TOP TEN A tíz ökölszabály
|
|
|
- Orsolya Takács
- 6 évvel ezelőtt
- Látták:
Átírás
1 1 TOP TEN A tíz ökölszabály
2 2 Szerszám lerakódás Nedves garanulátum Túl kicsi gát Vetemedés Forrócsatorna probléma Rossz felületi megjelenés TOP TEN Nem megfelelő Tsz Ömledék homogenitási gond Rossz gát elhelyezés Túl rövid utónyomási idő

3 A granulátum nedvességtartalmának hatása 3 Nedvesség tartalom%
4 Nedvességtratalom % 4 Nedvesség felvétel 3 23 C, 50 % RF 2,5 2 1,5 1 0,5 0 POM PA6 PA66 PA6-GF TPU PBT PC PP PE 20 % GF
5 5 Ha nedves a granulátum? PA Az ömledék durrogva kifolyik a fúvókából Folyásirányban megjelenő felületi fordított V alakú nyomok Szívósság és szilárdság csökkenés Az ömledékpogácsa erősen felhabosodik Nagyobb sorjaképződés PET/PBT/ PCT Nincs látható jele Vigyázat! Folyási nyomok nem láthatóak Szívósság és szilárdság drasztikus csökkenése POM Az ömledékpogácsa esetleges felhabosodása Esetleges szerszám lerakódás Lehetséges felületi folyásnyomok Nincs változás TPC-ET (TEEE) Nincs látható jele Enyhe sorjaképződés Szívósság és szilárdság csökkenés TPU Habosodás Felületi folyás nyomok felhősödés, kidobási problémák Csökkent nyúlás, VAR, szilárdság



6 6 Szárítási javaslat PA 0,2 % 80 C 2-4 h Nyitott zsák esetén mindig szárítani kell PBT 0,05 % 120 C 3-4 h Mindig szárítani kell PET 0,02 % 130 C 3-4 h Mindig szárítani kell PC 0,04 % 120 C 5 h Mindig szárítani kell ABS 0,2 % C 3 h Mindig szárítani kell TPC-ET 0,1 % C 2-4 h A hőm. Keménység függő. (mindig szárítani kell) POM 0,05 % 80 C 1 h Felületi nedvesség gyanúja esteén TPU 0,02 % C 2-3h A hőm. Keménység függő Elastollan HPM típusok A granulátumot csak szárazon tartani (40 C)






7 Nedvességméres 7
8 8 Szerszám lerakódás Nedves garanulátum Túl kicsi gát Vetemedés Forrócsatorna probléma Rossz felületi megjelenés TOP TEN Nem megfelelő Tsz Ömledék homogenitási gond Rossz gát elhelyezés Túl rövid utónyomási idő
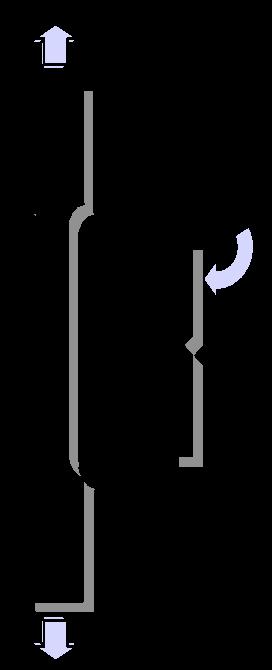
9 9 Gát típusa, gát helye, hegedési vonal A meglövési pont és a hegedési vonal gyenge helyek. Ezeket a legkevésbé terhelt keresztmetszetű pontokra kell elhelyezni

10 10 Alapanyag károsodás a beömlésnél Beömlési pont


11 11 Beömlési pont helye Nagy falvastagság

12 Az utónyomás lefutása az utónyomási idő alatt 12 t = 08 s t = 09 s t = 18 s t = 24 s
13 13 Anizotróp viselkedés Beömlési pont elhelyezése Próbatest esetén folyásirány Beömlési pont
14 Feszültség N / mm² 14 Anizotróp viselkedés 200 Beömlési pont elhelyezése Száliránnyal megegyező 160 MPa 100 Szálirányra merőleges GF nélkül hossz = kereszt, 100 MPa 90 MPa Nyúlás % Alapanyag: PA66 GF 30%
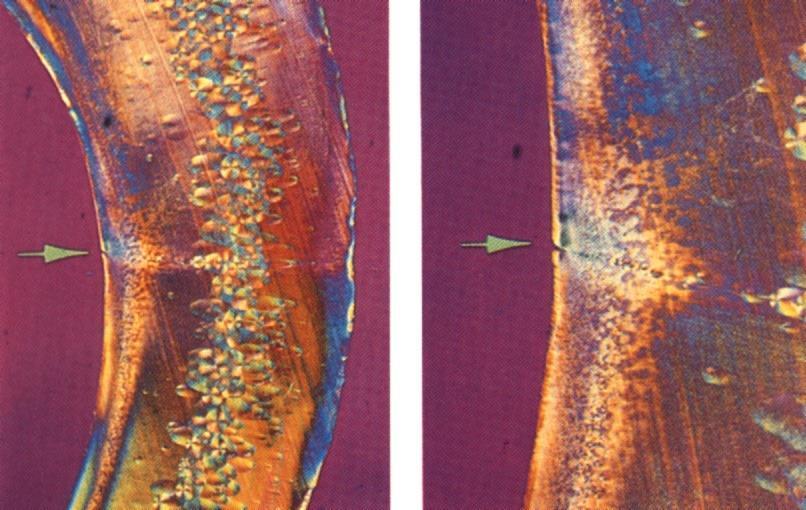

15 A hegesési vonal szilárdságcsökkentő hatása 16 Nagyítás Bemetszés


16 17 Hegedési vonal GF- erősítés esetén Hegedési vonal Hegedési vonal

17 Hegedési vonal levegő bezáródás veszélye 18
18 19 Szerszám lerakódás Nedves garanulátum Túl kicsi gát Vetemedés Forrócsatorna probléma Rossz felületi megjelenés TOP TEN Nem megfelelő Tsz Ömledék homogenitási gond Rossz gát elhelyezés Túl rövid utónyomási idő
19 0,5 T 20 Alagút beömlő műszaki műanyagok esetén PL T max. 30 D1 D Részben kristályos Amorf
20 21 Elosztócsatorna (többrészes) D-D C-C T + 1 mm T mm B-B T + 2 mm A-A T + 3 mm
21 22 Direkt beömlés Oldal nézet z = Max. 0,8 mm x = 0,5T Elosztócsatorna T T= Alkatrész vastagság
22 0,8 mm max Lapos- szerszám esetén D1 2 D = T + 1 d = 0,5 0,6 T D1 > D T d D
23 24 A beömlési keresztmetszet hatása Egy PA66-ból készült darab minőségi jellemzőire (1,5mm) Beömlő átmérő max. elérhető tömeg (80 MPa utónyomás) max. hatékony utónyomás Szükséges fröccsnyomás (1,4 s fröccs. idő) Zsugorodás a: Ø 0,5 mm 30,32 g 5,0 s 170 Mpa 1,70% b: Ø 1,5 mm 31,30 g 7,5 s 70 Mpa 1,30%
24 Kristályosodás 25

25 26 Utónyomási és hűlési idő Amorf polimer Részben kristályos polimer amorf módon feldolgozva Részben kristályos polimer megfelelően feldolgozva Utónyomási idő Hűlési idő IDŐ
26 Szakadási nyúlás [%] Az utónyomási idő hatása a szakadási nyúlásra POM-H mittelviskos Utónyomás [s] 3 mm falvastagságú darab
27 Darab tömeg [g] A hatékony utónyomási idő gyakorlati meghatározása 28 25,4 25,38 25,36 Az adott nyomás esetén a darab tömege nem haladja meg a 5,35 g-ot 25,34 25,32 25,3 25,28 Alapanyag: POM-H GF 20 Utónyomás: 90 Mpa Falvastagság: 2,5 mm 14 másodperc elegendő az optimális minőségű darabhoz 25, Utónyomási idő [s]


28 Az utónyomás hatása a Delrin* 100 szerkezetére 29 5 sec 20 sec 35 sec 50 sec
29 Kristályosodási sebesség 3 mm falvastagság esetén 30 Alapanyag Kristályosodási idő / falvastagság mm POM - H 7,5-8,5 s/mm PA 66 3,5-4,5 s/mm PA 66 (ütésálló) 3,0-4,0 s/mm PA 66 GF 30 2,5-3,5 s/mm PET GF 30 3,0-4,0 s/mm PBT 3,5-4,5 s/mm PBT GF 30 2,5-3,5 s/mm PC ABS amorf marad Amorf marad
30 31 A Delrin feldolgozás legfontosabb paraméterei 31
Hűtési időt növelni B)Hűtési időt csökkenteni C)Ömledékhőmérsékletet csökkenteni D)Nagyobb fröccssebesség E)Jobban szárítani F)")
31 32 Kvíz Az alkatész vetemedése túl nagy (POM)! Mi a teendő? A)Hűtési időt növelni B)Hűtési időt csökkenteni C)Ömledékhőmérsékletet csökkenteni D)Nagyobb fröccssebesség E)Jobban szárítani F) Utónyomási időt növelni G)Szerszámhőmérsékletet csökkenteni H) A + F I) B + F J) D + G
32 33 Utónyomás A hatékony utónyomási idő a minőségi fröccsöntés alapfeltétele tömeg % Gewicht in % korrekte tn megfelelő utónyomási idő 3,5 3,5 33 2,5 2,5 22 1,5 1,5 zsugorodás % Schwindung in % utónyomás Nachdruck (sec) (sec) 11
33 A feldolgozási paraméterek hatása a méretekre 34 Az alkatrész méreteit 8 ponton mérik Alapanyag: Delirn 500P (POM H) 500P 500P 500P 500P HPT = 5 sec HPT = 10 sec HPT = 15 sec HPT = 15 sec hűtés = 24 sec hűtés = 7 sec hűtés = 2 sec hűtés = 15 sec ciklus = 39 sec ciklus = 26 sec ciklus = 26 sec ciklus = 41 sec Átmérő Átmérő Átmérő Átmérő 49.48mm ± mm ± mm ± mm ± 0.07
34 35 Összegzés A)Hűtési időt növelni B)Hűtési időt csökkenteni C)Ömledékhőmérsékletet csökkenteni D)Nagyobb fröccssebesség E)Jobban szárítani F) Utónyomási időt növelni G)Szerszámhőmérsékletet csökkenteni H) A + F I) B + F J) D + G
35 Mérettartóbb Nagyobb ellenállóképes ség 36 Az utónyomás mértéke 85 ± 10MPa kis és közepes viszkozitású acetálok esetén 100 ± 10 MPa nagy viszkozitású acetálok esetén Nagyobb utónyomás Kevesebb deformáció /zsugorodás Nagyobb kristályosság
36 A fröccssebesség hatása a Delrin 100 tulajdonságaira 38
37 A fröccsnyomás hatása a Delrin 100 tulajdonságaira 39
38 40 Szerszám lerakódás Nedves garanulátum Túl kicsi gát Vetemedés Forrócsatorna probléma Rossz felületi megjelenés TOP TEN Nem megfelelő Tsz Ömledék homogenitási gond Rossz gát elhelyezés Túl rövid utónyomási idő


39 41 Szerszám lerakódás Crastin Rynite Delrin Zytel Minlon Zytel GR D < 0.03 mm D < 0.02 mm D < 0.03 mm D < 0.02 mm D < 0.03 mm D < 0.03 mm Kis viszkozitású anyagok esetén a sorjaképződés elkerülése érdekében kisebb szellőző mélységgel (d) érdemes elindulni

40 49



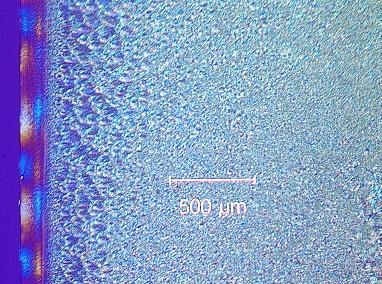
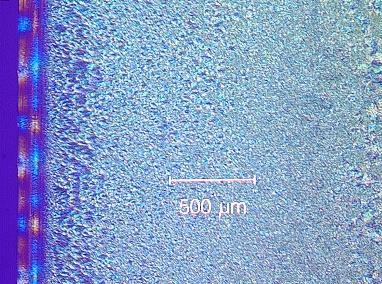
41 Deposit and surface quality with poor venting 50 2 H moulding, 600shots ZYTEL HTN53G50LR GY769 White mark after 2 H moulding



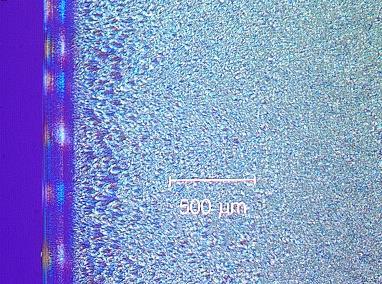
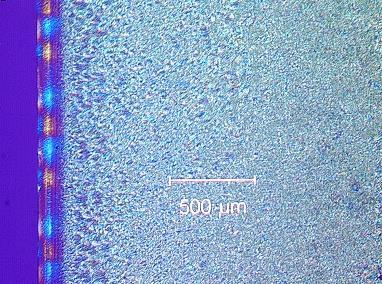
42 Deposit and surface quality with improved venting H moulding, 3000shots Even after 10 H moulding quality of surface is good
43 52 Szerszám lerakódás Nedves garanulátum Túl kicsi gát Vetemedés Forrócsatorna probléma Rossz felületi megjelenés TOP TEN Nem megfelelő Tsz Ömledék homogenitási gond Rossz gát elhelyezés Túl rövid utónyomási idő
44 Zsugorodás (%) Nem megfelelő szerszám felületi hőmérséklet 53 3,6 3,2 2,8 2,4 2,0 POM-H közepes viszkozitású (3,2 mm, 80 MPa) ajánlott hőmérséklet tartomány utózsugor 1,6 1,2 Teljes zsugor Közvetlen fröccsöntés után technológiai zsugor 0, Szerszámhőmérséklet (C )
45 Nem megfelelő szerszám felületi hőmérséklet 54 hossz = 60 Angström Hideg szerszám Gyors kristályosodás (vékony lamellák) Meleg szerszám Lassú kristályosodás (nagy lamellák) hossz = 100 Angström




46 A szerszám felületi hőmérsékletének hatása a POM-H szerkezetére C szerszám A határréteg kevéssé kristályosodik 90 C szerszám Optimális szerkezet
47 56 Szerszám hőmérséklet A szerszám felületi hőmérséklete 90 C ± 10 C legyen Mechanikai tulajdonságok Összecsapás Kitöltés Vetemedés Hőmérséklet Zsugorodás Felület

48 A szerszám felületi hőmérsékletének hatása a Delrin 100 szerkezetére 57 40ºC 90ºC 120ºC
49 A szerszám felületi hőmérsékletének hatása a Delrin tulajdonságaira 58

50 A szerszám felületi hőmérsékletének hatása a Delrin 100 zsugorodására 59
51 60 Szerszámhőmérsékletek Alapanyag Ajánlott szerszám felületi hőm. POM - H 90 C PA C PA 66 GF C PA 6 70 C PA 6 GF C PBT 80 C PBT GF C PET GF C PC C ABS C TPU C (hőn tart!)
52 61 Szerszám lerakódás Nedves garanulátum Túl kicsi gát Vetemedés Forrócsatorna probléma Rossz felületi megjelenés TOP TEN Nem megfelelő Tsz Ömledék homogenitási gond Rossz gát elhelyezés Túl rövid utónyomási idő





53 62 Vetemedés Térfogat változás Massetemp. 220 C Ömldék hőm. 220 C amorf Raumtemp. Szobahőmérséklet Részben kristályos
54 Zsugorodás (%) 63 Zsugorodás és vetemedés A falvastagság hatása erősítetlen Crastin (100 x 100 mm lapon mérve) 2,4 2,2 2 1,8 1,6 1,4 1, Falvastagság (mm) Feldolgozástól függ
55 Zsugorodás (%) 64 Zsugorodás és vetemedés 2,4 2,2 2 1,8 1,6 1,4 1,2 A feldolgozás hatása erősítetlen Crastin (100 x 100 mm x 4 mm lapon mérve) Szerszám ( C) / Utónyomás MPa DS
56 Zsugorodás (%) Zsugorodás és vetemedés A feldolgozás hatása a technológia zsugorra 65 2,4 Utónyomás 1,2 400 utónyomás (bar) t utónyomás (s) T szerszám( C) 120
57 66 Zsugorodás PBT GF30 [%] 1,4 (100 x 100 mm lapon mérve) Szálirányra merőlegesen 1,0 0,6 Száliránnyal párhuzamosan 0, [mm]

58 0 0,5 1,0 1,5 Az additívek hatása a hossz és keresztirányú zsugorodásra 67 üveggyöngy kréta erősítetlen üvegszál ásványai 0 0,5 1,0 1,5 Keresztirányú zsugor (%)




59 Beömlési pont helyének hatása a zsugorodásra 68 Beömlés Beömlés

60 Vetemedés borda esetén 69
61 70 Szerszám lerakódás Nedves garanulátum Túl kicsi gát Vetemedés Forrócsatorna probléma Rossz felületi megjelenés TOP TEN Nem megfelelő Tsz Ömledék homogenitási gond Rossz gát elhelyezés Túl rövid utónyomási idő




62 71 Az ömledék minősége Torlónyomás Visszaáramlás gátló szelep geometria Ömledék hőmérséklet Ömledék minősége Csigafordulatszám Tartózkodási idő Henger hőm. profil / Nedvesség tartalom


63 72 Az ömledék minősége Homogén ömledék Egyenletes kristályosodás Megfelelő szerkezet Optimális tulajdonságok Minimális belső feszültségek Gyenge szerkezet nem megolvadt szemcse-

 73")

64 Az ömledék megítélése Túl forró: Bomlás, folyási nyomok Fekete pöttyök (gyenge mechanikai jellemzők) 73 felfúvódott jó homogén inhomogén, nem megömlött granulátum Kettévágott ömledékpogácsa

65 Hőmérséklet mérés 74
66 Ütésállóság (%) 75 Tartózkodási idő PA66 ütésálló C Max. tartózkodási Idő 310 C -nál C -nál 310 C Tartózkodási idő (min)
67 Ütésállóság(%) Tm = 255 C 76 Behúzó zóna hőmérsékletének hatása Behúzó zóna hőmérséklete(c ) PA 66 GF 30
68 77 Feldolgozási hőmérsékletek Alapanyag Tm /Vicat Ajánlott Tm POM - H 175 C 215 +/- 5 C PA C 290 +/- 10 C PA 66 GF C 295 +/- 10 C PA C 250 +/- 10 C PA 6 GF C 270 +/- 10 C PBT 225 C 250 +/- 10 C PBT GF C 250 +/- 10 C PET GF C 285 +/- 5 C PC Ca.140 C /- 10 C ABS Ca. 100 C /- 5 C C TPU keménység függvényében
69 78 A fröccsöntő csiga hiba analízise Bomlás a kitoló zónában Fekete beégett felület a behúzó zónában Bomlás a kompressziós zónában
70 79 A fröccsegység hiba analízise A POM gyakran megfigyelt bomlása a behúzó zóna végén 215ºC 210ºC 205ºC 15ºC Vigyázat: 260ºC, bomlás! valós profil elképzelt profil
71 80 A fröccsegység hiba analízise Megoldás A fűtő palást Teljesítményének felezése Garathűtés 80 C-ra 215ºC 210ºC 205ºC 80ºC valós profil
 túl nagy kompressziójú")
72 81 A fröccsegység hiba analízise Bomlás a kompressziós zónában Lokálisan túl nagy nyírás léphet fel: hideg granulátum (túl hideg garat és behúzózóna) túl nagy kompressziójú csiga


73 82 A fröccsegység hiba analízise Bomlás a kitoló zónában Túlzott nyírás: túl kicsi menet mélység, túl nagy ellenállású vágsz

 A lehető")

74 83 Hiba analízis fröccsegység dűzni Fémkontaktus = végtelen tartózkodási idő, lamináris áramlás (Adapter, Dűzni és forrócsatorna) A lehető legalacsonyabb hőmérséklet, prof szabályozás 230ºC, 5 nap 190ºC, 5 nap Dűzniből származó POM-H, Tm=215ºC
75 84 Szerszám lerakódás Nedves garanulátum Túl kicsi gát Vetemedés Forrócsatorna probléma Rossz felületi megjelenés TOP TEN Nem megfelelő Tsz Ömledék homogenitási gond Rossz gát elhelyezés Túl rövid utónyomási idő

76 PA 66 feldolgozás 85 Problémák a forrócsatornával légrés Elosztó C Kis kontakt felület Dűzni max. 310 C Szerszám 80C Gát min. 260 C


77 86 Problémák a forrócsatornával Forrócsatorna kialakítás Nem ajánlott Ajánlott Holt tét

78 Hideg elosztó helyes kialakítása 87
79 88 Szerszám lerakódás Nedves garanulátum Túl kicsi gát Vetemedés Forrócsatorna probléma Rossz felületi megjelenés TOP TEN Nem megfelelő Tsz Ömledék homogenitási gond Rossz gát elhelyezés Túl rövid utónyomási idő

80 89 A hiba lokalizálása Minden egyes lövés, vagy csak esetenként? Mindig ugyan az a fészek? Mindig azonos helyen? Már az elosztó csatornában megjelenik? Kitöltési tanulmány? Új Charge? Ugyanaz a gép?



81 90 Rossz felület Fátyolosság Megjelenés: Ezüstös vonalak folyásirányban, szabálytalanul megjelenő Okok: A felületre kijutó gázbuborékok, amelyek felszakadnak

82 91 Rossz felület Fátyolosság Okok: Gázbuborékok, amelyek a kijutnak a felületre A gáz lehet: Levegő, H 2 O, Alapanyag gáznemű bomlásterméke
 Folyásnyomok")


83 92 Rossz felület (TPU) Folyásnyomok nedvesség miatt Túlhevített anyag Ezüstös folyásnyomok túl nagy adagút, levegőbezáródás
 Lehetséges elhárítása:")
84 93 Rossz felület Vonalak Megjelenés: Áramlás irányával megegyező folyamatos vonalak. Helye: szabálytalan; megjelenése: szabálytalan Okok: Hidegdugó vagy nem megömlött alapanyag, amelyet az anyagáramlás a formaüregbe magával sodor (gyakran a beömlő közelében) Lehetséges elhárítása: Ömledék-homogenitás ellenőrzése Ömledék-hőmérséklet (Dűzni / Forrócsatorna) emelése Hidegdugó csapda a beömlőnél

 Falnak ütköztetés/")
85 94 Rossz felület Vonalak Megjelenés: Beömlő felől kiinduló egyenes, vagy S formájú vonalak Okok: Szabadsugár képződés Lehetséges elhárítása: Lépcsőzetes fröccssebesség (kezdetben lassú) Falnak ütköztetés/ beömlő optimalizálása

86 95 Rossz felület Hámlás v. hidegdugó: Már lehűlt anyagrészt sodor az ömledék magával
 Texturált/durvított")
87 96 Rossz felület Beégések Megjelenés: Helyi felületi beégések Gyakran lerakódás a szerszámon Okok: Oxidáció levegőbezáródás miatt Lehetséges elhárítása: Szellőzők optimalizálása Fröccssebesség csökkentése (különösen a kitöltés végén) Texturált/durvított felület



88 97 Rossz felület Beégések Megjelenés: A sárgásbarnától a feketéig terjedő vonalak, beömlőtől kiindulva a termék felületén szabálytalan Okok: Alapanyag degradáció a holtterekben Lehetséges elhárítása: Holtterek kiküszöbölése beömlő

89 98 Rossz felület Fekete/barna pontok: A degradálódott alapanyag a hengerből a formaüregbe jut



90 99 Hochleistungskunststoffe Technische Kunststoffe Standard Kunststoffe amorph flexible Kunststoffe teilkristallin



 15:00 17:00 Biesterfeld-Interowa Info Kart")
91 2014. november 25. budapesti SiLverKart rendezvényközpont 10:30 11:00 Érkezés, regisztráció 11:00 11:20 Köszöntés és Biesterfeld Interowa prezentáció 11:20 12:45 Termékújdonságok 12:45 13:45 Svédasztalos ebéd 13:45 14:40 Top Ten feldolgozási tippek 14:40 15:00 Regisztráció a gokartbajnoksághoz, szabályismertetés 15:00 17:00 Biesterfeld-Interowa Info Kart verseny (8 fős csoportokban selejtező rendszerben) 15:00 17:00 Biesterfeld-Interowa Info Kart verseny / alternatív biliárd 17:00 17:30 Ünnepélyes díjkiosztó, a rendezvény zárása
8. Fröccsöntés szerszám, termék, tulajdonságok
 8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
7. Fröccsöntés általános szempontok, folyamatok
 7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Fröccsöntés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
V. Moldex3D Szeminárium - econ Felhasználói Találkozó
 V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAGOK FELDOLGOZÁSÁBAN. Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium
 GÉP, SZERSZÁM, TERVEZÉS A MŰANYAGOK FELDOLGOZÁSÁBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 Fröccsöntés során előforduló hibák - Alapanyag - Alapanyag előkészítés -
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAGOK FELDOLGOZÁSÁBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 Fröccsöntés során előforduló hibák - Alapanyag - Alapanyag előkészítés -
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08.
 Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Az alapanyag kiválasztás rejtelmei. Grupama Aréna november 26.
 Az alapanyag kiválasztás rejtelmei Grupama Aréna 2015. november 26. Alapanyag kiválasztás Bevezetés: Miért éppen műanyag? A megfelelő polimert választjuk? A kiválasztási folyamat Ne felejtsd el...! Miért
Az alapanyag kiválasztás rejtelmei Grupama Aréna 2015. november 26. Alapanyag kiválasztás Bevezetés: Miért éppen műanyag? A megfelelő polimert választjuk? A kiválasztási folyamat Ne felejtsd el...! Miért
tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk (egy lépésben) zárt szerszámban történő formaadással
 zárt szerszámban történő formaadással") Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Nagyhőállóságú műanyagok. Grupama Aréna november 26.
 Nagyhőállóságú műanyagok Grupama Aréna 2015. november 26. Tartalom Jellemzők Műanyagok összehasonlítása A hőállóság növelésének lehetőségei (Adalékanyagok, erősítő anyagok) Alkalmazási példák Kiemelt termékek
Nagyhőállóságú műanyagok Grupama Aréna 2015. november 26. Tartalom Jellemzők Műanyagok összehasonlítása A hőállóság növelésének lehetőségei (Adalékanyagok, erősítő anyagok) Alkalmazási példák Kiemelt termékek
FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN
 Moldex3D I2 FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN Készítette: Polyvás Péter peter.polyvas@econengineering.com econengineering Kft. www.econengineering.com 2010.04.28. Moldex3D Vezető
Moldex3D I2 FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN Készítette: Polyvás Péter peter.polyvas@econengineering.com econengineering Kft. www.econengineering.com 2010.04.28. Moldex3D Vezető
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Mőanyag alkatrész fröccsöntésének szimulációja ÓE-B09 alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Mőanyag alkatrész fröccsöntésének szimulációja ÓE-B09 alap közepes
Rugalmas műanyagok. Lakos Tamás Groupama Aréna nov. 26.
 Rugalmas műanyagok Lakos Tamás Groupama Aréna 2015. nov. 26. Tartalom TPE áttekintés Tulajdonságok Összefoglalás Termékújdonságaink Rugalmas műanyagok Az elasztomerek felépítése 200-300A E-Modulusz E-Modulusz
Rugalmas műanyagok Lakos Tamás Groupama Aréna 2015. nov. 26. Tartalom TPE áttekintés Tulajdonságok Összefoglalás Termékújdonságaink Rugalmas műanyagok Az elasztomerek felépítése 200-300A E-Modulusz E-Modulusz
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Tanácsok jó minőségű fröccsdarabok gyártásához: fűtőzónák hőmérsékletének beállítása és a csonk elhelyezése A fröccsöntés, a többi feldolgozási folyamathoz hasonlóan komplex folyamat.
MŰANYAGOK FELDOLGOZÁSA Tanácsok jó minőségű fröccsdarabok gyártásához: fűtőzónák hőmérsékletének beállítása és a csonk elhelyezése A fröccsöntés, a többi feldolgozási folyamathoz hasonlóan komplex folyamat.
Fröccsöntött alkatrészek végeselemes modellezése. Szőcs András. Budapest, 2010. IV. 29.
 Fröccsöntött alkatrészek végeselemes modellezése Szőcs András Budapest, 2010. IV. 29. 1 Tartalom Mőanyag- és Gumitechnológiai Szakcsoport bemutatása Méréstechnika Elızmények Szilárdságtani modellezés Termo-mechanikai
Fröccsöntött alkatrészek végeselemes modellezése Szőcs András Budapest, 2010. IV. 29. 1 Tartalom Mőanyag- és Gumitechnológiai Szakcsoport bemutatása Méréstechnika Elızmények Szilárdságtani modellezés Termo-mechanikai
EXCELLENCE IN PLASTICS TOMORROW S SOLUTIONS TODAY. Szelepház tűréseinek hatása a szerszám tervezésben Budapest,
 EXCELLENCE IN PLASTICS TOMORROW S SOLUTIONS TODAY Szelepház tűréseinek hatása a szerszám tervezésben Budapest, 2018.10.02. Cégbemutató Karsai Alba Kft. Alapítva: 1988 Telephely: Székesfehérvár Fő profil:
EXCELLENCE IN PLASTICS TOMORROW S SOLUTIONS TODAY Szelepház tűréseinek hatása a szerszám tervezésben Budapest, 2018.10.02. Cégbemutató Karsai Alba Kft. Alapítva: 1988 Telephely: Székesfehérvár Fő profil:
Tömeg (2) kg/darab NYLATRON MC 901 NYLATRON GSM NYLATRON NSM 40042000 40050000 40055000 50. Átmérő tűrései (1) mm. Átmérő mm.
 kg/darab NYLATRON MC 901 NYLATRON GSM NYLATRON NSM 40042000 40050000 40055000 50. Átmérő tűrései (1) mm. Átmérő mm.") NYLTRON M 901, kék (színezett, növelt szívósságú, öntött P 6) NYLTRON GSM, szürkésfekete; (MoS, szilárd kenőanyagot tartalmazó, öntött P 6) NYLTRON NSM, szürke (szilárd kenőanyag kombinációt tartalmazó
NYLTRON M 901, kék (színezett, növelt szívósságú, öntött P 6) NYLTRON GSM, szürkésfekete; (MoS, szilárd kenőanyagot tartalmazó, öntött P 6) NYLTRON NSM, szürke (szilárd kenőanyag kombinációt tartalmazó
Anyagválasztás Dr. Tábi Tamás
 Anyagválasztás Dr. Tábi Tamás 2018. Február 7. Mi a mérnök feladata? 2 Mit kell tudni a mérnöknek ahhoz, hogy az általa tervezett termék sikeres legyen? Világunk anyagai 3 Polimerek Elasztomerek Fémek,
Anyagválasztás Dr. Tábi Tamás 2018. Február 7. Mi a mérnök feladata? 2 Mit kell tudni a mérnöknek ahhoz, hogy az általa tervezett termék sikeres legyen? Világunk anyagai 3 Polimerek Elasztomerek Fémek,
MŰANYAGOK FELDOLGOZÁSA, ADDITÍV TECHNOLÓGIÁK
 MŰANYAGOK FELDOLGOZÁSA, ADDITÍV TECHNOLÓGIÁK A polimer tulajdonságainak hatása a fröccsöntés eredményére Az elektronikai termékek miniatürizálását követniük kell a hőre lágyuló műanyagokból készülő fröccstermékeknek
MŰANYAGOK FELDOLGOZÁSA, ADDITÍV TECHNOLÓGIÁK A polimer tulajdonságainak hatása a fröccsöntés eredményére Az elektronikai termékek miniatürizálását követniük kell a hőre lágyuló műanyagokból készülő fröccstermékeknek
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor
 Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Cavity Eye, az intelligens szerszám. Dr. Szűcs András CTO
 Cavity Eye, az intelligens szerszám Dr. Szűcs András CTO 2016. 11. 08 1 Tartalom Bemutatkozás Cavity Eye technológia; Esettanulmányok; 2 Mi a Cavity Eye? Ahol a tervezés végződik és a sorozat gyártás kezdődik
Cavity Eye, az intelligens szerszám Dr. Szűcs András CTO 2016. 11. 08 1 Tartalom Bemutatkozás Cavity Eye technológia; Esettanulmányok; 2 Mi a Cavity Eye? Ahol a tervezés végződik és a sorozat gyártás kezdődik
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
A POLIPROPILÉN TATREN IM
 TATREN IM 6 56 A POLIPROPILÉN TATREN IM 6 56 blokk kopolimer típust akkumulátor házak, háztartási eszközök, autó - és egyéb műszaki alkatrészek fröccsöntésére fejlesztettük ki, ahol a tartós hőállóság
TATREN IM 6 56 A POLIPROPILÉN TATREN IM 6 56 blokk kopolimer típust akkumulátor házak, háztartási eszközök, autó - és egyéb műszaki alkatrészek fröccsöntésére fejlesztettük ki, ahol a tartós hőállóság
Fröccsöntés BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Kalanderezés és extrúzió
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
MŰANYAGOK ALKALMAZÁSA
 MŰANYAGOK ALKALMAZÁSA Műanyagok kiválasztásának szempontjai A műanyagok típusválasztéka ma már olyan széles, hogy az adott alkalmazás követelményeit gazdaságosan teljesítő alapanyag kiválasztása komoly
MŰANYAGOK ALKALMAZÁSA Műanyagok kiválasztásának szempontjai A műanyagok típusválasztéka ma már olyan széles, hogy az adott alkalmazás követelményeit gazdaságosan teljesítő alapanyag kiválasztása komoly
CDC 2000 Vezérlő 4. Fröccsegység beállítások Asian Plastic
 4.1 Befröccsöntés Menü 11 A képernyő tartalmát három részre oszthatjuk. A felső harmadban a befröccsöntés, a középső harmadban az utánnyomás, az alsó harmadban pedig egyéb beállításokat végezhetünk. Anyagpárna:
4.1 Befröccsöntés Menü 11 A képernyő tartalmát három részre oszthatjuk. A felső harmadban a befröccsöntés, a középső harmadban az utánnyomás, az alsó harmadban pedig egyéb beállításokat végezhetünk. Anyagpárna:
POLIMERTECHNIKA Laboratóriumi gyakorlat
 MÉRÉSI JEGYZŐKÖNYV Polimer anyagvizsgálat Név: Neptun kód: Dátum:. Gyakorlat célja: 1. Műanyagok folyóképességének vizsgálata, fontosabb reológiai jellemzők kiszámítása 2. Műanyagok Charpy-féle ütővizsgálata
MÉRÉSI JEGYZŐKÖNYV Polimer anyagvizsgálat Név: Neptun kód: Dátum:. Gyakorlat célja: 1. Műanyagok folyóképességének vizsgálata, fontosabb reológiai jellemzők kiszámítása 2. Műanyagok Charpy-féle ütővizsgálata
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
HTN53G50HSLR NC010/BK083 HTN
 Fröccsöntési technológia kidolgozásának javasolt lépései A fröccsöntési technológia az alapanyag, fröccsöntő gép és fröccsöntő szerszám együttes használata műanyagtermék előállítása érdekében. Miként a
Fröccsöntési technológia kidolgozásának javasolt lépései A fröccsöntési technológia az alapanyag, fröccsöntő gép és fröccsöntő szerszám együttes használata műanyagtermék előállítása érdekében. Miként a
PurgeMax. Nagy teljesítményű, költséghatékony tisztítási megoldás
 Csökkenti a gépek állásidejét és az anyagveszteséget Javítja a termelékenységet és a kiesési arányt Csökkenti a költségeket Csiga és fröccshenger A csiga és a fröccshenger a fröccsöntéses műanyaggyártás
Csökkenti a gépek állásidejét és az anyagveszteséget Javítja a termelékenységet és a kiesési arányt Csökkenti a költségeket Csiga és fröccshenger A csiga és a fröccshenger a fröccsöntéses műanyaggyártás
Kecskeméti Főiskola GAMF Kar. Poliolefinek öregítő vizsgálata Szűcs András. Budapest, 2011. X. 18
 Kecskeméti Főiskola GAMF Kar Poliolefinek öregítő vizsgálata Szűcs András Budapest, 211. X. 18 1 Tartalom Műanyagot érő öregítő hatások Alapanyag és minta előkészítés Vizsgálati berendezések Mérési eredmények
Kecskeméti Főiskola GAMF Kar Poliolefinek öregítő vizsgálata Szűcs András Budapest, 211. X. 18 1 Tartalom Műanyagot érő öregítő hatások Alapanyag és minta előkészítés Vizsgálati berendezések Mérési eredmények
Fröccsöntés, fröccsöntő szerszámok. Fröccsöntő gépek
 Fröccsöntés, fröccsöntő szerszámok 1 Fröccsöntő gépek 2 1 Fröccsöntési folyamat 3 Fröccsöntő gép struktúrája 4 2 Egységek Fröccsegység 5 Egységek Fröccs egység Csiga mozgató mechanizmus Alapanyag tároló
Fröccsöntés, fröccsöntő szerszámok 1 Fröccsöntő gépek 2 1 Fröccsöntési folyamat 3 Fröccsöntő gép struktúrája 4 2 Egységek Fröccsegység 5 Egységek Fröccs egység Csiga mozgató mechanizmus Alapanyag tároló
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
9. Üreges testek gyártása
 9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
MŰANYAGOK TULAJDONSÁGAI
 MŰANYAGOK TULAJDONSÁGAI A műszaki adatlapok csapdái A műanyagok vizsgálatával számos szabvány foglalkozik. Ezek egy része csak az adott országon belül érvényes, de vannak nemzetközi érvényű előírások is.
MŰANYAGOK TULAJDONSÁGAI A műszaki adatlapok csapdái A műanyagok vizsgálatával számos szabvány foglalkozik. Ezek egy része csak az adott országon belül érvényes, de vannak nemzetközi érvényű előírások is.
T-M 2. Extrúzió és fröccsöntés
 T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
Cikloolefin kopolimerek most már fröccsöntéshez is
 MÛANYAGFAJTÁK 1.3 2.1 3.2 Cikloolefin kopolimerek most már fröccsöntéshez is Tárgyszavak: cikloolefin kopolimer; Topas; ipari gyártás; választék; tulajdonságok; feldolgozás; fröccsöntés. A Ticona cég 5
MÛANYAGFAJTÁK 1.3 2.1 3.2 Cikloolefin kopolimerek most már fröccsöntéshez is Tárgyszavak: cikloolefin kopolimer; Topas; ipari gyártás; választék; tulajdonságok; feldolgozás; fröccsöntés. A Ticona cég 5
11. Hegesztés; egyéb műveletek
 11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
4. Hőtani kérdések; extrúzió
 4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
3D bútorfrontok (előlapok) gyártása
 gyártása") 3D bútorfrontok (előlapok) gyártása 1 2 3 4 5 6 7 8 9 MDF lapok vágása Marás rakatolás Tisztítás Ragasztófelhordás 3D film laminálás Szegély eltávolítása Tisztítás Kész bútorfront Membránpréses kasírozás
3D bútorfrontok (előlapok) gyártása 1 2 3 4 5 6 7 8 9 MDF lapok vágása Marás rakatolás Tisztítás Ragasztófelhordás 3D film laminálás Szegély eltávolítása Tisztítás Kész bútorfront Membránpréses kasírozás
RBX : 2 részes granulátum gyártó gép kemény műanyagokra
 RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
Irodalom. Fröccsöntési ciklus. Alakító szerszámok tervezése. Műanyag termék előállítása. Fröccsöntő szerszám
 Dr. Mikó Balázs Irodalom BAGMTV5NNC / NLC Alakító szerszámok tervezése Dunai A.; Macskási L.: Műanyagok fröccsöntése; Lexica Kft. Budapest 2003. www.meusburger.com http://mold-technology4all.blogspot.hu/
Dr. Mikó Balázs Irodalom BAGMTV5NNC / NLC Alakító szerszámok tervezése Dunai A.; Macskási L.: Műanyagok fröccsöntése; Lexica Kft. Budapest 2003. www.meusburger.com http://mold-technology4all.blogspot.hu/
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Önerősítő hőre lágyuló műanyag szövettermékek Műanyag fóliák nyújtásával jelentős mértékű anizotrópiát lehet elérni a mechanikai és más tulajdonságokban, és ezáltal a kiválasztott
MŰANYAGOK FELDOLGOZÁSA Önerősítő hőre lágyuló műanyag szövettermékek Műanyag fóliák nyújtásával jelentős mértékű anizotrópiát lehet elérni a mechanikai és más tulajdonságokban, és ezáltal a kiválasztott
Polimerek fizikai, mechanikai, termikus tulajdonságai
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka 2011.10.05. BURGERS FÉLE NÉGYPARAMÉTERES
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka 2011.10.05. BURGERS FÉLE NÉGYPARAMÉTERES
Fa-műanyag kompozitok (WPC) és termékek gyártása. Garas Sándor
 és termékek gyártása. Garas Sándor") Fa-műanyag kompozitok (WPC) és termékek gyártása 1 CÉL Kőolajszármazékok (polimerek) helyettesítése természetes, megújuló forrásból származó anyagokkal A polimerek tulajdonságainak módosítása Súlycsökkentés
Fa-műanyag kompozitok (WPC) és termékek gyártása 1 CÉL Kőolajszármazékok (polimerek) helyettesítése természetes, megújuló forrásból származó anyagokkal A polimerek tulajdonságainak módosítása Súlycsökkentés
Soba. FlamLINE. Fugaszalag 3 dimenziós hézagmozgáshoz
 Soba Fugaszalag 3 dimenziós hézagmozgáshoz Egyszerû beépíthetôség lángolvasztással 1 Szigetelôlemez elvágása a dilatációnál fugaszalag elhelyezése és lángolvasztással történô rögzítése 2 fugaszalag fugaszalag
Soba Fugaszalag 3 dimenziós hézagmozgáshoz Egyszerû beépíthetôség lángolvasztással 1 Szigetelôlemez elvágása a dilatációnál fugaszalag elhelyezése és lángolvasztással történô rögzítése 2 fugaszalag fugaszalag
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
XT - termékadatlap. az Ön megbízható partnere
 XT termékadatlap az Ön megbízható partnere TARTALOMJEGYZÉK Általános tulajdonságok 3. oldal Mechanikai tulajdonságok 4. oldal Akusztikai tulajdonságok 5. oldal Optikai tulajdonságok 5. oldal Elektromos
XT termékadatlap az Ön megbízható partnere TARTALOMJEGYZÉK Általános tulajdonságok 3. oldal Mechanikai tulajdonságok 4. oldal Akusztikai tulajdonságok 5. oldal Optikai tulajdonságok 5. oldal Elektromos
Polimerek vizsgálatai
 SZÉCHENYI ISTVÁN EGYETEM ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI TANSZÉK Polimerek vizsgálatai DR Hargitai Hajnalka Rövid idejű mechanikai vizsgálat Szakítóvizsgálat Cél: elsősorban a gyártási körülmények megfelelőségének
SZÉCHENYI ISTVÁN EGYETEM ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI TANSZÉK Polimerek vizsgálatai DR Hargitai Hajnalka Rövid idejű mechanikai vizsgálat Szakítóvizsgálat Cél: elsősorban a gyártási körülmények megfelelőségének
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Többfészkes fröccsszerszámok kiegyensúlyozási problémái A többfészkes fröccsöntő szerszámok fészkeihez vezető elosztócsatornákat nem elegendő geometriailag kiegyensúlyozni, és még
MŰANYAGOK FELDOLGOZÁSA Többfészkes fröccsszerszámok kiegyensúlyozási problémái A többfészkes fröccsöntő szerszámok fészkeihez vezető elosztócsatornákat nem elegendő geometriailag kiegyensúlyozni, és még
12. Polimerek anyagvizsgálata 2. Anyagvizsgálat NGB_AJ029_1
 12. Polimerek anyagvizsgálata 2. Anyagvizsgálat NGB_AJ029_1 Ömledék reológia Viszkozitás Newtoni folyadék, nem-newtoni folyadék Pszeudoplasztikus, strukturviszkózus közeg Folyásgörbe, viszkozitás görbe
12. Polimerek anyagvizsgálata 2. Anyagvizsgálat NGB_AJ029_1 Ömledék reológia Viszkozitás Newtoni folyadék, nem-newtoni folyadék Pszeudoplasztikus, strukturviszkózus közeg Folyásgörbe, viszkozitás görbe
Szerkezet és tulajdonságok
 Szerkezet és tulajdonságok Bevezetés Molekulaszerkezet és tulajdonságok Kristályos polimerek a kristályosodás feltétele, szabályos lánc kristályos szerkezet kristályosodás, gócképződés kristályosodás,
Szerkezet és tulajdonságok Bevezetés Molekulaszerkezet és tulajdonságok Kristályos polimerek a kristályosodás feltétele, szabályos lánc kristályos szerkezet kristályosodás, gócképződés kristályosodás,
Tartalomjegyzék. POLIUREÁN TÖMLŐK Poliuretán csigatömlők/ Polyurethane Corrugated Hoses
 Tartalomjegyzék POLIUREÁN TÖMLŐK Poliuretán csigatömlők/ Polyurethane Corrugated Hoses Poliuretán csigatömlők/ Polyurethane Corrugated Hoses Antisztatikus Poliuretán Csigatömlő/PU Corrugated Hoses Antistatic
Tartalomjegyzék POLIUREÁN TÖMLŐK Poliuretán csigatömlők/ Polyurethane Corrugated Hoses Poliuretán csigatömlők/ Polyurethane Corrugated Hoses Antisztatikus Poliuretán Csigatömlő/PU Corrugated Hoses Antistatic
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Hibaelhárítás fröccsöntésnél Ha egy új termék esetében nem megfelelő darabokat kapnak, a hiba elhárítása érdekében gondosan kell elemezni a termék és a szerszám kialakítását, és
MŰANYAGOK FELDOLGOZÁSA Hibaelhárítás fröccsöntésnél Ha egy új termék esetében nem megfelelő darabokat kapnak, a hiba elhárítása érdekében gondosan kell elemezni a termék és a szerszám kialakítását, és
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Intrúziós fröccsöntés hatása a termék tulajdonságaira Az intrúzió a fröccsöntés egy különleges módszere, amellyel a gép kapacitásánál nagyobb méretű termék fröccsöntését lehet megoldani.
MŰANYAGOK FELDOLGOZÁSA Intrúziós fröccsöntés hatása a termék tulajdonságaira Az intrúzió a fröccsöntés egy különleges módszere, amellyel a gép kapacitásánál nagyobb méretű termék fröccsöntését lehet megoldani.
Elektrofúzós karmanytúk újragondolva. A gyors és biztonságos csatlakozáshoz
 PE Elektrofúziós karmantyúk d355-d800 mm SDR11/17 Elektrofúzós karmanytúk újragondolva A gyors és biztonságos csatlakozáshoz 1 Monthly Report - Nr. Tartalomjegyzék 03 04 05 06 10 11 14 16 19 22 24 Áttekintés
PE Elektrofúziós karmantyúk d355-d800 mm SDR11/17 Elektrofúzós karmanytúk újragondolva A gyors és biztonságos csatlakozáshoz 1 Monthly Report - Nr. Tartalomjegyzék 03 04 05 06 10 11 14 16 19 22 24 Áttekintés
2. Általános leírás ASIAN PLASTIC
 . Általános leírás.1 A gép leírása.1.1 Alapfelszereltség (1) Záró Egység a) Ötpontos, dupla könyök mechanizmus egy hidraulikus hengerrel b) Edzett acél könyök összekötő hüvelyek c) Krómozott könyök csapok
. Általános leírás.1 A gép leírása.1.1 Alapfelszereltség (1) Záró Egység a) Ötpontos, dupla könyök mechanizmus egy hidraulikus hengerrel b) Edzett acél könyök összekötő hüvelyek c) Krómozott könyök csapok
Belsőégésű motor hengerfej geometriai érzékenység-vizsgálata Geometriai építőelemek változtatásának hatása a hengerfej szilárdsági viselkedésére
 Belsőégésű motor hengerfej geometriai érzékenység-vizsgálata Geometriai építőelemek változtatásának hatása a hengerfej szilárdsági viselkedésére Néhány példa a C3D Műszaki Tanácsadó Kft. korábbi munkáiból
Belsőégésű motor hengerfej geometriai érzékenység-vizsgálata Geometriai építőelemek változtatásának hatása a hengerfej szilárdsági viselkedésére Néhány példa a C3D Műszaki Tanácsadó Kft. korábbi munkáiból
Új megoldások a vékony falú termékek fröccsöntésében: az expanziós fröccsöntés
 A MÛANYAGOK FELDOLGOZÁSA 2.2 Új megoldások a vékony falú termékek fröccsöntésében: az expanziós fröccsöntés Tárgyszavak: műanyag-feldolgozás; expanziós fröccsöntés; technológia; gépgyártó; feldolgozógép.
A MÛANYAGOK FELDOLGOZÁSA 2.2 Új megoldások a vékony falú termékek fröccsöntésében: az expanziós fröccsöntés Tárgyszavak: műanyag-feldolgozás; expanziós fröccsöntés; technológia; gépgyártó; feldolgozógép.
Projektfeladatok 2014, tavaszi félév
 Projektfeladatok 2014, tavaszi félév Gyakorlatok Félév menete: 1. gyakorlat: feladat kiválasztása 2-12. gyakorlat: konzultációs rendszeres beszámoló a munka aktuális állásáról (kötelező) 13-14. gyakorlat:
Projektfeladatok 2014, tavaszi félév Gyakorlatok Félév menete: 1. gyakorlat: feladat kiválasztása 2-12. gyakorlat: konzultációs rendszeres beszámoló a munka aktuális állásáról (kötelező) 13-14. gyakorlat:
Üreges testek gyártása
 1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
EGYÉB HIDRAULIKUS ALKATRÉSZEK
 EGYÉB HIDRAULIKUS ALKATRÉSZEK PNEUMATIKUS KAPCSOLÓK 402-400CP1SI 1 utas pneumatikus kapcsoló 402-CP2SI 2 utas pneumatikus kapcsoló 402-CP3SI 3 utas pneumatikus kapcsoló TECHNIKAI ADATOK Maximális üzemi
EGYÉB HIDRAULIKUS ALKATRÉSZEK PNEUMATIKUS KAPCSOLÓK 402-400CP1SI 1 utas pneumatikus kapcsoló 402-CP2SI 2 utas pneumatikus kapcsoló 402-CP3SI 3 utas pneumatikus kapcsoló TECHNIKAI ADATOK Maximális üzemi
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Tudunk-e már mindent a fröccsöntésről? Vannak fröccsöntők, akik úgy gondolják, az ő feladatuk a formaadás, az anyagi tulajdonságokért az anyaggyártók felelnek. Más feldolgozók nem
MŰANYAGOK FELDOLGOZÁSA Tudunk-e már mindent a fröccsöntésről? Vannak fröccsöntők, akik úgy gondolják, az ő feladatuk a formaadás, az anyagi tulajdonságokért az anyaggyártók felelnek. Más feldolgozók nem
Polimerek vizsgálatai 1.
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek vizsgálatai 1. DR Hargitai Hajnalka Szakítóvizsgálat Rövid idejű mechanikai vizsgálat Cél: elsősorban
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek vizsgálatai 1. DR Hargitai Hajnalka Szakítóvizsgálat Rövid idejű mechanikai vizsgálat Cél: elsősorban
ÍRTA: SZABÓ FERENC OKLEVELES GÉPÉSZMÉRNÖK TÉMAVEZETŐ:
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK PVT MÉRÉSI MÓDSZER TELJES KÖRŰ FEJLESZTÉSE PHD ÉRTEKEZÉS TÉZISFÜZETE ÍRTA: SZABÓ FERENC OKLEVELES GÉPÉSZMÉRNÖK TÉMAVEZETŐ:
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK PVT MÉRÉSI MÓDSZER TELJES KÖRŰ FEJLESZTÉSE PHD ÉRTEKEZÉS TÉZISFÜZETE ÍRTA: SZABÓ FERENC OKLEVELES GÉPÉSZMÉRNÖK TÉMAVEZETŐ:
Társított és összetett rendszerek
 Társított és összetett rendszerek Bevezetés Töltőanyagot tartalmazó polimerek tulajdonságok kölcsönhatások szerkezet Polimer keverékek elegyíthetőség összeférhetőség Többkomponensű rendszerek Mikromechanikai
Társított és összetett rendszerek Bevezetés Töltőanyagot tartalmazó polimerek tulajdonságok kölcsönhatások szerkezet Polimer keverékek elegyíthetőség összeférhetőség Többkomponensű rendszerek Mikromechanikai
Hőszivattyúk - kompresszor technológiák Január 25. Lurdy Ház
 Hőszivattyúk - kompresszor technológiák 2017. Január 25. Lurdy Ház Tartalom Hőszivattyú felhasználások Fűtős kompresszor típusok Elérhető kompresszor típusok áttekintése kompresszor hatásfoka Minél kisebb
Hőszivattyúk - kompresszor technológiák 2017. Január 25. Lurdy Ház Tartalom Hőszivattyú felhasználások Fűtős kompresszor típusok Elérhető kompresszor típusok áttekintése kompresszor hatásfoka Minél kisebb
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
Mőanyagok felosztása. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Mőszaki mőanyagok. Dr. Mikó Balázs miko.balazs@bgk.bmf.hu.
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Mőszaki mőanyagok Mőanyagok felosztása Mőanyagok Makromolekulájú szerves anyagok Természetes anyagok átalakításával
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Mőszaki mőanyagok Mőanyagok felosztása Mőanyagok Makromolekulájú szerves anyagok Természetes anyagok átalakításával
7. Próbagyártás ASIAN PLASTIC
 7. Próbagyártás 7.1 Gyártás előtti ellenőrzési pontok Bármilyen ismert eltérést vagy hibát ki kell javítani a gép beindítása előtt. Sz. Ellenörző pontok Ellen- Megj. őrizve 1. Távolítsa el a rozsdagátló
7. Próbagyártás 7.1 Gyártás előtti ellenőrzési pontok Bármilyen ismert eltérést vagy hibát ki kell javítani a gép beindítása előtt. Sz. Ellenörző pontok Ellen- Megj. őrizve 1. Távolítsa el a rozsdagátló
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Környezeti tényezők hatása, időfüggő mechanikai tulajdonságok Dr. Tamás-Bényei Péter 2018. szeptember 19. Ütemterv 2 / 20 Dátum 2018.09.05 2018.09.19
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Környezeti tényezők hatása, időfüggő mechanikai tulajdonságok Dr. Tamás-Bényei Péter 2018. szeptember 19. Ütemterv 2 / 20 Dátum 2018.09.05 2018.09.19
A MÛANYAGOK ALKALMAZÁSA
 A MÛANYAGOK ALKALMAZÁSA 3.2 3.7 Különleges új poliamidok Tárgyszavak: átlátszóság; merevség; nagy modulus; üvegszálas erősítés; szemüvegkeret; napszemüveg; autóalkatrész. A hagyományos polimerek fejlesztése
A MÛANYAGOK ALKALMAZÁSA 3.2 3.7 Különleges új poliamidok Tárgyszavak: átlátszóság; merevség; nagy modulus; üvegszálas erősítés; szemüvegkeret; napszemüveg; autóalkatrész. A hagyományos polimerek fejlesztése
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Faliszttel töltött kompozitok (WPC) fröccsöntése A faliszttel töltött kompozitokat eddig főleg extrudálták. Újabban egyre több feldolgozó próbálkozik fröccsöntésükkel. A faliszttel,
MŰANYAGOK FELDOLGOZÁSA Faliszttel töltött kompozitok (WPC) fröccsöntése A faliszttel töltött kompozitokat eddig főleg extrudálták. Újabban egyre több feldolgozó próbálkozik fröccsöntésükkel. A faliszttel,
Műanyaghulladék menedzsment
 Műanyaghulladék menedzsment 2013. IX. 26. Dr. Ronkay Ferenc egyetemi docens ronkay@pt.bme.hu megegyesely.blog.hu Hulladékkezelési hierarchia EU direktíva Szelektív gyűjtés Megvalósítás: hulladékudvar gyűjtősziget
Műanyaghulladék menedzsment 2013. IX. 26. Dr. Ronkay Ferenc egyetemi docens ronkay@pt.bme.hu megegyesely.blog.hu Hulladékkezelési hierarchia EU direktíva Szelektív gyűjtés Megvalósítás: hulladékudvar gyűjtősziget
EGYÉB HIDRAULIKUS ALKATRÉSZEK
 EGYÉB HIDRAULIKUS ALKATRÉSZEK PNEUMATIKUS KAPCSOLÓK 402-400CP1SI 1 utas pneumatikus kapcsoló 402-CP2SI 2 utas pneumatikus kapcsoló 402-CP3SI 3 utas pneumatikus kapcsoló TECHNIKAI ADATOK Maximális üzemi
EGYÉB HIDRAULIKUS ALKATRÉSZEK PNEUMATIKUS KAPCSOLÓK 402-400CP1SI 1 utas pneumatikus kapcsoló 402-CP2SI 2 utas pneumatikus kapcsoló 402-CP3SI 3 utas pneumatikus kapcsoló TECHNIKAI ADATOK Maximális üzemi
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
RR fa tartók előnyei
 Rétegelt ragasztott fa tartók k vizsgálata Dr. Koris Kálmán, Dr. Bódi István BME Hidak és Szerkezetek Tanszék RR fa tartók előnyei Acélhoz és betonhoz képest kis térfogatsúly Kedvező szilárdsági és merevségi
Rétegelt ragasztott fa tartók k vizsgálata Dr. Koris Kálmán, Dr. Bódi István BME Hidak és Szerkezetek Tanszék RR fa tartók előnyei Acélhoz és betonhoz képest kis térfogatsúly Kedvező szilárdsági és merevségi
Műszaki leírás Főbb jellemzők
 RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
3M Kisfeszültségű melegzsugor kábelszerelvények
 3M Kisfeszültségű melegzsugor kábelszerelvények Alkalmazás: A 3M melegzsugor technológiát az energetika, nehéz- és villamosipar kis- és legnagyobb felhasználói rutinszerűen használják szigetelés helyreállításra,
3M Kisfeszültségű melegzsugor kábelszerelvények Alkalmazás: A 3M melegzsugor technológiát az energetika, nehéz- és villamosipar kis- és legnagyobb felhasználói rutinszerűen használják szigetelés helyreállításra,
Tárgyszavak: polilaktid; biológiai lebomlás; komposztálhatóság; megújuló nyersanyagforrás; feldolgozás; tulajdonságok.
 MÛANYAGOK ÉS A KÖRNYEZET Hőformázott csomagolóeszközök politejsavból Tárgyszavak: polilaktid; biológiai lebomlás; komposztálhatóság; megújuló nyersanyagforrás; feldolgozás; tulajdonságok. A politejsav
MÛANYAGOK ÉS A KÖRNYEZET Hőformázott csomagolóeszközök politejsavból Tárgyszavak: polilaktid; biológiai lebomlás; komposztálhatóság; megújuló nyersanyagforrás; feldolgozás; tulajdonságok. A politejsav
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Folyamatszabályozás közvetlenül a szerszámfészekből származó adatokkal A fröccsöntött termék kifogástalan minőségét a lehető legalacsonyabb költséggel csak akkor lehet megvalósítani,
MŰANYAGOK FELDOLGOZÁSA Folyamatszabályozás közvetlenül a szerszámfészekből származó adatokkal A fröccsöntött termék kifogástalan minőségét a lehető legalacsonyabb költséggel csak akkor lehet megvalósítani,
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") 27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
Anyagismeret. Polimer habok. Hab:
 Polimer habok gyártása 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimer habok Hab: Olyan kétfázisú rendszer, amelyben statisztikus eloszlású, változó méretű gázbuborékok
Polimer habok gyártása 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimer habok Hab: Olyan kétfázisú rendszer, amelyben statisztikus eloszlású, változó méretű gázbuborékok
Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük.
 5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
Kristályos és amorf polimerek termikus vizsgálata differenciális pásztázó kalorimetriával
 A MÛANYAGOK TULAJDONSÁGAI Kristályos és amorf polimerek termikus vizsgálata differenciális pásztázó kalorimetriával (DSC) Tárgyszavak: termikus analízis; DSC; kristályos polimer; amorf polimer; átmeneti
A MÛANYAGOK TULAJDONSÁGAI Kristályos és amorf polimerek termikus vizsgálata differenciális pásztázó kalorimetriával (DSC) Tárgyszavak: termikus analízis; DSC; kristályos polimer; amorf polimer; átmeneti
Minden egyben kompakt Szárazlevegős Szárító
 CD Rozsgamentes acél munkafelülület ellenáll a víznek és egyéb más anyagoknak PID szabályzó lehetőséget ad hogy minden napra beállítsunk szárítási időt Szervízablak lehetőséget ad a fő tartály gyors tisztítására
CD Rozsgamentes acél munkafelülület ellenáll a víznek és egyéb más anyagoknak PID szabályzó lehetőséget ad hogy minden napra beállítsunk szárítási időt Szervízablak lehetőséget ad a fő tartály gyors tisztítására
A4. Hőre lágyuló műanyagok melegalakítása
 LABORGYAKORLATOK - SEGÉDLET Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar POLIMERTECHNIKA TANSZÉK A4. Hőre lágyuló műanyagok melegalakítása A jegyzet érvényességét a tanszéki Weboldalon
LABORGYAKORLATOK - SEGÉDLET Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar POLIMERTECHNIKA TANSZÉK A4. Hőre lágyuló műanyagok melegalakítása A jegyzet érvényességét a tanszéki Weboldalon
ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS FRÖCCSÖNTŐ GÉP GIANT sorozat
 Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
1. feladat Alkalmazzuk a mólhő meghatározását egy gázra. Izoterm és adiabatikus átalakulásokra a következőt kapjuk:
 Válaszoljatok a következő kérdésekre: 1. feladat Alkalmazzuk a mólhő meghatározását egy gázra. Izoterm és adiabatikus átalakulásokra a következőt kapjuk: a) zéró izoterm átalakulásnál és végtelen az adiabatikusnál
Válaszoljatok a következő kérdésekre: 1. feladat Alkalmazzuk a mólhő meghatározását egy gázra. Izoterm és adiabatikus átalakulásokra a következőt kapjuk: a) zéró izoterm átalakulásnál és végtelen az adiabatikusnál
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Különböző öntészeti technológiák szimulációja
 Különböző öntészeti technológiák szimulációja Doktoranduszok Fóruma 2012. 11.08. Készítette: Budavári Imre, I. éves doktorandusz hallgató Konzulensek: Dr. Dúl Jenő, Dr. Molnár Dániel Predoktoranduszi időszak
Különböző öntészeti technológiák szimulációja Doktoranduszok Fóruma 2012. 11.08. Készítette: Budavári Imre, I. éves doktorandusz hallgató Konzulensek: Dr. Dúl Jenő, Dr. Molnár Dániel Predoktoranduszi időszak
Powered by TCPDF (
 Powered by TCPDF (www.tcpdf.org) a@ ヲイ ウョケッュ ウ @ ィ エ ウ @ コ @abs@ ュ ィ ョゥォ ゥ @ エオャ ェ ッョウ ァ ゥイ d ッァッウウケ @gnl@k ッカ ウ @jn@gn a ーエ @ ヲッイ @ ーオ ャゥ エゥッョ @ ゥョ @m ョケ ァ @ ウ @g オュゥ p オ ャゥウィ @ ゥョ @RPPS doiz A fröccsnyomás
Powered by TCPDF (www.tcpdf.org) a@ ヲイ ウョケッュ ウ @ ィ エ ウ @ コ @abs@ ュ ィ ョゥォ ゥ @ エオャ ェ ッョウ ァ ゥイ d ッァッウウケ @gnl@k ッカ ウ @jn@gn a ーエ @ ヲッイ @ ーオ ャゥ エゥッョ @ ゥョ @m ョケ ァ @ ウ @g オュゥ p オ ャゥウィ @ ゥョ @RPPS doiz A fröccsnyomás
Festékek és műanyag termékek időjárásállósági vizsgálata UVTest készülékben
 Festékek és műanyag termékek időjárásállósági vizsgálata UVTest készülékben Kada Ildikó tudományos osztályvezető Vegyészeti és Alkalmazástechnikai Osztály Tűzvédő festékekről általában A tűzvédő bevonatok
Festékek és műanyag termékek időjárásállósági vizsgálata UVTest készülékben Kada Ildikó tudományos osztályvezető Vegyészeti és Alkalmazástechnikai Osztály Tűzvédő festékekről általában A tűzvédő bevonatok
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Műanyagok forgácsolása és mechanikus rögzítése A hőre lágyuló műanyag termékek és különösen a habosított vagy méhsejtszerű belső maggal és tömör felülettel ellátott alkatrészek tömegcsökkentést
MŰANYAGOK FELDOLGOZÁSA Műanyagok forgácsolása és mechanikus rögzítése A hőre lágyuló műanyag termékek és különösen a habosított vagy méhsejtszerű belső maggal és tömör felülettel ellátott alkatrészek tömegcsökkentést