Hegesztési ismeretek Dobránszky János
|
|
|
- Elvira Tamás
- 7 évvel ezelőtt
- Látták:
Átírás


1 Hegesztési ismeretek Dobránszky János 6. fejezet Krúdy Gyula (Varga Imre mualkotása Siófokon; anyag: hegesztett rozsdamentes acél) 1 A huzalelektródás, védogázos ívhegesztés, hegesztoanyagai, berendezései, alkalmazásai Szerzo: Dobránszky János
2 Az eljárás alapveto sajátosságai A huzalelektródás, védogázos ívhegesztések rövid néven MIGhegesztés és MAG-hegesztés világszerte a legelterjedtebb hegesztési eljárások. A huzalelektródát állandó sebességgel adagolja a huzalelotoló berendezés. A villamos ív az alapanyag és a leolvadó huzalvég között ég. Az ömledéket és a huzalból leolvadó, a villamos íven keresztül az ömledékbe jutó heganyagot a gázterelo fúvókán kiáramló gáz védi. A gázvédelem kedvezo anyagátviteli és varrattisztasági feltételeket teremt. A huzalelektródás ívhegesztések változatai A hegesztési eljárás magyar megnevezése Önvédo, porbeles huzalelektródás ívhegesztés (NEM VÉDOGÁZOS ELJÁRÁS) Eljárás kódja Huzalelektródás, védogázos ívhegesztés 13 Tömör huzalelektródás, semleges védogázos ívhegesztés; MIG hegesztés (tömör huzalelektródával) Porbeles huzalelektródás, semleges védogázos ívhegesztés; MIG hegesztés (porbeles huzalelektródával) Fémporos huzalelektródás, semleges védogázos ívhegesztés; MIG hegesztés (fémporos huzalelektródával) Tömör huzalelektródás, aktív védogázos ívhegesztés; MAG-hegesztés (tömör huzalelektródával) Porbeles huzalelektródás, aktív védogázos ívhegesztés; MAG-hegesztés (porbeles huzalelektródával) Fémporos huzalelektródás, aktív védogázos ívhegesztés; MAG-hegesztés (fémporos huzalelektródával)
.")


3 A hegesztomunkahely muszaki berendezései A hegesztoberendezés (másként: áramforrás vagy hegesztogép). Hegesztopisztoly: lehet léghutéses vagy vízhutéses az áramforrás pozitív pólusára). Védogázellátó rendszer: palackos vagy gázhálózatról táplált. Nyomáscsökkento és gáztömlo. Testkábel (az áramforrás negatív pólusára). Az eljárás alapveto sajátosságai A védogáz lehet semleges vagy aktív (az angol névbol jön a rövidítés: MIG = metal inert gas, illetve MAG = metal active gas). A semleges védogáz csak argont vagy/és héliumot tartalmazhat. Az aktív védogázos hegesztés e két semleges gáz mellett széndioxidot vagy/és oxigént is tartalmaz. Ez a két aktív védogázkomponens kedvezoen hat az ívstabilitásra, a beolvadási mélységre, a varratalakra, emellett nagyobb hegesztési sebességet enged meg, és mérsékli a fröcskölést. A leolvadó huzalelektróda keresztmetszete lehet tömör vagy üreges, azaz csoszeru; az elobbit tömör huzalnak, az utóbbit porbeles huzalnak nevezzük. A porbeles huzalok vagy olyan, salakot is képezo portöltetet tartalmaznak, amely fontos szerepet játszik az ömledék metallurgiai folyamataiban, vagy pedig csak fémport, amely a termelékenység növelését engedi meg.



4 A huzalelotoló berendezés A huzalelotoló rendszer egy vagy két pár elotológörgot tartalmaz. Minden pár egyik görgoje hajtott, a másik fogaskerekes hajtással csatlakozik hozzá. Huzal A huzalelotoló berendezés A huzalelotolók egyik, világszerte elismert gyártója a magyar Cooptim Kft. Görgonyomásszabályzó Egy görgopáros huzalelotolók


 vagy U-alakú")
5 A huzalelotoló berendezés A huzalelotolók egyik, világszerte elismert gyártója a magyar Cooptim Kft. Görgonyomásszabályzó Két görgopáros huzalelotoló huzalegyengetovel Huzalegyengeto Gyakori hiba, hogy a huzal kicserélésekor nem a méretének megfelelo görgot használják. Az elotológörgok A görgok hornya V-alakú (acélhoz) vagy U-alakú (alumíniumhoz), illetve recés (porbeles huzalhoz). Általában kétféle huzalátméronek van kiképezve a horony egy görgon.


 A")


6 A hegesztopisztoly Markolat Hajlított nyak Kábelvédo spirál Gázterelo-rögzítorögzíto Pisztolykapcsoló Gázelosztó Áramátadó Gázterelo (fúvóka) A hegesztopisztoly Hutési mód: gázhutés vagy vízhutés; ~200 A-ig alkalmas a gázhutés Huzaltovábbítás: passzív / aktív: húzómu beépítve a pisztolytestbe Markolat






7 A hegesztopisztoly Füstelszívás a pisztolyban /en/products/welding- Markolat torches/migmag-fume-extraction- torches/migmag-fume-extraction-torches.htmltorches.html A tandem hegesztopisztoly Két huzalelektróda, két áramforrás. Foleg robotokon, de kézi hegesztésben is. Markolat






8 Az áramátadó A huzal az áramkörbe az áramátadóban csúszva, a hengeres vagy alakos furat falához súrlódva, csúszási érintkezéssel csatlakozik az áramkörbe. Anyaga Cu, Cu-ötvözet. Kopás elleni: Ni-, Ag-bevonat, keményfémvég. (forrás: TBi)
 10 Alkatrészcsere miatti kényszeru leállás ideje (h/év) 804 Felhasznált áramátadók költsége (HUF/év) 1 500 000 Az alkatrészek cseréje miatti kényszeru leállások költsége (HUF/év) 2 700")
9 Az elhasználódásból adódó költségek egy cégnél Felhasznált huzalmennyiség (kg/év) Felhasznált áramátadók száma (db/év) db áramátadó, huzalvezeto, gázterelo vagy görgopár cseréjének ideje (perc) 10 Alkatrészcsere miatti kényszeru leállás ideje (h/év) 804 Felhasznált áramátadók költsége (HUF/év) Az alkatrészek cseréje miatti kényszeru leállások költsége (HUF/év) Fröcsköléseltávolítás anyag- és gépköltsége (HUF/év) a leállások jelentos kiadást eredményeznek a fröcskölés mértéke az áramátadó kopottságától is függ a kopott áramátadó kevésbé egyenletesen vezeti a huzalt, annak vége imbolyog Az áramátadó-kopás hatása a varratra Kopott áramátadó esetén akár 20%-kal csökkenhet a varratmélység azonos hegesztési változók mellett szabadhuzalhossz no





10 A huzalvezeto A huzalvezeto a huzal minél kisebb mechanikai ellenállással való elotolását hivatott megkönnyíteni. Az ötvözetlen és a gyengén ötvözött acél huzalokhoz fémspirál huzalvezetovel, a rozsdamentes acél és az Alötvözet huzalokhoz teflon huzalvezetocsovel szerelt pisztolykábel kell. A védogázellátás A védogáz a hegesztomunkahelyen vételezheto palackból, palackkötegbol vagy a kiépített, tartályos gázellátórendszerre csatlakoztatva.







11 A védogázellátás A palacknyak színfestése és a címke jelzi a palackba töltött gáz fajtáját és tisztaságát. A védogázellátás A védogáz nyomáscsökkenton keresztül veheto ki a palackból. A hegesztéshez szükséges gázmennyiség L/min vagy bar mennyiségben állítható be, méroórás és golyós hozamméro muszerrel ellenorizheto.
12 A hegesztési gázok típusai Az MSZ EN ISO 14175:2008 szabvány szerint I semleges Ar, He, Ar + He M1 oxidáló keverék Ar + (CO 2 < 5%, O 2 < 3%, H 2 < 5%) M2 oxidáló keverék Ar + (CO 2 < 25%, O 2 < 10%) M3 oxidáló keverék Ar + (CO 2 < 50%, O 2 < 15%) C erosen oxidáló CO 2, CO 2 + (O 2 < 30%) R redukáló keverék Ar + (0,5 50% H 2 ) O oxigén O 2 N kissé redukáló vagy reaktív, nitrogént tartalmazó gáz N 2, N 2 + H 2, Ar/He + N 2 + H 2 Z egyéb Szabvány: MSZ EN ISO 14175:2008 Hegesztoanyagok. Gázok és gázkeverékek ömlesztohegesztéshez és rokon eljárásokhoz 23 A hegesztoanyagok fajtái A hegesztési eljárástól függoen a fobb hegesztoanyagfajták: Hegesztési eljárás Hegesztoanyag 112 Önvédo porbeles huzalelektróda vagy szalagelektróda Tömör huzal, porbeles huzal: bázikus, rutilos, fémportöltetu A hegesztoanyagok osztályba sorolását és jelölését külön szabványok rögzítik; kb. 40 ilyen szabvány van érvényben. pl. MSZ EN ISO 17633:2011 Hegesztoanyagok. Porbeles elektródák és pálcák korrózióálló és hoálló acélok védogázos vagy védogáz nélküli ívhegesztéséhez. 24

13 A tömör huzalok fajtái A MIG- és MAG-hegesztéshez használt hegesztohuzalok osztályozási szempontjai Osztályozás a mechanikai tulajdonságok alapján Az ötvözetlen és a finomszemcsés acélok tömör huzaljait a varratfém mechanikai tulajdonságaira nézve kétféle rendszerben osztályozzák: A osztály: folyáshatár, nyúlás és a 47 J-os ütomunkakövetelmény alapján. B osztály: a szakítószilárdság és a 27 J-os ütomunkakövetelmény alapján. Osztályozás a varratfém kémiai összetétele szerint Az osztályozás a Si, Ti, Al, Mo és a Ni ötvözok mennyiségén alapul. A osztály ~15 kg-os Huzaltekercs, fém csévetesten G = MAG és MIG-hegesztés huzalja Folyáshatár > 460 MPa Ütomunka 50 C-on garantált Osztályozás a használható védogáz szerint M = kevert védogáz kell Az osztályozás M, A és C jelu csoportba sorolja a huzalokat e szempont alapján. Az összetétel kódja Jelölési példa: MSZ EN ISO A G 46 5 M G3Si1 Szabvány: MSZ EN ISO 14341:2011 Hegesztoanyagok. Hegesztohuzalok és hegesztési ömledékek ötvözetlen és finomszemcsés acélok fogyóelektródás, védogázos ívhegesztéséhez. A tömör huzalok bevonata és átméroje A huzalelektródás, védogázos ívhegesztéshez használt huzalok többféle felületi állapotban készülnek. A huzalok lehetnek bevonatos vagy bevonat nélküli huzalok. A bevonat szerepe az áramátadási és siklási jellemzok javítása, valamint a korrózió elleni védelem. Bevonattal csak az ötvözetlen acélok hegesztésére szolgáló huzalokat látják el. A bevonat jelentosen befolyásolja a fröcskölést és a kopóalkatrészek kopását. 1. Az általánosan alkalmazott bevonat réz, amelyet folytatólagos galvanizálósoron visznek fel a felületre néhány mikrométer vastagságban. 2. Csak a 2000-es évek elején kezdték alkalmazni a bronzbevonatot, amelyek párologtatással visznek fel a felületre. 3. A bevonatmentes huzalok között kiemelkedoen jó tulajdonságot értek el az AristoRod márkanevu huzalokkal. A tömör huzalok átméroje a következo méretsor szerint halad: mm-ben 0,15 0,3 0,5 0,6 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,6 1,7 1,8 2,0 2,4 2,8 3





14 A tömör huzalok bevonata és átméroje A fémbevonat feladata: az áramátadás elosegítése, korrózió elleni védelem Hátránya: súrlódás kopóalkatrészek gyors kopása Bronzbevonatos huzal Rézbevonatos huzal Rézbevonatmentes Böhler EMK-6 Cu-bevonat

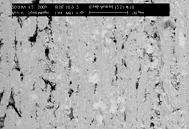





15 Esab Autrod Cu-bevonat Aristorod 12.50, d = 0,8 mm fémbevonat nélküli






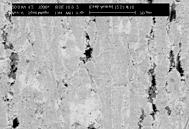
16 Esab Aristorod 12.50, d = 1,2 mm Rocco 14 SoNi SG2 fémbevonat nélküli


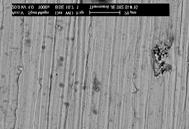



17 Thermanit JE 382 Si fémbevonat nélküli Esab PZ6103 fémportöltetu porbeles huzal, d = 1,2 mm




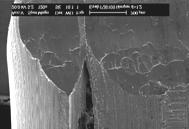
18 Esab rutilos porbeles huzal, d = 1,2 mm A porbeles huzalok fajtái A porbeles huzalok kialakítása Nyitott vagy zárt (varrat nélküli). Bevonatos vagy bevonat nélküli. Egykamrás vagy többkamrás.
19 A porbeles huzalok fajtái Portöltetu (porbeles) huzalok; külso átméro, mm 0,9 1,0 1,1 1,2 1,3 1,4 1,6 1,7 1,8 2,0 2,4 2,8 3,0 4,0 A porbeles hegesztoanyagok jelölése A MIG- és a MAG-hegesztés porbeles huzaljainak jelölésére a fojel a T betu. A porbeles hegesztohuzalok fontosabb osztályozási szempontjai nagyon hasonlók a tömör huzalokéihoz: az osztályozás történhet a mechanikai tulajdonságok alapján kétféle rendszerben is, továbbá a varratfém kémiai összetétele szerint. Emellett külön szempontként jelenik meg a pozícióhegesztésre való alkalmasság, a védogáz nélküli hegesztési lehetoség (ezek az ún. önvédo porbeles huzalok), a varratfém hidrogéntartalma. A szabványaik egyike: MSZ EN ISO 17632:2016 Hegesztoanyagok. Töltött hegesztohuzalok ötvözetlen és finomszemcsés acélok fogyóelektródás, védogázos és védogáz nélküli ívhegesztéséhez. Osztályba sorolás (ISO 17632:2004) A porbeles huzalok fajtái A huzalelektródás hegesztéshez használt porbeles hegesztohuzalok portöltetének fajtái Jel Típus Rétegszám Védogáz R Rutilos, lassan dermedo salak Egy vagy több Szükséges P Rutilos, gyorsan dermedo salak Egy vagy több Szükséges B Bázikus Egy vagy több Szükséges M Fémportöltetu Egy vagy több Szükséges V Rutilos vagy fluoridos-bázikus Egy Nem szüks. W Fluoridos-bázikus, lassan dermedo salak Egy vagy több Nem szüks. Y Fluoridos-bázikus, gyorsan dermedo salak Egy vagy több Nem szüks. Z Egyéb A megadott jelölések az ötvözetlen acélok porbeles huzaljaira vonatkoznak. A képzodo salakot a varratsor elkészítése után el kell távolítani! 38
20 A porbeles huzalok fajtái A rozsdamentes acélok porbeles hegesztohuzaljai A rozsdamentes acélok porbeles huzaljaira és porbeles hegesztopálcáira más szabvány vonatkozik: MSZ EN ISO 17633:2011 Hegesztoanyagok. Porbeles elektródák és pálcák korrózióálló és hoálló acélok védogázos vagy védogáz nélküli ívhegesztéséhez. Ebben a szabványban a B, P, R, M és Z jelölés azonos értelmu, az önvédo (védogázt nem igénylo) huzalok portöltetét viszont egységesen U betuvel jelölik. A portöltet jelölése mellett magát a porbeles huzalt, illetve a porbeles pálcát is megkülönbözteto jelöléssel látják el: F = porbeles huzalelektróda M = fémportöltetu huzalelektróda R = porbeles hegesztopálca a 141-es eljáráshoz, azaz volfrámelektródás ívhegesztéshez. 39 A porbeles huzalok fajtái A porbeles hegesztohuzalok hegesztéstechnikai jellemzoi R Permetes anyagátvitel, csekély fröcskölés, összefüggo salakréteg. Alapgáz: CO2. Ar + CO2 csökkenti a fröcskölést. P Gyorsan dermedo salak pozícióhegesztés minden változata. Foleg a kis átméroju huzaloknál. B Cseppes anyagátvitel, enyhén konvex varratdudor, foleg PA és PC helyzetben, CO2 vagy Ar+CO2 gázzal. Kituno szívósságú varratfém. M Finomcseppes anyagátvitel, nagyon kevés salak, nagy kihozatal. Ar + CO2 gázzal, PA és PC helyzetben. Más helyzetben rövidzárlatos vagy impulzusos anyagátvitellel hegesztendo. A szakítószilárdság ÉS a 27 J-os ütomunka-követemény alapú jelölési rendszerben használt jelek: T1, T4, T5, T7, T8, T11, T15. Itt az áramnemet is figyelembe veszi az osztályozás. Példa szabványos megjelölésre: MSZ EN ISO A T46 3 1Ni B M 1 H5 A a folyáshatár és a 47 J -os ütomunka alapján csoportosítva T a fo jelölés: MIG / MAG hegesztésre szolgáló porbeles huzal 46 Rp0,2 > 460 MPa; 3 KV > 47 J -30 C-on, 1Ni a varratfém összetétele B --- a portöltet jelölése; M --- védogáz az MSZ EN ISO 14175:2008 szerint pozícióhegesztési alkalmasság jele; H5 --- a varratfém H-tartalma, ppm
21 A tömör és a porbeles huzalok jelölési példái Ötvözetlen és finomszemcsés acélokhoz - MSZ EN ISO 14341:2011 A G 46 3 M G3Si1 Nagyszilárdságú acélhoz - MSZ EN ISO 16834:2012 A G 62 6 Mn4Ni1Mo Melegszilárd acélokhoz - MSZ EN ISO 21952:2012 A G CrMo1Si Erosen ötvözött acélokhoz - MSZ EN ISO 14343:2010 G Porbeles huzalok: MSZ EN ISO 17632:2016 A T Ni B M 4 H5 MSZ EN ISO 18276:2006 A T 55 5 Mn1,5Ni B M4 H5 T MSZ EN ISO 17634:2016 A T CrMo1 B M4 H5; MSZ EN ISO 17633:2011 A T L R M4 A hegesztohuzalok súrlódásának mérése
 pedig BS300 (MSZ EN ISO 544) csévetesten kerülnek forgalomba.")


22 A hegesztoanyagok csomagolása A fogyóelektródás ívhegesztéséhez használt, rézbevonatos hegesztohuzalok B300 (MSZ EN ISO 544), a prémium kategóriájú típusok (pl. Cu-bevonatmentes huzalok) pedig BS300 (MSZ EN ISO 544) csévetesten kerülnek forgalomba. A BS300 masszívabb csévetest, alkalmazásához nincs szükség adapterre. A csévéken 6, 7, 15, 16 és 18 kg huzal lehet. A hegesztohuzalok hordós kiszerelésben is kaphatók. Ezek 100, 141, 200, 250 és 475 kg tömeguek az átmérotol és a huzal anyagától függoen. A fedett ívu hegesztéshez használt huzalok 25 és 30 kg-os Eurospool csévetestre kerülnek alapesetben. Ennél gazdaságosabb megoldásokat biztosítanak a 100, a 800, a 900 és az 1000 kg-os "tekercsek" illetve az ezen huzalok esetén is elérheto hordós csomagolás (475 kg). 43 A hegesztoanyagok csomagolása B 300-as cséve, kb. 15 kg acélhuzal 0,45 kg acélhuzal
 lépése a termékei minoségének garantálására.")

23 A hegesztoanyagok csomagolása A hordós kiszerelésu huzalt elsosorban a hegesztorobotok kiszolgálására használják, ezzel csökkentve a huzalcsere miatti leállások számát. A hegesztoanyagok tanúsítványai A tanúsítvány megszerzése a gyártó fontos (és költséges) lépése a termékei minoségének garantálására. A felsorolt tanúsító szervezetek között találhatók általános és különleges alkalmazási területekre szakosodott intézetek. A hegesztoanyagok legfontosabb minoségtanúsítványainak jelzése és a tanúsító szervezet megnevezése ABS American Bureau of Shipping BV Bureau Veritas CCS China Classification Society CE EN 13479:2005 CO Vereinigung voor Controle of Langebied Controlas CWB Canadian Welding Bureau DNV Det Norske Veritas GL Germanischer Lloyd KR Korean Register of Shipping LRS Lloyd s Register of Shipping NKK Nippon Kaiji Kyokai PRS Polski Rejestr Statkovy RINA Registro Italiano Navale RS Russian Maritime Register of Schipping Sepros Certificat vidnopovidnosti Sepros Institutu Elektrosvarki imeni E. O. Patona TÜV Technischer Uberwachungs Verein
24 A hegesztoanyagok alkalmazástechnikai jellemzoi A hegesztoanyagok felhasználásához az itt felsoroltak a leggyakrabban használt jellemzok. Ezek pontosan meghatározandók egy hegesztési utasításban. A jelölések általában önkényesek, és gyártónként vagy országonként is eltérhetnek. Az itt megadott alkalmazástechnikai jellemzok közül néhányat külön tárgyalunk. I Hegesztési áramerosség (A) U Ívfeszültség (V) W Védogázhozam (L/min) N Varratfém / elektródatömeg S Kihozatali tényezo: varratfémtömeg / maghuzaltömeg *100 (%) v Huzalelotolási sebesség (m/min) H 1 óra alatt hegesztheto varratfém mennyisége (kg/h) x Huzalkinyúlás (mm) DR Leolvasztási teljesítmény (kg varratfém / óra) A technológiai változók / tényezok Alapveto technológiai változók Huzalátméro Hegesztési feszültség Huzalelotolási sebesség Hegesztési áramerosség Hegesztési sebesség Védogáz fajtája és térfogatárama További technológiai változók Áramnem és polaritás (egyen-/váltóáram, egyenes/fordított polaritás) Ívfajta (folyamatos / impulzusos bekapcsolású ) Pisztoly és munkadarab távolsága (szabadhuzalhossz, huzalkinyúlás) Pisztolydöntési szög (toló vagy húzó jellegu varratképzés) Gázterelo mérete Áramátadó; méret, hosszúság, furatfajta, bevonat, anyag) Anyagátviteli mód D (rövidzárlatos) G (cseppes) S (permetes) P (pulzáló, impulzusos)
 Cseppes Rövidzárlatos Permetes Hegesztési áramerosség, I (A) A hegesztési áramerosség A hegesztési áramerosség alapveto hegesztéstechnológiai adat.")

25 A jellegzetes anyagátviteli módok Alapanyag Huzal Cseppes anyagátvitel Olvadt fém Védogáz Alapanyag Huzal Permetes anyagátvitel Olvadt fém Védogáz Alapanyag Rövidzárlatos anyagátvitel Huzal Olvadt fém Ívfeszültség, U (V) Cseppes Rövidzárlatos Permetes Hegesztési áramerosség, I (A) A hegesztési áramerosség A hegesztési áramerosség alapveto hegesztéstechnológiai adat. Értéke hegesztési eljárásonként jellemzo tartományba esik, azon belül pedig pl. a hegesztendo alapanyagok fajtájától és mértékadó vastagságától függ. Néhány számszeru példa: Tömör huzalok Átméro Áramerosség 0,8 mm A 0,9 mm A 1,0 mm A 1,2 mm A Porbeles huzalok Átméro Helyzet Áramerosség 1,2 mm PA A 1,2 mm PF A 1,6 mm PA A 1,6 mm PF A Fémportöltetu huzalok Átméro Helyzet Áramerosség 1,2 mm PA A 1,6 mm PA A





26 A feszültség és a huzalsebesség beállítása Huzalsebességbeállító gomb Feszültségfokozat kapcsoló A feszültség és az áramerosség beállítása A huzalsebesség vagy az áramerosség beállítása. A z utóbbi esetben is valójában a huzalsebességet állítja a vezérloprogram 70 A van beállítva


27 A hegesztési feszültség A hegesztési feszültség alapveto technológiai adat. Értéke a hegesztési eljárásokra jellemzo tartományba esik, azon belül pedig pl. a hegesztendo alapanyagok fajtájától, a védogáztól és az ívhosszúságtól függ. Hegesztési eljárás Jellemzo hegesztési feszültség V A feszültség növelése növeli a varratszélességet, és a bevitt nagyobb hoenergia miatt kissé a beolvadási mélységet is. A különféle védogázok eleve eltéro ívfeszültséget kívánnak a stabil hegesztoív és a kevéssé fröcskölo anyagátvitel érdekében. A legkisebb ívfeszültségen a tiszta argonnal lehet hegeszteni. A szén-dioxid és a hélium 20-40%-kal nagyobb ívfeszültséget is igényelhet ugyanakkora huzalelotolási sebesség mellett. A hegesztési feszültség az egyszerubb kivitelu hegesztogépeken fokozatkapcsolóval, a korszeru berendezéseken fokozatmentesen 53 állítható be. A hegesztési sebesség A hegesztési sebesség meghatározása sok összefüggo szempont figyelembevételét kívánja meg. A technológiatervezés különleges ismereteket kíván meg, amelyeket jellemzoen másoddiplomás képzésben lehet elsajátítani. Ezért csak a hegesztési sebességnek a beolvadásra gyakorolt hatását illusztráljuk az alábbi ábrákon. Túl kicsi Megfelelo Túl nagy A hegesztési sebesség értéke
 CO 2 Ar + ( 1 12%) O 2 Ar + ( 2 15%) CO 2 + ( 1 5%) O 2 Acélszerkezeti tömeggyártás, TTKV 0?C-ig Acélszerkezeti gyártás TTKV = 20?")

28 Alkalmazási szempontok és példák Huzalelektróda Védogáz Alkalmazás Elnevezés Ötvözetlen acél + dezoxidáló ötvözo (Mn, Si, Al, Ti) Ötvözetlen acél + dezoxidáló ötvözo (Mn, Si, Al, Ti) Szén-dioxid CO2 Ar + ( 2 30%) CO 2 Ar + ( 1 12%) O 2 Ar + ( 2 15%) CO 2 + ( 1 5%) O 2 Acélszerkezeti tömeggyártás, TTKV 0?C-ig Acélszerkezeti gyártás TTKV = 20?C-ig Szén-dioxid védogázos (MAG) ívhegesztés Keverék védogázos (MAG) ívhegesztés Porbeles huzal Szén-dioxid, keverék védogáz Acélszerkezeti gyártás TTKV = 60?C-ig ötvözött acélokhoz is Porbeles huzalos ívhegesztés Alapanyag szerint Argon, Ar + kevés más gáz Színes és könnyufémek, erosen ötvözött acélok Semleges vg.-os / MIG-hegesztés Kettos portöltetu porbeles huzal Nincs szükség védogázra Csovezetékek, acélszerkezetek helyszíni szerelése TTKV = 20?C-ig Önvédo porbeles huzalos hegesztés Jellegzetes jármuipari alkalmazás A 2013-ban vízre bocsátott Táltos. Anyaga: Al-ötvözet Teljesen MIG-hegesztéssel hegesztve




29 Jellegzetes varrathibák alumínium hegesztésekor Sarokvarratok: kifogástalan beolvadás és végkráterkitöltés Ráfolyás jellegu beolvadási hiány Jellegzetes varrathibák alumínium hegesztésekor Repedés a végkráterben Hidegkötés, hiányos varrat


30 Jellegzetes varrathibák alumínium hegesztésekor Gázporozitás: a varratba jutó nedvességbol képzodo hidrpgén a fo okozója Jellegzetes jármuipari alkalmazás A Abschleppöse hegesztési problémái A hidegen alakított, horganyzott acél lemez alkatrészre kell ráhegeszteni a ráhegesztett anyát tartalmazó fület. A hegesztést robot végzi, de nagy a selejtarány. A fo problémát a horganybevonat okozza.






31 Jellegzetes jármuipari alkalmazás A Abschleppöse hegesztési problémái A készre hegesztett alkatrész a két oldal felol Az alkatrész a készülékben, a folyamat egyes fázisaiban



32 Jellegzetes jármuipari alkalmazás A Abschleppöse hegesztési problémái Nem megfelelo hegesztési varrat: Kötéshiba, hidegkötés, túlzott dudormagasság Jellegzetes jármuipari alkalmazás A Abschleppöse hegesztési problémái Vastag Zn- és ZnO-réteg rakódik le az illesztési felületeken

33 Horganyzott acél hegesztési sajátosságai A beolvadás kissé csökken: emiatt szélesebb illesztési hézag szükséges a leélezés nélküli varratok hegesztésekor. A nagy hézag nehezíti a beolvadás kontrollálását, ezért szükséges a pisztoly enyhe lengetése, megelozendo a fürdo átroskadását. Sarokvarratoknál, kedvezo az áram növelése: a nagyobb hobevitel segít a Zn-többlet leégetésében. Kisebb hegesztési sebesség szükséges, hogy lehetové váljon a Zn leégetése a koronaoldalon. A T-kötéseknél horgany záródik be a gerinclemez által fedett felületen, és kisebb hegesztési sebesség szükséges annak biztosításához, hogy ennek a bezárt Zn-nek legalább egy része leégjen. A PA és a PB sarokvarratoknál a hegesztés könnyebb, ha ~1,5 mm illesztési hézag van a két lemez között. Ha az egyik oldalon már van varrat, a T-kötés másik oldalának meghegesztése nehezebb, mert a Zn-goz eltávozását gázolja az elso varrat. A másik oldali varrat külleme ezért elmarad az elsoétol. Hegesztési változók horganyzott acélok védogázos, rövidzárlatos anyagátvitelu fogyóelektródás ívhegesztéséhez: 80% Ar + 20% CO2

34 A gyökhézag és a hegesztési helyzet hatása T-kötések CO2-védogázos hegesztésére, 2 mm vastag, horganyzással bevonatolt acélnál Jellegzetes jármuipari alkalmazás A Abschleppöse hegesztési problémái A selejtszám csökkentése érdekében: A védogázos ívforrasztás vagy hideg ívu eljárások alkalmazása. Az G3Si1 típusú huzal helyett kisebb Si-tartalmú huzal. Az 1,0 mm-és huzalvastagság helyett 0,8 mm-és huzal. A hegesztopisztoly tisztaságának fokozott ellenorzése. A fröcskölés miatti lerakodások gondos eltávolítása. A fröcskölés miatti eltömodés lassítása tapadásgátlószerekkel. A védogáz: a 90/10-és gázkeverék helyett 90/20-as, 92/18-as gázkeverék. A gázkeverékek jelentosebb elonyét minden szakirodalmi forrás cáfolja, kivéve a 92Ar+5CO2+3O2 keverékét. A gázhozam megnövelése 19 liter/perc értékre. A hézagmentes illesztés felváltása 1 1,2 mm-es illesztési hézaggal. A T-varrat gerinclemez éle alatti horganymennyiség is el tud távozni. A Zn-réteg varratkörnyéki eltávolítása a legkritikusabb felület(ek)rol.
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
Példatár Anyagtechnológia TESZTFELADATOK
 Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Fogyóelektródás védőgázas ívhegesztés
 Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
MIG/MAG Hegesztőeljárás MIG/MAG hegesztés-simon János 1
 MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz
 ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
BEST SELLER HEGESZTŐANYAGOK. www.esab.hu. Első kiadás 2007 november
 BEST SELLER HEGESZTŐANYAGOK www.esab.hu Első kiadás 2007 november 100 ÉV TAPASZTALATA Kedves Felhasználó! Egy olyan új kiadványt szeretnénk az ESAB részéről a felhasználók rendelkezésére bocsátani, amely
BEST SELLER HEGESZTŐANYAGOK www.esab.hu Első kiadás 2007 november 100 ÉV TAPASZTALATA Kedves Felhasználó! Egy olyan új kiadványt szeretnénk az ESAB részéről a felhasználók rendelkezésére bocsátani, amely
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
* )& #* ) ; & > ( $! 1; * 1 #* 1 ( 1;!0 ) @
& #* ) ; & > ( $! 1; * 1 #* 1 ( 1;!0 ) @") ! ! " #$%&' &( ) * +#,-./0"$,/( 123-%.45,-4-,%67/7/84 &92 :9 ; 0* & 11;< =!#>!!( 1&#""1 & >()? ) 0 ; @ * )& #* ) ; & > ( $! 1; * 1 #* 1 ( 1;!0 ) @ * )&0 A#* ) 0A("
! ! " #$%&' &( ) * +#,-./0"$,/( 123-%.45,-4-,%67/7/84 &92 :9 ; 0* & 11;< =!#>!!( 1&#""1 & >()? ) 0 ; @ * )& #* ) ; & > ( $! 1; * 1 #* 1 ( 1;!0 ) @ * )&0 A#* ) 0A("
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
Fogyóelektródás hegesztő Hegesztő
 0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
Hegesztés 1. Általános elvek Kézi ívhegesztés. Dr. Horváth László
 Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
2/ Hegesztő Hegesztő Hegesztő-vágó gép kezelője Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
NEMZETGAZDASÁGI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
2. csoport A jelölés megfelel a vegyi összetételnek További négy alcsoport
 AZ MSZ EN ACÉLJELÖLÉSI RENDSZER FELÉPÍTÉSE Az acélminőségek jelölésére az MSZ EN 10027-ben kétféle jelölési mód van: Az acélminőségek rövid jele az MSZ EN 10027-1:2006 szerint Az acélminőségek szám jele
AZ MSZ EN ACÉLJELÖLÉSI RENDSZER FELÉPÍTÉSE Az acélminőségek jelölésére az MSZ EN 10027-ben kétféle jelölési mód van: Az acélminőségek rövid jele az MSZ EN 10027-1:2006 szerint Az acélminőségek szám jele
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Hegesztés és rokon eljárások. Dr. Kovács Mihály docens nemzetközi hegesztőmérnök
 Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Huzalelektródás védőgázos ívhegesztés (13)
") ANYAGISMERET Huzalelektródás védőgázos ívhegesztés (13) A 13-as eljáráscsoportba tartozó huzalelektródás védőgázos ívhegesztéskor a folyamatosan dobról, vagy hordóból előtolt huzal és a munkadarab között
ANYAGISMERET Huzalelektródás védőgázos ívhegesztés (13) A 13-as eljáráscsoportba tartozó huzalelektródás védőgázos ívhegesztéskor a folyamatosan dobról, vagy hordóból előtolt huzal és a munkadarab között
FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS
 Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS
 TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS FOGYÓELEKTRÓDÁS, VÉDŐGÁZAS ÍVHEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS FOGYÓELEKTRÓDÁS, VÉDŐGÁZAS ÍVHEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési
Háromszoros megtakarítás. Hogyan takaríthatunk meg hegesztési idôt, utómunkát és költséget a Messer háromkomponensû
 Háromszoros megtakarítás Hogyan takaríthatunk meg hegesztési idôt, utómunkát és költséget a Messer háromkomponensû védôgázaival? A korszerû anyagok korszerû védôgázokat igényelnek A fémiparban a gyártási
Háromszoros megtakarítás Hogyan takaríthatunk meg hegesztési idôt, utómunkát és költséget a Messer háromkomponensû védôgázaival? A korszerû anyagok korszerû védôgázokat igényelnek A fémiparban a gyártási
MMAW. Folyáshatár Szakítószilárdság Nyúlás. Ütõmunka (KV) Jóváhagyások
 Jóváhagyások") OK 46.16 Rutilos Vékony és középvastag lemezek hegesztéséhez javasolt rutilos bevonatú hegesztőelektróda. Minden pozícióban jól alkalmazható. Nagyon jó ívgyújtási és ív újragyújtási tulajdonságok. Az OK
OK 46.16 Rutilos Vékony és középvastag lemezek hegesztéséhez javasolt rutilos bevonatú hegesztőelektróda. Minden pozícióban jól alkalmazható. Nagyon jó ívgyújtási és ív újragyújtási tulajdonságok. Az OK
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Hegesztési eljárások. Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések
 Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
Hegesztő Hegesztő
 020-0 Hegesztő feladatok 0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről
020-0 Hegesztő feladatok 0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről
2/ Bevontelektródás kézi ívhegesztő Hegesztő Hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
Kötési eljárások csoportosítása
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
Bevontelektródás kézi ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA.
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Gépészeti alapozó feladatok Elérhető
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Gépészeti alapozó feladatok Elérhető
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Nagy Ferenc
 f DAIHEN Corporation profil és üzletágak Üzletágak éves forgalma OTC vállalati profil (2013, március) Név DAIHEN Corporation Alapítva 1919 december Tőke Forgalom Alkalmazottak száma 10.596 millió Japán
f DAIHEN Corporation profil és üzletágak Üzletágak éves forgalma OTC vállalati profil (2013, március) Név DAIHEN Corporation Alapítva 1919 december Tőke Forgalom Alkalmazottak száma 10.596 millió Japán
Wave Form Controlled Technology. GMAW impulzus Power Mode Rapid Arc STT
 Wave Form Controlled Technology GMAW impulzus Power Mode Rapid Arc STT tartalom 1. Bevezetés 2. Az STT folyamat a) Alapáram b) Kezdeti rövidzárlat c) Pinch- áram d) A második áramesés e) Csúcsáram f) Áramlefutás
Wave Form Controlled Technology GMAW impulzus Power Mode Rapid Arc STT tartalom 1. Bevezetés 2. Az STT folyamat a) Alapáram b) Kezdeti rövidzárlat c) Pinch- áram d) A második áramesés e) Csúcsáram f) Áramlefutás
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Expert Guide. Böhler Welding Nr.1 varratnélküli porbeles huzalok. voestalpine Böhler Welding
 Expert Guide Böhler Welding Nr.1 varratnélküli porbeles huzalok voestalpine Böhler Welding www.voestalpine.com/welding EN és AWS hegesztési pozíciók / tompa- és sarokvarratok PA/1G PA/1F PB/2F PC/2G PD/4F
Expert Guide Böhler Welding Nr.1 varratnélküli porbeles huzalok voestalpine Böhler Welding www.voestalpine.com/welding EN és AWS hegesztési pozíciók / tompa- és sarokvarratok PA/1G PA/1F PB/2F PC/2G PD/4F
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok
 feladatok") Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Hegesztőeljárások. Dr. Németh György főiskolai docens. Hegesztőeljárások energiaforrás szerint. A hegesztőeljárás. aluminotermikus.
 Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Átlapolt horganyzott lemezek MIG/MAG hegesztése
 Átlapolt horganyzott lemezek MIG/MAG hegesztése Az ívhegesztés forrása számos a környezetre káros hatást okoz (UV sugárzás, zaj, füst, fröcskölés ), A horganyzással történı korrózió elleni védelem az autóiparban
Átlapolt horganyzott lemezek MIG/MAG hegesztése Az ívhegesztés forrása számos a környezetre káros hatást okoz (UV sugárzás, zaj, füst, fröcskölés ), A horganyzással történı korrózió elleni védelem az autóiparban
5.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
OK AristoRod - Nem csak a hegesztők, a robotok is szeretik.
 OK AristoRod - Nem csak a hegesztők, a robotok is szeretik. Rézbevonat nélküli MAG-huzal család kiváló hegesztési tulajdonságokkal STRENGTH THROUGH COOPERATION ESAB OK AristoRod különleges felületi tulajdonságokkal
OK AristoRod - Nem csak a hegesztők, a robotok is szeretik. Rézbevonat nélküli MAG-huzal család kiváló hegesztési tulajdonságokkal STRENGTH THROUGH COOPERATION ESAB OK AristoRod különleges felületi tulajdonságokkal
Hegesztó anyagok Raktári program
 Hegesztó anyagok Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Hetedik kiadás 2006. április Ötvözetlen és alacsony ötvözésú lemeztermékek Beton Szerszám Melegen hengerelt rúd Tartóprofilok Könnyú
Hegesztó anyagok Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Hetedik kiadás 2006. április Ötvözetlen és alacsony ötvözésú lemeztermékek Beton Szerszám Melegen hengerelt rúd Tartóprofilok Könnyú
31 521 11 0100 31 03 Fogyóelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
31 521 11 0000 00 00 Hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
Volframelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS
 TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS VOLFRÁMELEKTRÓDÁS, SEMLEGES VÉDŐGÁZAS ÍVHEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal:
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS VOLFRÁMELEKTRÓDÁS, SEMLEGES VÉDŐGÁZAS ÍVHEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal:
www.hegpont.hu MAG orbitális hegesztés porbeles huzallal gazdaságosan gyártott hegesztett kötések a legjobb minőségben
 MAG orbitális hegesztés porbeles huzallal gazdaságosan gyártott hegesztett kötések a legjobb minőségben írta: fordította: Dr.-Ing. E. Engindeniz Pásztor Csaba (Hegpont Kft) 1. Bevezetés Az orbitális hegesztés
MAG orbitális hegesztés porbeles huzallal gazdaságosan gyártott hegesztett kötések a legjobb minőségben írta: fordította: Dr.-Ing. E. Engindeniz Pásztor Csaba (Hegpont Kft) 1. Bevezetés Az orbitális hegesztés
VASTAGLEMEZEK HEGESZTÉSE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
BEST SELLER HEGESZTŐANYAGOK. Első kiadás 2007 november
 BEST SELLER HEGESZTŐANYAGOK www.esab.hu Első kiadás 2007 november ESAB Kft. 100 ÉV TAPASZTALATA Kedves Felhasználó! Egy olyan új kiadványt szeretnénk az ESAB részéről a felhasználók rendelkezésére bocsátani,
BEST SELLER HEGESZTŐANYAGOK www.esab.hu Első kiadás 2007 november ESAB Kft. 100 ÉV TAPASZTALATA Kedves Felhasználó! Egy olyan új kiadványt szeretnénk az ESAB részéről a felhasználók rendelkezésére bocsátani,
VÉDÕGÁZOK, GÁZKEVERÉKEK KORRÓZIÓÁLLÓ ACÉLSZERKEZET GYÁRTÁSHOZ (2. rész)
") Dr. Mohácsi Gábor, Gyura László Linde Gáz Magyarország Zrt. VÉDÕGÁZOK, GÁZKEVERÉKEK KORRÓZIÓÁLLÓ ACÉLSZERKEZET GYÁRTÁSHOZ (2. rész) Az elõzõ számban megjelent cikk elsõ része a szerkezeti acélok ívhegesztésénél
Dr. Mohácsi Gábor, Gyura László Linde Gáz Magyarország Zrt. VÉDÕGÁZOK, GÁZKEVERÉKEK KORRÓZIÓÁLLÓ ACÉLSZERKEZET GYÁRTÁSHOZ (2. rész) Az elõzõ számban megjelent cikk elsõ része a szerkezeti acélok ívhegesztésénél
Volframelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
2/ Hegesztő Hegesztő Fogyóelektródás védőgázas ívhegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
MUNKAANYAG. Vincze István. Ívhegesztő elektródák. A követelménymodul megnevezése: Hegesztő feladatok
 Vincze István Ívhegesztő elektródák A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30 ÍVHEGESZTŐ ELEKTRÓDÁK
Vincze István Ívhegesztő elektródák A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30 ÍVHEGESZTŐ ELEKTRÓDÁK
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS
 TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS KÉZI ÍVHEGESZTÉS BEVONT ELEKTRÓDÁVAL A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS KÉZI ÍVHEGESZTÉS BEVONT ELEKTRÓDÁVAL A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési
MUNKAANYAG. Dezamics Zoltán. Inert védőgázos ívhegesztések alkalmazása karosszériajavításoknál. A követelménymodul megnevezése:
 Dezamics Zoltán Inert védőgázos ívhegesztések alkalmazása karosszériajavításoknál A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító
Dezamics Zoltán Inert védőgázos ívhegesztések alkalmazása karosszériajavításoknál A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító
Plazmavágógépek 400V LPH 35, 50, 80, 120
 Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében
 Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
ESAB Kft. ELEKTRÓDÁK ÖTVÖZETLEN ACÉLOK HEGESZTÉSÉHEZ
 ELEKTRÓDÁK ÖTVÖZETLEN ACÉLOK HEGESZTÉSÉHEZ OK 43.32 Könnyen hegeszthető rutilos bevonatú elektróda vízszintes pozícióhoz. A hígan folyós hegesztési ömledék tetszetős varratfelszínt eredményez mind tompa-,
ELEKTRÓDÁK ÖTVÖZETLEN ACÉLOK HEGESZTÉSÉHEZ OK 43.32 Könnyen hegeszthető rutilos bevonatú elektróda vízszintes pozícióhoz. A hígan folyós hegesztési ömledék tetszetős varratfelszínt eredményez mind tompa-,
Hegesztési védôgázok. A szakértelem összeköt
 Hegesztési védôgázok A szakértelem összeköt Tartalom Védôgázok kiválasztása 3 Hegesztési védôgáz komponenseinek tulajdonságai 3 Hegesztési védôgázok felhasználási eljárásai 4 Hegesztési védôgázok csoportosítása
Hegesztési védôgázok A szakértelem összeköt Tartalom Védôgázok kiválasztása 3 Hegesztési védôgáz komponenseinek tulajdonságai 3 Hegesztési védôgázok felhasználási eljárásai 4 Hegesztési védôgázok csoportosítása
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
HEGESZTŐROBOT-ÁLLOMÁSOK A TERMELÉKENYSÉG NÖVELÉSÉRE
 Gerd-Volker Klaas Cloos Schweisstechnik GmbH, Haiger, Németország HEGESZTŐROBOT-ÁLLOMÁSOK A TERMELÉKENYSÉG NÖVELÉSÉRE A robotos hegesztési alkalmazások egyre nagyobb sze repet kapnak a termelékenység növelésében.
Gerd-Volker Klaas Cloos Schweisstechnik GmbH, Haiger, Németország HEGESZTŐROBOT-ÁLLOMÁSOK A TERMELÉKENYSÉG NÖVELÉSÉRE A robotos hegesztési alkalmazások egyre nagyobb sze repet kapnak a termelékenység növelésében.
Bevontelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
MUNKAANYAG. Ujszászi Antal. Fémek hegeszthetősége fogyóelektródás védőgázas ívhegesztéssel. A követelménymodul megnevezése: Hegesztő feladatok
 Ujszászi Antal Fémek hegeszthetősége fogyóelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Ujszászi Antal Fémek hegeszthetősége fogyóelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
KERÁMIA GYÖKVÉD ALÁTÉTEK e-katalógus. ESAB Market Communications BA/November/2004
 ERI GYÖVÉD TÉTE e-katalógus EB arket Communications B/November/2004 Ismertet eresés likk a szövegre a kívánt katalógusrész kiválasztásához F felhasználás a hajó- és hídépít iparban, a nyomástartóedények
ERI GYÖVÉD TÉTE e-katalógus EB arket Communications B/November/2004 Ismertet eresés likk a szövegre a kívánt katalógusrész kiválasztásához F felhasználás a hajó- és hídépít iparban, a nyomástartóedények
Fémek hegeszthetősége fogyóelektródás védőgázas ívhegesztéssel
 Újszászi Antal Fémek hegeszthetősége fogyóelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Újszászi Antal Fémek hegeszthetősége fogyóelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Duplex acélok hegesztett kötéseinek szövetszerkezeti vizsgálata
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Duplex acélok hegesztett kötéseinek szövetszerkezeti vizsgálata Balázs János (a), Nagy Hinst Adrián (b), Dobránszky János (c) a) BME Gépészmérnöki
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Duplex acélok hegesztett kötéseinek szövetszerkezeti vizsgálata Balázs János (a), Nagy Hinst Adrián (b), Dobránszky János (c) a) BME Gépészmérnöki
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és a 29/2016 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és a 29/2016 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és a 29/2016 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 03
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és a 29/2016 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 03
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A teljesen digitális hegesztôgépek elsô CAD* rajza * gyermekkel segített tervezés
 www.reklamebuero.at Michael Zauner, szoftverfejlesztô, Philipp fiával A teljesen digitális hegesztôgépek elsô CAD* rajza * gyermekkel segített tervezés Aki a fejlesztésben is piacvezetô akar maradni, folyamatosan
www.reklamebuero.at Michael Zauner, szoftverfejlesztô, Philipp fiával A teljesen digitális hegesztôgépek elsô CAD* rajza * gyermekkel segített tervezés Aki a fejlesztésben is piacvezetô akar maradni, folyamatosan
FOGYÓELEKTRÓDÁS CO ÍVHEGESZTŐK
 FOGYÓELEKTRÓDÁS CO ÍVHEGESZTŐK 2012 A TRANSZFORMÁTOROS ÉS INVERTERES, MULTIFUNKCIÓS, SZINERGIKUS VEZÉRLÉSŰ ÉS KAROSSZÉRIÁS GÉPEK, TARTOZÉKOK SMARTMIG142 SMARTMIG2 MIG190 N PEARL 1804 XL PEARL 1802 MIG250
FOGYÓELEKTRÓDÁS CO ÍVHEGESZTŐK 2012 A TRANSZFORMÁTOROS ÉS INVERTERES, MULTIFUNKCIÓS, SZINERGIKUS VEZÉRLÉSŰ ÉS KAROSSZÉRIÁS GÉPEK, TARTOZÉKOK SMARTMIG142 SMARTMIG2 MIG190 N PEARL 1804 XL PEARL 1802 MIG250
Best Seller Hegesztőanyagok
 Best Seller Hegesztőanyagok 2016-os kiadás Kedves Felhasználó! Egy olyan kiadványt szeretnénk az ESAB részéről a felhasználók rendelkezésére bocsátani, amely megkönnyíti a mindennapi munkát, gyors és
Best Seller Hegesztőanyagok 2016-os kiadás Kedves Felhasználó! Egy olyan kiadványt szeretnénk az ESAB részéről a felhasználók rendelkezésére bocsátani, amely megkönnyíti a mindennapi munkát, gyors és
C H W E I S S Z U S Ä TZE SHEGESZTŐANYA D R A HTZ U G STE I N. wire & welding
 SHEGESZTŐANYA C H W E I S S Z U S Ä TZE G OUND K HILFSSTOFFE D R A HTZ U G STE I N wire & welding STEIN-MEGAFIL Porbeles huzalok MAG hegesztéshez STEIN- MEGAFIL EN ISO 17632 EN ISO AWS Rp 0,2 R eh R m
SHEGESZTŐANYA C H W E I S S Z U S Ä TZE G OUND K HILFSSTOFFE D R A HTZ U G STE I N wire & welding STEIN-MEGAFIL Porbeles huzalok MAG hegesztéshez STEIN- MEGAFIL EN ISO 17632 EN ISO AWS Rp 0,2 R eh R m
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
1. A védőgázas fogyóelektródás ívhegesztés
 Dr. Komócsin Mihály (ME) A védőgázas fogyóelektródás ívhegesztés fejlesztése és az anyagátvitel 1. A védőgázas fogyóelektródás ívhegesztés elterjedése 17% 3% 8% 32% A védőgázas fogyóelektródás ívhegesztés
Dr. Komócsin Mihály (ME) A védőgázas fogyóelektródás ívhegesztés fejlesztése és az anyagátvitel 1. A védőgázas fogyóelektródás ívhegesztés elterjedése 17% 3% 8% 32% A védőgázas fogyóelektródás ívhegesztés
ÖMLESZTŐ HEGESZTÉS tantárgy követelményei a 2018/2019. tanév I. félévében
 tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
31 521 11 0100 31 04 Gázhegesztő Hegesztő 31 521 11 0000 00 00 Hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Hegesztés 1. Bevezetés. Hegesztés elméleti alapjai
 Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
QINEO QinTron 400, 500, 600. Hegesztés egyszerűen. Weld your way. www.cloos.hu
 QINEO QinTron 400, 500, 600 Hegesztés egyszerűen. Weld your way. www.cloos.hu QinTron egyszerűen csak a Strapabíró. Dolgozzon bel- vagy kültéren, a QinTron hegesztőgép rögtön kitűnik kimagasló minőségével.
QINEO QinTron 400, 500, 600 Hegesztés egyszerűen. Weld your way. www.cloos.hu QinTron egyszerűen csak a Strapabíró. Dolgozzon bel- vagy kültéren, a QinTron hegesztőgép rögtön kitűnik kimagasló minőségével.
Cloos eljárásváltozatok
 Cloos eljárásváltozatok A Cloos, a már jól bevált, és az újító jellegű hegesztési eljárásváltozatok széles tartományával megoldásokat kínál a hatékonyság és termelékenység növelésére. A már bevált MIG/MAG
Cloos eljárásváltozatok A Cloos, a már jól bevált, és az újító jellegű hegesztési eljárásváltozatok széles tartományával megoldásokat kínál a hatékonyság és termelékenység növelésére. A már bevált MIG/MAG
MicroMIG alacsony hőbevitelű eljárás robothegesztéshez
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. MicroMIG alacsony hőbevitelű eljárás robothegesztéshez Barabás Péter*, Klein, Markus**, Nagy Ferenc* *REHM Kft., **SKS Welding Systems
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. MicroMIG alacsony hőbevitelű eljárás robothegesztéshez Barabás Péter*, Klein, Markus**, Nagy Ferenc* *REHM Kft., **SKS Welding Systems
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 03 Fogyóelektródás védőgázas ívhegesztő Modul: 11455-12 Fogyóelektródás védőgázas
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 03 Fogyóelektródás védőgázas ívhegesztő Modul: 11455-12 Fogyóelektródás védőgázas
Nagysebességű Speed-Puls hegesztés
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Nagysebességű Speed-Puls hegesztés Paszternák László Qualiweld Welding & Trade Kft.; 8800 Nagykanizsa, Szemere utca 3. info@qualiweld.hu
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Nagysebességű Speed-Puls hegesztés Paszternák László Qualiweld Welding & Trade Kft.; 8800 Nagykanizsa, Szemere utca 3. info@qualiweld.hu
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
MIG/MAG hegesztőpisztolyok
 Az Ön márkakereskedője B.L.Metál Hungária Kft. MIG/MAG hegesztőpisztolyok OK 150A - 500A Kiváló minőségű réz nyakkal, a maximális hőelvezetés érdekében MIG/MAG CE/3C minősítéssel ellátva A nikkel bevonatos
Az Ön márkakereskedője B.L.Metál Hungária Kft. MIG/MAG hegesztőpisztolyok OK 150A - 500A Kiváló minőségű réz nyakkal, a maximális hőelvezetés érdekében MIG/MAG CE/3C minősítéssel ellátva A nikkel bevonatos
Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) ÉMI-TÜV Bayern Kft. TÜV SÜD Csoport
 ÉMI-TÜV Bayern Kft. TÜV SÜD Csoport") Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) MSZ EN 288-3: 1998 Hegesztési utasítás és hegesztéstechnológia jóváhagyása fémekre 3. rész: Technológiavizsgálatok acélok ívhegesztésére MSZ EN 15614-1: 2004
Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) MSZ EN 288-3: 1998 Hegesztési utasítás és hegesztéstechnológia jóváhagyása fémekre 3. rész: Technológiavizsgálatok acélok ívhegesztésére MSZ EN 15614-1: 2004