Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és technológia Tanszék. Kutatási beszámoló
|
|
|
- Ilona Halász
- 8 évvel ezelőtt
- Látták:
Átírás
1 Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és technológia Tanszék Kutatási beszámoló Nanoszerkezetű anyagok forgácsolási tulajdonságainak és felületintegritásának vizsgálata Nyilvántartási szám: K Témavezető: Dr. Mészáros Imre, egyetemi docens Budapest, július

2 TARTALOMJEGYZÉK 1. BEVEZETÉS ULTRAFINOM SZEMCSÉS PRÓBATESTEK ELŐÁLLÍTÁSA A szemcsefinomodás hatása Ultrafinom és szubmikronos szemcseméretű próbatestek előállítása OFHC-réz Ultrafinom és nanoszerkezetű acél MIKRO-FORGÁCSOLÁS ELMÉLETI MODELLJE A MIKRO-FORGÁCSOLÁSI KÍSÉRLETEK Nanoszemcsés acél anyagok mikro-forgácsolása CBN és keményfém szerszámmal Nanoszemcsés réz mikro-forgácsolása ÖSSZEFOGLALÁS /25

3 1. BEVEZETÉS A K nyilvántartási számú, Nanoszerkezetű anyagok forgácsolási tulajdonságainak és felületintegritásának vizsgálata című kutatási projektet, a munkatervnek megfelelően hajtottuk végre. A vizsgálataink kiterjedtek az ultrafinom, nanoszemcsés OFHC réz és acél próbadarabok előállítására, forgácsolási vizsgálataira, valamint a forgácsleválasztás modellezésére. Elemzésünk során összehasonlító vizsgálatot végeztünk. A kutató munkánk ráépült a Kristályos szerkezetű anyagok forgácsolási tulajdonságainak és felületintegritásának vizsgálata kutatási témára. Az ott elért eredmények és tapasztalatok birtokában elsősorban arra voltunk kíváncsiak, milyen változásokat okoz a kristályméret csökkenése a felület topográfiájában és ezek a változások a forgácsleválasztási modellen milyen változtatásokat igényelnek. A próbadarabok anyagminőségének választását egyrészt az eredmények ipari felhasználhatósága indokolta, másrészt a forgácsolásukhoz alkalmazható szerszámanyagok lényegesen eltérnek egymástól. Így lehetőségünk nyílott az iparban gyakran használt acél anyagok mikro-forgácsolására. A réz próbatestek gyémánt egykristály éllel forgácsolhatók. Az acél próbatestek forgácsolására polikristályos szerkezetű él anyag áll rendelkezésre. A két különböző szerkezetű él anyag, az anyagleválasztás modellezésére nincs lényegesen eltérő hatással, ugyanakkor a felület topográfia kialakulásában lényeges eltérést figyeltünk meg. A gyémánt egykristály éllel előállított felület jól közelíti az elméleti, geometriai-kinematikai megfontolásokból levezethető felületi érdességet. Az elméleti érdességtől való eltérés, az anyag anizotrop tulajdonsága, a szerszám geometriai kialakítása, a gép mozgásegyenletessége és stabilitása, valamint egyéb technológiai tényezők hatása miatt keletkezik. Acél anyagok forgácsolására még nem áll rendelkezésünkre CBN egykristály, annak ellenére, hogy már több mint 15 éve sikeres kísérletet tettek előállítására. A polikristályos él anyaggal forgácsolt felület érdessége lényegesen eltér az elméleti érdességtől. Az okokat már több kutató is vizsgálta, de ez ideig általánosan elfogadható magyarázat nem született. Ugyancsak nem született általánosan elfogadott magyarázat a leválasztható legkisebb rétegvastagság nagyságának megállapítására sem. Kutató munkánk során, támaszkodva a korábbi kutatásaink eredményeire, mindkét problémára új tudományos eredménynek számító megállapításokat tettünk. 3/25

4 2. ULTRAFINOM SZEMCSÉS PRÓBATESTEK ELŐÁLLÍTÁSA 2.1. A szemcsefinomodás hatása Kutatási munkánkban többek között a szemcseméret csökkenésének a hatását vizsgáltuk a forgácsolás útján megmunkált felületi minőségre vonatkozóan. Mivel a szemcseméret csökkenése teljesen új forgácsolási feltételeket teremt, ezért további célunk volt az ultrafinom- és szubmikronos szemcseméretű anyagok előállításának részletes vizsgálata, a szemcsefinomodás mechanizmusainak az elemzése is. Korábbi kutatási munkáink keretében végzett forgácsolási kísérleteink során bebizonyosodott, hogy az ultraprecíziós esztergálással, valamint a mikromarással megmunkált felületek minőségét nagymértékben befolyásolja a megmunkált anyag szövetszerkezete, azon belül is hőkezeltségi állapota, illetve átlagos szemcsemérete. A korszerű acélokkal kapcsolatos fejlesztések egyik fő iránya a szemcseméret csökkentése. A mérnöki gyakorlatban számos elnevezésbeli besorolás létezik struktúrák, alkatrészek, rendszerek, megmunkálási eljárások, pontosságok nagyságrendjére vonatkozóan. Fémes anyagok szövetszerkezetének átlagos szemcseméret szerinti értékelése az alábbiak szerint történhet: - Ultrafinom szemcsés anyagok: 1 5 μm - Szubmikronos anyagok: nm - Nanoszemcsés anyagok: < 100 nm A szakirodalom, valamint korábbi tapasztalataink alapján az ultrafinom szemcsés, valamint a szubmikronos anyagok három fő, részben tényleges, részben pedig várható előnye a hagyományos szemcseméretű anyagokkal szemben az alábbiakban foglalhatók össze: 1. Szilárdságnövekedés a Hall-Petch féle összefüggés értelmében: 1 i0, ahol a folyási feszültség, k egyfajta szilárdulási együttható (a d szemcsehatár ellenállása), i0 a diszlokációvándorlás megindításához szükséges kezdeti feszültség, valamint d a szemcseméret. 2. Magasabb hőmérsékleten fellépő szuperképlékenység lehetősége. 3. Megnövelt felületi minőség forgácsoláskor. Meg kell jegyeznünk, hogy különösen nagymértékű szemcsefinomodás nyomán megváltoznak a hagyományos szemcseméretű anyagok esetében érvényes, szövetszerkezethez köthető mechanizmusok (pl. deformációs folyamatoké), illetve az azokat leíró anyagi törvények. Példaként említhetjük a Hall-Petch-féle összefüggés által szolgáltatott egyenes meredekségét. A szemcseméret és az anyag mechanikai tulajdonságai közötti kapcsolat jellege talán még fontosabb is, mint a tényleges méretbeli meghatározottság. Ennek megfelelően nanoszerkezetűnek akkor tekinthetünk egy fémes anyagot, ha annak valamely tulajdonsága 1 μm-nél kisebb krisztallitméret mellett már nem a szokásos szemcseméretű anyagokra érvényesnek talált összefüggéseket követi. Egy adott fém vagy ötvözet nanoszerkezetűnek értékelhető, ha a d -1/2 koordináta rendszerben ábrázolt Hall-Petchféle összefüggés egyenes vonala az 1 μm alatti szemcseméret-tartománynál töréspontot, illetve eltérő meredekséget mutat a görbe korábbi szakaszához viszonyítva. Az átlagos szemcseméret értékelésénél figyelembe kell vennünk azt a tényt, hogy a nagymértékű, de elsődleges alakítás hatására főként kisszögű szemcsehatárok keletkeznek. A kisszögű határok még csak un. szubszemcséket hoznak létre a korábbi szemcsén belül, a 4/25

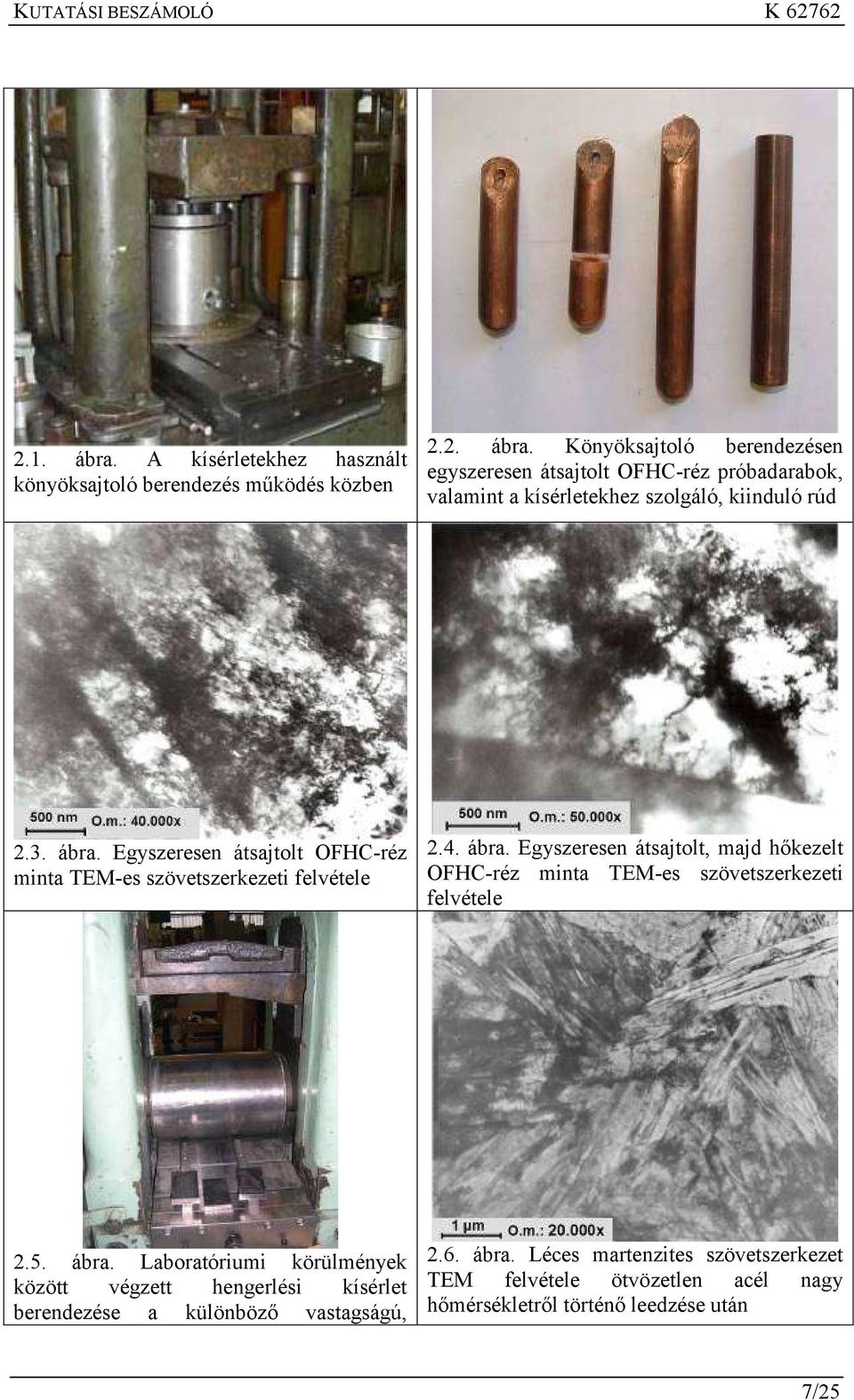
5 köztük lévő kis orientációs különbség még nem biztosítja teljes mértékben azokat a mechanikai tulajdonságokat, mint amelyek a nagyszögű szemcsehatárok által létrejött szemcsefinomodásnál érvényesek. Nagyszögű szemcsehatárról abban az esetben beszélünk, ha két szomszédos szemcse közötti orientációs különbség legalább os. Ezt a kritériumot is figyelembe véve tehát megfogalmazható, hogy nanoszerkezetű tömbi anyagokról csak akkor beszélhetünk, ha az 1 μm alatti szemcséket nagyszögű szemcsehatárok választják el. Jelenleg nagyipari gyakorlatban a melegen hengerelt, nagyszilárdságú, mikroötvözött acélok szokásos szemcsemérete legfeljebb az 5 μm-es értéket éri el. Néhány speciális acéltípus esetében az 1-3 μm-es szemcseméret a jellemző (pl. az elsősorban felhőkarcolókban, tengerjáró hajókban alkalmazott HIAREST-acél, High Crack Arrestability Endowed Steel Plate, illetve a gépjárművek alvázaként alkalmazott Super-HSLA-acél, High Strength Low Alloy Steel) Ultrafinom és szubmikronos szemcseméretű próbatestek előállítása A forgácsolási kísérleteinkhez ultrafinom és szubmikronos szemcseméretű anyagokat állítottunk elő intenzív képlékeny alakítással, valamint ezt kiegészítő hőkezelési eljárással. Kísérleti anyagként OFHC (oxygen free high conductivity) réz és 0,1%C-Mn acél szolgáltak. Ha az ipari vagy a tömegszerű gyárthatóság igényét is szem előtt tartjuk, akkor főleg azok az eljárások jöhetnek szóba, amelyeknél a kiinduló anyag is tömbi anyag OFHC-réz Az OFHC-réz nagymértékű képlékeny alakítása könyöksajtoló berendezéssel történt (2.1. ábra). Az így nyert próbatestek, valamint a kiinduló, 16 mm átmérőjű, kör keresztmetszetű próbatest képe az 2.2. ábrán látható. A könyöksajtolás (ECAP Equal Channel Angular Pressing) során általában kör vagy négyzet keresztmetszetű rúd anyagot sajtolnak át egy olyan szerszámon, amely két, egymásra merőleges csatornából áll. Az eljárás egyik előnye az, hogy a kiinduló anyag is tömbi anyag, így az ipari vagy a tömegszerű gyárthatóság igénye is előtérben marad. Az ECAP módszer alkalmazásával nem csak az volt a célunk, hogy a forgácsolási kísérleteinkhez megfelelően finom szemcsés anyagot állítsunk elő, hanem hogy megértsük a nanoszerkezetű tömbi anyagok előállítása során lejátszódó fémtani folyamatokat is. Könyöksajtoláskor az első átsajtolási művelet meghatározó a végső szemcseméret szempontjából. Az első átsajtoláskor alakul ki az a jellegzetes elsődleges, illetve másodlagos lamináris szubszerkezet, amiből aztán a későbbi műveletek, illetve hőkezelések során nagyszögű szemcsehatárokkal elválasztott szemcseszerkezet fejlődik. Ha a kezdeti réteges szerkezet egyszer már kialakult, a rétegek közötti távolság viszonylag állandó. Az alakváltozás mértékének növekedésével ez a szerkezet alig finomodik tovább. Az átsajtolási művelet során a szövetszerkezeti változások a két, egymásra merőleges csatorna találkozási zónájában játszódnak le. A tartományt merőlegesen elválasztó középvonal az un. fő nyírási sík. Az átsajtolás utáni elnyújtott lamináris szubszerkezet irányítottsága közel párhuzamos a fő nyírási síkkal. A fő nyírási síkban fellépő nyírás ugyanis a korábbiakon túl olyan további csúszási síkokat aktivál, amelyek orientációja hasonló, mint a fő nyírási síké. Ha egy szemcsében a fő nyírási sík elérése előtt az aktiválódott csúszási rendszer a szemcse kiinduló orientációjától függően nagyobb szöget zárt be a fő nyírási síkkel, akkor a sík elérésekor megváltozik az adott szemcse csúszási intenzitása. Ez az eset sokkal hatékonyabb a szemcsefinomodás szempontjából, mint az olyan kiinduló szemcsék esetében, ahol a kezdetben aktiválódott csúszási rendszer csak kis szöget zár be a fő nyírási sík irányával. A fő 5/25

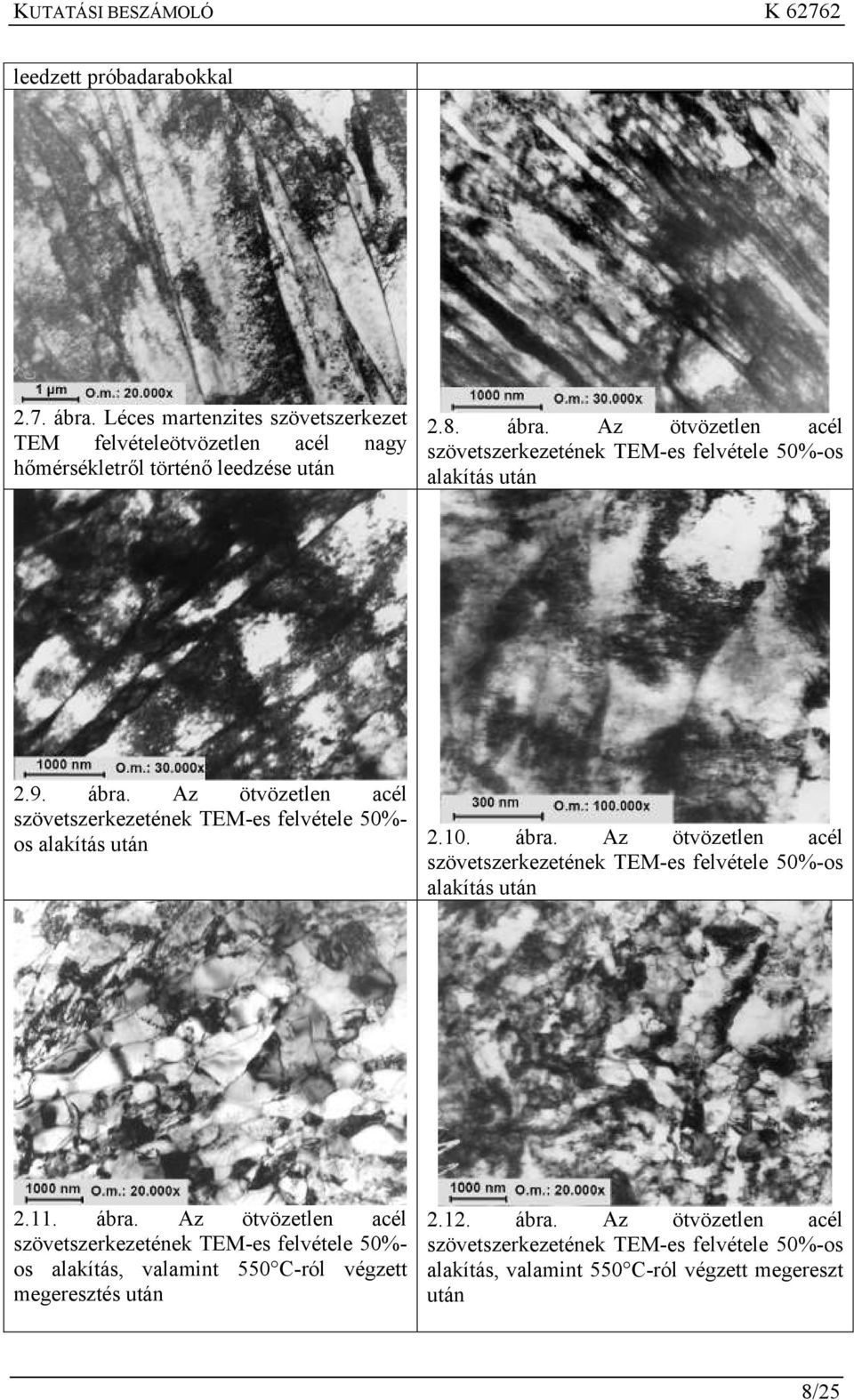
6 nyírási sík elérése előtt keletkezett elnyújtott lamináris szubszerkezetet az újonnan aktiválódott csúszással párhuzamos lamináris szubszerkezet feldarabolja, szegmentálja. Az első átsajtolás során kialakult jellegzetes szövetszerkezet TEM felvétele a 2.3. ábrán látható, míg az ezt követően, az újrakristályosodás hőmérsékletén hőkezelt próba szövetének TEM felvételét a 2.4. ábra mutatja. A könyöksajtolás nyomán a próbatest mikrokeménysége 120 HV100, volt, ami a hőkezelés után HV100 értékre csökkent. Az elkészített próbatestek az esztergálási kísérletekhez: Sorszám Jelzés Anyag Alakítás Hőkezelés 1. ME1 OFHC 1x ECAP - 2. ME2 OFHC ME3 Elektróda réz 1x ECAP - 4. ME4 OFHC 1x ECAP 300 C, 2 óra 5. ME5 OFHC 1x ECAP 320 C, 1 óra Ultrafinom és nanoszerkezetű acél A C-Mn-acél szemcsefinomításához a próbadarabokat előzetesen nagy hőmérsékletről leedzettük (1000 C-ról), amely után a szövetet léces martenzit alkotta. A nagy edzési hőmérsékleten kialakuló eldurvult ausztenites szövet következtében az ötvözetlen szerkezeti acél edzhetőségének növekednie kell. Az edzési hőmérsékleten az ausztenit szemcsemérete 200 µm-nél nagyobb. Az így kialakított szövetszerkezetet laboratóriumi körülmények között hengerléssel alakítottuk 50%-os mértékben (2.5. ábra), majd hőkezeltük 550 C-on 1 órán keresztül. Az eljárás során azért érhető el 1 µm alatti szemcseméret a relatíve kis mértékű (0,8) képlékenyalakítás esetén is, mert a léces martenzites szövet önmagában is nagy diszlokációsűrűségű. Az edzés mintegy kiváltja a hidegalakítást. Ezt a megállapítást jól alátámasztják a TEM-es vizsgálatok, amelyek során a léces martenzites szövetben jól felismerhető, a hengerlési irányba elnyúlt diszlokációs cellák figyelhetők meg, kb nm-es átlagos szélességgel (2.6. és 2.7. ábrák). Az 50%-os alakítás utáni állapot elektronmikroszkópos képe az 2.8., 2.9. és ábrákon látható. Megfigyelhető a könyöksajtolási műveletnél tapasztaltakhoz hasonló elnyújtott lamináris szubszerkezet. Az alakítás hatására főként kisszögű szemcsehatárok keletkeznek, emellett nagy a szemcsén belüli diszlokáció-sűrűség. Az alakítás után a próbadarabokat 550 C-on, 1 órás hőntartással megeresztettük. Az így nyert szövetszerkezet jellegzetességei a 2.11 és 2.12 ábrák TEM felvételén követhetők nyomon. Többek között teljesen és részben újrakristályosodott tartományok figyelhetők meg, a szemcsék sokkal inkább ekviaxiális jellegűek, mint a megeresztés előtti állapotban. A diszlokáció-sűrűség még mindig viszonylag nagy, de már nagyszámú olyan szubszemcse is található, amelyek mentesek a belső diszlokációktól. A martenzites állapotból kiinduló technológia hatékonyságát azzal magyarázzuk, hogy a léces martenzitnek morfológiai szempontból háromszintű felépítése van: lécek, blokkok és csomagok. Az egyes ausztenit szemcséken belül ennek a morfológiai helyzetnek megfelelően a belőle keletkező martenzitben a blokkok és a kötegek között nagyszögű szemcsehatár jön létre. Ez a bonyolult szerkezet vezet hidegalakításkor a már röviden jellemzett deformációs szerkezethez, majd megeresztés után a finomszemcsés acél létrejöttéhez. Az elkészített próbatestek az esztergálási kísérletekhez: Sorszám Jelzés Anyag Alakítás Hőkezelés 1. S3 0,1% C Mn acél AK1 0,1% C Mn acél 50% hengerelt - 3. AK3 0,1% C Mn acél 50% hengerelt 500 C, 1 óra 6/25

7 2.1. ábra. A kísérletekhez használt könyöksajtoló berendezés működés közben 2.2. ábra. Könyöksajtoló berendezésen egyszeresen átsajtolt OFHC-réz próbadarabok, valamint a kísérletekhez szolgáló, kiinduló rúd 2.3. ábra. Egyszeresen átsajtolt OFHC-réz minta TEM-es szövetszerkezeti felvétele 2.4. ábra. Egyszeresen átsajtolt, majd hőkezelt OFHC-réz minta TEM-es szövetszerkezeti felvétele 2.5. ábra. Laboratóriumi körülmények között végzett hengerlési kísérlet berendezése a különböző vastagságú, 2.6. ábra. Léces martenzites szövetszerkezet TEM felvétele ötvözetlen acél nagy hőmérsékletről történő leedzése után 7/25
8 leedzett próbadarabokkal 2.7. ábra. Léces martenzites szövetszerkezet TEM felvételeötvözetlen acél nagy hőmérsékletről történő leedzése után 2.8. ábra. Az ötvözetlen acél szövetszerkezetének TEM-es felvétele 50%-os alakítás után 2.9. ábra. Az ötvözetlen acél szövetszerkezetének TEM-es felvétele 50%- os alakítás után ábra. Az ötvözetlen acél szövetszerkezetének TEM-es felvétele 50%-os alakítás után ábra. Az ötvözetlen acél szövetszerkezetének TEM-es felvétele 50%- os alakítás, valamint 550 C-ról végzett megeresztés után ábra. Az ötvözetlen acél szövetszerkezetének TEM-es felvétele 50%-os alakítás, valamint 550 C-ról végzett megereszt után 8/25
9 3. MIKRO-FORGÁCSOLÁS ELMÉLETI MODELLJE A napjainkban járatos gyártási eljárásokkal készülő kristályos szerkezetű OFHC-réz anyagok kristálymérete mikrométer. Gyémánt egykristály éllel végzett forgácsolás esetén az alakítási zónában a forgácsvastagság lényegesen 1 mikrométer alatt van. A forgácstő mérete is 1 mikrométer alatti. A méretviszonyokat jól szemlélteti a 3.1. ábra. Kristályos szerkezetű anyag mikro-forgácsolásakor a fő alakváltozás egy kristályon belül játszódik le, az anyagrészek elcsúszása nem a nyírási síkban, hanem a csúszási síkokban történik. A csúszási sikok helyzete az éppen átvágott kristály orientációjától függ ábra: Mikro-forgácsolási folyamat modellezése (Moriwaki) A Kristályos szerkezetű anyag anizotrópiájának hatása mikroforgács leválasztásakor kutatási téma keretében végzett vizsgálataink alapján bizonyítottuk, hogy az orientáció változásán túlmenően, a felület topográfiájának kialakulásában, a diszlokációk vándorlásának és az éppen átvágott kristályt körülvevő kristályok orientációjának is meghatározó szerepe van. A forgácsleválasztás modellje a 3.2. ábrán látható. A vizsgálatot MARC végeselem programmal végeztük. Az analízis kiinduló adatai: szerszámanyag: gyémánt egykristály anyagminőség: réz (OFHC-réz), fogásmélység: a = 0,01 mm, előtolás: f = 0,005 mm/ford. éllekerekítési sugár: r = 0,00005 mm Csúcssugár: r ε = 5 mm Az ábrán a különböző színek a különböző anyagtulajdonságokat, a különböző szemcséket jelölik ábra. Mikro-forgács leválasztás modellje MARC analízishez 9/25

10 Az analízis eredményét egyetlen ábra segítségével szeretnénk bemutatni. A 3.3. ábrán látható amint a szerszám él a kristályhatárt eléri. A szerszám hátfelületénél az anyag visszarugózik. A szerszám előtt és alatt a szomszéd kristályok deformálódnak. A színek a feszültségi állapot nagyságára utalnak ábra. Az analízis eredményének bemutatása A kristályméretek csökkentésével a diszlokációs utak csökkennek, fokozatosan eltűnik keménységi különbség a kristály belseje és a szemcsehatár között. Amikor a szemcse mérete eléri a forgácsvastagság értékét, pontosabban a szemcse mérete a forgácsvastagság mérete alá csökken, a szerszám éle előtti alakváltozási zónában a kristályokon belüli csúszási síkok eltérő irányai miatt az alakváltozás eredőjét az elemi kristályok csúszási irányai határozzák meg. Ha a kristályméret lényegesen kisebb, mint a forgácsvastagság, a modellben a kristályszerkezet hatását elhanyagolhatjuk, kvázi amorf szerkezetűnek tekinthetjük. A modell így a nano-kristályos anyag forgácsleválasztási modelljének tekinthető. A végeselem analízis bemenő adatai: Fogásmélység: a= 0,01mm. Előtolás: f= 0,005 mm/ford. Éllekerekítési sugár: r β = 0,00005 mm. Csúcssugár: r ε = 5 mm Homlokszög: γ= 0. Anyagminőség: réz OFHC-réz. Szerszám anyag: gyémánt egykristály A szerszámot az analízisben végtelen merevnek tekintettük. A folyamat kiinduló állapota a 3.4. ábra látható. Az ábrán a sötétkékre színezett (jobb felső sarok) a szerszám, a szürke a munkadarabot jelképezi. Az ábra alsó részén található kék mező, a befogó szerszámot szimbolizálja, amelyet szintén végtelen merevségűnek feltételeztünk ábra: Az analízis kiinduló állapota 10/25

11 Az alakváltozás sebességének alakulása Az analízis során vizsgáltuk az alakváltozások irányát és sebességét. A 3.5. ábrán a nyilak nagysága, az anyagáramlási sebességével arányos, iránya az áramlás irányát mutatja. Az analízis lehetőséget ad a forgácsolt felületi réteg felkeményedésének, maradó feszültségi állapotának a vizsgálatára ábra: Alakváltozási sebesség alakulása A 3.6. ábrán a szerszám hát- és homlokfelülete előtt ébredő feszültségeket mutatják.a forgácstőben uralkodó feszültségi állapotból a szerszám terhelése számítható. Az analízis alapján számított erők nagysága 1 Newton nagyságrendbe esik ábra: Szerszámon ébredő feszültség alakulása A szerszám élén, valamint az él környezetében (az anyagoldalon) fellépő feszültség nagyságát a 3.7. ábrán láthatjuk. A feszültség nagyságából az anyag rugalmas és képlékeny alakváltozása is számítható. 11/25

12 3.7. ábra: A feszültség alakulása a munkadarab anyagában A 3.8. ábra a munkadarabban ébredő feszültségi állapotot mutatja a szerszám belépésének pillanatában. A modell és a végeselem analízis segítségével magyarázatot tudunk adni a mikro-forgácsoláskor tapasztalt jelenségekre. Például a sorja képződésre a szerszám be- és kilépési oldalán, az él kitöredezésére, stb. A szerszám belépésekor az anyag kifelé, visszafelé folyik. A szerszám geometriai kialakítása és a forgácsolási paraméterek az anyag folyását jelentős mértékben befolyásolják ábra. Feszültségi és alakváltozási állapot a szerszám belépésekor 12/25

13 4. A MIKRO-FORGÁCSOLÁSI KÍSÉRLETEK 4.1. Nanoszemcsés acél anyagok mikro-forgácsolása CBN és keményfém szerszámmal A fejezetben ismertetett anyagminőségeken keményfém és CBN szerszámokkal forgácsolási kísérleteket végeztünk. A szerszámok élezésekor arra törekedtünk, hogy az éllekerekedési sugár (r ß ) mindkét szerszám esetén minimális legyen. A kísérlet során a keményfém szerszámnál rendkívül gyors kopást tapasztaltunk, ezért a kísérleteket csak a CBN éllel végeztük el. A fejezetben leírtak szerint az S3 jelű próbatestet tekintettük a kiinduló, referencia állapotnak, míg az AK1 volt a finomabb szemcsés és az AK3 volt a legfinomabb szemcsés próbatest. A kísérleteket először az Ultraturn UP1 ultraprecíziós esztergán végeztük el, majd a forgácsolási kísérleteket megismételtük a Slantbed-Mikroturn 50 CNC gépen. A próbatesteket ragasztással rögzítettük a korong alakú befogó tartóra, így a forgácsolás keresztesztergálással történt. A forgácsolási kísérletek során erőmérést is végeztünk, azonban a mérési eredmények a megszakított forgácsolás miatt jelentős mértékben szórtak, következtetések levonására alkalmatlannak bizonyultak. Forgácsolási kísérletek az Ultraturn UP1 gépen. A beállítási paraméterek az 1. Vizsgálat alkalmával: Forgácsolási sebesség: 220 m/min Előtolás: 10 μm/ford Fogásmélység: 20 μm Csúcssugár sugár: 1,2 mm A beállítási paraméterek alapján az ideális állapotban elérhető felületi érdesség a következő képlet alapján számítható: 2 f R z 8 Ezek alapján a számított felületi érdesség értéke: Rz = 0,0104 μm Ra = 0,00208 μm A forgácsolási kísérletek eredményének értékelése: A mért felületi érdesség értékei S3 esetén: Ra = 0,09 μm; (0,09), Rz = 0,77 μm (0,77) AK1 esetén: Ra = 0,117 μm; (0,085; 0,15), Rz = 0,95 μm (0,71;1,19) AK3 esetén: Ra = 0,095 μm; (0,09;0,1), Rz = 0,805 μm (0,8;0,81) r 13/25

14 A felületekről készített mikroszkópiai vizsgálatok: S3 100x nagyítás S3 1000x nagyítás AK1 100x nagyítás AK1 1000x nagyítás AK3 100x nagyítás AK3 1000x nagyítás Ha a mérési eredményeket az elméleti értékekkel összevetjük, a tapasztalattal és az irodalmi adatokkal egybevágó következtetésre jutunk. 14/25

15 N. P. L Vov szerint a minimális forgácsvastagság értéke (h cmin =0.293 r ). Ha azt feltételezzük, hogy az éllekerekedési rádiusz r =1μm, a minimális forgácsvastagság h cmin =293 nm. Ez azt jelenti, hogy az A pont előtt a szerszám élén az előtolás irányában az x=26,52 m hosszon a szerszám már nem képes anyagot leválasztani. Az anyag a szerszám éle alatt rugalmasan és képlékenyen deformálódik. A rugalmas és képlékeny deformáció miatt körülbelül ugyanekkora szakaszon érintkezik a szerszám éle a munkadarabbal az A pont mögött. Ha megvizsgáljuk a B pontot, megállapíthatjuk, hogy a szerszám 2x hosszúságú szakasza legalább ötször áthalad felette, míg azt végleg elhagyja és kialakul a felület végleges alakja. ( ábra) a p = 20 μm f = 10 μm h cmin = 0,293 μm r ε = 1200 μm r β = 1 μm x = 26,52 μm x r 2 2 r h 26,52μm cmin ábra: Elméleti forgácsvastagság a forgácsoló élen A felületről készített mikroszkópi felvételek sem L Vov, sem Brammerz, normálszemcsés anyagokra kidolgozott felvetését nem igazolják. A szerszám éléről készített mikro-geometriai felvétel, valamint az él mozgásának figyelembe vételével, Fourie analízis segítségével, előállítható a forgácsolt felület érdességi görbéje. Tehát a nanoszerkezetű anyagok mikroforgácsolására is igaz, a nagypontosságú keményesztergálásra kidolgozott elmélet, nevezetesen, hogy a forgácsolt felület érdessége a szerszám élén elhelyezkedő CBN szemcsék karcoló (forgácsoló) hatása következtében alakul ki. A forgácsolási kísérleteket megismételtük az időközben rendelkezésünkre álló Slantbed- Mikroturn 50 CNC gépen. A megmunkálási paraméterek a következők voltak: Forgácsolási sebesség: 220 m/min Előtolás: 5 μm/ford Fogásmélység: 20 μm Lekerekítési sugár: 1,2 mm A fent említett paraméterek alapján az ideális állapotban elérhető felületi érdesség Rz = 0,0026 μm Ra = 0,00052 nm A felületi érdességi vizsgálatokat eredményei: S3 esetén: Ra = 0,063 μm; (0,06; 0,066), Rz= 0,562 μm (0,57;0,554) AK1 esetén: Ra = 0,043 μm; (0,04; 0,046), Rz= 0,414 μm (0,45;0,378) AK3 esetén: Ra = 0,066 μm; (0,07; 0,06; 0,069), Rz= 0,529 μm (0,47;0,57;0,547) 15/25

16 A megmunkált felületekről készített mikroszkópiai felvételek: S3 100x nagyítás S3 1000x nagyítás AK1 100x nagyítás AK1 1000x nagyítás AK3 100x nagyítás AK3 1000x nagyítás 16/25

17 A felületi érdesség javulása részben az előtolás csökkentésének tudható be, azaz a ábrán látható kontakt szakaszon, a forgácsoló szerszám többször haladt át, mint az első esetben. Az elemi karcok finomabb struktúrát eredményeztek. Összefoglalás: A mikro-forgácsolási kísérleteket tanúsága szerint, acél anyagok esetén, a szemcsefinomodás hatása a felület érdességének javulására nem mutatható ki. A forgácsolás körülményeinek a megváltoztatásával változik a felület érdessége, de sem az anyag anizotrópiájának hatása nem mutatható ki, sem az elméleti felületi érdességet nem lehet megközelíteni. A forgácsolt felület mikro-geometriáját a szerszám él érdessége, a geometriai és kinematikai viszonyok határozzák meg, miközben a szerszám él mikro-geometriája az él kopása miatt folyamatosan változik. 17/25

18 4.2. Nanoszemcsés réz mikro-forgácsolása A nano-szemcsés réz forgácsolási vizsgálatakor rendelkezésünkre állt a kristályos szerkezetű anyagok mikro-forgácsolási tapasztalata. Kristályos szerkezetű anyagok mikroforgácsolásakor (az átlagos szemcse méret több mikrométer nagyságú), a forgácstő azonos orientáltságú szemcsén belül helyezkedik el. A felület kialakulásában az anyag anizotrópiai tulajdonsága döntő szerepet játszik. Szemcsehatár v c v f Iker kialakulása ábra: Réz tükörfelület topográfiai képe A ábra felület topográfiai képén jól kirajzolódnak a szemcsehatárok. A piros színnel jelölt részek a felület legmagasabb pontjai. A különböző szemcsék részben különböző magasságban helyezkednek el. Ez a szemcsék eltérő orientációjának a és az anizotrópiának a hatása. A szemcse határok kiemelkedései a diszlokáció áramlással magyarázhatók. Vizsgálataink szerint az anizotrópián és a diszlokáció áramlásán túl az egyes szemcsék kiemelkedésére a szomszédos szemcse orientációja is hatással van. A felvétel egy központi részletét nagyobb nagyításban is elkészítettük, amelyet az alábbiakban láthatunk. ( ábra). 18/25

19 A kinagyított képen ismét jól megfigyelhető az elmondottakon túlmenően az orientáció hatása. Az elemi kristályon belül elhelyezkedő iker kristály felülete lényegesen alacsonyabban helyezkedik el, mint a kristály többi része. Iker Szemcsehatár visszarugózás v c Iker Iker kialakulása v f ábra. Iker kristály hatása a forgácsolt felületre A ábrán a felület metszetét készítettük el. Az ábrából közvetlen információt nyerhetünk a felülettopográfia és a felületi érdesség mérőszámai között fennálló különbségekre. 19/25

20 v c v f ábra. Érdességi profil a jelzett helyen Nano-szemcsés réz mikro-forgácsolásakor a szemcse mérete lényegesen kisebb, mint a forgács tő mérete. A forgácstőben egyszerre több szemcse található, azaz a szerszám éle egyszerre több szemcsét vág át. A szemcsemérettel azonos mértékben lecsökkennek a diszlokációs utak. Az alakítás következtében (nano-szemcsés szerkezet előállításakor) az anyag felkeményedik. Mivel az alakítás mértéke a nano-szemcsés szerkezet előállításakor lényegesen nagyobb, mint forgácsoláskor a szerszám éle alatt, feltételezhetjük, hogy a felület felkeményedésének mértéke lényegesen kisebb, mint kristályos szerkezet forgácsoláskor volt. Mindezekből arra a következtetésre jutottunk, hogy a nano-szemcsés anyag forgácsolt felületének topográfiai képe lényegesen eltér a kristályos szerkezetű anyagétól. A feltevésünket a forgácsleválasztás modellezése is alátámasztotta. A forgácsolási kísérleteket több lépésben végeztük, a kísérleteket többször megismételtük. 20/25

21 A különböző próbatestek jelölése a következő volt: ME1; ME2; ME3; ME4; ME5. A megmunkálási paraméterek a táblázatban találhatók a megfelelő betűjelzéshez hozzákapcsolva. A felülettopográfiai felvételeket lézeres, érintésmentes vizsgáló berendezéssel végeztük. ME1: Fogásmélység: 25 μm Előtolás: 10 μm Fordulatszám: /min ME2: Fogásmélység: 25 μm Előtolás: 10 μm Fordulatszám: 600 1/min ME3: Fogásmélység: 30 μm Előtolás: 10 μm Fordulatszám: 600 1/min 21/25
22 ME4: Fogásmélység: 25 μm Előtolás: 20 μm Fordulatszám: 600 1/min ME5: Fogásmélység: 25 μm Előtolás: 10 μm Fordulatszám: /min A felületek topográfiai képéből a nem tudtunk egyértelmű következtetéseket levonni a kristályszerkezet hatására. A felület érdességét alapvetően a rendelkezésre álló szerszám élminősége határozta meg. A forgácsolási kísérleteket megismételtük az időközben rendelkezésünkre álló Slantbed-Mikroturn 50 CNC ultraprecíziós esztergán. A felületek kiértékelését fénymikroszkóppal végeztük. A forgácsolási kísérleteket az alábbi paraméterekkel végeztük: Fordulatszám: 900 1/min Előtolás: 5 μm/ford Fogásmélység: 10 μm A megmunkáló szerszám: egykristályos gyémánt Csúcssugár: 10mm Él-lekerekítési sugár: 50 nm A felvételek értékeléséhez támpontul szolgáltak a kristályos szerkezetű anyagokról készített fénymikroszkópi felvételek. (lásd ábra) 22/25
23 ábra. Kristályos szerkezetű réz tükörfelület mikroszkópi képe A fenti képen jól kirajzolódnak a kristályhatárok. A kristályok kiemelkedései a szerszám pálya nyomaival azonos nagyságrendbe esnek. A felvétel 200 szoros nagyítással készült. A nano-kristályos réz próbatesteken végzett forgácsolási kísérletekkel tükörfelületeket állítottunk elő. A próbatestekről készített mikroszkópi felvételek: ME1 200x nagyítás ME1 1000x nagyítás ME2 200x nagyítás ME2 1000x nagyítás 23/25
24 ME3 200x nagyítás ME3 1000x nagyítás ME4 200x nagyítás ME4 1000x nagyítás ME5 200x nagyítás ME5 1000x nagyítás A tükörfelületekről 200 szoros nagyítással készült felvételeken a kristályhatárok nem láthatók, ezért 1000 szeres nagyítást is készítettünk. Az 1000 szeres nagyítással készült felvételeken anyaghibák már jól kirajzolódnak, de a szemcsehatárok továbbra sem. Nagyobb nagyítást a kutatási program keretében nem tudtunk készíteni. A kristályos anyagról és a nano-kristályos anyagról készült felvételek összehasonlítása alapján azonban biztosan állíthatjuk, hogy a felület egyenletességét, a kiemelkedések és a gödrök mélységét, nano-kristályos anyag esetén, az anyag anizotrópiája elhanyagolható mértékű, az egyéb technológiai okokból keletkező felületi hibákhoz viszonyítva. 24/25
25 5. ÖSSZEFOGLALÁS Kristályos szerkezetű anyagok mikro-forgácsolásakor, ha az átlagos szemcseméret nagyobb, mint a forgácstő mérete, a forgácsolt anyag anizotrópiai tulajdonsága, a diszlokációk vándorlása és az éppen átvágott szemcsével határos szemcsék orientációja a forgácsolt felület egyenetlenségét okozzák. A felület topográfiáját a forgácsoló él minősége, a forgácsolási adatok nagysága, a szerszámgép mozgásegyenletessége és a fogácsolás egyéb körülményei is befolyásolják. A szemcseméret csökkentésével az anizotrópia hatása mérsékelhető, a diszlokációs utak csökkennek. A szemcse méret csökkentése a felületi egyenetlenség csökkenése irányába hat. Ha az átlagos szemcseméret olyan nagyságúra csökken, hogy a szerszám éle előtti alakváltozási zónában több szemcse helyezkedik el, az anizotrópia hatása elhanyagolható lesz, a felület egyenetlenségét alapvetően a forgácsolás már említett egyéb körülményei határozzák meg. Kutató munkánk során 99% tisztaságú, kristályos szerkezetű OFHC-réz próbatestből ultrafinom, nano-szemcsés szerkezetű próbatesteket állítottunk elő. A próbatesteken gyémánt egykristály éllel ultraprecíziós esztergán tükörfelületeket készítettünk. A tükörfelületeket lézeres letapogatással és fénymikroszkóppal analizáltuk. A vizsgálat eredménye visszaigazolta a feltevésünket. A készített tükörfelületek egyenetlenségét kizárólag az fent felsorolt egyéb tényezők határozták meg. Az anizotrópia hatása teljes egészében kizárható. A projekt keretében született tudományos eredményt többek között lézer tükrök készítésekor használhatjuk fel. A kutatási munkát kiterjesztettük acél anyagok vizsgálatára is. A megfigyelésünk szerint edzett acélok nagypontosságú finomesztergálásakor a finomabb szemcsés anyagokon jobb felületi érdességet tudunk elérni, mint durvaszemcsésen. A szemcseméret csökkenésével az anyag szilárdsága, szakadási nyúlása is megnövekedik. A szemcseméret csökkenésével várhattuk, a gyémánt egykristály éllel történő mikro-forgácsoláshoz hasonlóan, a forgácsolt felület érdességének a javulását. Próbatesteket készítettünk 0.1% C-Mn-acélból, majd a próbatestek szövetszerkezetét hengerléssel és hőkezeléssel, ultrafinom szemcséssé tettük. A próbatesteken, jól élezett CBN és keményfém éllel, ultraprecíziós esztergán, különböző forgácsolási paraméterekkel síkfelületeket készítettünk. Annak ellenére, hogy a próbatesteken Ra=0.04 mikrométeres átlagos érdességet is sikerült elérnünk, mégsem vonhattuk le azt a következtetést, hogy a szemcseméret csökkenése a forgácsolt felület érdességének javulásához vezet. Részletes vizsgálattal kimutattuk, hogy polikristályos éllel történő forgácsoláskor, a forgácsolt felület érdességét a szerszám él mikro- és makro-geometriai kialakítása, valamint a szerszám és a munkadarab relatív mozgása, azaz az él érdessége, a kontaktvonal nagysága és az előtolás nagysága határozza meg. A kristályos szerkezetű anyagok mikro-forgácsolására kidolgozott modellt átalakítottuk a szemcseméret csökkenésének megfelelően. A modell segítségével képet kaphatunk a forgácstőben uralkodó feszültségi állapotról, a feszültség hatására fellépő deformációról, a deformáció irányáról és sebességéről, valamint a szerszám és a munkadarab között fellépő erők nagyságáról és irányáról. 25/25
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
KRISTÁLYOS ANYAGOK MIKRO- FORGÁCSOLÁSÁNAK ELMÉLETI ÉS KÍSÉRLETI VIZSGÁLATA
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR GYÁRTÁSTUDOMÁNY ÉS -TECHNOLÓGIA TANSZÉK KRISTÁLYOS ANYAGOK MIKRO- FORGÁCSOLÁSÁNAK ELMÉLETI ÉS KÍSÉRLETI VIZSGÁLATA PHD ÉRTEKEZÉS TÉZISFÜZETE
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR GYÁRTÁSTUDOMÁNY ÉS -TECHNOLÓGIA TANSZÉK KRISTÁLYOS ANYAGOK MIKRO- FORGÁCSOLÁSÁNAK ELMÉLETI ÉS KÍSÉRLETI VIZSGÁLATA PHD ÉRTEKEZÉS TÉZISFÜZETE
ahol m-schmid vagy geometriai tényező. A terhelőerő növekedésével a csúszó síkban fellép az un. kritikus csúsztató feszültség τ
 Egykristály és polikristály képlékeny alakváltozása A Frenkel féle modell, hibátlan anyagot feltételezve, nagyon nagy folyáshatárt eredményez. A rácshibák, különösen a diszlokációk jelenléte miatt a tényleges
Egykristály és polikristály képlékeny alakváltozása A Frenkel féle modell, hibátlan anyagot feltételezve, nagyon nagy folyáshatárt eredményez. A rácshibák, különösen a diszlokációk jelenléte miatt a tényleges
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Felület érdességi modell nagypontosságú keményesztergáláskor. Surface roughness model in high precision hard turning
 Felület érdességi modell nagypontosságú keményesztergáláskor Surface roughness model in high precision hard turning KESZENHEIMER Attila 1, FARKAS Balázs Zsolt 2, dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Felület érdességi modell nagypontosságú keményesztergáláskor Surface roughness model in high precision hard turning KESZENHEIMER Attila 1, FARKAS Balázs Zsolt 2, dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Alumínium ötvözetek aszimmetrikus hengerlése
 A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2016/17. Szilárdságnövelés. Dr. Mészáros István Az előadás során megismerjük
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
Laborgyakorlat. Kurzus: DFAL-MUA-003 L01. Dátum: Anyagvizsgálati jegyzőkönyv ÁLTALÁNOS ADATOK ANYAGVIZSGÁLATI JEGYZŐKÖNYV
 ÁLTALÁNOS ADATOK Megbízó adatai: Megbízott adatai: Cég/intézmény neve: Dunaújvárosi Egyetem. 1. csoport Cég/intézmény címe: 2400 Dunaújváros, Vasmű tér 1-3. H-2400 Dunaújváros, Táncsics M. u. 1/A Képviselő
ÁLTALÁNOS ADATOK Megbízó adatai: Megbízott adatai: Cég/intézmény neve: Dunaújvárosi Egyetem. 1. csoport Cég/intézmény címe: 2400 Dunaújváros, Vasmű tér 1-3. H-2400 Dunaújváros, Táncsics M. u. 1/A Képviselő
Új homlokfelület geometria szuper-kemény szerszámanyagokra. New rake surface geometrie for ultra hard tool materials
 Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére
 Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
Nanokristályos. tömbi anyagok : A nanotechnológia alapjai 2007/087. Dr. Krállics György
 Bay Zoltán Alkalmazott Kutatási Közalapítvány A nanotechnológia alapjai 2007/087 Nanokristályos tömbi anyagok : tulajdonság, gyárt rtás, alkalmazás. Dr. Krállics György krallics@eik.bme.hu Az előad adás
Bay Zoltán Alkalmazott Kutatási Közalapítvány A nanotechnológia alapjai 2007/087 Nanokristályos tömbi anyagok : tulajdonság, gyárt rtás, alkalmazás. Dr. Krállics György krallics@eik.bme.hu Az előad adás
1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás.
 1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás. 2. Milyen hatással van az újrakristályosítás az alakított fémek mechanikai tulajdonságaira?
1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás. 2. Milyen hatással van az újrakristályosítás az alakított fémek mechanikai tulajdonságaira?
Andó Mátyás Felületi érdesség matyi.misi.eu. Felületi érdesség. 1. ábra. Felületi érdességi jelek
 1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
Az alacsony rétegződési hibaenergia hatása az ultrafinom szemcseszerkezet kialakulására és stabilitására
 Az alacsony rétegződési hibaenergia hatása az ultrafinom szemcseszerkezet kialakulására és stabilitására Z. Hegedűs, J. Gubicza, M. Kawasaki, N.Q. Chinh, Zs. Fogarassy and T.G. Langdon Eötvös Loránd Tudományegyetem
Az alacsony rétegződési hibaenergia hatása az ultrafinom szemcseszerkezet kialakulására és stabilitására Z. Hegedűs, J. Gubicza, M. Kawasaki, N.Q. Chinh, Zs. Fogarassy and T.G. Langdon Eötvös Loránd Tudományegyetem
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Akusztikus aktivitás AE vizsgálatoknál
 Akusztikus aktivitás AE vizsgálatoknál Kindlein Melinda, Fodor Olivér ÁEF Anyagvizsgáló Laboratórium Kft. 1112. Bp. Budaörsi út 45. Az akusztikus emissziós vizsgálat a roncsolásmentes vizsgálati módszerek
Akusztikus aktivitás AE vizsgálatoknál Kindlein Melinda, Fodor Olivér ÁEF Anyagvizsgáló Laboratórium Kft. 1112. Bp. Budaörsi út 45. Az akusztikus emissziós vizsgálat a roncsolásmentes vizsgálati módszerek
KÉPLÉKENYALAKÍTÁS ELMÉLET
 KÉPLÉKENYALAKÍTÁS ELMÉLET KOHÓMÉRNÖK MESTERKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENYALAKÍTÁS ELMÉLET KOHÓMÉRNÖK MESTERKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
Melegalakítás labor Melegalakítás labor. fajlagosan nagyobb szép felület,
 Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Intenzív képlékeny alakítással előállított ultra-finomszemcsés anyagok
 Intenzív képlékeny alakítással előállított ultra-finomszemcsés anyagok Krállics György Egyetemi docens, Budapesti Műszaki és Gazdaságtudományi Egyetem, Anyagtudomány és Technológia Tanszék H-1111. Budapest,
Intenzív képlékeny alakítással előállított ultra-finomszemcsés anyagok Krállics György Egyetemi docens, Budapesti Műszaki és Gazdaságtudományi Egyetem, Anyagtudomány és Technológia Tanszék H-1111. Budapest,
VASKOHÁSZAT. Ultrafinom és nanoszemcsés acélok VERÔ BALÁZS HIRKA JÓZSEF HORVÁTH ÁKOS ZSÁMBOK DÉNES. ROVATVEZETÔK: dr. Takács István és dr.
 VASKOHÁSZAT VERÔ BALÁZS HIRKA JÓZSEF HORVÁTH ÁKOS ZSÁMBOK DÉNES Ultrafinom és nanoszemcsés acélok ROVATVEZETÔK: dr. Takács István és dr. Verô Balázs A szerkezeti acélok ferrit szemcsemérete meghatározó
VASKOHÁSZAT VERÔ BALÁZS HIRKA JÓZSEF HORVÁTH ÁKOS ZSÁMBOK DÉNES Ultrafinom és nanoszemcsés acélok ROVATVEZETÔK: dr. Takács István és dr. Verô Balázs A szerkezeti acélok ferrit szemcsemérete meghatározó
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Szilárdságnövelés. Az előadás során megismerjük. Szilárdságnövelési eljárások
 Anyagszerkezettan és anyagvizsgálat 2015/16 Szilárdságnövelés Dr. Szabó Péter János szpj@eik.bme.hu Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti alapjait; Technológiai
Anyagszerkezettan és anyagvizsgálat 2015/16 Szilárdságnövelés Dr. Szabó Péter János szpj@eik.bme.hu Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti alapjait; Technológiai
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
Tevékenység: Tanulmányozza a ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál!
 Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
FEI Quanta 3D SEM/FIB. Havancsák Károly 2010. december
 1 Havancsák Károly 2010. december 2 Időrend A helyiség kialakítás tervezése 2010. május Mágneses tér, vibráció mérése 2010. május A helyiség kialakítása 2010. augusztus 4 22. A berendezés szállítása 2010.
1 Havancsák Károly 2010. december 2 Időrend A helyiség kialakítás tervezése 2010. május Mágneses tér, vibráció mérése 2010. május A helyiség kialakítása 2010. augusztus 4 22. A berendezés szállítása 2010.
Nagynyomású csavarással tömörített réz - szén nanocső kompozit mikroszerkezete és termikus stabilitása
 Nagynyomású csavarással tömörített réz - szén nanocső kompozit mikroszerkezete és termikus stabilitása P. Jenei a, E.Y. Yoon b, J. Gubicza a, H.S. Kim b, J.L. Lábár a,c, T. Ungár a a Anyagfizikai Tanszék,
Nagynyomású csavarással tömörített réz - szén nanocső kompozit mikroszerkezete és termikus stabilitása P. Jenei a, E.Y. Yoon b, J. Gubicza a, H.S. Kim b, J.L. Lábár a,c, T. Ungár a a Anyagfizikai Tanszék,
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ
 RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Mikropillárok plasztikus deformációja 3.
 Mikropillárok plasztikus deformációja 3. TÁMOP-4.2.1/B-09/1/KMR-2010-0003 projekt Visegrád 2012 Mikropillárok plasztikus deformációja 3.: Ultra-finomszemcsés Al-30Zn ötvözet plasztikus deformációjának
Mikropillárok plasztikus deformációja 3. TÁMOP-4.2.1/B-09/1/KMR-2010-0003 projekt Visegrád 2012 Mikropillárok plasztikus deformációja 3.: Ultra-finomszemcsés Al-30Zn ötvözet plasztikus deformációjának
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/
 DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/ ÖSSZEÁLLÍTOTTA: DEÁK KRISZTIÁN 2013 Az SPM BearingChecker
DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/ ÖSSZEÁLLÍTOTTA: DEÁK KRISZTIÁN 2013 Az SPM BearingChecker
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
Szilárdságnövelés. Az előkészítő témakörei
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla palotasb@eik.bme.hu Dr. Németh Árpád arpinem@eik.bme.hu Szilárdság növelés
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla palotasb@eik.bme.hu Dr. Németh Árpád arpinem@eik.bme.hu Szilárdság növelés
1. Hidegalakítás, melegalakítás, félmelegalakítás
 Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
Kisciklusú fárasztóvizsgálatok eredményei és energetikai értékelése
 Kisciklusú fárasztóvizsgálatok eredményei és energetikai értékelése Tóth László, Rózsahegyi Péter Bay Zoltán Alkalmazott Kutatási Közalapítvány Logisztikai és Gyártástechnikai Intézet Bevezetés A mérnöki
Kisciklusú fárasztóvizsgálatok eredményei és energetikai értékelése Tóth László, Rózsahegyi Péter Bay Zoltán Alkalmazott Kutatási Közalapítvány Logisztikai és Gyártástechnikai Intézet Bevezetés A mérnöki
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
ALAKÍTOTT AUTÓIPARI VÉKONYLEMEZ ELLENÁLLÁS-PONTHEGESZTÉSE
 Sályi István Gépészeti Tudományok Doktori Iskola ALAKÍTOTT AUTÓIPARI VÉKONYLEMEZ ELLENÁLLÁS-PONTHEGESZTÉSE Prém László PhD hallgató témavezető: Dr. Balogh András egyetemi docens Miskolci Egyetem 1 Bevezetés
Sályi István Gépészeti Tudományok Doktori Iskola ALAKÍTOTT AUTÓIPARI VÉKONYLEMEZ ELLENÁLLÁS-PONTHEGESZTÉSE Prém László PhD hallgató témavezető: Dr. Balogh András egyetemi docens Miskolci Egyetem 1 Bevezetés
A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál
 1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2001. március 23-24. MIKROMARÁSI TECHNOLÓGIA ELEMZÉSE A SZERSZÁMOLDALRÓL Takács Márton Abstract One of the most exciting field of manufacturing engineering
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2001. március 23-24. MIKROMARÁSI TECHNOLÓGIA ELEMZÉSE A SZERSZÁMOLDALRÓL Takács Márton Abstract One of the most exciting field of manufacturing engineering
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Az ipari komputer tomográfia vizsgálati lehetőségei
 Az ipari komputer tomográfia vizsgálati lehetőségei Dr. Czinege Imre, Kozma István Széchenyi István Egyetem 6. ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA Cegléd, 2012. június 7-8. Tartalom A CT technika
Az ipari komputer tomográfia vizsgálati lehetőségei Dr. Czinege Imre, Kozma István Széchenyi István Egyetem 6. ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA Cegléd, 2012. június 7-8. Tartalom A CT technika
Lézer hónolt felületek vizsgálata
 Lézer hónolt felületek vizsgálata Dr. Czinege Imre, Csizmazia Ferencné Dr., Dr. Solecki Levente Széchenyi István Egyetem ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA 2008. Június 4-5. Áttekintés A lézer hónolás
Lézer hónolt felületek vizsgálata Dr. Czinege Imre, Csizmazia Ferencné Dr., Dr. Solecki Levente Széchenyi István Egyetem ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA 2008. Június 4-5. Áttekintés A lézer hónolás
Felületminőség. 11. előadás
 Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
International GTE Conference MANUFACTURING 2012. 14-16 November, 2012 Budapest, Hungary. Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
 International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT
 NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT A SZAKASZOS ENERGIABEVITEL ALKALMAZÁSA AZ AUTÓIPARI KAROSSZÉRIAELEMEK PONTHEGESZTÉSE SORÁN Készítette: Prém László - Dr. Balogh András Miskolci Egyetem 1 Bevezetés
NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT A SZAKASZOS ENERGIABEVITEL ALKALMAZÁSA AZ AUTÓIPARI KAROSSZÉRIAELEMEK PONTHEGESZTÉSE SORÁN Készítette: Prém László - Dr. Balogh András Miskolci Egyetem 1 Bevezetés
10. Különleges megmunkálások. 11. Elektroeróziós megmunkálások. Elektroeróziós megmunkálások. Különleges megmunkálások csoportosítása
 10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
1. ábra A könyöksajtolás sémája 2. ábra A könyöksajtolás technológiai útjai
 Szakmai zárójelentés Nagymértékű képlékeny alakítással előállított ultrafinomszemcsés anyagok mikroszerkezetének és makroszkópikus tulajdonságainak a vizsgálata cimű témáról Bevezetés A nemzetközi szakirodalomból
Szakmai zárójelentés Nagymértékű képlékeny alakítással előállított ultrafinomszemcsés anyagok mikroszerkezetének és makroszkópikus tulajdonságainak a vizsgálata cimű témáról Bevezetés A nemzetközi szakirodalomból
12. Kükönleges megmunkálások
 12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
Diffúzió 2003 március 28
 Diffúzió 3 március 8 Diffúzió: különféle anyagi részecskék (szilárd, folyékony, gáznemű) anyagon belüli helyváltozása. Szilárd anyagban való mozgás Öndiffúzió: a rácsot felépítő saját atomok energiaszint-különbség
Diffúzió 3 március 8 Diffúzió: különféle anyagi részecskék (szilárd, folyékony, gáznemű) anyagon belüli helyváltozása. Szilárd anyagban való mozgás Öndiffúzió: a rácsot felépítő saját atomok energiaszint-különbség
KRISTÁLYOS ANYAGOK MIKRO- FORGÁCSOLÁSÁNAK ELMÉLETI ÉS KÍSÉRLETI VIZSGÁLATA
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és -technológia Tanszék Nyirő József KRISTÁLYOS ANYAGOK MIKRO- FORGÁCSOLÁSÁNAK ELMÉLETI ÉS KÍSÉRLETI VIZSGÁLATA DOKTORI (PhD) ÉRTEKEZÉS Témavezető:
Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és -technológia Tanszék Nyirő József KRISTÁLYOS ANYAGOK MIKRO- FORGÁCSOLÁSÁNAK ELMÉLETI ÉS KÍSÉRLETI VIZSGÁLATA DOKTORI (PhD) ÉRTEKEZÉS Témavezető:
Nanokeménység mérések
 Cirkónium Anyagtudományi Kutatások ek Nguyen Quang Chinh, Ugi Dávid ELTE Anyagfizikai Tanszék Kutatási jelentés a Nemzeti Kutatási, Fejlesztési és Innovációs Hivatal támogatásával az NKFI Alapból létrejött
Cirkónium Anyagtudományi Kutatások ek Nguyen Quang Chinh, Ugi Dávid ELTE Anyagfizikai Tanszék Kutatási jelentés a Nemzeti Kutatási, Fejlesztési és Innovációs Hivatal támogatásával az NKFI Alapból létrejött
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Üvegszál erősítésű anyagok esztergálása
 Üvegszál erősítésű anyagok esztergálása Líska János 1 1 Kecskemétri Főiskola, GAMF Kar, Járműtechnológia Tanszék Összefoglalás: A kompozitokat különleges tulajdonságok és nagy szilárdság jellemzi. Egyre
Üvegszál erősítésű anyagok esztergálása Líska János 1 1 Kecskemétri Főiskola, GAMF Kar, Járműtechnológia Tanszék Összefoglalás: A kompozitokat különleges tulajdonságok és nagy szilárdság jellemzi. Egyre
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
 NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040
 SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
KÉPLÉKENYALAKÍTÁS ELMÉLETI ALAPJAI
 KÉPLÉKENYALAKÍTÁS ELMÉLETI ALAPJAI ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI ÉS NANOTECHNOLÓGIA
KÉPLÉKENYALAKÍTÁS ELMÉLETI ALAPJAI ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI ÉS NANOTECHNOLÓGIA
9. FINOM- ÉS ULTRAPRECÍZIÓS MEGMUNKÁLÁSOK
 9. FINOM- ÉS ULTRAPRECÍZIÓS MEGMUNKÁLÁSOK Már a 17. században készítettek rézből tükröket üveg és porcelán kísérleti célból történő megolvasztásra, továbbá csillagászati tükörteleszkópok számára. Emanuel
9. FINOM- ÉS ULTRAPRECÍZIÓS MEGMUNKÁLÁSOK Már a 17. században készítettek rézből tükröket üveg és porcelán kísérleti célból történő megolvasztásra, továbbá csillagászati tükörteleszkópok számára. Emanuel
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja