9. FINOM- ÉS ULTRAPRECÍZIÓS MEGMUNKÁLÁSOK
|
|
|
- Marcell Barna
- 8 évvel ezelőtt
- Látták:
Átírás
1 9. FINOM- ÉS ULTRAPRECÍZIÓS MEGMUNKÁLÁSOK Már a 17. században készítettek rézből tükröket üveg és porcelán kísérleti célból történő megolvasztásra, továbbá csillagászati tükörteleszkópok számára. Emanuel Maignan 1648-ban már olyan esztergát szerkesztett, amivel hiperbolikus (aszférikus) fémtükröket lehetett esztergálni. A fémtükrök készítése terén az igazi fejlődés azonban csak 1945 után következett be, amikor szerszámélként természetes gyémánt egykristályt kezdtek alkalmazni.
 fémtükröket lehetett")
2 Az ultraprecíziós technika gyors fejlődését a teljesítménylézerek kifejlesztése, valamint az infravörös optika elterjedése ösztönözte. Fémtükrök számára jól reflektáló anyagokat (réz, alumínium, nikkel, arany, ezüst, platina) alkalmaznak. Az infravörös tartományban jó áteresztőképességgel rendelkező anyagok (germánium, szilícium, galliumarzenid, cinkszelenid, magnéziumfluorid, stb.) a megfelelőek.

3 Egyéb optikai elemeket (pl. beültethető szemlencse, kemény kontaktlencse, stb.) műanyagokból (PMMA, polisztirol, nylon, stb.) készítenek. A berendezések hatásfokának javítása az optikai felületektől 1 µm alatti megmunkálási pontosságot és Ra 0,05-0,01 µm érdességet igényel. Ilyen pontos felületeket csak rendkívül kicsi (µm körüli mérettartományba eső) forgácsméretek beállításával lehet szabályos élgeometriával rendelkező szerszámmal előállítani. Ezért ezeket a megmunkálásokat szubmikronos megmunkálásoknak, ultraprecíziós megmunkálásoknak, nanotechnológiának, mikroforgácsolásnak, stb. is nevezik Az ultraprecíziós megmunkálásokra egységes osztályozás még nem alakult ki.

4 9.1. táblázat Megmunkálási eljárás/ változat Megkövetelt pontosság Alakhiba[PV]/ Érdesség [Ra] Osztályba sorolás 1. Esztergálás, marás < 50 µm / 1.6 µm Finommegmunkálás Finomesztergálás, köszörülés Leppelés, finomköszörülés mikro- Mikroforgácsolás, köszörülés Polírozás, polírozás elektrokémiai < 25 µm / 0.24 µm Precíziós megmunkálás < 10 µm / < 0.13 µm Nagypontosságú megmunkálás < 1 µm / < 0.1 µm Ultraprecíziós megmunkálás < 0.1 µm / < 0.01 µm Nanotechnológia A megmunkálási eljárások osztályozása az elérhető pontosság szerint

5 Más osztályozás szerint a 9.1. táblázat 1. sora a hagyományos megmunkálásokkal elérhető pontosságot jelöli. A 2. és 3. sort precíziós megmunkálásoknak, míg a 4. és 5. sort ultraprecíziós megmunkálásoknak nevezzük. Az ultraprecíziós megmunkálásoknak a hagyományos és precíziós megmunkálásoktól minden tekintetben eltérő körülményeket igényelnek. A megmunkálási pontosság az acélból készült alkatrészekkel szemben is fokozódott.

6 Vastartalmú anyagok gyémánt éllel nem forgácsolhatók, mert normál körülmények között (600 Cos forgácsolási hőmérséklet felett) vas jelenlétében megindul a gyémánt grafittá alakulása. Vastartalmú kemény anyagok forgácsolására a gyémánt után a második legkeményebb anyag, a köbös bórnitrid (CBN) a legalkalmasabb. Megfelelően merev gépen, edzett kemény anyagok szabályos élű szerszámmal 1 µm körüli pontossággal 10 nm-t meghaladó átlagos érdességgel munkálhatók meg.

7 Ez a pontosság a hagyományos precíziós megmunkálásokkal elérhető pontosság és az ultraprecíziós pontosság közé esik, ezért fokozott pontosságú megmunkálásnak vagy ultraprecíziós keménymegmunkálásnak nevezzük. A köbös bórnitrid (CBN) jó hőállósága miatt nem igényel hűtést, azaz környezetbarát megmunkálásnak tekinthető. Többek között ezen tulajdonság miatt a köszörülés alternatívájaként egyre gyakrabban alkalmazzák.
 jó hőállósága miatt nem igényel hűtést, azaz környezetbarát megmunkálásnak")
8 9.1. Ultraprecíziós megmunkálások, megmunkáló gép, gyártóeszközök, környezet A napjainkban egyre gyakrabban alkalmazott úgynevezett ultraprecíz megmunkálás fejlődése a hagyományos és a precíziós megmunkálásokon keresztül a 9.1. ábra segítségével tanulmányozható. : Következő lapon: 9.1. ábra A precíziós megmunkálás fejlődése. Taniguchi által ben készített és Stout által 1997-ben frissített diagram

9 Szerszámgépek és eszközök in Normál megmunkálás Eszterga és marógépek Köszörûgépek CNC megmunkálás 10 Leppelõ és hónoló gépek 1 µm 0.1 (1 µm) Precíziós megmunkálás Koordinátaköszörülés Léptetõ és hónoló gépek Precíziós köszörülés Szuperfiniselés Gyémántköszörülés Gyémántesztergálás Nagy pontosságú maszk beállítók 1 µ in nm (1 A ) Ultraprecíziós megmunkálás 1 nm Atomrács Ultraprecíziós gyémántesztergálás Elhajlási rács szabályozó gép Szabad abrazív megmunkálás Elektronikus sugár} Gyenge röntgen Litográfia Ionsugaras megmunkálás Molekula nyalábos orientációs kristályránövesztés STM AFM Molekuláris manipuláció
 Ultraprecíziós megmunkálás 1 nm Atomrács 1940 1960 1980 2000 2020 Ultraprecíziós gyémántesztergálás Elhajlási rács szabályozó gép Szabad abrazív")
10 A finom-, különleges- és ultraprecíziós megmunkálások egyik osztályozása 9.2. ábra [159].

11 MEGMUNKÁLÁS A MINŐSÉG (átlagos) 9.2. táblázat 1. ESZTERGÁLÁS 2. KÖSZÖRÜLÉS Nagyoló S (IT 6) F (IT 3) Pontosság R a, µm Nagyoló IT 11 >12,5 N (normál) S (simító) (IT 8) P (precíziós) F (finom) UP (ultraprecíziós) 3. DÖRZSKÖSZ. N (Normál) UP (ultraprec.) 4. TÜKRÖSÍTÉS (LEPPELÉS) 5. FELÜLETSZILÁR- DÍTÓ ELJÁRÁSOK IT 9 IT 10 IT 5 IT 6 IT 3 IT 4 < 1 0,1 µm IT 10 IT 7 IT 8 IT 4 IT 6 IT 3 IT 6 <1µm 1,25 6,3 0,63 1,25 0,2 0,63 0,001 0,08 0,8 3,2 0,2 1,6 0,1 0,4 0,01 0,5 0,001 0,05 IT 3 IT 5 0,01 0,2 < IT 7 Előző művelettől (forgácsolás) függ 0,1 1,25 felületi rétegtulajdonságok jav. A különböző megmunkálásokkal elérhető pontosságok és átlagos érdességek

12 Külső és belső hengeres, sík felületek különleges befejező (finom) megmunkálásai a Gépgyártástechnológia I. című könyvben [44], a felületi hideg képlékeny alakítással végzett finommegmunkálásokat e könyv 7. fejezetében tárgyaljuk.
![című könyvben [44], a felületi hideg képlékeny](/docs-images/40/5908039/images/page_12.jpg "alakítással végzett finommegmunkálásokat e könyv 7.")
13 9.2. A minőség és a megmunkálási ill. gyártási költség kapcsolata A pontosság és felületminőség növelése növeli a gyártási költségeket. Öncélúan nem növelhetjük a minőséget. Funkcionális működési követelmények határozzák meg a szükséges minőséget. A minőségnek a pontosságnak ára van. Ezt szemlélteti a pontosság gyártási (megmunkálási) költség ábra (9. 3. ábra).

14 K R Relatív megmunkálási költség... 2 Ultraprecíziós eszt. Tükrösítés Köszörülés Finomeszt. 1 Simító eszt. N. eszt. IT4 IT6 IT9 Előírt pontosság 9.3. ábra Megmunkálási pontosság és költség kapcsolata

15 Itt jutunk el a különleges megmunkálások között az extrém feltételek (igen kis forgácskeresztmetszet, stb.) mellett végzett ultraprecíziós megmunkálásokhoz, elsősorban az ultraprecíziós esztergáláshoz Ultraprecíziós forgácsolás Általános tendencia a gépiparban: a tűrések szűkülése, a pontosság fokozódása, a felületminőség javulása, amelynek okai a funkciókból adódnak a kisebb zajszint, nagyobb élettartam vagy meghatározott élettartamra való tervezés,jó fényvisszaverődési képesség, stb.

16 A minőség az alkatrészrajzról leolvasható, amelynek tényezői: makrogeometria az alkatrészrajz szerint, mérettűrés, alaktűrés, helyzetpontosság. felületminőség, mikrogeometria, mikrotopográfia, mikrokeménység (HVµ), szövetszerkezet, maradó feszültség (σm), különleges anyag, anyagminőség, stb.
,")
17 Mit határoz meg a minőség? funkciót, megfelel-e a működési feltételeknek? élettartamot, tartósságot, kopásállóságot, stb.

18 Forgácsleválasztás jellegzetességei finom- és ultraprecíz esztergálásnál Kis forgácskeresztmetszet leválasztása (ortogonál vagy szabadforgácsolás) esetén az ideálistól eltérés van, azaz: r n 0 (élsugár). Nem él hanem r n sugarú henger alakít. Nagy forgács keresztmetszetet választunk le, ha h > r n (1+sinγ n ), és kis forgács keresztmetszetet választunk le, ha h r n (1+sinγ n ). Az utóbbi eset jellemzi a finom- és ultraprecíz forgácsolást. A forgács tömörödik, ezért h c h >1.

19 9.4. ábra Finomesztergálás (forgácsoló ék)
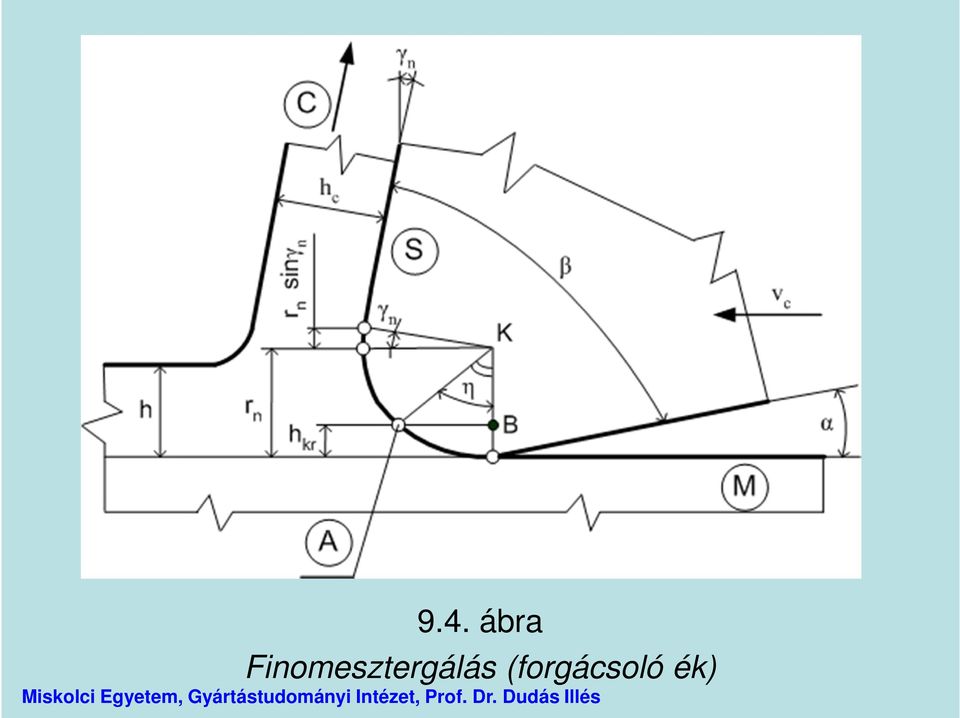
20 A pont: úgynevezett stagnációs pont vagy neutrális pont (vonal) kijelöli az úgynevezett h kr kritikus forgácsvastagságot: h kr = h kr (Anyag, v c,, forg. körülményei). η neutrális szög tájékoztató értéke η Ha h > h kr van forgácsleválasztás, h < h kr csak vasalás következhet be. A kritikus forgácsvastagság ABK derékszögű háromszögből: h kr = r n (1-cosη) = (0,3 0,43)r n

21 9.5. ábra Optimális forgácsvastagság a forgácsoló erő, hőmérséklet és felületi érdesség függvényében
22 Élsugár (r n ) függ: szerszám anyagától (összetétel, szemcse átmérő, stb.) élezés módjától, finomságától stb. Finomesztergáló gép: pontossági és merevségi követelmények és egyéb feltételek hasonlóak, mint az ultraprecíz esztergánál, csak nem olyan szigorúak. Jellemző pontosság: < IT 6, R a =0,2..0,63 µm
23 Ultraprecíziós megmunkálás technológiai tényezői a.) Gyártócsarnok, környezet Az ultraprecíziós gépeket klimatizált csarnokba telepítik, ahol a hőmérséklet 20±0.5 C, vagy szűkebb határok között ingadozhat, a relatív nedvességtartalom 50%. A csarnok levegőjének porszegénynek kell lennie. Általában 4000-s tisztaságot írnak elő (4000 db, µm alatti porszem 1 köblábban)[158].
24 Jellemző rá az 1µm körüli, vagy annál nagyobb pontosság. Felületminőség: igen kis érdességek, tükrös felületek, R a nm-ben mérhető, tükrös, jó fényvisszaverőképesség: 95 98%. Összehasonlítás, feltételek: Részben a finomesztergálással egyeznek, de sokkal szigorúbbak, különleges követelmények a megmunkáló rendszerrel (MKGSI) és a környezettel szemben (9.6.ábra:
25 M K G S I HKA AZ ULTRAPRECÍZIÓS GYÁRTÁS MINŐSÉGE Technológiai adatok Környezet Mérések, minőségellenőrzés 9.6. ábra Ultraprecíziós gyártás minőségét befolyásoló tényezők
26 b.) Munkadarab A munkadarabok anyagszerkezeti állapota, az anyag homogenitása, a krisztallitok nagysága és orientáltsága nagymértékben befolyásolja a megmunkált felület topográfiáját. Legjobb felület amorf, mikrokristályos vagy martenzites szerkezet esetén érhető el. Olyan megmunkálásoknál, amikor a szerszám eredő sebessége és az atomrács síkjainak az iránya állandó szöget zárnak be (pl. gyalulás), az egykristály anyagnál kiváló felületi minőséget tudnak elérni, jó beállítással.
27 Anyagminőség: definiált legyen homogén, igen finom szemcsés anyag pl. OF-Cu (oxigén mentes - réz) lézertükör számára, nagy tisztaság, jól forgácsolhatóság.
28 Szemcsehatár Iránysík, törési - csúszási felület S v c 9.7. ábra Ultraprecíziós forgácsolás
29 Durva szemcseszerkezetű anyagot forgácsolva jó minőségű nyírt felületet és szemcsehatáron bekövetkező szakadások miatt heterogén felületminőséget kapunk. Ultraprecíziós esztergálás alkalmazásai: lágy, képlékeny anyagokból készült mdb-ok (ezek nem köszörülhetők, illetve nehezen),
30 bonyolult alakzatok (parabola tükör, lencsék), mint például: optikai tükrök (fény- és lézer tartomány), lencsék (fény- és lézer tartomány), fénymásoló dobok, mágneses merev tárolók, videorekorder szalagvezető görgők, hidrosztatikus és pneusztatikus csapágyak, vákuumtömítések, részecskegyorsítók elektródái, nagypontosságú készülékek és szerszámok, mesterdarabok és, műszerek alkatrészeinek gyártása.
31 c.) Készülék A munkadarabok befogására általában vákuumtokmányt használnak. Üveg és műanyag alkatrészeket gyakran ragasztással rögzítenek (pl. lencsék megmunkálása). Hengeres munkadarabok puhapofás tokmányba, patronba, stb. is befoghatók.
32 Követelmények: deformáció mentes befogás, erőszabályozás (pl.: pneumatikus tokmány, expanziós tüske), tokmány pofák, - puhák, - méretre szabályozás, felületi befogás megvalósítása, vákuumos befogás, - sík lemezek befogása, pl.: floppy-tárcsák megmunkálása.
33 d.) Szerszám A lágy és kemény anyagok forgácsolásakor alkalmazott szerszámok mind anyagukban, mind pedig geometriai kialakításukban rendkívüli módon eltérnek egymástól. Lágy anyagok (pontosabban vasat nem tartalmazó anyagok) ultraprecíziós forgácsolására kizárólag természetes gyémánt egykristály élanyagot használnak. Néhány esztergakés élrészt láthatunk a ábrán.
34 r ε κ 45 κ 2 κ 18 κ 2 Egyélû szerszám Rádiuszos szerszám Fazettás szerszám 9.8. ábra Néhány jellegzetes gyémánt esztergakés
35 A kés jósága szempontjából meghatározó a gyémánt szennyezettsége (tisztasága), él lekerekedési sugara (élessége) az él érdessége és alakhibája. Szférikus és aszférikus felületek esztergálására rádiuszos éllel rendelkező szerszámot használunk. Mivel az esztergáláskor a munkadarabbal mindig más élpont (élszakasz) érintkezik, a pontosságot az él geometriai pontossága befolyásolja. Így az élsugár körtől való eltérésének 1 µm alatt kell lennie.
36 A leválasztható minimális forgácsvastagságot az él lekerekedési sugara (r ß ) határozza meg. Tükörfelületek esztergálásakor 1 µm körüli előtolással dolgozunk. Ekkor a jól élezett gyémánt él él-lekerekedési sugarának 10 nm-es nagyságrendben kell lennie. Edzett kemény anyagok finommegmunkálására 1-2 µm kristályméretű, kb. 50% köbös bórnitridet tartalmazó szerszámanyagot fejlesztettek ki. Mivel a köbös bórnitrid kristályok mérete az éllekerekedés mértékét (élezhetőségét) is meghatározza (r ß =1,5-3 µm), ezért a leválasztható minimális forgácsvastagságot nem célszerű 10 µm-nél kisebbre választani. A forgácsleválasztási folyamatból származó rezgések csökkentése és a merevség növelése érdekében általában keményfémből vagy nehézfémből készített késszárat alkalmaznak.
37 Geometria (9.9. ábra): egyélű, éllekerekítés r n << 1µm (10nm igen jó), r n és h viszonya: nyír vagy vasal a szerszám, h > < h kr viszonytól függően R a =0,08 0,02 µm (hát- és homlokfelületek), Élkialakítás, csúcssugárral, r ε : kicsi rε < 1mm, vagy nagy rε = mm, fazettával, homlokszög: γ = 0, γ = 5 8, hátszög, α = 8 15 (anyagminőségtől függ) 9.9. ábra A forgácsoló szerszám geometriai adatai
38 Anyaga: D (diamond) természetes gyémánt, nem vas anyagokhoz, CBN (köbös bórnitrid) vas és ötvözetei, edzett acélok megmunkálásához, a munkadarab pontossága és felületminősége rosszabb lesz.
39 9.10. ábra Ultraprecíziós megmunkálásokra alkalmazott szerszámok


40 9.11. ábra Mono-kristály gyémánt forgácsolószerszámok
41 9.12. ábra Ultraprecíz forgácsolás
42 e.) Gép A gépágy alá rezgéscsillapításként csillapító papucsokat vagy légrugókat helyeznek. A gépágyat jó rezgéscsillapító anyagból (gránit, gömbgrafitos öv.) készítik. A főorsó és a vezetékek aerosztatikus vagy hidrosztatikus csapágyazásúak. A CNC vezérlés felbontóképessége (legkisebb programozható inkrementum) 0,1 µm 0,01 µm, a gép mérőrendszere is általában speciális lézerinterferométeres mérőeszköz, 0,01 µm mérési pontossággal.
43 Gépágyat jellemzi: nagy merevség, gránit, polymerbeton, acél erősítésekkel, gömbgrafitos öntvény, jó rezgéscsillapítás, nem hőérzékeny.
44 ágy 2., 3. edzett acél vezeték 4. papucs ábra Ultraprecíziós gépágy (polymerbeton)
45 Hajtások: Főhajtás, fokozat mentes, nem lehet fogaskerék, végtelenített laposszíj hajtás, stb., n max = /min.
46 Csapágyazás: hidrosztatikus vagy, légcsapágyazás, csapágyhézag h 10µm, p = 6 bar 0,6 MPa, csapágy felületek: Ra 0,01µm, futáspontosság (radiális és axiális irányok) 0,1µm, terhelhetőség, Frad= N, Fax= N.
47 Vezetékek: hidrosztatikus, légpárnás Fsz= N. Vezérlés: CNC pályavezérlés, interpoláció (lineáris, cirkuláris). Mérések: Gépen. Útmérés: lézeres interfernométerrel (Michelson-féle) pontosság ±1 nm.
48 9.14. ábra Útmérés elméleti vázlata
49 Gépen kívül: érintésmentes, lézersugaras hosszmérés. Felületminőség - felületi érdesség vizsgálata: ábra Mikrogeometria mérése a) mechanikus gyémánt tapintóval; b) érintésmentes lézeres mérés
50 a) D: mechanikus gyémánttapintó sugara r = 5µm, Nem ajánlott, mert nem ad helyes adatokat (burkoló felület), karcol, stb. b) L: lézeres, A fényintenzitás dektálás elvből következik, hogy átlagot mér (sugár átmérő: 1µm). Környezeti feltételek: rezgésmentesség célszerű alapozás és lengéscsillapító papucsok, pormentesség, hőmérséklet állandóság légkondicionálás, légzsilipelés.
51 1. gép 2. rezgéscsillapító papucs 3. gépalap 4. gumilemez 5. kavicságy 6. külső rezgések ábra Gép alapozás a környezettől függetlenített kivitelben
52 9.17. ábra A Miskolci Egyetem Ultrapecíziós Laboratóriuma
53 f.) Technológiai sajátosságok A felület érdességére a forgácsolási sebesség általában nincs, vagy csak nagyon kis mértékben van hatással, ezért a fordulatszám sokszor tág határok között változtatható. Így lehetőségünk van a munkadarab tömegének figyelembevételével a legalacsonyabb rezgésszintet megkeresni és azt beállítani. A rezgésre és rezonanciára már a munkadarabok tervezéskor oda kell figyelni.
54 Technológiai adatok: Alapelv: igen kis Ac, nagy vc (nagy főorsó ford. szám), Lehetőség: anyagtól és szerszámtól is függ a konkrét feladaton túl, v c = m/min (pl. UP-1, n max =5000 1/min), f = 0,5 10 µm/ford, a = 1 50 µm, Pontosság: 1µm alatt, R a = 0,08 0,001 µm, tükrös, jó fényvisszaverő felület (fém) (~95 98% visszaverődés).
55 Fémek forgácsolásakor általában tiszta petróleumvagy alkohol-bázisú ködhűtést (kenést) alkalmazunk, míg műanyagoknál leginkább vizet. Kiterjedt nagy felületek forgácsolása a kis előtolás miatt sokszor órákat is igénybe vesz. Tehát a legapróbb részletre kiterjedő azonos körülményeket a forgácsolás egész időtartama alatt biztosítani kell.
56 Kemény, edzett acélok forgácsolásakor a forgácsméretek egy nagyságrenddel nagyobbak, az anyag szilárdsága sokszorosan nagyobb mint nem vas alapú anyagok forgácsolásakor. Ezért a forgácsolási erő komponensei is 1-2 nagyságrenddel nagyobbak (F c =5 25 N) lesznek. Mindebből az következik, hogy amíg a gyémánttal történő forgácsolást zömében aerosztatikus csapágyazású gépeken végezzük, addig az acélok forgácsolására a jobban terhelhető, merevebb, hidrosztatikus csapágyazású gépek a megfelelők.
57 A szerszám kopási sebessége és a megmunkált felület érdessége nagymértékben függ a forgácsolási sebességtől. Ultraprecíziós keményforgácsoláskor tipikus az olyan forgácsolási sebesség, amelynél a kopási sebesség minimális. Általában ennél a sebességnél kapjuk a legjobb felületi minőséget is. Az optimális forgácsolási sebesség és a felületi érdesség a szerszám és munkadarab anyagától, forgácsméretektől, a szerszám él-kialakításától és még számos más tényezőtől függ, amelyre technológiai ajánlások és a tapasztalat nyújtanak támpontot.
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK FORGÁCSOLÓ MEGMUNKÁLÁS
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK FORGÁCSOLÓ MEGMUNKÁLÁS ÚJ TECHNOLÓGIÁK Kézirat Készítette: Dr. Pintér József Témakörök: 1. Nagysebességû forgácsolás (HSC) 2. Ultrapreciziós
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK FORGÁCSOLÓ MEGMUNKÁLÁS ÚJ TECHNOLÓGIÁK Kézirat Készítette: Dr. Pintér József Témakörök: 1. Nagysebességû forgácsolás (HSC) 2. Ultrapreciziós
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
Új homlokfelület geometria szuper-kemény szerszámanyagokra. New rake surface geometrie for ultra hard tool materials
 Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Különleges technológiák
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak 10. előadás Különleges technológiák Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak 10. előadás Különleges technológiák Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Ultraprecíziós KutatóFejlesztő és. Szolgáltató Laboratórium. dldh.hu. dldh.hu/webshop. Direct Line Kft. DirectLine1
 Ultraprecíziós KutatóFejlesztő és Szolgáltató Laboratórium dldh.hu dldh.hu/webshop Direct Line Kft DirectLine1 Direct-Line Kft. 2330-Dunaharaszti Jedlik Ányos u. 14. email: info@dldh.hu weblap: www.dldh.hu
Ultraprecíziós KutatóFejlesztő és Szolgáltató Laboratórium dldh.hu dldh.hu/webshop Direct Line Kft DirectLine1 Direct-Line Kft. 2330-Dunaharaszti Jedlik Ányos u. 14. email: info@dldh.hu weblap: www.dldh.hu
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A szűrőpapírok hűtő-kenőanyagok, híg olajok, mosófolyadékok, lúgok / kemény vizek, stb. tisztítására alkalmasak.
 APODIS SZŰRŐPAPÍROK Az APODIS szűrőpapírokat (textilrost szűrőanyagok) szilárd anyagok folyadékokból való kiszűrésére használják, főleg a forgácsoló megmunkálásoknál, mint például a köszörülés, marás,
APODIS SZŰRŐPAPÍROK Az APODIS szűrőpapírokat (textilrost szűrőanyagok) szilárd anyagok folyadékokból való kiszűrésére használják, főleg a forgácsoló megmunkálásoknál, mint például a köszörülés, marás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval
 passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Hatékony nagyolás az új -CB3 forgácstörővel. TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2
 2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
Gildemeister-Bielefeld NEF-480 80.1222.06229
 EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
International GTE Conference MANUFACTURING 2012. 14-16 November, 2012 Budapest, Hungary. Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
 International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Fejlődés a trochoidális marás területén
 New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
CNC programozás. Alap ismeretek. Készített: Hatos István
 CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz
 passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Jármőszerkezeti anyagok és megmunkálások II. Kopás, éltartam. Dr. Szmejkál Attila Dr. Ozsváth Péter
 Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Száras maró, keményfém
 záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
záras maró, keményfém Keményfém, 1 élű maró D01 00 h 1 D01 00 Kivitel: 1 élű. zerszámalapanyag: Keményfém. Alkalmazás: könnyűfémek, acélok megmunkálására. =1 0 AL 2 H0 Keményfém, 1 élű maró, műanyagokhoz
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
Nagy teljesítmény Az új FORMAT GT
 Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Multicut XF simítómaró Surface Master new!
 passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és technológia Tanszék. Kutatási beszámoló
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és technológia Tanszék Kutatási beszámoló Nanoszerkezetű anyagok forgácsolási tulajdonságainak és felületintegritásának vizsgálata Nyilvántartási
Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és technológia Tanszék Kutatási beszámoló Nanoszerkezetű anyagok forgácsolási tulajdonságainak és felületintegritásának vizsgálata Nyilvántartási
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Din6527K, VHM-TSM33, z=4, spirál: 30, sarokletörés. Ajánlott: acélhoz 1300 MPaig, öntöttvashoz, alumíniumhoz, rézhez, mőanyagokhoz.
 Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
Reszelők, ráspolyok. edzése biztosítja a magas keménységet és forgács-teljesítményt. - simító vágás... 3 - kettős simító vágás...
 Reszelők, ráspolyok Reszelők, ráspolyok vágási finomsága és jele: durvavágás... elővágás... A reszelők alapanyaga speciális, jó minőségű szerszámacél, melynek sófürdőben való félsimító vágás... edzése
Reszelők, ráspolyok Reszelők, ráspolyok vágási finomsága és jele: durvavágás... elővágás... A reszelők alapanyaga speciális, jó minőségű szerszámacél, melynek sófürdőben való félsimító vágás... edzése
Gyártástechnológia alapjai
 Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 2. Előadás Egyetemes eszterga Eszterga kinematikai vázlata Esztergák 2 Szerszámgépek főbb szerkezeti egységei: Motor Ágyak, állványok Vezetékek, szánok
Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 2. Előadás Egyetemes eszterga Eszterga kinematikai vázlata Esztergák 2 Szerszámgépek főbb szerkezeti egységei: Motor Ágyak, állványok Vezetékek, szánok
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Katalógus FÚRÓSZERSZÁMOK
 Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
Minimálkenés, szárazforgácsolás Keménymegmunkálások
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Minimálkenés, szárazforgácsolás Keménymegmunkálások 4. előadás Összeállította: Dr. Pintér József Különleges technológiák Minimálkenés,
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Minimálkenés, szárazforgácsolás Keménymegmunkálások 4. előadás Összeállította: Dr. Pintér József Különleges technológiák Minimálkenés,
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny.") Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 03 SZVK rendelet
Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 03 SZVK rendelet
POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész.
 1, A polírozás fogalma: POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész. A polírozás olyan felület-megmunkálási eljárás, melynek során sima, tükörfényes felületet hozunk létre mechanikai vagy kémiai módszerekkel.
1, A polírozás fogalma: POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész. A polírozás olyan felület-megmunkálási eljárás, melynek során sima, tükörfényes felületet hozunk létre mechanikai vagy kémiai módszerekkel.
CNC MARÁSI FELADATOK ANYAGALAKÍTÁSI TECHNOLÓGIÁK FORGÁCSOLÓ ELJÁRÁSOK
 CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
passion for precision Sphero-CVD Keményfém nagy teljesítményű marása gyémánt marószerszámokkal
 passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm