vieweg u., Sochn. Braunschweig/Wiesbaden, p.192 Spanende Fertigung 1. Ausgabe. Herausgeber: K. Weinert, Vulhan-Verlag Essen, Tönshoff H. K.. Spannen.Springer-Verlag.Berlin Budapest,1995. Niebel B. W.-Draper A. B. WYSK R. A.: Modern Manufacturing Process Engineering.. Megraw-Hill Publishing Campany, 1989

4 BEVEZETÉS A mai ipari termelési viszonyok között bármely - a társadalom számára szükséges - termék előállítása kiterjedt és gondos gazdasági, műszaki, szervezési előkészítést igényel. Ez feltételezi: a termék iránti igény felmérését a termék konstrukciós megtervezését a gyártmány alkatrészei előállításának, az alkatrészek összeszerelésének, az ellenőrzésnek, a csomagolásnak a megtervezését a megvalósításhoz szükséges gépi berendezések, készülékek, szerszámok, mérőeszközök kiválasztását, vagy megtervezését. E két utóbbi feladatsor többsége gyártástervezéssel oldható meg.

5 1.ÁLTALÁNOS ALAPFOGALMAK Definiáljuk mindenek előtt, hogy mit is értünk a gépgyártástechnológia fogalma alatt? A technológia a technikai tudományoknak az a része, amely nyersanyagok sajátosságaival, továbbá azoknak az elveknek, törvényszerűségeknek, eljárásoknak, eszközöknek és gépeknek a vizsgálatával, ismertetésével foglalkozik, amelyek a nyersanyagok átalakításához, feldolgozásához szükségesek a termék létrehozása érdekében. Ha a technológia az anyagok gyári feldolgozására vonatkozik: gyártástechnológiáról, és ha a gyártás gépipari termék előállítására irányul gépgyártástechnológiáról van szó.

6 A gépgyártástechnológia a műszaki tudományoknak az a része, amely a gépek gyártásával kapcsolatos ismereteket foglalja magába. főbb témakörei: a nyersanyagok a gyártási eljárások lényege szerszámok szerkesztése és alkalmazási lehetőségei szerszámgépek alkalmazása a gépipari mérőeszközök ismerete és használata; gyártóeszközök (pl. készülékek) ismerete a különféle gyártórendszerek kialakítása, szervezése és üzemeltetése; alapvető üzemszervezési ismeretek; folyamat megtervezése a gyártmányok minőségének tartós és megbízható biztosítása.
 ismerete a különféle gyártórendszerek kialakítása, szervezése és üzemeltetése; alapvető üzemszervezési ismeretek; folyamat")
7 A gépgyártástechnológia alapvető célja az előgyártmányok általában kohászati végtermékek termelékeny és hatékony feldolgozása, üzemszerű használatra alkalmas gépipari gyártmányokká A gyártmány részei és jellemzői A gyártmány, gyártás terméke egy, vagy akár több darabból is állhat.

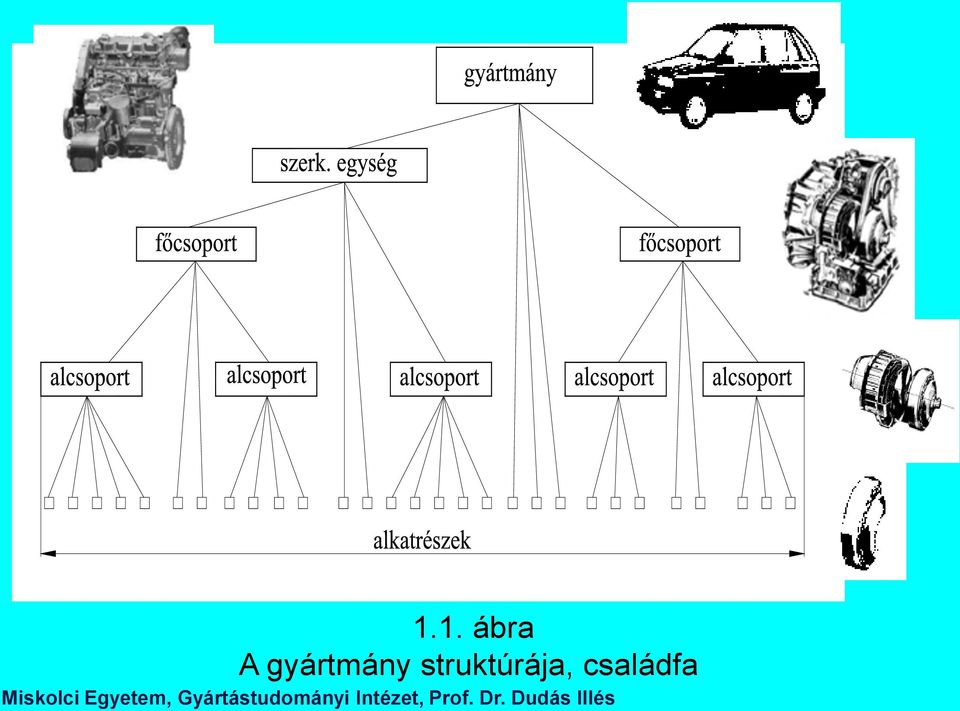
8 A gyártmány felépítésében érvényesíteni kell: az alkatrészek nyilvántarthatóságát, azonosítási lehetőségét; a munkamegosztás és az együttműködés kialakíthatóságát; az összeépítés (kezelés) és karbantartás technológiai követelményeit; a teljes előállításhoz szükséges idő, az átfutási idő legkisebb értékűre szoríthatóságát, a legkisebb ráfordítás mértékét; a gyártmány... (pl.: autó); a szerkezeti egység (pl.: hajtómű, motor + sebességváltó, stb.); a főcsoport... (pl.: sebességváltómű); az alcsoport... (pl.: kapcsoló mechanizmus); az alkatrész... (pl.: tárcsa).
; a főcsoport... (pl.: sebességváltómű); az alcsoport... (pl.: kapcsoló mechanizmus); az alkatrész.")
9 1.1. ábra A gyártmány struktúrája, családfa
10 38 Mindkét végén központfurat MSZ 3999,05 szerint M80x2 1,5x45 3, Ø77 R , B Ø80 j6 Ø90 k R2 50 Ø Ø62 R5 R5 30 Axiális metszet M2:1 818 Ø102 Ø62 R Ø ,01B 436±0,1 0,01AB R `27,5`` Ø62,4 Ø84 55, `27,5`` ax = ábra Az alak-, méret- és tulajdonság-előírások az alkatrész műhelyrajzán A Ø90 m5 0.4 R1 227±0,2 0,01 A 0.8 Ø85 h7 R1 +0, x45 R0,6 24 P9 24 P9 Ø85 h7 Ø90 m5 Ø90 k5 Ø80 j6 Méret: Tûrés: M16 Tervezõ: Dudás Illés Ellenõr Varga Osztályvezetõ Garamvölgyi T. Dátum: DIGÉP Megn.: Ívelt profilú csiga z1=2 m=9 i=25,5 R.sz: 67-8C02-70 Csigafelület 0.8 mm mélyen cementálva. Edzve HRC= 58 ±3 Anyag: BC 4 Tömeg: 61 kg Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés

11 Az alkatrészek pontosságára vonatkozó előírások szoros kapcsolatban vannak a gyártási költségekkel. A szerkesztőnek csak a feltétlenül szükséges és indokolt tűréseket szabad előírni ábra A tűrések szűkítése növeli a gyártási költségeket [83]

12 1.2. A konstrukciós és a technológiai tervező munka kapcsolata A technológia-fejlesztés terén több időszakaszról kell beszélnünk. Az első időszakban az jelentette a problémát, hogy az új konstrukciót technológiailag létre lehet-e hozni. A gazdaságossági vizsgálat: igényli-e az adott termékeket, elfogadja-e a vállalat ráfordításait (költségeit) és a szállítási határidőket,

13 A gyártás tervezőinek és irányítóinak tisztában kell lenniük a gyártmánytervezés folyamatával Az első szakaszban elkészül az előtanulmány, (teljesítmény, a darabszám, az előállításra rendelkezésre álló idő,) A második szakaszban kell kialakítani a koncepciót A harmadik fázisban dolgozzák ki az előtervet. A negyedik szakaszban folyik a kiviteli tervezés A gyártási folyamat és a fontosabb kapcsolódó alapfogalmak A gyártási rendszer is olyan rendszernek tekinthető, amelyben anyagi javak előállítása folyik. A rendszerbe anyag, energia, információ, munkaerő jut, környezetébe való kimeneten - értéket és használati értéket jelentő - termékben, nyereségben realizálódik.

14 1.4. ábra A technológiai folyamat-rendszer kapcsolatai

15 Az 1.4. ábra szerinti jelölések értelmezése az alábbiak szerinti: k 1 - nyers- és segédanyagok k 2 - energia k 3 - gyártóberendezések k 4 - élőmunka Ezek (k1-k4) a gyártás anyagi ellátásának, folyamatát jelentik. k 5 - információk Ez (k1-k5) a gyártás konstrukciós és technológiai előkészítését jelenti. k 6 - A TF végtermékének felhasználása k 7 - a hulladékanyagok kezelése k 8 - a hulladékenergia k 9 - ellenőrzés k 10 - végtermékek ellenőrzés
 a gyártás konstrukciós és technológiai előkészítését jelenti.")
16 Az anyagi folyamatok, a gyártási folyamat azon részei, amelyek közvetlenül kapcsolatosak a gyártás tárgya geometriai, fizikai, kémiai, stb. tulajdonságainak a megváltoztatásával - az állapothatározók kedvező irányú alakításával kiegészítő folyamatokkal biztosítása. Technológiai folyamat, a gyártás tárgyának tulajdonságai változnak. Az információs folyamatok hordozzák az anyagi folyamatokhoz szükséges adatokat.

17 A gyártási folyamat részei: a technológiai folyamat, a megmunkálási (gyártási) szakasz, a művelet, a műveletelem-csoport, a műveletelem, a fogás, a mozdulat. A gyártási rendszer építőelemei: a gyártócella, a megmunkálóközpont, a szerszámgép, a munkahely,

18 Darabolás Véglemarás központfúrás p Nagyoló esztergálás egyik oldalon p Nagyoló esztergálás másik oldalon 1.5.a. ábra A technológiai folyamat egységei a műveletek 5. Hõkezelés, normalizálás Menetfelület marása köszörülési ráhagyással Nagyoló menetköszörülés 8. Cementálás

19 Simító esztergálás egyik oldalról Simító esztergálás másik oldalról Horonymarás Fúrás, menetfúrás 13. Edzés 1.5.b. ábra A technológiai folyamat egységei a műveletek 14. Palástköszörülés Simító menetköszörülés 16. Végellenõrzés

20 az anyagi vagy másként technológiai folyamat: alak-, a méret-, a helyzet- és egyéb tulajdonság-előírások változnak a művelet-csoport: a technológiai folyamat azon része, melynek eredményeként, a mukadarab felületei azonos állapotba kerülnek; a művelet: a technológiai folyamat olyan önmagában befejezett része, amely külön megtervezhető, végrehajtható; rendszerint az egy munkahelyen elvégezhető alakítás jelent egy műveletet a műveletelem-csoport: adott felületelem-csoport előállításához szükséges műveletelemek a műveletelem: a művelet még önálló része, amely lehet fő-, vagy mellékműveletelem.

21 1.6. ábra A fogás értelmezése forgácsolásnál
22 A gyártási rendszer-részek: a szerszámgép a munkahely a megmunkálóközpont a komplexgyártás a gyártócella a gyártórendszerben
23 1.7. ábra A gyártási folyamat logikai egységei
24 1.8.a. ábra A gyártási alrendszer - a gyártócella - fizikai elemei (SAIMP)
25 Forgástest megmunkáló cella (2 gépes) CNC eszterga Robot CNC eszterga (ERI - 250) (RB - 241) (EEN - 400) CNC megmunkálóközpont (MK - 500) 3 koordinátás mérőgép (DEA) y z x Munkadarab tároló Paletta cserélő Munkadarab tároló Raktár be vagy ki Robot kocsis, vagy más megoldású munkadarab, paletta szállítás 1.8.b. ábra Rugalmas gyártórendszer részlet (a Miskolci Egyetem Gépgyártástechnológiai Tanszékén megvalósult változat)
26 1.4. A gyártási folyamat jellege Egyedi gyártásban egyszerre csak egy vagy legfeljebb néhány darabot gyártunk. Sorozatgyártásban egyszerre több darabot gyártunk. Tömeggyártásban a gyártandó darabszám olyan nagy, hogy a gyártási folyamat megszakítás nélküli.
27 1.10. ábra A rugalmas gyártócella funkciói (GEORG FISCHER)
28 1.11. ábra Példa a komplett megmunkálásra, a munkadarab egy felfogással, áthelyezéssel készre lett gyártva
29 1.5. A gyártás gazdaságossága közvetlen gyártási költség-típusok: anyagköltség, bérköltség, rezsiköltség, gépköltség, készülékköltség, Szerszámköltség. Az optimális előgyártmány Az előgyártmány ára (K egy ), az alkatrészgyártás (K agy ) és a szerelés (K sz ) együttes költségei legyenek a legkisebbek, azaz K gy K egy K agy K sz min
30 A normaidő A normaidő struktúrája normaidő t n, MUNKAIDŐ ELŐKÉSZ. - BEFEJ. IDŐ t e DARABIDŐ t d ALAPIDŐ t da PÓTLÉKOK FŐIDŐ t f MELLÉKIDŐ t m MUNKAHELYI KISZOLG. IDŐ t k PIHENÉSI ÉS T. SZÜKS. IDŐ t p GÉPI t fg KÉZI t fk GÉPI t mg KÉZI t mk MŰSZAKI t km SZERVEZ. t ksz ábra A munkaidő általános tagozódása
31 Az előkészületi-befejezési idő (t e ) ábra A munkadarab gyártási idejének csökkenése a sorozat növekedésével
32 A darabidő (td) annyiszor ismétlődik, ahány munkadarabon kell elvégezni a kérdéses munkát. A darabidő a művelet teljes elkészítésének ideje - az előkészületi időt kivéve. A darabidő összetevődik: az alapidőből, a munkahely kiszolgálására szükséges időből, továbbá a pihenésre és természetes szükségletekre fordított időből. Az alapidő (tda) a művelet idejének legnagyobb része és szükséges a munkafolyamat zavartalan elvégzéséhez, tehát nem tartalmazza a munkával járó pótlékolások idejét. Az alapidő fő- (technológiai) és mellékidőből tevődik össze. A főidő (tf) az alapidőnek az a része, amely alatt közvetlenül a munkadarabon alakítás történik. A főidő lehet gépi főidő (tfg) vagy kézi főidő (tfk).
33 A mellékidő (tm) az alapidőnek az a része, amely csak közvetve szükséges a kitűzött feladat elvégzéséhez és a főidőnek állandó szükséges kísérője, tehát darabonként, vagy több darabonként szabályszerűen ismétlődik. A munkahelykiszolgálási idő (tk) az az idő, amelyet a munkás a munkahely gondozására és üzemkész állapotban tartására fordít. Szükségessége rendszeresen vagy rendszertelenül jelentkezik és lehet műszaki vagy szervezési kiszolgálási idő. A munkahely műszaki kiszolgálási ideje (tkm) szükséges a munkahelyen előforduló műszaki természetű, az alapidő fogalmán kívül eső kisegítő tevékenységek elvégzésére mint pl.: eltompult szerszám kicserélése, köszörűkorong utánszabályozása, a gépek utánállítása, a forgács-, reve eltávolítása stb.
34 A pihenésre és természetes szükségletekre fordított idő (t p ) az az idő, amellyel a fő- és mellékidőt növeljük, hogy a munka elvégzéséből eredő normálisnál nagyobb fáradást a dolgozó a műszak alatt kipihenhesse, valamint azért, hogy a műszak alatt természetes szükségleteit elvégezhesse. Az időnorma kiszámításának képlete A darabidő legáltalánosabb matematikai kifejezése: td = tf + tm + tksz + tkm + tp (1.7) A műveletelemek és a műveletek időtartamának megállapítása Az időértékek megállapítása számítással t fg i L n f vagy t fg i L v f (1.10)
35 Az időelemek csökkentésének módszereiről Így lehetséges: a fogások számának csökkentése, az előtolás, illetve a fordulatszám növelése a műveletelemcsoportok átfedett összevonása A mellékidő-elemek csökkentése: automatikus munkadarab adagolás a szerszám pozicionálási idők csökkentése
36 A gyártási költség összetevői Költségszámítás Valamely alkatrész előállítási önköltsége (K), ha az alkatrész előállításához szükséges összes művelet száma z, i pedig valamely műveletet jelölő indexjel (i=1,, z) ábra A gazdaságos eljárás megválasztása a kritikus darabszám alapján
37 A sorozat nagyságát tehát az önköltség optimális nagyságának a beállításához csak addig szabad növelni, amíg az anyag és munka felhalmozásából eredő veszteség nem haladja meg a darabszám növelésével keletkező megtakarítást.
38 1.6. Tendenciák a gépgyártástechnológia fejlesztésében ábra A gyártástechnológia fejlődésének tendenciája
39 1.16. ábra Gépkihasználás jellemzői [103]
40 1.17. ábra A gépgyártástechnológia és más tudományterületek kapcsolata
41 1.7. A szakterület fejlődési irányait a következő struktúrában célszerű áttekinteni. Az alábbi áttekintés nem tartozik az alapok tárgyon belüli ismerethez. Mégis szükségesnek tartjuk felvetni a Gépgyártástechnológia fejlődésének irányait e helyen is, hogy a szakterület fejlődési irányait egy rendszerbe foglalva lássuk. A sorozat későbbi köteteiben természetesen ezen ismeretek megjelennek [82], [83].
42 1. Szerszámgép fejlesztés főbb irányzatai 2. Fejlesztési tendenciák a gépgyártástechnológiában 2.1. A gépgyártástechnológia fejlesztésének általános tendenciái Mikrorendszertechnika Rapid-prototyping eljárás Near-net-shape technológia Műszaki fejlődés új konstrukciós anyagokkal és nagy pontossággal Nagyteljesítményű kerámia Ultraprecíziós technika Duktilis anyagok ultraprecíziós megmunkálása Rideg anyagok ultraprecíziós megmunkálása Lézertechnológia Környezetbarát technológia
43 2.2. A forgácsolás fejlődési iránya A gépgyártástechnológia fejlődése Az intenzitás növelése számítógép alkalmazásával 3.A munkadarab-szerszám kapcsolatában bekövetkezett fejlesztési területek 4.Termelést befolyásoló új tényezők hatása, gyártórendszerek fejlődése 5. Minőségbiztosítás
44 1.18. ábra A minőségszemlélet fejlődése
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
FOGLALKOZÁSI TERV. Kósa Péter műszaki oktató. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV Nyíregyházi Főiskola Gyártórendszerek tervezése c. tan- 2009/2010. tanév, II. félév GM.III. évfolyam Gyak.jegy, 2 kredit tárgy Műszaki Alapozó és Gépgyártástechnológia Tanszék Tanítási
FOGLALKOZÁSI TERV Nyíregyházi Főiskola Gyártórendszerek tervezése c. tan- 2009/2010. tanév, II. félév GM.III. évfolyam Gyak.jegy, 2 kredit tárgy Műszaki Alapozó és Gépgyártástechnológia Tanszék Tanítási
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK B Szakirányú gyakorlat III. tantárgy 2016/2017. tanév, II. félév GMB. IV. évfolyam Gyak.jegy, kredit: 3 Tantárgy
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK B Szakirányú gyakorlat III. tantárgy 2016/2017. tanév, II. félév GMB. IV. évfolyam Gyak.jegy, kredit: 3 Tantárgy
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
CNC gépek szerszámellátása
 CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Előgyártmány, ráhagyás
 GYÁRTÁSTERVEZÉS A gyártástervezés feladata Megtervezni a konstruktőr által megtervezett termék gyártási folyamatát. A technológiai tervezés célja: a gyártáshoz szükséges dokumentációk előállítása. Fogalmak
GYÁRTÁSTERVEZÉS A gyártástervezés feladata Megtervezni a konstruktőr által megtervezett termék gyártási folyamatát. A technológiai tervezés célja: a gyártáshoz szükséges dokumentációk előállítása. Fogalmak
SZÉCHENYI ISTVÁN EGYETEM GYŐR MEGMUNKÁLÁSI TECHNOLÓGIÁK B_AJ005_2
 MEGMUNKÁLÁSI TECHNOLÓGIÁK B_AJ005_2 Gépészmérnöki (BSc) szak ALAPFOGALMAK 1. előadás Összeállította: Dr. Pintér József A gyártástechnológia alapfogalmai A gyártástechnológia alapfogalmai 1. Bevezetés 2.
MEGMUNKÁLÁSI TECHNOLÓGIÁK B_AJ005_2 Gépészmérnöki (BSc) szak ALAPFOGALMAK 1. előadás Összeállította: Dr. Pintér József A gyártástechnológia alapfogalmai A gyártástechnológia alapfogalmai 1. Bevezetés 2.
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
01 - Bevezetés, Alapfogalmak, Technológiai dokumentáció
 Y Forgácsolástechnológia alapjai 01 - Bevezetés, lapfogalmak, echnológiai dokumentáció r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 gyártástechnológia feladata lkészíteni a konstruktőr által
Y Forgácsolástechnológia alapjai 01 - Bevezetés, lapfogalmak, echnológiai dokumentáció r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 gyártástechnológia feladata lkészíteni a konstruktőr által
NYF-MMFK Műszaki Alapozó és Gépgyártástechnológia Tanszék gépészmérnöki szak III. évfolyam
 FOLYAMATTERVEZÉS B Tantárgy kódja: GM 2505 Meghirdetés féléve: 5. Össz-óraszám (elm. + gyak.): 28 5. 14 1 1 14 14 Összesen: 14 14 Előfeltétel (tantárgyi kód): GM 1302 Tantárgyfelelős neve: Dr. Végső Károly
FOLYAMATTERVEZÉS B Tantárgy kódja: GM 2505 Meghirdetés féléve: 5. Össz-óraszám (elm. + gyak.): 28 5. 14 1 1 14 14 Összesen: 14 14 Előfeltétel (tantárgyi kód): GM 1302 Tantárgyfelelős neve: Dr. Végső Károly
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
GYÁRTÁSAUTOMATIZÁLÁS
 Megmunkálási technológiák AJ003_2 Gépészmérnöki (BSc) szak GYÁRTÁSAUTOMATIZÁLÁS Összeállította: Dr. Pintér József GYÁRTÁSAUTOMATIZÁLÁS 1. A rugalmas gyártás alapfogalmai 2. Rugalmas gyártócella (Flexible
Megmunkálási technológiák AJ003_2 Gépészmérnöki (BSc) szak GYÁRTÁSAUTOMATIZÁLÁS Összeállította: Dr. Pintér József GYÁRTÁSAUTOMATIZÁLÁS 1. A rugalmas gyártás alapfogalmai 2. Rugalmas gyártócella (Flexible
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Foglalkozási napló. Autógyártó 11. évfolyam
 Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
A gyártási rendszerek áttekintése
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. A gyártástechnológia alapfogalmai
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2015. 1 A gyártástechnológia
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2015. 1 A gyártástechnológia
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Gyártástechnológia II. BAGGT23NNB Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Gyártási folyamatok tervezése
 Gyártási folyamatok tervezése Dr. Kardos Károly, Jósvai János 2006. március 28. 2 Tartalomjegyzék 1. Gyártási folyamatok, bevezetés 9 1.1. Gyártó vállalatok modellezése.................. 9 1.1.1. Számítógéppel
Gyártási folyamatok tervezése Dr. Kardos Károly, Jósvai János 2006. március 28. 2 Tartalomjegyzék 1. Gyártási folyamatok, bevezetés 9 1.1. Gyártó vállalatok modellezése.................. 9 1.1.1. Számítógéppel
Gyártórendszerek Dinamikája. Gyártórendszerek jellemzése és szerkezete Gyártórendszerekkel kapcsolatos mérnöki feladatok
 GyRDin-02 p. 1/20 Gyártórendszerek Dinamikája Gyártórendszerek jellemzése és szerkezete Gyártórendszerekkel kapcsolatos mérnöki feladatok Werner Ágnes Villamosmérnöki és Információs Rendszerek Tanszék
GyRDin-02 p. 1/20 Gyártórendszerek Dinamikája Gyártórendszerek jellemzése és szerkezete Gyártórendszerekkel kapcsolatos mérnöki feladatok Werner Ágnes Villamosmérnöki és Információs Rendszerek Tanszék
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. A gyártástechnológia alapfogalmai
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2012. A gyártástechnológia alapfogalmai
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2012. A gyártástechnológia alapfogalmai
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
GÉPGYÁRTÁSTECHNOLÓGIA IV.
 Miskolci gyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés GÉPGYÁRTÁTCHNOLÓGIA IV. Gyártási folyamatok és rendszerek Dr. Dudás Illés Kötelező irodalom: Miskolci gyetem, Gyártástudományi Intézet,
Miskolci gyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés GÉPGYÁRTÁTCHNOLÓGIA IV. Gyártási folyamatok és rendszerek Dr. Dudás Illés Kötelező irodalom: Miskolci gyetem, Gyártástudományi Intézet,
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
TERMÉKFEJLESZTÉS (BMEGEGE MNTF)
") TERVEZÉS ELMÉLET ÉS MÓDSZERTAN (BMEGEGE MGTM) TERMÉKFEJLESZTÉS (BMEGEGE MNTF) 10. Előadás Költségszempontú tervezés 2010/2011 II. félév 1 / 17 Ütemterv 2011. tavaszi félév Hét Előadás 1. Tervezési iskolák,
TERVEZÉS ELMÉLET ÉS MÓDSZERTAN (BMEGEGE MGTM) TERMÉKFEJLESZTÉS (BMEGEGE MNTF) 10. Előadás Költségszempontú tervezés 2010/2011 II. félév 1 / 17 Ütemterv 2011. tavaszi félév Hét Előadás 1. Tervezési iskolák,
Logisztikai módszerek
 BME GTK Ipari menedzsment és Vállalkozásgazdasági Tanszék Menedzser program Logisztikai módszerek 1. Anyagmozgatás I. dr. Prezenszki József - dr. Tóth Lajos egyetemi docens egyetemi docens ek - 1. Anyagmozgatás
BME GTK Ipari menedzsment és Vállalkozásgazdasági Tanszék Menedzser program Logisztikai módszerek 1. Anyagmozgatás I. dr. Prezenszki József - dr. Tóth Lajos egyetemi docens egyetemi docens ek - 1. Anyagmozgatás
Vállalkozás gazdaságtan SZIKORA PÉTER TAVASZ
 Vállalkozás gazdaságtan 2015-2016 TAVASZ Értékteremtés folyamata Értékteremtés folyamata Érték egy termék jellemzőinek összessége, amely alkalmassá teszi azt a fogyasztó igényeinek kielégítésére. A termékelőállítás
Vállalkozás gazdaságtan 2015-2016 TAVASZ Értékteremtés folyamata Értékteremtés folyamata Érték egy termék jellemzőinek összessége, amely alkalmassá teszi azt a fogyasztó igényeinek kielégítésére. A termékelőállítás
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Autógyártó szakma gyakorlati oktatásához OKJ száma: 34 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Autógyártó szakma gyakorlati oktatásához OKJ száma: 34 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Különleges megmunkálási technológiák M_aj003_1
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Tervezési feladat. Komplex tervezés c. tárgyból. Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
Gyártási folyamat tervezés
 Gyártási folyamat tervezés Markos Sándor Szalay Tibor 1 A gyártási folyamat tagozódása Szakasz Müveletcsoport Művelet Műveletelemcsoport Műveletelem Mozdulat Mozdulatelem A gyártás azon része amely a termékhez
Gyártási folyamat tervezés Markos Sándor Szalay Tibor 1 A gyártási folyamat tagozódása Szakasz Müveletcsoport Művelet Műveletelemcsoport Műveletelem Mozdulat Mozdulatelem A gyártás azon része amely a termékhez
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM MK/HU Érvényességi idő: 2009. 10. 08. óra, perc a vizsgabefejezés szerint. Minősítő neve, beosztása: Nagy László s.k. NSZFI főigazgató Készítő szerv: Nemzeti Szakképzési
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM MK/HU Érvényességi idő: 2009. 10. 08. óra, perc a vizsgabefejezés szerint. Minősítő neve, beosztása: Nagy László s.k. NSZFI főigazgató Készítő szerv: Nemzeti Szakképzési
HELYI TANTERV. Karbantartási gyakorlat
 HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
Szabad formájú mart felületek mikro és makro pontosságának vizsgálata
 2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
SZÉCHENYI ISTVÁN EGYETEM GYŐR GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2. Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.
 szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.") GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
Tantárgyi dosszié. Megmunkáló eljárások GEGTT142-B GEGTT142-BL
 Tantárgyi dosszié Megmunkáló eljárások GEGTT142-B GEGTT142-BL TÁJÉKOZTATÓ a "Megmunkáló eljárások " c. tárgy oktatásáról (GEGTT142-B) Szak: Gépészmérnöki (BSc) alapszak Szakirány: Minőségbiztosítási szakirány
Tantárgyi dosszié Megmunkáló eljárások GEGTT142-B GEGTT142-BL TÁJÉKOZTATÓ a "Megmunkáló eljárások " c. tárgy oktatásáról (GEGTT142-B) Szak: Gépészmérnöki (BSc) alapszak Szakirány: Minőségbiztosítási szakirány
ZÁRÓVIZSGA KÉRDÉSEK GÉPÉSZMÉRNÖK (BSc) SZAKOS HALLGATÓK RÉSZÉRE 2013. A) Gyártástechnológia komplex ismeretek témakör ( A típusú tantárgyak)
 SZAKOS HALLGATÓK RÉSZÉRE 2013. A) Gyártástechnológia komplex ismeretek témakör ( A típusú tantárgyak)") ZÁRÓVIZSGA KÉRDÉSEK GÉPÉSZMÉRNÖK (BSc) SZAKOS HALLGATÓK RÉSZÉRE 2013. A) Gyártástechnológia komplex ismeretek témakör ( A típusú tantárgyak) Anyagismeret, anyagvizsgálat, hőkezelés 1. Ismertesse a felületi
ZÁRÓVIZSGA KÉRDÉSEK GÉPÉSZMÉRNÖK (BSc) SZAKOS HALLGATÓK RÉSZÉRE 2013. A) Gyártástechnológia komplex ismeretek témakör ( A típusú tantárgyak) Anyagismeret, anyagvizsgálat, hőkezelés 1. Ismertesse a felületi
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. Tantárgyi követelmények A gyártástechnológia alapfogalmai
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Tantárgyi követelmények A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József A tantárgy
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Tantárgyi követelmények A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József A tantárgy
Gyártás és gyártórendszerek tervezése
 Tantárgyi dosszié Gyártás és gyártórendszerek tervezése GEGTT300-B GEGTT300-BL Tájékoztató A Gyártás és gyártórendszerek tervezése (GEGTT300-B) című tárgyhoz Szak: BSc Szintű Logisztikai Mérnök Szak Évfolyam,
Tantárgyi dosszié Gyártás és gyártórendszerek tervezése GEGTT300-B GEGTT300-BL Tájékoztató A Gyártás és gyártórendszerek tervezése (GEGTT300-B) című tárgyhoz Szak: BSc Szintű Logisztikai Mérnök Szak Évfolyam,
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. Tantárgyi követelmények A gyártástechnológia alapfogalmai
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Tantárgyi követelmények A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József A tantárgy
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Tantárgyi követelmények A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József A tantárgy
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
GÉPIPARI MÉRNÖKASSZISZTENS 55 810 01 0010 55 05
 GÉPIPARI MÉRNÖKASSZISZTENS 55 810 01 0010 55 05 FEOR 3117 Gépésztechnikus VIZSGÁZTATÁSI KÖVETELMÉNYEK A szakmai vizsgára bocsátás feltételei: A képzési programban előírt gyakorlat teljesítéséről szóló
GÉPIPARI MÉRNÖKASSZISZTENS 55 810 01 0010 55 05 FEOR 3117 Gépésztechnikus VIZSGÁZTATÁSI KÖVETELMÉNYEK A szakmai vizsgára bocsátás feltételei: A képzési programban előírt gyakorlat teljesítéséről szóló
HELYI TANTERV. Karbantartási gyakorlat
 HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
Vállalatirányítás HÁLÓTERVEZÉS. Tevékenység Jel Kódjel megelőző követő tevékenység jele. A - C 6 Munkaerő-szükséglet 2. B - F 8 műszaki tervezése 3.
 HÁLÓTERVEZÉS 1. Egy hálótervről az alábbi adatok ismertek: Közvetlenül Tevékenység Jel Kódjel megelőző követő tevékenység jele 1. Generálterv kidolgozása A - C 6 Munkaerő-szükséglet. meghatározása és gyári
HÁLÓTERVEZÉS 1. Egy hálótervről az alábbi adatok ismertek: Közvetlenül Tevékenység Jel Kódjel megelőző követő tevékenység jele 1. Generálterv kidolgozása A - C 6 Munkaerő-szükséglet. meghatározása és gyári
Tájékoztató a Technológiai tervezés című tárgy oktatásához Neptun kód: GEGTT126-B
 Tájékoztató a Technológiai tervezés című tárgy oktatásához Neptun kód: GEGTT126B Szak: Gépészmérnöki alapszak BSc Évfolyam: III. Specializáció: Gépgyártástechnológiai (3BGT), Minőségbiztosítási (3BGB)
Tájékoztató a Technológiai tervezés című tárgy oktatásához Neptun kód: GEGTT126B Szak: Gépészmérnöki alapszak BSc Évfolyam: III. Specializáció: Gépgyártástechnológiai (3BGT), Minőségbiztosítási (3BGB)
Autóipari megmunkálási eljárások
 Tantárgyi dosszié Autóipari megmunkálási eljárások GEGTT602-B TÁJÉKOZTATÓ az "Autóipari megmunkálási eljárások " c. tárgy oktatásáról (GEGTT602-B) Szak: Járműmérnöki (BSc) alapszak (G 2BJ) Előadó: Dr.
Tantárgyi dosszié Autóipari megmunkálási eljárások GEGTT602-B TÁJÉKOZTATÓ az "Autóipari megmunkálási eljárások " c. tárgy oktatásáról (GEGTT602-B) Szak: Járműmérnöki (BSc) alapszak (G 2BJ) Előadó: Dr.
A gyártástervezés modelljei. Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet ermelési folyamatok II. A gyártástervezés modelljei Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
CSOPORTTECHNOLÓGIA TERVEZÉSÉNEK SZÁMITÓGÉPES TÁMOGATÁSA
 1 CSOPORTTECHNOLÓGIA TERVEZÉSÉNEK SZÁMITÓGÉPES TÁMOGATÁSA Mezei Sándor Mikó Balázs ifj. Mezei Sándor Summary With the help of this program wrote on the computer we can search for the geometric parameters
1 CSOPORTTECHNOLÓGIA TERVEZÉSÉNEK SZÁMITÓGÉPES TÁMOGATÁSA Mezei Sándor Mikó Balázs ifj. Mezei Sándor Summary With the help of this program wrote on the computer we can search for the geometric parameters
Üzemszervezés A BMEKOKUA180
 Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki és Járműmérnöki Kar Közlekedésmérnöki Szak Üzemszervezés A BMEKOKUA180 Termelési rendszerek Dr. Juhász János egyetemi docens A termelési
Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki és Járműmérnöki Kar Közlekedésmérnöki Szak Üzemszervezés A BMEKOKUA180 Termelési rendszerek Dr. Juhász János egyetemi docens A termelési
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Minimumkérdések 9. évfolyam
 AJKAI SZAKKÉPZŐ ISKOLA ÉS KOLLÉGIUM BERCSÉNYI MIKLÓS INTÉZMÉNYEGYSÉG 34 521 06 Hegesztő szakképesítés Minimumkérdések 9. évfolyam Munkahelyi egészség és biztonság 1. Milyen tűzveszélyességi osztályok vannak?
AJKAI SZAKKÉPZŐ ISKOLA ÉS KOLLÉGIUM BERCSÉNYI MIKLÓS INTÉZMÉNYEGYSÉG 34 521 06 Hegesztő szakképesítés Minimumkérdések 9. évfolyam Munkahelyi egészség és biztonság 1. Milyen tűzveszélyességi osztályok vannak?
Sorrendtervezés. Dr. Mikó Balázs Az elemzés egysége a felületelem csoport.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
MUNKAANYAG. Dabi Ágnes. Tengelyszerű munkadarab készítésének. technológiai tervezése, szerszámok, készülékek. megválasztása, paraméterek meghatározása
 Dabi Ágnes Tengelyszerű munkadarab készítésének technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai
Dabi Ágnes Tengelyszerű munkadarab készítésének technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai
Gyakorlati segédlet a tervezési feladathoz
 Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési és Gyártástechnológiai Intézet Gyakorlati segédlet a tervezési feladathoz Mechanikai megmunkálás (OFM, FM BSC) és Ipari Technológiák II.
Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési és Gyártástechnológiai Intézet Gyakorlati segédlet a tervezési feladathoz Mechanikai megmunkálás (OFM, FM BSC) és Ipari Technológiák II.
Fűrészipari szerszámélező Gépi forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
BEVEZETŐ Tantárgyi követelmények
 BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2018-2019. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
BEVEZETŐ Tantárgyi követelmények BSC KÉPZÉSI SZINT 2018-2019. tanév I. (őszi) félév SZÉCHENYI ISTVÁN EGYETEM AUDI Hungaria Járműmérnöki Kar Járműgyártási Tanszék Gépészmérnöki szak Gépgyártástechnológiai
Energetikai Szakgimnázium és Kollégium 7030 Paks, Dózsa György út 95.
 GÉPÉSZET ISMERETEK TANTÁRGY ÉRETTSÉGI VIZSGA TÉMAKÖRÖK KÖZÉPSZINTEN 2018/2019. tanév 12. A Bevezető A Gépészeti ismeretek, mint szakmai tantárgy az érettségi vizsgán, a kötelező vizsgatárgyak körét bővíti.
GÉPÉSZET ISMERETEK TANTÁRGY ÉRETTSÉGI VIZSGA TÉMAKÖRÖK KÖZÉPSZINTEN 2018/2019. tanév 12. A Bevezető A Gépészeti ismeretek, mint szakmai tantárgy az érettségi vizsgán, a kötelező vizsgatárgyak körét bővíti.
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Technológiai dokumentáció Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Gyártástechnológia II. BAGGT23NNB Technológiai dokumentáció Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék. Tervezési feladat. Komplex tervezés. Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
GYÁRTÓRENDSZER IRÁNYÍTÁSA, FELÜGYELETE
 2. GYÁRTÓRENDSZEREK FŐ JELLEMZŐI (Dudás Illés) A Gyártórendszer (MS) a gyártási fő- és segédfolyamatokat megvalósító gyártóberendezésekből, eszközökből, továbbá az előbbiek irányítását, felügyeletét ellátó
2. GYÁRTÓRENDSZEREK FŐ JELLEMZŐI (Dudás Illés) A Gyártórendszer (MS) a gyártási fő- és segédfolyamatokat megvalósító gyártóberendezésekből, eszközökből, továbbá az előbbiek irányítását, felügyeletét ellátó