Műanyagfeldolgozó gépek és szerszámok
|
|
|
- Irma Barna
- 5 évvel ezelőtt
- Látták:
Átírás


1 Műanyagfeldolgozó gépek és szerszámok VIII. előadás Automatizálás, speciális fröccsöntési technikák Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék
2 Feldolgozási technológiák Hőre lágyuló Hőre nem lágyuló Feldolgozás ömledékállapotban Feldolgozás nagyrugalmas állapotban Kémiai reakciók és alakadás egy időben Kevésbé termelékeny Fúrás, esztergálás, forgácsolás, fűrészelés Extrúzió Fröccsöntés Extrúziós fúvás Kalanderezés Rotációs öntés Termoformázás Fröccsfúvás 2/51
3 Automatizálás Az emberi munkaerőhöz képest az automatizált termékeltávolítás jól meghatározható időtartamot jelent Legfontosabb előnyök: Minőségbiztosítás Rövidebb ciklusidő, gyors termékeltávolítás Jól kalkulálható termelési folyamat Pontosan dokumentálható gyártás Termék nem sérül, kevesebb selejt (nem esik le, nincs szennyeződés) Gyártóeszköz sérülésének esélye kisebb Rövidebb átállás gyakori szerszámcserénél 3/51



4 Automatizálás Robotok alkalmazása lineáris (karteziánus) és csuklós robotok Inzertek behelyezése Automatizált termékeltávolítás Szerelési feladatok Ellenőrzési funkció Mozgatható tömeg többnyire a robotkar végére szerelt egységeket IS jelenti: megfogó/átvevő fej + behelyezni kívánt betét/kivett termék + A és/vagy B tengelyek + kiegészítő egységek (pl. szelepblokk) Maximális tehermozgatási tömeg 4/51

 és egy forgó tengely Z tengely X tengely")
5 Lineáris robotok Egyszerű felépítés, nagy stabilitás, helyzetpontos, gyors Valamilyen mozgatási feladat ellátására: termék kiszedése a szerszámból Az automatizálási feladatok zongoracipelői A berendezés lineáris tengelyek mentén mozog Koordináta rendszerhez hasonlító kialakítás Többnyire fröccsöntési területen Alapkialakítás: 3 lineáris (X, Y, Z) és egy forgó tengely Z tengely X tengely Y tengely 5/51

6 Lineáris robotok felépítés Egyszerű építés, nagy stabilitás 1. Merev, bordázott acélgerenda: minimalizálja a robot vibrációját 2. A csapágyazás a főtengelyen közvetlen erőátvitelt tesz lehetővé egyszerű építés, nagy helyzetpontosság, jelentős sebesség 3. Lineáris vezetősínek: kialakításuk és teherbírásuk határozza meg az elérhető gyorsulás nagyságát (ciklusidő) 4. Profil: kellő merevséget biztosít a csavaró- és hajlító igénybevétellel szemben optimális erőátvitel a teherhordó tengelyről a kereszttengelyre 6/51
7 Lineáris robotok tengelyek Z tengely Leghosszabb, vízszintes tengely ( mm) Sebesség: 1,5-3,0 m/s Erőátvitel fogas szíjon keresztül Mozgás szervomotor segítségével A termék a fröccsgépen kívülre kerül X tengely Z-re merőleges, vízszintes Berakó és átvevő mozgás Hossza: mm Sebesség: 1,5-4,0 m/s Erőátvitel: fogaskerék, fogaslánc Meghajtás: pneumatikus vagy szervo Forgó tengely Y tengely Függőleges Eltávolító és lehelyező mozgás Hossza: mm Sebesség: 1,2-2,0 m/s Erőátvitel: fogas szíj Meghajtás pneumatikus vagy szervo Két Y-tengely is felszerelhető Lefordításhoz, lerakáshoz 0-90, erőátvitel: fogaskerék vagy fogasléc 7/51



8 Könyökkaros vagy csuklós robotok Többkomponensű fröccsöntésnél az előforma forgatása, mozgatása Olyan mozgások esetén, ahol fontos csuklósan mozgatni a robotkart Mozgás körív-pályán történik, emiatt nagyobb hely szükséges Egyszerre akár több gépet is kiszolgálhat Sokoldalú mozgás, akár utómunkára is 8/51



9 Könyökkaros vagy csuklós robotok 3 lineáris és 3 forgó tengely Lehet gépre szerelt: kisebb tömegek mozgatása Lehet gép mellé szerelt: nagyobb tömegek mozgatására +Gyors +Sokoldalú alkalmazhatóság +Termékeltávolítás és utómegmunkálás +Nagy precizitás +Több géphez is alkalmazható -Drága -Gép mellett elhelyezve nagy helyigény -Tengelyméret szűk tartományban változtatható Merev, fordulókaros +Gyors +Egyszerű, merev -Korlátozott mozgás -Csak átadásra alkalmas 9/51


10 Robotok Mobiltelefon burkolat Ovális szívókorongokkal Enguszeltávolító robotok 10/51


11 Robotok 11/51



12 Robotok 12/51



13 Ipar 4.0 A negyedik ipari forradalom Okos gyárak Mit jelent ez? Digitális gyártás, cyber-fizikai rendszerek és Big Data révén hatékonyabbá tenni a termelést 13/51
14 Ipar 4.0 Kiber-fizikai rendszerek informatikai, szoftvertechnológiai, valamint mechanikai- és elektronikai elemek egységbe kapcsolása Dolgok internete (Internet of Things IoT) egyedileg azonosítható fizikai objektumok összekapcsolása egy internethez hasonló struktúrában Big Data nagy mennyiségű, gyorsan változó és komplex adatok feldolgozása A cyber-fizikai rendszerek felügyelik a fizikai folyamatokat, létrehozzák azok virtuális másolatát, decentralizált döntéseket hoznak Az eszközök valós időben kommunikálnak egymással és a felhasználóval egyaránt 14/51
15 Ipar 4.0 Tervezési elvek Összekapcsolás gépek, eszközök, érzékelők és emberek képessége arra, hogy kapcsolatba lépnek és kommunikálnak egymással Információk átláthatósága a kezelők, felhasználók számára a megfelelő döntés meghozatalához szükséges információk biztosítása Technikai segítségnyújtás kettős feladata van: a rendszerek összegyűjtött és akár vizuális információkkal segítik a gyors döntéshozási folyamatot a kiber-fizikai rendszerek olyan feladatokat is végrehajtanak, amelyek a humán munkaerő számára fárasztó, kellemetlen vagy kevésbé biztonságos Decentralizált döntések a kiber-fizikai rendszerek képessége az önálló döntések meghozására, csak ellentmondás esetén kell fordulni magasabb szintekhez (ember) 15/51
 gyors kommunikációjának megbízhatósága")


16 Ipar 4.0 Kihívások IT biztonsági kérdések Machine-to-machine (M2M) gyors kommunikációjának megbízhatósága Termelési folyamatok integritásának fenntartása Know-how védelme Jelenleg készséghiányok vannak, amelyek nem segítik a folyamatok gyorsítását Vállalati IT részleg létszámcsökkenése Nem tisztázott jogi kérdések az adatbiztonságban Alacsony felsővezetői elkötelezettség Szabályozások, szabványok és tanúsítványok hiánya A munkavállalók szakképzettsége jelenleg még alacsony Bizalmatlanság a gépekkel szemben Kibertámadások Digitális analfabetizmus Szervezeti ellenállás A robotok elveszik a munkát 16/51

17 Ipar /51
18 Speciális fröccsöntési technikák Szálas anyagok fröccsöntés Hagyományos fröccsöntés Fröccsöntés prégeléssel Ömledéfelhordásos technológia Többkomponensű fröccsöntés Mag/héj szerkezet létrehozása Egymás mellé fröccsöntés Forgószerszámos fröccsöntés Indexlapos fröccsöntés Áthelyezéses fröccsöntés Mozgóbetétes fröccsöntés Intervallum fröccsöntés Márványozó fröccsöntés Fóliára, textilre fröccsöntés Végtelen fóliaszalagra fröccsöntés Kivágott fóliára fröccsöntés Textilre fröccsöntés Gáz- és víz-befúvásos fröccsöntés Habosított fröccsöntés Kémiai vagy fizikai adalékkal Elasztomerek, gumik, szilikon Fém és kerámiapor fröccsöntése Olvadóbetétes fröccsöntés Mikrofröccsöntés Tiszta tér fröccsöntés 18/51

19 Szálas anyagok fröccsöntése Társítóanyagok töltő- és erősítőanyagok, különbség? Erősítés feltételei: orientáció, szálhossz, adhézió Erősítőanyagok: üvegszál, szénszál, természetes szálak, másik polimerszál az adhézió fontos Szálak szilárdsága és merevsége általában nagyobb, mint a mátrixé Minimális szálhossz meghatározása: Kelly-Tyson Feldolgozás során a szálak tördelődnek!!! Kelly-Tyson: 19/51

 A szálak")

20 Szálas anyagok fröccsöntése Az elérhető maximális száltartalom (maximális töltési fok) korlátozott (laminálás, préselés) A szálak orientáltságát befolyásolja az ömledék áramlása és a szerszámkialakítás (összecsapási vonalak!) 20/51
21 Szálas anyagok fröccsöntése A végleges szálhosszúságot befolyásoló tényezők A szál merevsége Kiindulási hossz Torlónyomás nagysága (kisebb kevésbé töri) Plasztikálás sebessége (kisebb kevésbé töri) Ömledékhőmérséklet (magasabb hőmérsékleten kevésbé törik) Szerszámtervezés (szűk keresztmetszeteket kerülni kell) Megfelelő falvastagság (héj-mag szerkezet) Fröccsnyomás és utónyomás nagysága A félkész termék előélete (pl. extrúzió) 21/51


22 Szálas anyagok fröccsöntése A szálak a zsugorodást is befolyásolják Az orientációra merőlegesen a zsugorodás nő A szálak kisebb hőtágulási együtthatója is csökkenti a zsugorodást 22/51

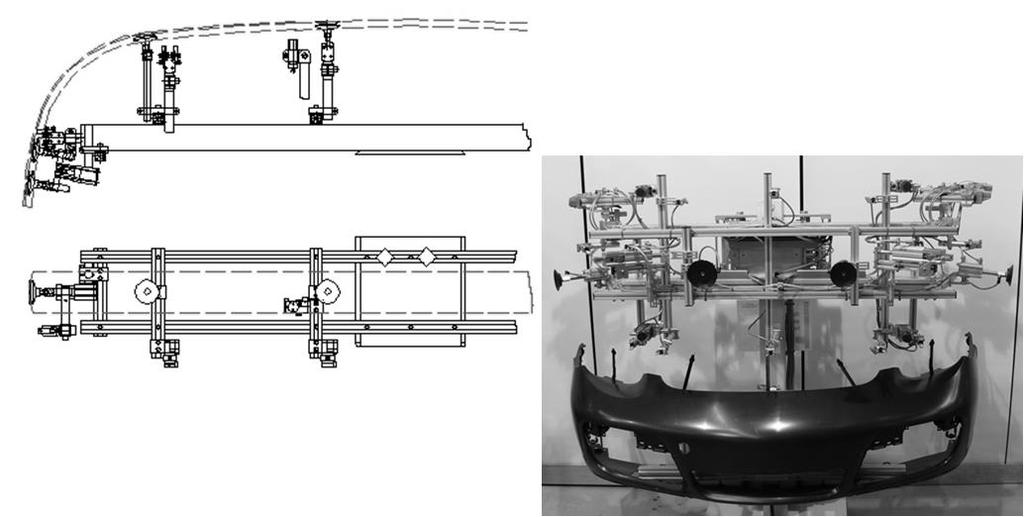
23 Szálas anyagok fröccsöntése Deposite Compression Molding (DCM) ömledékfelhordásos technika Függőleges elrendezésű záróegység, térben mozgó fröccsegység A mozgó fröccsegység egyenletesen teríti szét a szálakat tartalmazó ömledéket a szerszámon szerszám zárása Sajtolási művelet, rövid folyási utak, minimális száltördelődés 23/51


24 Szálas anyagok fröccsöntése Fröccsöntés prégeléssel Az ömledék a fröccsgépből egy kissé nyitott szerszámba érkezik a szerszám peremes kialakítású, így nem folyik ki az ömledék A teljes kitöltéshez szükséges anyag bejuttatása után a szerszám összezár sajtolási művelet Nyomás egyenletes lesz, utónyomás nincs Száltördelődés mértéke csökken Reprodukálhatóbb termék zsugorodás Akár térhálós gyanták esetén is jó megoldás 24/51

 Egymás mellé fröccsöntés Egymásba")

25 Többkomponensű fröccsöntés Cél: két- vagy több különböző típusú, különböző színű anyag egyesítése Annyi fröccsegységre van szükség, ahány féle anyagot szeretnénk fröccsönteni Elrendezések: V- pozíció, L- pozíció, W-pozíció, P-pozíció Összeerősítő fröccsöntés Egymásra fröccsöntés (forgó szerszámlap, indexlapos, áthelyezés) Egymás mellé fröccsöntés Egymásba fröccsöntés (szendvics, intervallum, márványozó) A szerszámtervezés bonyolódik Szabályozni kell az ömledék útját Mozgó alkatrészekre lehet szükség Előzetes szimulációk sokkal bonyolultabbak 25/51

26 Forgószerszámos fröccsöntés Legelterjedtebb technológia Hidraulikus motorral a mozgó szerszámfelfogó lapra elforgatható lapot szerelnek Első állomáson fröccsöntés után nyílik a szerszám, a lap elfordul, a magon maradt előforma egy nagyobb szerszámüregbe kerül, amelyet szerszámzárás után teljesen megtölt az ömledék 26/51


27 Forgószerszámos fröccsöntés Akár többrétegű termék is készíthető Ha a komponenseket külön fröccsöntik: először a legbelső réteg, szerszámot elforgatni, második szerszámban második réteg, stb 27/51
28 Forgószerszámos fröccsöntés 28/51

29 Forgószerszámos fröccsöntés 29/51


30 Indexlapos fröccsöntés A két állomás közötti előforma áthelyezésénél csak egy közbülső szerszámlapot (indexlapot) kell megforgatni Az indexlap előre mozog a szerszámból, a második állomáson készült kész darabok ezáltal kilökődnek Az előforma az indexlapon marad és a lap elfordulásával a második üregbe kerül, ahol az ömledék majd kitölti Speciális eset: szereléses fröccsöntés Az alkotók közötti kötések a fröccsöntés során alakulnak ki Ezek az alkotók egymáson elmozdulni képesek Intenzív hűtés szükséges az első szerszámüregben a második állomásnál ne hegedjen össze a két komponens Az anyagpárok olvadáspontja és zsugorodása jelentősen térjen el, rosszul tapadjon 30/51

31 Indexlapos fröccsöntés 31/51
32 TANDEM fröccsöntés Két általános szerszám használható egyidejűleg Az alakadó üregek kitöltését egyetlen fröccsegység végzi Egy álló és egy mozgó szerszámfél, a két osztósík nyitása nem egyszerre történik A zárás-nyitást bajonettzár végzi: ezt a forgócsapot meghajtással, pneumatikával mozgatják Két eltérő adagmennyiség fröccsöntése fröccsöntőgép programozása külön feladatot igényel A hűtési idő alatt a másik szerszám kitölthető termelékenység nő 32/51
 Az előformát egy robot szállítja át a másik szerszámba (akár két fröccsöntőgép között vagy egyik szerszámüregből a másikba) Hátrány: szállító robot")
33 Áthelyezéses fröccsöntés Olyan esetekben, amikor: Nem áll rendelkezésre két fröccsegységes berendezés A termék geometriája miatt nem lehet indexlapon tartani az előgyártmányt (pl. csavarhúzó markolat) Az előformát egy robot szállítja át a másik szerszámba (akár két fröccsöntőgép között vagy egyik szerszámüregből a másikba) Hátrány: szállító robot 33/51





34 Egymás mellé fröccsöntés Előnyök: egy termék különböző funkciójú egységét egyszerre lehet gyártani (pl. gépjármű lámpák) Összeerősítő fröccsöntési típus Három különböző funkció Három külön elem 34/51

35 Mozgóbetétes fröccsöntés A második komponensnek kialakított teret eltolható betéttel zárják Az első komponens befröccsöntése és hűlése után a betétet nyitják, ekkor tölti ki a második komponens az üreg maradék részét A befröccsöntési lépések nem párhuzamosan, hanem időben eltolva valósulnak meg hosszabb ciklusidő A ciklus során a szerszámot nem kell nyitni Általános alkalmazás: lágy tömítőélek fröccsöntése a termékre 35/51



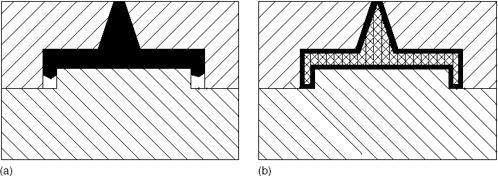
36 Egymásba fröccsöntés szendvics technika Kétcsatornád fúvóka kapcsolja össze a két különböző fröccsegységet Zárt fúvóka alkalmazása: a beállított program szerint engedi egyszer az egyik, máskor a másik ömledéket Az első anyag a hideg szerszámfalon megdermed, a második (a maganyagnak szánt anyag) ömledék tovább tolja előre az első anyagot így a héj teljesen körülveszi a magot Szerszámfalak Héj komponens Mag komponens Ömledékfront Megdermed ömledék 36/51
 3) Fröccsöntés befejezésével kis mennyiségű \"A\" anyaggal lepecsételjük a beömlő helyét.")
37 Egymásba fröccsöntés szendvics technika 1) A héjszerkezetnek szánt "A" anyag belövése a fúvókán keresztül a szerszámüregbe (a szerszámüreget nem töltjük ki teljesen) 2) Fröccsegység váltása, másik "B" anyag bejuttatása a fennmaradó részbe mag (a korábban bejuttatott anyag a falhoz szorul) 3) Fröccsöntés befejezésével kis mennyiségű "A" anyaggal lepecsételjük a beömlő helyét. (kialakul a mag/héj szerkezet) Hol alkalmazzák? Puha tapintású hely, keményebb mag Magban hő/elektromos vezető anyag Regranulátum mag Szállal erősített mag Habosított mag Színezett héj/natúr mag 37/51

, más")

38 Egymásba fröccsöntés intervallum technika A két vagy több különböző színű anyagot a fröccsegységek egymás után váltakozva juttatják be a szerszámüregbe A két meglövésnek nagyon közel kell lennie (időben), más esetben keverőfúvókát használhatnak A színhatásokat jól lehet reprodukálni Két műanyagömledék egymásba folyásával jön létre 38/51


 Ömledék/granulátum 4) Dugattyú menetes véggel (megakadályozza a műanyag")
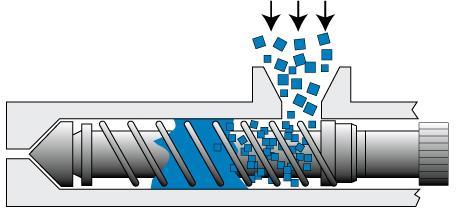
39 Egymásba fröccsöntés márványozó technika Csiga helyett dugattyút használnak Különböző színű, de azonos típusú műanyagok előre bekeverve, amelyek az előrehaladás során megömlenek A sima dugattyú miatt, csak kismértékű keveredés van Torpedó segíti a megömlést A színhatás nem reprodukálható, teljesen véletlenszerű 1) Fűtött henger 2) Torpedó a megömlesztés javítására 3) Ömledék/granulátum 4) Dugattyú menetes véggel (megakadályozza a műanyag visszaáramlását) 39/51


40 Egymásba fröccsöntés Márványozó Szendvics Intervallum 40/51
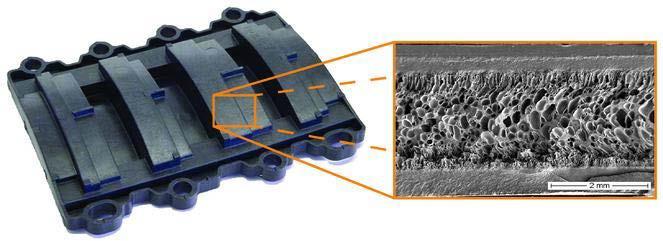
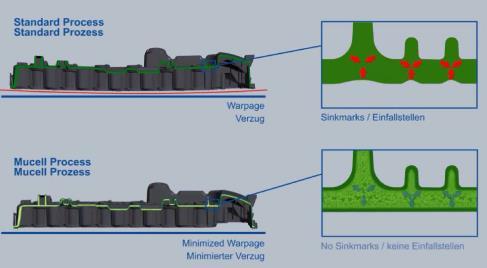
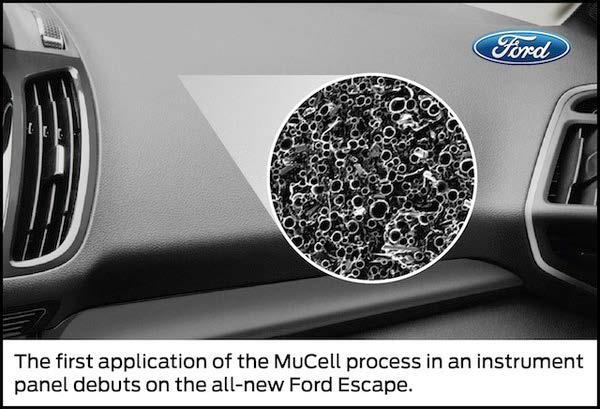
41 Habosított fröccsöntés Cellaszerkezet létrehozás kémiai vagy fizikai habosítással PP, HDPE, PS, PC, PA, PET Fizikai habosítás Ömledékbe beoldódó inert gáz segítségével Zárt fúvóka A gáz szuperkritikus állapotban beoldódás Nyomás csökken a hűlés során cellák megjelennek (növekedés függ nyomástól, hőmérséklettől) A nyomás megszűnése után teljes keresztmetszetben eloszlatott zártcellás habszerkezet jön létre Utónyomás szerepét átveszi a belső gáznyomás MuCell szabadalom Kémiai habosítás Magasabb hőmérsékleten bomlik Bomlás közben gázképződés Integrálhabok Tömör külső felület, befelé zártcellás, cellák egyre nagyobbak A felszabaduló gáz nem expandálhat (nagy torlónyomás vagy zárt fúvóka) Nagy sebességű befröccsöntés Csak részleges szerszámkitöltés (a habosodás fogja teljesen kitölteni) Nem szükséges utónyomás 4 mm-nél vastagabb termékek, sűrűség: 0,3-0,9 g/cm 3 41/51

42 Habosított fröccsöntés 42/51

43 Habosított fröccsöntés 43/51
 Beszívódásra, vetemedésre kisebb hajlam Ciklusidő csökken (hűtés gyorsabb) Kisebb")

44 Gáz- és vízbefúvásos fröccsöntés GIT (gas injection technique), WIT (water injection technique) A késztermék belsejében üreg hozható létre Vékonyabb falú termékek (anyagmegtakarítás) Beszívódásra, vetemedésre kisebb hajlam Ciklusidő csökken (hűtés gyorsabb) Kisebb záróerő szükséges Tömegcsökkentés, formaszabadság Szerszámüreg részleges kitöltése a bevezetett gáz fogja a falhoz nyomni az ömledéket Utónyomás ~ gáz nyomása: idejét úgy kell megválasztani, hogy a késztermék alaktartó legyen Technika hasonló, mint a szendvics technikánál 44/51




45 Gáz- és vízbefúvásos fröccsöntés Lehetséges megoldások: fröccsöntőgépi vagy szerszámfúvóka Kihívások Nehéz beállítás Falvastagság állítása nehéz Termék tömege ingadozik Költségigényes Legtöbb kialakítás szabadalommal védett 45/51




46 In Mold Labeling (IML) technika Dekorációs fóliák, rétegek csomagolótermékeken, játékokon Különleges felületet eredményez Kis fröccsnyomással és fröccssebességgel kell fröccsönteni (gyűrődés, szakadás, elmozdulás elkerülése) Ciklusidő hosszabb, a fólia jól szigetel, de nem olvadhat meg A fólia lehet azonos az ömledék anyagával vagy jobb hőállóságú Fóliával szembeni követelmények Nyomtathatóság Megfelelő hőállóság 46/51


47 In Mold Labeling 47/51
 Alsó réteg: ráncképződés ellen, ez a réteg tapad az ömledékkel 48/51")
48 In Mold Decoration Végtelen fóliaszalagra fröccsöntenek, előtte a fóliát feszítik, szerszámra vákuumozzák Fólia folyamatos adagolása Vákuum Fröccsöntés Fólia fűtése Textilre fröccsöntés Felső réteg: puha tapintású szálas szövet Középső réteg: hőszigetelő (PU, PET, PP habosítva) Alsó réteg: ráncképződés ellen, ez a réteg tapad az ömledékkel 48/51
, de nagyon kicsi adagút Szerszámban a nyomás függ az elosztócsatorna és a fészkek térfogatarányától A befröccsöntési idő tized másodperc Kisméretű tűszelepes fúvókákat alkalmaznak A hosszú")
49 Mikrofröccsöntés Nagy sorozatban képesek néhány mg tömegű terméket gyártani Rövid tartózkodási idő és kis nyírás kell homogén ömledék Nagyon kicsi szerszámnyitó erők Nagy fröccsnyomás (12 mm átmérőjű csiga), de nagyon kicsi adagút Szerszámban a nyomás függ az elosztócsatorna és a fészkek térfogatarányától A befröccsöntési idő tized másodperc Kisméretű tűszelepes fúvókákat alkalmaznak A hosszú folyási utak (elosztócsatornában, több fészeknél) miatt degradáció 49/51
50 Reaktív fröccsöntés (RIM) Két vagy több reaktív anyag nagy nyomáson történő összekeverése egy speciális keverő-fúvóka fejben Keverék szerszámba juttatása kis nyomáson Tipikusan poliuretánok feldolgozására Poliol+izocianát összekeverése alacsony hőmérsékleten Exoterm reakció Ciklusidő kb. 2 perc 50/51
51 Köszönöm a figyelmet! Bartos András bartos.andras@mail.bme.hu /51
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Fröccsöntés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
7. Fröccsöntés általános szempontok, folyamatok
 7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
9. Üreges testek gyártása
 9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08.
 Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
A tételhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: A központilag összeállított szóbeli feladat tartalmazza az alábbi témaköröket: Fröccsöntés technológiájának legfontosabb paraméterei Műanyagok megömlesztésének paraméterei
A vizsgafeladat ismertetése: A központilag összeállított szóbeli feladat tartalmazza az alábbi témaköröket: Fröccsöntés technológiájának legfontosabb paraméterei Műanyagok megömlesztésének paraméterei
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
8. Fröccsöntés szerszám, termék, tulajdonságok
 8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") 27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok V. előadás Fröccsöntés Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási technológiák
Műanyagfeldolgozó gépek és szerszámok V. előadás Fröccsöntés Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási technológiák
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Kalanderezés és extrúzió
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
T-M 2. Extrúzió és fröccsöntés
 T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
Fröccsöntés BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
Üreges testek gyártása
 1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
4. Hőtani kérdések; extrúzió
 4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
CDC 2000 Vezérlő 2.Működési módok Asian Plastic
 2.1 Rendszer teszt Menü 00 Bekapcsoláskor a 00 számú menü jelenik meg a képernyőn 3 mp időtartamig, amíg az elektromos rendszer teszteli önmagát. A menüben megjelenő információk gép specifikusak, változtatni
2.1 Rendszer teszt Menü 00 Bekapcsoláskor a 00 számú menü jelenik meg a képernyőn 3 mp időtartamig, amíg az elektromos rendszer teszteli önmagát. A menüben megjelenő információk gép specifikusak, változtatni
V. Moldex3D Szeminárium - econ Felhasználói Találkozó
 V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
CDC 2000 Vezérlő 7. Vezérlőelemek figyelése Asian Plastic
 7.1 Programsorok szerkesztése Menü 36 Ez a menü akkor használatos, ha a számítógép program figyelése vagy karbantartása szükségessé válik. Csakis képzett szakember változtathat a programon. Nem szakszerű
7.1 Programsorok szerkesztése Menü 36 Ez a menü akkor használatos, ha a számítógép program figyelése vagy karbantartása szükségessé válik. Csakis képzett szakember változtathat a programon. Nem szakszerű
Műanyagipari Kereskedelmi BT
 Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Cavity Eye, az intelligens szerszám. Dr. Szűcs András CTO
 Cavity Eye, az intelligens szerszám Dr. Szűcs András CTO 2016. 11. 08 1 Tartalom Bemutatkozás Cavity Eye technológia; Esettanulmányok; 2 Mi a Cavity Eye? Ahol a tervezés végződik és a sorozat gyártás kezdődik
Cavity Eye, az intelligens szerszám Dr. Szűcs András CTO 2016. 11. 08 1 Tartalom Bemutatkozás Cavity Eye technológia; Esettanulmányok; 2 Mi a Cavity Eye? Ahol a tervezés végződik és a sorozat gyártás kezdődik
Társított és összetett rendszerek
 Társított és összetett rendszerek Bevezetés Töltőanyagot tartalmazó polimerek tulajdonságok kölcsönhatások szerkezet Polimer keverékek elegyíthetőség összeférhetőség Többkomponensű rendszerek Mikromechanikai
Társított és összetett rendszerek Bevezetés Töltőanyagot tartalmazó polimerek tulajdonságok kölcsönhatások szerkezet Polimer keverékek elegyíthetőség összeférhetőség Többkomponensű rendszerek Mikromechanikai
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Kompozitok Dr. Tamás-Bényei Péter 2018. november 28. Bevezetés 2 / 36 Polimerek és kompozitjai iparágankénti megoszlása 2017-ben Magyarországon (1572
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Kompozitok Dr. Tamás-Bényei Péter 2018. november 28. Bevezetés 2 / 36 Polimerek és kompozitjai iparágankénti megoszlása 2017-ben Magyarországon (1572
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
7. Próbagyártás ASIAN PLASTIC
 7. Próbagyártás 7.1 Gyártás előtti ellenőrzési pontok Bármilyen ismert eltérést vagy hibát ki kell javítani a gép beindítása előtt. Sz. Ellenörző pontok Ellen- Megj. őrizve 1. Távolítsa el a rozsdagátló
7. Próbagyártás 7.1 Gyártás előtti ellenőrzési pontok Bármilyen ismert eltérést vagy hibát ki kell javítani a gép beindítása előtt. Sz. Ellenörző pontok Ellen- Megj. őrizve 1. Távolítsa el a rozsdagátló
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Intrúziós fröccsöntés hatása a termék tulajdonságaira Az intrúzió a fröccsöntés egy különleges módszere, amellyel a gép kapacitásánál nagyobb méretű termék fröccsöntését lehet megoldani.
MŰANYAGOK FELDOLGOZÁSA Intrúziós fröccsöntés hatása a termék tulajdonságaira Az intrúzió a fröccsöntés egy különleges módszere, amellyel a gép kapacitásánál nagyobb méretű termék fröccsöntését lehet megoldani.
CFS Hungária Kft
 CFS Hungária Kft. H-8000 Székesfehérvár, Kolozsvári u. 58. Telephely: H-8000 Székesfehérvár, Seregélyesi út 100. Tel: +36 22 508 076 / 078 / 079 Fax: +36 22 508 077 Web: www.cfsh.hu E-mail: cfsh@cfsh.hu
CFS Hungária Kft. H-8000 Székesfehérvár, Kolozsvári u. 58. Telephely: H-8000 Székesfehérvár, Seregélyesi út 100. Tel: +36 22 508 076 / 078 / 079 Fax: +36 22 508 077 Web: www.cfsh.hu E-mail: cfsh@cfsh.hu
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási
Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási
11. Hegesztés; egyéb műveletek
 11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS FRÖCCSÖNTŐ GÉP GIANT sorozat
 Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN
 Moldex3D I2 FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN Készítette: Polyvás Péter peter.polyvas@econengineering.com econengineering Kft. www.econengineering.com 2010.04.28. Moldex3D Vezető
Moldex3D I2 FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN Készítette: Polyvás Péter peter.polyvas@econengineering.com econengineering Kft. www.econengineering.com 2010.04.28. Moldex3D Vezető
Ipar 4.0: digitalizáció és logisztika. Prof. Dr. Illés Béla Miskolci Egyetem, GÉIK, Logisztikai Intézet Miskolc, április 19.
 Ipar 4.0: digitalizáció és logisztika Prof. Dr. Illés Béla Miskolci Egyetem, GÉIK, Logisztikai Intézet Miskolc, 2018. április 19. Az előadáson érintett témák Termelés és piaci hatások Új piaci színtér
Ipar 4.0: digitalizáció és logisztika Prof. Dr. Illés Béla Miskolci Egyetem, GÉIK, Logisztikai Intézet Miskolc, 2018. április 19. Az előadáson érintett témák Termelés és piaci hatások Új piaci színtér
tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk (egy lépésben) zárt szerszámban történő formaadással
 zárt szerszámban történő formaadással") Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Többfészkes fröccsszerszámok kiegyensúlyozási problémái A többfészkes fröccsöntő szerszámok fészkeihez vezető elosztócsatornákat nem elegendő geometriailag kiegyensúlyozni, és még
MŰANYAGOK FELDOLGOZÁSA Többfészkes fröccsszerszámok kiegyensúlyozási problémái A többfészkes fröccsöntő szerszámok fészkeihez vezető elosztócsatornákat nem elegendő geometriailag kiegyensúlyozni, és még
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Speciális fröccsöntési eljárások A fröccsöntésnél alkalmazott gázinjektálási technika továbbfejlesztésével nagyobb üreges részeket tartalmazó termékeket lehet gyártani, amelyek megőrzik
MŰANYAGOK FELDOLGOZÁSA Speciális fröccsöntési eljárások A fröccsöntésnél alkalmazott gázinjektálási technika továbbfejlesztésével nagyobb üreges részeket tartalmazó termékeket lehet gyártani, amelyek megőrzik
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Fröccsöntés BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
CDC 2000 Vezérlő 4. Fröccsegység beállítások Asian Plastic
 4.1 Befröccsöntés Menü 11 A képernyő tartalmát három részre oszthatjuk. A felső harmadban a befröccsöntés, a középső harmadban az utánnyomás, az alsó harmadban pedig egyéb beállításokat végezhetünk. Anyagpárna:
4.1 Befröccsöntés Menü 11 A képernyő tartalmát három részre oszthatjuk. A felső harmadban a befröccsöntés, a középső harmadban az utánnyomás, az alsó harmadban pedig egyéb beállításokat végezhetünk. Anyagpárna:
Corvus Aircraft Kft Tervezési, gyártási technológiák. Győr, 2008. április 16.
 Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
203 00 00 00 Szerkezettan
 1. oldal 1. 100870 203 00 00 00 Szerkezettan A faanyagokat környezeti hatások nem károsítják, nem igényelnek kezelést. 2. 100871 203 00 00 00 Szerkezettan A szálerõsítésû mûanyagok nagy szilárdságú szálakból
1. oldal 1. 100870 203 00 00 00 Szerkezettan A faanyagokat környezeti hatások nem károsítják, nem igényelnek kezelést. 2. 100871 203 00 00 00 Szerkezettan A szálerõsítésû mûanyagok nagy szilárdságú szálakból
Anyagválasztás Dr. Tábi Tamás
 Anyagválasztás Dr. Tábi Tamás 2018. Február 7. Mi a mérnök feladata? 2 Mit kell tudni a mérnöknek ahhoz, hogy az általa tervezett termék sikeres legyen? Világunk anyagai 3 Polimerek Elasztomerek Fémek,
Anyagválasztás Dr. Tábi Tamás 2018. Február 7. Mi a mérnök feladata? 2 Mit kell tudni a mérnöknek ahhoz, hogy az általa tervezett termék sikeres legyen? Világunk anyagai 3 Polimerek Elasztomerek Fémek,
Pneumatika az ipari alkalmazásokban
 Pneumatika az ipari alkalmazásokban Manipulátorok Balanszer technika Pneumatikus pozícionálás Anyagmozgatási és Logisztikai Rendszerek Tanszék Manipulátorok - Mechanikai struktúra vagy manipulátor, amely
Pneumatika az ipari alkalmazásokban Manipulátorok Balanszer technika Pneumatikus pozícionálás Anyagmozgatási és Logisztikai Rendszerek Tanszék Manipulátorok - Mechanikai struktúra vagy manipulátor, amely
Fröccsöntött alkatrészek végeselemes modellezése. Szőcs András. Budapest, 2010. IV. 29.
 Fröccsöntött alkatrészek végeselemes modellezése Szőcs András Budapest, 2010. IV. 29. 1 Tartalom Mőanyag- és Gumitechnológiai Szakcsoport bemutatása Méréstechnika Elızmények Szilárdságtani modellezés Termo-mechanikai
Fröccsöntött alkatrészek végeselemes modellezése Szőcs András Budapest, 2010. IV. 29. 1 Tartalom Mőanyag- és Gumitechnológiai Szakcsoport bemutatása Méréstechnika Elızmények Szilárdságtani modellezés Termo-mechanikai
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
IPARI ROBOTOK. Kinematikai strukturák, munkatértípusok. 2. előadás. Dr. Pintér József
 IPARI ROBOTOK, munkatértípusok 2. előadás Dr. Pintér József Az ipari robotok kinematikai felépítése igen sokféle lehet. A kinematikai felépítés alapvetően meghatározza munkaterének alakját, a mozgási sebességét,
IPARI ROBOTOK, munkatértípusok 2. előadás Dr. Pintér József Az ipari robotok kinematikai felépítése igen sokféle lehet. A kinematikai felépítés alapvetően meghatározza munkaterének alakját, a mozgási sebességét,
Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük.
 5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Speciális fröccsöntési eljárások A különböző alapanyagokból készített részeket tartalmazó üreges testeket korábban úgy állították elő fröccsöntéssel, hogy az egyes alkotóelemeket
MŰANYAGOK FELDOLGOZÁSA Speciális fröccsöntési eljárások A különböző alapanyagokból készített részeket tartalmazó üreges testeket korábban úgy állították elő fröccsöntéssel, hogy az egyes alkotóelemeket
2010.08.29. Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása. Kézi Gépesített Automatizált
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 11 - A szerelés automatizálása Dr.
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 11 - A szerelés automatizálása Dr.
Ipari robotok megfogó szerkezetei
 IPARI ROBOTOK Ipari robotok megfogó szerkezetei 6. előadás Dr. Pintér József Tananyag vázlata Ipari robotok megfogó szerkezetei 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó
IPARI ROBOTOK Ipari robotok megfogó szerkezetei 6. előadás Dr. Pintér József Tananyag vázlata Ipari robotok megfogó szerkezetei 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó
MŰANYAGOK FELDOLGOZÁSA, ADDITÍV TECHNOLÓGIÁK
 MŰANYAGOK FELDOLGOZÁSA, ADDITÍV TECHNOLÓGIÁK A polimer tulajdonságainak hatása a fröccsöntés eredményére Az elektronikai termékek miniatürizálását követniük kell a hőre lágyuló műanyagokból készülő fröccstermékeknek
MŰANYAGOK FELDOLGOZÁSA, ADDITÍV TECHNOLÓGIÁK A polimer tulajdonságainak hatása a fröccsöntés eredményére Az elektronikai termékek miniatürizálását követniük kell a hőre lágyuló műanyagokból készülő fröccstermékeknek
Tervezés katalógusokkal kisfeladat
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Számítógépes tervezés, méretezés és gyártás (BME KOJHM401) Tervezés katalógusokkal kisfeladat Járműelemek és Járműszerkezetanalízis Tanszék Ssz.:...... Név:.........................................
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Számítógépes tervezés, méretezés és gyártás (BME KOJHM401) Tervezés katalógusokkal kisfeladat Járműelemek és Járműszerkezetanalízis Tanszék Ssz.:...... Név:.........................................
ROBOTTECHNIKA. Kinematikai strukturák, munkatértípusok. 2. előadás. Dr. Pintér József
 ROBOTTECHNIKA 2. előadás Kinematikai strukturák, munkatértípusok Dr. Pintér József Kinematikai strukturák Az ipari robotok kinematikai felépítése igen sokféle lehet. A kinematikai felépítés alapvetően
ROBOTTECHNIKA 2. előadás Kinematikai strukturák, munkatértípusok Dr. Pintér József Kinematikai strukturák Az ipari robotok kinematikai felépítése igen sokféle lehet. A kinematikai felépítés alapvetően
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Kombinációk fröccsöntésre A többkomponenses fröccsöntés, vagyis amikor egy terméket többféle (esetenként csak többféle színű) műanyagból állítanak elő azok szerszámon belüli egymásra
MŰANYAGOK FELDOLGOZÁSA Kombinációk fröccsöntésre A többkomponenses fröccsöntés, vagyis amikor egy terméket többféle (esetenként csak többféle színű) műanyagból állítanak elő azok szerszámon belüli egymásra
Piri Dávid. Mérőállomás célkövető üzemmódjának pontossági vizsgálata
 Piri Dávid Mérőállomás célkövető üzemmódjának pontossági vizsgálata Feladat ismertetése Mozgásvizsgálat robot mérőállomásokkal Automatikus irányzás Célkövetés Pozíció folyamatos rögzítése Célkövető üzemmód
Piri Dávid Mérőállomás célkövető üzemmódjának pontossági vizsgálata Feladat ismertetése Mozgásvizsgálat robot mérőállomásokkal Automatikus irányzás Célkövetés Pozíció folyamatos rögzítése Célkövető üzemmód
Gázok. 5-7 Kinetikus gázelmélet 5-8 Reális gázok (limitációk) Fókusz Légzsák (Air-Bag Systems) kémiája
 Fókusz Légzsák (Air-Bag Systems) kémiája") Gázok 5-1 Gáznyomás 5-2 Egyszerű gáztörvények 5-3 Gáztörvények egyesítése: Tökéletes gáz egyenlet és általánosított gáz egyenlet 5-4 A tökéletes gáz egyenlet alkalmazása 5-5 Gáz halmazállapotú reakciók
Gázok 5-1 Gáznyomás 5-2 Egyszerű gáztörvények 5-3 Gáztörvények egyesítése: Tökéletes gáz egyenlet és általánosított gáz egyenlet 5-4 A tökéletes gáz egyenlet alkalmazása 5-5 Gáz halmazállapotú reakciók
9- Fordító és kitárazó egységek (a műhely méretei alapján lehetséges az illesztés)
") Formmaksan szegező sor A gép által elfogadott tűréshatár a raklap alkotóelemeinek méreteire vonatkozóan megegyezik az UNI/EURO által előírtakkal. Gyártási kapacitás: EUR/EPAL típusú raklapra vonatkozó
Formmaksan szegező sor A gép által elfogadott tűréshatár a raklap alkotóelemeinek méreteire vonatkozóan megegyezik az UNI/EURO által előírtakkal. Gyártási kapacitás: EUR/EPAL típusú raklapra vonatkozó
Nyílt szakmai nap az Alvin-Plastnál (2008. január 14-16)
") Nyílt szakmai nap az Alvin-Plastnál (2008. január 14-16) Ezúton szeretnénk meghívni a 2008. januárjában tartandó szakmai napunkra, ahol a vákuum technológiát ill. az új speciális termékeket fogjuk bemutatni
Nyílt szakmai nap az Alvin-Plastnál (2008. január 14-16) Ezúton szeretnénk meghívni a 2008. januárjában tartandó szakmai napunkra, ahol a vákuum technológiát ill. az új speciális termékeket fogjuk bemutatni
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Mőanyag alkatrész fröccsöntésének szimulációja ÓE-B09 alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Mőanyag alkatrész fröccsöntésének szimulációja ÓE-B09 alap közepes
z= V db / V mag z: átöblítési szám V db : munkadarab térfogata V mag : ömledékmag térfogata 10 mm vastagság felett kezdődik az önszigetelés
 MŰANYAG FELDOLGOZÓ GÉPEK ÉS SZERSZÁMOK Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 Szerszámok csoportosítása 2 1 Önszigetelt előkamrás szerszám z= V db / V mag z: átöblítési
MŰANYAG FELDOLGOZÓ GÉPEK ÉS SZERSZÁMOK Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 Szerszámok csoportosítása 2 1 Önszigetelt előkamrás szerszám z= V db / V mag z: átöblítési
RBX : 2 részes granulátum gyártó gép kemény műanyagokra
 RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Valódi újdonságok a fröccsöntésben Valódi újdonság a fröccsöntésben egy új eljárás, amelyet exjektálásnak neveztek el, és amelyben egyetlen fröccsöntő gépet alkalmazva kombinálják
MŰANYAGOK FELDOLGOZÁSA Valódi újdonságok a fröccsöntésben Valódi újdonság a fröccsöntésben egy új eljárás, amelyet exjektálásnak neveztek el, és amelyben egyetlen fröccsöntő gépet alkalmazva kombinálják
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Gyanta közvetítő öntés Fejlesztések és költséghatékonyság Balaton konferencia 2010. Andreas Doll, WOLFANGEL GmbH
 Gyanta közvetítő öntés Fejlesztések és költséghatékonyság Balaton konferencia 2010 Andreas Doll, WOLFANGEL GmbH Rólunk RTM WOLFANGEL iject touch Költség összevetés nyitott vs. zárt öntési rendszerek Rólunk
Gyanta közvetítő öntés Fejlesztések és költséghatékonyság Balaton konferencia 2010 Andreas Doll, WOLFANGEL GmbH Rólunk RTM WOLFANGEL iject touch Költség összevetés nyitott vs. zárt öntési rendszerek Rólunk
Innocity Kft. terméktervezés, szerszámtervezés öntészeti szimuláció készítés + 3 6 / 7 0 / 4 2 1 8-407. w w w. i n n o c i t y.
 terméktervezés, szerszámtervezés öntészeti szimuláció készítés I n n o c i t y K u t a t á s i é s I n n o v á c i ó s T a n á c s a d ó K f t 2 6 0 0 V á c, P e t ő f i S á n d o r u. 5 5 / A + 3 6 /
terméktervezés, szerszámtervezés öntészeti szimuláció készítés I n n o c i t y K u t a t á s i é s I n n o v á c i ó s T a n á c s a d ó K f t 2 6 0 0 V á c, P e t ő f i S á n d o r u. 5 5 / A + 3 6 /
Teljesen elektromos fröccsöntő gépek
 A MÛANYAGOK FELDOLGOZÁSA 2.2 Teljesen elektromos fröccsöntő gépek Tárgyszavak: műanyag-feldolgozás; fröccsöntés; teljesen villamos üzemű fröccsöntő gép; gépgyártók. A teljesen elektromos fröccsöntő gépekkel
A MÛANYAGOK FELDOLGOZÁSA 2.2 Teljesen elektromos fröccsöntő gépek Tárgyszavak: műanyag-feldolgozás; fröccsöntés; teljesen villamos üzemű fröccsöntő gép; gépgyártók. A teljesen elektromos fröccsöntő gépekkel
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Tanácsok jó minőségű fröccsdarabok gyártásához: fűtőzónák hőmérsékletének beállítása és a csonk elhelyezése A fröccsöntés, a többi feldolgozási folyamathoz hasonlóan komplex folyamat.
MŰANYAGOK FELDOLGOZÁSA Tanácsok jó minőségű fröccsdarabok gyártásához: fűtőzónák hőmérsékletének beállítása és a csonk elhelyezése A fröccsöntés, a többi feldolgozási folyamathoz hasonlóan komplex folyamat.
Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése. Tartalomjegyzék
 Lánchajtások Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése Tartalomjegyzék Meghatározás Olyan kényszerhajtás (alakzáró hajtás), ahol a teljesítményátvitel
Lánchajtások Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése Tartalomjegyzék Meghatározás Olyan kényszerhajtás (alakzáró hajtás), ahol a teljesítményátvitel
2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE
 2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor
 Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09.
 2009.11.09.") Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Szigetelőanyagok. Műanyagok; fajták és megmunkálás
 Szigetelőanyagok Műanyagok; fajták és megmunkálás Mi a műanyag? Minden rövidebb láncolatú (kis)molekulából mesterségesen előállított óriásmolekulájú anyagot így nevezünk. természetben nem fordul elő eleve
Szigetelőanyagok Műanyagok; fajták és megmunkálás Mi a műanyag? Minden rövidebb láncolatú (kis)molekulából mesterségesen előállított óriásmolekulájú anyagot így nevezünk. természetben nem fordul elő eleve
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I.
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I. Szerkezeti kialakítás Alvázas szerkezet, ahol az alváz és a felépítmény, ill. elkülönített utastér külön egységet képez. Önhordó kocsiszekrény,
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I. Szerkezeti kialakítás Alvázas szerkezet, ahol az alváz és a felépítmény, ill. elkülönített utastér külön egységet képez. Önhordó kocsiszekrény,
670 milliszekundumos csomagolási ciklusidő
 670 milliszekundumos csomagolási ciklusidő A nagy sebességű T portál és a Tripod nagy dinamikát nyújt kedvező ár/érték aránnyal A Festo nagy sebességű T portálja és a Tripod 30 százalékkal gyorsabb, mint
670 milliszekundumos csomagolási ciklusidő A nagy sebességű T portál és a Tripod nagy dinamikát nyújt kedvező ár/érték aránnyal A Festo nagy sebességű T portálja és a Tripod 30 százalékkal gyorsabb, mint
Forgácsolás technológia számítógépes tervezése I.
 Forgácsolás technológia számítógépes tervezése I. BAGFS15NNB Szerelési rendszer elemei Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása A szerelés automatizálása
Forgácsolás technológia számítógépes tervezése I. BAGFS15NNB Szerelési rendszer elemei Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása A szerelés automatizálása
Gázok. 5-7 Kinetikus gázelmélet 5-8 Reális gázok (korlátok) Fókusz: a légzsák (Air-Bag Systems) kémiája
 Fókusz: a légzsák (Air-Bag Systems) kémiája") Gázok 5-1 Gáznyomás 5-2 Egyszerű gáztörvények 5-3 Gáztörvények egyesítése: Tökéletes gázegyenlet és általánosított gázegyenlet 5-4 A tökéletes gázegyenlet alkalmazása 5-5 Gáz reakciók 5-6 Gázkeverékek
Gázok 5-1 Gáznyomás 5-2 Egyszerű gáztörvények 5-3 Gáztörvények egyesítése: Tökéletes gázegyenlet és általánosított gázegyenlet 5-4 A tökéletes gázegyenlet alkalmazása 5-5 Gáz reakciók 5-6 Gázkeverékek
Műanyagok tulajdonságai. Horák György 2011-03-17
 Műanyagok tulajdonságai Horák György 2011-03-17 Hőre lágyuló műanyagok: Lineáris vagy elágazott molekulákból álló anyagok. Üvegesedési (kristályosodási) hőmérséklet szobahőmérséklet felett Hőmérséklet
Műanyagok tulajdonságai Horák György 2011-03-17 Hőre lágyuló műanyagok: Lineáris vagy elágazott molekulákból álló anyagok. Üvegesedési (kristályosodási) hőmérséklet szobahőmérséklet felett Hőmérséklet
Anyagismeret. Polimerek feldolgozás-technológiái. Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék
 Polimer alapanyagok áttekintése 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék Polimerek feldolgozás-technológiái
Polimer alapanyagok áttekintése 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék Polimerek feldolgozás-technológiái
KTS SZERVO SOROZAT FRÖCCSÖNTŐGÉP
 KTS SZERVO SOROZAT FRÖCCSÖNTŐGÉP A Forstar KTS szervo fröccsöntőgép sorozat a hatékonyság, energiatakarékosság, pontosság és környezetvédelem szempontjait szem előtt tartva lett megtervezve. Ötvözi a hagyományos
KTS SZERVO SOROZAT FRÖCCSÖNTŐGÉP A Forstar KTS szervo fröccsöntőgép sorozat a hatékonyság, energiatakarékosság, pontosság és környezetvédelem szempontjait szem előtt tartva lett megtervezve. Ötvözi a hagyományos
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu MŰANYAG
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu MŰANYAG
Hosszú szénszállal ersített manyagkompozitok mechanikai tulajdonságainak vizsgálata
 Hosszú szénszállal ersített manyagkompozitok mechanikai tulajdonságainak vizsgálata Varga Csilla*, Miskolczi Norbert*, Bartha László*, Falussy Lajos** *Pannon Egyetem Vegyészmérnöki és Folyamatmérnöki
Hosszú szénszállal ersített manyagkompozitok mechanikai tulajdonságainak vizsgálata Varga Csilla*, Miskolczi Norbert*, Bartha László*, Falussy Lajos** *Pannon Egyetem Vegyészmérnöki és Folyamatmérnöki
Polimerek vizsgálatai
 SZÉCHENYI ISTVÁN EGYETEM ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI TANSZÉK Polimerek vizsgálatai DR Hargitai Hajnalka Rövid idejű mechanikai vizsgálat Szakítóvizsgálat Cél: elsősorban a gyártási körülmények megfelelőségének
SZÉCHENYI ISTVÁN EGYETEM ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI TANSZÉK Polimerek vizsgálatai DR Hargitai Hajnalka Rövid idejű mechanikai vizsgálat Szakítóvizsgálat Cél: elsősorban a gyártási körülmények megfelelőségének
PRÉSGÉPEK. Modellek száma. Kapacitás mm. Típus. Oldal
 Présszerszámok Mindig egyforma préserő jellemzi, ami mindig ugyanolyan megbízható, vízzáró illesztést biztosít. Kiváló konstrukció, mely a legjobb minőséget és tartósságot biztosítja - RIDGID élethosszig
Présszerszámok Mindig egyforma préserő jellemzi, ami mindig ugyanolyan megbízható, vízzáró illesztést biztosít. Kiváló konstrukció, mely a legjobb minőséget és tartósságot biztosítja - RIDGID élethosszig
Általános csőszerelési előkészítő és kiegészítő feladatok-ii.
 8 ) M u t a s s a b e a s z e r e l é s e l ő k é s z í t ő m u n k á i t a z a l á b - b i v á z l a t f e l h a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
8 ) M u t a s s a b e a s z e r e l é s e l ő k é s z í t ő m u n k á i t a z a l á b - b i v á z l a t f e l h a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
Polimer kompozitok alapanyagai, tulajdonságai, kompozitmechanikai alapok
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimer kompozitok alapanyagai, tulajdonságai, kompozitmechanikai alapok DR Hargitai Hajnalka 2011.10.19. Polimerek
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimer kompozitok alapanyagai, tulajdonságai, kompozitmechanikai alapok DR Hargitai Hajnalka 2011.10.19. Polimerek
Web: www.smtech.hu Rövid cégnév: Smtech Kft.
 Web: www.smtech.hu Rövid cégnév: Smtech Kft. E-mail: office@smtech.hu Tel: +36/30/325-3428 (Hederics Tamás Kereskedelmi Igazgató) Rólunk mondták: Eddig 3 gépet rendeltünk a Sheet Metál Technológia Kft-től.
Web: www.smtech.hu Rövid cégnév: Smtech Kft. E-mail: office@smtech.hu Tel: +36/30/325-3428 (Hederics Tamás Kereskedelmi Igazgató) Rólunk mondták: Eddig 3 gépet rendeltünk a Sheet Metál Technológia Kft-től.
A MÛANYAGOK ALKALMAZÁSA
 A MÛANYAGOK ALKALMAZÁSA 3.2 3.7 Különleges új poliamidok Tárgyszavak: átlátszóság; merevség; nagy modulus; üvegszálas erősítés; szemüvegkeret; napszemüveg; autóalkatrész. A hagyományos polimerek fejlesztése
A MÛANYAGOK ALKALMAZÁSA 3.2 3.7 Különleges új poliamidok Tárgyszavak: átlátszóság; merevség; nagy modulus; üvegszálas erősítés; szemüvegkeret; napszemüveg; autóalkatrész. A hagyományos polimerek fejlesztése
TÖMÍTÉSSZERELŐ- SZERSZÁMOK
 TÖMÍTÉSSZERELŐ- SZERSZÁMOK SZERSZÁMOK TÖMÍTÉS ELTÁVOLÍTÁSÁHOZ MENETES TÖMÍTÉS- SZERELŐ-SZERSZÁM A menetes tömítésszerelő szerszám forgótengely tömítések, horonygyűrűk és zárófedelek ki és beszereléséhez
TÖMÍTÉSSZERELŐ- SZERSZÁMOK SZERSZÁMOK TÖMÍTÉS ELTÁVOLÍTÁSÁHOZ MENETES TÖMÍTÉS- SZERELŐ-SZERSZÁM A menetes tömítésszerelő szerszám forgótengely tömítések, horonygyűrűk és zárófedelek ki és beszereléséhez
PurgeMax. Nagy teljesítményű, költséghatékony tisztítási megoldás
 Csökkenti a gépek állásidejét és az anyagveszteséget Javítja a termelékenységet és a kiesési arányt Csökkenti a költségeket Csiga és fröccshenger A csiga és a fröccshenger a fröccsöntéses műanyaggyártás
Csökkenti a gépek állásidejét és az anyagveszteséget Javítja a termelékenységet és a kiesési arányt Csökkenti a költségeket Csiga és fröccshenger A csiga és a fröccshenger a fröccsöntéses műanyaggyártás
3D bútorfrontok (előlapok) gyártása
 gyártása") 3D bútorfrontok (előlapok) gyártása 1 2 3 4 5 6 7 8 9 MDF lapok vágása Marás rakatolás Tisztítás Ragasztófelhordás 3D film laminálás Szegély eltávolítása Tisztítás Kész bútorfront Membránpréses kasírozás
3D bútorfrontok (előlapok) gyártása 1 2 3 4 5 6 7 8 9 MDF lapok vágása Marás rakatolás Tisztítás Ragasztófelhordás 3D film laminálás Szegély eltávolítása Tisztítás Kész bútorfront Membránpréses kasírozás
SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT. III. feladat Mezőgazdasági gépész. Feladat sorozatjele: Mg III.
 Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT az 56/2016. (VIII. 19.) FM rendelet alapján III. feladat Szakképesítés azonosító száma és megnevezése:
Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT az 56/2016. (VIII. 19.) FM rendelet alapján III. feladat Szakképesítés azonosító száma és megnevezése:
Az alapanyag kiválasztás rejtelmei. Grupama Aréna november 26.
 Az alapanyag kiválasztás rejtelmei Grupama Aréna 2015. november 26. Alapanyag kiválasztás Bevezetés: Miért éppen műanyag? A megfelelő polimert választjuk? A kiválasztási folyamat Ne felejtsd el...! Miért
Az alapanyag kiválasztás rejtelmei Grupama Aréna 2015. november 26. Alapanyag kiválasztás Bevezetés: Miért éppen műanyag? A megfelelő polimert választjuk? A kiválasztási folyamat Ne felejtsd el...! Miért
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből