Polimertechnika Polimer feldolgozás. Alpár Tibor L.
|
|
|
- Zita Papp
- 8 évvel ezelőtt
- Látták:
Átírás
1 Polimertechnika Polimer feldolgozás Alpár Tibor L.

2 Szakirodalom Czvikovszky T., Nagy P., Gaál J.: A polimertechnika alapjai Műegyetemi Kiadó, Budapest, Bodor G.; Vas L. M.: Polimer anyagszerkezettan Műegyetemi Kiadó, Budapest, Schwarz O., Ebeling F.-W., Furth: Kunststoffverarbeitung Vogel Verlag, 2009

3 Technikák Előkészítés gépei Száraz keverés Ömledék keverés Granulálás Gyártás Kalanderezés Extrúzió Fröccsöntés Különleges technológiák

4 Előkészítés I. Keverés

5 Keverés Szinte minden termék alapanyaga összetett keverékből áll. Pl. PVC cső 6-8-féle adalék. Adalékok: védő adalékok - valamilyen hatás ellen funkcionális adalékok - valamilyen tulajdonság növelése miatt

6 Védőadalékok antioxidánsok - oxidáció ellen tűzvédő adalékok biostabilizátorok stb. stabilizátorok - öregedés ellen antisztatikumok - feltöltődés ellen

7 Funkcionális adalékok lágyítók csúsztatók ütésállóságot javítók erősítő szálak habosítók térhálósodást indítók kristályosodást indítók színezékek, stb.

8 Alapanyagok A polimerek általában: granulátum, por. Adalékok lehetnek: granulátum, por, folyadék, paszta.

9 Keverési technológiák száraz keverés (dry blend) poroknál ezt követően közvetlen adagolás a feldolgozógépbe ömledék keverés, magasabb hőmérsékleten feldolgozógépbe adagolás előtt granulálás, szemcsézés granulátum szárítása

10 Keverési módok Diszperzív keverés kohézív, összetartó komponensek méretcsökkenésével együtt járó intenzív keverés - pl. összetapadt festékpor keverése polimer porba fluid mixerrel, Disztributív keverés eloszlató, méretcsökkenéssel nem járó, extenzív keverés - pl. ömledék polimerek keverése ikercsigás extruderben

11 Diszperzív vs. disztributív keverés méret csökkenés!!!!!!! eloszlatás és eloszlatás

12 Keverékek Kompaund (compound): adott célra összeállított keverék (polimerek + adalékok) Blend: polimer-polimer keverékek, amelyek homo- vagy kopolimerként viselkednek - termodinamikailag kompatibilisek Ötvözet (alloy): termodinamikailag összeférhetetlen polimereknél kompatibilizáló adalékokkal - nagyon intenzív keverési megoldásokkal

13 Száraz keverés

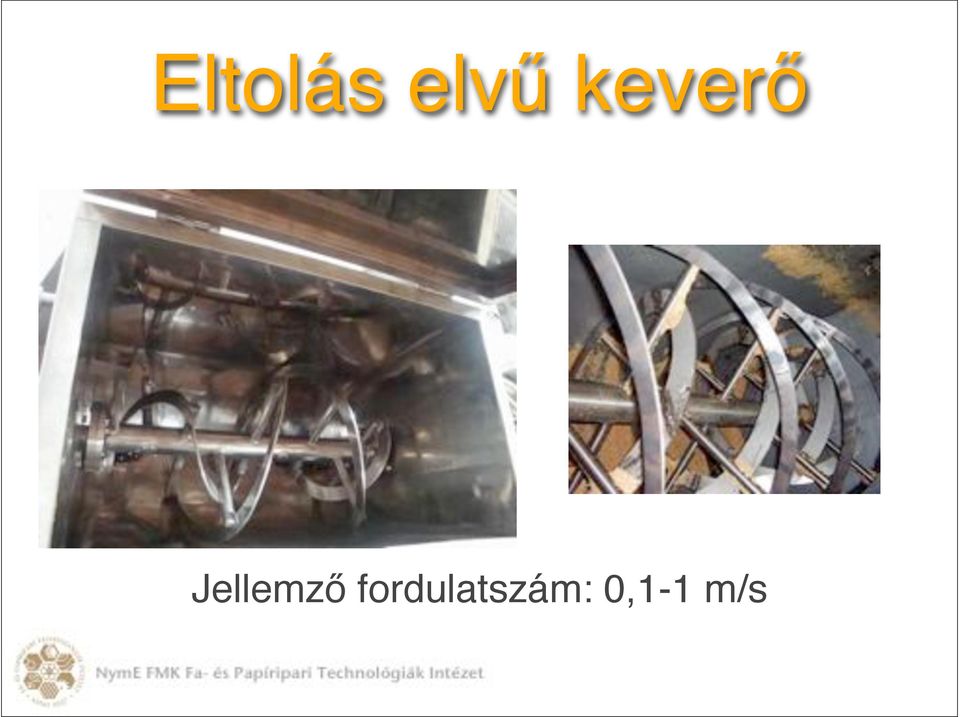
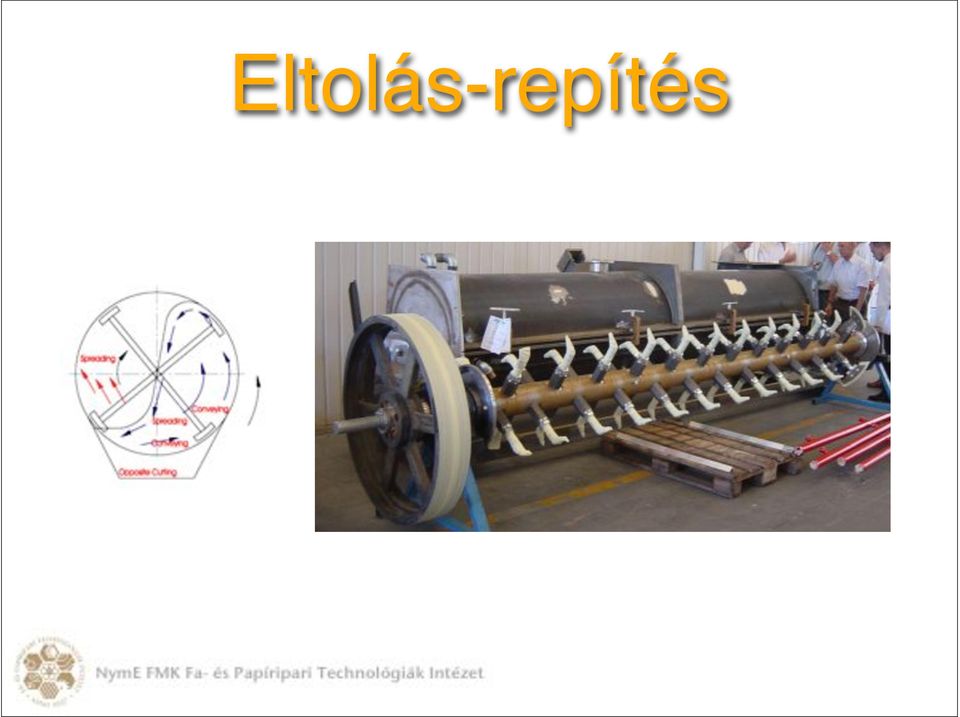
14 Száraz keverés Porok, granulátumok keverhetők gravitációs úton vagy keverő hatású gépelemekkel, mesterkeverékek (masterbatch) készítéséhez Porkeverők alaptípusai: szabadesés elvű buktatott hordó, eltolás elvű keverők, forgatott lapát forgatott edényben, eltolás és repítés elvű fekvő hengerek, örvénykeverő (nagy sebességű centrifugális)

15 Buktatott hordó

16 Eltolás elvű keverő Jellemző fordulatszám: 0,1-1 m/s
17 Eltolás-repítés
18 Nagy sebességű Kever berendezések 5 Száraz keverékek kever berendezései Fluid-ágyas örvénykever Porok fluidizációs keverése: akár 4000 ford./min 5-10 min alatt 100 C szakaszos csatlakozó hűtőkeverő/aprító

19 Silós keverők Gravitációs siló Kever berendezések 4 Pneumatikus Száraz keverékek kever keverő berendezései siló Vándorcsigás siló Függőleges csigás siló 4

20 Függőleges csigás keverő A keverendő anyagok mérete és sűrűsége közel azonos legyen.

21 Kúpos keverők Vándorcsigás High shear
22 Ömledék keverés
23 Ömledék keverés Polimerek és adalékaik megfelelő, homogén keverése csak ömledék állapotban lehetséges. A keverő lehet: szakaszos - Banbury keverő - gumiipar folyamatos - extruder (nem csak keverő, hanem önálló feldolgozógépek is!): egycsigás ikercsigás bolygócsigás
24 Szakaszos ömledék keverés
25 Hengerszék Gumiipar, gumiabroncs gyártás Fő gépe a hengerszék: keverék hőmérséklete: C keverés ideje ~1 óra két közeli, de nem érintkező fűtött henger egymással szembe forog eltérő (10%) fordulatszámmal. Ebből fejlődött ki a kalanderezés technológiája.
26 Hengerszék és zárt 1: hengerpalást 2: kéregöntvény 3: a hűtővíz furatai 4: forgó szakáll 5: keverékpalást 1: felső kapu (bélyeg) 2: kamrafal 3: keverőkamra 4: rotor 5: hűtővízcső 6: alsó kapu
27 Banbury keverő Belső keverés, két, egymással szembe forgó fűtött, bütykös hengerrel 8-as keresztmetszetű házban. Fordulatszám alacsony: 1 ford./ min A keverés tulajdonképpen dagasztás (kneader). Működése szakaszos.
28 Banbury keverő
29
30 Folyamatos ömledék keverés
31 Egycsigás extruder Az extrudercsiga határozott menetszárny szélességű csavarorsó, amely jól illesztett fűtött hengerben forog. A keverés jellegét meghatározza a menetemelkedés. Tipikus extrudercsiga: hossza x átmérő egy fordulatra eső menetemelkedés = átmérő
32 Egycsigás extruder Nagy menetemelkedés: csak diszperzív Kever berendezések keverés (t > D) 7 Kis menetemelkedés: disztributív, alapos keverés (t D) Folytonos ömledék kever berendezések 4 Egycsigás extruder
33 Kever berendezések Egycsigás extruder Folytonos ömledék kever berendezések 4 Egycsigás extruderek Hatékonyság növelés csigaprofilokkal, amelyek az anyag-áramlást: lassítják, gyorsítják megtörik, turbulenssé teszik, szakaszosan visszafordítják. Csiga és hengervégen: üreges anyagátviteli kialakítás cavity transfer
34 Kétcsigás extruder Keverőhatás fokozása: kétcsigás (ikercsigás) extruderrel Fekvő 8-as alakú, fűtött házban: egymást nem érintő vagy egymásba hatoló menetszárnyakkal.
35 8 Kétcsigás extruder Lehet mindkét esetben: Folytonos ömledék kever berende azonos irányban forgatott (nagyobb nyíró igénybevétel) vagy egymással szemben forgatott (hatékonyabb anyagtovábbítás) csigákkal.
36 Kever berendezések Bolygócsigás extruder 9 Folytonos ömledék kever berendezések 4 Bolygócsigá a. főcsiga b. bolygócsigák c. fűtött ház d. beadagolás
37 Bolygócsigás extruder További hatékonyság növelés. Központi csiga körül további kisebb csigák. A kis csigák központival kényszerkapcsolatban forognak. A kis csigák kényszerkapcsolatban vannak a fűtött házzal is. Kis csigák közti térben a legnagyobb a nyírás.
38 Ko-knéter Csiga, amely nem csak forog, hanem tengelyirányú oszcilláló mozgást is végez. Menetszárnyai 120 onként megszakítottak, hogy kikerüljék a henger keverő fogait. Igen hatékony ömledékkeverés.
39 Előkészítés II. Granulálás, szárítás
40 Granulálás A 2-3 mm átmérőjű extrudált szálakat vízfürdőn átvezetve hűtik (szilárdítják), majd szemben forgó késes hengerrel aprítják. A granulátumot szárítani kell a tovább feldolgozás előtt.
41 Granulálók Hideg (szál) granulálás Meleg (die face) granulálás
42 Aprítás Jellegzetesen az újrahasznosítás gépei. Alacsony fordulatszám. Kemény anyagok őrlése nagy kés szám, plasztikus anyagok őrlése 3-6 kés.
43 documentation Integrated hour counter for frequently planned service intervals. Different programs for masher and cutter to tailor the operation for a specific application REV-function: Reverse the rotor if the machine gets over fed and on a time set basis with e.g. thick walled material. (only with 2.2 kw motor option) Options PLC-intelligent operation PLC provides a number 515 of benefits; Integrated IMD function 640 Integrated REV function Records all stops/blockings during operation for evaluation and documentation Twin Integrated hour counter for frequently planned service intervals. Different programs for masher and cutter to tailor the operation for a specific application REV-function: Reverse the rotor if the machine gets over fed and on a time set basis with e.g. thick walled material. (only with 2.2 kw motor option) Aprítás Twin 1365 Model A B C D IMD Integrated Metal Detection Integrated safety against metal The IMD stops the granulator when it gets activated by any metal and minimizes the risk of damaging the machine itself. As the machine stops the granulator it also minimizes the risk of metal to reach the injection moulding screw as well as the tool. IMD Integrated Metal Detection Integrated safety against metal The IMD stops the granulator when it gets activated by any metal and minimizes the risk of damaging the machine itself. As the machine stops the granulator it also minimizes the risk of metal to reach the injection moulding screw as well as the tool
44 Osztályozás Rázó szitás osztályozók Görgős osztályozók
45 Rázószita
46 Rázószita
47 Görgős osztályozás
48 Szárítás Gyakran a fröccsgép adagolója egyben szárító is. A higroszkópos műanyagokat (PA, PET, PC, PBT) jelentős nedvességfelvétele miatt, különösen fröccsöntés előtt szárítani kell. A nem higroszkópos anyagokat is szárítani kell, ha pl. a felületükön pára csapódik le. Műanyagipari szárítók: meleg-levegős szárítók, száraz levegős szárítók.
49 Szárítás Meleg levegős szárító fröccsgép adagolóhoz
50 Szárítás 3 Száraz-levegős szárító 1. fűtött anyagtartály 2. anyagszállító 3. harmatpont érzékelő 4. záró szelep 5. fűtés 6. levegőszűrő 7. ventilátor 8. váltó 9. aktív abszorpciós tartály 10. regenerálás alatti abszorpciós tartály 11. regeneráló szakasz ventilátora 12. mikroszűrő 13. fűtés 14. nedves levegő kifúvása
51 Adagolók 17 Adagoló berendezések Adagoló tartály kialakítása, pr Jellegzetesen kúpos tartályok Problémáik: beboltozódás, patkánylyuk kialakulása. Elkerülésük bolygató vagy vibrációs berendezésekkel. Problémák:
52 Adagolók Anyagszállítási szempontból lehetnek: egy vagy két csigás, forgólapátos, egyéb (rezgő, szállítószalagos, forgóasztalos).
53 Adagolók Anyagmennyiség kontrollálása szerint: volumetrikus (térfogat szerint), gravimetrikus (tömeg szerint).
54 Keverő-adagolók
55 Polimerfeldolgozás
56 Technológiák Eljárás Jellege Nyírósebesség [1/sec] Viszkozitás [Pa.s] Átl. móltömeg [g/mol] Folyási mutatósz. [g/10 min] Sajtolás szakaszos > ,5 Kalanderezés folyamatos Extruzió folyamatos Fröccsöntés szakaszos Szálgyártás folyamatos >
57 Feldolgozás Extruzió Fröccsöntés Polimer T [ C] P [MPa] T [ C] P [MPa] LDPE (kis sűrűségű polietilén) HDPE (nagy sűrűségű polietilén) PP (polipropilén) PS (polisztirén) lpvc (lágy polivinil-klorid) kpvc (kemény polivinil-klorid) ABS (akrilnitril-butacién-sztirol kopolimer) PA (poliamid /nylon/) PMMA (poli(metakrilát)) POM (polioximetilén) CA (cellulóz-acetát) PC (polikarbonát) PTFE (politetraflouretilén) por szinterezés (ömlesztés) C
58 Recycling A hőre lágyuló műanyag termékek gyártása hulladékmentes technológiájú, mivel plasztikus alakadású, és a keletkező selejt aprítás után ismét feldolgozható. A hőre lágyuló műanyag termékek elhasználódás után újra feldolgozhatók.
59 Gyártás I. Kalanderezés
60 Kalanderezés anyagai Alapanyag: amorf, hőérzékeny, termoplasztikus polimerek, amelyek olvadási hőmérséklet tartománya széles: kemény és lágy PVC, PVC kopolimerek, ütésálló polisztirol, ABS, cellulóz észterek. Egymással szemben forgó fűtött hengerek között μm vastagságú, akár 4 m széles lemezt, fóliát vagy hordozóra polimer bevonat készíthető. Gyártási sebesség akár 100 m/min is lehet.
61 (textil) polimer bevonatot készítünk, nagy sebességgel (akár 100 m/perc). Alapanyaga Kalander jellemz en amorf h re lágyuló (PVC, elrendezés PS, ABS) polimer. Kalander hengerek elrendezése: WIY WLY WFY WZY henger. I-típus: ritka a nehézkes betáplálás miatt. L-típus: előnye, hogy a betáplálás alul, az első fokozatban történik - kemény PVC. F-típus: lágy PVC, mert az L-nél a fóliára lágyító gőzök csapódhatnak le. Z- típus: szövet vagy más hordozó bevonásához. 2
62 Kalander Párhuzamos tengelyű hengerek stabil vázban. Hengertávolság precíziós állítása. Hengerek fűtése egyik végről, meghajtása másik végen.
63 Kalander Minden henger külön, fordulatszám szabályzású, egyenáramú motorral hajtott. Átmérő: mm Szélesség: 2-4 m
64 Kalanderhengerek Hengereknek ellen kell állniuk a résben fellépő nagy erőknek: hajlítás, torzió, nyomás. Ezért: nagy átmérő, kemény ( HB), kopásálló felület, rendszerint köszörülve (0,1 μm érdesség) vagy polírozva (0,01 μm érdesség). Korrózió ellen keménykrómozás (PVC esetén).
65 3 Kalanderhengerek Kalanderezés Hengerek között nagy nyomás kihajlás lép fel. Kalanderhengerek: 600/800 Kompenzálásuk: mm átmér j 2/4 m széles F t közeg be- és elvezetés profilköszörülés (bombírozás), Mindegyikben fokozatmentes fordulatszám állítás henger tengelyének szögelállítása, Nagy kopásállóságú ( HB) felület (köszörült vagy polírozott) visszahajlítás ellennyomatékkal. Nagy er k lépnekfelahengerekközött:kompenzálnikell! között: kompenzálni kell!
66 Kalanderhengerek Szögállítás: utolsó előtti henger tengelyének befogása elfordítható - elfordítással nő a széleken a rés, kompenzálja a kihajlást. Ellenhajlítás: utolsó henger tengelyét hidraulikusan deformálják. Ezek nem elegendők - utolsó két hengert melegen méretre köszörülik (hordó alakúra). Így 5 μm pontosság érhető el.
67 4 Kalanderezés Kalandersor: Kalanderezés 4 Kalanderezés Kalandersor: Kalandersor és szálképződés Szakállképz dés a hengerek között A polimer a mattabb, melegebb, nagyobb kerületi sebességű hengerre tapad. Szakállképz dés a hengerek között A polimer a mattabb, melegebb, nagyobb kerületi sebesség hengerre tapad.
68 Gyártás II. Extrúzió
69 Extrúzió A polimerfeldolgozás lefontosabb, leghatékonyabb technológiája, ahol: képlékeny állapotba hozza, majd a viszkózus ömledéket homogenizálja, ae. legázosítja, majd komprimálja, változatlan keresztmetszetű szerszámon keresztülsajtolja, utána lehűtik, és így állandó keresztmetszetű, folyamatos terméket gyárt. Hulladékmentes technológia.
70 Fólia Lemez Szál Extrúzió termékei
71 Extrúzió termékei Cső Többszörösen összetett üreges termék (ablakprofil)
72 Felépítés 1. Csiga 2. Plasztifikáló henger 3. Adagoló 4. Hajtó motor 5. Hajtás 6. Fűtőszálak 7. Hőmérséklet érzékelő 8. Nyomásmérő 9. Törőtárcsa 10.Nyomásszabályzó szelep
73 Csiga zónák Csigazóna etető v. behúzó kompressziós homogenizáló, kiszállító Funkciók polimer granulátum betáplálása, ömlesztés kezdete ömlesztés folytatása, befejezése, sűrítés, homogenizálás homogenizálás befejezése, kisajtolás megemelt nyomáson
74 Extrudercsiga menetes orsó, ritka vágású, nagy menetemelkedés (t D), hengerben laza illesztéssel (rés = 0,005 D), több szakaszú temperálás (villamos fűtés, és levegő/folyadék hűtés)
75 Plasztifikáló egység 7 Kompresszió Kompresszió = menetárok térfogatának csökkentése: mag átmérőjének növelése (magprogresszív), menetemelkedés szögének csökkentése (szögdegresszív), Plasztifikáló egység = csiga + henger Extrúdercsiga részei: Kompresszió elérhet (=menetárok térfogatának csökke Mag átmér jének növekedésével (magprogresszív, ábra) menetszárny szélesség-növekedéssel Menetemelkedés szögének csökkenésével é (szögdegresszív) Menetszárny szélesség-növekedéssel
76 Csiga keverőelemek Plasztifikáló egység 9 Csiga kever elemei: 9
77 I. 3 zónás csiga Csiga kialakítások II. magprogresszív csiga 1. behúzó zónában egy-, majd kétmenetes 2. egymenetes, csökkenő menetemelkedésű de konstans menetmélységű 3. egymenetű, rövid kompressziójú 4. egymenetes legázosítós csiga 5. ömledékzónában kétmenetű
78 Csiga jellemzői L: csiga hossza L 1: behózó zóna hossza L 2: kompressziós z. hossza L 3: kitoló z. hossza D: csiga átmérő h 2: menetárok mélység 2. t: menetemelkedés e: menetszárny szélessége b: menetszárny távolság φ: menetszárny szöge
79
80 Különleges csigák, extruderek
81 ikercsigás oldaladagolóval, ató. Ebben az esetben egy ssal, valamint a szükséges a. Az extruder több ilyen Csiga kialakítások az oldaladagoló egységek en. Az oldaladagolónak a etsz legesen változtatható igás el toló egységb l áll, Gáztalanító csiga: iépítésben rendelkezik h t a magas hőmérséklet mellett nedvesség és egyéb VOC gázok távozása miatt, sdamentes acélból készült volumetrikus goló csiga felett elhelyezked kever lapátból áll. A rendelhet. A csigát változtatható fordulatszámú k teljesítménye 0,3 kw. A fordulatszám vezérlése a séggel lehetséges. Amint a jobboldali ábrán látható, a nek köszönhet en az adagológaratból könnyen a gáztalanító szakaszon vákuumos legázosító (eltömődhet), ikercsigás oldaladagoló. tésben 1 db gáztalanító zónával rendelkezik, mely a nyal rendelkez változat standard kialakításban még us gáztalanító zónával átalakítható vákuumos Így lehetséges mindkét talanítást végezni. zer egy rozsdamentes csonkot tartalmaz, amely an ellátva (lsd. bal oldali r nyitható fed vel, egy l és nyomás-mér vel van gység háza egy gyantaely megakadályozza, hogy a gázelszívás során ek eltömítsék a vákuumpumpa cs vezetékeit. (lsd.
82 Csiga kialakítások Kever berendezések 7 Különleges kiszállítószakaszú csigák (homogenizáló): Folytonos ömledék kever berendezések 4 Egycsigás extruderek nem maradhatnak szilárd, fel nem olvadt részek, homogenitást növelő kialakítások a csigák kiszállító szakaszában.
83 Csiga kialakítások Ömledék szétválasztó (Maillefer-) csiga: ömlesztő zónában szétválasztja az ömledéket és a granulátumot - növelhető a plasztifikáló teljesítmény. Ömlesztő zónában második (elválasztó) menet: a zóna végére utoléri azt. menetemelkedése nagyobb, mint a főmeneté, A kialakított hézagon csak az ömledék jut át. a. kis térfogatú horony ömledékhez, b. mélyebb a granulátum ömlesztéshez.
84 Csiga kialakítások Moduláris csiga: rendkívül flexibilis, számos anyag feldolgozását teszi lehetővé: rövidebb, hosszabb kompressziójú, dekompressziós, különféle nyíró-, keverő, különböző menetprofilú szakaszok. Moduláris csigaház: könnyen szerelhető, cserélhető, változatos összeállítás (pl. oldaladagolók, legázosítók) követ en 60 HRC fölött van. Ez h mérséklet-tartományig használha A kü V m va A K cs és A teljes ikerfészkes kialakítású kivitelben készül és a rögzít csa kinyitható. Ez a konstrukció könny és a házhoz, mely egyszer síti a tis a csigaház-betétek cseréjét, v kompaundálási-karakterisztika szem
85 Kétcsigás extruder 10 Keverési hatásfok, szállítóteljesítmény növelése PVC egység porkeverékek, fa-műanyag Plasztifikáló egység Csigakialakítások kompozitok gyártása Egycsigás g kialakítás Kétcsigás (ikercsigás) kialakítás Ellentétes irányban Gáztalanító extrúdercsiga Azonos irányban
86 Kétcsigás extruder a. együtt forgó, egymásba hatoló, b. szemben forgó, egymásba hatoló c. szemben forgó, nemegymásba hatoló d. változó menetszárnyak d
87 Kétcsigás extruder Ellenkező irányban forgó csigák: alacsonyabb nyíróhatás Azonos irányban forgó csigák: nagyobb nyírás, alaposabb keverés egyszerűbb hajtás (egy hajtás + fogaskerék)
88 Kétcsigás extruder Csigák illesztése igen szoros. Minél mélyebben nyúlnak egymásba, annál kevesebb anyag juthat át a résen. Az át nem jutott hányad a C alakú részben a csúcs felé kényszerül - kényszeráramlás: kíméletes plasztifikálás, rossz keverés - ezért gyúrótárcsákat iktatnak közbe.
89 Kétcsigás extruder Az ikercsigás extruderekben igen nagy a nyomás, ezért: az egycsigásokénál lényegesen nagyobb a szállítóteljesítményük (alkalmasak pl. nagy átmérőjű csövek gyártására), a nagy igénybevétel miatt a tengely elvékonyítása helyett a kompressziót az alacsonyabb menetemelkedési szöggel vagy a szélesedő fejszalaggal lehet biztosítani.
90 Kúpos csiga Szintén a kompresszió növelését szolgálja. Jellegzetesen a szálerősített polimer kompozitok gyártásánál alkalmazzák (pl. WPC)
91 Gyártás III. Fröccsöntés
92 Fröccsöntés Tetszőleges alakú 3D termékek, alkatrészek gyártása zárt szerszámban, nagy nyomású, kis viszkozitású polimerömledék gyors belövellésével, szakaszosan. Hulladékmentes technológia.
93 Szerszámkitöltés Kis ömledékviszkozitás oka, hogy az összetett szerszámteret gyorsan és teljesen kitöltse. Kitöltési idő: max. néhány másodperc. Gyártható termék méretei a gép függvényében, akár 50 mg kg Anyagok: termoplasztikus polimerek, duromerek, elasztomerek.
94 Anyagok Hőre lágyulók: PE, PP, PS, PVC, PMMA, ABS, POM, stb. Duromerek: fenoplasztok, aminoplasztok, melamin-epoxi kombináció, stb. Elasztomerek: gumik
95 Termék létrejötte Hőre lágyulók: ömledék fröccsöntés - szerszámban lehűl Duroplasztok és elasztomerek: reaktív fröccsöntés (RIM) kiinduló anyagok: prepolimerek (pl. szilikon és PU esetén két folyadékból) a térhálósodás magában a fröccsszerszámban relatív kis nyomáson
96 Alapelve A fröccsöntés alapelve tehát az, hogy a polimer ömledéket, - amelyet az olvadáspont fölé melegítve kis viszkozitású folyadékállapotba vittünk, nagy sebességgel, szűk beömlő nyíláson át zárt szerszámba fecskendezzük, és ebben a zárt szerszámban a nagy nyomás alatt kihűlő polimerből alakul ki a tetszőlegesen bonyolult formájú (3D) alkatrész, gyakorlatilag hulladékmentes, képlékeny alakítással, nagy méretpontossággal.
97 Fröccsgép felépítése Szerszám záró egység Szerszám Adagoló Szerszám felfogó Vezérlés Fröccsaggregát
98 Fröccsöntő gép A csigadugattyús fröccsöntő gép két fő egysége: a hidraulikus záróegység, és a csigás fröccsöntő egység.
99 Szerszám záró egység Az ömledék igen nagy nyomása nagy felületen érvényesül, így az osztott szerszám részeit összetartó Fröccs ccsönt szerszámz erő, amelynek 15-20%-kal meg kell haladnia a szerszámüregben kialakuló erőt, már közepes gépeken is meghaladja a 100 t (10 6 N) záróerőt. nt gép p részei r 0 mzáró egység A szerszámzáró egység egy álló és egy mozgó szerszám felfog (függ leges) lapot tartalmaz, ez utóbbit tipikusan 4 vaskos vízsz vezet oszlop vezeti. Egyes gépeken a szerszámzárás egy nyitott, f alakú keretben történik. A szerszám záró egység mozgatását hidra vagy (könyökemel s) mechanikus rendszer biztosítja.
100 Szerszám záró egység Álló és mozgó szerszám felfogó lapból áll. A mozgót 4 robusztus vezető oszlop vezeti. Ezt a gép ciklusonként zárja, majd annak végén nyitja.
101 Mechanikus Zárás Z zárás 16
102 Arburg K záró egység ARBURG ARBURG K záróegység ARBURG K záróegység 17
103 Hidraulikus zárás Zárás Z 19
104 Arburg C záró egység
105 Fröccsöntő egység A fröccsöntő egység a hengerrel a csigadugattyúval és tartozékaival szintén elmozdul minden ciklusban: csatlakozás után rázár a szerszámra, majd a befröccs után elszakad tőle. Zárás oka: megfelelő ömledéknyomás átadás. Eltávolodás oka: a fröccsegység csúcsa fűtött, a szerszám hűtött.
106 Csiga Hasonló az extruder csigához, de ez tengelyirányú (dugattyú-szerű, hátrafelé irányuló) mozgásra is alkalmas. A visszahúzódó dugattyúmozgás közben a csiga megömleszti és maga elé tolja a polimert. Így nagy nyomás, nagy gyártási sebesség, nagy hatékonyság, nagyfokú automatizáltság valósul meg.
107 Csiga Jellemző méretek: L/D: 20 (18-25) átmérő: mm fordulatszáma: /min
108 Keverőelemek Adalékok, főleg színező anyagok elkeverésére szolgálnak. A keverés lehet: diszperzív (részecskék méretének csökkentése) disztributív (részecskék egyenletes eloszlatása) A keverő mozgása szerint lehet: dinamikus (együtt forog a csigával és így kever), statikus (álló, zegzugos kialakításával az ömledéket folyamatos irányváltoztatásra kényszeríti)
109 Dinamikus keverőelemek 48 Fröccsegys ccsegység Dinamikus kever elemek, elemek, fejek Fröccsegys ccsegység Dinamikus kever elemek, elemek, fejek
110 Statikus keverőelemek Frö Fröccsegysé ccsegység Statikus kever elemek, fejek 50 Az anyag keveredése statikus kever ben Fröccsegység Statikus kever elemek, fejek Folyásnyomok A beömlés helye A kever elem alkalmazásának hatása (nem mindig ilyen egyértelm ) integrálható Kever fúvóka, (Forrás:Sulzer) Fúvókába statikus kever elem statikus keverés A kever beépítve a fúvókába A kever fúvóka felszerelve a fröccshengerre Forrás:Sulzer Chemtech
111 1. szerszám záródik Fröccs ciklus 2. fröccsaggregát rázár a szerszámra 3. befröccsöntés - a csiga dugattyúmozgásával, majd nyomásfokozás 4. hűtés, közben a csiga forgómozgással hátrafelé mozog és plasztifikál (megömleszti és maga elé tolja a következő adagot) 5. fröccsegység visszahúzódik, elszakad a szerszámtól 6. szerszám nyit, alkatrészt kidob
112 A fröccsöntés folyamata Zárás& Befröccs& Hűtés& Kidobás
113 Ciklusidő A mozgáselemek időszükségletét jól jellemzi példaként egy tipikus, igényes fröccstermék, egy PC (polikarbonát)-ból készült CD lemez fröccsöntésének részadatai: szerszámzárás, aggregát zárás $ $ $ $ 0,84 sec befröccsöntés $ $ $ $ $ $ $ $ $ 0,22 sec utónyomás $ $ $ $ $ $ $ $ $ $ 0,25 sec hűtés$ $ $ $ $ $ $ $ $ $ $ $ 2,22 sec szerszámnyitás (+ beömlőcsövek levágása)0,73 sec a kész CD kiemelése (robottal) $ $ $ $ 0,74 sec Összes ciklusidő:## # # # # # # 5,00 sec
114 Ciklusidő összetevői Szárazfutási idő gyártó adattáblázata (Euromap 6 szerint mérve, mindig egy előírt mozgási úton), a fröccsöntőgép műanyag nélkül végrehajtott ciklusideje, csak tisztán a gépmozgások. Befröccsöntési idő általában a csiga mozgási sebessége mm/s. A gyártó adattáblázatában a fröccsöntési teljesítményt [cm 3 /s] és a csigaátmérőt találjuk [mm], az adagolási út ismeretében számítható a befröccsöntés ideje. Hűtési idő plasztikálási idő a fröccsöntőgépen a maradék hűlési időt állítjuk be, ami a tényleges hűlési idő és az utónyomási idő különbsége. A maradék hűlési időbe bele KELL férnie a plasztikálási időnek.
115 Ciklusidő összetevői Késztermék eltávolítási ideje szünetidőnek is nevezik, nagyságát úgy kell megválasztani, hogy a termék biztonsággal el tudja hagyni a szerszámot és ne záródjon a szerszámlapok közé. Tehát a kidobás és a termékkiesés vagy termékkivétel (kézzel vagy robottal) együttes ideje. Nagysága általában 0,3-1,0 másodperc között van. Mellékmozgások ideje ez alatt a szerszámmozgásokkal nem párhuzamosan lefutó magmozgásokat és a robotok különleges műveleteit pl. betétek behelyezése a szerszámba értjük. Előfordul, hogy nincsenek ilyen műveletek, ekkor nem számít bele a ciklusidőbe.
116
117 A kétkomponens fröccsöntés két alaptípusa Két(több)komponensű fröccsöntés A kétkomponensű fröccsöntés két alaptípusa: Kétkomponens fröccs ccsöntés 2F (két szín, egymás mellett), 2K (két komponens egymás alatt, szendvics-szerűen) 5
118 Fröccs sajtolás A fröccs-sajtolás során a fröccsöntőgépből érkező ömledék nem teljesen zárt, hanem kissé (pl. a nagyfelület, körszimmetrikus nyitott szerszámba érkezik. A teljes kitöltéshez elégséges így jobban kézbentartható, polimer kevesebb anyagot ezután a szerszám összezárásával sajtolásnak vetik alá. Előnye: az utónyomás egyenletesebb (pl. a nagyfelületű, körszimmetrikus munkadarabon) és a termék zsugorodása így jobban kézbentartható, kevesebb belső feszültséget eredményez. A fröccs-sajtolás másik, 3 újabb 3 értelmezése szerint a fröccsönt gépb l érkez ömledék nem teljesen zárt, hanem kissé nyitott szerszámba érkezik. A teljes kitöltéshez elégséges polimer anyagot ezután a szerszám összezárásával sajtolásnak vetik alá. Az így készült termék legnagyobb el nye a h re lágyulók esetén is jól érvényesül: az utónyomás egyenletesebb munkadarabon) és a termék zsugorodása bels feszültséghez vezet.
119 Polimer kompozitok
120 Mi a kompozit? A kompozitok olyan összetett anyagok, amelyek két vagy több különböző szerkezetű és makro-, mikro- vagy nanoméretekben elkülönülő anyagkombinációkból épülnek fel a hasznos tulajdonságok kiemelése és a káros tulajdonságok csökkentése céljából, mivel a kompozitok alapanyaga az erősítő fázis segítségével ér el jobb tulajdonságokat. Az alapanyagot mátrixnak, a többi elemet pedig második (vagy erősítő) fázis(ok)nak nevezzük.
121 Kompozit Tervezett tulajdonságú, többfázisú, összetett (több anyagból álló szerkezeti anyag), amely erősítőanyag(ok)ból és beágyazó anyagból (mátrix) áll. Rendszerint nagy szilárdságú és rugalmassági tényezőjű szálerősítő és kisebb szilárdságú. ám szívós mátrixból.
122 Szál erősítés Erősítőanyag jellemzően szálas anyag: Szálerősítés indokai: egy irányban jelentős szilárdság növekedés. méret-hatás, fajlagos felület növelése, hajlékonyság.
123 Méret-hatás Az erősítő anyag tönkremenetelét a szerkezeti hibahelyek indítják. Ha ezek számának valószínűsége egy vizsgált térfogatban adott, akkor a vizsgált térfogatú anyagból a leghatékonyabb erősítést akkor érjük el, ha a lehető legkisebb keresztmetszetű szálat képezzük belőle. Üveg- és szénszálak szilárdsága az átmérő csökkenésével nő!
124 Fajlagos felület A fajlagos felület növelése a kompozit tulajdonságait alapvetően befolyásoló határfelületen meghatározó jelentőségű. A rövid szálak l/d (karcsúság) aránya kiemelt jelentőségű.
125 Hajlékonyság A vékony szál, mint rúd merevségének reciproka, a hajlékonyság a szál átmérőjének 4-ik hatványával fordítottan arányos. A vékony üveg- vagy szénszálak hajlékonysága (szemben az üvegrúd/- pálca törékenységével) lehetővé teszi bonyolult térformájú idomok gyártását.
126 Erősítő szálak Üvegszál Szénszál (karbonszál) Aramid szál Polietilén szál Fémszálak (pl. acélsodrony abroncsban) Farost/cellulóz
127 Üvegszál Szilikát vegyület: SiO 2 + fémoxidok kovalens és ionos kötéssel - kvázi polimer. Az ömledékből 103 nagyságrendű elemi szálból álló köteg húzható. Elemi szálak átmérője ~10 μm. Felületkezelést igényel: feldolgozás alatti védelem (írezés) biztosítani kell a mátrixanyaggal való határfelületi kapcsolódást (pl. epoxivegyületekkel, szilánokkal)
128 Üvegszál
129 Karbonszál A legnagyobb szén-szén kötőerő a legnagyobb rendezettség mellett a gyémántban van. A szénszálakhoz a szén grafitos szerkezetét hasznosítjuk: a hatszögletű egységekből felépített lamellák síkjának irányában rendkívül magas szilárdság. Karbonszál átmérője: 7-8 μm Egy köteg elemi szálat tartalmaz
130 Gyártása Alapanyaga (előterméke) többféle polimerszál lehet - ezt úgy kell elszenesíteni (karbonizálni majd grafitosítani), hogy közben ne égjen el és ne olvadjon meg, és kialakuljon a kívánt szénszerkezet. Jellegzetes alapanyagai: poliakrilnitrit (PAN) - Zoltek Zrt. Nyergesújfalu regenerált cellulóz (viszkóz) kátrány alapú szál.
131 Karbonszál
132 Aramid szál Aromás poliamid szálak nagyfokú orientáció (nyújtás) révén nyerik el nagy szilárdságukat. Para-kötéssel kapcsolódó aramidok: 3000 MPa feletti szakítószilárdság GPa húzó modulus sűrűség: csak 1,44 g/cm3 pl. Kevlar, Twaron, Technora Meta- kötéssel kapcsolódó aramidok: pl. NOMEX szálakból epoxi vagy fenol kötőanyaggal papírvékony lemez készíthető - jellegzetesen méhsejtes felhasználás.
133 Kevlar
134 Polietilén szál Nagy molekulatömegű (106 Dalton - UHMWPE) géles oldatból nagymértékű orientáció (nyújtás) révén gyártják: HOPE (highly oriented polyethylene). Tömegre vonatkoztatott szilárdsága meghaladja az acélét. Hátránya: rossz hőállóság (140 C-on olvad) rossz ragaszthatóság, kötődés.
135 Farost/cellulóz Rövid szálak alkalmazása. Fa-műanyag kompozitok (WPC) Lebomló biopolimerek (PLA) Cellulóz Átlagos DP Természetes fa Természetes gyapot Poliózok Technikai cellulózok Regenerált cellulózok
136 WPC
137 titanic.nyme.hu/~atibor/atl
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Kalanderezés és extrúzió
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Fröccsöntés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
7. Fröccsöntés általános szempontok, folyamatok
 7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
T-M 2. Extrúzió és fröccsöntés
 T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Természetes és mesterséges polimerrendszerek
 Természetes és mesterséges polimerrendszerek Dr. Alpár Tibor L. Fa- és Papíripari Technológiák Intézet Szakkönyvek Czvikovszky T., Nagy P., Gaál J.: A polimertechnika alapjai M!egyetemi Kiadó, Budapest,
Természetes és mesterséges polimerrendszerek Dr. Alpár Tibor L. Fa- és Papíripari Technológiák Intézet Szakkönyvek Czvikovszky T., Nagy P., Gaál J.: A polimertechnika alapjai M!egyetemi Kiadó, Budapest,
11. Hegesztés; egyéb műveletek
 11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
RBX : 2 részes granulátum gyártó gép kemény műanyagokra
 RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
Fröccsöntés BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") 27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
4. Hőtani kérdések; extrúzió
 4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
Polimer kompozitok alapanyagai, tulajdonságai, kompozitmechanikai alapok
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimer kompozitok alapanyagai, tulajdonságai, kompozitmechanikai alapok DR Hargitai Hajnalka 2011.10.19. Polimerek
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimer kompozitok alapanyagai, tulajdonságai, kompozitmechanikai alapok DR Hargitai Hajnalka 2011.10.19. Polimerek
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor
 Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
A tételhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: A központilag összeállított szóbeli feladat tartalmazza az alábbi témaköröket: Fröccsöntés technológiájának legfontosabb paraméterei Műanyagok megömlesztésének paraméterei
A vizsgafeladat ismertetése: A központilag összeállított szóbeli feladat tartalmazza az alábbi témaköröket: Fröccsöntés technológiájának legfontosabb paraméterei Műanyagok megömlesztésének paraméterei
Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük.
 5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
Műanyagipari Kereskedelmi BT
 Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Társított és összetett rendszerek
 Társított és összetett rendszerek Bevezetés Töltőanyagot tartalmazó polimerek tulajdonságok kölcsönhatások szerkezet Polimer keverékek elegyíthetőség összeférhetőség Többkomponensű rendszerek Mikromechanikai
Társított és összetett rendszerek Bevezetés Töltőanyagot tartalmazó polimerek tulajdonságok kölcsönhatások szerkezet Polimer keverékek elegyíthetőség összeférhetőség Többkomponensű rendszerek Mikromechanikai
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
Üreges testek gyártása
 1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
Műszaki leírás Főbb jellemzők
 RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
8. Fröccsöntés szerszám, termék, tulajdonságok
 8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
1 ábra a) Kompaundálás kétcsigás extruderben, előtermék: granulátum, b) extrudált lemez vákuumformázásának technológiai lépései, c) fröccsöntés
 Kompaundálás kétcsigás extruderben, előtermék: granulátum, b) extrudált lemez vákuumformázásának technológiai lépései, c) fröccsöntés") 1. Hőre lágyuló kompozitok előállítása és feldolgozása Tevékenység: A lecke áttanulmányozása után, a követelményekben meghatározottak alapján rögzítse, majd foglalja össze a lecke tartalmát, készítsen
1. Hőre lágyuló kompozitok előállítása és feldolgozása Tevékenység: A lecke áttanulmányozása után, a követelményekben meghatározottak alapján rögzítse, majd foglalja össze a lecke tartalmát, készítsen
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Polimer kompozitok technológiái
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimer kompozitok technológiái DR Hargitai Hajnalka 2011.11.30. Polimer kompozit A kompozitok két vagy több
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimer kompozitok technológiái DR Hargitai Hajnalka 2011.11.30. Polimer kompozit A kompozitok két vagy több
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
A4. Hőre lágyuló műanyagok melegalakítása
 LABORGYAKORLATOK - SEGÉDLET Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar POLIMERTECHNIKA TANSZÉK A4. Hőre lágyuló műanyagok melegalakítása A jegyzet érvényességét a tanszéki Weboldalon
LABORGYAKORLATOK - SEGÉDLET Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar POLIMERTECHNIKA TANSZÉK A4. Hőre lágyuló műanyagok melegalakítása A jegyzet érvényességét a tanszéki Weboldalon
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Kompozitok Dr. Tamás-Bényei Péter 2018. november 28. Bevezetés 2 / 36 Polimerek és kompozitjai iparágankénti megoszlása 2017-ben Magyarországon (1572
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Kompozitok Dr. Tamás-Bényei Péter 2018. november 28. Bevezetés 2 / 36 Polimerek és kompozitjai iparágankénti megoszlása 2017-ben Magyarországon (1572
A keverés fogalma és csoportosítása
 A keverés A keverés fogalma és csoportosítása olyan vegyipari művelet, melynek célja a homogenizálás (koncentráció-, hőmérséklet-, sűrűség-, viszkozitás kiegyenlítése) vagy a részecskék közvetlenebb érintkezésének
A keverés A keverés fogalma és csoportosítása olyan vegyipari művelet, melynek célja a homogenizálás (koncentráció-, hőmérséklet-, sűrűség-, viszkozitás kiegyenlítése) vagy a részecskék közvetlenebb érintkezésének
Alkatrészgyártás II. Alpár Tibor L. Fa- és Papíripari Technológiák Intézet
 Alkatrészgyártás II. Alpár Tibor L. Fa- és Papíripari Technológiák Intézet Szakkönyvek Czvikovszky T., Nagy P., Gaál J.: A polimertechnika alapjai M!egyetemi Kiadó, Budapest, 2000. Bodor G.; Vas L. M.:
Alkatrészgyártás II. Alpár Tibor L. Fa- és Papíripari Technológiák Intézet Szakkönyvek Czvikovszky T., Nagy P., Gaál J.: A polimertechnika alapjai M!egyetemi Kiadó, Budapest, 2000. Bodor G.; Vas L. M.:
Anyagismeret. Polimerek feldolgozás-technológiái. Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék
 Polimer alapanyagok áttekintése 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék Polimerek feldolgozás-technológiái
Polimer alapanyagok áttekintése 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék Polimerek feldolgozás-technológiái
Polimerek fizikai, mechanikai, termikus tulajdonságai
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka 2011.10.05. BURGERS FÉLE NÉGYPARAMÉTERES
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka 2011.10.05. BURGERS FÉLE NÉGYPARAMÉTERES
Anyagválasztás Dr. Tábi Tamás
 Anyagválasztás Dr. Tábi Tamás 2018. Február 7. Mi a mérnök feladata? 2 Mit kell tudni a mérnöknek ahhoz, hogy az általa tervezett termék sikeres legyen? Világunk anyagai 3 Polimerek Elasztomerek Fémek,
Anyagválasztás Dr. Tábi Tamás 2018. Február 7. Mi a mérnök feladata? 2 Mit kell tudni a mérnöknek ahhoz, hogy az általa tervezett termék sikeres legyen? Világunk anyagai 3 Polimerek Elasztomerek Fémek,
Fa-műanyag kompozitok (WPC) és termékek gyártása. Garas Sándor
 és termékek gyártása. Garas Sándor") Fa-műanyag kompozitok (WPC) és termékek gyártása 1 CÉL Kőolajszármazékok (polimerek) helyettesítése természetes, megújuló forrásból származó anyagokkal A polimerek tulajdonságainak módosítása Súlycsökkentés
Fa-műanyag kompozitok (WPC) és termékek gyártása 1 CÉL Kőolajszármazékok (polimerek) helyettesítése természetes, megújuló forrásból származó anyagokkal A polimerek tulajdonságainak módosítása Súlycsökkentés
Műanyag-feldolgozó Műanyag-feldolgozó
 A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Műanyagok tulajdonságai. Horák György 2011-03-17
 Műanyagok tulajdonságai Horák György 2011-03-17 Hőre lágyuló műanyagok: Lineáris vagy elágazott molekulákból álló anyagok. Üvegesedési (kristályosodási) hőmérséklet szobahőmérséklet felett Hőmérséklet
Műanyagok tulajdonságai Horák György 2011-03-17 Hőre lágyuló műanyagok: Lineáris vagy elágazott molekulákból álló anyagok. Üvegesedési (kristályosodási) hőmérséklet szobahőmérséklet felett Hőmérséklet
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Környezeti tényezők hatása, időfüggő mechanikai tulajdonságok Dr. Tamás-Bényei Péter 2018. szeptember 19. Ütemterv 2 / 20 Dátum 2018.09.05 2018.09.19
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Környezeti tényezők hatása, időfüggő mechanikai tulajdonságok Dr. Tamás-Bényei Péter 2018. szeptember 19. Ütemterv 2 / 20 Dátum 2018.09.05 2018.09.19
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
9. Üreges testek gyártása
 9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
Műanyagok Pukánszky Béla - Tel.: Műanyag- és Gumiipari Tanszék, H ép. 1. em.
 Műanyagok Pukánszky Béla - Tel.: 20-15 Műanyag- és Gumiipari Tanszék, H ép. 1. em. Tudnivalók: előadás írott anyag kérdések, konzultáció vizsga Vizsgajegyek 2003/2004 őszi félév 50 Jegyek száma 40 30 20
Műanyagok Pukánszky Béla - Tel.: 20-15 Műanyag- és Gumiipari Tanszék, H ép. 1. em. Tudnivalók: előadás írott anyag kérdések, konzultáció vizsga Vizsgajegyek 2003/2004 őszi félév 50 Jegyek száma 40 30 20
ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS FRÖCCSÖNTŐ GÉP GIANT sorozat
 Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
A 27/2012 (VIII. 27.) NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 543 03 Formacikk gyártó Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 543 03 Formacikk gyártó Tájékoztató
Anyagismeret. Polimer habok. Hab:
 Polimer habok gyártása 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimer habok Hab: Olyan kétfázisú rendszer, amelyben statisztikus eloszlású, változó méretű gázbuborékok
Polimer habok gyártása 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimer habok Hab: Olyan kétfázisú rendszer, amelyben statisztikus eloszlású, változó méretű gázbuborékok
Júniusi használtgép akció
 SG-2436H típusú lassúfordulatú daráló (2 hónapos) Jellemzők: 1. Fogazott vágó henger és vágó kések csoportja biztosítja a legjobb vágási teljesítményt. 2. Különleges ékszíj átvitel a csendes és egyenletes
SG-2436H típusú lassúfordulatú daráló (2 hónapos) Jellemzők: 1. Fogazott vágó henger és vágó kések csoportja biztosítja a legjobb vágási teljesítményt. 2. Különleges ékszíj átvitel a csendes és egyenletes
Hosszú szénszállal ersített manyagkompozitok mechanikai tulajdonságainak vizsgálata
 Hosszú szénszállal ersített manyagkompozitok mechanikai tulajdonságainak vizsgálata Varga Csilla*, Miskolczi Norbert*, Bartha László*, Falussy Lajos** *Pannon Egyetem Vegyészmérnöki és Folyamatmérnöki
Hosszú szénszállal ersített manyagkompozitok mechanikai tulajdonságainak vizsgálata Varga Csilla*, Miskolczi Norbert*, Bartha László*, Falussy Lajos** *Pannon Egyetem Vegyészmérnöki és Folyamatmérnöki
A tételekhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: Egy kiválasztott műanyag jellemző fizikai és kémiai tulajdonságainak ismertetése Adott műanyag termék gyártásához anyag, gép és szerszám választása, majd a gyártástechnológia
A vizsgafeladat ismertetése: Egy kiválasztott műanyag jellemző fizikai és kémiai tulajdonságainak ismertetése Adott műanyag termék gyártásához anyag, gép és szerszám választása, majd a gyártástechnológia
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Szigetelőanyagok. Műanyagok; fajták és megmunkálás
 Szigetelőanyagok Műanyagok; fajták és megmunkálás Mi a műanyag? Minden rövidebb láncolatú (kis)molekulából mesterségesen előállított óriásmolekulájú anyagot így nevezünk. természetben nem fordul elő eleve
Szigetelőanyagok Műanyagok; fajták és megmunkálás Mi a műanyag? Minden rövidebb láncolatú (kis)molekulából mesterségesen előállított óriásmolekulájú anyagot így nevezünk. természetben nem fordul elő eleve
Minden egyben kompakt Szárazlevegős Szárító
 CD Rozsgamentes acél munkafelülület ellenáll a víznek és egyéb más anyagoknak PID szabályzó lehetőséget ad hogy minden napra beállítsunk szárítási időt Szervízablak lehetőséget ad a fő tartály gyors tisztítására
CD Rozsgamentes acél munkafelülület ellenáll a víznek és egyéb más anyagoknak PID szabályzó lehetőséget ad hogy minden napra beállítsunk szárítási időt Szervízablak lehetőséget ad a fő tartály gyors tisztítására
Polimer nanokompozit blendek mechanikai és termikus tulajdonságai
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Polimer nanokompozit blendek mechanikai és termikus tulajdonságai Dr. Hargitai Hajnalka, Ibriksz Tamás Mojzes Imre Nano Törzsasztal 2013.
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Polimer nanokompozit blendek mechanikai és termikus tulajdonságai Dr. Hargitai Hajnalka, Ibriksz Tamás Mojzes Imre Nano Törzsasztal 2013.
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
3D bútorfrontok (előlapok) gyártása
 gyártása") 3D bútorfrontok (előlapok) gyártása 1 2 3 4 5 6 7 8 9 MDF lapok vágása Marás rakatolás Tisztítás Ragasztófelhordás 3D film laminálás Szegély eltávolítása Tisztítás Kész bútorfront Membránpréses kasírozás
3D bútorfrontok (előlapok) gyártása 1 2 3 4 5 6 7 8 9 MDF lapok vágása Marás rakatolás Tisztítás Ragasztófelhordás 3D film laminálás Szegély eltávolítása Tisztítás Kész bútorfront Membránpréses kasírozás
Fröccsöntés BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08.
 Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Felkészülést segítő kérdések Polimertechnika (BMEGEPTAMT0) 2015 ősz
 2015 ősz") Felkészülést segítő kérdések Polimertechnika (BMEGEPTAMT0) 2015 ősz 1. Mi a polimer; monomer; oligomer? 2. Ismertesse a szerkezeti anyagok csoportosítását! 3. Mi a különbség a polimer és a műanyag között?
Felkészülést segítő kérdések Polimertechnika (BMEGEPTAMT0) 2015 ősz 1. Mi a polimer; monomer; oligomer? 2. Ismertesse a szerkezeti anyagok csoportosítását! 3. Mi a különbség a polimer és a műanyag között?
tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk (egy lépésben) zárt szerszámban történő formaadással
 zárt szerszámban történő formaadással") Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási
Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási
SCM 012-130 motor. Típus
 SCM 012-130 motor HU ISO A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
SCM 012-130 motor HU ISO A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
Speed Queen termékek:
 Speed Queen termékek: SX25 típusú Speed Queen professzionális ipari mosógép: Softmount SX25 jellemzők: A változtatható sebességtartomány és variálható forgásirány miatt mindenféle ruha neműhöz tökéletesen
Speed Queen termékek: SX25 típusú Speed Queen professzionális ipari mosógép: Softmount SX25 jellemzők: A változtatható sebességtartomány és variálható forgásirány miatt mindenféle ruha neműhöz tökéletesen
Kecskeméti Főiskola GAMF Kar. Poliolefinek öregítő vizsgálata Szűcs András. Budapest, 2011. X. 18
 Kecskeméti Főiskola GAMF Kar Poliolefinek öregítő vizsgálata Szűcs András Budapest, 211. X. 18 1 Tartalom Műanyagot érő öregítő hatások Alapanyag és minta előkészítés Vizsgálati berendezések Mérési eredmények
Kecskeméti Főiskola GAMF Kar Poliolefinek öregítő vizsgálata Szűcs András Budapest, 211. X. 18 1 Tartalom Műanyagot érő öregítő hatások Alapanyag és minta előkészítés Vizsgálati berendezések Mérési eredmények
PurgeMax. Nagy teljesítményű, költséghatékony tisztítási megoldás
 Csökkenti a gépek állásidejét és az anyagveszteséget Javítja a termelékenységet és a kiesési arányt Csökkenti a költségeket Csiga és fröccshenger A csiga és a fröccshenger a fröccsöntéses műanyaggyártás
Csökkenti a gépek állásidejét és az anyagveszteséget Javítja a termelékenységet és a kiesési arányt Csökkenti a költségeket Csiga és fröccshenger A csiga és a fröccshenger a fröccsöntéses műanyaggyártás
Szerkezet és tulajdonságok
 Szerkezet és tulajdonságok Bevezetés Molekulaszerkezet és tulajdonságok Kristályos polimerek a kristályosodás feltétele, szabályos lánc kristályos szerkezet kristályosodás, gócképződés kristályosodás,
Szerkezet és tulajdonságok Bevezetés Molekulaszerkezet és tulajdonságok Kristályos polimerek a kristályosodás feltétele, szabályos lánc kristályos szerkezet kristályosodás, gócképződés kristályosodás,
ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG
 ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG ECO sorozat... ECO 130-420 gép jellemzők Start-stop inverter rendszer 30-70% energia megtakarítást eredményez LG (Korea) PLC vezérlés 7.2-es vagy 8.4-es
ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG ECO sorozat... ECO 130-420 gép jellemzők Start-stop inverter rendszer 30-70% energia megtakarítást eredményez LG (Korea) PLC vezérlés 7.2-es vagy 8.4-es
A POLIPROPILÉN TATREN IM
 TATREN IM 6 56 A POLIPROPILÉN TATREN IM 6 56 blokk kopolimer típust akkumulátor házak, háztartási eszközök, autó - és egyéb műszaki alkatrészek fröccsöntésére fejlesztettük ki, ahol a tartós hőállóság
TATREN IM 6 56 A POLIPROPILÉN TATREN IM 6 56 blokk kopolimer típust akkumulátor házak, háztartási eszközök, autó - és egyéb műszaki alkatrészek fröccsöntésére fejlesztettük ki, ahol a tartós hőállóság
SCM 012-130 motor. Típus
 SCM 012-130 motor HU SAE A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
SCM 012-130 motor HU SAE A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
Nem fémes szerkezeti anyagok. Kompozitok
 Nem fémes szerkezeti anyagok Kompozitok Kompozitok A kompozitok vagy társított anyagok olyan szerkezeti anyagok, amelyeket két vagy több különböző anyag pl. fém- kerámia, kerámia - műanyag, kerámia - kerámia,
Nem fémes szerkezeti anyagok Kompozitok Kompozitok A kompozitok vagy társított anyagok olyan szerkezeti anyagok, amelyeket két vagy több különböző anyag pl. fém- kerámia, kerámia - műanyag, kerámia - kerámia,
Amikor nincs elektromos áram vagy tiltott annak használata
 A pneumatikus rendszer nem tartalmaz mozgó alkatrészeket, garantálva ezzel a teljes kopásmentességet és a minimális karbantartási igényt. Kis helyigényével, elegáns profiljával (a Venturi rendszert a porszívó
A pneumatikus rendszer nem tartalmaz mozgó alkatrészeket, garantálva ezzel a teljes kopásmentességet és a minimális karbantartási igényt. Kis helyigényével, elegáns profiljával (a Venturi rendszert a porszívó
Anyagtudomány BMEGEMTMK02, 4 krp (2+0+1/v)
") Anyagtudomány BMEGEMTMK02, 4 krp (2+0+1/v) VIII. előadás: Polimerek anyagtudománya, alapfogalmak Előadó: Dr. Mészáros László Egyetemi docens Elérhetőség: T. ép.: 307. meszaros@pt.bme.hu 2019. április 03.
Anyagtudomány BMEGEMTMK02, 4 krp (2+0+1/v) VIII. előadás: Polimerek anyagtudománya, alapfogalmak Előadó: Dr. Mészáros László Egyetemi docens Elérhetőség: T. ép.: 307. meszaros@pt.bme.hu 2019. április 03.
VEGYIPAR ISMERETEK ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZÉPSZINTEN SZÓBELI TÉMAKÖRÖK május - június
 1. Méréstechnika 1.1. Méréstechnika alapjai VEGYIPAR ISMERETEK ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZÉPSZINTEN SZÓBELI TÉMAKÖRÖK 2019. május - június méréstechnikai alapfogalmak (mérés, mért érték, mérőszám)
1. Méréstechnika 1.1. Méréstechnika alapjai VEGYIPAR ISMERETEK ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZÉPSZINTEN SZÓBELI TÉMAKÖRÖK 2019. május - június méréstechnikai alapfogalmak (mérés, mért érték, mérőszám)
12. Polimerek anyagvizsgálata 2. Anyagvizsgálat NGB_AJ029_1
 12. Polimerek anyagvizsgálata 2. Anyagvizsgálat NGB_AJ029_1 Ömledék reológia Viszkozitás Newtoni folyadék, nem-newtoni folyadék Pszeudoplasztikus, strukturviszkózus közeg Folyásgörbe, viszkozitás görbe
12. Polimerek anyagvizsgálata 2. Anyagvizsgálat NGB_AJ029_1 Ömledék reológia Viszkozitás Newtoni folyadék, nem-newtoni folyadék Pszeudoplasztikus, strukturviszkózus közeg Folyásgörbe, viszkozitás görbe
MŰANYAG RUHASZÁRÍTÓ FEJLESZTÉSE
 MISKOLCI EGYETEM Gépészmérnöki Kar Gépészmérnöki Szak Termékmérnöki Szakirány Elektronika és Kiegészítő szakirány automatizálás MŰANYAG RUHASZÁRÍTÓ FEJLESZTÉSE Diplomaterv feladat Készítette: Dömötör Csaba
MISKOLCI EGYETEM Gépészmérnöki Kar Gépészmérnöki Szak Termékmérnöki Szakirány Elektronika és Kiegészítő szakirány automatizálás MŰANYAG RUHASZÁRÍTÓ FEJLESZTÉSE Diplomaterv feladat Készítette: Dömötör Csaba
Lépcsős polimerizáció, térhálósodás; anyagismeret
 Lépcsős polimerizáció, térhálósodás; anyagismeret Bevezetés Lineáris polimerek jellemzők reakciók kinetika sztöchiometria és x n Térhálósodás Anyagismeret hőre lágyuló műanyagok térhálós gyanták elasztomerek
Lépcsős polimerizáció, térhálósodás; anyagismeret Bevezetés Lineáris polimerek jellemzők reakciók kinetika sztöchiometria és x n Térhálósodás Anyagismeret hőre lágyuló műanyagok térhálós gyanták elasztomerek
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Intrúziós fröccsöntés hatása a termék tulajdonságaira Az intrúzió a fröccsöntés egy különleges módszere, amellyel a gép kapacitásánál nagyobb méretű termék fröccsöntését lehet megoldani.
MŰANYAGOK FELDOLGOZÁSA Intrúziós fröccsöntés hatása a termék tulajdonságaira Az intrúzió a fröccsöntés egy különleges módszere, amellyel a gép kapacitásánál nagyobb méretű termék fröccsöntését lehet megoldani.
Műanyaghulladék menedzsment
 Műanyaghulladék menedzsment 2015. október 16. Dr. Ronkay Ferenc egyetemi docens ronkay@pt.bme.hu PET újrahasznosítás Polietilén-tereftalát: telített poliészter Tulajdonságai: jó gázzáró tulajdonságok (főleg
Műanyaghulladék menedzsment 2015. október 16. Dr. Ronkay Ferenc egyetemi docens ronkay@pt.bme.hu PET újrahasznosítás Polietilén-tereftalát: telített poliészter Tulajdonságai: jó gázzáró tulajdonságok (főleg
Tárgyszavak: felületi nedvesség; belső nedvesség; mérési módszerek; nedvességforrások; szállítás; tárolás; farosttal erősített műanyagok.
 A MÛANYAGOK ELÕÁLLÍTÁSA ÉS FELDOLGOZÁSA A szárítás fontossága a műanyag-feldolgozásban Tárgyszavak: felületi nedvesség; belső nedvesség; mérési módszerek; nedvességforrások; szállítás; tárolás; farosttal
A MÛANYAGOK ELÕÁLLÍTÁSA ÉS FELDOLGOZÁSA A szárítás fontossága a műanyag-feldolgozásban Tárgyszavak: felületi nedvesség; belső nedvesség; mérési módszerek; nedvességforrások; szállítás; tárolás; farosttal
Hőszivattyúk - kompresszor technológiák Január 25. Lurdy Ház
 Hőszivattyúk - kompresszor technológiák 2017. Január 25. Lurdy Ház Tartalom Hőszivattyú felhasználások Fűtős kompresszor típusok Elérhető kompresszor típusok áttekintése kompresszor hatásfoka Minél kisebb
Hőszivattyúk - kompresszor technológiák 2017. Január 25. Lurdy Ház Tartalom Hőszivattyú felhasználások Fűtős kompresszor típusok Elérhető kompresszor típusok áttekintése kompresszor hatásfoka Minél kisebb
2. Általános leírás ASIAN PLASTIC
 . Általános leírás.1 A gép leírása.1.1 Alapfelszereltség (1) Záró Egység a) Ötpontos, dupla könyök mechanizmus egy hidraulikus hengerrel b) Edzett acél könyök összekötő hüvelyek c) Krómozott könyök csapok
. Általános leírás.1 A gép leírása.1.1 Alapfelszereltség (1) Záró Egység a) Ötpontos, dupla könyök mechanizmus egy hidraulikus hengerrel b) Edzett acél könyök összekötő hüvelyek c) Krómozott könyök csapok
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Természetes szálakkal erősített hőre lágyuló kompozitok feldolgozása és tulajdonságai A nanokompozitok mellett a másik slágertéma a természetes szálakkal erősített kompozitok feldolgozása
MŰANYAGOK FELDOLGOZÁSA Természetes szálakkal erősített hőre lágyuló kompozitok feldolgozása és tulajdonságai A nanokompozitok mellett a másik slágertéma a természetes szálakkal erősített kompozitok feldolgozása
Műanyagok feldolgozása Miskolczi, Norbert, Pannon Egyetem
 Műanyagok Miskolczi, Norbert, Pannon Egyetem Műanyagok írta Miskolczi, Norbert Publication date 2012 Szerzői jog 2012 Pannon Egyetem A digitális tananyag a Pannon Egyetemen a TÁMOP-4.1.2/A/2-10/1-2010-0012
Műanyagok Miskolczi, Norbert, Pannon Egyetem Műanyagok írta Miskolczi, Norbert Publication date 2012 Szerzői jog 2012 Pannon Egyetem A digitális tananyag a Pannon Egyetemen a TÁMOP-4.1.2/A/2-10/1-2010-0012
Házi feladat témák: Polimerek alkalmazástechnikája tárgyból, 2014-2015. I félév
 Házi feladat témák: Polimerek alkalmazástechnikája tárgyból, 2014-2015. I félév Orvostechnikai alkalmazások 1. Egyszer használatos orvosi fecskendő gyártása, sterilezése. 2. Vérvételi szerelék gyártása,
Házi feladat témák: Polimerek alkalmazástechnikája tárgyból, 2014-2015. I félév Orvostechnikai alkalmazások 1. Egyszer használatos orvosi fecskendő gyártása, sterilezése. 2. Vérvételi szerelék gyártása,
Folyadékok és gázok áramlása
 Folyadékok és gázok áramlása Gázok és folyadékok áramlása A meleg fűtőtest vagy rezsó felett a levegő felmelegszik és kitágul, sűrűsége kisebb lesz, mint a környezetéé, ezért felmelegedik. A folyadékok
Folyadékok és gázok áramlása Gázok és folyadékok áramlása A meleg fűtőtest vagy rezsó felett a levegő felmelegszik és kitágul, sűrűsége kisebb lesz, mint a környezetéé, ezért felmelegedik. A folyadékok
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Tartalomjegyzék. POLIUREÁN TÖMLŐK Poliuretán csigatömlők/ Polyurethane Corrugated Hoses
 Tartalomjegyzék POLIUREÁN TÖMLŐK Poliuretán csigatömlők/ Polyurethane Corrugated Hoses Poliuretán csigatömlők/ Polyurethane Corrugated Hoses Antisztatikus Poliuretán Csigatömlő/PU Corrugated Hoses Antistatic
Tartalomjegyzék POLIUREÁN TÖMLŐK Poliuretán csigatömlők/ Polyurethane Corrugated Hoses Poliuretán csigatömlők/ Polyurethane Corrugated Hoses Antisztatikus Poliuretán Csigatömlő/PU Corrugated Hoses Antistatic
MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403. Dr. Dogossy Gábor Egyetemi adjunktus B 408
 MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403 Dr. Dogossy Gábor Egyetemi adjunktus B 408 Az anyag Az anyagot az ember nyeri ki a természetből és
MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403 Dr. Dogossy Gábor Egyetemi adjunktus B 408 Az anyag Az anyagot az ember nyeri ki a természetből és
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA VEGYIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 VEGYIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 8 pont A mérőműszerek felépítése A mérőműszer mely részére vonatkozik az alábbi állítás? Írja az állítás utáni kipontozott helyre
VEGYIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 8 pont A mérőműszerek felépítése A mérőműszer mely részére vonatkozik az alábbi állítás? Írja az állítás utáni kipontozott helyre
Anyagtudomány BMEGEMTMK02, 4 krp (2+0+1/v) Bemutatkozás. Számonkérés
 Bemutatkozás. Számonkérés") σ [MPa] Anyagtudomány BMEGEMTMK02, 4 krp (2+0+1/v) VIII. előadás: Polimerek anyagtudománya, alapfogalmak Előadó: Dr. Mészáros László Egyetemi docens Elérhetőség: T. ép.: 307. meszaros@pt.bme.hu 2019. április
σ [MPa] Anyagtudomány BMEGEMTMK02, 4 krp (2+0+1/v) VIII. előadás: Polimerek anyagtudománya, alapfogalmak Előadó: Dr. Mészáros László Egyetemi docens Elérhetőség: T. ép.: 307. meszaros@pt.bme.hu 2019. április
E2/M2. Az extrúzió alapjai
 E2/M2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Az extrúzió alapjai A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT
E2/M2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Az extrúzió alapjai A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT
Polimerek fizikai, mechanikai, termikus tulajdonságai
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka Polimerek / Műanyagok monomer egységekből,
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka Polimerek / Műanyagok monomer egységekből,
MEZŐGAZDASÁGI GÉP ALKATRÉSZ KENŐANYAG - SZERVIZ Telephely: 7522 Kaposújlak, 610-es Fő út, 095/3 hrsz. Telefon: 82/713-274, 82/714-030, 30/336-9804,
 METAL-FACH bálázók Z562 A Z562 bálázógép gyártásánál a Metal-Fach elsőként az országban alkalmazott olyan innovatív gyártási módszert, ahol a megbízhatóságot és a magas fokú préselést (szorítást) a teljesen
METAL-FACH bálázók Z562 A Z562 bálázógép gyártásánál a Metal-Fach elsőként az országban alkalmazott olyan innovatív gyártási módszert, ahol a megbízhatóságot és a magas fokú préselést (szorítást) a teljesen
MŰANYAGOK ALKALMAZÁSA
 MŰANYAGOK ALKALMAZÁSA Műanyagok kiválasztásának szempontjai A műanyagok típusválasztéka ma már olyan széles, hogy az adott alkalmazás követelményeit gazdaságosan teljesítő alapanyag kiválasztása komoly
MŰANYAGOK ALKALMAZÁSA Műanyagok kiválasztásának szempontjai A műanyagok típusválasztéka ma már olyan széles, hogy az adott alkalmazás követelményeit gazdaságosan teljesítő alapanyag kiválasztása komoly