VASÚTI KOCSI Y25 FORGÓVÁZ RUGÓFÜGGESZTŐ CSAPSZEGÉNEK HEGESZTÉSE
|
|
|
- Ádám Gáspár
- 6 évvel ezelőtt
- Látták:
Átírás
1 VASÚTI KOCSI Y25 FORGÓVÁZ RUGÓFÜGGESZTŐ CSAPSZEGÉNEK HEGESZTÉSE Gál Alexandra 3530, Miskolc Mártirok utcája 1. 2/ Miskolci Egyetem
2 TARTALOMJEGYZÉK Bevezetés A TS Hungaria Kft bemutatása Vasúti járművek szerkezete Forgóváz Y25 típusú forgóváz Anyagválasztás csapszeghez Nemesítés Csapszeg nemesíthető acél anyagminőségei Betétedzés Csapszeg betétben edzhető anyagminőségei Csapszeg anyagminőségeinek összehasonlítása Anyagválasztás rugókalaphoz Acélöntvények Rugókalap anyagminősége Acélöntvények összehasonlítása Hegesztőeljárás kiválasztása Védőgázas fogyóelektródás ívhegesztés Az eljárás előnyei és korlátai Huzalelektróda Áramforrás Védőgázok Bevontelektródás kézi ívhegesztés Az eljárás levegő elleni védelme Az eljárás előnyi és korlátai Bevonatos elektródák Az optimális hegesztőeljárás kiválasztása Hegesztési kísérletek megtervezése Nemesítéssel növelt szilárdságú szerkezeti acélok hegeszthetősége Acélöntvények hegeszthetősége
3 6.3. Hozaganyag választás Védőgáz Hegesztési próbák elkészítése Elkészített kötések vizsgálata Szemrevételezés vizsgálat Felületi repedésvizsgálat Makrovizsgálat Keménységvizsgálat Összehasonlító költségelemzés Hegesztéstechnológiai normaképzés Varratkeresztmetszet és varrattömeg meghatározása Munkanorma meghatározása Anyagnormaalap meghatározása Költségelemek meghatározása Bérköltségek Hegesztőanyag költségek Hegesztőgép költségek Energia költség A leggazdaságosabb hegesztő eljárás kiválasztása Összegzés Summary Irodalomjegyzék Mellékletek
4 BEVEZETÉS Diplomamunkám témájául a miskolci székhelyű TS Hungaria Járműjavító Kft által tervezett és gyártott Sgnss sorozatú konténer- és csereszekrény-szállító vasúti teherkocsi egyik hegesztett eleme szolgált. A szóban forgó elem a teherkocsi Y25 típusú forgóvázának rugófüggesztő csapszege, de hogy mi is ez pontosan, a dolgozatom elején szeretném bemutatni, kezdve a vasúti kerékpárok felépítésének magyarázatával. Mivel a fő feladatom a rugókalap és a hozzá kapcsolódó csapszeg hegesztésének vizsgálata, először a lehetséges anyagminőségekkel kapcsolatban végeztem irodalomkutatást. Figyelembe véve a vonat szerkezetét érő statikus és dinamikai igénybevételeket, olyan acélminőségeket kell választani, amelyek feltételezhetően ellen tudnak állni ezeknek a hatásoknak. Csapszeg anyagának olyan gyengén ötvözött acélok lettek választva, amelyek hőkezeléssel tehetők szívósabbá, szilárdabbá és kopásállóvá. A rugókalap ezzel ellentétben acélöntvényből készült. Dolgozatomban bemutatom a szóba jöhető hegesztőeljárásokat, majd kiválasztva két huzalelektródát és egy bevont elektródát, előzetes hegesztési utasításokat dolgozok ki. Ezek alapján kötések is készültek, melyeket roncsolásos és roncsolásmentes vizsgálatoknak vetettem alá, végső soron pedig költségelemzés szerint is összevetettem a hegesztéstechnológiai eljárásokat. 3
5 1. A TS HUNGARIA KFT BEMUTATÁSA A társaság története egészen 1859-ig vezethető vissza, ugyanis telephelyükön már ekkor gőzmozdonyok, vasúti kocsik és egyéb vasúti járművek javítási munkálatait végezte a Miskolci Vasútjavító Főműhely, amely 1992-től alakult MÁV tulajdonú vállalattá, 2010-től pedig a bécsi székhelyű ÖBB Technische Services GmbH tulajdona lett. A cég fő tevékenységi köre elsősorban a két- és többtengelyes vasúti teherkocsik javítására, korszerűsítésére valamint vasúti fődarabok (kerékpár, ütköző- és vonókészülékek, fékrudazat állító berendezések, stb.) karbantartására terjed ki. A vállalat szinte minden európai forgalomban lévő vasúti teherkocsi fővizsga szintű javítására alkalmas. Emellett saját tervek alapján gyártott új vagonokkal is megjelentek már a hazai és nemzetközi piacokon. Ilyenek például az Rnoos-uz sorozatú rönkszállító kocsik, az Sgnss sorozatú konténer- és csereszekrény-szállító kocsik és a legutóbbi fejlesztésük az Eanos sorozatú nyitott, négytengelyes, magas oldalfalú teherkocsik, amellyel először szerezték meg a vasúti teherkocsik között az európai normáknak megfelelő TSI minősítést. Megrendelőik közé tartozik a Rail Cargo Hungaria Zrt., GATX Austria GmbH., TVK Nyrt., valamint a MOL Nyrt. A nagyméretű teherkocsik gyártására és javítására a nyolcvágányos, daruval és emelőrendszerekkel ellátott fő javítócsarnok szolgál helyszínül. A főcsarnok munkálatait különféle kisebb javítócsarnokok és alkatrészgyártó egységek segítik, amelyek forgácsoló, daraboló, hidegalakító, lángvágó és hegesztő berendezésekkel felszereltek. A Társaság technológiai korszerűsítésre fordított beruházásokkal igyekszik növelni a versenyképességét ban létrehozták Közép-Európa legkorszerűbb vasúti kerékpár javító és gyártó műhelyét, amely technikai felszereltsége és gépparkja révén alkalmas vasúti kerékpárok javítása mellett kovácsolt nyersdarabok és félkész termékek felhasználásával történő kerékpárgyártásra is. 4
6 2. VASÚTI JÁRMŰVEK SZERKEZETE A vasúti jármű két fő szerkezeti részből áll, a járműszerkezetből és a gépészeti berendezésekből. Az utóbbi csoportba tartoznak a fő- és segédüzemi gépek, fékműködtető szerkezet, vonatfűtés, világítás. A járműszerkezeti rész feladata pedig a jármű tömegéből, a vonó- és fékerő közvetítéséből és a különböző menetellenállásokból származó statikus és dinamikus hatások felvétele és a következő fő elemeit különböztetjük meg: - Futómű (kerékpár) - Tengelyhajtómű (a kerékpárokra történő hajtónyomaték működtetése) - Hordmű - Alváz (a szekrény alsó tartókerete) - Szekrény A továbbiakban számunkra fontos részegység a hordmű, amely a kerékpár és az alváz között beépített szerkezeti elemek összességét foglalja magába. Feladata a fellépő összes függőleges, vízszintes és keresztirányú erőhatás felvétele és közvetítése, valamint a rugózás, lengéscsillapítás és felfüggesztés megvalósítása. Szerkezeti egységei a következők: - a kerékpárok csapágyazása - a csapágyak megvezetése - a csapágyak és a keret közötti rugókat, melynek neve csapágy- vagy primer rugózás - a rugókhoz kapcsolódó lengéscsillapító - a rugófelfüggesztések. Két fajtáját különböztetjük meg: az egyszerű hordművet, amelyet kéttengelyes járműveknél alkalmazzák, és a forgóvázat többtengelyes járművek alkalmazásánál Forgóváz A forgóváz egy kis tengelytávú kéttengelyes járműnek képzelhető el, amely ebből eredően jól beáll kisebb sugarú pályán is. A vasúti pálya teherbírása korlátot szab a jármű függőleges tengelyterhelhetőség mértékének, ezért nagyobb terhelésre csak a 5


7 kerékpárok számának növelésével lehet építeni járművet. A többtengelyes, forgóváz nélküli járműveknek viszont problémát jelenthet a kisívben való haladás, tehát a nagy tengelytáv miatt fellépő befeszülés, az úgynevezett ékelt futás elkerülésére feltétlenül szükséges a két forgóvázas megoldás alkalmazása (1. ábra). 1. ábra: A forgóvázak elhelyezkedése a pályához és a járműtesthez képest ívben futáskor, valamint a kocsi oldalnézeti rajza [2] Hogy biztonságosabb közlekedést biztosítson a rosszabb minőségű pályákon is, a forgóváznak a következő feladatokat kell még ellátnia: - kövesse a pálya egyenetlenségeit és az ebből származó dinamikus hatásokat kellő rugózással és lengéscsillapítással csökkentve adja át a szekrénynek - a vonó- és fékezőerőket elviselje - a kerékpárt stabilan és szabatosan vezesse - a dinamikus kerékterhelés-változások ne legyenek veszélyes mértékűek. Egy jellegzetes forgóváz szerkezete a 2. ábrán látható. 2. ábra: Vasúti forgóváz [2] 6

8 2.2. Y25 típusú forgóváz Ezt a teherkocsiknál alkalmazott forgóvázat az 1950-es évek végén kezdték el fejleszteni Franciaországban. 160 km/h sebességig használható és tengelyei 20 tonnás terhelést is elbírnak. Kettős féktuskóval és automatikus raksúlyváltóval felszerelt, utóbbinak a feladata a fékerő beállítása a kocsi rakott vagy üres állapotától függően. Ez azt jelenti, hogy rakott kocsinál nagyobb erővel kell a féktuskókkal a kereket szorítani, míg üres kocsi esetén a túl nagy féktuskó-erő a kerék megcsúszását okozhatja. Az Y25 forgóváz jellegrajzát a 3. ábra mutatja. 3. ábra: Y25 típusú teherkocsi forgóváza [2] A forgóvázkeret hossztartóinak alsó övlemezére hegesztik fel az acélöntvényből készült csapágyvezetéket, amely különleges kialakításának köszönhetően lehetővé teszi az önműködő raksúlyváltó mérlegszelep és a súrlódásos lengéscsillapító elhelyezését, és megtámasztja a hordrugókat. A csapágytok két oldalán elhelyezkedő duplex (kettős) csavarrugók biztosítják a forgóváz rugózását, lehetővé téve a progresszív karakterisztikájú rugózást, amelynek futásbiztonság szempontjából van nagy jelentősége. Ez úgy valósul meg, hogy üres kocsi esetén a belső rugók terheletlenek, terhelt kocsi esetén pedig mind a külső, mind a belső rugó működik. A rugózás vázlatos ábrázolását a 4. ábra mutatja be. 4. ábra: Csapágyvezeték, beépített lengéscsillapítóval és rugókkal [3] 7

9 A 2. ábrán látható szekunder rugózás ennél a típusnál nincs jelen, a lengéscsillapítását a csapágyvezetékek belső oldalán elhelyezett súrlódásos lengéscsillapítók végzik. A lengéscsillapító vezetőcsapja az 5. ábrán látható módon, ferdén elhelyezett láncszemekre van felfüggesztve. A ferde felfüggesztésből adódó vízszintes erőkomponens a lengéscsillapító súrlódó lapját a csapágytok vezetőfelületének nyomja, létrehozva a függőleges csillapítóerőt. A láncszemek hosszát és kidőlési szögét úgy választják meg, hogy a kocsi futásbiztonsága kielégítő legyen. Projektfeladatomban az 5. ábrán feltüntetett csapszeg és rugókalap lehetséges anyagminőségeit fogom ismertetni. 5. ábra: Ferdeláncszemes felfüggesztés [4] 8

10 3. ANYAGVÁLASZTÁS CSAPSZEGHEZ A forgóvázak építéséhez használt acéloknak nagy fárasztó-igénybevételeket és időjárásból adódó hőmérséklet-különbségeket kell elviselniük üzem közben. Mindezek mellett anyagválasztás szempontjából fontos még a jó hegeszthetőség és a gazdaságos beszerzési lehetőség. Ebből kifolyólag a rugókalap és a hozzá hegesztett csapszeggel szemben is rendkívül összetett elvárások alakultak ki. Az őket érő dinamikus hatások és ismétlődő igénybevételek elviseléséhez első sorban szívósnak kell lenniük. Szívósságfokozó hőkezelésre több módszer is létezik, a cél mindig a finomszemcsés szövetszerkezet. Csapszegek esetén alkalmazhatunk ötvözetlen vagy ötvözött szerkezeti acélokat. Kis karbontartalmú (C<0,25%), ötvözetlen acélok esetében megfelelő hőkezelési eljárás lehet a normalizálás, ötvözött acélok esetében pedig a nemesítés, amellyel nagyobb szilárdági értékek érhetők el, mint ahogy azt a 6. ábra is szemlélteti. Ha pedig a szívós mag mellett a felület kopásállósága is szempont, betétedzést kell alkalmazni. 6. ábra: Szilárdságnövelő eljárások az átmenti hőmérséklet és folyáshatár függvényében [5] 9
11 3.1. Nemesítés Nemesíthető acélok lehetnek ötvözetlenek, gyengén vagy közepesen ötvözöttek. A nemesítés egy összetett hőkezelési folyamat, amelynek első lépésében edzéssel martenzitet és maradék ausztenitet hozunk létre, amely aztán megeresztés során szferoiditté bomlik. Elvi hőmérséklet-idő diagramja a 7. ábrán látható. 7. ábra: Megeresztési elridegedésre nem hajlamos acél nemesítésének elvi hőmérséklet-idő diagramja [6] Ha az alkatrésznek kicsi az átmérője, elegendő lehet ötvözetlen acélt alkalmazni, mert az még teljes keresztmetszetben át tud edződni. Viszont 15 mm-nél nagyobb keresztmetszet esetén már figyelembe kell venni, hogy az alkatrész magja esetleg nem edződik át, mert a hővezető képességük korlátozottsága miatt a belső részeikben a legerélyesebb hűtéssel sem érhető el a kritikus hűlési sebesség. Ezt a problémát ötvözők adagolásával lehet kiküszöbölni, ugyanis az ötvözés mértékével nő az átedzhetőség. Kis mélységig edződő acélok mangán ötvözésűek, ezeknek közepesen szívós a magjuk megeresztés után. Ha fokozott szívósság a cél, krómmal, molibdénnel, nikkellel ötvözött acélt kell alkalmazni [7][8]. Az edzés ausztenitesítésből és edző hatású hűtésből áll. Ausztenitesítés során az a cél, hogy minél finomabb szemcseméretű és minél homogénebb szövetszerkezetet hozzunk létre, ugyanis ebből tud kialakulni később a finom szerkezetű és egyben legnagyobb keménységű martenzit. Azonban az ausztenit akkor lesz a leghomogénebb, ha nagy az izzítási hőmérséklete, ezzel viszont durvul a szemcseszerkezete. Tehát az ausztenitesítés paramétereit úgy kell meghatározni, hogy edzés után a lehető legkedvezőbb szerkezet jöjjön létre, melyből megeresztés során a számunkra kívánt szilárdság és ütőmunka értéke érhető el [9]. 10
12 Edzés során a minél nagyobb hűtési sebességet szeretnénk alkalmazni, de nem szabad figyelmen kívül hagyni azt sem, hogy a sebesség növelésével fennáll a repedésveszély is. Anyagminőségtől függően alkalmazhatunk olaj, víz, polimer hűtőközeget. Megeresztéskor minél nagyobb a hőmérséklet és minél hosszabb a hőntartási idő, a bomlási folyamat annál tökéletesebben megy végbe, tehát csökkenni fog az acél edzés során megszerzett keménysége és szilárdsága, az ütőmunkája és az alakíthatósága pedig nőni fog. Így az edzés hatása teljesen megszüntethető. A mangán, króm, mangán-króm és króm-nikkel ötvözésű acéloknál megeresztési elridegedés léphet fel 450 és 600 C között történő megeresztéskor, de előfordulhat a jelenség 600 C feletti megeresztés után lassú hűtéskor is. Ezekben az esetekben az ütőmunka jelentősen lecsökken, az ütőmunka-hőmérséklet diagramja pedig a nagyobb hőmérséklet irányába tolódik. Tehát az erre hajlamos acélokat legfeljebb 400 C-on vagy 600 C felett kell megereszteni, de az utóbbi esetben olajban vagy vízben kell lehűteni, hogy szívós legyen. A 300 C-os megeresztést is kerülni kell, mivel itt is található egy elridegedési tartomány. A kétféle megeresztési elridegedést a 8. ábra szemlélteti. Másik megoldás az elridegedés ellen, ha kis mennyiségű (maximum 0,5%) molibdént adnak az ötvözethez [7]. 8. ábra: Elridegedési tartományok és a hűtési sebességek hatása [7] 11
13 Csapszeg nemesíthető acél anyagminőségei Nemesíthető acélok közül a TS Hungaria Kft. által használt ötvözetlen C35 anyagminőséget és a króm-molibdénnel ötvözött 25CrMo4 és 42CrMo4 anyagminőségeket hasonlítom össze az MSZ EN szerint. Összetételüket az 1. táblázat, mechanikai tulajdonságaikat pedig a 2. táblázat tartalmazza. Acél jele C % Si % Mn % P % S % Cr % Mo % C35 0,32-0,39 0,4 0,5-0,8 25CrMo4 0,22-0,29 0,4 0,6-0,9 42CrMo4 0,38-0,45 0,4 0,6-0,9 max 0,035 max 0,035 max 0,035 max 0,035 max 0,035 max 0, ,9-1,2 0,15-0,3 0,9-1,2 0,15-0,3 1. táblázat: Csapszegnek használt nemesíthető acélok kémiai összetétele tömegszázalékban [10] Acél jele Szakítószilárdság, R m, N/mm 2 Folyáshatár, R eh, N/mm 2 Szakadási nyúlás, A, % Ütőmunka, KU, J, T=-30 C C CrMo CrMo táblázat: Csapszegnek használt acélok mechanikai tulajdonságai nemesített állapotban [10] Az ötvözött acélokban a króm tartalom hozzájárul a szakítószilárdság növeléséhez, valamint csökkenti a martenzitképződéshez szükséges kritikus hűtési sebességet, javítva ezáltal az átedzhetőséget. A molibdén általában más ötvözőkkel együtt fordul elő, jelen esetben mangánnal és krómmal. Szintén a kritikus hűtési sebesség csökkentésére alkalmazzák, valamint a szakítószilárdság és folyáshatár növelésére, de emellett jelentősen csökkenti a megeresztési ridegséget is, elősegítve a finomszemcsék képződését. A mangán már kis mértékben is kedvezően befolyásolja az ütőmunkát és a ridegtörési hőmérsékletet. Előző ötvözőkhöz hasonlóan szintén növeli a szilárdságot. Mindhárom anyagminőségben olyan kis mértékben vannak jelen az ötvözők, hogy csak gyengén vagy közepesen ötvözött acéloknak tekintjük őket [11]. A nemesítéshez és egyéb hőkezelésekhez tartozó hőmérsékleteket a 3. táblázat foglalja össze. Fontos, hogy a megeresztést közvetlenül az edzés után kell elvégezni. 12
14 Acélminőség jele Nemesítés Edzési hőmérséklet, C vízben olajban Megeresztési hőmérséklet, C Normalizálási hőmérséklet, C Lágyítási hőmérséklet, C C CrMo CrMo táblázat: Nemesíthető acélok hőkezelési hőmérsékletei [10] 3.2. Betétedzés A kérgesítő hőkezelések célja általában az alkatrészek felületi kopásállóságának fokozása, oly módon, hogy az alkatrészek magja szívós, tehát töréssel szemben ellenálló legyen. Egyik megvalósítási módja a termokémikus kezelések, amely során a darab felületét valamilyen elemmel diffúziósan dúsítják, tehát a mag és a kéreg különböző kémiai összetételű lesz. Ide tartozik a karbon diffundáltatással megvalósított betétedzés is, aminek a lényege, hogy a kis karbon tartalmú acélok kérgébe karbont diffundáltatva a kéreg karbon tartalma a nemesíthető, sőt a szerszámacélokéra jellemző mértékűre növelhető. Ha ezt követően az egész darabot ausztenitesítik majd edzik, a mag a kis karbon tartalom miatt nem edződik be, lágy és szívós marad, a kéreg pedig a karbon tartalomnak megfelelő kopásállóságú lesz. A betétedzésű acélok lehetnek ötvözetlenek és ötvözöttek. Tagoltabb alkatrészek repedésre való hajlam nem csak a darab alakjától, hanem az összetételétől is függ, ezért kisebb karbontartalmú, ötvözetlen acélt ajánlott hozzájuk használni. Szilárd és szívós mag igénye esetén pedig ötvözött minőségeket alkalmaznak. A betétedzés technológiája három lépésből áll. A cementálás szakaszából és az ezt követő edzés és feszültségmentesítés szakaszából. A cementálás céljából a darabot karbon leadó közegben ausztenites állapotra hevítik és hőn tartják, miközben a felület karbonban telítődni igyekszik és kialakul egy felületi karbon-eloszlás. A karbontartalom a felületi rétegtől a mag irányába csökken. Az hogy a felületen milyen karbon tartalom alakul ki, a karbont leadó közegnek az illető acélra nézett karbonpotenciáljától (telítési érték) függ. A telítettséghez közeli karbontartalom a felületen néhány óra alatt beáll, a további hőntartás diffúziósan növeli a rétegvastagságot. A korszerű technológiák változtatható karbonpotenciálú közeggel dolgoznak. A folyamatot nagy karbon potenciálú közeggel indítják (szenítő szakasz), majd a karbonpotenciált csökkentve (diffúziós szakasz) a karbon eloszlás módosítására adnak lehetőséget. A szenítő és a diffúziós szakaszok paramétereivel optimális karbon eloszlású és rétegvastagságú kérget lehet létrehozni. A betétedzés szokásos rétegvastagsága néhány tized mm-től 3 mm-ig terjed, a darab 13
15 méretétől és az igényektől függően. A kéreg maximális keménysége általában HRC. A karbont leadó közeg lehet szilárd szemcsés (faszén vagy báriumkarbonát), sóolvadék (cianidok, szilíciumkarbid stb.) és gáz. Manapság csak a gázcementálás tekinthető korszerűnek. A cementáló gázokat szénhidrogénekből illetve földgázból állítják elő [9]. A cementálás utáni hőkezelés általában edzésből és feszültségmentesítésből áll. A 9. ábra a) részén látható közvetlen edzés kedvezőtlen mechanikai tulajdonságokat eredményez, mert a cementálás során eldurvult szemcseszerkezet nem tud visszafinomodni. Ezt a folyamatot csak abban a kivételes esetben lehet alkalmazni, ha az acél finomszemcsés és nem hajlamos szemcsedurvulásra. A 9. ábrán látható többi hőkezelés esetében mindig lehűtik a darabot edzés előtt, csökkentve ezzel az edzési deformációt. A b) változatnál a cementálást követő hűtés után szokás elvégezni a darabok esetleges megmunkálását, mielőtt megedzenék őket. Erősebben ötvözött darabok esetén még lágyítást is végeznek a megmunkálás előtt, mint ahogy a c) változat szemlélteti. Erre akkor kerül sor, ha a darab egyes helyein nem szeretnénk, hogy kemény kéreg legyen. Ezeken a helyeken a cementálás előtt forgácsolási ráhagyást alkalmaznak, melyet cementálás után leforgácsolnak. Korszerű technológiáknál erre általában nincs szükség, mert a darab kijelölt felületein a cementálódást speciális festékkel gátolják meg. A d) részleten erősen ötvözött betétedzésű acélok hőkezelési diagramja látható, ahol azért van szükség az izotermás hőntartásra, mert cementálást követően a felületük repedésre hajlamos. Az e) ábrán látható kettős edzést ritkán alkalmazzák a nagy deformáció miatt. Edzést követően minden esetben C-on történő megeresztést alkalmaznak. A betétedzett daraboknál a kifáradási határ növelésében jelentős szerepe van a kéregben kialakult maradó nyomó feszültségnek [7][9]. 14
16 9. ábra: Cementálást követő hőkezelések hőmérséklet-idő diagramja [7] 15
17 Csapszeg betétben edzhető anyagminőségei A TS Hungaria kft két betétben edzett acélminőséget jelölt ki csapszeggyártáshoz - 16MnCr5 és 20CrMo5 - ezeknek az összetételét a 4. táblázat tartalmazza, a MSZ EN szerint. Acél jele C % Si % Mn % P % S % Cr % Mo % 16MnCr5 0,14-0,19 0,4 1,0-1,3 20CrMo5 0,18-0,23 0,15-0,35 0,9-1,2 max 0,035 max 0,035 max 0,035 max 0,035 0,8-1,1-1,1-1,4 0,2-0,3 4. táblázat: Betétben edzhető acélok kémiai összetétele tömegszázalékban [12] Széntartalmuk a betétben edzhető acéloknak megfelelően csekély, tehát edzés után is szívós marad a magjuk, a felületük pedig kemény lesz. A króm és molibdén ötvözés alkalmassá teszi az ötvözetet nagyobb igénybevételekre. Mechanikai tulajdonságaikat az 5. táblázat tartalmazza. Acél jele Szakítószilárdság, R m, N/mm 2 Folyáshatár, R eh, N/mm 2 Szakadási nyúlás, A, % Ütőmunka, KU, J, T=-30 C 16MnCr CrMo táblázat: Betétben edzett acélok mechanikai tulajdonságai [12] A két anyagminőség betétedzés során alkalmazott hőmérsékleteit a 6. táblázat foglalja össze. Mindkét anyag esetében normalizálás és lágyítás után levegőn történő lassú hűtést kell alkalmazni. A lágyított állapot maximum 207 HB keménységű lesz. A cementáló közeg és a cementálási hőmérséklet és a kéreg széntartalmának kívánt nagyságától függ. A kéregedzés hűtéséhez olaj vagy C hőmérsékletű sófürdő ajánlott, vízben csak nagy darabokat vagy egyszerűbb formákat lehet hűteni. Utolsó lépésben a megeresztésnek legalább 1 órán keresztül kell tartania [11][13]. Acél jele Normalizálási hőmérséklet, C Cementálás hőmérséklet, C Lágyítási hőmérséklet, C Kéregedzés hőmérséklet, C Megeresztési hőmérséklet, C 16MnCr CrMo táblázat: Betétben edzhető acélok hőkezelési hőmérsékletei [11][13] 16
18 Szakítószilárdság, Folyáshatár [MPa] 3.3. Csapszeg anyagminőségeinek összehasonlítása A következő diagramok szemléltetik a táblázatokban feltűntetett értékeket egymáshoz viszonyítva. A 10. ábrán megfigyelhető, hogy a szakítószilárdság növekedésével valóban csökken a szakadási nyúlás értéke, a folyáshatáré pedig nő. Következtetésképpen az is levonható, hogy ha az ötvözet a mangánon kívül más ötvözőt is tartalmaz, nagyobb szilárdság érhető el. Az öt anyagtípus közül a 42CrMo4 rendelkezik a legnagyobb szilárdsági értékekkel Szakítószilárdság, Rm, N/mm Folyáshatár, ReH, N/mm2 Szakadási nyúlás, A, % C CrMo4 42CrMo4 16MnCr5 20CrMo5 (Nemesítettek) (Betétben edzettek) Szakadási nyúlás [%] 10. ábra: Acéltípusok szakítószilárdságának, folyáshatárának és szakadási nyúlásának ábrázolás A 11. ábrán a számunkra két leglényegesebb mechanikai tulajdonság függvényében vannak feltűntetve az anyagok. A két krómmal és molibdénnel ötvözött nemesített acél kicsit jobb értékeket ér el, mint a betétben edzett acélok. Legnagyobb ütőmunkával a 25CrMo4 (nemesített) 55J-al és a 16MnCr5 (betétedzett) 50J-al rendelkezik. A 800 MPa-os szakítószilárdságukkal mai szemmel nézve is nagyszilárdságúnak mondhatók. 12. ábra a karbontartalom növekedésének szakítószilárdságra gyakorolt hatását mutatja be. Ebben az esetben az állapítható meg, hogy a kisebb karbontartalmú betétedzett acéllal közel ugyan olyan nagy szakítószilárdság érhető el, mint a pár tized%-al több karbont tartalmazó nemesített acélnál. 17
19 Szakítószilárdság [MPa] Ütőmunka, T= -30 C [J] Nemesített acélok Betétedzett acélok 60 25CrMo C35 16MnCr5 42CrMo CrMo Szakítószilárdság [MPa] 11. ábra: Acéltípusok ütőmunkájának és szakítószilárdságának változás 1200 Nemesített acélok Betétedzett acélok CrMo5 42CrMo MnCr5 25CrMo4 400 C ,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 Karbontartalom [%] 12. ábra: Csapszeg acéltípusainak szakítószilárdsági értékei a karbontartalom függvényében 18
20 4. ANYAGVÁLASZTÁS RUGÓKALAPHOZ 4.1. Acélöntvények Az acélöntvény olyan öntödei végtermék, amely folyékony acélnak homok-, fémvagy egyéb tűzálló anyagból készült formába való öntésével és az ezt követő dermedéssel kapja meg végleges alakját. Ebben az esetben is megkülönböztetünk ötvözött és ötvözetlen csoportot. Az ötvözetlen acélöntvény karbontartalma 0,1-0,6% közötti és a jobb önthetőség céljából mangánnal ötvözik. Az acélöntvény sűrűn folyós, az öntőformát rosszul tölti ki, ezért 5 mm-nél kisebb falvastagságok esetén nem használják. Viszont alkalmas olyan nagyméretű munkadarabok gyártásához, amelyek kovácsolással nem állíthatók elő, ilyenek például a hajtóműházak, szivattyúházak [15]. Az ötvözött acélöntvények csoportjában megtalálhatók mindazon acélfajták, amelyeket az acéloknál megismertünk (például melegszilárd, hidegszívós, korrózióálló, hőálló). Az ott leírt jellemzők az öntvényekre is értelmezhetők. Különleges igénybevételnek - forró gázok, korrózió, kopás, erózió - kitett munkadarabokhoz alkalmazzák, mint például forgattyúsházhoz, csúszó- és vezetőpályához, turbina- és szivattyú alkatrészekhez [15]. Az acélöntvények kémiai összetétele sok esetben megegyezik a képlékenyen alakított acélokéval. De általánosságban az öntvénygyártásra szánt acélok nagyobb mennyiségben tartalmaznak szilíciumot a jobb önthetőség érdekében, a kristályosodási repedések elkerülése végett pedig alacsonyabb a kéntartalmuk. További eltérések: - kisebb képlékenységi és a szívóssági tulajdonságokkal rendelkeznek - a szövetszerkezetük dendrites kristályosodással jön létre, amely kiválásokat, dúsulásokat és inhomogenitást okoz - öntvényeket maradó feszültség terheli. Az öntvények durvább szemcseszerkezete miatt lesz kisebb a képlékenységük, ezért felhasználás előtt célszerű hőkezelni őket, így a homogénebb szövet létrehozása mellett a maradó feszültségük is csökkenthető. Ez a lépés annál fontosabb, minél vastagabb a fala és minél bonyolultabb az alakja az öntvénynek, valamint nagy dinamikus igénybevételek esetén. Hirtelen fellépő hőmérsékletváltozások is jelentős belső 19
21 feszültséget okozhatnak, amelyek elsősorban a különböző falvastagságú részek találkozásánál okoznak repedést [14]. Öntvényeknél a 13. ábrán feltüntetett határokon belül normalizálás helyett feszültségcsökkentő hőkezelés is elegendő. 13. ábra: Acélöntvények hőkezelése C-tartalom és falvastagság függvényében [14] 4.2. Rugókalap anyagminősége Három anyagminőség alkalmazható a rugókalap gyártására, ezeknek az összetételét a 7. táblázat, mechanikai tulajdonságaikat pedig a 8. táblázat tartalmazza. Mint látható, legnagyobb mennyiségben a nikkel fordul elő két anyagtípusban is. Ennek az ötvözőnek előnyös tulajdonsága, hogy csökkenti a ridegtörékenységet, tehát az átmeneti hőmérsékletet negatív tartományba tolja, így az acél alacsonyabb hőmérsékleten is ellenállóbb lesz a dinamikus igénybevételeknek, ami jelen alkatrész esetében kifejezetten hasznos [15]. Mindhárom anyagalkalmazásnál a normalizálási hőmérsékletet C közé kell megválasztani. Acélöntvény jele C % Si % Mn % P % S % Cr % Mo % Ni % V % GS52 0,27 0,3 0,6 E MS C2 E MS C1 0,25 0,5 1,0 0,25 0,6 1,2 max 0,035 max 0,035 max 0,035 max 0,03 max 0,03 max 0, ,25 0,1 0,35 0,05 0,3 0,15 0,4 0,05 7. táblázat: Acélöntvények kémiai összetétele tömegszázalékban [16] 20
22 Szakítószilárdság, Folyáshatár [MPa] Acélöntvény jele Szakítószilárdság, R m, N/mm 2 Folyáshatár, R p0,2, N/mm 2 Szakadási nyúlás, A, % Ütőmunka, KU, J, T=-30 C GS E MS C E MS C táblázat: Acélöntvények mechanikai tulajdonságai [16] 4.3. Acélöntvények összehasonlítása Az öntvények folyáshatára, ütőmunkája és szakadási nyúlás értéke között lényeges eltérés nem mutatkozik, mint ahogy azt a 13. ábra is mutatja. A szakítószilárdság értékei szerint megállapítható, hogy a legkevesebb ötvözőt tartalmazó ötvözet rendelkezik a legnagyobb szakítószilárdsággal, tehát a GS52 acélöntvény Szakítószilárdság, Rm, N/mm2 Folyáshatár, Rp0,2, N/mm2 Ütőmunka, KU, J, T=-30 C Szakadási nyúlás, A, % GS52 E MS E MS Szakadási nyúlás [%] Ütőmunka, T=-30 C [J] 13. ábra: Acélöntvények mechanikai tulajdonságainak összehasonlítása 21
23 5. HEGESZTŐELJÁRÁS KIVÁLASZTÁSA Egy hegesztéstechnológia megtervezését befolyásolja a hegesztendő anyag minősége, milyen a kötés szerepe és milyen hegesztőeljárást kívánunk alkalmazni. Jelen acéltípusok esetében jól alkalmazható bármelyik kézi, gépi vagy automatikus technológia. A továbbiakban a leggyakrabban alkalmazott ívhegesztő eljárások közül kettőt, a védőgázos fogyóelektródás ívhegesztést és a bevont elektródás kézi ívhegesztést szeretném bemutatni Védőgázas fogyóelektródás ívhegesztés Az eljárás nemzetközileg elfogadott elnevezése Gas Metal Arc Welding (GMAW), de Európában a MIG/MAG jelölést is használják, ami a Metal Inert Gas / Metal Active Gas rövidítése, köznyelvben pedig gyakran használják a VFI rövidítést. Az eljárásváltozatok szabványos számjelei az MSZ EN ISO 4063 szerint [7]: 131 fogyóelektródás semleges védőgázas ívhegesztés (MIG) 135 fogyóelektródás aktív védőgázas ívhegesztés (MAG) 136 fogyóelektródás aktív védőgázas ívhegesztés porbeles huzalelektródával Ahogy az 14. ábra is szemlélteti, az eljárás külső forrásból származó védőgázzal védett ívvel és gépi mechanizmussal adagolt huzalelektródával jellemezhető. Hegesztés során azt a hőt biztosítja, amit a folyamatosan előtolt elektródhuzal és az alapanyag közötti villamos ív szolgáltat. Hegesztés során salak csak elenyésző mennyiségben keletkezik, ami az aktív védőgáz és a hegfürdőben lejátszódó kémiai folyamatok reakcióiból képződik. Kapcsolását tekintve a fordított polaritású (DCEP) az elterjedtebb, mivel ez stabilabb ívet, jobb anyagátvitelt, kisebb fröcskölési veszteséget és kedvezőbb varratbeolvadási alakot ad. Az egyenes (DCEN) polaritás mellett csak a nagyobb leolvasztási teljesítmény szól [7]. 22
24 14. ábra: A védőgázas, fogyóelektródás ívhegesztés vázlata [7] A védőgázt úgy kell megválasztani, hogy az ívtér és az olvadt alapanyag védelmét is ellássa, erre legalkalmasabbak az atomos formában jelenlevő nemesgázok (Ar, He), de gazdasági okokból kifolyólag az olcsóbb aktív redukáló (H2) és oxidáló gázok (CO2, O2), valamint a nemesgázok és aktív gázok keverékei is megfelelőek lehetnek. Gázkeverékek aktív gázokat csak kisebb arányban tartalmazhatnak, különben inkább káros hatásuk lenne, mint hasznos. Nemesgázvédelem esetén ideális, ha a huzalelektróda összetétele az alapanyagéval közel megegyezik, viszont a metallurgiailag aktív, azaz oxidáló hatású védőgázokhoz általában az alapanyag összetételétől kissé ötvözöttebb hozaganyagra van szükség [7] Az eljárás előnyei és korlátai A védőgázas fogyóelektródás ívhegesztés elsődleges előnyös tulajdonságai a legfőbb riválisával, a bevontelektródás kézi ívhegesztéssel szemben a következők [7]: nagy leolvasztási teljesítmény az eljárás jól gépesíthető és automatizálható mélyebb beolvadás és kedvezőbb varratalak érhető el vele kisebb a hozaganyag-veszteség (végmaradék, fröcskölés és salak együttesen 2-8%, míg BKI esetében ez 30-40% körüli) folyamatosan lehet vele hegeszteni (az ívidő 60-80%, közel duplája a BKIvel elérhető 30-50%-nak) nem kell salakot eltávolítani 23
25 kevesebb gőz és füst képződik, ezáltal kevésbé egészségre ártalmas, kisebb az elszívási kényszer könnyebben elsajátítható ez a kézi hegesztési technika, mint a bevonatos elektródával (nincs szükség gyakorlat az ívgyújtáshoz, láthatósághoz, salakkezeléshez) sok alváltozata nagy rugalmasságot kölcsönöz az eljárásnak széles védőgáz és hozaganyag választék nagy megbízhatóság, kiváló varratminőség, alacsony hidrogéntartalom minden hegesztési pozícióban használható A sok előnyös tulajdonság mellett alkalmazás során néhány nehézéggel és korláttal is kell számolni, bár ezeket az elmúlt évek fejlesztő munkáival nagymértékben sikerült fejleszteni [7]: összetettebb és drágább gépi berendezést igényel, aminek korlátozottabb a hordozhatósága a vékony és lágy huzalok előtolása problematikus kiépített gáz infrastruktúrát igényel szél és huzat érzékeny (árnyékolás szükséges) Az eljárás ma már az acélok elsőszámú hegesztőeljárása, mivel a bevontelektródás kézi ívhegesztéssel közel megegyező felhasználási területen jóval nagyobb termelékenység érhető el. A végelem célszerű megválasztásával a legtöbb acél - ötvözetlen és ötvözött szerkezeti acélok, melegszilárd és hidegszívós szerkezeti acélok, erősen ötvözött különleges acélok, jobb minőségű öntöttvasak - és hegeszthető nemvasfémek hegesztésére alkalmas. Falvastagság, hegesztési hely és helyzet tekintetében az eljárás előtt gyakorlatilag nincsenek jelentős korlátok. Az 1 mm körüli lemezvastagságokhoz és a vastaglemezekhez gazdaságos alváltozatokat fejlesztettek ki, azonban az igazi alkalmazási területe ma a 3-15 mm-es közepes vastagságú tartomány [7] Huzalelektróda A védőgázas fogyóelektródás ívhegesztés huzalelektródáinak a választott védőgázzal kombináltan kell eleget tennie a hegeszthetőségi kritériumoknak, az elvárt mechanikai jellemzők és a megkívánt hegesztési tulajdonságok elvárásainak. A gyakran alkalmazott fémekhez és ötvözeteikhez széles körben gyártanak huzalelektródákat. A külső védelmű huzalokat tömör kivitelben készítik, viszont a Fe-Ni ötvözetekhez porbeles huzalok is kaphatók. A nemesgázvédelmű eljárásnál az alapanyaghoz nagyon hasonló összetételű huzalelekróda választandó [7]. 24
26 Áramforrás Az áramforrások A-es kisgépek, A-es középgépek és A-es nagyteljesítményű gépek tartományába sorolhatóak. Az eljárás áramsűrűsége nagyjából A tízszerese a BKI-hez képest, tehát nagyságú, az áramszükséglete pedig 2 mm könnyen kiszámítható a huzalkeresztmetszet alapján [7]. Az áramforrás szükséges bekapcsolási ideje kézi hegesztéskor (60%) közel duplája a BKI hegesztőgépeknek, de gépesített hegesztéshez az áramforrásokat 100%-os bekapcsolási időre kell választani. Folyamatos és nagy hőbevitelt igénylő munkához nélkülözhetetlen az áramforrások vízzel történő hűtése [7] Védőgázok A védőgáz a hegesztés minőségét és gazdaságosságát befolyásolja, az elsődleges védelmi funkción kívül hatással van [7]: az ívstabilitásra az ívhőmérsékletre és az íven belüli hőmérséklet eloszlásra az anyagátmenetre a varrat beolvadási alakjára és méreteire a varratban zajló metallurgiai folyamatokra varrathibákra, a varrat mechanikai jellemzőire és közvetve a hegesztési paraméterekre, a varratra vett fajlagos költségekre A védőgázok sűrűsége védelmi szempontból lényeges. Magától értetődő, hogy vályúhelyzetben a levegőnél nehezebb gázokat, fej feletti helyzetben pedig a levegőnél könnyebb gázokat kell alkalmazni, viszont nem elfelejtendő tény, hogy könnyebb gázból nagyobb térfogatáramra van szükség. Míg argonból elegendő 10-15, addig min l héliumból mennyiség lenne szükséges. Kémiai jellegük szerint csoportosítva min a védőgázas fogyóelektródás ívhegesztéshez alkalmazható gázok: redukáló (H2), inert vagy semleges (Ar, He), aktív vagy oxidáló (CO2, O2), nem reagáló (N2). Ötvözetlen és gyengén ötvözött acélokra használt gázkeverékek [7]: 95-98% Ar + 2-5% O % Ar % CO2 80% Ar + 15% CO2 + 5% O % He % Ar + 5% CO2 (+ 0,5-1% O2) l 25
27 5.2. Bevontelektródás kézi ívhegesztés A bevontelektródás kézi ívhegesztés (szabványos számjele: 111) elvi vázlatát a 15. ábra szemlélteti. Hőforrása a javarészt nemfémes anyaggal bevont leolvadó fémelektróda és a munkadarab között létesített villamos ív. Hegesztés közben a bevonatból képződik a védelmet biztosító gáz és salak. Az ívet az elektróda tárgyhoz érintésével létesítjük, amikor a pillanatnyi idejű rövidzárlat úgy felhevíti az elektróda csúcsát, hogy onnan termikus emisszió révén elektronok lépnek ki és tartanak az anód, azaz a munkadarab felé. Megfelelő mennyiségű töltéshordozó jelenlétében az ív meggyullad és önfenntartó folyamat révén állandósul [7]. 15. ábra: A bevontelektródás kézi ívhegesztés elvi vázlata [7] Hozaganyagként a maghuzal szolgál, amely az ív hőjének hatására közepes vagy nagy cseppek formájában olvad le. Mivel a nemfémes bevonat hevítése közvetett, a megolvadása lassabban következik be, így jellegzetes homorú huzalvég jön létre, ahol a kialakult bevonatperem nagyon jól javítja az ív védelmét és csökkenti a fröcskölődés mértékét [7]. Egy elektróda átlagos leolvasztási ideje 1-2 perc közé esik. 1 kg elektródából a salaktömeget és a veszteségeket levonva, körülbelül 0,6 kg hegömledékre lehet számítani, bár ez függ a beállított ívfeszültségtől ( Uív = V) és az áramerősségtől (Iheg = A) [7] Az eljárás levegő elleni védelme Az elsődleges védelmet az elektróda bevonatból keletkező salaktakaró biztosítja, amely mechanikusan elszigeteli a hegfürdőt és a hegvarratot a levegőatmoszférától. A 26
28 védelem másik összetevője az a gázatmoszféra, amit a bevonatból keletkező gázok (CO, CO2, H2, O2, SiF4) és az elgőzölgő fémek (Ni, Mo, V, Ti, Al, Zr, Mg, ) alkotnak. A bevont elektródás kézi ívhegesztés mindig aktív, azaz oxidáló légkörben megy végbe, mint ahogy ez az előző felsorolásból is látszik [7] Az eljárás előnyi és korlátai A megfelelő technológiával és paraméterekkel a gyakorlatban előforduló szinte valamennyi kötéstípus, élkialakítás és hegesztési helyzet esetén alkalmazható. Előnyös tulajdonságai a következők [7]: olcsó, egyszerű, hordozható hegesztő berendezés könnyen megtanulható technika minden helyszínen alkalmazható (műhely, udvar, mező, víz alatt) minden hegesztési helyzetben használható minden falvastagsághoz alkalmas elfogadható leolvasztási teljesítmény és hegesztési sebesség, ami speciális elektródákkal akár meg is duplázható Mint minden eljáráshoz, ehhez is tartoznak korlátok, amelyek a következőkben összegezhetők [7]: nehezen gépesíthető alacsony leolvasztási teljesítmény (1-3 kg h ) az elektródcserék miatt ismételten megszakított hegesztés sok mellékidő: elektródcsere, salakolás, fröccsnyomok eltávolítása egészségre ártalmas gőzök és gázok keletkezése miatt elszívás szükséges a legjobb minőséget adó elektródákat felhasználás előtt szárítani kell kis áramsűrűség, kis beolvadási mélység, lassú hegesztés Bevonatos elektródák Az elektróda méretei szabványosítottak, 2; 2,5; 3,25; 4; 5 és 6 mm-es átmérőkkel forgalmazzák. A használatuk közbeni túlmelegedésük és a kéz remegéséből adódó esetleges pontatlanságok miatt korlátozták az elektródák hosszát és az elektródaátmérővel növekvő nagyságúra tervezték. Így a vékony elektródák mm hosszúságúak, míg a vastagok mm. Az elektródaátmérő a maghuzal átmérőjével azonos, a bevonat vastagsága pedig lehet vékony, normál vagy vastag. A bevonat sokféle különböző alkotóelemből állhat, és az alábbi funkciókat töltik be [7]: gázképzők, salakképzők, 27
29 ívstabilizálók (ionizálók), dezoxidálók, nitrogénmegkötők, kén- és foszforcsökkentők, ötvözők, leolvasztási teljesítményt növelő fémporok, plasztifikátorok, kötőanyagok. Az elektróda bevonattípusa a bevonat megolvadása során képződő salak típusára utal, amely lehet: A savas (acid), B bázikus (basic), C cellulózos (cellulose), R rutilos (rutile), RR vastag rutilos (thick rutile), RC rutil-cellulózos (rutile-cellulose), RA rutil-savas (rutile-acid), RB rutil-bázikus (rutile-basic). Legjobb mechanikai jellemzőket a bázikus bevonat biztosítja, ezért az elektródák több mint kétharmada bázikus bevonattal készül [7] Az optimális hegesztőeljárás kiválasztása A két szóba jöhető hegesztési technológia bemutatása során láthattuk, hogy a minőségi követelményekkel szemben megfelelőek a hegesztési eljárások. A csapszeg és rugókalap hegesztéséhez leginkább megfelelő eljárás kiválasztása során a mechanikai kritériumoknak megfelelés mellett, a gazdaságos megvalósíthatóságot is szem előtt kell tartani. A gazdaságosan létrehozott kötés alatt azt értjük, hogy a választott legalacsonyabb költségű eljárás mellett eleget tesz a varrat az előírt biztonsági feltételeknek. A 9. táblázat tartalmazza a két hegesztési eljárás különböző szempontok szerinti összehasonlítását. 28
30 VFI BKI Leolvasztási teljesítmény 3-10 kg h 1-3 kg h Hegesztési sebesség gyors lassú Védelem közepes jó Beolvadás mély beolvadás kisebb mélység Varrat minősége jó elfogadható Hozaganyag veszteség 2-8% 30-40% Ár-érték arány jó közepes 9. táblázat: Az alkalmazható hegesztési eljárások tulajdonságainak összevetése A táblázat alapján láthatjuk, hogy a védőgázas fogyóelektródás ívhegesztés mellett több előny szól. Gazdaságosabb, mélyebb beolvadást eredményez, ami jelen kötéskialakítás esetében nagyobb valószínűséggel biztosítja a kívánt szilárdsági jellemzőket. Valamint a rugókalap méretéből és alakjából adódóan, a kötéshez jobban hozzá lehet férni egy automatikus huzaladagolású VFI pisztollyal, mint egy hosszú BKI elektródával, ami esetében a salakolási művelet is nehézségeket okozna. 29
31 6. HEGESZTÉSI KÍSÉRLETEK MEGTERVEZÉSE Sok tekintetben a varratok a legkritikusabb elemei a teherviselő acélszerkezeteknek. Ahhoz, hogy a végső termék megfelelő legyen, az egyes alkotóelemek gyártásánál ügyelni kell a kötéskialakításra, a hegesztőeljárásra és annak paramétereire, a hegesztés felügyeletére és a szerkezet minőségellenőrzésére, hegesztett kötéseinek anyagvizsgálatára [17]. A rugókalap és csapszeg acélminőségére különböző gyártási eljárás és vegyi összetétel jellemző. Az acélöntvény alacsonyabb ötvözőtartalma és karbonegyenértéke miatt jobb hegeszthetőségi tulajdonsággal rendelkezik. A nemesített acéloknak azonban magasabb az ötvözőtartalmuk, ebből adódóan magasabb a karbonegyenértékük is, valamint szövetszerkezetük nem-egyensúlyi, emiatt hegesztésük nagyobb odafigyelést igényel Nemesítéssel növelt szilárdságú szerkezeti acélok hegeszthetősége A nemesítéssel hőkezelt acélok hegesztésére különös figyelmet kell fordítani, hogy a gyártás során létrehozott, többnyire nem-egyensúlyi anyagszerkezetet minél kevésbé változtassuk meg. Hegesztés során a közölt hő általában erősen helyi jellegű, ezért a hőközlés befejeztével szabad lehűlés megy végbe az alapanyag gyártása során alkalmazott szabályozott hűtés helyett. Az ebből adódó nemkívánatos változások a gyártás során alkalmazott hőkezelés ismételt végrehajtásával lehetne visszafordítható, erre azonban gyártás során az idő, a költségek vagy a méretkorlátok miatt nincs lehetőség [18]. Nemesített acélok hegesztésekor a túl nagy hőbevitel a hőhatásövezetben az alapanyaghoz képest kedvezőtlenebb tulajdonságú sávokat eredményez. A szilárdfolyékony átmeneti zóna és a szemcsedurvulási zóna a legveszélyesebb, ezekben hidegrepedés és felkeményedés veszélye áll fenn. Továbbá csökkent szívósságú zónát jelenthet az interkritikus, vagy más néven részleges átkristályosodási zóna, amely a nemesített nagyszilárdságú acélok esetén a durvaszemcsés sávhoz hasonló, kis szívósságot eredményez. Ennek elkerülése érdekében hegesztéskor a munkadarabot egy 30
32 adott vastagság felett elő kell melegíteni, valamint korlátozni kell a hőbevitelt. Az előmelegítési hőmérsékletre az acél gyártójától lehet információt szerezni, illetve kísérletekkel és számításokkal kell meghatározni [18]. Az alapanyag alacsony szennyező tartalma folytán nem kell tartani melegrepedés megjelenésétől, azonban hidegrepedések előfordulhatnak hidrogén okozta diffúzió útján, ezért a hegesztéstechnológia tervezésekor figyelmet kell fordítani a hidrogéntartalom alacsony értéken tartására. Hegesztés során az ívben a hidrogén- és hidrogént tartalmazó molekulák szétbomlanak hidrogén atomokra és ionokra, amelyek kis méretükből kifolyólag a szilárd fázisban, a rácshézagokban is mozogni képesek a diffúzióképességük miatt. A hőmérséklet csökkenésével azonban a hidrogén oldhatósága is csökken, az oldhatatlanná vált hidrogén diffúzió útján igyekszik távozni a fémfürdőből, csakhogy erre hegesztés során nem mindig áll rendelkezésre elég idő, ezért a hidrogén hézagokban, rácshibák helyén és diszlokációs helyeken gyűlik össze. Tehát a hidrogén arra kényszerül, hogy ismét kiváljon, mégpedig molekuláris formában, azonban a molekula mérete jóval nagyobb, mint az atomé, ezért további diffúzióra már képtelen a hidrogén. Az ilyen hidrogénben feldúsult helyeken elridegül az anyag, illetve a hidrogéngáz nyomása annyira megnőhet, hogy a szemcsék közötti kötések helyileg felszakadnak, repedések jönnek létre. A hidrogén káros hatása azonban a megfelelő hozaganyag választásával csökkenthető [18] Acélöntvények hegeszthetősége Az öntvények hegesztéséhez gyakorlatilag valamennyi ömlesztő hegesztő eljárás megfelel. Leggyakrabban az ívhegesztő, ezen belül is az argon védőgázas volfrámelektródás ívhegesztést (AWI), a bevontelektródás kézi ívhegesztést (BKI), valamint a védőgázas fogyóelektródás ívhegesztéseket (VFI) alkalmazzák. Sok esetben alkalmazhatók még a nagyobb energia sűrűségű eljárások is, mint a plazma-ívhegesztés, elektron- vagy lézersugaras hegesztés. Igen nagytömegű öntvényeknél gazdaságossági megfontolásból szóba jöhet a villamos salakhegesztés is [20]. Az acélöntvények hegesztése gondos előkészítést igényel. Az öntési oxidréteget, illetve az esetleges formamaradványokat köszörüléssel kell eltávolítani. Az előkészítés alkalmával el kell távolítani a varratvályú kimunkálásakor, annak környezetében a beégett, szilíciumban esetleg dús öntési kérget is, mert jelenléte a felületen kötési hibát okoz, a varratba kerülve pedig fokozza a melegrepedés veszélyt [14]. A maradó feszültség csökkentése végett a hegesztést követően javasolt a kötést izzítani, normalizálni, illetve nemesíteni, sok esetben kötelező is. E hőkezelések elvégzése annál fontosabb, minél vastagabb falú és bonyolultabb alakú, tagoltabb az öntvény, azaz minél jobban eltérő falvastagságú részekből áll, és minél nagyobb a 31
33 dinamikus igénybevétele. Azokban az esetekben, amikor az öntvények nagy méretéből, vagy más körülményekből eredően nincs lehetőség a normalizálás elvégzésére, csak egyszerű előmelegítés alkalmazható és hegesztés után csupán feszültségcsökkentő izzítás végezhető el, nő a maradó belső feszültség és a repedésveszély. A hirtelen fellépő hőmérsékletváltozásokból jelentős belső feszültség ébred, amely elsősorban a különböző falvastagságú részek találkozási helyén repedést okozhat [20] Hozaganyag választás Hegesztéshez a huzalelektródát és a bevont elektródát úgy kell megválasztani, hogy a varrat tulajdonságai a hegesztett kötésre vonatkozó előírásoknak megfeleljenek. A hidegrepedés elkerülése érdekében olyan elektródát célszerű választani, amellyel a varrat vegyi összetétele nem tér el túlságosan az alapanyagétól és alacsony hidrogéntartalmú varratot biztosít. Valamint a hozaganyag ötvözésével érhető el, hogy az alapanyag folyáshatárát megközelítő hegömledék álljon rendelkezésre, mert a varratot a későbbiekben nem tudjuk már hőkezelni. Az elektróda kiválasztásakor az alábbi három lehetőség közül dönthetünk [22]: undermatching: a varratnak kisebb a folyáshatára, mint az alapanyagnak matching: a varratnak és az alapanyagnak közel azonos a folyáshatára overmatching: a varratnak nagyobb a folyáshatára, mint az alapanyagnak. 500 MPa folyáshatár körüli acélok esetén overmatching, 700 MPa felett pedig undermatching ajánlott, ami kedvező hatással van a fáradási tulajdonságokra is. Vegyes kötések esetén a kisebb szilárdságú alapanyaghoz kell hozaganyagot választani. A felsorolt szempontok alapján választott hozaganyagokat a 10. táblázat foglalja össze, kémiai összetételüket a 11. táblázat, mechanikai tulajdonságaikat pedig a 12. táblázat tartalmazza, összevetve az alapanyagok anyagjellemzőivel [22]. Gyártó, márkanév ESAB OK Aristorod ESAB OK Autrod ESAB OK Szabványos jelölés G 42 4 M21 3Si1 G 18 8 Mn E 46 5 B 32 H5 Elektróda típusa huzalelektróda huzalelektróda bevonatos elektróda 10. táblázat: Választott hozaganyagfajták 32
34 C [%] Si [%] Mn [%] Cr [%] Ni [%] Mo [%] Cu [%] ESAB OK Aristorod ESAB OK Autrod ESAB OK Rugókalap E MS C2 Csapszeg 25CrMo4 0,08 0,85 1, ,08 0,90 7,0 18,7 8,1 0,20 0,10 0,06 0,50 1, ,25 0,50 1,0 0,25 0,35 0,10-0,25 0,40 0,75 1,1-0, táblázat: Hozaganyagok és alapanyagok összehasonlítása összetétel szerint [10][16][25] Márkanév R eh [Mpa] R m [Mpa] A [%] OK Aristorod OK Autrod OK Rugókalap E MS C2 Csapszeg 25CrMo táblázat: Hozaganyagok és alapanyagok főbb mechanikai tulajdonságai [10][16][25] Az OK Aristorod rézbevonat nélküli, Mn-Si ötvözésű tömör hegesztőhuzal, ötvözetlen, gyengén ötvözött és finomszemcsés szerkezeti acélok, nyomástartó edények védőgázas fogyóelektródás ívhegesztéséhez. A hegesztőhuzal keverék- és tiszta CO2 védőgázzal is alkalmazható. Szigorú kémiai összetétellel készül, így biztosítva a megbízható mechanikai és hegesztési tulajdonságokat. A rézbevonatos típusokkal szemben könnyebb előtolhatóságot, így stabilabb ívet és kisebb fröcskölést biztosít [25]. A 18% Cr, 8% Ni, 6% Mn ötvözésű OK Autrod jelzésű tömör hegesztőhuzal elsősorban ausztenites korrózióálló acélok hegesztéséhez ajánlott, de kiválóan alkalmazható vegyeskötések és hőálló acélok hegesztőanyagaként is. Nagyon jó a korrózióálló tulajdonsága, magasabb szilíciumtartalma pedig javítja a hegesztési tulajdonságokat, mint például a nedvesítőképességet [25]. 33
35 Az OK jelzésű bázikus bevonatú elektróda nagyszilárdságú, ötvözetlen, finomszemcsés szerkezetiacélok vagy mangánacélok hegesztéséhez alkalmas. A varratfém melegrepedésállósága és szívóssága kiváló [25]. A választott huzalelektródák átmérője mindkét esetben 1,0 mm, a bevonatos elektródáé pedig 3,2 mm Védőgáz A hegesztés során alkalmazott védőgáz az Aristorod OK es hozaganyaghoz a gyártók és a szabvány ajánlására az MSZ EN ISO szabvány szerinti M21 jelzésű gázkeverék. A választott védőgáz a CORGON 18, amely 82% Ar + 18% CO2 összetételű. Az ilyen arányú gázkeverék előnye a viszonylag mély beolvadású varratalak. Az Autrod OK ös hozaganyaghoz pedig az MSZ EN ISO szabvány szerinti M12 jelzésű gázkeverék került kiválasztásra. A választott védőgáz a CORNIGON 2, amely 97,5% Ar + 2,5% CO2 összetételű. Az 1,0 mm átmérőjű huzalelektródákhoz az ajánlott védőgázszükséglet mindkét esetben 15 l/min Hegesztési próbák elkészítése A gyártó által tervezett kötéskialakítást és a csapszeg méreteit valamint az alkalmazott leélezést a 16. és 17. ábra mutatja be. A csapszeg beillesztendő végén 45 os leélezést alakítanak ki, így a létrehozandó kötés egyoldali fél Y varrat lesz. A varrat hossza 100 mm, ami kör alakot ír le, a varrat vastagsága a jelölés szerint pedig 5 mm, tehát elegendő egy varratsorral kialakítani a kötést. Még a tervezési szakaszban az MSZ EN szabvány szerint a varratokat varratjósági osztályokba sorolják, annak függvényében, hogy az adott varrat milyen fontosságú a szerkezeti elem üzemeltetése során. A két szempont, amit figyelembe vesznek, hogy mekkora feszültségi hatás éri az adott kötést, valamint hogy az esetleges tönkremenetele milyen következményekkel járna a további működése tekintetében. Esetünkben a varratjósági osztályt a műszaki rajzon CP C2 jelöléssel tüntették fel, melynek jelentése, hogy a varratnak közepes feszültségi hatásnak kell ellenállnia és közepes biztonsági tényezővel kell rendelkeznie. A CP C2 osztályhoz C minőségi szint tartozik, melynek majd az MSZ EN ISO 5817 szabványba foglalt hegesztési eltérések megengedhető határértékeinél lesz jelentősége. 34
36 16. ábra: A csapszeg és a rugókalap kötésterve 17. ábra. A csapszeg alkatrészrajza Párhuzamos tompavarrat hegesztésekor nem szabad homorú varratkoronát készíteni, viszont a varratdomborulatot javasolt utólagosan síkbamunkálni, hogy akadálymentesen épülhessen be a kalapba csatlakozó rugó. 35

37 Az MSZ EN ISO szerint készült előzetes hegesztési utasításokat (pwps) az M 01 számú melléklet tartalmazza. Az előzetes hegesztési utasítás a próbahegesztés során betartandó hegesztési paramétereket és az egyéb előírásokat foglalja össze. Minden gyártás során alkalmazott hegesztési feladat előtt a pwps alapján végezni kell egy próbahegesztést, azaz egy munkapróbát, amit aztán roncsolásos és roncsolásmentes eljárásvizsgálatoknak vetnek alá. Ezen vizsgálatokkal igazolható, hogy az előzetes hegesztési utasítás alapján a hegesztett kötés a várható terheléseknek eleget tesz. Ha a kötés nem felel meg az elvárásoknak, a paramétereken módosítani kell, megfelelőség esetén pedig a pwps gyártásba adható hegesztési utasításként (WPS). A munkapróbák hegesztett varratai PA helyzetben készült egyoldali, fél Y tompavarratok. A rugókalap anyagminősége E Ms C2 acélöntvény, a csapszeg pedig 25CrMo4 jelölésű nemesített acél. A kiinduló, régi rugókalap, amelybe később az új csapszeg kerül, a 18. ábrán látható. 18. ábra: Régi rugókalap A rugókalap régi csapszegének tetejét először lánggal levágják, majd egy hidraulikus prés segítségével, amely a 19. ábrán látható, kinyomják belőle a benne maradt csapszeg szárat. 36
.")


38 19. ábra: Hidraulikus prés Ezek után a kalapot belülről megköszörülik azon a területen, ahol a hegesztett kötés készül majd (20. ábra). Az új csapszeget hidraulikusan sajtolják a kalapba a pontos illesztés érdekében. 20. ábra: Kötés helyének köszörüléssel előkészített felülete és a behelyezett új csapszeg Három próbadarab készült, ezek közül kettő védőgázas fogyóelektródás ívhegesztésel, csak eltérő hozaganyagokkal, egy pedig bevont elektródás ívhegesztéssel. Végül a kalapból lánggal kivágták a hegesztett kötést tartalmazó munkadarab részeket. A hegesztések során mért és feljegyzett adatokat a 13. táblázat tartalmazza. 37
39 Eljárás 135 (MAG) 135 (MAG) 111 (BKI) Hegesztő berendezés Vario Synergic 4000 Vario Synergic 4000 Fronius Trans Pocket 1500 Védőgáz M21 M12 - Hozaganyag G 42 4 M21 3Si1 ESAB OK Aristorod G18 8Mn ESAB OK Autorod E 46 5 B 32 H5 ESAB OK Huzalátmérő 1,0 mm 1,0 mm - Huzalelőtolási sebesség 16,4 m/min 16,2 m/min - Gázáramlás l/min l/min - Hegesztési idő 29 s 30 s 53 s Feszültség V V - Áramerősség A A 130 A 13. táblázat: Próbadarabok hegesztésének adatai 38
40 7. ELKÉSZÍTETT KÖTÉSEK VIZSGÁLATA A kötések minősítéséhez először meg kell határozni, hogy az adott esetben melyik szabvány alkalmazható. Munkadarabomon a tompavarrat nem teljes átolvadású a fél Y leélezés miatt, ezért az MSZ EN ISO szabványt használtam, amely tartalmazza milyen és mekkora terjedelmű vizsgálatokat kell elvégezni. A próbatestek kivételi helyére ebben az esetben nem szolgáltat előírást a szabvány. Szükség lesz szemrevételezésre, makroszkopikus vizsgálatra és felületi repedésvizsgálatra. Keménységmérés akkor szükséges, ha a szakítószilárdság nagyobb, mint 420 MPa. A csapszeg anyagminősége 25CrMo4, melynek szakítószilárdsága MPa, tehát szükség lesz keménységmérésre is. Az elvégzendő vizsgálatokat és azok terjedelmét a 14. táblázatban gyűjtöttem össze. Vizsgálat típusa Vizsgálat terjedelme Szemrevételezés 100% Felületi repedésvizsgálat 100% Makrovizsgálat Keménységmérés 2 próbatest szükséges 14. táblázat: MSZ EN ISO szabvány szerint kivitelezendő vizsgálatok A roncsolásmentes anyagvizsgálatok előnye, hogy a varrat külső és belső hibáiról úgy szerezhetünk információkat, hogy elvégzésük után a szerkezeten nem következik be maradó károsodás, ami esetleg a további üzemelést korlátozná Szemrevételezés vizsgálat Ez a vizsgálat a hegesztés után azonnal elvégezhető az EN ISO szabvány alapján, majd az EN ISO 5817 átvételi szintek szerint kell végrehajtani a kiértékelést. Ha nem találni olyan mértékű eltérést, ami az átvételi szintet meghaladta volna, a varrat elfogadható és erről vizsgálati jegyzőkönyvnek is kell készülnie. 39
41 Vizsgálati szempontok az EN ISO 5817 szerint: 1. Felületi eltérések - repedések - felületi pórusok - összeolvadási hiány - hiányos gyökátolvadás - szélkiolvadás - túlzott varratdudor - túlzott gyökátfolyás - átlyukadás - gyökoldali beszívódás - újrakezdési hiba - fröcskölés 2. Belső eltérések - repedés - gázpórus - porozitás - gázzárvány - zsugorodási üreg - kráter - salakzárvány - oxidzárvány - összeolvadási hiány - hiányos átolvadás 3. Geometriai eltérések - éleltolódás - szögeltérés - sarokvarrat hibás illesztése 4. Többféle eltérés A szemrevételezési vizsgálatot a hegesztett kötésekre vonatkozóan 100%-os terjedelemben végeztük el és az MSZ EN ISO 5817 szabvány C minőségi szintje alapján értékeltük ki. Nem találtunk olyan mértékű eltérést, ami meghaladta volna a megengedett átvételi szinteket Felületi repedésvizsgálat Felületi repedésvizsgálat során az anyagvizsgálók folyadékbehatolásos vizsgálatot, más néven penetrációs vizsgálatot végeztek el a kötés korona oldalán. Hidegrepedésre érzékeny anyagok esetében a vizsgálatot a hegesztés után 48 órával célszerű elvégezni, mivel a hidegrepedések keletkezési mechanizmusai a hegesztést követő 48 órában vagy később jelentkeznek. A vizsgálat első lépése a felület tisztítása volt, ami drótkefével súrolást és ronggyal áttörlést jelentett. Ezután a felületre felvitték a behatoló folyadékot (21. ábra), amit aztán perc várakozási idő követett, majd a lemosó folyadékot rongyra fújták és azzal áttörölve, megtisztították a varrat felületét a nem beszívódott behatoló folyadéktól. Utolsó lépés az előhívó anyag rápermetezése volt, melyet ismét 15 perc várakozási idő követett. Az előhívási időt követően nem észleltünk anyagfolytonossági hiányra utaló indikációt, erről a 22. ábra tanúskodik. 40


42 21. ábra: Behatoló folyadék a munkadarabokon 22. ábra: Munkadarabok a penetrációs vizsgálatot követően A vizsgálat során alkalmazott szerek adatait a 15. táblázat tartalmazza. Termék Adagszám Behatoló folyadék MR 68 C 1050A Speciális tisztítószer MR A Előhívó MR A 15. táblázat: Penetrációs vizsgálathoz használ folyadékok A vizsgálatot az MSZ EN ISO szabvány szerint hajtottunk végre a hegesztett kötésekre vonatkozóan 100%-os terjedelemben, a kiértékelés pedig az MSZ EN ISO szerint történt, ami alapján megállapítható, hogy a varrat olyan felületi és felületre kifutó anyagfolytonossági hiányt nem tartalmaz, ami az átvételi szintet meghaladná. 41

 b) 2 mm 3 mm 23. ábra: Makroszkopikus felvételek a hegesztett próbadarabokról: a) OK 12.50, b) OK 16.95, c) OK 55.")

43 7.3. Makrovizsgálat A makrovizsgálatot az MSZ EN szabvány szerint végeztük el. A próbatestek előkészítés céljából P120, P320, P500, P800, P2000 típusú csiszolópapírokon lettek nedvesen megcsiszolva, majd a polírozás 1 és 3 µm-os posztókon gyémántpasztával történt. Ezt követően a darabokat nitál maratószerben (3% HNO3) illetve az ESAB OK Autrod ös hozaganyaggal készült kötés próbadarabját királyvízben (sósav és salétromsav 3:1 arányú elegye) maratták meg. Az elkészült makroszkopikus fotók a 23. ábrán láthatóak. 2 mm 5 mm a) b) 2 mm 3 mm 23. ábra: Makroszkopikus felvételek a hegesztett próbadarabokról: a) OK 12.50, b) OK 16.95, c) OK hozaganyaggal A makrofelvételeken látható, hogy a teljes leélezésnek megfelelő 7 mm-es mélységű beolvadás egyik darabnál sem teljesül. A gyártói rajzon viszont 5 1/2 Y varrat van előírva, vagyis a beolvadási mélység teljesíti ezt a követelményt, 5 mm varratvastagság létrejött, tehát a kötés megfelel. A varratalakot a hegesztési paraméterekkel lehet befolyásolni. Az áramerősséget növelve jobb ívstabilitást érünk el, nő a beolvadási mélység és csökken a varratszélesség. Ha viszont a feszültséget növeljük, nő a varratszélesség és csökken a c) 42



44 beolvadási mélység. A hegesztési sebesség növelésével csökken a varratszélesség és a beolvadási mélység. Ezen paraméterek összhangja, valamint a rövid ívhossz tartása előnyös varratalakot eredményez [18][27] Keménységvizsgálat A keménységvizsgálat az MSZ EN szabvány szerint lett végrehajtva. Az elkészített makrocsiszolatokon HV10 terhelőerővel végezték a Vickerskeménységmérést. Legalább 3-3 lenyomatnak kell készülnie a varratban, mindkét hőhatásövezetben és mindkét alapanyagban a hegesztett kötés keménységeloszlásának meghatározása céljából. A lenyomatok számát és a szomszédos lenyomatok távolságát úgy kell megállapítani, hogy a hegesztéskor keményedett és kilágyult övezetek meghatározhatók legyenek, és az előállított hegesztett kötés értéklehető legyen. Vizsgálat során a lépésköz 1 mm volt, a próbákon készült lenyomatsorok a 24. ábrán láthatóak, a mért értékek keménységeloszlását pedig a 25. ábra szemlélteti. a) b) 24. ábra: Keménységmérés lenyomatsorai a) OK 12.50, b) OK 16.95, c) OK c) 43
45 Keménység [HV 10] OK OK OK Rugókalap Varrat Csapszeg 450 HV Lenyomat száma 25. ábra: A hegesztett próbadarabok kötésének keménységeloszlása A keménységmérés értékei az M 02 számú mellékletben találhatóak meg. A CR ISO szerinti anyagcsoportok közül az első és a harmadik főcsoport megengedett legnagyobb keménységértékeit a 16. táblázat tartalmazza. Anyagcsoport CR ISO szerint Hőkezelés nélkül Hőkezeléssel táblázat: Megengedett legnagyobb keménységértétkek Mivel a kötés nem lett hőkezelve hegesztés után, a legnagyobb megengedhető keménység a rugókalap anyagminőségére 380 HV10, a csapszeg anyagminőségre pedig 450 HV10. A mérési eredmény alapján megállapítható, hogy az OK hegesztőanyaggal történt hegesztés során a csapszeg hőhatásövezetében a keménység meghaladja a megengedett értéket, a másik két esetben viszont a megengedett határérték alatt marad a keménység. A rugókalap esetében jóval 380 HV10 maximálisan megengedett keménység alatt maradnak az értékek. Mindhárom kötés esetében megfigyelhető, hogy a kalap és a csapszeg oldalán egyaránt az alapanyagok szövetelemeinél ridegebb fázisok keletkeztek a hőhatásövezetekben. Különösen a csapszeg hőhatásövezetében jelentős mértékű felkeményedés figyelhető meg, nagyobb mennyiségű bénit és martenzit keletkezett, ahogy ezt az M 03 számú mellékletben található mikroszkopikus képek is alátámasztják. A keménységcsúcsok mindhárom esetben a csapszeg alapanyagának hőhatásövezetében 44
46 találhatóak és HV10 az értékük. Ugyanakkor az is látható, hogy a beolvadási vonaltól távolodva egyre jobban csökkennek a keménységértékek. A hőhatásövezet a keménységmérési pontig tart és ez arra enged következtetni, hogy a részlegesen átkristályosodott zónában kilágyulás történhetett. A legszélsőségesebb eredmények az OK es hozaganyaggal hegesztett kötés esetében születtek, ugyanis itt mérhető a legmagasabb és legalacsonyabb keménységérték is, szám szerint HV10 között ingadoznak a mért értékek. A rugókalap anyagának hőhatásövezetében is megnő a keménység az eredeti értékekhez képest, de itt a három különböző eljárással készült darabok mérési eredményei sokkal hasonlóbb tendenciát mutatnak. Az OK ös hozaganyaggal hegesztett kötés eredményezte a legalacsonyabb varratkeménységet, ez átlagosan 201 HV10, és az OK hozaganyaggal készült a legkeményebb varrat, ennek átlagos értéke 244 HV10. A keménységmérési értékek igazolják, hogy növelt szilárdságú acélok hőhatásövezete általában az alapanyagénál kedvezőtlenebb tulajdonságokkal rendelkező sávokból áll. Keménységcsúcsok gyors hűlés esetén alakulnak ki, ekkor az acél beedződik és elveszti szívósságát, esetünkben ez a növelt szilárdságú acélok hegesztése esetén ajánlott előmelegítés elhagyására vezethető vissza. Ezért a nemesített acélok hegesztése során a lehető legkisebb kilágyulás és felkeményedés érdekében a helyesen megválasztott előmelegítéssel és a korlátozott, állandó vonalenergia betartásával lehetnének elérhetőek a követelmények. 45
47 8. ÖSSZEHASONLÍTÓ KÖLTSÉGELEMZÉS Az előző pontokban roncsolásos és roncsolásmentes vizsgálatok alapján vizsgáltuk meg a különböző hozaganyagokkal készült kötéseket, azonban célszerű a gazdasági szempontokat is figyelembe venni, hogy az adott gyártmányt a lehető legköltséghatékonyabb módon tudjuk elkészíteni. Ezért ebben a pontban összehasonlítom az adott varrat elkészítési költségeit mindhárom esetre Hegesztéstechnológiai normaképzés A hegesztéstechnológiai költségtényezőkben szerepelő normaalapok (TN - munkanorma, MÁ - anyagnorma) képzése nemcsak a gazdaságossági elemzések számára döntő fontosságú, hanem a hegesztői munka elszámolásának alapja is [26]. Az időnorma teljesítménykövetelmény, amely előírja az adott mennyiségű munka elvégzésének idejét, vagyis a munka hatékonyságát. Viszont magasabb minőségi osztályú hegesztett kötések készítésekor célszerűbb a munka elvégzésének ideje helyett a javítás nélkül elérendő minőségi szintet előírni [18]. Az elvégzendő munka normaidejét és anyagnormáját a normaalap és az elvégzendő munka mennyiségének szorzatából kapjuk [18]. A normaképzésnek három módját használjuk [18]: - műszaki normaképzés: a normaalapokat műszaki számítások és/vagy mérések alapján képezzük (a mérésekkel egy-egy fizikai jellemzőt határozunk meg) - statisztikai norma: a normaalap képzés az elvégzett munka statisztikai elemzésével készül - becsült norma: a normaalapokat a hasonló jellegű munkákon szerzett tapasztalatok alapján becsüljük meg. A munka- és az anyagnormaalap képzése is a hegesztett kötés létrehozásához szükséges varrat keresztmetszetének meghatározásából indul ki. 46
48 A varratkeresztmetszet általában két részből tevődik össze: az egyik része a megömlesztett alapanyag mennyiségével arányos, míg a másik része a varratfémbe olvadt elektróda, illetve hegesztőpálca mennyiségével Varratkeresztmetszet és varrattömeg meghatározása A varratkeresztmetszet és varrattömeg meghatározására két módszer alkalmazható: - Képlet alapján a keresztmetszet közelítő számítása, majd ezek alapján a varrat fajlagos tömegének számítása az arra alkalmas képlettel. - Táblázatból megkeressük az alkalmazott varrattípust és leolvassuk az 1 m-re eső varrattömegét. Varratkeresztmetszet közelítő számítása: Az általam vizsgált fél Y varratkialakításhoz nem találtam számítási egyenletet, ezért V varratként számítom, majd a kapott varratkeresztmetszet értéket megfelezem. 26. ábra: V varratkeresztmetszet a számításhoz A 0 = sb + s 2 tg α 2 + 2h (b + 2stgα 2 ) 3 (1) s = 7 mm, α = 45, b = 0 mm, h = 1,5 mm A0 = 28 mm 2 Varrat fajlagos (1 m-re eső) tömege kg-ban: m v = A 0 ρ 1000 [kg/m] (2) ahol: A0 a varratkeresztmetszet, mm 2 ρ a sűrűség, g/cm 3 Ezek alapján a varrat méterenkénti tömege: mv = 268 g/m 47
49 Munkanorma meghatározása A munkanormának a hegesztés tényleges elvégzési idején (főidőn) kívül tartalmaznia kell [18]: - az előkészületi, befejezési és munkahelykiszolgálási műveletek idejét, valamint - a mellékidőt (a munkadarabok hegesztési helyzetbe hozási ideje). Az ezen idők meghatározására szolgáló szakirodalmi ajánlások és képletek sorozatgyártásra vannak kidolgozva így csak azon körülmények között szolgáltat megbízható becsléseket a különböző feladatok elvégzésének idejére. A legpontosabb adatokat úgy tudnánk meghatározni, ha lemérnénk az egyes műveletekhez szükséges időket a cégen belül, mely adatokat a későbbiekben fel tudnunk használni más gyártmányok költségelemzéséhez, költségszámításaihoz [26]. Mivel ennek a feladat elvégzése összetett, sok időt kívánó tevékenység, így egyszerűsítésekkel kell élnünk a feladat további megoldása során. A vizsgált eljárások minden esetben kézi ívhegesztő eljárások, így a gyártás során felmerülő egyéb feladatok - rajzolvasás, gépek beüzemelése, hegesztő beöltözése, munkadarab beállítása hegesztéshez, mozgatási feladatokhoz szükséges idők, stb. - nem mutatnak nagy eltérést a különböző ívhegesztő eljárásoknál, így a továbbiakban csak a hegesztési főidőt vesszük a munkanorma alatt. Így ezzel az egyszerűsítéssel nem követünk el nagyobb hibát, pontatlanságot, mintha minden egyes értéket megpróbálnánk számítani úgy, hogy az az adott cégünk esetében nem teljesen megfelelő eredményeket szolgáltatna [26]. Hegesztési főidők: - Bevont elektródás kézi ívhegesztés OK hozaganyaggal: vheg = 0,11 m/min Tf = 1 * 8,83 min/m = 8,83 min/m 1 soros varratra - Fogyóelektródás védőgázas ívhegesztés OK Aristorod hozaganyaggal: vheg = 0,21 m/min Tf = 1 * 4,83 min/m = 4,83 min/m 1 soros varratra - Fogyóelektródás védőgázas ívhegesztés OK Autrod hozaganyaggal: vheg = 0,20 m/min Tf = 1 * 5 min/m = 5 min/m 1 soros varratra 48
50 Anyagnormaalap meghatározása Bevont elektródás kézi ívhegesztés Az elektróda átmérőként szükséges elektróda mennyisége [26]: M Ni = n i m ei φ i 100 R Ni [kg/m] (3) ahol: MNi az i-edik elektróda-normaalap, kg/m mei az elektróda tömege (katalógusból) kg/db ni φi RNi az i-edik elektródszükséglet m-ként (katalógusból) db/m módosító tényező Így a teljes elektródanorma: n M N = M Ni i=1 az i-edik elektróda névleges kihozatala (katalógusból) [kg/m] (4) OK ,2 x 350 bázikus elektróda felhasználásával: mei = 0,039 kg/db, ni = 11 db/m, φi = 1 (mivel a varrat elhelyezkedése vízszintes síkban, felülről van illetve álló testhelyzetben könnyen hozzáférhető helyen) RNi =126% M Ni = n i m ei φ i 100 = 11 0, = 0,34 kg/m R Ni 126 Mivel esetemben a varrat egy sorral készült, így a teljes elektródanorma: M N = 0,34 kg/m Fogyóelektródás védőgázas ívhegesztés: Hegesztőhuzal felhasználás átmérőként M Nh = ahol: Av A v ρ f 1000 = 0,0087A v [kg/m] (5) a feltöltendő varratkeresztmetszet, mm 2 (megegyezik a korábban számított A0-al) ρ a hegesztőhuzal sűrűsége, g/cm 3 (általában 7,8 g/cm 3 ) f fröcskölési veszteséget feltételező tényező (pl.: 10%-os veszteség esetén f=0,9) 49
51 OK Aristorod ,0 mm-es G3Si1 huzalelektróda választva: M Nh = A v ρ f 1000 = 0,0087A v = 0, = 0,2436 kg/m MNh = 0,2436 kg/m A gázfogyasztás mértéke 15 l/min-nek vehető. Védőgáz felhasználás: M Corgon = 15 ahol: Tf M Corgon = 15 l min T f [l/m] (6) a hegesztési főidő, min/m l min 4,83 = 72,45 l/m min m 7 m 3 töltetű gázpalackot Ft-ért vásárolva 3,3 Ft/liter egységáru Corgon gázt kapunk. Így egy méter varrat elkészítéséhez a plusz gázköltség: K Corgon = 72,45 l m KCorgon = 239 Ft/m 3,3 Ft l = 239 Ft/m OK Autrod ,0 mm-es G 18 8 Mn huzalelektróda választva: M Nh = A v ρ f 1000 = 0,0087A v = 0, = 0,2436 kg/m MNh = 0,2436 kg/m Védőgáz felhasználás: M Cornigon = 15 l min 5 min = 75 l/m m 10 m 3 töltetű gázpalackot Ft-ért vásárolva 3,1 Ft/liter egységáru Cornigon gázt kapunk. Így egy méter varrat elkészítéséhez a plusz gázköltség: K Cornigon = 75 l m KCornigon = 232 Ft/m 3,1 Ft l = 232 Ft/m 50
52 8.2. Költségelemek meghatározása A költségszámításra árkalkulációhoz vagy gazdaságosság meghatározásához van szükség. A gazdaságossági vizsgálat általában összehasonlító vizsgálat annak eldöntésére, hogy a gyártás bizonyos feltételeinek változatai, illetve az alkalmazott eljárások közül melyik javítja a termék jövedelmezőségét [18]. A hegesztéstechnológiák kalkulációs számítását vagy gazdaságossági vizsgálatát a technológiai költségek összehasonlításával végezzük. A darabszámukkal jellemezhető eljárásokat (pl. ponthegesztés) az egy varratra eső, a folyamatos varratokat képező eljárások esetében pedig a varrat hosszegységére eső költségeket alkalmazunk. A Ft/varrat és a Ft/m mértékegységeken kívül találkozhatunk még a Ft/kg mértékegységű költségmegadással, melyet az eljárásvizsgálatok (különféle elektródák, hegesztőgépek, stb.) összehasonlítására alkalmaznak, és ugyan úgy képezhető, mint a Ft/m mértékegység, csak a vetítési alap a varratfém tömege [18]. Az egyéb felmerülő költségeket közvetett és közvetlen költségek csoportjába lehet sorolni, ahogy ezt a 17. táblázat is szemlélteti [18]. Közvetlen költségek Közvetett költség KB Bér- és bérarányos költségek KÁ Általános költségek KHA Hegesztőanyag költségek KG Hegesztőgép költségek KE Energiaköltségek KL Egyéb közvetlen költségek 17. táblázat: Költségelemek Bérköltségek A bérköltségek meghatározásához figyelembe kell venni a közvetlen bérek közterheit és a kiegészítő fizetéseket (túlórapótlék, béralapú kifizetések, stb.) is. B = B K (1 + z) [Ft/h] (7) ahol: BK közvetlen bér, Ft/h z B a közvetlen bérarányok kifizetések kulcsa az időegységre eső bér jellegű kifizetések, Ft/h 51
53 B = B K (1 + z) = 800 Ft h A varrat hosszegységére jutó bérköltségek: (1 + 0,27) = 1016 Ft/h K B = T N B [Ft/m] (8) ahol: TN a vizsgált varrat elkészítésének fajlagos munkaidő szükséglete (időnormaalapja), h/m Bevont elektródás kézi ívhegesztés: K B = T N B = 0,1472 h m KB = 149,52 Ft/m 1016 Ft h Fogyóelektródás védőgázas ívhegesztés: OK Aristorod huzalelektródával: K B = T N B = 0,0805 h m KB = 81,79 Ft/m 1016 Ft h OK Autrod huzalelektródával: = 149,52 Ft/m = 81,79 Ft/m K B = T N B = 0,0833 h m KB = 84,67 Ft/m 1016 Ft h = 84,667 Ft/m Hegesztőanyag költségek Hegesztőanyagnak a varrat képzésében közvetlenül részt vevő anyagokat (bevont elektróda, elektródahuzal, fedőpor, védőgáz stb.) tekintjük. Nem hegesztőanyag az AWI hegesztés, a villamos ponthegesztés stb. kopó, de nem fogyó elektródja: ezek szerszámok. A hegesztőanyag egységára: Á HA = á HA (1 + x) [Ft/alapmennyiség] (9) ahol: áha a hegesztőanyag beszerzési ára, Ft/ alapmennyiség x az anyagigazgatási költségkulcs ÁHA a hegesztőanyag alapmennyiségre vonatkoztatott ára, Ft/alapmennyiség 52
54 OK bázikus elektróda: 3,2 mm áha = 1126 Ft/kg [27] Á HA 3,2 = á HA (1 + x) = 1126 Ft/kg (1 + 0,27) = 1430 Ft/kg OK Aristorod huzalelektróda: 1,0 mm áha = 838 Ft/kg [28] Á HA = á HA (1 + x) = 838 Ft/kg (1 + 0,27) = 1065 Ft/kg OK Autrod huzalelektróda: 1,0 mm áha = 2022 Ft/kg [29] Á HA = á HA (1 + x) = 2022 Ft/kg (1 + 0,27) = 2568 Ft/kg A varratképzéshez szükséges hegesztőanyag mennyiségét fajtánként és méterenként az anyagnorma adja meg: n K HA = Á HAi M Ai i=1 [Ft/m] (10) ahol: MAi az anyagnormaalap, amely a hosszegység hegesztéséhez szükséges hegesztőanyagot adja meg, alapegység/m (kg/m) OK bázikus elektróda: n K HA = Á HAi M Ai i=1 KHA = 486,20 Ft/m OK Aristorod huzalelektróda: n K HA = Á HAi M Ai i=1 = 1430 Ft kg 0,34 kg m = 1065 Ft kg 0,2436 kg m = 259,43 Ft/m KHA = 259,43 Ft/m Ft/m gázköltség = 498,43 Ft/m OK Autrod huzalelektróda: n K HA = Á HAi M Ai i=1 = 2568 Ft kg 0,2436 kg m = 625,56 Ft/m KHA = 625,56 Ft/m Ft/m gázköltség = 857,56 Ft/m A költségelem megállapításának pontossága az anyagnorma helyességétől függ. 53
55 Hegesztőgép költségek Gépköltségként a megtérülési (amortizációs) és karbantartási, javítási költségeket vesszük számításba. K G = K am + K kj [Ft/m] (11) A megtérülési költség: K am = B G T N a T ü η m [Ft/m] (12) ahol: BG a hegesztőgép beruházási költsége, Ft TN a TÜ ηm a vizsgált varrat elkészítésének időnorma alapja, h/m megtérülési idő, év évenkénti üzemóra, h/év a műszak kihasználás foka Gépberuházás során, törekedni kell arra, hogy ne csak az aktuális feladat ellátására megfelelő gépet válasszuk ki, hanem amivel a későbbi megrendeléseinknek is eleget tudunk tenni. Ezért célszerűbb egy nagyobb teljesítményű gép megvétele, amivel a nagyobb teljesítményigényű hegesztési feladatokat is el tudjuk látni. Így szélesebb körű lehet a cég által gyártani képes hegesztett szerkezetek palettája [18]. Bevontelektródás kézi ívhegesztés: A bevontelektródás kézi ívhegesztés és az argon védőgázas W elektródos ívhegesztéshez használatos gépek áramforrásának jelleggörbéje megegyezik, áramerősségtartó azaz eső karakterisztikájú, így nem szükséges két különböző gép megvétele. A két eljárást egy géppel is meg lehet valósítani. Viszont gyártásnál célszerűbb egy hordozhatóbb kivitelű inverteres kézi ívhegesztő beszerzése, mely a helyszíni szereléseknél is jobban használható [18]. Egy újonnan vásárolt FRONIUS TransPocket 1500 hegesztő inverter ára Ft [30]. K am = B h G T N Ft 0,1472 = m a T ü η m 10 év 2032 h = 2,94 Ft/m év 0,5 Fogyóelektródás védőgázas ívhegesztés: Egy újonnan vásárolt FRONIUS Vario Synergic 4000 hegesztőgép ára Ft [31]. 54
56 OK Aristorod huzalelektródával: h Ft 0,0805 K am = B G T N a T ü η m = B G T N a T ü η m = m 10 év 2032 h év 0,5 = 9,30 Ft/m OK Autrod huzalelektródával: h Ft 0,0833 K am = A karbantartási és javítási költség: m 10 év 2032 h év 0,5 = 9,63 Ft/m K kj = J T N T ü η ü [Ft/m] (13) ahol: J ηü az évi karbantartási és javítási költség, beleértve az ehhez felhasznált (nem kopó jellegű) alkatrészek árát is, Ft/m a gép kihasználtsági foka A javítási és karbantartási költségek meghatározása egyszerű abban az esetben, ha a gépeket szerződéses árért javítja a szervíz. Viszont ennek hiányában egy kevésbé pontos számítással a gép bonyolultsági fokától függően (01 0,2)BG évenkénti költséget vehetünk számításba a géptípusától és a műszakszámától függően [18]. Bevontelektródás kézi ívhegesztés: K kj = J T h Ft 0,1472 N = m T ü η ü 2032 h = 4,42 Ft/m év 0,5 K G = K am + K kj = 2,94 Ft Ft + 4,42 = 7,36 Ft/m m m KG = 7,36 Ft/m Fogyóelektródás védőgázas ívhegesztés: OK Aristorod huzalelektródával: K kj = J T h Ft 0,0805 N = m T ü η ü 2032 h = 13,95 Ft/m év 0,5 K G = K am + K kj = 9,30 Ft Ft + 13,95 = 23,25 Ft/m m m KG = 23,25 Ft/m 55
57 OK Autrod huzalelektródával: K kj = J T h Ft 0,0833 N = m T ü η ü 2032 h = 14,44 Ft/m év 0,5 K G = K am + K kj = 9,63 Ft Ft + 14,44 = 24,07 Ft/m m m KG = 24,07 Ft/m Energia költség Határozzuk meg a vizsgált varrat létrehozásához szükséges energiát. A villamos hegesztés teljesítményigénye: P h = ahol: U U I 1000 η I η feszültség, V áramerősség, A [kw] (14) az áramforrás hatásfoka Bevont elektródás kézi ívhegesztés: P h = U I 23 V 130 A = = 3,74 kw 1000 η ,8 Fogyóelektródás védőgázas ívhegesztés: OK Aristorod huzalelektródával: P h = U I 33 V 240 A = = 9,9 kw 1000 η ,8 OK Autrod huzalelektródával: P h = U I 34 V 240 A = = 10,2 kw 1000 η ,8 A villamos hegesztés energiaigénye: E h = P h T N [kwh/m] (15) ahol: TN a vizsgált varrat elkészítésének időnorma alapja, h/m Bevont elektródás kézi ívhegesztés: E h = P h T N = 3,74 kw 0,1472 h = 0,55 kwh/m m 56
58 Fogyóelektródás védőgázas ívhegesztés: OK Aristorod huzalelektródával: E h = P h T N = 9,9 kw 0,0805 h = 0,80 kwh/m m OK Autrod huzalelektródával: E h = P h T N = 10,2 kw 0,0833 h = 0,85 kwh/m m Ebből a villamosenergia költség: K E = E h Á E [Ft/m] (16) ahol: ÁE a villamos energia ára, Ft/kWh Bevont elektródás kézi ívhegesztés: K E = E h Á E = 0,55 kwh m KE = 29,32 Ft/m Fogyóelektródás védőgázas ívhegesztés: OK Aristorod huzalelektródával: K E = E h Á E = 0,80 kwh m KE = 41,15 Ft/m OK Autrod huzalelektródával: K E = E h Á E = 0,85 kwh m KE = 43,72 Ft/m Ft 51,4395 = 28,30 Ft/m kwh Ft 51,4395 = 41,15 Ft/m kwh Ft 51,4395 = 43,72 Ft/m kwh 57
59 8.3. A leggazdaságosabb hegesztő eljárás kiválasztása A költségszámítások elvégzése után, lehetőségünk nyílik a különböző eljárások összehasonlítására gazdasági szempont alapján. A számítások során meghatároztam a varrat elkészítésének méterenkénti bér-, hegesztőanyag-, gép- és energiaköltségeit, ezáltal kiválasztható a leggazdaságosabb hegesztő eljárás, amit célszerű a gyártás során alkalmazni. A 18. táblázatban összegeztem a számítások után kapott eredményeket, és a három szóba jöhető technológiát 1-től 3-ig terjedő skálán értékeltem (az 1-es a legjobb), így lehetőség van a különböző költségeket összehasonlítani [26]. Hegesztő eljárás Hozaganyag OK OK Aristorod OK Autrod Bérköltség Hegesztőanyag költség Gépköltség Energiaköltség Összesítés 149,52 Ft m 81,79 Ft m 84,67 Ft m ,20 Ft m 498,43 Ft m 857,56 Ft m ,36 Ft m 23,25 Ft m 24,07 Ft m ,30 Ft m 41,15 Ft m 43,72 Ft m ,38 Ft m 644,62 Ft m 1010,02 Ft m táblázat: Költségszámítások eredményei Hegesztő eljárások közül azt célszerű választani, amelyiknek nagyobb a leolvadási teljesítménye, mert így tudjuk a leggyorsabban meghegeszteni egységnyi hosszon az azonos varratkeresztmetszetet, tehát ez termelékenység és gazdaságosság szempontjából kedvezőbb, mert így kevesebb védőgázra, hegesztő áramra, és dolgozói erőforrásra van szükség, ezáltal megtakarítást érhetünk el. Ezek alapján a védőgázas fogyóelektródás ívhegesztést célravezető alkalmazni, mert nagyobb a leolvadási teljesítménye, mint a bevontelektródás kézi ívhegesztésnek. Ezt a döntést a számítási eredmények is alátámasztják, mivel az OK Aristorod es hozaganyaggal készült varrat méterenkénti költsége a legkedvezőbb összességében. Szemléltetésképpen az egyes költségelemek egymáshoz képesti arányát a 27. ábrán mutatom be. 58
60 Varrat fajlagos költsége [Ft/m] ,02 Ft/m ,38 Ft/m 644,62 Ft/m OK Aristorod OK Autrod OK Bérköltség Hegesztőanyag költség Gépköltség Energiaköltség 27. ábra: Hegesztő eljárások részköltségeinek megoszlása Minden esetben a költségek túlnyomó részét a hegesztőanyag költsége teszi ki. Egyértelműen látszik, hogy az Autrod OK ös hozaganyagot gazdasági szempontból nem éri meg alkalmazni a kimagaslóan magas hegesztőanyag költsége miatt. Habár a 111-es eljárás bizonyul az esetek zömében a legkedvezőbbnek, a hosszú hegesztési idője úgy megemeli a bérköltséget, hogy nem sokkal lemaradva ugyan, de csak a második legkedvezőbb eljárásnak bizonyul. A 135-ös eljárások mellett szól még, hogy a kötés elkészítése közel fele annyi időbe telik, mint a 111-es eljárással, ebből kifolyólag termelékenyebb gyártást eredményez. A cégnél mindkét hegesztési technológiát alkalmazzák már, így kiesne a beruházási költség, ami egy új berendezés megvételekor felmerülne, tovább csökkentve ezzel a költségeket. 59
61 ÖSSZEGZÉS Diplomamunkámban egy vasúti kocsi rugófüggesztő csapszegének hegesztésével foglalkoztam. A vasúti jármű szerkezetének ismertetése után részletesen kitértem a felhasználható anyagminőségek összehasonlítására mind a csapszeg, mind a rugókalap esetében. A rugókalap acélöntvényből készül, a csapszeg anyagát pedig célszerű nemesítéssel vagy betétedzéssel növelt szilárdságú acélnak megválasztani, hogy ellenálljon a dinamikus hatásoknak és az ismétlődő igénybevételeknek. Több alternatíva közül, végül a 25CrMo4 nemesített acélból és az E Ms C2 acélöntvényből készültek a hegesztett próbakötések. Dolgozatom következő részében a kötések létrehozása során alkalmazott két hegesztőeljárást, a védőgázas fogyóelektródás ívhegesztést és a bevontelektródás kézi ívhegesztést mutattam be. Ezt követte a hegesztési kísérletek megtervezése, az előzetes hegesztési utasítások (pwps) elkészítése. Két különböző gyártási eljárású és vegyi összetételű acélminőséggel szeretnénk dolgozni, ebből kifolyólag a hegesztésük nagyobb odafigyelést igényel. Ezért összefoglaltam miket érdemes szem előtt tartani nemesítéssel hőkezelt acélok, valamint az acélöntvények hegesztése során. Három eltérő hozaganyaggal készültek kötések, egy Mn-Si ötvözésű G3Si1 huzalelektródával (ESAB OK Aristorod 12.50), egy Cr-Ni-Mn ötvözésű korrózióálló huzalelektródával (ESAB OK Autrod 16.95) és egy bázikus bevonatú elektródával (OK 55.00). A kötések elkészülése után elvégeztem a szabvány által előírt roncsolásos és roncsolásmentes vizsgálatokat, majd kiértékeltem a kapott eredményeket. A makroszkopikus felvételek alapján láthattuk, hogy teljes mélységű beolvadás egyik darabnál sem teljesült, viszont mindhárom eljárással sikerült teljesíteni az előírt 5 mm vastagságú varratot. A keménységmérés során kapott keménységi értékek eloszlása egyenletesebbnek bizonyult a 111-es eljárás esetén, nem volt tapasztalható olyan nagymértékű felkeményedés, mint a VFI eljárásnál. A keménységcsúcsok gyors hűlés esetén alakulnak ki, ekkor az acél beedződik és elveszti szívósságát, ezért véleményem szerint a hűlési idő növelésével csökkenthető lenne a keménység értéke, mégis alkalmazni kellene a növelt szilárdságú acélokhoz ajánlott előmelegítést hegesztés előtt. 60
62 Diplomamunkám utolsó fejezetében összehasonlító költségelemzést végeztem a három eljárásváltozatra. Számításba vettem a bér-, hegesztőanyag-, gép- és energiaköltségeket, és azt az eredményt kaptam, hogy gazdaságossági szempontból az Aristorod OK es hozaganyagot alkalmazva a védőgázas fogyóelektródás ívhegesztés a legköltséghatékonyabb eljárás. 61
63 SUMMARY In my thesis I introduced the bolt and the spring suspension welding of the wagon. After I presented the structure of wagon, I detailed the usable materials both for the bolt and for the spring cover. The spring cover made from steel cast, the bolt made from tempered steel or pack-hardening steel, in order to resist dynamic effect and periodic stress. From several options, finally, the welded joints made from 25CrMo4 tempered steel and E Ms C2 steel cast. In the next part of my essay, I presented two applied welding processes: gas metal arc welding (135) and shielded metal arc welding (111). After that, followed the planning of weld test and the making of preliminary welding procedure specification (pwps). Because of we would like to work with the two different producing process and chemical composition steels, their welding demand more attention. I summarized what have to keep in view welding of tempered steel and steel cast. The joints were made by three different filler materials, the first is a bare Mn-Si-alloyed G3Si1 solid wire for the GMAW of non-alloyed steels (ESAB OK Aristorod 12.50), the second is a corrosion resisting chromium-nickel-manganese wire for welding of austenitic stainless alloys of 18% Cr, 8% Ni, 7% Mn types (ESAB OK Autrod 16.95) and the third is basic covered stick electrode for welding high strength low-alloy steels (OK 55.00). After the joints were finished, I fulfilled the prescribed destructive and non-destrucktive testing by standards and evaluated the results. As we can see on the macroscopic photograph, full depth fusion was not fulfill, but the required 5 mm weld thickness was attained with all three processes. The hardness values of hardness test showed more constant dispersion with the process of 111, there can not be seen as substantial hardening as with GMAW process. Hardening are evolving in case of fast cooling, the steel becomes hardened and looses its toughness at this time. In my opinion, the value of hardness could be reduced with the cooling time increase, preheating before welding should be applied as the standard offers for increased strength steels. 62
64 In the last chapter of my thesis, I performed comparative cost analysis between the three welding processes. I took into consideration the charge of wage, welding material, machine and energy. I was led to the conclusion, that gas metal arc welding with Aristorod OK filler material is the most economical process. 63
65 IRODALOMJEGYZÉK [1] TS Hungaria Kft., (2016. december 2.) [2] Zobory, I.; Gáti, B.; Kádár, L.; Hadházi, D.: Járművek és mobilgépek I., BME, 2012 [3] Dr. Zvikli, S.: Vasúti járművek, járműszerkezetek [4] Dr. Horváth, T.: Vasúti kocsik forgóvázai, Budapest, [5] Dr. Koncsik, Zs.: Korszerű anyagok és anyagválasztás, 1. előadás [6] 3/dinamikusan-igenybevett-tengely-hokezelese/dinamikusan-igenybevett-tengelyhokezelese (2016. december 2.) [7] Dr. Balogh, A.; Dr. Schäffer, J.; Dr. Tisza, M.: Mechanikai Technológiák, Miskolc, 2007 [8] Szombatfalvy, Á.: Szerkezeti elemek tervezésének technológiai szempontjai, Budapest, 1981 [9] Dr. Kisfaludy, A.; Borossay, B.: Acélok hőkezelésének alapjai, Budapesti Műszaki Főiskola, [10] MSZ EN 10083:2006 [11] Böhler katalógus: Szerszámacélok és nemesacélok [12] MSZ EN 10084:2008 [13] (2016. december 2.) [14] Béres, L.; Komócsin, M.: Acélok, öntöttvasak javító- és felrakóhegesztése, Budapest, 1995 [15] (2016. december 2.) [16] NF EN 10293:2005; DIN EN 10293:2005 [17] Baránszky-Jób, I.: Hegesztési kézkönyv, Műszaki Könyvkiadó, Budapest, [18] Szunyogh, L.: Hegesztés és rokon technológiák Kézikönyv, Gépipari Tudományos Egyesület, Budapest,
66 [19] Böhler Welding, Böhler Kereskedelmi Kft. [20] Komócsin, M.: Anyagok hegeszthetősége, TÁMOP-4.1.2, Budapest, [21] Gáti, J.: Hegesztési zsebkönyv, Cokom Kft., [22] Gáspár, M.: Anyagok és viselkedésük hegesztéskor előadás vázlat [23] Görbe, Z.: Hőfizikai jellemzők hőmérsékletfüggésének hatása a hegesztési varratok hűlési idejére, Hegesztéstechnika X. évf. 3. szám p [24] Vékony, L.: Az előmelegítési hőmérséklet hatásának vizsgálata finomszemcsés szerkezeti acélok hegesztésekor, Diplomamunka, Miskolci Egyetem, [25] (2018. március 22.) [26] Gábor, Z.: Vízszűrő tartály gyártása, Diplomamunka, Miskolci Egyetem, [27] (2018. április 26.) [28] (g3si1)-atm.1,0mm-18-kg.html (2018. április 26.) [29] mm-15-kg.html (2018. április 26.) [30] html (2018. április 26.) [31] (2018. április 26.) 65
67 MELLÉKLETEK [M1] Előzetes hegesztési utasítások [M2] Keménységvizsgálat mérési eredményei [M3] Szövetszerkezet mikroszkópos felvételei 66
68 M1/a. Előzetes hegesztési utasítás az MSZ EN ISO szerint Preliminary Welding Procedure Specification according to MSZ EN ISO ös ½ Y varrat, csap PA Kiállító/ Issued: Gál Alexandra Dátum/ Date: július 22. Gyártó/ Manufacturer: TS Hungaria Kft. pwps szám/ pwps No.: P001/2017 Varrattípus/ Weld type: MSZ EN ISO 2553 egyoldali ½ Y varrat Varrat előkészítés/ Weld preparation: forgácsolás Élelőkészítés/ Edge Erepation: köszörülés Hegesztési helyzet/ Welding Sequences: MSZ EN ISO 6947 PA Anyagcsoportszám/ Number of the material group: CR ISO , 3.1 Anyag típus/ Material type: MSZ EN CrMo4 UIC E MS C2 Anyagvastagság/ Matreial thickness (mm): s 1= s 2= Hegesztő eljárás/welding process: MSZ EN ISO (MAG) Anyagátmenet módja: szortíves (s) Hegesztő minősítése/ Welder qualification: MSZ EN ISO P BW FM1 s t12 PE ss nb Kötés kialakítása / Joint design Varratfelépítése / Welding sequences s s Alapanyag E MS C2 25CrMo4 Vonatkozó szabvány UIC MSZ EN Anyagcsoport (CR ISO szerint) Anyagvastagság s 1 = mm s 2 = mm 67
69 Védőgáz/ Shielding Gas Gyártó megnevezése CORGON 18 Típusa/ Type M21 Összetétel / Mixture 82% Ar + 18% CO2 Átáramlási mennyiség/ Flow rate l/min Hozaganyag/ Filler metal Gyártó, típus ESAB OK Aristorod EN ISO A besorolás G 42 4 M21 3Si1 AWS A5.18 besorolás ER 70S-6 Huzal méret/ Wire diameter 1,0 mm Hegesztéstechnológiai adatok/ Welding Details Varratsor/ Run Áram neme és polaritása/ Type of current and polarity Áramerősség/ Current (A) Ívfeszültség/ Voltage (V) Huzal előtolási sebesség/ Wire feed speed (m/min) Hegesztési sebesség/ Travel speed (mm/sec) Hőbevitel/ Heat Input (J/mm) 1 DC ,5 4, Hegfürdő megtámasztás/ Backing Hegesztési technika/ Welding method Típus/ Type - Lengetés/ Weaving - Anyag/ Material - Fűzés/ Tack Joint - Előmelegítés/ Pre-heating Hőmérséklet/ Temperature - - Rétegközi hőmérséklet/ Interpass temp. - - Módszer/ Method - - Hőmérséklet mérés/ Measuring of temperature - Tisztítás/ Cleaning köszörüléssel, a kötés síkjától mindkét irányban 50 mm Egyéb/ Other - 68
70 M1/b. Előzetes hegesztési utasítás az MSZ EN ISO szerint Preliminary Welding Procedure Specification according to MSZ EN ISO ös ½ Y varrat, csap PA Kiállító/ Issued: Gál Alexandra Dátum/ Date: július 22. Gyártó/ Manufacturer: TS Hungaria Kft. pwps szám/ pwps No.: P002/2017 Varrattípus/ Weld type: MSZ EN ISO 2553 egyoldali ½ Y varrat Varrat előkészítés/ Weld preparation: forgácsolás Élelőkészítés/ Edge Erepation: köszörülés Hegesztési helyzet/ Welding Sequences: MSZ EN ISO 6947 PA Anyagcsoportszám/ Number of the material group: CR ISO , 3.1 Anyag típus/ Material type: MSZ EN CrMo4 UIC E MS C2 Anyagvastagság/ Matreial thickness (mm): s 1= s 2= Hegesztő eljárás/welding process: MSZ EN ISO (MAG) Anyagátmenet módja: szortíves (s) Hegesztő minősítése/ Welder qualification: MSZ EN ISO P BW FM5 s t12 PE ss nb Kötés kialakítása / Joint design Varratfelépítése / Welding sequences s s Alapanyag E MS C2 25CrMo4 Vonatkozó szabvány UIC MSZ EN Anyagcsoport (CR ISO szerint) Anyagvastagság s 1 = mm s 2 = mm 69
71 Védőgáz/ Shielding Gas Gyártó megnevezése CORNIGON 2 Típusa/ Type M12 Összetétel / Mixture 97,5% Ar + 2,5% CO2 Átáramlási mennyiség/ Flow rate l/min Hozaganyag/ Filler metal Gyártó, típus ESAB OK Autrod EN ISO A besorolás G 18 8 Mn AWS A5.9 besorolás ER 307 Huzal méret/ Wire diameter 1,0 mm Hegesztéstechnológiai adatok/ Welding Details Varratsor/ Run Áram neme és polaritása/ Type of current and polarity Áramerősség/ Current (A) Ívfeszültség/ Voltage (V) Huzal előtolási sebesség/ Wire feed speed (m/min) Hegesztési sebesség/ Travel speed (mm/sec) Hőbevitel/ Heat Input (J/mm) 1 DC ,5 4, Hegfürdő megtámasztás/ Backing Hegesztési technika/ Welding method Típus/ Type - Lengetés/ Weaving - Anyag/ Material - Fűzés/ Tack Joint - Előmelegítés/ Pre-heating Hőmérséklet/ Temperature - - Rétegközi hőmérséklet/ Interpass temp. - - Módszer/ Method - - Hőmérséklet mérés/ Measuring of temperature - Tisztítás/ Cleaning köszörüléssel, a kötés síkjától mindkét irányban 50 mm Egyéb/ Other - 70
72 M1/c. Előzetes hegesztési utasítás az MSZ EN ISO szerint Preliminary Welding Procedure Specification according to MSZ EN ISO ös ½ Y varrat, csap PA Kiállító/ Issued: Gál Alexandra Dátum/ Date: július 22. Gyártó/ Manufacturer: TS Hungaria Kft. pwps szám/ pwps No.: P003/2017 Varrattípus/ Weld type: MSZ EN ISO 2553 egyoldali ½ Y varrat Varrat előkészítés/ Weld preparation: forgácsolás Élelőkészítés/ Edge Erepation: köszörülés Hegesztési helyzet/ Welding Sequences: MSZ EN ISO 6947 PA Anyagcsoportszám/ Number of the material group: CR ISO , 3.1 Anyag típus/ Material type: MSZ EN CrMo4 UIC E MS C2 Anyagvastagság/ Matreial thickness (mm): s 1= s 2= Hegesztő eljárás/welding process: MSZ EN ISO (SMAW) Hegesztő minősítése/ Welder qualification: MSZ EN ISO P BW FM1 b t12 PE ss nb Kötés kialakítása / Joint design Varratfelépítése / Welding sequences s s Alapanyag E MS C2 25CrMo4 Vonatkozó szabvány UIC MSZ EN Anyagcsoport (CR ISO szerint) Anyagvastagság s 1 = mm s 2 = mm 71
73 Védőgáz/ Shielding Gas Gyártó megnevezése - Típusa/ Type - Összetétel / Mixture - Átáramlási mennyiség/ Flow rate - Gyártó, típus ESAB OK AWS A5.1 besorolás Hozaganyag/ Filler metal E7018-1H4 R EN ISO 2560-A besorolás Huzal méret/ Wire diameter E 46 5 B 32 H5 3,2 mm Varratsor/ Run Áram neme és polaritása/ Type of current and polarity Hegesztéstechnológiai adatok/ Welding Details Áramerősség/ Current (A) Ívfeszültség/ Voltage (V) Huzal előtolási sebesség/ Wire feed speed (m/min) Hegesztési sebesség/ Travel speed (mm/sec) Hőbevitel/ Heat Input (J/mm) ,8 - Hegfürdő megtámasztás/ Backing Hegesztési technika/ Welding method Típus/ Type - Lengetés/ Weaving - Anyag/ Material - Fűzés/ Tack Joint - Előmelegítés/ Pre-heating Hőmérséklet/ Temperature - - Rétegközi hőmérséklet/ Interpass temp. - - Módszer/ Method - - Hőmérséklet mérés/ Measuring of temperature - Tisztítás/ Cleaning köszörüléssel, a kötés síkjától mindkét irányban 50 mm Egyéb/ Other - 72
74 M próba próba próba Alapanyag Hőhatásövezet Varrat Hőhatásövezet Alapanyag 73





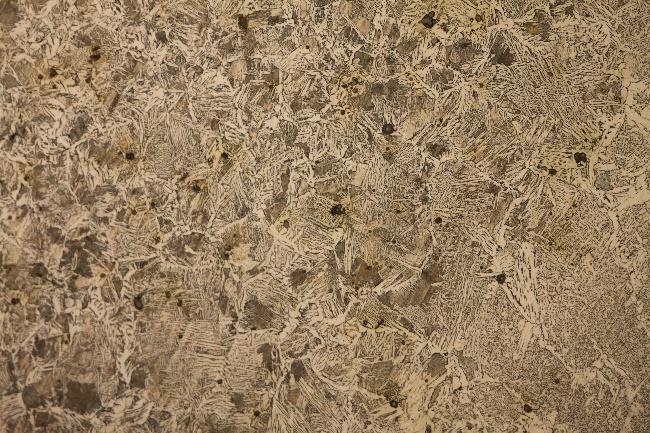

75 M3 Makroszkópikus felvétel: ESAB OK Aristorod Rugókalap Csapszeg Durva Átmenet Alapanyag 74




76 Varrat Fürtös Finom 75
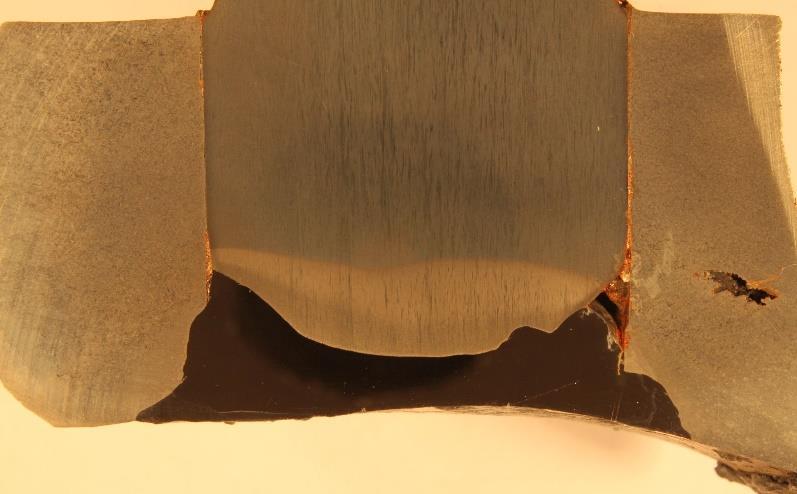





77 Makroszkópikus felvétel: ESAB OK Autrod Rugókalap Csapszeg Durva Átmenet Alapanyag 76


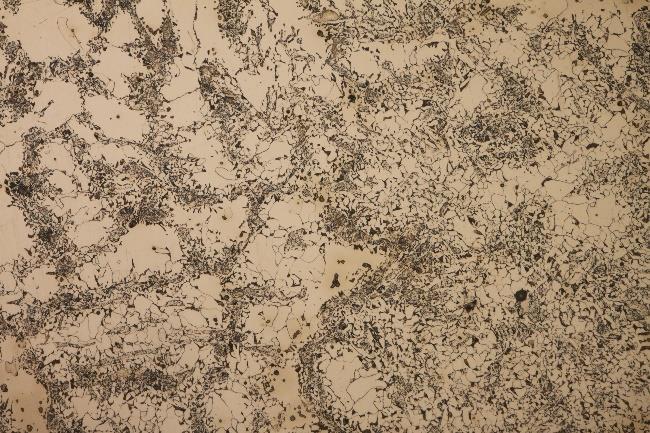
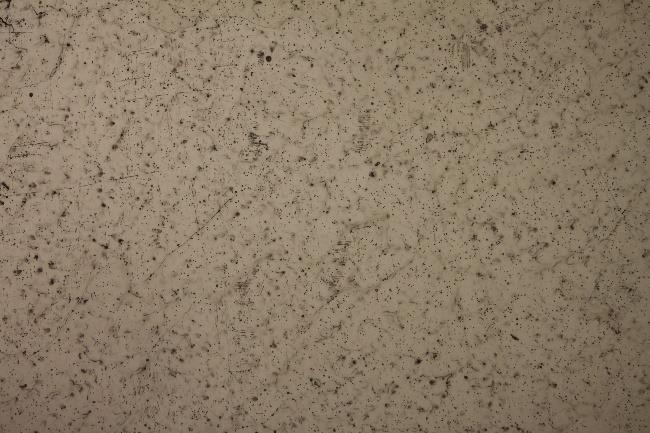

78 Varrat Fürtös Finom 77







79 Makroszkópikus felvétel: ESAB OK Rugókalap Csapszeg Durva Átmenet Alapanyag 78




80 Varrat Fürtös Finom 79
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
5.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz
 ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
SZERKEZETI ACÉLOK HEGESZTÉSE
 SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
ÁLTALÁNOS ISMERETEK. 3.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
Hőkezelési alapfogalmak
 Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
Hőkezelt alkatrészek vizsgálata
 Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Fogyóelektródás védőgázas ívhegesztés
 Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Hegesztés 1. Általános elvek Kézi ívhegesztés. Dr. Horváth László
 Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
ACÉLOK HEGESZTHETŐSÉGE
 ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Hegesztés és rokon eljárások. Dr. Kovács Mihály docens nemzetközi hegesztőmérnök
 Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Német minőség, nagyipari felhasználásra, az ipar minden területére!
 A MAHE által kifejlesztett, a világon egyedülálló HYPER Pulse, HYPER Force, HYPER Cold, HYPER Vdown hegesztési eljárásoknak köszönhetően rendkívül precíz, kevesebb utómunkát igénylő, minőségi varratok
A MAHE által kifejlesztett, a világon egyedülálló HYPER Pulse, HYPER Force, HYPER Cold, HYPER Vdown hegesztési eljárásoknak köszönhetően rendkívül precíz, kevesebb utómunkát igénylő, minőségi varratok
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Fogyóelektródás hegesztő Hegesztő
 0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
ÖMLESZTŐ HEGESZTÉS tantárgy követelményei a 2018/2019. tanév I. félévében
 tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
ÖNTÖTTVASAK HEGESZTÉSE
 Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ESAB Kft. ELEKTRÓDÁK ÖTVÖZETLEN ACÉLOK HEGESZTÉSÉHEZ
 ELEKTRÓDÁK ÖTVÖZETLEN ACÉLOK HEGESZTÉSÉHEZ OK 43.32 Könnyen hegeszthető rutilos bevonatú elektróda vízszintes pozícióhoz. A hígan folyós hegesztési ömledék tetszetős varratfelszínt eredményez mind tompa-,
ELEKTRÓDÁK ÖTVÖZETLEN ACÉLOK HEGESZTÉSÉHEZ OK 43.32 Könnyen hegeszthető rutilos bevonatú elektróda vízszintes pozícióhoz. A hígan folyós hegesztési ömledék tetszetős varratfelszínt eredményez mind tompa-,
VASTAGLEMEZEK HEGESZTÉSE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
Bevontelektródás kézi ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet
 Budapesti Műszaki Főiskola Bánki Donát Gépészmérnöki Főiskolai Kar AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet Anyagtudományi és Gyártástechnológiai Intézet Anyag- és Alakítástechnológiai Intézeti
Budapesti Műszaki Főiskola Bánki Donát Gépészmérnöki Főiskolai Kar AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet Anyagtudományi és Gyártástechnológiai Intézet Anyag- és Alakítástechnológiai Intézeti
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
GÉPÉSZMÉRNÖKI SZAK. Anyagtudomány II. Szabványos acélok és öntöttvasak. Dr. Rácz Pál egyetemi docens
 GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Szabványos acélok és öntöttvasak Dr. Rácz Pál egyetemi docens Budapest 2011. Az acélok jelölés rendszere Az MSZ EN 10027-1 szabvány új jelölési rendszert vezetett be
GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Szabványos acélok és öntöttvasak Dr. Rácz Pál egyetemi docens Budapest 2011. Az acélok jelölés rendszere Az MSZ EN 10027-1 szabvány új jelölési rendszert vezetett be
Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) ÉMI-TÜV Bayern Kft. TÜV SÜD Csoport
 ÉMI-TÜV Bayern Kft. TÜV SÜD Csoport") Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) MSZ EN 288-3: 1998 Hegesztési utasítás és hegesztéstechnológia jóváhagyása fémekre 3. rész: Technológiavizsgálatok acélok ívhegesztésére MSZ EN 15614-1: 2004
Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) MSZ EN 288-3: 1998 Hegesztési utasítás és hegesztéstechnológia jóváhagyása fémekre 3. rész: Technológiavizsgálatok acélok ívhegesztésére MSZ EN 15614-1: 2004
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI. Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.*
 FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
Bevontelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
ACÉLSZERKEZETEK GYÁRTÁSA 3.
 SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
ACÉLOK ÉS ALKALMAZÁSUK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
Példatár Anyagtechnológia TESZTFELADATOK
 Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA.
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Gépészeti alapozó feladatok Elérhető
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Gépészeti alapozó feladatok Elérhető
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány és Technológia Tanszék legújabb kutatási eredményei
 Új szerkezeti acélok hegeszthetősége és a kapcsolódó hegesztéstechnológiai újdonságok Szakmai nap, 2010. április 29. Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány
Új szerkezeti acélok hegeszthetősége és a kapcsolódó hegesztéstechnológiai újdonságok Szakmai nap, 2010. április 29. Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány
Volframelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
MIG/MAG Hegesztőeljárás MIG/MAG hegesztés-simon János 1
 MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
Megoldási példa az anyagválasztás feladathoz
 Megoldási példa az anyagválasztás feladathoz Feladat: Válasszon anyagot egy közepes méretű (50 50 50 mm befoglaló méretű) kúpfogaskerékhez. A fogaskerék egy ipari hajtóműben üzemel, közepes terhelésnek
Megoldási példa az anyagválasztás feladathoz Feladat: Válasszon anyagot egy közepes méretű (50 50 50 mm befoglaló méretű) kúpfogaskerékhez. A fogaskerék egy ipari hajtóműben üzemel, közepes terhelésnek
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások.
 Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
tulajdonságainak és felhasználásuknak
 AZ MSZ EN ACÉLJELÖLÉSI RENDSZER FELÉPÍTÉSE Dr. Szabadíts Ödön egyetemi docens Budapesti Mûszaki és Gazdaságtudományi Egyetem Jármûgyártás és javítás Tanszék Az acélminõségek jelölésére az MSZ EN 10027-ben
AZ MSZ EN ACÉLJELÖLÉSI RENDSZER FELÉPÍTÉSE Dr. Szabadíts Ödön egyetemi docens Budapesti Mûszaki és Gazdaságtudományi Egyetem Jármûgyártás és javítás Tanszék Az acélminõségek jelölésére az MSZ EN 10027-ben
MMAW. Folyáshatár Szakítószilárdság Nyúlás. Ütõmunka (KV) Jóváhagyások
 Jóváhagyások") OK 46.16 Rutilos Vékony és középvastag lemezek hegesztéséhez javasolt rutilos bevonatú hegesztőelektróda. Minden pozícióban jól alkalmazható. Nagyon jó ívgyújtási és ív újragyújtási tulajdonságok. Az OK
OK 46.16 Rutilos Vékony és középvastag lemezek hegesztéséhez javasolt rutilos bevonatú hegesztőelektróda. Minden pozícióban jól alkalmazható. Nagyon jó ívgyújtási és ív újragyújtási tulajdonságok. Az OK
ALVAR 14 Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
Volframelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Felületi hőkezelések Dr. Hargitai Hajnalka, február 18.
 Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Egyéb eljárás szerinti hegesztő. Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében
 Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
Alakítás és hőkezelés hatása az acél szövetszerkezetére
 Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
Felhasználási céljuk szerint: I.csoport: MSZ EN 10027-1 GS 355 J2 G1 W Cu 5 Számjel: 1 40 01
 Felhasználási céljuk szerint: I.csoport: a felhsználó számára valamely mechanikai, fizikai tulajdonság garantálása fontos. MSZ EN 10027-1(anyagminőség meghatározására szolgál) Rövid jel: az acélok minőségének
Felhasználási céljuk szerint: I.csoport: a felhsználó számára valamely mechanikai, fizikai tulajdonság garantálása fontos. MSZ EN 10027-1(anyagminőség meghatározására szolgál) Rövid jel: az acélok minőségének
HELYI TANTERV. Technológiai alapismeretek
 HELYI TANTERV Technológiai alapismeretek Bevezetés Alapozza meg, segítse elő a későbbi tanulmányok speciális ismereteinek elsajátítását, segítse a tanulók rendszerszemléletének mielőbbi kialakulását, a
HELYI TANTERV Technológiai alapismeretek Bevezetés Alapozza meg, segítse elő a későbbi tanulmányok speciális ismereteinek elsajátítását, segítse a tanulók rendszerszemléletének mielőbbi kialakulását, a
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
 NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötés és Alakítástechnológia I. BAGKA14NND
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötés és Alakítástechnológia I. BAGKA14NND
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
Hegesztési eljárások. Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések
 Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel
 Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Függelék: F1 Acélszerkezeti termékek. F1.1 Melegen hengerelt I- és H-szelvények F1.2 Zártszelvények
 Függelék: F1 Acélszerkezeti termékek F1.1 Melegen hengerelt I- és H-szelvények F1.2 Zártszelvények 232 F2 Összetett szelvények keresztmetszeti jellemzők 233 F3 Szabványos rajzi jelölések 234 F4 Anyagkiválasztás
Függelék: F1 Acélszerkezeti termékek F1.1 Melegen hengerelt I- és H-szelvények F1.2 Zártszelvények 232 F2 Összetett szelvények keresztmetszeti jellemzők 233 F3 Szabványos rajzi jelölések 234 F4 Anyagkiválasztás
Kötési eljárások csoportosítása
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
ÍRÁSBELI FELADAT MEGOLDÁSA
 34 521 06-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 34 521 06 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Gépészeti
34 521 06-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 34 521 06 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Gépészeti
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
NEMZETGAZDASÁGI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
Szilárdság (folyáshatár) növelési eljárások
 növelési eljárások") Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
31 521 11 0100 31 01 Bevontelektródás hegesztő Bevontelektródás hegesztő
 023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötéstechnológia BAGKT14NND Kreditérték:
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötéstechnológia BAGKT14NND Kreditérték:
Példatár Anyagtechnológia Elemi példa - 4.
 Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 4. Termikus nyomásszabályzó-ház gyártása
Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 4. Termikus nyomásszabályzó-ház gyártása
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,