Anyagismeret. Polimerek feldolgozás-technológiái. Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék
|
|
|
- Gréta Kozma
- 8 évvel ezelőtt
- Látták:
Átírás






1 Polimer alapanyagok áttekintése 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék Polimerek feldolgozás-technológiái Budapest május 4. Technológiák csoportosítása 3 Leggyakoribb feldolgozási technikák 4 Technológiai különbség a hőre lágyuló és a hőre nem lágyuló polimerek feldolgozása között Folyóképesség meghatározása: MFI mérés [g/10 perc] 1





2 Leggyakoribb feldolgozási technikák 5 Leggyakoribb feldolgozási technikák 6 Sajtolás Sajtolás SMC GMT SMC GMT Leggyakoribb feldolgozási technikák 7 Leggyakoribb feldolgozási technikák 8 Kalanderezés Extrúzió 2






3 Leggyakoribb feldolgozási technikák 9 Leggyakoribb feldolgozási technikák 10 Fröccsöntés Melegalakítás Leggyakoribb feldolgozási technikák 11 Technológiák csoportosítása 12 Fúvás Extrúziós fúvás Fröccsfúvás Sajtolás Kalanderezés Extruzió Fröccsöntés Szálgyártás. MFI Mw Ömledék állapotban Melegalakítás Üreges alkatrészgyártási technikák Térhálós polimerek gyártástechnológiái Termoelasztikus állapotban Polimer kompozitok 3
 jelentős nedvességfelvétele miatt a megfelelő szárításuk elengedhetetlen.")
4 Előkészítő lépések 14 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás és gépei BMEGEPT4113 Polimerfeldolgozás előkészítő lépései SZÁRÍTÁS ANYAGFELSZÍVÁS, SZÁLLÍTÁS ANYAGADAGOLÁS GRANULÁLÁS, DARÁLÁS KEVERÉS Szárítás 15 Szárítás 16 Higroszkopikus műanyagok (PA, PET, PC, PBT, ) jelentős nedvességfelvétele miatt a megfelelő szárításuk elengedhetetlen. Meleglevegős szárítás Fontos a nem higroszkópos anyagok szárítása is, amennyiben pl. nagy páratartalmú térben voltak tárolva, felületükön pára csapódott le. A szárítás hatékonysága a levegő harmatpontjától függ. Az iparban a meleglevegős és a szárazlevegős eljárás terjedt el. 4



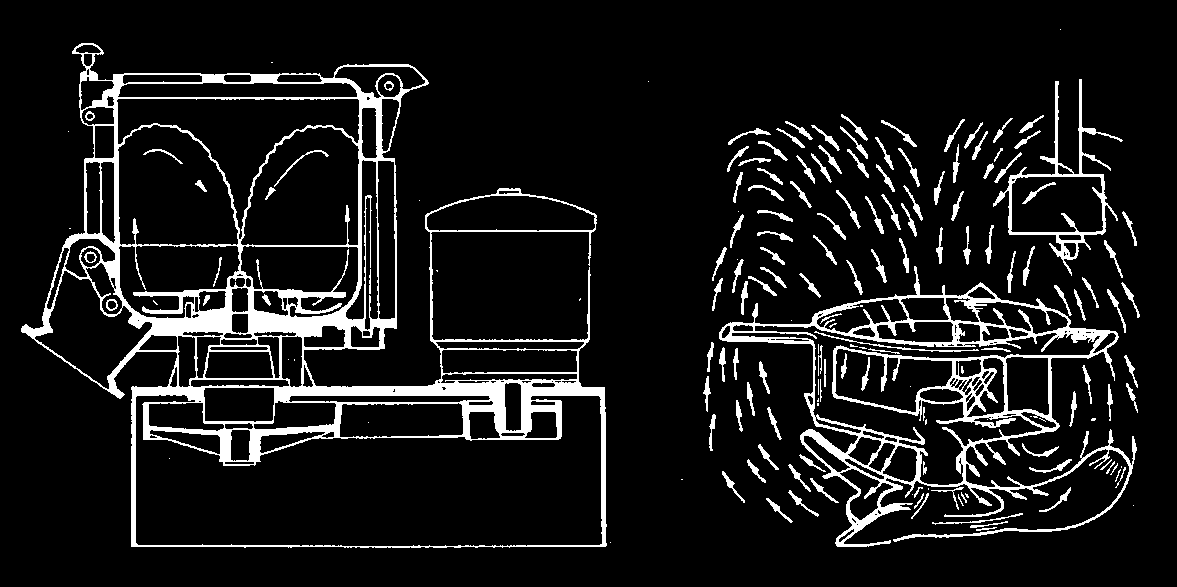
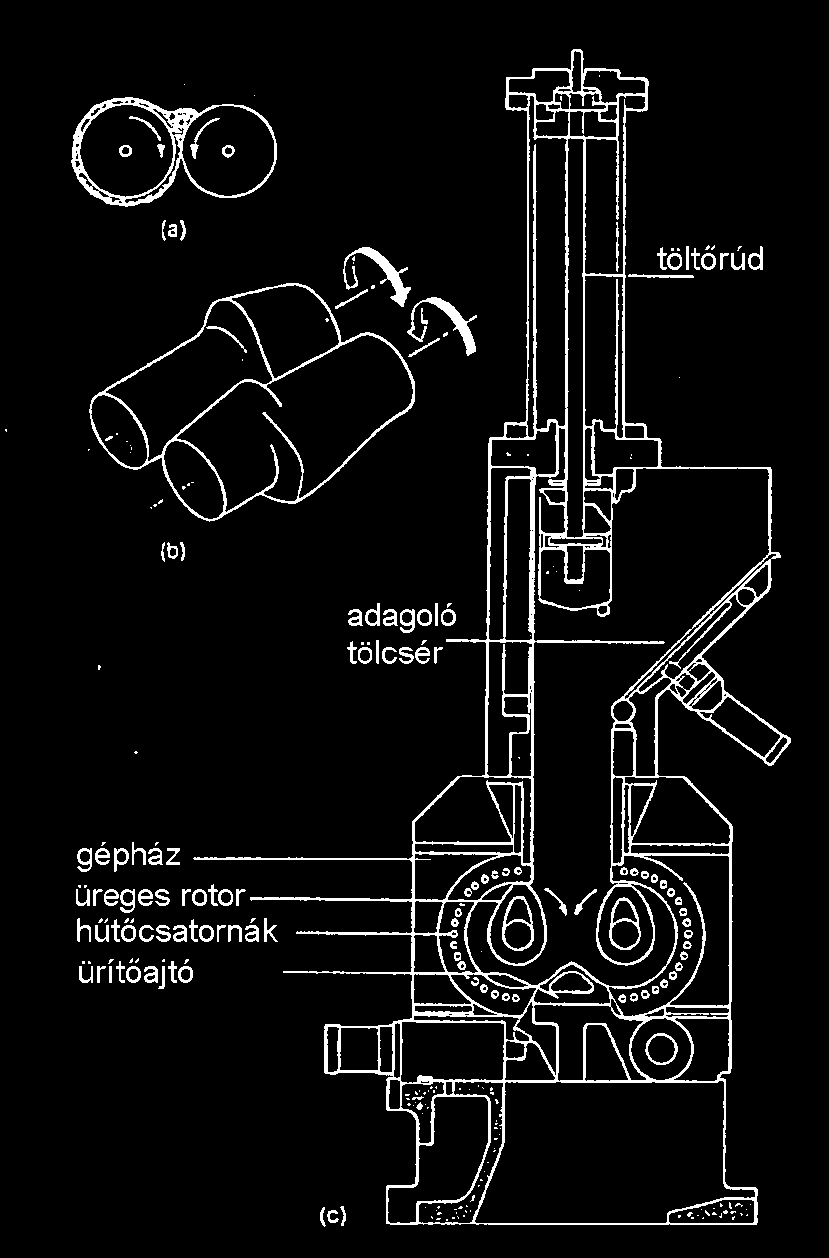
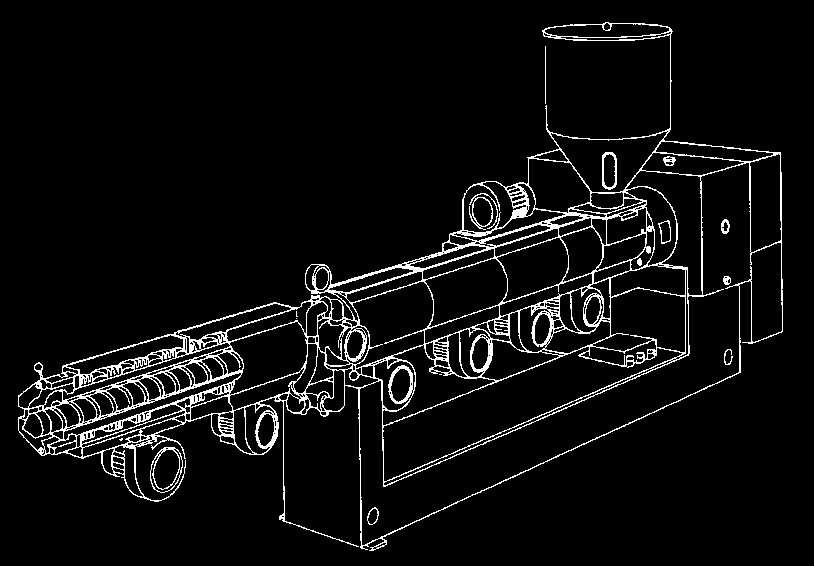
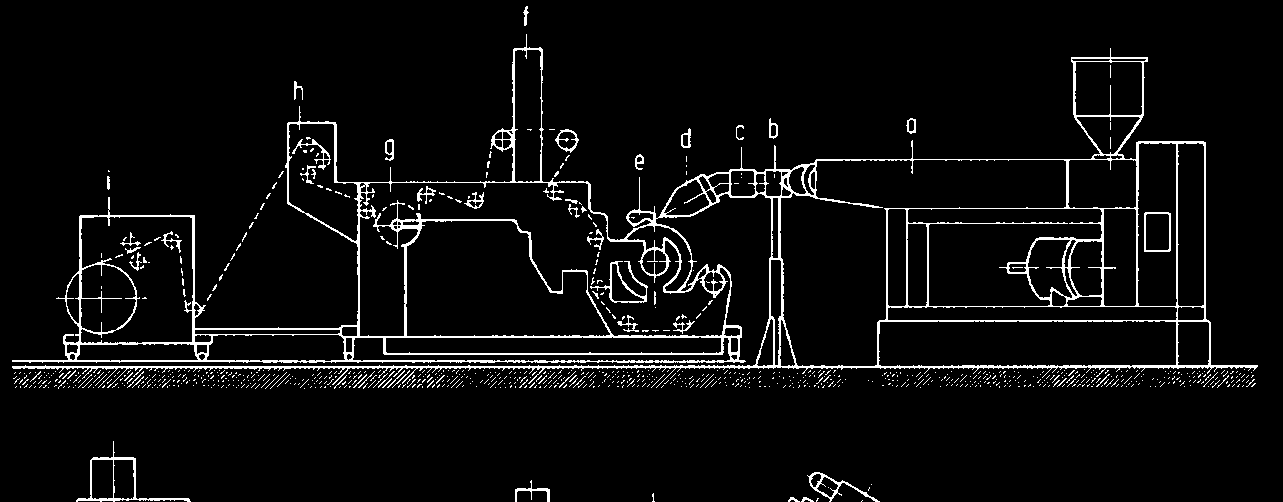
5 Szárítás 17 Keverő berendezések 18 Szárazlevegős szárítás Száraz keverékek keverőberendezései Fluid-ágyas örvénykeverő Keverő berendezések 19 Keverő berendezések 20 Szakaszos ömledék keverőberendezések Folytonos ömledék keverőberendezések Ikercsigás extruderek Banbury-típusú belső keverő 5


 Menetemelkedés szögének csökkenésével (szögdegresszív)")
6 Granulálás, darálás 21 Granuláló berendezések Elvi felépítése Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Gyakorlatban Extrúzió Alapfogalmak 23 Plasztifikáló egység 24 Extrúzió: Folyamatos 1 D-s termékek Megfelelő ömledékszilárdságú anyagból Szakaszai: Alakítható állapotba hozás Alakadás Alakrögzítés Plasztifikáló egység = csiga + henger Extrúdercsiga részei: Kompresszió elérhető (=menetárok térfogatának csökkentése): Mag átmérőjének növekedésével (magprogresszív, ábra) Menetemelkedés szögének csökkenésével (szögdegresszív) Menetszárny szélesség-növekedéssel 6
 Amorf anyagok Henger: Vastagfalú cső Nagy szilárdságú, kopás- és korrózióálló Behúzó szakaszban hornyolt kialakítás + intenzív")
 kialakítás")
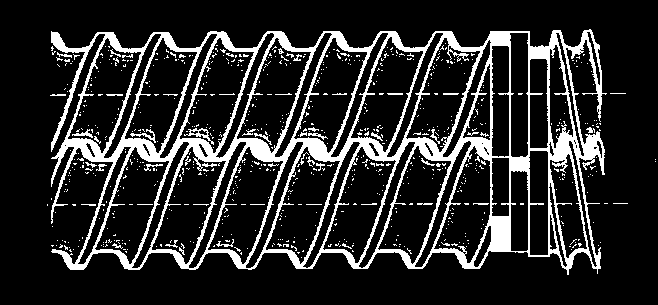
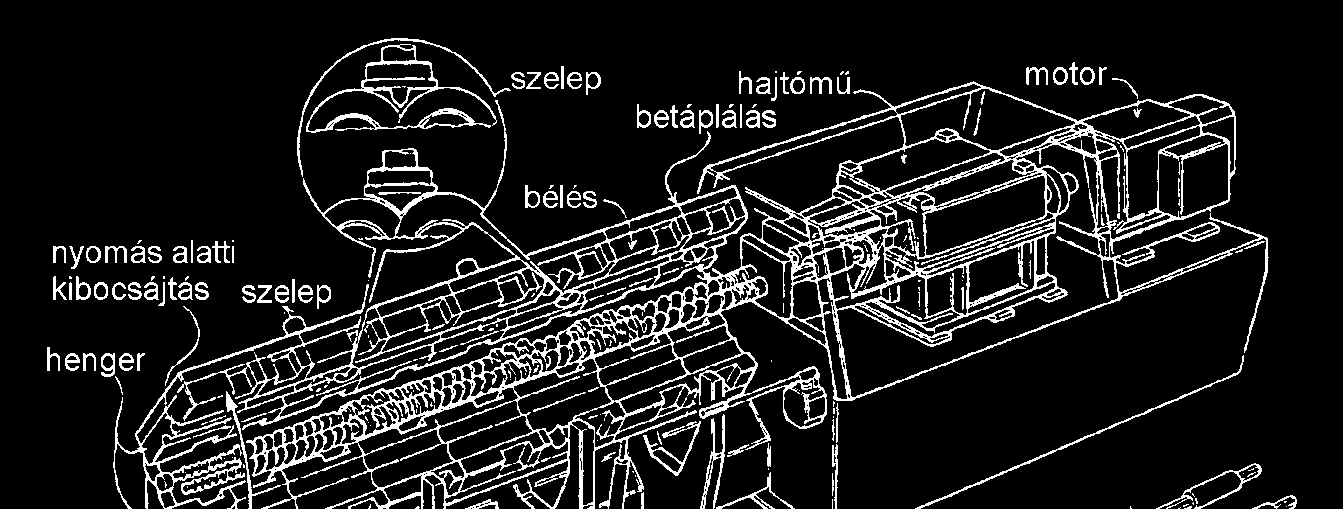
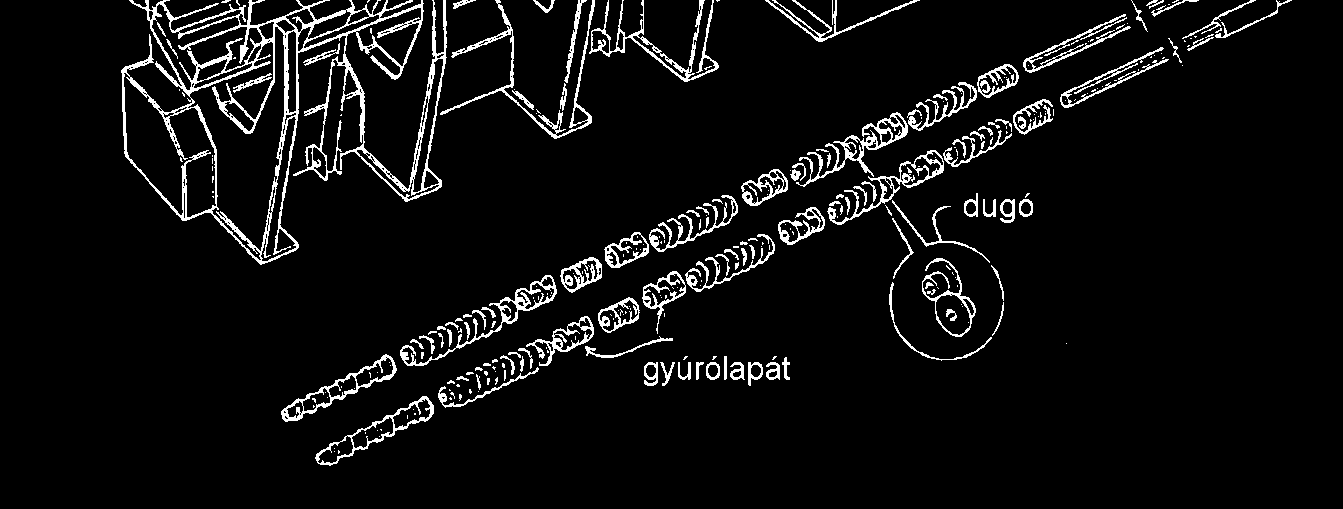
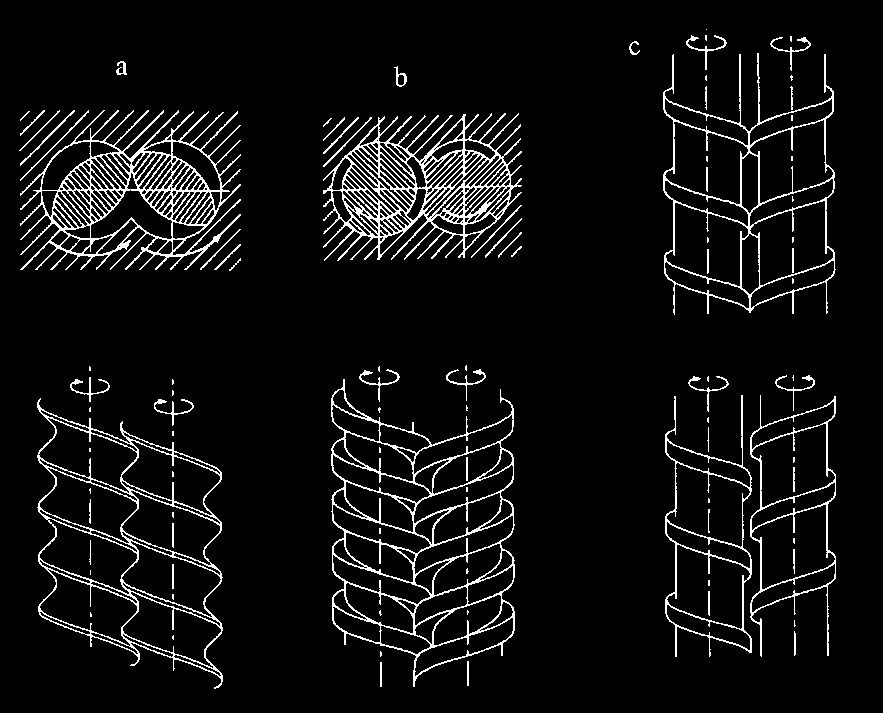
7 Plasztifikáló egység 25 Plasztifikáló egység 26 Anyagtól függő csiga konstrukciók (pl.) Amorf anyagok Henger: Vastagfalú cső Nagy szilárdságú, kopás- és korrózióálló Behúzó szakaszban hornyolt kialakítás + intenzív hűtés Anyagszállítás feltétele: µ csiga-műanyag <µ hengerfal-műanyag Részben kristályos anyagok Plasztifikáló egység 27 Plasztifikáló egység 28 Plasztifikálási folyamat Csigakialakítások Egycsigás kialakítás Kétcsigás (ikercsigás) kialakítás Ellentétes irányban Azonos irányban Gáztalanító extrúdercsiga 7









8 Plasztifikáló egység 29 Extrúzió elméleti háttere 30 Csigakialakítások Különleges kiszállító szakaszú (homogenizáló) csigák Ömledék szétválasztó csiga (Maillefer-csiga) Ömledékáramlás az extrúderben s V V t r V V Moduláris csiga V s ~ h n V t p h ~ l Zártsági fok: V V a.. torló sodró Sodró áram Torló áram Extrúzió elméleti háttere 31 Extrúzió elméleti háttere 32 Extrúdercsiga karakterisztikája Az extrúder termikus viszonyai Kívülről bevezetett hő: Q f =m c T Súrlódásból származó hő: W kin =F Δl Egyszerűsített munkadiagram: T Q ~ m c Q f f 1 n ~ n N T ~ ~ n ~ n n Nyomás alakulása a csiga mentén: 8

 Az extruderszerszámok az anyagáramot az alábbi szakaszokon vezetik át: Átmeneti szakasz Alakadási szakasz Simító")
) Szélesrésű szerszám ( 0,5 mm) Akár 3 m széles, ill.")

9 Extruderszerszámok 33 Extruderszerszámok 34 A plasztifikálóegység végén leggyakrabban körkeresztmetszetű anyagáram átalakítása bármilyen szabályos vagy szabálytalan anyagárammá, majd lehűtve félkész vagy késztermékké (lemez, cső, profil, stb.) Az extruderszerszámok az anyagáramot az alábbi szakaszokon vezetik át: Átmeneti szakasz Alakadási szakasz Simító vagy vasaló szakasz Követelmények: Bármely adott keresztmetszetben az áramló anyag azonos sebességű legyen Ne legyen éles átmenet (leállhat az áramlás, beéghet az anyag (degradáció)) Szélesrésű szerszám ( 0,5 mm) Akár 3 m széles, ill. akár 15 mm vastag lemez gyártása Fő feladat a kör-keresztmetszetű ömledék eloszlatása oly módon hogy a szerszámból kilépő anyagáram minden pontjában az áramlási sebesség azonos legyen Extruderszerszámok 35 Extruderszerszámok 36 Szélesrésű szerszám elosztócsatornái Csőgyártó szerszám Akár 1,5 m átmérőjű, ill. akár 30 mm falvastagságú csövek gyártása 9

 szerszáma Extruderszerszámok")


10 Extruderszerszámok 38 Extruderszerszámok 40 Profilgyártó szerszám Üreges, nyitott, tömör profilok gyártása Fóliagyártás (fóliafúvás) szerszáma Extruderszerszámok 42 Extrúder követőberendezései 44 Kábelgyártás szerszáma Az alakra hozott anyagáramot kontrolált körülmények között megkívánt méretre kell hűteni kalibrálás. Kalibrálás vákuummal 10


 Tekercselő berendezések Darabolók Extrúder")
11 Extrúder követő berendezései 45 Extrúder követő berendezései 46 Kalibrálás túlnyomással Hűtés levegővel, vízfürdővel vagy vízpermettel. Lehúzók Hengerpár Lánctalpas, hernyótalpas lehúzó Speciális lehúzók (pl. gégecső gyártásnál) Tekercselő berendezések Darabolók Extrúder gyártósorok 47 Extrúder gyártósorok 48 Lemezgyártó extrúder sor Cső- vagy profilgyártó extrúder sor 11




12 Extrúder gyártósorok 49 Extrúder gyártósorok 50 Kábelbevonó gyártósor Fóliafúvó gyártósor Összetett extrúziós technikák 51 Koextrúzó: több extrúder anyagáramának egyesítése egy szerszámban Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Kalanderezés Tömlőfólia Lemezgyártás 12
. Alapanyaga jellemzően amorf hőre lágyuló (PVC, PS, ABS) polimer.")
 Nagy erők lépnek fel a hengerek között: kompenzálni kell!")
13 Kalanderezés 53 Kalanderezés 54 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m széles, µm vastagságú fóliát vagy lemezt, vagy hordozóra (textil) polimer bevonatot készítünk, nagy sebességgel (akár 100 m/perc). Alapanyaga jellemzően amorf hőre lágyuló (PVC, PS, ABS) polimer. Kalander hengerek elrendezése: Kalanderhengerek: mm átmérőjű 2 4 m széles Mindegyikben fokozatmentes fordulatszám állítás Fűtőközeg be- és elvezetés Nagy kopásállóságú felület (köszörült vagy polírozott) Nagy erők lépnek fel a hengerek között: kompenzálni kell! I L F Z Kalanderezés 55 Kalandersor: Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Szakállképződés a hengerek között A polimer a mattabb, melegebb, nagyobb kerületi sebességű hengerre tapad. Melegalakítás 13


14 Melegalakítás 57 Melegalakítás anyagai 58 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban kis erővel 3D-s termékké, Milyen anyagok alkalmazhatók? Amorf hőre lágyuló Részben kristályos hőre lágyuló Hőkezelés előtt Hőkezelés után 158 C 163 C Melegalakítás folyamatának lépései: 0. Előgyártmány előállítása 1. Az előgyártmány (fólia, lemez) melegítése a formázási hőmérsékletre (alakítható állapotba hozás) 2. Alakítás (formaadás: előnyújtás+formázás) 3. Alakrögzítés (hűtés) 4. Eltávolítás 5. Befejező műveletek Amorf Részben kristályos Melegalakítás előgyártmányai 59 Melegítés 60 Előgyártmány előállítása: Lemez, fólia extrudálásával Fóliafúvással Kalanderezéssel Mindegyik esetben követelmény a kis tűréshatárok között tartott vastagság, kis mértékű orientáció, kis belső feszültség. Higroszkópos anyag esetében a megfelelő kiszárítás. 1. Alakítható állapotba hozás (Melegítés) Biztosítani kell, hogy az előgyártmány hőmérséklete egyenletes legyen a felület minden pontján (azonos alakíthatóság, illetve zsugorodás miatt). Ellenkező esetben hűtéskor/hűléskor egyenlőtlen zsugorodás lép fel, amely vetemedéshez vezet Műanyagok rossz hővezetők > precíz hőmérsékletszabályozás szükséges (különösen a r. kristályosoknál) Alacsonyabb hőmérsékleten csak nagy erőkkel formázható, magasabb hőmérsékleten viszont az anyag termikus károsodása figyelhető meg (hólyagképződés, elszíneződés) Fényes felületek (formázandó anyag) a hőt jobban visszaverik, mint a tompa vagy érdes felületek 14
 Nem csak a felület mentén, hanem a keresztmetszet mentén is fontos az egyenletes hőmérséklet Viszonylag lassú felmelegítés szükséges (ellenkező")

15 Melegítés 61 Alakítás Alakítható állapotba hozás (Melegítés - folytatás) Nem csak a felület mentén, hanem a keresztmetszet mentén is fontos az egyenletes hőmérséklet Viszonylag lassú felmelegítés szükséges (ellenkező esetben a felület akár károsodhat is, amíg a lemez belseje még el sem érte az alakítási hőmérsékletet) Általános célú melegalakító berendezések alakadó részének felépítése: Vékony fóliák esetében Vastag fóliák, lemezek esetében Anyagtól, vastagságtó függően egy vagy két oldalról történő melegítés Alakítás 63 Alakítás 64 Formázandó anyag leszorítása: Alsó és felső keret közé Keret és az alakítószerszám közé Alakítószerszám és a szemben fekvő alakítószerszám közé Alakítószerszám: Pozitív szerszám Negatív szerszám Negatív-pozitív szerszám Szerszámtípusok összehasonlítása Pozitív szerszám Negatív szerszám 15
16 Alakítás 65 Alakrögzítés 66 Előnyújtás (általában): Sűrített levegővel Vákuummal Mechanikai elemmel (fa, kemény habok, gyanták, alumínium) Fentiek kombinációjával Követelmények: Nem hűtheti le a formázandó anyagot Jó csúszási tulajdonság a formázandó műanyaggal Alacsony költség, könnyű gyárthatóság Alakrögzítés hűtéssel Hűtés az alakadás befejeztével kezdődik elviekben, de a gyakorlatban már a fűtés befejeztével elkezdődik. Tehát mind a hőforrás eltávolításával / vagy a felmelegített anyag szállításakor már elkezd hűlni az anyag. Ez a hűlés/hűtés tovább folytatódik az előnyújtás során. Vékony fóliák esetében Vastag fóliák, lemezek esetében Alakrögzítés 67 Termék eltávolítás 68 Hűtési időt befolyásolja: Feldolgozandó anyag (fajhő) Anyagvastagság formázás után Alakítási hőmérséklet Kidobási hőmérséklet Alakítószerszám anyaga (hővezetőképesség) Szerszám hőmérséklet Formázott anyag és a szerszám közötti érintkezés intenzitása Termék olyan részeinek a hűlése, amely nem érintkezik a szerszámmal Termék eltávolítása a szerszámból, amelyet befolyásol: Termékeltávolítási hőmérséklet Szerszámkúposság Alámetszések Pozitív vagy negatív formázás Nyomás kiegyenlítés Eltávolítást segítő eszközök a szerszámban Súrlódás a termék és a szerszám között 16
17 Melegalakítás technikái 69 Melegalakítás technikái 70 Pozitív formázás Pozitív formázás mechanikus előnyújtással Megfelelő anyaghőmérséklet elérése után a pozitív szerszám felfele mozgásával hozza létre a mechanikus előnyújtást, majd vákuumal történik a végleges alakadás. Pozitív formázás előfúvással Előfúvás eredményezte felület nem lehet nagyobb, mint a termék végleges felülete. Melegalakítás technikái 71 Melegalakítás technikái 72 Pozitív formázás vákuumos előnyújtással Egyenletes falvastagság, kisebb hőmérséklet esés Negatív formázás Negatív formázás előnyújtás nélkül Falvastagság eloszlás javítható nagyobb lekerekítési sugár (D) + nagyobb kúposság kialakításával. H:D>1:2,5 17
 Kombinált pozitív - negatív formázás Nagy pozitív-negatív nyújtási arány")
18 Melegalakítás technikái 73 Melegalakítás technikái 74 Negatív formázás Negatív formázás mechanikai előnyújtóval Negatív formázás Negatív formázás pneumatikus, majd mechanikai előnyújtóval Melegalakítás technikái 75 Melegalakítás technikái 76 Negatív formázás Negatív formázás sűrített levegővel (préslégformázás) Kombinált pozitív - negatív formázás Nagy pozitív-negatív nyújtási arány esetén 18

 vagy extrúderen folyamatosan gyártott lemezt (online) vezetnek. A legnagyobb termelékenységű.")
19 Melegalakítás technikái 77 Melegalakító berendezések 78 Kombinált pozitív - negatív formázás Az termék mindkét oldalát a szerszám határozza meg Berendezések Egy állomásos berendezés: minden művelet egyazon gépen történik. A működés lassú termelékenység kicsi. Forgó állomásos berendezés: 3 vagy 4 munkaállomásból áll: lemez felrakása + termék eltávolítása, fűtés, formázás +hűtés Melegalakító berendezések 79 Berendezések Folyamatos melegalakító berendezés: a termelési sor elején a feltekercselt lemezt (offline) vagy extrúderen folyamatosan gyártott lemezt (online) vezetnek. A legnagyobb termelékenységű. Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Üreges testek gyártása 19

20 Üreges testek gyártástechnológiái 83 Extrúziós fúvás 84 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott termék / alkatrész. Nyitott termék esetében a nyílás nem lehet nagyobb, mint a belső keresztmetszet. 1-2 cm 3 70m 3 -es méretek Akármilyen alakú üreges testek elkészíthetőek (gömbszerűek, sík alakúak) Néhány darabtól több száz milliós darabszámig Extrúziós fúvás: Termoelasztikus állapotban lévő extrudált előgyártmány (cső) alakítása zárt szerszámban belső túlnyomással (sűrített levegő) üreges testté. Berendezés három fő részből áll: tipikusan egy egycsigás extrúderből, extrúderszerszámból és a fúvószerszámból, ahol az alakadás végbemegy. Üreges testek feldolgozási technológiái: Extrúziós fúvás Fröccsfúvás Rotációs öntés Extrúziós fúvás 85 Extrúziós fúvás 86 Extrúziós fúvás folyamata: Előgyártmány előállítása Fúvás zárt szerszámban Hűtés Termék eltávolítása, a felesleges anyagrészek levágása Előgyártmány áthelyezéssel történő extrúziós fúvás (folyamatos) Előgyártmány előállítása során fontos: Az anyag megfelelően nagy ömledékszilárdsága (alacsonyabb ömledék hőmérséklet) Hegedési vonalak nem lehetnek az előgyártmányon (szerszám kialakítás) Egyenletes folyási profil, egyenletes falvastagság (szerszám kialakítás) Előgyártmány egyenletes hőmérséklete 20



 Tengelyirányban elmozduló")
21 Extrúziós fúvás 87 Extrúziós fúvás 88 Folyamatos extrúziós fúvás emelt szerszámmal (folyamatos) Váltószerszámos folyamatos extrúziós fúvás (folyamatos) Extrúziós fúvás 89 Extrúziós fúvás 90 Karusszel elrendezésű extrúziós fúvás (folyamatos) Tengelyirányban elmozduló csigadugattyús változat (szakaszos) 21



22 Extrúziós fúvás 91 Extrúziós fúvás 92 Gyűrűdugattyús ömledéktárolós változat Ömledéktárolós (akkumulátor) változat (szakaszos) Extrúziós fúvás 93 Fröccsfúvás 96 Extrúderszerszám Általában alumíniumból készült szerszámot alkalmaznak. Az alakításhoz szükséges nyomás (sűrített levegő) általában 0,4 0,8 MPa, de nagy termékek esetében eléri a 4 MPa-t is. A szerszámzáró erő nagyságrendekkel kisebb, mint a fröccsöntésnél. Fröccsfúvás: Az extrúziós fúvással ellentétben az előgyártmányt fröccsöntéssel állítjuk elő, majd azt zárt szerszámba helyezve, fúvással megtörténik az alakítás Sorja, így hulladékmentes eljárás, illetve nincs összehegedési vonal Kisebb ömledékszilárdságú anyagok is feldolgozhatók (pl. PET) Csak forgásszimmetrikus testek vagy ovális alakú termékek dolgozhatók fel. Nagyon pontos falvastagság-eloszlás, nagyon pontos nyakrész Átlátszó termékek gyárthatóak, mivel a kristályosodás kézben tartható 22

 Előnyújtásos")
 arányos megnyújtás, orientáció")
, a")

 Fontos a megfelelő technológiai")
23 Fröccsfúvás 97 Fröccsfúvás 98 Fröccsöntési és fúvási művelet egy berendezésen Fröccsöntési és fúvási művelet elkülönül Fröccsfúvás 99 Fröccsfúvás 100 Előnyújtásos fröccsfúvás (mindkét fenti lehetőségnél) Előnyújtásos fröccsfúvás: PET palackok előállítására Célja a két tengely menti (biaxális) arányos megnyújtás, orientáció kialakítása Javul a mechanikai tulajdonság (olcsóbb anyag, vagy kisebb falvastagság is elegendő), a gázáteresztő képesség, a fényesség és átlátszóság, illetve a méretpontosság Fontos az előgyártmány megfelelő hőmérsékletre melegítése (orientáció nagyrugalmas állapot) Fontos a megfelelő technológiai beállítások az optimális tulajdonságok elérése céljából 23
24 Rotációs öntés 102 Rotációs öntés 103 Rotációs öntés Két, egymásra merőleges tengely körül forgatott zárt szerszámban, varrat és belső feszültségmentes, nagy méretű (általában 1 10 m 3 )üregestestekelőállítására. Leggyakrabban alkalmazott hőre lágyuló anyagok: LLDPE, LDPE, HDPE PP, rpp PVC (por, folyadék) PA6 PC Rotációs öntés anyagaival szemben támasztott követelmények: Anyag formátuma: Por ( µm), őrlemény, viszkózus folyadék, monomer, oligomer Termikus stabilitás Poríthatóság Részecske méret-eloszlás Térfogatsúly Szinterezhetőség Rotációs öntés 104 Rotációs öntés 105 Rotációs öntés működési elve Biaxiális forgatás Mind a fűtési, mind a hűtési fázisban szükséges. Mindkét tengely egyidejű forgatása Két tengely különböző sebességű forgatása: a fő tengely mentén nagyobb. A fordulatszámok ne legyenek egymás egész számú többszörösei (3,75:1) Kis fordulatszám (<30 rpm) 24


25 Rotációs öntés 106 Rotációs öntés 107 Afűtés során lejátszódó folyamatok Hűtés: A biaxiális forgatás folyamatos Anyagtól függő hűtés Főleg hideg levegővel, illetve vízpermettel hűtenek Figyelembe kell itt is venni a zsugorodást Hűtési idő négyzetesen arányos a termék falvastagságával Kidobás / termék kiemelése általában manuális Általában szükséges részek, felületek kivágása, illetve termék két részre vágása Rotációs öntés 108 Rotációs öntés technológiai elrendezése Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccsöntés 25

26 Fröccsöntés 111 Fröccsöntés - Extruzió 112 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk (egy lépésben) zárt szerszámban történő formaadással nagy nyomású, kis viszkozitású polimerömledék gyors belövellésével Mindkét nagyvolumenű eljárásnak, a fröccsöntésnek és az extruziónak megvan az a nagy előnye, hogy gyakorlatilag hulladékmentes feldolgozást biztosít a hőre lágyuló polimerek plasztikus alakadása révén, a termék pedig újra feldolgozható marad (recycling). szakaszos üzemmódban gyakorlatilag hulladékmentesen Mindkét eljárás rendkívül termelékeny és jól automatizálható, robotosítható. S bár a fröccsöntés tipikusan szakaszos üzemű, szemben az extruzió folytonos üzemmódjával, igen jó termelékenységű azáltal, hogy itt még nagyobb nyírósebességgel dolgozzuk fel, alakítjuk át szerkezeti anyagunkat. Hőre lágyuló polimerek feldolgozásának paraméterei 113 A fröccsöntés alapelve 114 Anyag Extrúzió Fröccsöntés hőmérséklete nyomása hőmérséklete nyomása C MPa C MPa LDPE HDPE PP PS lpvc kpvc ABS PA PMMA POM CA PC A fröccsöntés alapelve tehát az, hogy a polimer ömledéket, - amelyet az olvadáspont fölé melegítve kis viszkozitású folyadékállapotba vittünk, nagy sebességgel, szűk beömlő nyíláson át zárt szerszámba fecskendezzük, és ebben a zárt szerszámban a nagy nyomás alatt kihűlő polimerből alakulkia tetszőlegesen bonyolult formájú (3D) alkatrész, gyakorlatilag hulladékmentes, képlékeny alakítással, nagy méretpontossággal. 26

 lapot tartalmaz, ez utóbbit tipikusan 4 vaskos vízszintes")

27 Fröccsöntési ciklus a mechanikai mozgáselemek tükrében 115 Fröccsöntő gép 116 Szerszám záró egység Anyag adagolás Szerszám felfogó Vezérlés Fröccsaggragát Fröccsöntő gép részei 117 Fröccsöntő gép részei szerszámzáró egység 118 A szerszámzáró egység egy álló és egy mozgó szerszám felfogó (függőleges) lapot tartalmaz, ez utóbbit tipikusan 4 vaskos vízszintes vezető oszlop vezeti. Egyes gépeken a szerszámzárás egy nyitott, fekvő C alakú keretben történik. A szerszám záró egység mozgatását hidraulikus vagy (könyökemelős) mechanikus rendszer biztosítja. 27


 a szerszámra, majd a befröccsöntés befejeztével,")
 ömledéknyomás átadása")


28 Fröccsöntő gép részei szerszámzáró egység 119 Fröccsöntő gép részei 120 Fröccsöntő gép részei plasztikáló egység 121 Fröccsöntő gép részei AZ ANYAG ÚTJA 122 A csigadugattyús fröccsöntő gép fröccsöntő egysége a hengerrel, csigadugattyúval és tartozékaival együtt szintén elmozdul a géphez képest minden egyes ciklusban: a szerszámzárás után rázár (szorosan csatlakozik) a szerszámra, majd a befröccsöntés befejeztével, alkalmas időpontban elszakad, (visszahúzódik) a szerszámtól. A szoros csatlakozásra a megfelelő (> 1000 bar) ömledéknyomás átadása miatt van szükség. Az ismételt elszakadást eltávolodást technológiai okok indokolják: a fröccsegység csúcsa, a fúvóka fűtött, míg a szerszám hűtött. A fröccsöntőgépek csigájának tipikus átmérője 20 mm és 200 mm közötti, L/D értéke általában 20. A csiga fordulatszáma 100 és 250 ford/perc (a nagyobb gépé lassabb). 28



 nyomás (p) és a hőmérséklet (T)")



29 Fröccsöntő gép részei - Plasztikáló egység 123 Fröccsöntés folyamata az állapothatározók függvényében 124 A fröccsöntőgépben lejátszódó folyamatokat a gép két fő részében: a fröccsöntő (aggregát) egységben és a szerszámban elemezhetjük. Az első géprészben, a fröccsöntőcsiga mentén lejátszódó reológiai folyamatok egészen hasonlók az extrudercsiga mentén már bemutatottakhoz. A szerszámban lejátszódó folyamatokat legjobban a p, v, T állapothatározók függvényében érthetjük meg. A polimerek fajlagos térfogatát a külső (hidrosztatikus) nyomás (p) és a hőmérséklet (T) nagymértékben befolyásolja. Visszaáramlás-gátló: A polimerek fajtérfogat-változása azonos nyomáson a hőmérséklet függvényében szilárd halmazállapotban is nagyobb mértékű, mint a többi szerkezeti anyag esetében: ez a magasabb termikus dilatációs együtthatóban is megnyilvánul. Apolimerömledék fajtérfogat-növekedése még nagyobb arányú a növekvő hőmérséklettel. A fajtérfogat - változás érzékenyen megmutatja a T g üvegesedési hőmérsékleti átmeneteket és még inkább a T m olvadási hőmérsékletet. Fröccsöntés folyamata az állapothatározók függvényében 125 Fröccsöntés folyamata az állapothatározók függvényében 126 A polisztirol fajtérfogatának, hőmérsékletének és nyomásának összefüggése (p, v, T diagramja) Anagysűrűségű polietilén (HDPE) (p, v, T diagramja) 29



/4 A: a szerszám osztósíkjára vetített felülete a munkadarabnak. D: a hidraulikus henger átmérője.")
30 Fröccsöntés ciklus 128 Fröccsöntőgépek főbb műszaki jellemzői 129 A fröccsöntési technológia hatékonysága azon múlik, hogyan illeszkednek a termék, a fröccsöntőgép és a szerszám műszaki paraméterei. Agépnagysága, kapacitása nyilvánvalóan optimum-függvénye a termék tömegének, volumenének. A túlságosan nagy gép egy adott kis méretű alkatrész gyártásánál technológiai, stabilitási problémákat vet fel, ami ugyanolyan gond, mintha az optimálisnál nagyobb alkatrészt szeretnénk gyártani egy viszonylag kisebb fröccsöntő gépen. Melyek tehát a gép kiválasztás legfőbb paraméterei? Záróerő Fröccsöntési kapacitás Fröccsmunka Szerszám felfogó lapok mérete Záróerő 130 Záróerő 131 A maximális F erő, amelyet a polimer ömledék kifejt a szerszám zárósíkján: F=P cav A A fröccsöntő gép záróerejét általában tonnában adják meg. Amennyiben hidraulikus szerszámzáró mechanizmust alkalmaznak. A maximális záróerő a következőképpen függ össze a hidraulikus nyomással: P cav : a tényleges ömledéknyomás a szerszámüregben (cavity), tipikusan MPa CF = (P hyd D 2 )/4 A: a szerszám osztósíkjára vetített felülete a munkadarabnak. D: a hidraulikus henger átmérője. A biztonságos zárás érdekében 15 %-kal több hidraulikus nyomást alkalmazunk, tehát CF = 1,15F Egy mai személygépkocsi ütközőjének vagy műszerfalának fröccsöntéséhez tipikusan tonna (30-50 MN) záróerővel rendelkező fröccsöntőgépre van szükség. 30
31 Fröccsöntési kapacitás, fröccsmunka 132 Ömlesztő teljesítmény, egyéb kapacitás adatok 133 A fröccsöntőgép kapacitását az egyetlen ciklusban legyártható polimer alkatrész maximális súlyával vagy térfogatával is jellemezhetjük. Hagyományosan ezt a kapacitást a polisztirolra vonatkoztatjuk. A fröccsöntőgép teljesítményét nyilvánvalóan az is meghatározza, hogy a gép csigája óránként hány gramm anyag megömlesztésére képes. Ez a teljesítmény mutató függ attól, hogy milyen polimert dolgozunk fel, hiszen a különböző polimerek megolvadásához kötődő A fröccsmunkát W f a fröccsöntési löket elméleti térfogata és (v elm ) és az ömledék nyomása (p) együtt határozza meg: W f velm p 100 ahol a v az elméleti löket-térfogat cm 3 -ben, p a maximális fröccsnyomás MPa-ban. hőmennyiség eltérő, és attól is, hogy azt mennyire melegítjük fel a T m ömlesztési hőmérséklet fölé, hiszen a c p fajhők is különböznek. Hagyományosan a géptípus mutatószámaként ezt a teljesítmény adatot is (kg/h-ban) polisztirolra vonatkoztatjuk. Ömlesztő teljesítmény, egyéb kapacitás adatok 134 Kétkomponensű fröccsöntés 136 A záróerő, a fröccskapacitás és az ömlesztőkapacitás mellett, amelyek a legtöbbször a fröccsöntőgép típusszámában is szerepelnek, természetesen még számos műszaki jellemző megadható a mai fröccsöntő gépekről. A ko-extruzió alapelvéhez hasonlóan a fröccsöntés során is egyesíthetünk két (vagy akár több) polimeranyagot is. A kétkomponensű fröccsöntőgépnek két fröccsegysége (fröccsagragátja) van. Fontos jellemző még a szerszám felfogó lapok mérete (200 X 200 mm 2 -től akár 3000 X 2500 mm 2 -ig), a közöttük megnyitható legnagyobb távolság (200 mm-től 2000 mm-ig), a gép energia felvétele (tipikusan kw) és még sok más adat. Az ú.n. 2F eljárásban a kétféle polimer egymás mellé kerül fröccsöntésre két elhatárolt szerszámfélben, egymás utáni lépésben. A 2K eljárás úgy hajtja végre a fröccsöntést, hogy először A anyaggal kezdi meg a szerszámüreg kitöltését, majd átkapcsolva B anyaggal fejezi azt be, és az utónyomás során újra A anyaggal pecsételi le a szendvics szerkezetű terméket. 31
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Kalanderezés és extrúzió
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Üreges testek gyártása
 1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Fröccsöntés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
9. Üreges testek gyártása
 9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük.
 5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
7. Fröccsöntés általános szempontok, folyamatok
 7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") 27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
T-M 2. Extrúzió és fröccsöntés
 T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
11. Hegesztés; egyéb műveletek
 11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
8. Fröccsöntés szerszám, termék, tulajdonságok
 8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
Felkészülést segítő kérdések Polimertechnika (BMEGEPTAMT0) 2015 ősz
 2015 ősz") Felkészülést segítő kérdések Polimertechnika (BMEGEPTAMT0) 2015 ősz 1. Mi a polimer; monomer; oligomer? 2. Ismertesse a szerkezeti anyagok csoportosítását! 3. Mi a különbség a polimer és a műanyag között?
Felkészülést segítő kérdések Polimertechnika (BMEGEPTAMT0) 2015 ősz 1. Mi a polimer; monomer; oligomer? 2. Ismertesse a szerkezeti anyagok csoportosítását! 3. Mi a különbség a polimer és a műanyag között?
4. Hőtani kérdések; extrúzió
 4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
Fröccsöntés BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
E2/M2. Az extrúzió alapjai
 E2/M2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Az extrúzió alapjai A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT
E2/M2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Az extrúzió alapjai A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk (egy lépésben) zárt szerszámban történő formaadással
 zárt szerszámban történő formaadással") Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 Kiadva: 2016. február 22. BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU
A3 Kiadva: 2016. február 22. BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
A tételhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: A központilag összeállított szóbeli feladat tartalmazza az alábbi témaköröket: Fröccsöntés technológiájának legfontosabb paraméterei Műanyagok megömlesztésének paraméterei
A vizsgafeladat ismertetése: A központilag összeállított szóbeli feladat tartalmazza az alábbi témaköröket: Fröccsöntés technológiájának legfontosabb paraméterei Műanyagok megömlesztésének paraméterei
Fröccsöntés BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
RBX : 2 részes granulátum gyártó gép kemény műanyagokra
 RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
Polimerek fizikai, mechanikai, termikus tulajdonságai
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka 2011.10.05. BURGERS FÉLE NÉGYPARAMÉTERES
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka 2011.10.05. BURGERS FÉLE NÉGYPARAMÉTERES
Műanyagipari Kereskedelmi BT
 Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
A4. Hőre lágyuló műanyagok melegalakítása
 LABORGYAKORLATOK - SEGÉDLET Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar POLIMERTECHNIKA TANSZÉK A4. Hőre lágyuló műanyagok melegalakítása A jegyzet érvényességét a tanszéki Weboldalon
LABORGYAKORLATOK - SEGÉDLET Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar POLIMERTECHNIKA TANSZÉK A4. Hőre lágyuló műanyagok melegalakítása A jegyzet érvényességét a tanszéki Weboldalon
Műszaki leírás Főbb jellemzők
 RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási
Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
ANNOTÁCIÓ Műanyagalakítás (GEMTT080M) Dr. Kiss Antal Dr. Kovács Péter Kötelező irodalom: Ajánlott irodalom:
 Dr. Kiss Antal Dr. Kovács Péter Kötelező irodalom: Ajánlott irodalom:") ANNOTÁCIÓ Műanyagalakítás (GEMTT080M) 2 1 g 4 Előtanulmányi feltétel (ETF): nincs Dr. Kiss Antal, a tantárgy előadója I/N, gyakorlati foglalkozást tart I/N. Dr. Kovács Péter a tárgy feleőse. A műanyagok
ANNOTÁCIÓ Műanyagalakítás (GEMTT080M) 2 1 g 4 Előtanulmányi feltétel (ETF): nincs Dr. Kiss Antal, a tantárgy előadója I/N, gyakorlati foglalkozást tart I/N. Dr. Kovács Péter a tárgy feleőse. A műanyagok
Műanyagok tulajdonságai. Horák György 2011-03-17
 Műanyagok tulajdonságai Horák György 2011-03-17 Hőre lágyuló műanyagok: Lineáris vagy elágazott molekulákból álló anyagok. Üvegesedési (kristályosodási) hőmérséklet szobahőmérséklet felett Hőmérséklet
Műanyagok tulajdonságai Horák György 2011-03-17 Hőre lágyuló műanyagok: Lineáris vagy elágazott molekulákból álló anyagok. Üvegesedési (kristályosodási) hőmérséklet szobahőmérséklet felett Hőmérséklet
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08.
 Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok III. előadás Az extrúzió szerszámai Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Fontos
Műanyagfeldolgozó gépek és szerszámok III. előadás Az extrúzió szerszámai Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Fontos
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
Anyagválasztás Dr. Tábi Tamás
 Anyagválasztás Dr. Tábi Tamás 2018. Február 7. Mi a mérnök feladata? 2 Mit kell tudni a mérnöknek ahhoz, hogy az általa tervezett termék sikeres legyen? Világunk anyagai 3 Polimerek Elasztomerek Fémek,
Anyagválasztás Dr. Tábi Tamás 2018. Február 7. Mi a mérnök feladata? 2 Mit kell tudni a mérnöknek ahhoz, hogy az általa tervezett termék sikeres legyen? Világunk anyagai 3 Polimerek Elasztomerek Fémek,
A tételekhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: Egy kiválasztott műanyag jellemző fizikai és kémiai tulajdonságainak ismertetése Adott műanyag termék gyártásához anyag, gép és szerszám választása, majd a gyártástechnológia
A vizsgafeladat ismertetése: Egy kiválasztott műanyag jellemző fizikai és kémiai tulajdonságainak ismertetése Adott műanyag termék gyártásához anyag, gép és szerszám választása, majd a gyártástechnológia
Polimerek fizikai, mechanikai, termikus tulajdonságai
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka Polimerek / Műanyagok monomer egységekből,
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka Polimerek / Műanyagok monomer egységekből,
Felkészülést segítő kérdések 1-20 EA + lab. Alapfogalmak, polimerek anagszerkezettana
 Felkészülést segítő kérdések 1-20 EA + lab Alapfogalmak, polimerek anagszerkezettana Definiálja a polimer fogalmát! Mit jelent az oligomer? Mi a monomer és mi a különbség a monomer és az ismétlődő egység
Felkészülést segítő kérdések 1-20 EA + lab Alapfogalmak, polimerek anagszerkezettana Definiálja a polimer fogalmát! Mit jelent az oligomer? Mi a monomer és mi a különbség a monomer és az ismétlődő egység
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Extruderek működtetése maximális hatékonysággal Minden feldolgozó célja, hogy gépeivel maximális hatékonysággal dolgozzon. Ehhez nem árt néha mások gyakorlatát megismerni, tanácsait
MŰANYAGOK FELDOLGOZÁSA Extruderek működtetése maximális hatékonysággal Minden feldolgozó célja, hogy gépeivel maximális hatékonysággal dolgozzon. Ehhez nem árt néha mások gyakorlatát megismerni, tanácsait
Foglalkozási napló. Ipari gumitermék előállító 10. évfolyam
 Foglalkozási napló a 20 /20. tanévre Ipari gumitermék előállító 10. évfolyam (OKJ száma: 34 543 04) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre Ipari gumitermék előállító 10. évfolyam (OKJ száma: 34 543 04) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Intrúziós fröccsöntés hatása a termék tulajdonságaira Az intrúzió a fröccsöntés egy különleges módszere, amellyel a gép kapacitásánál nagyobb méretű termék fröccsöntését lehet megoldani.
MŰANYAGOK FELDOLGOZÁSA Intrúziós fröccsöntés hatása a termék tulajdonságaira Az intrúzió a fröccsöntés egy különleges módszere, amellyel a gép kapacitásánál nagyobb méretű termék fröccsöntését lehet megoldani.
VEGYIPAR ISMERETEK ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZÉPSZINTEN SZÓBELI TÉMAKÖRÖK május - június
 1. Méréstechnika 1.1. Méréstechnika alapjai VEGYIPAR ISMERETEK ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZÉPSZINTEN SZÓBELI TÉMAKÖRÖK 2019. május - június méréstechnikai alapfogalmak (mérés, mért érték, mérőszám)
1. Méréstechnika 1.1. Méréstechnika alapjai VEGYIPAR ISMERETEK ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZÉPSZINTEN SZÓBELI TÉMAKÖRÖK 2019. május - június méréstechnikai alapfogalmak (mérés, mért érték, mérőszám)
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Speciális fröccsöntési eljárások A fröccsöntésnél alkalmazott gázinjektálási technika továbbfejlesztésével nagyobb üreges részeket tartalmazó termékeket lehet gyártani, amelyek megőrzik
MŰANYAGOK FELDOLGOZÁSA Speciális fröccsöntési eljárások A fröccsöntésnél alkalmazott gázinjektálási technika továbbfejlesztésével nagyobb üreges részeket tartalmazó termékeket lehet gyártani, amelyek megőrzik
Összefüggő gyakorlat követelménye Műanyagfeldolgozó technikus Vegyipar (8.) szakmacsoport Vegyipar (XIV.) ágazati besorolás
 szakmacsoport Vegyipar (XIV.) ágazati besorolás") Összefüggő gyakorlat követelménye Műanyagfeldolgozó technikus 54 521 06 Vegyipar (8.) szakmacsoport Vegyipar (XIV.) ágazati besorolás A szakmai program a 30/2016 (VIII 31) NGM rendelet és módosításai alapján
Összefüggő gyakorlat követelménye Műanyagfeldolgozó technikus 54 521 06 Vegyipar (8.) szakmacsoport Vegyipar (XIV.) ágazati besorolás A szakmai program a 30/2016 (VIII 31) NGM rendelet és módosításai alapján
Polimertechnika Polimer feldolgozás. Alpár Tibor L.
 Polimertechnika Polimer feldolgozás Alpár Tibor L. Szakirodalom Czvikovszky T., Nagy P., Gaál J.: A polimertechnika alapjai Műegyetemi Kiadó, Budapest, 2000. Bodor G.; Vas L. M.: Polimer anyagszerkezettan
Polimertechnika Polimer feldolgozás Alpár Tibor L. Szakirodalom Czvikovszky T., Nagy P., Gaál J.: A polimertechnika alapjai Műegyetemi Kiadó, Budapest, 2000. Bodor G.; Vas L. M.: Polimer anyagszerkezettan
Júniusi használtgép akció
 SG-2436H típusú lassúfordulatú daráló (2 hónapos) Jellemzők: 1. Fogazott vágó henger és vágó kések csoportja biztosítja a legjobb vágási teljesítményt. 2. Különleges ékszíj átvitel a csendes és egyenletes
SG-2436H típusú lassúfordulatú daráló (2 hónapos) Jellemzők: 1. Fogazott vágó henger és vágó kések csoportja biztosítja a legjobb vágási teljesítményt. 2. Különleges ékszíj átvitel a csendes és egyenletes
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Környezeti tényezők hatása, időfüggő mechanikai tulajdonságok Dr. Tamás-Bényei Péter 2018. szeptember 19. Ütemterv 2 / 20 Dátum 2018.09.05 2018.09.19
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Környezeti tényezők hatása, időfüggő mechanikai tulajdonságok Dr. Tamás-Bényei Péter 2018. szeptember 19. Ütemterv 2 / 20 Dátum 2018.09.05 2018.09.19
A keverés fogalma és csoportosítása
 A keverés A keverés fogalma és csoportosítása olyan vegyipari művelet, melynek célja a homogenizálás (koncentráció-, hőmérséklet-, sűrűség-, viszkozitás kiegyenlítése) vagy a részecskék közvetlenebb érintkezésének
A keverés A keverés fogalma és csoportosítása olyan vegyipari művelet, melynek célja a homogenizálás (koncentráció-, hőmérséklet-, sűrűség-, viszkozitás kiegyenlítése) vagy a részecskék közvetlenebb érintkezésének
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok V. előadás Fröccsöntés Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási technológiák
Műanyagfeldolgozó gépek és szerszámok V. előadás Fröccsöntés Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási technológiák
Műanyagok feldolgozása Miskolczi, Norbert, Pannon Egyetem
 Műanyagok Miskolczi, Norbert, Pannon Egyetem Műanyagok írta Miskolczi, Norbert Publication date 2012 Szerzői jog 2012 Pannon Egyetem A digitális tananyag a Pannon Egyetemen a TÁMOP-4.1.2/A/2-10/1-2010-0012
Műanyagok Miskolczi, Norbert, Pannon Egyetem Műanyagok írta Miskolczi, Norbert Publication date 2012 Szerzői jog 2012 Pannon Egyetem A digitális tananyag a Pannon Egyetemen a TÁMOP-4.1.2/A/2-10/1-2010-0012
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor
 Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
V. Moldex3D Szeminárium - econ Felhasználói Találkozó
 V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
Polimer nanokompozit blendek mechanikai és termikus tulajdonságai
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Polimer nanokompozit blendek mechanikai és termikus tulajdonságai Dr. Hargitai Hajnalka, Ibriksz Tamás Mojzes Imre Nano Törzsasztal 2013.
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Polimer nanokompozit blendek mechanikai és termikus tulajdonságai Dr. Hargitai Hajnalka, Ibriksz Tamás Mojzes Imre Nano Törzsasztal 2013.
POLIMERTECHNIKA Laboratóriumi gyakorlat
 MÉRÉSI JEGYZŐKÖNYV Polimer anyagvizsgálat Név: Neptun kód: Dátum:. Gyakorlat célja: 1. Műanyagok folyóképességének vizsgálata, fontosabb reológiai jellemzők kiszámítása 2. Műanyagok Charpy-féle ütővizsgálata
MÉRÉSI JEGYZŐKÖNYV Polimer anyagvizsgálat Név: Neptun kód: Dátum:. Gyakorlat célja: 1. Műanyagok folyóképességének vizsgálata, fontosabb reológiai jellemzők kiszámítása 2. Műanyagok Charpy-féle ütővizsgálata
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
6. Extrúzió szerszám, termék
 6. Extrúzió szerszám, termék Bevezetés Szerszám, termék folyás a szerszámban rúd és profilgyártás csőgyártás lemezextrúzió filmgyártás koextrúzió kábelextrúzió Követőberendezések Szabályozás, vezérlés
6. Extrúzió szerszám, termék Bevezetés Szerszám, termék folyás a szerszámban rúd és profilgyártás csőgyártás lemezextrúzió filmgyártás koextrúzió kábelextrúzió Követőberendezések Szabályozás, vezérlés
ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS FRÖCCSÖNTŐ GÉP GIANT sorozat
 Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
3. hét Fröccsöntés. Alkalmazható anyagok. Fröccsöntő szerszámok és gépek. Fröccsöntő szerszámok megoldásai. A fröccsöntés folyamata.
 MŰANYAGALAKÍTÁS (GEMTT084M) c. tantárgy előadásainak programja gépészmérnök hallgatók számára 2018/19. tanév II. félév Gépészmérnöki Szak, MSc képzés 1. hét 2. hét A műanyagok anyagismereti áttekintése.
MŰANYAGALAKÍTÁS (GEMTT084M) c. tantárgy előadásainak programja gépészmérnök hallgatók számára 2018/19. tanév II. félév Gépészmérnöki Szak, MSc képzés 1. hét 2. hét A műanyagok anyagismereti áttekintése.
ÖSSZEFOGLALÁS HŐTANI FOLYAMATOK
 ÖSSZEFOGLALÁS HŐTANI FOLYAMATOK HŐTÁGULÁS lineáris (hosszanti) hőtágulási együttható felületi hőtágulási együttható megmutatja, hogy mennyivel változik meg a test hossza az eredeti hosszához képest, ha
ÖSSZEFOGLALÁS HŐTANI FOLYAMATOK HŐTÁGULÁS lineáris (hosszanti) hőtágulási együttható felületi hőtágulási együttható megmutatja, hogy mennyivel változik meg a test hossza az eredeti hosszához képest, ha
Food Processing Equipment. ProfiCook VÁKUUM FELDOLGOZÓ BERENDEZÉS
 Food Processing Equipment ProfiCook VÁKUUM FELDOLGOZÓ BERENDEZÉS A ProfiCook vákuum feldolgozó berendezés nagyon hatékony és megbízható megoldást jelent számos élelmiszertermék, mint majonéz, kecsöp és
Food Processing Equipment ProfiCook VÁKUUM FELDOLGOZÓ BERENDEZÉS A ProfiCook vákuum feldolgozó berendezés nagyon hatékony és megbízható megoldást jelent számos élelmiszertermék, mint majonéz, kecsöp és
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE
 2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
A 29/2016. (VIII. 26.) NGM 27/2012. (VIII. 27.) NGM
 NGM 27/2012. (VIII. 27.) NGM") A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsga kérdései a 4. Szakmai követelmények fejezetben megadott témakörök mindegyikét tartalmazza. Egy kiválasztott műanyag
A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsga kérdései a 4. Szakmai követelmények fejezetben megadott témakörök mindegyikét tartalmazza. Egy kiválasztott műanyag
ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG
 ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG ECO sorozat... ECO 130-420 gép jellemzők Start-stop inverter rendszer 30-70% energia megtakarítást eredményez LG (Korea) PLC vezérlés 7.2-es vagy 8.4-es
ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG ECO sorozat... ECO 130-420 gép jellemzők Start-stop inverter rendszer 30-70% energia megtakarítást eredményez LG (Korea) PLC vezérlés 7.2-es vagy 8.4-es
Új megoldások a vékony falú termékek fröccsöntésében: az expanziós fröccsöntés
 A MÛANYAGOK FELDOLGOZÁSA 2.2 Új megoldások a vékony falú termékek fröccsöntésében: az expanziós fröccsöntés Tárgyszavak: műanyag-feldolgozás; expanziós fröccsöntés; technológia; gépgyártó; feldolgozógép.
A MÛANYAGOK FELDOLGOZÁSA 2.2 Új megoldások a vékony falú termékek fröccsöntésében: az expanziós fröccsöntés Tárgyszavak: műanyag-feldolgozás; expanziós fröccsöntés; technológia; gépgyártó; feldolgozógép.
9- Fordító és kitárazó egységek (a műhely méretei alapján lehetséges az illesztés)
") Formmaksan szegező sor A gép által elfogadott tűréshatár a raklap alkotóelemeinek méreteire vonatkozóan megegyezik az UNI/EURO által előírtakkal. Gyártási kapacitás: EUR/EPAL típusú raklapra vonatkozó
Formmaksan szegező sor A gép által elfogadott tűréshatár a raklap alkotóelemeinek méreteire vonatkozóan megegyezik az UNI/EURO által előírtakkal. Gyártási kapacitás: EUR/EPAL típusú raklapra vonatkozó
Szárítás kemence Futura
 Szárítás kemence Futura Futura, a nemzetközi innovációs díjat Futura egy univerzális szárító gép, fa és egyéb biomassza-alapanyag. Egyesíti az innovatív technikai megoldások alapján, 19-26 szabadalmazott
Szárítás kemence Futura Futura, a nemzetközi innovációs díjat Futura egy univerzális szárító gép, fa és egyéb biomassza-alapanyag. Egyesíti az innovatív technikai megoldások alapján, 19-26 szabadalmazott
PurgeMax. Nagy teljesítményű, költséghatékony tisztítási megoldás
 Csökkenti a gépek állásidejét és az anyagveszteséget Javítja a termelékenységet és a kiesési arányt Csökkenti a költségeket Csiga és fröccshenger A csiga és a fröccshenger a fröccsöntéses műanyaggyártás
Csökkenti a gépek állásidejét és az anyagveszteséget Javítja a termelékenységet és a kiesési arányt Csökkenti a költségeket Csiga és fröccshenger A csiga és a fröccshenger a fröccsöntéses műanyaggyártás
Alumínium ötvözetek aszimmetrikus hengerlése
 A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
SZÁLLÍTÓSZALAG ELŐFŐZŐ/FŐZŐBERENDEZÉS
 Food Processing Equipment NEAEN ContiBlanch SZÁLLÍTÓSZALAG ELŐFŐZŐ/FŐZŐBERENDEZÉS szállítószalag előfőző/főzőberendezés olyan termékek széles választékának hőkezelésére szolgál, amelyek az előfőzés vagy
Food Processing Equipment NEAEN ContiBlanch SZÁLLÍTÓSZALAG ELŐFŐZŐ/FŐZŐBERENDEZÉS szállítószalag előfőző/főzőberendezés olyan termékek széles választékának hőkezelésére szolgál, amelyek az előfőzés vagy
Fém megmunkálás. Alapanyag. Térfogat- és lemezalakítások. Porkohászat. Öntészet homokba öntés, preciziós öntés kokilla öntés. fémporok feldolgozása
 Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Hőszivattyúk - kompresszor technológiák Január 25. Lurdy Ház
 Hőszivattyúk - kompresszor technológiák 2017. Január 25. Lurdy Ház Tartalom Hőszivattyú felhasználások Fűtős kompresszor típusok Elérhető kompresszor típusok áttekintése kompresszor hatásfoka Minél kisebb
Hőszivattyúk - kompresszor technológiák 2017. Január 25. Lurdy Ház Tartalom Hőszivattyú felhasználások Fűtős kompresszor típusok Elérhető kompresszor típusok áttekintése kompresszor hatásfoka Minél kisebb
Tárgyszavak: PET palack; forrón tölthető; nyújtva fúvás; hőrögzítés; palackgyártás; újrahasznosítás; palackból palack.
 A MÛANYAGOK ELÕÁLLÍTÁSA ÉS FELDOLGOZÁSA 3.7 1.1 Újdonságok a műanyag palackok gyártástechnológiájában Tárgyszavak: PET palack; forrón tölthető; nyújtva fúvás; hőrögzítés; palackgyártás; újrahasznosítás;
A MÛANYAGOK ELÕÁLLÍTÁSA ÉS FELDOLGOZÁSA 3.7 1.1 Újdonságok a műanyag palackok gyártástechnológiájában Tárgyszavak: PET palack; forrón tölthető; nyújtva fúvás; hőrögzítés; palackgyártás; újrahasznosítás;
2. A hőátadás formái és törvényei 2. A hőátadás formái Tapasztalat: tűz, füst, meleg edény füle, napozás Hőáramlás (konvekció) olyan folyamat,
 olyan folyamat,") 2. A hőátadás formái és törvényei 2. A hőátadás formái Tapasztalat: tűz, füst, meleg edény füle, napozás. 2.1. Hőáramlás (konvekció) olyan folyamat, amelynek során a hő a hordozóközeg áramlásával kerül
2. A hőátadás formái és törvényei 2. A hőátadás formái Tapasztalat: tűz, füst, meleg edény füle, napozás. 2.1. Hőáramlás (konvekció) olyan folyamat, amelynek során a hő a hordozóközeg áramlásával kerül
Melléklet MŰSZAKI PARAMÉTEREK. MVD ishear B / SZAKMAI JELLEMZŐK. Mechanikus lemezolló gép
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
A tételhez használható segédeszközöket a vizsgaszervező biztosítja.
 A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsga kérdései a Műanyagfeldolgozó technikus megnevezésű szakképesítés szakmai és vizsgakövetelménye 4. szakmai követelmények
A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsga kérdései a Műanyagfeldolgozó technikus megnevezésű szakképesítés szakmai és vizsgakövetelménye 4. szakmai követelmények
Termodinamika (Hőtan)
") Termodinamika (Hőtan) Termodinamika A hőtan nagyszámú részecskéből (pl. gázmolekulából) álló makroszkópikus rendszerekkel foglalkozik. A nagy számok miatt érdemes a mólt bevezetni, ami egy Avogadro-számnyi
Termodinamika (Hőtan) Termodinamika A hőtan nagyszámú részecskéből (pl. gázmolekulából) álló makroszkópikus rendszerekkel foglalkozik. A nagy számok miatt érdemes a mólt bevezetni, ami egy Avogadro-számnyi
12. Polimerek anyagvizsgálata 2. Anyagvizsgálat NGB_AJ029_1
 12. Polimerek anyagvizsgálata 2. Anyagvizsgálat NGB_AJ029_1 Ömledék reológia Viszkozitás Newtoni folyadék, nem-newtoni folyadék Pszeudoplasztikus, strukturviszkózus közeg Folyásgörbe, viszkozitás görbe
12. Polimerek anyagvizsgálata 2. Anyagvizsgálat NGB_AJ029_1 Ömledék reológia Viszkozitás Newtoni folyadék, nem-newtoni folyadék Pszeudoplasztikus, strukturviszkózus közeg Folyásgörbe, viszkozitás görbe
FORGÓ DOB ELŐFŐZŐ/FŐZŐBERENDEZÉS
 Food Processing Equipment NEAEN RotaBlanch FORGÓ DOB ELŐFŐZŐ/FŐZŐBERENDEZÉS A NEAEN RotaBlanch forgó dob előfőző-berendezést zöldségek, gyümölcsök, saláták, tészták és tengeri ételek konzerválás és fagyasztás
Food Processing Equipment NEAEN RotaBlanch FORGÓ DOB ELŐFŐZŐ/FŐZŐBERENDEZÉS A NEAEN RotaBlanch forgó dob előfőző-berendezést zöldségek, gyümölcsök, saláták, tészták és tengeri ételek konzerválás és fagyasztás
S-típus. Félautomata impulzus fóliahegesztő gépek. Csúcsminőség. Rugalmasság. Moduláris rendszer.
 S-típus Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Az S-típusú félautomata
S-típus Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Az S-típusú félautomata
Food Processing Equipment. NEAEN Cook n chill SZAKASZOSAN ÜZEMELŐ FŐZŐ ÉS FAGYASZTÓ-BERENDEZÉS
 Food Processing Equipment NEAEN Cook n chill SZAKASZOSAN ÜZEMELŐ FŐZŐ ÉS FAGYASZTÓ-BERENDEZÉS Darabos és törékeny ételek széles választékának nagy teljesítményű főzésére/előfőzésére tervezték. Az előfőzést/főzést
Food Processing Equipment NEAEN Cook n chill SZAKASZOSAN ÜZEMELŐ FŐZŐ ÉS FAGYASZTÓ-BERENDEZÉS Darabos és törékeny ételek széles választékának nagy teljesítményű főzésére/előfőzésére tervezték. Az előfőzést/főzést
Polimer kompozitok technológiái
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimer kompozitok technológiái DR Hargitai Hajnalka 2011.11.30. Polimer kompozit A kompozitok két vagy több
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimer kompozitok technológiái DR Hargitai Hajnalka 2011.11.30. Polimer kompozit A kompozitok két vagy több
A 27/2012 (VIII. 27.) NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 543 03 Formacikk gyártó Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 543 03 Formacikk gyártó Tájékoztató
ÍRTA: SZABÓ FERENC OKLEVELES GÉPÉSZMÉRNÖK TÉMAVEZETŐ:
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK PVT MÉRÉSI MÓDSZER TELJES KÖRŰ FEJLESZTÉSE PHD ÉRTEKEZÉS TÉZISFÜZETE ÍRTA: SZABÓ FERENC OKLEVELES GÉPÉSZMÉRNÖK TÉMAVEZETŐ:
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK PVT MÉRÉSI MÓDSZER TELJES KÖRŰ FEJLESZTÉSE PHD ÉRTEKEZÉS TÉZISFÜZETE ÍRTA: SZABÓ FERENC OKLEVELES GÉPÉSZMÉRNÖK TÉMAVEZETŐ:
Anyagtudomány BMEGEMTMK02, 4 krp (2+0+1/v)
") Anyagtudomány BMEGEMTMK02, 4 krp (2+0+1/v) VIII. előadás: Polimerek anyagtudománya, alapfogalmak Előadó: Dr. Mészáros László Egyetemi docens Elérhetőség: T. ép.: 307. meszaros@pt.bme.hu 2019. április 03.
Anyagtudomány BMEGEMTMK02, 4 krp (2+0+1/v) VIII. előadás: Polimerek anyagtudománya, alapfogalmak Előadó: Dr. Mészáros László Egyetemi docens Elérhetőség: T. ép.: 307. meszaros@pt.bme.hu 2019. április 03.
Beugró kérdések. a b c
 Beugró kérdések 1. Mi polimer (műanyag)? Hosszúláncú szerves vegyület, nagymolekulájú (óriásmolekulájú) anyag, melyben sok ezer elemi építőegység (monomer) kötődik egymáshoz elsődleges kémiai kötéssel.
Beugró kérdések 1. Mi polimer (műanyag)? Hosszúláncú szerves vegyület, nagymolekulájú (óriásmolekulájú) anyag, melyben sok ezer elemi építőegység (monomer) kötődik egymáshoz elsődleges kémiai kötéssel.
FIZIKA II. 2. ZÁRTHELYI DOLGOZAT A MŰSZAKI INFORMATIKA SZAK
 FIZIKA II. 2. ZÁRTHELYI DOLGOZAT A MŰSZAKI INFORMATIKA SZAK 2007-2008-2fé EHA kód:.név:.. 1. Egy 5 cm átmérőjű vasgolyó 0,01 mm-rel nagyobb, mint a sárgaréz lemezen vágott lyuk, ha mindkettő 30 C-os. Mekkora
FIZIKA II. 2. ZÁRTHELYI DOLGOZAT A MŰSZAKI INFORMATIKA SZAK 2007-2008-2fé EHA kód:.név:.. 1. Egy 5 cm átmérőjű vasgolyó 0,01 mm-rel nagyobb, mint a sárgaréz lemezen vágott lyuk, ha mindkettő 30 C-os. Mekkora
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu