tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk (egy lépésben) zárt szerszámban történő formaadással
|
|
|
- Győző Orbán
- 8 évvel ezelőtt
- Látták:
Átírás
1 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk (egy lépésben) zárt szerszámban történő formaadással nagy nyomású, kis viszkozitású polimerömledék gyors belövellésével szakaszos üzemmódban gyakorlatilag hulladékmentesen 1

2 Fröccs ccsöntő gép 3 Szerszám záró egység Anyag adagolás Szerszám felfogó Vezérlés Fröccsaggragát Fröccs ccsöntés feladat 4 2

3 Szerszám m részeir 5 Szerszám m felépítése 6 Vezetőcsapok Illesztő tárcsa Beömlő persely Álló szerszámfél felfogó lap Formalapok Tartólapok Hűtőcsövek Kidobólapok Távtartó oszlop Kidobócspok Mozgó szerszámfél felfogó lap 3

4 Balkonláda 7 Balkonláda 8 4

5 Balkonláda 9 Szerszámt mtípusok 10 Normál Letolólapos Tolattyús Ékbetétes Menetes Háromlapos 5

6 Szerszámtervez mtervezés s lépéseil 11 Fröccstermék: Méretek Anyag Rajz Anyagjellemzők meghatározása Szerszámtervez mtervezés s lépéseil 12 Fészkek osztósíkhoz viszonyított elhelyezkedése 6

7 Szerszámtervez mtervezés s lépéseil 13 Formaüreg alakja Mag alakja Szerszámtervez mtervezés s lépéseil 14 Fészekszám meghatározás a Fészkek elrendezése Formaüreg (egységbetét) méretek 7

8 Szerszámtervez mtervezés s lépéseil 15 Beömlő és elosztó rendszer (hideg, forró, fűtött) beömlő (geometria, persely) elosztócstorna (geometria) gát (!) Szerszámtervez mtervezés s lépéseil 16 Temperáló rendszer megválasztása csatorna elrendezés méretezés Formalap kiválasztás 8
 Szerszámtervez mtervezés s lépéseil 16 Temperáló rendszer")
9 Szerszámtervez mtervezés s lépéseil 17 Felfogólap méretek, furatok elhelyezése Központosító gyűrű (illesztő tárcsa) Szerszámtervez mtervezés s lépéseil 18 Rögzítések Formalap Felfogólap Beömlő persely Illesztő tárcsa Formaüreg Mag Fröccsoldal kész! k 9

10 Szerszámtervez mtervezés s lépéseil 19 Kidobási pontok meghatározása Kidobók meghatározása Szerszámtervez mtervezés s lépéseil 20 Mozgófél formalapjának meghatározása Vezetőpersely Vezetőoszlop 10

11 Szerszámtervez mtervezés s lépéseil 21 Kidobási útból a távtartó (betétléc) méretének meghatározása Felfogólap kiválasztása Szerszámtervez mtervezés s lépéseil 22 Kidobólapok megadása kialakítás, méretek, rögzítés Kidobó működtető elemei visszahúzó, visszatoló Szerszám végleges összeszerelése Fröccsszersz ccsszerszám m kész! k 11

12 HASCO Modulok 23 Polimer útja tja 24 Főbb részei a szerszámnak ( a polimer útja szerint ): beömlőcsatorna elosztó csatornák (több fészkesz szerszám esetén) gát Elosztó Beömlő Termék (4 db) Gát 12
 gát Elosztó Beömlő Termék (4")
13 Központosítás, s, illesztés 25 Vezetés 26 13
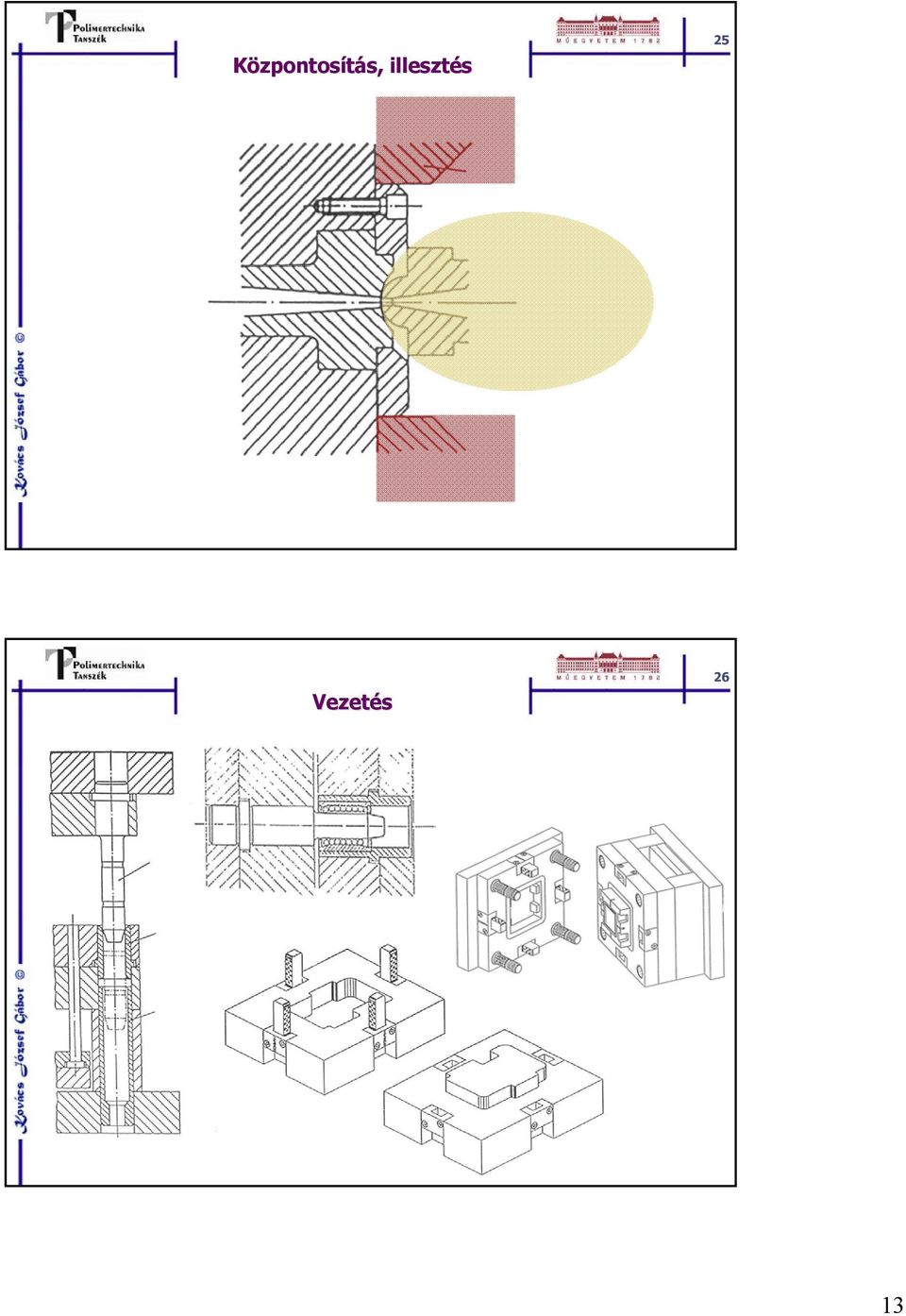
14 Illesztés 27 Beöml mlő és s persely 28 D co t max mm D s D n mm α 1º - 2º tan α = D co - D s / 2L 14

15 Beöml mlő és s persely 29 Beöml mlő normáli liák 30 Z25 illesztőszeg Z40 kidobócsap Z53 beömlő kihúzópersely K30 távtartó K20 szerszámlap K10 felfogólap Z121 hőszigetelő lap K100 központosító tárcsa Z512 beömlő persely Z51, Z511, Z512 különböző kúposságú beömlő persely 15

16 Elosztócstorn cstornák 31 Elosztócsatorn csatornák 32 Material Diameter [mm] Material Diameter [mm] ABS, SAN Polycarbonate Acrylic Polyethylene Butyrate Polyamide Fluorocarbon Polyphenylene oxide Impact acrylic Polypropylene Ionomers Polystyrene Nylon Polysulfone Polyallomer Polyurethane

17 Elosztóredszerek 33 Elosztóredszerek 34 Közelítő képlet (Ø 2,5..12 mm): DA = G 4 4 L DA=Anguszátmérő [mm] G=Termék tömege [g] L=Folyási út [mm] 17

18 Meglövés 35 Honnan kell meglőni? Egyenetlen áramlások 36 18

19 Melt flipper 37 Melt flipper 38 19

20 Melt flipper 39 Meglövés 40 20

21 Meglövés 41 Meglövés 42 21
22 Meglövés 43 Fröccs ccsöntés gát 44 fűtött cstorna esernyő legyező standard film küllő átlapolt beömlő gát gát direkt tömb beömlésű beömlő gát alagút gát tű beömlő 22
23 2 vagy 3 lapos szerszám 45 Háromlapos Kétlapos szerszám Fűtöttcsatornás szerszám 47 Belsőfűtésű fúvóka Külsőfűtésű fúvóka 23
24 Szerszámok levegőztet ztetése 48 Légzsákok keletkezhetnek Beégés történhet Megelőzhető Tervezéskor Szerszámkialakításnál Belövési pont kiválasztásánál (...kitöltési szimuláció!!!) Szerszámok levegőztet ztetése 49 24
25 Szerszámok levegőztet ztetése 50 Szerszámok hűtéseh 51 Miért kell hűteni? ciklusidő minimalizálás Hogyan kell hűteni? egyenletesen hatékonyan 25
26 Szerszámok hűtéseh 52 Egyenletlen hűtés következményei Egyenletlen zsugor Vetemedés (!!!) Vetemedés 53 26
27 Szerszámok hűtéseh 54 Lapos tárgyak t hűtéseh 55 27
28 Lapos tárgyak t hűtéseh 56 Magok hűtéseh 57 28
29 Magok hűtéseh 58 Magok hűtéseh 59 d 3mm d 5mm 29
30 Magok hűtéseh 60 Magok hűtéseh 61 30
31 Cserépszersz pszerszám 62 Cserépszersz pszerszám 63 31
32 Munkadarabok eltávol volítása 64 kidobás kidobó rendszerek kidobó csapok, hüvelyek kidobó persely pofás v. ékbetétes szerszám belső menetes alkatrészek kidobása külső, belső alámetszéses darabok kidobása Munkadarabok eltávol volítása 65 32
33 Munkadarabok eltávol volítása 66 Munkadarabok eltávol volítása 67 33
34 Munkadarabok eltávol volítása 68 Háromlapos szerszám 69 34
35 Háromlapos szerszám húzórudazattal 70 Háromlapos szerszám kilincsszerkezettel 71 35
36 Alámetszett termékek kidobása 72 Speciális kidobások 73 KICSAVARÁS 36
37 Összeomló mag 74 Összerogyó mag 75 37
38 Belső menet kicsavarás 76 Belső menet kicsavarás 77 38
39 Speciális kidobások 78 FERDECSAP Tolattyús s szerszám 79 39
40 Ferdecsapos szerszám 80 Ferdecsapos szerszám 81 40
41 Cserépszersz pszerszám 82 Cserépszersz pszerszám 83 41
42 Kétfokozatú kilökő 84 Kétfokozatú kilökő 85 42
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Fröccsöntő-szerszám tervezés. Kovács József Gábor
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccsöntő-szerszám tervezés Kovács József Gábor Fröccsöntés szerszámozás 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccsöntő-szerszám tervezés Kovács József Gábor Fröccsöntés szerszámozás 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Fröccsöntés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
3.2 Fröccsöntő szerszámok
 3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
TERMÉKÚJDONSÁGOK FRÖCCSSZERSZÁM KÉSZÍTÉS I / 2018
 TERMÉKÚJDONSÁGOK FRÖCCSSZERSZÁM KÉSZÍTÉS I / 2018 E 7048 BEÉPÍTHETŐ MUNKAHENGER FELFOGATÓTÁRCSÁVAL A beépíthető munkahenger kiválóan alkalmazható a legkisebb beépítési helyek esetén. A beépítés egyszerűen
TERMÉKÚJDONSÁGOK FRÖCCSSZERSZÁM KÉSZÍTÉS I / 2018 E 7048 BEÉPÍTHETŐ MUNKAHENGER FELFOGATÓTÁRCSÁVAL A beépíthető munkahenger kiválóan alkalmazható a legkisebb beépítési helyek esetén. A beépítés egyszerűen
7. Fröccsöntés általános szempontok, folyamatok
 7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
A tételhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: A központilag összeállított szóbeli feladat tartalmazza az alábbi témaköröket: Fröccsöntés technológiájának legfontosabb paraméterei Műanyagok megömlesztésének paraméterei
A vizsgafeladat ismertetése: A központilag összeállított szóbeli feladat tartalmazza az alábbi témaköröket: Fröccsöntés technológiájának legfontosabb paraméterei Műanyagok megömlesztésének paraméterei
z= V db / V mag z: átöblítési szám V db : munkadarab térfogata V mag : ömledékmag térfogata 10 mm vastagság felett kezdődik az önszigetelés
 MŰANYAG FELDOLGOZÓ GÉPEK ÉS SZERSZÁMOK Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 Szerszámok csoportosítása 2 1 Önszigetelt előkamrás szerszám z= V db / V mag z: átöblítési
MŰANYAG FELDOLGOZÓ GÉPEK ÉS SZERSZÁMOK Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 Szerszámok csoportosítása 2 1 Önszigetelt előkamrás szerszám z= V db / V mag z: átöblítési
8. Fröccsöntés szerszám, termék, tulajdonságok
 8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
2. Általános leírás ASIAN PLASTIC
 . Általános leírás.1 A gép leírása.1.1 Alapfelszereltség (1) Záró Egység a) Ötpontos, dupla könyök mechanizmus egy hidraulikus hengerrel b) Edzett acél könyök összekötő hüvelyek c) Krómozott könyök csapok
. Általános leírás.1 A gép leírása.1.1 Alapfelszereltség (1) Záró Egység a) Ötpontos, dupla könyök mechanizmus egy hidraulikus hengerrel b) Edzett acél könyök összekötő hüvelyek c) Krómozott könyök csapok
Fröccsöntés, fröccsöntő szerszámok. Fröccsöntő gépek
 Fröccsöntés, fröccsöntő szerszámok 1 Fröccsöntő gépek 2 1 Fröccsöntési folyamat 3 Fröccsöntő gép struktúrája 4 2 Egységek Fröccsegység 5 Egységek Fröccs egység Csiga mozgató mechanizmus Alapanyag tároló
Fröccsöntés, fröccsöntő szerszámok 1 Fröccsöntő gépek 2 1 Fröccsöntési folyamat 3 Fröccsöntő gép struktúrája 4 2 Egységek Fröccsegység 5 Egységek Fröccs egység Csiga mozgató mechanizmus Alapanyag tároló
Irodalom. Fröccsöntési ciklus. Alakító szerszámok tervezése. Műanyag termék előállítása. Fröccsöntő szerszám
 Dr. Mikó Balázs Irodalom BAGMTV5NNC / NLC Alakító szerszámok tervezése Dunai A.; Macskási L.: Műanyagok fröccsöntése; Lexica Kft. Budapest 2003. www.meusburger.com http://mold-technology4all.blogspot.hu/
Dr. Mikó Balázs Irodalom BAGMTV5NNC / NLC Alakító szerszámok tervezése Dunai A.; Macskási L.: Műanyagok fröccsöntése; Lexica Kft. Budapest 2003. www.meusburger.com http://mold-technology4all.blogspot.hu/
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
Termékújdonságok. Szerszámkészítés I / 2016. Hőszigetelő lapok 0,02 mm párhuzamossággal. Rendeljen Ön is mostantól az online-katalógusból!
 Termékújdonságok Szerszámkészítés I / 2016 Rendeljen Ön is mostantól az online-katalógusból! www.meusburger.com Hőszigetelő lapok 0,02 mm párhuzamossággal Optimalizált szabvány a hőszigetelő lapoknál»»
Termékújdonságok Szerszámkészítés I / 2016 Rendeljen Ön is mostantól az online-katalógusból! www.meusburger.com Hőszigetelő lapok 0,02 mm párhuzamossággal Optimalizált szabvány a hőszigetelő lapoknál»»
2. Általános leírás ASIAN PLASTIC
 2.1 Általános felszereltség leírása S=Széria, O=Opció, N=Nem értelmezett Standard CE Záró egység Ötpontos, dupla könyök mechanizmus egy hidraulikus munka hengerrel N N Edzett acél könyök összekötő hüvelyek
2.1 Általános felszereltség leírása S=Széria, O=Opció, N=Nem értelmezett Standard CE Záró egység Ötpontos, dupla könyök mechanizmus egy hidraulikus munka hengerrel N N Edzett acél könyök összekötő hüvelyek
EXCELLENCE IN PLASTICS TOMORROW S SOLUTIONS TODAY. Szelepház tűréseinek hatása a szerszám tervezésben Budapest,
 EXCELLENCE IN PLASTICS TOMORROW S SOLUTIONS TODAY Szelepház tűréseinek hatása a szerszám tervezésben Budapest, 2018.10.02. Cégbemutató Karsai Alba Kft. Alapítva: 1988 Telephely: Székesfehérvár Fő profil:
EXCELLENCE IN PLASTICS TOMORROW S SOLUTIONS TODAY Szelepház tűréseinek hatása a szerszám tervezésben Budapest, 2018.10.02. Cégbemutató Karsai Alba Kft. Alapítva: 1988 Telephely: Székesfehérvár Fő profil:
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Fröccsöntı szerszám betét CAD modellezés ÓE-C01 alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Fröccsöntı szerszám betét CAD modellezés ÓE-C01 alap közepes
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08.
 Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
V. Moldex3D Szeminárium - econ Felhasználói Találkozó
 V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
9. Üreges testek gyártása
 9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS FRÖCCSÖNTŐ GÉP GIANT sorozat
 Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Dr. Mikó Balázs MŐANYAGFRÖCCSÖNTİ SZERSZÁMOK TERVEZÉSE ÉS GYÁRTÁSA
 1 BUDAPESTI MŐSZAKI FİISKOLA Bánki Donát Gépészmérnöki Fıiskolai kar AGI Gépgyártástechnológiai Tanszék Dr. Mikó Balázs MŐANYAGFRÖCCSÖNTİ SZERSZÁMOK TERVEZÉSE ÉS GYÁRTÁSA 2006. 1 TARTALOM 1 A fröccsöntés
1 BUDAPESTI MŐSZAKI FİISKOLA Bánki Donát Gépészmérnöki Fıiskolai kar AGI Gépgyártástechnológiai Tanszék Dr. Mikó Balázs MŐANYAGFRÖCCSÖNTİ SZERSZÁMOK TERVEZÉSE ÉS GYÁRTÁSA 2006. 1 TARTALOM 1 A fröccsöntés
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
16 SZORÍTÓK & TARTOZÉKOK
 16 SZORÍTÓK & TARTOZÉKOK 558 siegmund 16 Szorítók 560 Oldal Professional Csavaros rögzítő 562 Professional Csavaros rögzítő 45 /90 564 Professional gyorsfeszítős szorító 566 Csavaros rögzítő körszelvénnyel
16 SZORÍTÓK & TARTOZÉKOK 558 siegmund 16 Szorítók 560 Oldal Professional Csavaros rögzítő 562 Professional Csavaros rögzítő 45 /90 564 Professional gyorsfeszítős szorító 566 Csavaros rögzítő körszelvénnyel
TERMÉKÚJDONSÁGOK SZERSZÁMKÉSZÍTÉS II / E 1307 Finomösszevezető, lapos. Rendeljen most webáruházunkból! KÖZPONTOSÍTÓ EGYSÉGEK
 TERMÉKÚJDONSÁGOK SZERSZÁMKÉSZÍTÉS II / 2017 Rendeljen most webáruházunkból! www.meusburger.com E 1307 Finomösszevezető, lapos KÖZPONTOSÍTÓ EGYSÉGEK A formabetétek precíz összevezetésére A központosítás
TERMÉKÚJDONSÁGOK SZERSZÁMKÉSZÍTÉS II / 2017 Rendeljen most webáruházunkból! www.meusburger.com E 1307 Finomösszevezető, lapos KÖZPONTOSÍTÓ EGYSÉGEK A formabetétek precíz összevezetésére A központosítás
Fröccsöntött alkatrészek végeselemes modellezése. Szőcs András. Budapest, 2010. IV. 29.
 Fröccsöntött alkatrészek végeselemes modellezése Szőcs András Budapest, 2010. IV. 29. 1 Tartalom Mőanyag- és Gumitechnológiai Szakcsoport bemutatása Méréstechnika Elızmények Szilárdságtani modellezés Termo-mechanikai
Fröccsöntött alkatrészek végeselemes modellezése Szőcs András Budapest, 2010. IV. 29. 1 Tartalom Mőanyag- és Gumitechnológiai Szakcsoport bemutatása Méréstechnika Elızmények Szilárdságtani modellezés Termo-mechanikai
Kutatási jelentés. Projekt vezető: Bányai Péter június. PEMAC Kábeltechnika Kft
 PEMAC Kábeltechnika Kft Kutatási jelentés Prototípus fejlesztés a PEMAC Kft-nél című GINOP-2.1.7-15-2016-01873 azonosítójú, az Európai Regionális Fejlesztési Alapból és hazai központi költségvetési előirányzatból
PEMAC Kábeltechnika Kft Kutatási jelentés Prototípus fejlesztés a PEMAC Kft-nél című GINOP-2.1.7-15-2016-01873 azonosítójú, az Európai Regionális Fejlesztési Alapból és hazai központi költségvetési előirányzatból
TERVEZÉS KATALÓGUSOKKAL KISFELADAT
 Dr. Nyitrai János Dr. Nyolcas Mihály TERVEZÉS KATALÓGUSOKKAL KISFELADAT Segédlet a Jármű- és hajtáselemek III. tantárgyhoz Kézirat 2012 TERVEZÉS KATALÓGUSOKKAL KISFELADAT "A" típusú feladat: Pneumatikus
Dr. Nyitrai János Dr. Nyolcas Mihály TERVEZÉS KATALÓGUSOKKAL KISFELADAT Segédlet a Jármű- és hajtáselemek III. tantárgyhoz Kézirat 2012 TERVEZÉS KATALÓGUSOKKAL KISFELADAT "A" típusú feladat: Pneumatikus
TERMÉKÚJDONSÁGOK SZERSZÁMKÉSZÍTÉS II / E 3330 és E 3360 Kompakt csúszkaegységek. Rendeljen most azonnal az online katalógusból!
 TERMÉKÚJDONSÁGOK SZERSZÁMKÉSZÍTÉS II / 2016 Rendeljen most azonnal az online katalógusból! www.meusburger.com E 3330 és E 3360 Kompakt csúszkaegységek Precíz és beépítésre kész kompakt csúszkaegységek
TERMÉKÚJDONSÁGOK SZERSZÁMKÉSZÍTÉS II / 2016 Rendeljen most azonnal az online katalógusból! www.meusburger.com E 3330 és E 3360 Kompakt csúszkaegységek Precíz és beépítésre kész kompakt csúszkaegységek
Termékújdonságok. Szerszámkészítés IV / 2015. E 3300 Csúszkaegyég
 Termékújdonságok Szerszámkészítés IV / 2015 CD-katalógus 5.9.1.0 Online katalógus Ebben az évben is újabb termékbővítéssel reagálunk az Önök kívánságaira, észrevételeire. Mint teljeskörű beszállítók így
Termékújdonságok Szerszámkészítés IV / 2015 CD-katalógus 5.9.1.0 Online katalógus Ebben az évben is újabb termékbővítéssel reagálunk az Önök kívánságaira, észrevételeire. Mint teljeskörű beszállítók így
28 SZORÍTÓK & TARTOZÉKOK
 28 SZORÍTÓK & TARTOZÉKOK 312 siegmund 28 Szorítók 314 Oldal Professional Csavaros rögzítő 316 Professional Csavaros rögzítő XL 318 Professional Csavaros rögzítő 45 /90 320 Professional gyorsfeszítős szorító
28 SZORÍTÓK & TARTOZÉKOK 312 siegmund 28 Szorítók 314 Oldal Professional Csavaros rögzítő 316 Professional Csavaros rögzítő XL 318 Professional Csavaros rögzítő 45 /90 320 Professional gyorsfeszítős szorító
7. Próbagyártás ASIAN PLASTIC
 7. Próbagyártás 7.1 Gyártás előtti ellenőrzési pontok Bármilyen ismert eltérést vagy hibát ki kell javítani a gép beindítása előtt. Sz. Ellenörző pontok Ellen- Megj. őrizve 1. Távolítsa el a rozsdagátló
7. Próbagyártás 7.1 Gyártás előtti ellenőrzési pontok Bármilyen ismert eltérést vagy hibát ki kell javítani a gép beindítása előtt. Sz. Ellenörző pontok Ellen- Megj. őrizve 1. Távolítsa el a rozsdagátló
Fröccsöntött műanyag alkatrészek technológiai és szerszámtervezése CAE alkalmazással
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Anyagtechnológia Szak Fröccsöntött műanyag alkatrészek technológiai és szerszámtervezése CAE alkalmazással Kavalecz Tamás, B71PGE 3534, Miskolc Stadion
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Anyagtechnológia Szak Fröccsöntött műanyag alkatrészek technológiai és szerszámtervezése CAE alkalmazással Kavalecz Tamás, B71PGE 3534, Miskolc Stadion
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG
 ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG ECO sorozat... ECO 130-420 gép jellemzők Start-stop inverter rendszer 30-70% energia megtakarítást eredményez LG (Korea) PLC vezérlés 7.2-es vagy 8.4-es
ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG ECO sorozat... ECO 130-420 gép jellemzők Start-stop inverter rendszer 30-70% energia megtakarítást eredményez LG (Korea) PLC vezérlés 7.2-es vagy 8.4-es
Termékújdonságok. Kivágószerszám készítés 2014. Modulvezetés. Kompakt vezetés
 Termékújdonságok Kivágószerszám készítés 2014 5.8.3.1 CD-katalógus s gu ló Online kata Újabb termékbővítéssel reagálunk az Önök kívánságaira, észrevételeire. Mint teljeskörű beszállítók, így most még nagyobb
Termékújdonságok Kivágószerszám készítés 2014 5.8.3.1 CD-katalógus s gu ló Online kata Újabb termékbővítéssel reagálunk az Önök kívánságaira, észrevételeire. Mint teljeskörű beszállítók, így most még nagyobb
tem S C s a Va r o k 2 3 0 siegmund
 Csavarok 230 Lap Gyorsszorító csavar / Szorító csavar 232 Golyós rögzítőcsavar / Süllyesztettfejű csavar 234 Univerzális csavar / Pozícionáló csavar 236 Süllyesztettfejű csavar / Hexagonális csatlakozó
Csavarok 230 Lap Gyorsszorító csavar / Szorító csavar 232 Golyós rögzítőcsavar / Süllyesztettfejű csavar 234 Univerzális csavar / Pozícionáló csavar 236 Süllyesztettfejű csavar / Hexagonális csatlakozó
4. Sajtolás és fröccs-sajtolás
 4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
Szerszámtervezés CAD/CAM/CAE rendszerben
 1. A termék Szerszámtervezés CAD/CAM/CAE rendszerben (Pro/ENGINEER Wildfire 4.0) A termék egy fedél, mely ABS polimerből készül fröccsöntéssel. A termék 3D-s modellje az 1. ábrán látható. 1. ábra A termék
1. A termék Szerszámtervezés CAD/CAM/CAE rendszerben (Pro/ENGINEER Wildfire 4.0) A termék egy fedél, mely ABS polimerből készül fröccsöntéssel. A termék 3D-s modellje az 1. ábrán látható. 1. ábra A termék
FLAP hajlékonyszárnyú nyílóajtó Szerelési utasítása
 FLAP hajlékonyszárnyú nyílóajtó Szerelési utasítása Verzió: 02/2002 Dátum: 2002. október Fordította: Dvorák László -2 1. ábra. Kézi mûködtetésû flap Rögzítse az (A) helyezõ fülekkel szerelt (igény esetén
FLAP hajlékonyszárnyú nyílóajtó Szerelési utasítása Verzió: 02/2002 Dátum: 2002. október Fordította: Dvorák László -2 1. ábra. Kézi mûködtetésû flap Rögzítse az (A) helyezõ fülekkel szerelt (igény esetén
TOP TEN A tíz ökölszabály
 1 TOP TEN A tíz ökölszabály 2 Szerszám lerakódás Nedves garanulátum Túl kicsi gát Vetemedés Forrócsatorna probléma Rossz felületi megjelenés TOP TEN Nem megfelelő Tsz Ömledék homogenitási gond Rossz gát
1 TOP TEN A tíz ökölszabály 2 Szerszám lerakódás Nedves garanulátum Túl kicsi gát Vetemedés Forrócsatorna probléma Rossz felületi megjelenés TOP TEN Nem megfelelő Tsz Ömledék homogenitási gond Rossz gát
16 CSAVAROK. siegmund
 16 CSAVAROK 544 siegmund 16 Csavarok 546 Oldal Gyorsrögzítős csavar / Univerzális csavar 548 Gyors szorítócsavar rövid / Süllyesztettfejű csavar 550 Pozícionáló csavar / Süllyesztettfejű csavar 552 Csavar
16 CSAVAROK 544 siegmund 16 Csavarok 546 Oldal Gyorsrögzítős csavar / Univerzális csavar 548 Gyors szorítócsavar rövid / Süllyesztettfejű csavar 550 Pozícionáló csavar / Süllyesztettfejű csavar 552 Csavar
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Kalanderezés és extrúzió
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
K0053. Billenőcsavarok. Leírás. Termékleírás / Termékillusztrációk
 K0053 Billenőcsavarok Csillagmarkolat: termoplaszt. Persely acélból. Tárcsa: acél 140 HV. Szemes csavar: acél, szilárdsági osztály 8.8. Tengelycsap: nemesacél, 1.1181. Csillagmarkolat fekete. Persely horganyzott
K0053 Billenőcsavarok Csillagmarkolat: termoplaszt. Persely acélból. Tárcsa: acél 140 HV. Szemes csavar: acél, szilárdsági osztály 8.8. Tengelycsap: nemesacél, 1.1181. Csillagmarkolat fekete. Persely horganyzott
CSAVAROK. Oldal 246 Gyorsrögzítős csavar rövid. Oldal 246 Gyorsrögzítős csavar hosszú. Oldal 247 Univerzális csavar rövid
 Oldal 246 Gyorsrögzítős csavar rövid Oldal 246 Gyorsrögzítős csavar hosszú Oldal 247 Univerzális csavar rövid Oldal 247 Univerzális csavar hosszú Oldal 248 Univerzális csavar Basic rövid Oldal 248 Univerzális
Oldal 246 Gyorsrögzítős csavar rövid Oldal 246 Gyorsrögzítős csavar hosszú Oldal 247 Univerzális csavar rövid Oldal 247 Univerzális csavar hosszú Oldal 248 Univerzális csavar Basic rövid Oldal 248 Univerzális


TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
Király Trading KFT H-1151 Budapest Mogyoród útja Leírás
 K1173 Rugós zsanérok, acél vagy nemesacél, 50 mm Acél vagy 1.4301 nemesacél. A szorítórugó nemesacélból. Acél, horganyzott. Nemesacél, csupasz. Pántok. Nyílásszög: 270. Nyitó rugó forgatónyomatéka: M(0
K1173 Rugós zsanérok, acél vagy nemesacél, 50 mm Acél vagy 1.4301 nemesacél. A szorítórugó nemesacélból. Acél, horganyzott. Nemesacél, csupasz. Pántok. Nyílásszög: 270. Nyitó rugó forgatónyomatéka: M(0
SC-250. Áramlásmérő. meister. strömungstechnik. gmbh. Működési paraméterek. Alkalmazási terület. Mérési tartományok. Működési elv.
 SC-250 Áramlásmérő Alkalmazási terület Működési paraméterek Működési elv Üzemi nyomás max.: lásd. 2. oldal Lebegő testes mérési elv Viszkózitás max.: 10 cp Alkalmazás Vízkezelés Vegyipar Élelmiszeripar
SC-250 Áramlásmérő Alkalmazási terület Működési paraméterek Működési elv Üzemi nyomás max.: lásd. 2. oldal Lebegő testes mérési elv Viszkózitás max.: 10 cp Alkalmazás Vízkezelés Vegyipar Élelmiszeripar
CSAVAROK. Oldal 685 Univerzális csavar hosszú. Oldal 684 Gyorsrögzítős csavar hosszú. Oldal 684 Gyorsrögzítős csavar rövid
 680 CSAVAROK Oldal 684 Gyorsrögzítős csavar rövid Oldal 684 Gyorsrögzítős csavar hosszú Oldal 685 Univerzális csavar rövid Oldal 685 Univerzális csavar hosszú Oldal 686 Gyors szorítócsavar rövid rövid
680 CSAVAROK Oldal 684 Gyorsrögzítős csavar rövid Oldal 684 Gyorsrögzítős csavar hosszú Oldal 685 Univerzális csavar rövid Oldal 685 Univerzális csavar hosszú Oldal 686 Gyors szorítócsavar rövid rövid
A4. Hőre lágyuló műanyagok melegalakítása
 LABORGYAKORLATOK - SEGÉDLET Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar POLIMERTECHNIKA TANSZÉK A4. Hőre lágyuló műanyagok melegalakítása A jegyzet érvényességét a tanszéki Weboldalon
LABORGYAKORLATOK - SEGÉDLET Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar POLIMERTECHNIKA TANSZÉK A4. Hőre lágyuló műanyagok melegalakítása A jegyzet érvényességét a tanszéki Weboldalon
Műanyagalakító szerszámok tervezése
 MŰEGYETEM 1782 Polimertechnika Tanszék Műanyagalakító szerszámok tervezése Ábrafüzet Fröccsidők Irányértékek Műanyagalakító szerszámok tervezése Fröccstérfogat Fröccsidő [s] [cm 3 ] alacsony közepes nagy
MŰEGYETEM 1782 Polimertechnika Tanszék Műanyagalakító szerszámok tervezése Ábrafüzet Fröccsidők Irányértékek Műanyagalakító szerszámok tervezése Fröccstérfogat Fröccsidő [s] [cm 3 ] alacsony közepes nagy
K0398. Beszerelő szerszám menetes betétekhez. Leírás. Termékleírás / Termékillusztrációk. Működési mód: Beszerelő szerszámok menetes betétekhez
 K0398 Beszerelő szerszám menetes betétekhez Működési mód: Beszerelő szerszámok menetes betétekhez 1/1 K0398 Menetes betétek Alapanyag: Menetes betét, acél vagy nemesacél. Kivitel: passzivált. További információk:
K0398 Beszerelő szerszám menetes betétekhez Működési mód: Beszerelő szerszámok menetes betétekhez 1/1 K0398 Menetes betétek Alapanyag: Menetes betét, acél vagy nemesacél. Kivitel: passzivált. További információk:
Megoldások az ipari termelési folyamatokhoz
 Megoldások az ipari termelési folyamatokhoz Ipari termelési folyamatok Megoldások a berendezések élettartamának minden szakaszára Teljes körű megoldások tervezéstől a javításig Alkatrészek gyártása Berendezések
Megoldások az ipari termelési folyamatokhoz Ipari termelési folyamatok Megoldások a berendezések élettartamának minden szakaszára Teljes körű megoldások tervezéstől a javításig Alkatrészek gyártása Berendezések
T-M 2. Extrúzió és fröccsöntés
 T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
Kétszárnyú hidraulikus kapunyitó motor - Beszerelési útmutató
 Kertkapu motor Szárnyas kapukhoz AXOVIA MULTI PRO NS Kétszárnyú hidraulikus kapunyitó motor - Beszerelési útmutató Axovia Multi Pro NS Összeszerelés Tartalom Alap típus 1. Biztonságtechnikai ajánlások
Kertkapu motor Szárnyas kapukhoz AXOVIA MULTI PRO NS Kétszárnyú hidraulikus kapunyitó motor - Beszerelési útmutató Axovia Multi Pro NS Összeszerelés Tartalom Alap típus 1. Biztonságtechnikai ajánlások
Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor
 Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Beépítô szerszámok Kiszerelô szerszámok Csapágymelegítô készülékek
 Rész. Egész. Alkatrész. Just. High. Parts. Beépítô szerszámok Kiszerelô szerszámok Csapágymelegítô készülékek Tartalom Beszerelô szerszámok Kiszerelô szerszámok 4-5 Szerelô szerszám FT 33 6 Karbantartó
Rész. Egész. Alkatrész. Just. High. Parts. Beépítô szerszámok Kiszerelô szerszámok Csapágymelegítô készülékek Tartalom Beszerelô szerszámok Kiszerelô szerszámok 4-5 Szerelô szerszám FT 33 6 Karbantartó
Alámetszés. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Alámetszett alkatrészek gyártása
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
V5832A/5833A,C. Honeywell. Lineáris karakterisztikájú kisszelepek PN16 modulált és On / Off - szabályozáshoz JELLEMZŐK MŰSZAKI ADATOK ÁLTALÁNOS
 Honeywell V832A/833A,C Lineáris karakterisztikájú kisszelepek PN16 modulált és On / Off - szabályozáshoz V832A ÁLTALÁNOS V833A V833C Ezek a lineáris karakterisztikájú kisszelepek kis lineáris szelepállítókkal
Honeywell V832A/833A,C Lineáris karakterisztikájú kisszelepek PN16 modulált és On / Off - szabályozáshoz V832A ÁLTALÁNOS V833A V833C Ezek a lineáris karakterisztikájú kisszelepek kis lineáris szelepállítókkal
VIZSGÁLÓLÁMPA FÜL-ORR-GÉGÉSZETI CÉLRA
 MEDIROLL Orvostechnikai Kft. 4032 Debrecen, Postakert u. 10. (52) 533-737, 533-738 Fax: (52) 534-446 HASZNÁLATI ÚTMUTATÓ VIZSGÁLÓLÁMPA FÜL-ORR-GÉGÉSZETI CÉLRA Típus: EL - 02F A készülék gyártási száma:
MEDIROLL Orvostechnikai Kft. 4032 Debrecen, Postakert u. 10. (52) 533-737, 533-738 Fax: (52) 534-446 HASZNÁLATI ÚTMUTATÓ VIZSGÁLÓLÁMPA FÜL-ORR-GÉGÉSZETI CÉLRA Típus: EL - 02F A készülék gyártási száma:

Fiatalos, Szolid és Kompetens
 Kisfeszültségű kapcsolóberendezés alkatrészek Ipari berendezések Automatizálástechnika Kisfeszültségű berendezések Termékismertető Fiatalos, Szolid és Kompetens Azok vagyunk, amit újra és újra megteszünk.
Kisfeszültségű kapcsolóberendezés alkatrészek Ipari berendezések Automatizálástechnika Kisfeszültségű berendezések Termékismertető Fiatalos, Szolid és Kompetens Azok vagyunk, amit újra és újra megteszünk.
PB-gáz 30 100 % bután 34,9 950 0,04 4,2 1,56 2,78 4,44 0,045 0,115 0,080 0,205 0,128 0,328 0,045 0,115 15 60 0,8-1,5 0,58
 A Beszerelési és javítási elõírásban leírtak, a gázszerelõi jogosítvánnyal rendelkezõk és a FÉG KONVEKTOR RT. termékeinek javítására kiképzett szerelõk számára adnak útmutatást. Az itt leírt, és a fali
A Beszerelési és javítási elõírásban leírtak, a gázszerelõi jogosítvánnyal rendelkezõk és a FÉG KONVEKTOR RT. termékeinek javítására kiképzett szerelõk számára adnak útmutatást. Az itt leírt, és a fali
Tervezés katalógusokkal kisfeladat
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Számítógépes tervezés, méretezés és gyártás (BME KOJHM401) Tervezés katalógusokkal kisfeladat Járműelemek és Járműszerkezetanalízis Tanszék Ssz.:...... Név:.........................................
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Számítógépes tervezés, méretezés és gyártás (BME KOJHM401) Tervezés katalógusokkal kisfeladat Járműelemek és Járműszerkezetanalízis Tanszék Ssz.:...... Név:.........................................
Corvus Aircraft Kft Tervezési, gyártási technológiák. Győr, 2008. április 16.
 Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Projektfeladatok 2014, tavaszi félév
 Projektfeladatok 2014, tavaszi félév Gyakorlatok Félév menete: 1. gyakorlat: feladat kiválasztása 2-12. gyakorlat: konzultációs rendszeres beszámoló a munka aktuális állásáról (kötelező) 13-14. gyakorlat:
Projektfeladatok 2014, tavaszi félév Gyakorlatok Félév menete: 1. gyakorlat: feladat kiválasztása 2-12. gyakorlat: konzultációs rendszeres beszámoló a munka aktuális állásáról (kötelező) 13-14. gyakorlat:
Nagytermelékenységű hossz- és rúdautomata
 NL18P Nagytermelékenységű hossz- és rúdautomata Gépkoncepció Munkatartomány Rúdáteresztés mm 20 Orsófordulat min -1 10.000 eljesítmény max. kw 3,7 Orsólöket H/R mm 205 / 80 NL18 Maschinenpräsentation -1-
NL18P Nagytermelékenységű hossz- és rúdautomata Gépkoncepció Munkatartomány Rúdáteresztés mm 20 Orsófordulat min -1 10.000 eljesítmény max. kw 3,7 Orsólöket H/R mm 205 / 80 NL18 Maschinenpräsentation -1-
NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK. Csősín csatlakozó. (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz.
 A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz.") NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK Csősín csatlakozó (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz. 1 A katalógus használata A táblázat tetején szerepel
NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK Csősín csatlakozó (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz. 1 A katalógus használata A táblázat tetején szerepel
2. téma Pontforrás mérőnyílások és csatlakozó mintavevő szondák fejlesztése
 2. téma Pontforrás mérőnyílások és csatlakozó mintavevő szondák fejlesztése 1. A probléma megfogalmazása Jogszabályi háttér 6/2011. (I. 14.) VM rendelet a levegőterheltségi szint és a helyhez kötött légszennyező
2. téma Pontforrás mérőnyílások és csatlakozó mintavevő szondák fejlesztése 1. A probléma megfogalmazása Jogszabályi háttér 6/2011. (I. 14.) VM rendelet a levegőterheltségi szint és a helyhez kötött légszennyező
Tűrés és illesztés. Készítette: Szűcs Tamás
 Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
c o m f o r t s u g á r f ú v ó k á k Méretek 0. szerelés 1. szerelés Leírás Karbantartás 2. szerelés Anyag és felületkezelés Súly Rendelési minta
 GTI Méretek. szerelés Ød Leírás A GTI olyan sugárfúvóka, amely nagy területek szellőztetésére alkalmas. A fúvóka meleg és hideg levegő befúvására egyaránt használható, a levegőt szórt és koncentrált formában
GTI Méretek. szerelés Ød Leírás A GTI olyan sugárfúvóka, amely nagy területek szellőztetésére alkalmas. A fúvóka meleg és hideg levegő befúvására egyaránt használható, a levegőt szórt és koncentrált formában
Precíziós köszörült/finommart lapok, hasábok és rudak szerszámacélból
 Precíziós köszörült/finommart lapok, hasábok és rudak szerszámacélból - Hatékony elotervezés - azdaságos anyagkihasználás - yors elokalkuláció - yors házhozszállítás 1.2510 / 1.2842 1.2379 1.1730 ST 52-3
Precíziós köszörült/finommart lapok, hasábok és rudak szerszámacélból - Hatékony elotervezés - azdaságos anyagkihasználás - yors elokalkuláció - yors házhozszállítás 1.2510 / 1.2842 1.2379 1.1730 ST 52-3
MŰANYAGOK FELDOLGOZÁSA, ADDITÍV TECHNOÓGIÁK
 MŰANYAGOK FELDOLGOZÁSA, ADDITÍV TECHNOÓGIÁK Fröccsszerszámok tervezésének elhanyagolt kérdései A fröccsöntés folyamán a szerszámüregbe zárt levegőt el kell vezetni, különben beégések, elégtelen formakitöltés
MŰANYAGOK FELDOLGOZÁSA, ADDITÍV TECHNOÓGIÁK Fröccsszerszámok tervezésének elhanyagolt kérdései A fröccsöntés folyamán a szerszámüregbe zárt levegőt el kell vezetni, különben beégések, elégtelen formakitöltés
Tanszéki Általános Formai Követelmények
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki és Járműmérnöki Kar Tanszéki Általános Formai Követelmények (Érvényes: 2019. szeptember 1-től) 1. A tervezési feladat rajzaira vonatkozó
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki és Járműmérnöki Kar Tanszéki Általános Formai Követelmények (Érvényes: 2019. szeptember 1-től) 1. A tervezési feladat rajzaira vonatkozó
Tűrés. szóródás terjedelme
 GE2FB 1 Lektorálás előtti, nem végleges anyag Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. /
GE2FB 1 Lektorálás előtti, nem végleges anyag Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. /
tolózár a világon az első egybeöntött házzal készült puhazárású tolózár. Ezzel az egyedülálló konstrukcióval az elzárószerkezet rendkívül masszív.
 Karimás tolózár Rend. szám Beépítési hossz Közeg PN 4000A 4700A rövid EN 558-1 GR 14 ivóvíz Méret / DN 50 65 80 0 125 150 200 250 300 hosszú EN 558-1 GR 15 tolózár a világon az első egybeöntött házzal
Karimás tolózár Rend. szám Beépítési hossz Közeg PN 4000A 4700A rövid EN 558-1 GR 14 ivóvíz Méret / DN 50 65 80 0 125 150 200 250 300 hosszú EN 558-1 GR 15 tolózár a világon az első egybeöntött házzal
Árlista Verzió 13.1 Érvényes: 01.01.13-31.12.13
 Hegesztőasztalok Professional 1000x500x100 Plazma-nitrid felület 1-160005.X 4 x Alap láb - Asztalmagasság (mm) 1.61 Professional 1000x1000x100 Plazma-nitrid felület 1-160010.X 4 x Alap láb - Asztalmagasság
Hegesztőasztalok Professional 1000x500x100 Plazma-nitrid felület 1-160005.X 4 x Alap láb - Asztalmagasság (mm) 1.61 Professional 1000x1000x100 Plazma-nitrid felület 1-160010.X 4 x Alap láb - Asztalmagasság
Tanszéki Általános Formai Követelmények
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki és Járműmérnöki Kar Tanszéki Általános Formai Követelmények (Érvényes: 2014. szeptember 1-től) 1. A tervezési feladat rajzaira vonatkozó
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki és Járműmérnöki Kar Tanszéki Általános Formai Követelmények (Érvényes: 2014. szeptember 1-től) 1. A tervezési feladat rajzaira vonatkozó
ALAKÍTÓ TECHNOLÓGIÁK ELMÉLETE. Házi Feladat. Süllyesztékes kovácsolás
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ALAKÍTÓ TECHNOLÓGIÁK ELMÉLETE Házi Feladat Süllyesztékes kovácsolás Teszt Tomi NEPTUN 2014. május 21. Licskó tanár úrnál
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ALAKÍTÓ TECHNOLÓGIÁK ELMÉLETE Házi Feladat Süllyesztékes kovácsolás Teszt Tomi NEPTUN 2014. május 21. Licskó tanár úrnál
Mintacsempék és kályhakatalógus
 1 Mintacsempék és kályhakatalógus 2 Színek 3 4 Egész csempék 5 Figurális csempék 6 Áttört csempék Tisztitó csempék 7 Fél csempék Sarok csempék 8 Beforduló (tűztéri) sarok csempék 9 Íves sarkok Magas párkányok
1 Mintacsempék és kályhakatalógus 2 Színek 3 4 Egész csempék 5 Figurális csempék 6 Áttört csempék Tisztitó csempék 7 Fél csempék Sarok csempék 8 Beforduló (tűztéri) sarok csempék 9 Íves sarkok Magas párkányok
HASZNÁLATI ÚTMUTATÓ HU IN 7186 Kondigép insportline Profigym C50
 HASZNÁLATI ÚTMUTATÓ HU IN 7186 Kondigép insportline Profigym C50 1 TARTALOM RAJZ... 3 ALKATRÉSZLISTA... 4 SZERELÉS... 8 GARANCIÁLIS FELTÉTELEK, REKLAMÁCIÓ... 18 2 RAJZ 3 ALKATRÉSZLISTA 1 2 3 4 első távtartó
HASZNÁLATI ÚTMUTATÓ HU IN 7186 Kondigép insportline Profigym C50 1 TARTALOM RAJZ... 3 ALKATRÉSZLISTA... 4 SZERELÉS... 8 GARANCIÁLIS FELTÉTELEK, REKLAMÁCIÓ... 18 2 RAJZ 3 ALKATRÉSZLISTA 1 2 3 4 első távtartó
Kisméretű alkatrészek megmunkálása
 SANDVIK COROMANT FORGÁCSOLÓSZERSZÁMOK Kisméretű alkatrészek megmunkálása ESZTERGÁLÁS LESZÚRÁS ÉS BESZÚRÁS MENETKÉSZÍTÉS MARÁS FÚRÁS Tartalomjegyzék Bevezetés 2 Csúszófejes gépek 4 Rendelési információk
SANDVIK COROMANT FORGÁCSOLÓSZERSZÁMOK Kisméretű alkatrészek megmunkálása ESZTERGÁLÁS LESZÚRÁS ÉS BESZÚRÁS MENETKÉSZÍTÉS MARÁS FÚRÁS Tartalomjegyzék Bevezetés 2 Csúszófejes gépek 4 Rendelési információk
CAD-ART Kft. 1117 Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
Hűtő-kenőanyag vezetők
 Hűtőkenőanyag vezetők LOCLINE Flexibilis modulos hűtővíz hozzávezető rendszer LOCLINE Előnyei: Kompatitbilis szinte az összes hagyományos rendszerrel A szűk illesztések nagy nyomásterhelésnél is biztosítják
Hűtőkenőanyag vezetők LOCLINE Flexibilis modulos hűtővíz hozzávezető rendszer LOCLINE Előnyei: Kompatitbilis szinte az összes hagyományos rendszerrel A szűk illesztések nagy nyomásterhelésnél is biztosítják
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
Külső menetes csatlakozó
 Fal- és mennyezetfűtés Padló-, fal- és mennyezetfűtési és -hűtési cső, PE- RT, oxigéndiffúziózárt Megnevezés Cikkszám Kiszerelés Paletta Listaár HUF 10 x 1,3 501.000.312.00 200 m 3.000 m 234,00 Nyomásálló,
Fal- és mennyezetfűtés Padló-, fal- és mennyezetfűtési és -hűtési cső, PE- RT, oxigéndiffúziózárt Megnevezés Cikkszám Kiszerelés Paletta Listaár HUF 10 x 1,3 501.000.312.00 200 m 3.000 m 234,00 Nyomásálló,
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Mőanyag alkatrész fröccsöntésének szimulációja ÓE-B09 alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Mőanyag alkatrész fröccsöntésének szimulációja ÓE-B09 alap közepes
KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KITEK
 KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KITEK KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KIT ALUMÍNIUM ZSANÉRRAL KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KIT ALUMÍNIUM ZSANÉRRAL Cikkszám Magasság mm Zsanérok száma Zárak száma 5103-2502-2
KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KITEK KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KIT ALUMÍNIUM ZSANÉRRAL KÉTSZÁRNYÚ ALUMÍNIUM HÁTSÓAJTÓ KIT ALUMÍNIUM ZSANÉRRAL Cikkszám Magasság mm Zsanérok száma Zárak száma 5103-2502-2
Kiöltési útmutató szabászati megrendelőhöz
 Kiöltési útmutató szabászati megrendelőhöz Megrendelő adatainak kitöltésénél kötelező megadni a nevet, címet, telefonszámot. A számlázási címet akkor kell megadni, ha eltér a címtől. A szállítási címet
Kiöltési útmutató szabászati megrendelőhöz Megrendelő adatainak kitöltésénél kötelező megadni a nevet, címet, telefonszámot. A számlázási címet akkor kell megadni, ha eltér a címtől. A szállítási címet
Microtec 880/870. Személygépkocsik és kisteherek kerekeinek kiegyensúlyozására kifejlesztett univerzális gép monitoros kijelzéssel.
 Microtec 880/870 Személygépkocsik és kisteherek kerekeinek kiegyensúlyozására kifejlesztett univerzális gép monitoros kijelzéssel. Fixen telepítendõ, kúpos tengelyvéggel szállított PC-számítógép vezérlésû
Microtec 880/870 Személygépkocsik és kisteherek kerekeinek kiegyensúlyozására kifejlesztett univerzális gép monitoros kijelzéssel. Fixen telepítendõ, kúpos tengelyvéggel szállított PC-számítógép vezérlésû
CSOPORT CSOPORT CSOPORT
 404 Tárolódobozok Oldal........276-277 405 PolCok 405 MUnkAPAdok köszörült lapos szerszámacéllap 413 415 HÉzAGoló lemezek Oldal.......................278 Oldal........279-280 Oldal.......................281
404 Tárolódobozok Oldal........276-277 405 PolCok 405 MUnkAPAdok köszörült lapos szerszámacéllap 413 415 HÉzAGoló lemezek Oldal.......................278 Oldal........279-280 Oldal.......................281
LABORPULT TERVEZÉSI SEGÉDLET
 LABORPULT TERVEZÉSI SEGÉDLET I. SZABADKÉZI ALAPRAJZ Kérjük, rajzoljon egy alaprajzot arról a helységrôl, ahova a laborbútorokból összeállított laborpult kerül majd. Bútorozza be az alaprajzot és a szembe-nézeti
LABORPULT TERVEZÉSI SEGÉDLET I. SZABADKÉZI ALAPRAJZ Kérjük, rajzoljon egy alaprajzot arról a helységrôl, ahova a laborbútorokból összeállított laborpult kerül majd. Bútorozza be az alaprajzot és a szembe-nézeti