SEGÉDLET 1. Konzultáció
|
|
|
- Elvira Sipos
- 6 évvel ezelőtt
- Látták:
Átírás



1 LGB_AJ011_1 - Lemezalakítás SEGÉDLET 1. Konzultáció Ez a segédlet csak kiegészítés az órai anyaghoz és a kötelező irodalmakhoz. Tartalma a konzultációk anyagaival egyezik meg. Az anyag nem mentesíti a hallgatót a kötelező irodalom ismerete alól!
2 Hagyományos kivágás, sávtervezés 2016/2017/2 2
3 Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik és szerepük az ipari technológiákon belül nem csökken. A lemezalakító technológiákra általában érvényesek a képlékenyalakító technológiák jellemzői. Ezek pl.: a legyártott alkatrészek jó mechanikai tulajdonságai, anyagtakarékos gyártás lehetősége, nagy termelékenység, automatizálhatóság. tömeggyártásra alkalmasak, a gyártmányok jó alak és mérettűrésekkel rendelkeznek, pontosak, a gyártási folyamat nem igényel szakmunkát Kifejezetten a lemezalakítással történő alkatrészgyártás sajátossága, hogy az alkatrész önköltségében az anyagköltség elérheti a 80-90%-ot is. Ez azt jelenti, hogy a lemezalkatrészek előállításának gazdaságossági kérdései vizsgálatánál nagy jelentősége van az anyaggal történő takarékosságnak, a minél jobb anyagkihozatalnak. 2016/2017/2 3
4 Technológiák csoportosítása alakítási mód szerint A lemezalakító technológiák több szempont szerint is csoportosíthatók. A leggyakoribb csoportosítás szerint a lemeztechnológiák két csoportba oszthatók: Az anyagszétválasztással történő lemezalakító eljárások során az alkatrészek a lemezanyag nyíró igénybevételével, vágással, darabolással jönnek létre. Az anyagszétválasztás nélküli technológiák során anyageltávolítás nélkül, a lemezanyag formálásával kapjuk meg az alkatrész alakját és méretét. A fenti két alapvető csoportba sorolható technológiák közül a gyakorlatban leginkább alkalmazott lemezalakító műveleteket mutatjuk be: a) Anyagszétválasztással dolgozó lemezalakító eljárások: darabolás, leszabás, kivágás, lyukasztás, pontossági vágás, finomkivágás, egyéb módszerek bevágás, kicsípés b) Anyagszétválasztás nélküli lemezalakító eljárások hajlítás, mélyhúzás, göngyölítés, egyengetés, simítás, vasalás, fémnyomás, domborítás, egyéb eljárások szájbehúzás tágítás dombornyomás / bordázás 2016/2017/2 4
5 A lemezanyagok előállítása A lemezhengerlés elrendezési sémája 2016/2017/2 5
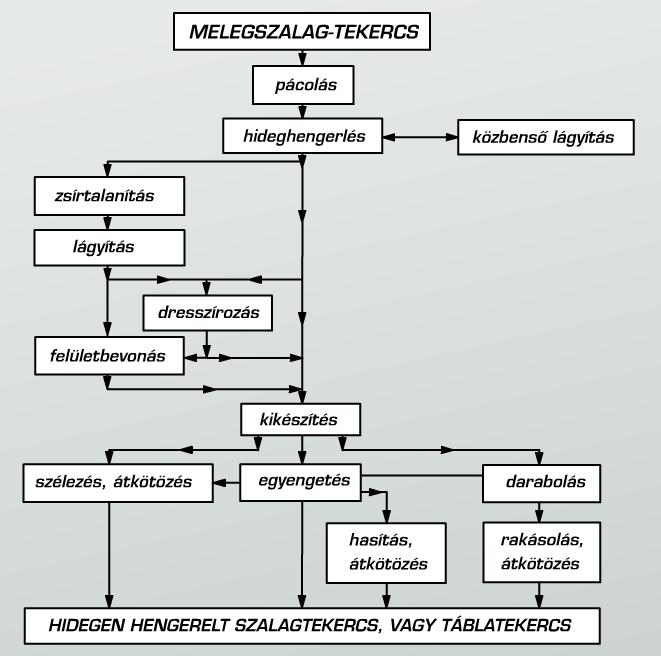

6 A hideghengerlés folyamata 2016/2017/2 6
7 Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl = Ag = 24,7 % egyenletes nyúlás% Rm = 320 N/ mm2 (szakítószilárdság) r0 = 1,53 anizotrópia a heng.irányban A = 43,5 % ( szakadási nyúlás) r = 0,87 sík anizotrópia Z = 64,3 % (Kontrakció; %-os ) n = 0,224 keményedési kitevő εel = 0,002 (Rp0,2-hoz tartozó nyúlás) Rp0,2/ Rm = 0, /2017/2 7
8 Alakváltozás megindulásának feltétele Ha két különböző feszültségi állapot összehasonlító feszültsége megegyező, akkor a két feszültségi állapot egyenértékű. Az alakváltozás megindulásának, illetve további fennmaradásának ( más szóval folyásának) feltétele tehát, hogy a σ ö feszültség érje el, az anyag k f alakítási szilárdságát: σ ö =. k f 2016/2017/2 8
9 Alakváltozás megindulásának feltétele Forrás: E. Doege, B. A. Behrens: Hamdbuch Umformtecsnik. Springer DC04-es anyag rugalmas alakváltozása és folyásgörbéje 2016/2017/2 9
10 Az alakváltozás mechanizmusa A fémek képlékenysége azon alapul, hogy a fém szövetszerkezetét felépítő egyes kristályokon belül egy határigénybevétel átlépésekor az atomsorok egymáson úgy csúsznak el, hogy közben a köztük levő összetartozás nem szűnik meg. A csúszás síkja és iránya a legtöbb fémnél az a kristálytani sík, illetve irány, melyben az atomok a rácsszerkezetben a legsűrűbben fordulnak elő. A transzláció megindulásának feltétele; hogy a csúszási síkban a csúszás irányában a fémre jellemző nagyságú, kritikus csúsztató feszültség hasson. 2016/2017/2 10

11 Az alakváltozás mechanizmusa A fémek kristályos szerkezetéből és az atomok szabályos elrendezéséből elméletileg számítható az atomkapcsolat megbontásához szükséges feszültség. A számított érték megközelítőleg ezerszerese, a valóságban észlelt feszültségnek. A számított és a valóságos rugalmassági határok közötti eltérés magyarázata az, hogy a fémek kristályszerkezete nem tökéletes, bennük rácshibák vannak: - pontszerű - vonalszerű - térbeli 2016/2017/2 11

12 Az alakváltozás mechanizmusa A képlékeny alakváltozás nem egyszerre megy végbe az egész csúszó-síkon mint azt az elméleti rugalmassági határ kiszámításánál feltételezték, hanem e diszlokációk közvetlen környezete az a terület, ami az alakváltozásban részt vesz és ezek a diszlokációk mozgásuk révén hozzák létre a képlékeny alakváltozást. Legjobban alakíthatók a felületen középpontos köbös rendszerbeli fémek és ötvözeteik, míg a legkevésbé a legkevesebb csúszási rendszerrel rendelkező hexagonális rendszerbeli fémek. 2016/2017/2 12
13 Mi az anizotrópia? Az így kialakult egyirányú rendezettség (a rekrisztallizációs hőmérséklet alatt, azaz hidegalakításnál) az alakítási textúra miatt az alakítás irányában a polikrisztallin test sajátosságai mások, mint arra merőlegesen. Ezt a jelenséget a képlékenyen alakított test anizotrópiá-jának nevezzük. 2016/2017/2 13
14 Alakítási keményedés A képlékeny alakváltozás tovább folytatása csak folyamatosan növekvő feszültséggel lehetséges. Ezt a jelenséget a hidegen alakított fémek esetén alakítási keményedésének nevezzük. - Az alakítási keményedés kedvezőtlen következménye, hogy az alakított anyag alakváltozó képessége bizonyos mértékű alakítás után kimerül. - Ugyancsak az alakítási keményedés kedvezőtlen következménye, hogy a növekvő alakváltozás egyre növekvő feszültséggel valósítható meg, azaz az alakítás egyre nagyobb erő- és energia-befektetést igényel. 2016/2017/2 14
15 A keményedés hatása a mechanikai tulajdonságokra 2016/2017/2 15
16 Hőmérséklet és sebesség hatása az alakíthatóságra Az alakítási szilárdság nagyságát befolyásolja: - az anyag minősége, - az alakítás mértéke - az alakítás sebessége - alakítás hőmérséklete 2016/2017/2 16
17 Bevezető? Miért is kell megtanulni az alapokat? 2016/2017/2 17
18 Alakítási határdiagramok A Keeler-Goodwin féle alakítási határdiagram néhány jellegzetes alakváltozási út feltüntetésével 2016/2017/2 18

19 Alakítási határdiagramok Hagyományos lemezalakításra érvényes alakíthatósági határdiagram 2016/2017/2 19
20 Lillet diagram I. kiváló minőségű, komplex alakításra alkalmas lemezek (jól nyújtható és jól mélyhúzható lemezek), II. elsősorban mélyhúzásra alkalmas lemezek (kevésbé vékonyodnak), III. elsősorban nyújtásra szánt lemezek (jól nyújtható lemezek), IV. gyengébb minőségű, hidegalakításra kevésbé alkalmas lemezek. 2016/2017/2 20


21 Alakíthatósági vizsgálatok Az Erichsen-féle mélyítővizsgálat A szabványos, AEG- csészehúzó vizsgálat Hidraulikus domborító vizsgálat 2016/2017/2 21
22 Lemezanyagok a járműiparban Alumínium és acélkarosszériák gazdaságossági összehasonlítása 2016/2017/2 22

23 Finomlemezek gyártása a járműiparban 2016/2017/2 23



24 Lemezanyagok fejlődésének okai Szigorodó CO2 emisszió előírások Költség és tömegcsökkentési törekvések Szigorodó biztonsági előírások 2016/2017/2 24

25 Karosszéria anyagok változása ~35%-os tömegcsökkenés 2016/2017/2 25



26 Karosszéria anyagok változása Jelentősen növekszik az AHSS, UHSS és a HF acélok részesedése. 2016/2017/2 26


27 Anyagok fejlődése DP: Megfelelő alakíthatóság Jó szilárdság TWIP: Magas alakíthatóság Nagy szilárdság A magas ötvöző tartalom magas árhoz vezethet. TRIP: Jó alakíthatóság és nagy szilárdság alakítás után Nagy szilárdság az alakítás közbeni fázisátalakulás miatt Gyenge hegeszthetőség 2016/2017/2 27
28 Lemezalakítás nyíró igénybevétellel. Vágás erőtani elemzése, anyagszétválasztás folyamata 2016/2017/2 28
29 A lemezalakító eljárások csoportosítása - Részletes Anyagszétválasztással dolgozó lemezalakító eljárások: darabolás, leszabás, kivágás, lyukasztás, pontossági vágás, finomkivágás, egyéb módszerek bevágás, Kicsípés Anyagszétválasztás nélküli lemezalakító eljárások: hajlítás, mélyhúzás, göngyölítés, egyengetés, simítás, vasalás, fémnyomás, domborítás, egyéb eljárások szájbehúzás tágítás dombornyomás/bordázás 2016/2017/2 29
30 Anyagszétválasztással végzett eljárások áttekintése Darabolás: az anyag teljes szétválasztása, nem zárt vonalon. Ezt leggyakrabban a nyíróvágással valósítják meg, amely olyan forgácsnélküli mechanikus anyagszétválasztás, amelyet két nyírószerszám egymás felé mozgó, egymás mellett elhaladó vágóéle végez. A darabolásnak ismeretes a hulladékmentes és a hulladékos változata. 2016/2017/2 30
31 Anyagszétválasztással végzett eljárások áttekintése A hasítás olyan folyamatos nyíróvágás, amelynél a szétválasztást a munkadarab vágási vonala mentén folyamatosan végighaladó két, egymással szemben forgó, tárcsa alakú, egyélű nyírószerszám, vagy a munkadarabon a vágási vonal mentén felfekvő álló szerszám éle mellett folyamatosan végighaladó és forgó mozgást végző, tárcsa alakú, egyélű nyírószerszám végzi. Főleg tekercselt lemez hosszirányú darabolására, keskenyebb szalagok előállítása, illetve táblalemez sávokra vágása céljából alkalmazzák. A lemez egyenetlen szélének hasítással végzett eltávolítását szélezésnek is nevezik. Kicsípés: a kezdeti külső, vagy belső körvonal részleges megváltoztatása anyagszétválasztással (beugró részek képzése céljából) egylöketű vágással. Kivágás: az anyag teljes szétválasztása önmagában zárt vonalon; a munkadarab külső körvonalának előállítására, a körvonalnak megfelelő vágóélekkel rendelkező szerszámban, a gép egy lökete során. A kivágott (kieső) rész a munkadarab. 2016/2017/2 31
32 Anyagszétválasztással végzett eljárások áttekintése Körülvágás: az anyag teljes szétválasztása ollókon (körolló, rezgőolló), önmagában zárt, vagy majdnem zárt vonalon, általában a vágások sorozatával. Lyukasztás: az anyag teljes szétválasztása önmagában zárt belső körvonal előállítása céljából, a kivágáshoz hasonló módon, de itt a kieső darab a hulladék, míg a megmaradó rész a munkadarab. Ellenirányú vágás (konter vágás): két vagy három fokozatban, ellentétes irányú mozgásokkal végzett nyíróvágás. Zárt körvonalú vágáskor három fokozatot alkalmaznak, míg nyitott vonalú vágáskor csak kettőt 2016/2017/2 32
33 Anyagszétválasztással végzett eljárások áttekintése Utánvágás (pontossági vágás): kivágást, lyukasztást követő utólagos anyagleválasztás (lényegében forgácsolás, hántolás) éles körvonal részletek, sima vágott felületek, fokozottabb méretpontosság érdekében Finomvágás: a kivágás, lyukasztás továbbfejlesztett változata, amelyben a vágási keresztmetszet a nyíróvágás során gyakorlatilag végig, háromtengelyű nyomófeszültségek keltette képlékeny állapotú, a kiegészítő szerszámelemek összehangolt, járulékos erőhatásai következtében. Ez a megoldás a gép egy lökete alatt, fokozott méretpontosságú és alakhűségű, szép, fényes vágott felületű munkadarab előállítását teszi lehetővé Sarkítás: a darabolt vagy kivágott munkadarab külső körvonalának részleges megváltoztatása a sarokrészen, egyenes vonal mentén végzett teljes anyagszétválasztással Bevágás: az anyag kismértékű hajlításával egybekötött részleges helyi átvágása, nem zárt vonal mentén, általában további képlékenyalakító művelet előkészítése céljából. Szétvágás: egy közbülső darab (félkész gyártmány) két vagy több részre való szétválasztása, több kész munkadarab előállítása céljából. 2016/2017/2 33
34 Anyagszétválasztással végzett eljárások áttekintése Kicsipkedő nyíróvágás (nibbelés): olyan nyíróvágás, amelynél a munkadarab körvonalát kialakító teljes anyagszétválasztást a munkadarab vágási vonala mentén a nyírószerszám (bélyeg, vágólap) több löket alatt, lépésenkénti előtolással végzi úgy, hogy löketenként hulladékdarabkákat vág le a munkadarabról 2016/2017/2 34
35 A lemezek nyírásának, szétválasztásának folyamata A lemezek szétvágásához általában két aktív szemszám-elem szükséges, mint például a hétköznapi életből ismert olló két éle. 2016/2017/2 35
 a deformációs zónában a feszültségi állapot")
, a deformációs zónában kezd kimerülni az anyag alakváltozó")

36 A vágás folyamata A vágóél behatol a lemezbe, rugalmasan, majd képlékenyen deformálja (képlékenyen deformált zóna) a deformációs zónában a feszültségi állapot (összehasonlító feszültség) meghaladja az alakítási szilárdságot, megindul a képlékeny alakváltozás (nyírt felület), a deformációs zónában kezd kimerülni az anyag alakváltozó képessége, megjelennek a nyírási repedések (szakadozott felület), a nyírási repedések összeérnek, befejeződik a vágás. A lemez vágási felületén a fenti folyamatok is követhetők 2016/2017/2 36
37 Vágás folyamata másképp A szerszámnak a vágást közvetlenül végző, a külső terhelést átadó éleit vágóéleknek, a vágóélek közötti - a vágás irányára merőleges - legrövidebb távolságot (u) pedig vágórésnek nevezzük. A vágási folyamat, pozitív vágórésnél (u > 0) időrendben a következők szerint irható le. A vágószerszám megnyomja az anyagot, ennek hatására az meggörbül, a nyomófeszültségek a vágóél környezetében lokalizálódnak, ezáltal hajlító nyomaték keletkezik (Mhj) és oldalirányú erő is ébred (T). A vágóerő növelésével a vágóéleknél keletkező képlékeny zónák összeérnek, megkezdődik a vágott darab elmozdulása. Az elmozdulás egy meghatározott értékénél repedések keletkeznek a vágóélnél, majd azok gyorsan tovaterjednek a vágandó felületen. Ha a vágórés értéke optimális, akkor a két repedés közvetlenül egymásba fut, míg ha kisebb, akkor egymást elkerülik, amelynek következtében egy összekötő felület (híd) alakul ki, majd az a vágóerő hatására szétszakad és ezzel befejeződik a vágás. A vágóéleket összekötő felület környezetében a nagymértékű alakváltozás miatt jelentős felkeményedés következik be. Az elmondottakból kitűnik, hogy a vágás összetettebb folyamat, mint a tiszta nyírás. 2016/2017/2 37

38 A vágott felület A vágóélek nyíró igénybevétellel hatnak a lemezanyagra. Mivel azonban a vágóélek között rés, ún. vágórés van, a lemez hajlításra is igénybe van véve. Az, hogy a lemez igénybevétele mennyiben tételezhető fel tiszta nyírásnak, elsősorban a vágóréstől, és mint később látni fogjuk, a vágóélek állapotától is függ. Az ollókések közti távolság a vágórés általában a lemezvastagság 5-10%-a lehet. Képlékenyen deformált zóna Nyírt felület Szakadozott felület Alsó kés által deformált zóna 2016/2017/2 38
39 Vágórés A vágórés jelentős hatással van a vágási felület minőségére. Helytelenül kialakított vágórés erősen deformálja a vágási felületet. A vágórés jele z. Vágórés nagysága függ: vágandó lemez szilárdságától anyagminőségtől hidegalakítás mértékétől esetleges hőkezeltségi állapottól vágott lemez vastagságától. Kis vágórés hatása: torzul a vágott felület nagyobb a súrlódás vágás közben gyorsabban kopnak a kések Nagy vágórés hatása: vágott élet torzítja, szakítja görbíti a sávot Ha a vágórés értéke optimális, akkor a két repedés közvetlenül egymásba fut, míg ha kisebb, akkor egymást elkerülik, amelynek következtében egy összekötő felület (híd) alakul ki, majd az a vágóerő hatására szétszakad és ezzel befejeződik a vágás Ajánlott vágórés: nagyobb szilárdságú anyagok hidegen hengerelt anyagok vékony lemezek vágása lágy, lágyabb anyagok vágása vastag lemezek vágása } A lemezvastagság 3 6%-a } a lemezvastagság 6 10%-a 2016/2017/2 39
40 Vágórés hatása 2016/2017/2 40
41 A vágás elvi vázlata és a vágórés számítása Meghatározása, ha a lemezvastagság s 3 mm. ha a lemezvastagság s>3 mm, a vágórést az alábbiak szerint számítjuk: 2016/2017/2 41
42 A vágás erőtani elemzése Az O-A szakaszon az erő emelkedik, ekkor következik be a felület megnyomása, meggörbülése, a képlékeny zónák kialakulása és egybeolvadása. Az A-C szakasz a képlékeny alakváltozás állapota, eközben elcsúszik a vágott darab a másikhoz képest. A B pontban maximuma van az erőnek. A C-D szakaszon (hirtelen) leesik az erő, mivel ekkorra a repedések már kifejlődtek, összeértek és végül széttörik az anyag. A D-E szakaszon (csak a kivágáslyukasztás esetén!) a kivágott darab áttolása megy végbe. Látható, hogy az anyagszétválasztás a lemezvastagságnál jóval kisebb úthossz alatt megy végbe. 2016/2017/2 42
43 A vágás erőtani elemzése A képlékeny szakaszban az erő, a vágott keresztmetszet csökkenése ellenére növekszik az A-B szakaszon (ezt az anyagnak a vágás során bekövetkező felkeményedése idézi elő), majd csökken a B-C szakaszon. Az erőmaximum helye képlékeny anyagoknál: h0=zm*s=0,2*s bélyegelmozdulásnál lép fel (Zm: szakítóvizsgálat során az egyenletes nyúláshatárhoz tartozó kontrakció). A képlékenyen vágott, megvasalt, és így kifényesedett vágási felület azonban a ho-hoz képest valamivel szélesebb. Ridegebb anyagoknál (1. görbe) nem jelentkezik a maximum pont, az anyag képlékenyalakíthatósága hamarabb kimerül, így rövidebb úton megy végbe a vágás, kisebb a képlékenyen vágott anyagrész, és így a fényes öv szélessége is. 2016/2017/2 43
44 A vágás erőtani elemzése Az optimálisnál kisebb vágórésnél (3. görbe) az erő lépcsőzetesen csökken le, gyakorlatilag a lemezvastagságnyi úthosszon, mivel a szemben fekvő vágóélektől kiinduló repedések nem találkoztak össze, és ezért a hídfelület elszakítása, a szakadozott felületű darab kitolása zajlik le a vágás utolsó fázisában. A vágórés nagysága elsősorban a vágáshoz szükséges munkát befolyásolja, amint az ábrából is kitűnik (kisebb vágórésnél nagyobb a munkaszükséglet). 2016/2017/2 44
45 Vágóerő számítása (általános) A vágóerő maximális értéke F k L s, N. max A vágás munkaszükséglete: W s v Fds F m s cf s al kšz max, 0 Alkalmazott jelölések: L: a vágási vonal hossza, s: a vágott anyag vastagsága, m: a vágott anyag vágási ellenállása, (közelítőleg az anyag nyírószilárdsága), kv: 1,1-1,3 értékű tényező, figyelembe veszi a τm meghatározásánál és a tényleges vágásnál fennálló körülmények különbözőségét (élek kopottsága, alakváltozási sebesség, vágórés, anyagvastagság, képlékeny zóna szélessége), Fköz = cfmax az alakváltozásnál fellépő erő közepes (integrál-közép) értéke, ahol c = 0,3-0,7 az anyagtól és a technológiától függően. Ridegebb lemezanyagoknál és nagyobb vágóréseknél a c kisebb értékei a jellemzők. J 2016/2017/2 45
46 Vágás párhuzamos élű ollón A vágás erőszükséglete meghatározásánál tiszta nyírással számolunk, így a vágóerőt megkapjuk, ha a nyírt keresztmetszetet szorozzuk az anyag nyírószilárdságával. ahol: b a vágott szélesség [mm] s -. a lemezvastagság [mm] B a lemezanyag nyírószilárdsága [N/mm2] f vágás körülményeit figyelembevevő tényező (1,1 1,4) Ha számításba akarjuk venni a vágás közbeni hajlító igénybevételt, az ollókések állapotát, a gépi olló rugalmas deformációját, a fenti erőértéket 10 30%-kal növelve vesszük figyelembe. Az anyagok nyírószilárdsága kevésbé ismert, szemben a szakítószilárdsággal, ezért jó közelítéssel a nyírószilárdságot az alábbi tapasztalati összefüggéssel származtatjuk. 2016/2017/2 46
47 Vágás ferde élű ollón A lemezek egyszerre teljes keresztmetszetben történő vágása nagyobb lemezvastagságok esetén túl nagy vágóerőt eredményez. A vágóerő csökkentésére alkalmazzák a ferde élű ollót. A ferdeélű vágás során a felső él az alsó élhez képest egy szögben helyezkedik el. A vágás nem terjed ki a teljes vágandó keresztmetszetre. Ahol: a ferde élű olló vágási szöge. A ferde élű ollón történő vágás erőszükséglete kisebb, de a levágott darab deformálódik. Ez nem jelent gondot, ha a levágott darab a hulladék. A párhuzamos élű ollón a levágott darab nem deformálódik, viszont a művelet erőszükséglete nagyobb 2016/2017/2 47
48 Ollón végzett vágások technológiája. Hasítás, körollón-, rezgőollón végzett vágás 2016/2017/2 48



49 Az előadás témája 2016/2017/2 49
50 Ollón végzett lemezvágás technológiája A lemezek nyírásának, szétválasztásának folyamata. A lemezek szétvágásához általában két aktív szemszám-elem szükséges, mint például a hétköznapi életből ismert olló két éle. Az ollók különböző méretű és alakú lemezek vágására alkalmas gépek. A kések vágóélei lehetnek egyenes vonalúak, íveltek vagy kör alakúak. A kések végezhetnek alternáló vagy forgó mozgást. A vágási vonal szempontjából véges vagy végtelen hossz, egyenes vagy tetszőleges görbe vágására alkalmas ollók ismeretesek. 2016/2017/2 50

51 Kézi lemezolló Kézi lemezollóval eredményes munkát csak akkor végezhetünk, ha a lemezt helyesen fogjuk meg és tartjuk. Az olló éleit csak annyira nyissuk szét, amennyire azt az olló biztos tartása megengedi. Fontos követelmény, hogy a nyírópofák a munkadarabra merőlegesen álljanak. Nyíráskor a kéz erejének lehetőleg a szárak végén kell hatnia, mert a megfelelő nyíróerő eléréséhez a kétkarú emelő elvének megfelelően- ebben az esetben a legkisebb erőt kell kifejtenünk. Keskeny csíkok nyírásakor különösen fontos az olló éleinek helyes beállítása. Ha a forgócsap nincsen kellően meghúzva, az anyag a nyírópofák között elhajolhat. A kézi lemezolló a lemezollók a kétkarú emelők elvén működnek. Minél rövidebb a munkakar, illetve minél hosszabb az olló fogószára, amelyen a kézi erő működik, annál nagyobb lesz a kifejtett nyíróerő. Kézi lemezollóval puha anyagot 6-7 mm-ig, kemény anyagot 1-1,5 mm-ig vághatunk. 2016/2017/2 51



52 Satuolló Vastagabb anyagok nyírására satuollót vagy tőkeollót használhatunk. A nagyobb nyírási vastagság elérését teszi lehetővé, hogy a mozgó vágórész meghosszabbított szárával lényegesen nagyobb nyíróerőt fejthetünk ki. 2016/2017/2 52
, célja a folytonos tekercslemez")

53 Vágás táblaollóval A mechanikus darabolás eszköze a tábla-vagy lemezolló (shearing machine), célja a folytonos tekercslemez letekercselés és egyengetés után kisebb darabokra történő vágása egyenes él mentén. Működtetése lehet hidraulikus, mechanikus vagy kézi. 2016/2017/2 53
 meghaladja az alakítási szilárdságot, megindul a képlékeny alakváltozás, A deformációs zónában kezd kimerülni az anyag")
54 A vágás folyamata A vágás folyamatának fázisai: A vágóél behatol a lemezbe, rugalmasan deformálja, Közben a fellépő csavaró nyomaték kissé elcsavarja a lemezt a síkjából. A deformációs zónában a feszültségi állapot (összehasonlító feszültség) meghaladja az alakítási szilárdságot, megindul a képlékeny alakváltozás, A deformációs zónában kezd kimerülni az anyag alakváltozó képessége, felkeményedik az anyag, megjelennek a nyírási repedések, A lemezben létrejövő feszültség eléri az anyag nyírószilárdságát, a lemez elkezd elnyíródni A szerszámfelek további közeledésével a repedések tovább terjednek, végül összeérnek, így a vágási folyamat befejeződik. 2016/2017/2 54

55 Vágott felület minősége, méretpontossága A vágott felület az alábbi részekre osztható: felső képlékenyen alakváltozott zóna tisztán nyírt zóna szakadt zóna alsó képlékenyen alakváltozott zóna 2016/2017/2 55
56 Vágott felület minősége - A képlékenyen deformálódott zóna mérete az anyag nyúlási tartalékától függ: keményebb lemezeknél kisebb deformációk lépnek fel vágás során, valamint az anyag kenődése (mint pl. lágy alumínium lemeznél) sem lép fel, így ezek vágása kedvezőbb. - A nyírt zóna esztétikailag kedvező, felületi érdessége jellemzően kicsi, a lemez felületére közel merőleges. - A szakadt (vagy tört) zóna tipikus kristályos törési képet mutat nagyobb érdességgel és egyenetlen, ferde felülettel. - A nyírt és szakadt felületek aránya jellemző az anyag nyúlási-szakadási tulajdonságaira, képlékeny deformációs tartalékára. 2016/2017/2 56
57 Lemez befordulása a vágórésbe - Ennek oka az, hogy a vágás képlékeny deformációs szakaszában a vágóerő nem a vágóélmentén hat, hanem megoszlik a vágóélhomlokfelületén, megoszló terhelésként. - A vágóerő és az ellentartó erő eredői egymástól eltávolodnak és egy forgató nyomatékot Mfhoznaklétre, amely be akarja fordítani a vágandó lemezt a vágórésbe. 2016/2017/2 57
58 Lemez befordulásának csökkentése A lemez befordulásának csökkentése, megakadályozása: A vágóél90 -nál kisebb szögben történő kialakításával csökkenthető a Mf nyomaték nagysága, kisebb a befordulási veszély, A vágandó lemez vágási helytől távolabbi leszorításával megnöveljük m FN nyomatékkal az Mt ellennyomatékot, amely megakadályozza a lemez befordulását 2016/2017/2 58
59 Vágórés A vágórés jelentős hatással van a vágási felület minőségére. Helytelenül kialakított vágórés erősen deformálja a vágási felületet. A vágórés jele z. Vágórés nagysága függ: - vágandó lemez szilárdságától anyagminőségtől hidegalakítás mértékétől esetleges hőkezeltségi állapottól - vágott lemez vastagságától. Kis vágórés hatása: - torzul a vágott felület - nagyobb a súrlódás vágás közben - gyorsabban kopnak a kések Nagy vágórés hatása: - vágott élet torzítja, szakítja - görbíti a sávot Ajánlott vágórés: nagyobb szilárdságú anyagok hidegen hengerelt anyagok } A lemezvastagság 3 6%-a vékony lemezek vágása lágy, lágyabb anyagok vágása vastag lemezek vágása } a lemezvastagság 6 10%-a 2016/2017/2 59

60 Vágórés hatása - Lágyabb anyagok esetében használunk kisebb rést csökkentve ezzel az anyag kenődését és deformációját. - A vágórés csökkentésével a vágott felület deformációja csökkenthető, a nyírt felület aránya növelhető, azonban a túlzottan kis vágórés a szakadt felület egyenetlenségét eredményezi. 2016/2017/2 60
61 Vágóerő A gyakorlatban használt módszer alapelve az, hogy a maximális vágóerő jellemzően a nyírási fázisban lép fel. Így tehát a vágóerő számításánál tiszta nyírással közelítik a vágási folyamatot, ami alapján a maximális vágóerő felírható: Ha a vágóélkopására, a vágott anyagra és egyéb külső hatásokra tapasztalati korrekciós tényezők állnak rendelkezésre, akkor ezeket egy c > 1 tényezővel veszik figyelembe, így a vágóerő értéke: 2016/2017/2 61
62 Lemezek darabolása - A nagyobb lemezek, lemeztekercsek egyenes él mentén történő darabolására szolgál a táblaolló. - Kialakítás és méret szerint sokféle lehet: a néhány mm-es lemez átvágására szolgáló, 0,5 m vágási hosszal rendelkező kézi működtetésűtől az akár 4 méteres vágási hosszal és több ezer kn vágási erővel rendelkező hidraulikus gépekig. - A vágás geometriai viszonyai szerint a táblaollókat két fő csoportra oszthatjuk: - egyenes élű táblaollók (helytállóbb megnevezés a párhuzamos élű táblaolló) - ferde élű táblaollók - A táblaolló mellett egy másik darabolási technológia a lemezhasítás. Ennek során a hosszú lemezsávot keskenyebb csíkokra vágják folyamatos, körkéses vágással. 2016/2017/2 62
63 Vágás párhuzamos élű ollón 2016/2017/2 63
64 Vágás ferde élű ollón A lemezek egyszerre teljes keresztmetszetben történő vágása nagyobb lemezvastagságok esetén túl nagy vágóerőt eredményez. A vágóerő csökkentésére alkalmazzák a ferde élű ollót. A ferdeélű vágás során a felső él az alsó élhez képest egy szögben helyezkedik el. A vágás nem terjed ki a teljes vágandó keresztmetszetre. Ferde élű ollón történő daraboláskor a vágóerő: Ahol: a ferde élű olló vágási szöge. A ferde élű ollón történő vágás erőszükséglete kisebb, de a levágott darab deformálódik. Ez nem jelent gondot, ha a levágott darab a hulladék. A párhuzamos élű ollón a levágott darab nem deformálódik, viszont a művelet erőszükséglete nagyobb 2016/2017/2 64

65 Vágás ferde élű ollón 2016/2017/2 65
66 Élferdeség hatása Elméletileg tehát az élferdeség szögének növekedésével a vágóerő csökken. A valóságban két okból nem célszerű nagy élferdeséget használni: - Egyrészt a vágóerőnek nem csak függőleges, de vízszintes összetevője is keletkezik, ami az élferdeség növelésével nő. Ez az erő a lemezt igyekszik kitolni oldalirányba, valamint a kést is oldalirányba terheli. - Másrészt a ferde élű ollóval történő vágás a vágott felület elcsavarodásával jár. Az elcsavarodás mértéke az élferdeségnövelésével szintén nő. - Ezek figyelembe vételével az élferdeségszögét 0,5-3 közé szokták beállítani. 2016/2017/2 66
67 Vágókés kialakítása 90 -os élszög kialakítása a. ábra Előnye: - a téglalap keresztmetszetű vágókés mind a négy vágóéle használható, négyszer átfordítható, és csak utána kell újraélezni. Hátránya: - nagyobb a vágandó lemez vágórésbe befordulási hajlama os élszög alkalmazása b. ábra Előnye: - kisebb a vágórésbe való befordulási hajlam - jobb a vágóhatás - az ékhatás csökkenti a kések szétfeszítését. Hátránya: egy vágókésen csak 2 él alakítható ki os élszög alkalmazása c. ábra Előnye: - csökken a kés lemezbe hatolása során fellépő működő erő - kisebb lesz a vágórésbe való befordulási hajlam - az ékhatás csökkenti a kések szétfeszítését. Hátránya: - egy vágókésen csak 2 él alakítható ki ezzel a geometriával. 2016/2017/2 67

68 Lemezvágás rezgőollón Működés közben a felső kés percenként löketet végez. Szokás alakollónak is nevezni, mert segítségével görbe vonalú vágás is végezhető. 2016/2017/2 68

69 Rezgőkés kialakítások - a szerszám mindkét kése négyszög keresztmetszetű, az anyagok a két vágóhegy választja szét - alsó szerszámkés kör keresztmetszetű, felső szerszámfél négyszög keresztmetszetű, ferde élű. - Alkalmazása: lemezek görbe vonal menti vágására mélyhúzáshoz terítékek kivágására sablon melletti alakos lemezek vágására. 2016/2017/2 69

70 Lemezvágás körollón - Körkés alkalmazásával egyenes vonalú és görbe vonalú vágás is lehetséges. A táblalemez olló kése egy végtelen nagy sugarú körkésként definiálható - 20 mm lemezvastagságig 2016/2017/2 70
71 Lemezvágás körollón A hasítástól eltérően, a körolló nyitott vagy zárt görbevonal menti vágásra, körülvágásra alkalmas. A körolló kései szintén forgó mozgást végeznek, és a lemez előtolását is biztosítják. A kések tengelyei szöget zárnak be a lemez síkjával (rendszerint 45o-ot). Egyszerűbb gépkialakítást tesz lehetővé, ha az egyik tengely párhuzamos a lemez síkjával. De akkor, csak egyik oldalról nézve konvex görbék vághatók ki (a görbületi középpontok a vágási körvonal azonos oldalain helyezkednek el.) A vágókések kúppalásttal rendelkeznek. A lemeznek a vágott görbének megfelelő helyzetbe való elfordítását általában kézzel végzik. Csak a köralak vágásához használnak elforgatást biztosító, befogó-szorító mechanizmust. 2016/2017/2 71
72 Szalaghasítók A hasítás során = 90o-os ékszögű kör alakú, forgó kések között végezzük a lemez egyenes vonalú, hosszirányú vágását úgy, hogy a lemez behúzását, előtolását is a kések biztosítják. Rendszerint több késpárt helyeznek el egymás mellet, így a lemeztekercsek tetszőleges szélességű csíkokra hasíthatók. A vágóélek túlfedik egymást a = (0,2-0,4)s értékkel. A kések szélessége B = 50s. A lemez előtolását kések végzik el a súrlódás segítségével. 2016/2017/2 72
73 Körolló, ívolló kialakítások 2016/2017/2 73
74 Kivágás és lyukasztás technológiája, művelettervezése; sávterv anyag kihozatali tényező. Vágószerszámok tervezése. 2016/2017/2 74
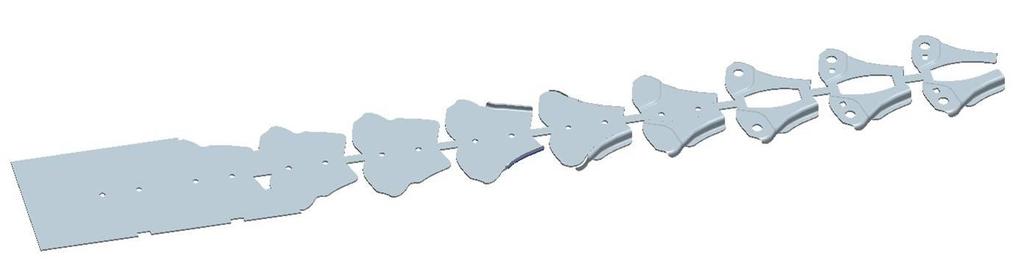
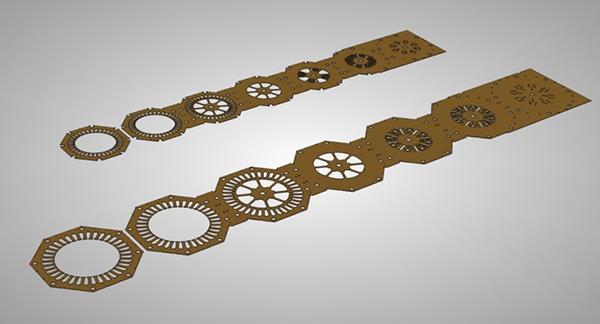
75 A kivágás-lyukasztás elvi vázlata Kivágás, lyukasztás elve: Ollón való vágásra jellemző volt, hogy a lemezt nyílt vonal mentén választottuk szét. Kivágás és lyukasztás műveletén általában zárt vonalú vágást értünk. Kivágásról beszélünk, ha a vágólapon áteső darab a munkadarab. Lyukasztásról beszélünk, ha a vágólapon áteső darab a hulladék. A kivágó és lyukasztó bélyegek keresztmetszete különböző formában kiképezhetők, így igen bonyolult alakú munkadarabok is gyárthatók lemezből. 2016/2017/2 75
76 Kivágó- és lyukasztó szerszámok tervezése, szerkesztésének szempontjai 1. Anyagkihozatal számítása Az anyagkihozatalt százalékosan megadhatjuk az alábbi összefüggéssel: ahol: Smdb a munkadarab hasznos területe [mm2] Ssáv az a négyzet-, vagy téglalapterület, amelyből 1 munkadarabot ki tudunk vágni. Táblalemezből történő gyártás esetén meghatározzuk, hogy egy táblából hány darab sáv vágható (n1), egy sávból hány munkadarab gyártható (n2) és az anyagkihozatalt az egész táblalemezre (Ttábla) vonatkoztatjuk az alábbiak szerint: Ha az előtolás határolására oldalkést használunk, akkor a sávszélességet meg kell növelni az oldalkés által levágott méretekkel is. Alátét Kaparó 2016/2017/2 76
77 Sávtervezés Sávterv Sávterv készítésekor az egyes munkadarabok közt egy hidat kell hagyni, amely szerepe egyrészt a vágás biztonságossá tétele (ne forduljon be a lemez a vágórésbe) másrészt a hulladék esetleg a munkadarab továbbítása a szerszámban. A hídszélesség függ - a vágandó lemez anyagától - a vágandó lemez vastagságától - a vágandó híd hosszúságától 2016/2017/2 77
78 Hídveszteség értékek 2016/2017/2 78
79 Sávtervezés A sávon előforduló veszteségek Lehetséges anyagveszteség típusok: - alakveszteség - szél- és hídveszteség - lemezméret veszteség Az anyagveszteséget csökkenthetjük: - a munkadarab átszerkesztésével - módosításával; - zárt felület kihasználással - a leeső hulladék (újra)felhasználásával - sávfordításos vágással - kétbélyeges vágással - optimális elhelyezéssel Anyagveszteség csökkentése Leeső hulladék felhasználása 2016/2017/2 79
80 Optimális elhelyezés elfordítással Hulladékmentes, hulladékszegény vágások Sávtervezés A lemezméret-veszteség csökkentése A lemezméret veszteség oka, hogy a szélességi méretének és az előtolás nagyságának általában a lemeztábla méretei nem egész számú többszörösei. Így a tábla feldarabolásakor és a sávok végén anyagveszteség keletkezik. A lemezméretveszteség csökkenthető a szabványos lemezméretek és szalagszélességek figyelembe vételével. Ezek ismeretében a legkedvezőbb elrendezést lehet, kell kialakítani. Szél- és hídveszteség csökkentése A szél- és hídveszteség oka, hogy a lemezsáv vagy a szalag szélein és az egymást követő kivágott munkadarab között a lemez alátámasztására elegendő szélességű anyagnak kell lennie. A szél- és hídveszteség csökkenthető a takarékos hídszélesség alkalmazásával. A hidak egyenletes szélessége, a lemez jó alátámasztása a sáv előtolásának pontosságával fokozható, ami a hídszélesség csökkentését megengedi. Hulladékszegény darabolással és zárt felületkihasználással csökkenthető, sőt meg is szüntethető a szél- és hídveszteség 2016/2017/2 80
81 Elrendezések Sávterv egysoros elrendezésben Sávterv többsoros elrendezésben 2016/2017/2 81
82 Lyukasztással kivágható legkisebb méretek 2016/2017/2 82
83 Kivágó- és lyukasztó szerszámok tervezése, szerkesztésének szempontjai 2. Vágórés meghatározása Kivágás lyukasztás során a bélyeg és a vágólap közti résnek, a vágórés nagyságának igen fontos szerepe van. A vágórés befolyásolja: - a vágás erő- és munkaszükségletét, - a vágási felület minőségét, - a vágás pontosságát, - a fellépő oldalirányú erőket (nyitott egyoldalú vágásnál, mint pl. oldalkésnél) - kismértékben a visszahúzó erőt. A vágórés nagysága elsősorban a vágandó lemez vastagságától és anyagától függ. A vágórés jelölése z az empirikus összefüggésekben az oldalankénti vágórést z/2 határozzák meg. Meghatározása, ha a lemezvastagság s 3 mm. ha a lemezvastagság s>3 mm, a vágórést az alábbiak szerint számítjuk: Ahol: s a vágandó lemez vastagsága [mm] B a vágandó lemez anyagának nyírószilárdsága [N/mm 2 ] c 0,005 0,01 közti értékű tényező c tényező értékei c= 0,005 ha a vágás pontossága a fontos c= 0,035 a legkisebb vágóerő és munkaszükséglet esetén c= 0,015 0,018 keményfém betétes szerszámokhoz c= 0,01 gyakorlatban legtöbbször használt érték c= 0,01 ausztenites acélokhoz. 2016/2017/2 83
84 Nyírószilárdság meghatározása Ha a vágandó anyag nyírószilárdsága nem ismert, jó közelítéssel meghatározhatjuk a szakítószilárdságból az alábbi összefüggéssel: Ahol: Rm az anyag szakítószilárdsága [N mm2 ] 2016/2017/2 84
85 Kivágó- és lyukasztó szerszámok tervezése, szerkesztésének szempontjai 3. Kivágás, lyukasztás erő- és munkaszükségletének meghatározása A kivágás erő- és munkaszükségletének meghatározása a gépkiválasztás szempontjából nagyon fontos. Számításaink során a maximális vágóerőt határozzuk meg (Fv). Ahol: f korrekciós tényező (f=1,1 1,3) L a vágás kerülete [mm] s a vágott lemez vastagsága [mm] B nyírószilárdság [N/mm 2 ] Ha egy lépésben több lyukasztást és kivágást végzünk, akkor a fellépő vágó és lyukasztó erőket össze kell adni akkor is, ha a vágólap igénybevételének csökkentésére nem egyforma hosszúra készítjük a bélyegeket. (Így időben eltolva jelentkeznek a különböző műveleteknél fellépő erők). A vágás munkaszükséglete: Ahol: 1000 váltószám, mivel a lemezvastagságot s mm-ben helyettesítjük be. c állandó (0,3 0,7 ), figyelembe veszi, hogy a lemezvastagság hány százalékánál fejeződik be a vágási folyamat. Gyakorlatban általában c=0, /2017/2 85
86 Vágóerő A vágóerő csökkentési lehetősége: Aláköszörült vágólap esetén (3.22. ábra) a vágóerő csökken, de a vágási út megnövekedik Aláköszörült vágólap 2016/2017/2 86
87 Kivágó- és lyukasztó szerszámok tervezése, szerkesztésének szempontjai 4. Nyomásközéppont meghatározása számítással ésszerkesztéssel A szerszám helyes működése, a nem kívánatos oldalerők fellépésének csökkentése végett meg kell határozni a szerszám nyomásközéppontját. A sajtológépre való felhelyezésnél a szerszám nyomásközéppontjának a gép nyomószánja tengelyébe kell esnie. A nyomásközéppont meghatározásának alapja a súlyponti tétel, amely szerint a hatóerők tetszés szerinti tengelyre vonatkoztatott nyomatékainak algebrai összege egyenlő az eredő erő ugyanazon tengelyre vonatkoztatott nyomatékával. Tipp: A körívek súlypontja számítható: i - súlyponttávolság az r sugarú kör középpontjából mérve. Félkörív Negyed körív Ψ középponti szögű körív 2016/2017/2 87
88 Nyomásközéppont - számítás 2016/2017/2 88
89 Nyomásközéppont - szerkesztés 2016/2017/2 89
90 Kivágó- és lyukasztó szerszámok tervezése, szerkesztésének szempontjai 5. Vágólap kialakítása Vágólap ellenőrzése hajlításra, a vágólap vastagsági méretének meghatározása. A vágólap hajlító igénybevételre való méretezése akkor szükséges, ha nincs teljesen alátámasztva. Ebben az esetben a méretezést úgy végezzük el, mint a kéttámaszú tartó esetén. - Meghatározzuk a maximális hajlító nyomatékot Mh max. - Kiszámítjuk a vágólapban ébredő hajlító feszültséget K keresztmetszeti tényező - A h max. < h.meg. feltételt ellenőrizzük. A h meg. értéke a vágólapnak alkalmazott anyagtól, annak hőkezeltségi állapotától függ. Általában h meg.= N/mm2. Ha a vágólap végig alá van támasztva, vastagságának meghatározására használhatjuk az alábbi közelítő képletet is: Ahol: h2 vágólap vastagsága [mm] Fö vágólapon fellépő összes erő, eredő erő [N] A vágólap anyagául a hidegen alakító ötvözött szerszámacélok közül választunk. Leggyakrabban alkalmazott anyagminőségek a krómmal erősen ötvözött hidegalakító szerszámacélok (X155CrVMo12, X210Cr12), illetve a mangánötvözésű 90MnCrV8 hidegalakító szerszámacél. 2016/2017/2 90


91 Vágólap kialakítása Műszaki irányelvek által javasolt méretek s=0,8-3,0 mm lemezek vágásához. 2016/2017/2 91
92 Kivágó- és lyukasztó szerszámok tervezése, szerkesztésének szempontjai 6. Vágólap áttörései közti távolság ellenőrzése, vaklépés. A vágólapnak nem csak szilárdságilag, hanem hőkezelhetőség és későbbi üzemeltetési szempontoknak is meg kell felelnie. Így egyes vágólap áttörések nem lehetnek túl közel egymáshoz. Két áttörés közti pár milliméter vágólap vastagság már az első vágások során kitörhet a rajta fellépő nagy igénybevétel miatt. Ilyen keskeny hídszélességek hőkezelésnél is problémát okozhatnak, mivel az egyenlőtlen lehűlés miatt ébredő feszültségek akár már edzésnél repedést okozhatnak. Ezért a nagyobb méretű áttöréseknek minimum a vágólap vastagságának megfelelő távolságra szabad esniük. Ha ez nem lehetséges, akkor a két kivágás közti távolságot megnöveljük egy lépéstávolsággal. Beiktatunk egy olyan lépést, ahol alakítás nem történik, ez a vaklépés. A vágólap felerősítésére ajánlott furatok középpontja a vágólap szélétől minimum 1,5 d távolságra lehet. A vágólap menetes furattal való rögzítése mindenképp kerülendő. A lépcsős furat helyett is kedvezőbb a hengeres átmenő furat. 2016/2017/2 92

93 Vágólap áttörései 2016/2017/2 93
94 Vágólap szélességi és hosszúsági méretei A vágólap fenti méreteit elsősorban a választott sávterv, illetve a vaklépések szükségessége befolyásolja. A szélességi és hosszúsági méretek meghatározására a nyomásközéppontba használt ábrát vehetjük alapul. Ha már ismerjük a vágólap vastagságát (h2), akkor ezt a méretet hozzáadjuk a nagyobb áttörésekhez, így megkapjuk a vágólap minimális szélességi és hosszúsági méreteit. Ha a súlyponttól távolabb eső szélességi, ill. hosszúsági méretet áttükrözzük a súlypontban, akkor olyan vágólapot terveztünk meg, amelynek súlypontja összeesik a nyomásközépponttal. 2016/2017/2 94
95 Vágólap áttörései Előnye: - könnyen kivitelezhető - gyorsan elkészíthető, egyszerű - sokszor után élezhető Hátránya: - a vágási felületet deformálja - a munkadarab kitolása hosszú löketet kíván Előnye: - rövidebb löketet igényel - többször után élezhető - kevésbé deformálja a vágási felületet Hátránya: - nehezebb elkészíteni Előnye: - rövid löketigény - alig deformálja a vágási felületet Hátránya: - kevés az után élezhetőségi lehetőség - nagyobb terhelésnek van az él kitéve Előnye: - csökkenti a vágóerőt - után élezhető Hátránya: - nehezebben elkészíthető - egy vágólapon több áttörés esetén nem alkalmazható - drágább - nagyobb az él terhelése 2016/2017/2 95
96 A vágóél kopása A vágólap anyagát az igénybevételnek ismeretében tudjuk megválasztani. A vágólap egy viszonylag nem vastag lap, amelyben a kivágandó munkadarab, ill. a lyukasztandó furat alakjának és méretének megfelelő átmérőnyílások találhatók. A vágóélek állapotától nagy mértékben függ az anyagban kialakuló feszültség és alakváltozás. A kivágásnál ébredő F vágóerő a vágólapot nyomásra és hajlításra veszi igénybe. Az él menti nagy nyomás az él tompulására, a húzófeszültség jelenléte pedig kitöredezéshez vezethet. A nagy felületi nyomás hatására az anyagsúrlódás a vágólapon jelentő koptatóhatást okoz. További koptató-, ill. ismétlődő igénybevétel keletkezhet a gép nyomófejének rezgéséből is. Használat során az él kopik, amely megnöveli a kivágás erőszükségletét, ill. a munkadarabon a sorja magasságát. 2016/2017/2 96
97 Vágólap anyagai 2016/2017/2 97

98 Vágólapok javasolt keménységei 2016/2017/2 98
99 Kivágó- és lyukasztó szerszámok tervezése, szerkesztésének szempontjai 7. Kivágó- és lyukasztó bélyegek A bélyegek a vágóélen fellépő nyomás és kopás mellett kihajlásnak is ki vannak téve. A kihajlás veszélye a kisebb átmérőjű méretű lyukasztóbélyegek esetén a legnagyobb. Adott szabad, kihajlásra igénybevett bélyeghossz esetén a kihajlási erő (Fk.) az Euler képlet szerint meghatározató Ahol: E a bélyeg anyagának rugalmassági modulusa (acélra E= N/mm2) I másodrendű nyomaték [mm4] L bélyeg hossza [mm] Kivágó-lyukasztó szerszámok esetén nem úgy vetődik fel a kérdés, hogy adott hosszúságú bélyeg milyen erővel terhelhető a kihalás veszélye nélkül. Adott a kivágás, vagy lyukasztás erőszükséglete, a kérdés, milyen hosszúságú bélyeg alkalmazható a kihalás veszélye nélkül. A fenti egyenletből kifejezve: Ahol: Fv. az adott bélyeget terhelő kivágó, vagy lyukasztó erő: Ha a bélyeg hossza nagyobb, mint a kihajlásból meghatározott maximális bélyeghossz, ebben az esetben lépcsős kialakítású bélyeget kell alkalmazni. 2016/2017/2 99
100 Bélyeg hosszának meghatározása 2016/2017/2 100
101 Másodrendű nyomatékok 2016/2017/2 101
102 Lépcsős bélyeg 2016/2017/2 102
103 Szerelt bélyeg 2016/2017/2 103
104 Bélyeg megvezetése 2016/2017/2 104
105 Bélyegek élkiképzése A bélyegek élkiképzése többféle lehet. A 90 -os homlokfelülettel rendelkező bélyeg nem deformálja a kivágott darabot, ezért kivágáshoz ezt kell alkalmazni. Előnye, hogy könnyen és gyorsan többször is után élezhető. Lyukasztó bélyegeknél a homlokfelületet a lyukasztási erő csökkentésére ezáltal a kihalási veszély is csökken különböző módon alakítják ki. Az ábrán (b), (c) látható kialakítás 10mm alatt célszerű alkalmazni, a (d) és (e) kialakítást 10mm felett, míg az (f) ábra szerinti kialakítás 50 mm felett célszerű alkalmazni. 2016/2017/2 105
106 Bélyegek fejkialakítása 2016/2017/2 106
107 Cserélhetőség és elfordulás elleni védelem 2016/2017/2 107
108 Kivágó- és lyukasztó szerszámok tervezése, szerkesztésének szempontjai Kivágó és lyukasztó bélyegek anyagai A kivágó és lyukasztó bélyegek igénybevétele hasonló a vágólaphoz, így anyagainak hasonló acélokat választunk mint a vágólapoknak. A bélyegek anyaga szintén függ a megmunkálandó anyagtól, annak szakítószilárdságától és a kivágandó darabszámtól. A kivágó bélyegek mérete esetenként nagy, ebben az esetben figyelembe kell venni az átedződő szelvényátmérőt is, hogy a felületen biztosítani tudjuk az előírt keménységet, kopásállóságot. Leggyakrabban alkalmazott anyagminőségek a krómmal erősen ötvözött hidegalakító szerszámacélok (X155CrVMo12, X210Cr12), illetve a mangánötvözésű 90MnCrV8 hidegalakító szerszámacél. 2016/2017/2 108
109 Kivágó- és lyukasztó szerszámok tervezése, szerkesztésének szempontjai 8. Vágólap és bélyeg tűrésszámítása. A vágólap és bélyeg tűrésszámításánál az alábbi szempontokat kell figyelembe venni: - Kivágás vagy lyukasztás történi-e - A kivágott munkadarab pontossága IT9 IT11, nagyobb méretek esetén IT12 - A munkadarabon előírható egyes méretekre IT9, IT10 pontossági fokozat. A nem tűrésezett méretekre az IT12-es pontossági fokozatot ajánlott alkalmazni. - A bélyegek elkészítési pontossága normál gyártási körülményeket feltételezve IT6 IT7 - Kivágásnál a munkadarab méretét a vágólap mérete határozza meg - Lyukasztáskor a munkadarab méretét a bélyeg mérete határozza meg - A vágólap kopása az áttörés méreteinek növekedéséhez a bélyeg kopása méreteinek csökkenéséhez vezet - A vágólap tűrése pozitív a bélyeg tűrése negatív legyen - Kivágásra AHv = AHm - Lyukasztásra FHb = FHm 2016/2017/2 109
110 Kivágás 2016/2017/2 110
111 Lyukasztás 2016/2017/2 111
112 Kivágó- és lyukasztó szerszámok tervezése, szerkesztésének szempontjai 9. Előtoláshatárolási módok Az előtoláshatárolók a szalag-, sáv-, vagy lemezanyag bélyeghez viszonyított helyzetét határozzák meg. Az anyag előtolását szabályozzák, a kivágott munkadarab pontossága és a gazdaságos anyagfelhasználás biztosítható velük. Elhelyezésük úgy történik, hogy a művelet megkezdésénél és a két egymást követő művelet között az anyaghulladék a tervezett minimális méretnek megfelelő legyen Előtoláshatárolás ütközőcsappal Legegyszerűbb előtoláshatárolási mód. Egyszerűbb szerszámokban használatos 2mm lemezvastagságig. A sávot mindig át kell emelni a vágólapba épített ütközőcsapon, majd a sávból kivágott nyílás jól meghatározható részén ütköztetni Rugós működésű ütközőcsap Nagyon egyszerű kivitelű ütközőcsap, amely meggyorsítja a kézi adagolást. Nem kell a sávot átemelni az ütközőcsap fején, amely művelet nehézkes. Át kell tolni az ütközőcsap vége alatt, amely ferdén van kialakítva és a rugó ellenében felemelkedik. Majd az ütköztetni kívánt helyen ütközésig visszahúzzuk a sávot. Általában 0,5mm-nél vastagabb, de 2mm-nél vékonyabb lemezek esetén alkalmazható. 2016/2017/2 112
113 Ütközőcsap 2016/2017/2 113
114 Csappantyús ütköző 2016/2017/2 114
115 Rugós ütköző 2016/2017/2 115
116 Kivágó- és lyukasztó szerszámok tervezése, szerkesztésének szempontjai 9.3. Oldal vágókéses előtoláshatárolás A legpontosabb előtoláshatárolást az oldalkéses ütköztetés biztosítja. A fejlapba beépített oldalkések (bélyegek) a sáv vagy csak az egyik, de akár mindkét oldalán is az előtolásnak megfelelő hosszúságban kb. a hídszélességnek megfelelő darabot levágnak. Az oldalvágókés mellett a sávhaladás irányában elhelyezett ütköző (ütközők) közt csak a keskenyebb, lecsípett sáv tud áthaladni. Az oldalkés vastagsága mm, szélessége az előtolásnak megfelelő. Oldalkés alkalmazásával az anyagkihozatal romlik, különösen igaz ez kétoldali oldalkés alkalmazásával keskeny sáv esetén. 2016/2017/2 116
117 Oldalkéses kialakítás 2016/2017/2 117
118 Szakálas oldalkés 2016/2017/2 118
119 Sorjaképződés és kiküszöbölése 2016/2017/2 119
120 Az oldalkés ütközőinek kialakítása 2016/2017/2 120
121 Oldalkicsípés lépéshatárolóval 2016/2017/2 121
122 Helyrehúzócsapok 2016/2017/2 122
123 Oldalvezetők A szerszámban kialakított vezetéket szélesebbre kell készíteni az alkalmazott sávnál. A szélesség növelését indokolja az, hogy a kivágáshoz alkalmazott sávnak van szélességi tűrése és a maximális szélességű (felső határméretű) sávnak is biztonságosan kell haladni a vezetékben. Az ajánlott vezetékszélesség a felső határméretű sáv szélessége + 0,5 1mm, ha a sávszélesség 100mm alatti. 100mm felett 1,0 1,5mm-rel kell szélesebb vezetéket készíteni. Ilyen széles vezetékben az alsó határméretű sávnak már nagy a szabadsági foka, játéka, így megnövekszik a kivágott munkadarab pontatlansága. A sáv vezetékben való mozgásterét csökkentik az oldalszorítók, így megnövelik a gyártott munkadarab pontosságát. 2016/2017/2 123
124 Kivágó, lyukasztó szerszámok kialakítása A kivágás lyukasztás aktív elemeit a vágólapot és a bélyegeket szerszámházba építik be. A szerszámháznak biztosítania kell a bélyeg pontos vezetését a vágólaphoz képest. A viszonylag kis méretű vágórésnek a bélyeg körül lehetőleg mindenhol azonos méretűnek kell lennie. A szerszámházakat csoportosítják az egy szerszámban elvégzett műveletek száma szerint és a vezetőelemek fajtája szerint. Műveletek száma szerint két típust különböztetünk meg: Egy műveletes szerszámok Több műveletes szerszámok A többműveletes szerszámok lehetnek: Sorozatműködésű szerszámok Egyesített, vagy blokkszerszámok A szerszámok vezetése szerint megkülönböztetünk: Vezetés nélküli szerszámok Vezetőlapos szerszámok Vezetőoszlopos szerszámok 2016/2017/2 124
125 Vezetőlapos szerszám A vezetőlapos szerszámok esetén a bélyeg vágólaphoz viszonyított vezetését a vágólap felett (legfeljebb a lemezvastagság másfélszeresére) elhelyezkedő vezetőlap biztosítja. Ennek megfelelően a bélyegek a felső szerszámfélben viszonylag lazán illesztettek. Az alsó szerszámfélben a vezetőlap és a vágólap helyzete egymáshoz képest illesztett, hiszen így biztosítható a bélyegek pontos megvezetése. A vezetőlapos szerszámházak alkalmazásának előnyei: A szerszám felépítése egyszerű A szerszám könnyen elkészíthető, önköltsége relatív kicsi Kis sorozatnál gazdaságos A vezetőlapos szerszámházak alkalmazásának hátrányai: A pontatlanabb vezetés miatt a szerszámban gyártott alkatrészek kevésbé pontosak Gyorsan kopik a vezeték, nagyobb sorozat gyártására nem felel meg 2016/2017/2 125
126 Vezetőoszlopos szerszám A vezetőoszlopos szerszámoknál a bélyegek és a vágólap összevezetését a munkatéren kívül elhelyezkedő vezetőoszlopok biztosítják. Amelyeknél a vezetés lehet csúszóvezetésű ill. golyósvezetésű. A vezetőoszlopok átmérői nem egyformák (az eltérés általában 1mm), így biztosítják a szerszámot az esetleges helytelen összejáratás ellen. A fejlapon, ill. az alaplapon elhelyezett elemek helyzetét illesztőszegekkel kell biztosítani. Az oszlopos szerszám alkalmazásának előnyei: Pontosabb vezetés miatt pontosabbak a kivágott munkadarabok Nagy a szerszámvezetés élettartama, nagysorozatban történő alkatrészgyártásra alkalmas. Az oszlopos szerszám alkalmazásának hátrányai: Bonyolultabb a szerszám felépítése, pontosabb megmunkálásokat igényel, nehezebb elkészíteni A szerszám önköltsége relatív nagy. Kissorozatú gyártásnál nagyon drága az alkalmazása. 2016/2017/2 126
127 Olyan szerszám, amely a munkadarab elkészítéséhez szükséges lépéseket egy műveletben egyesíti. Egy lépésben, műveletben végzi el a munkadarabon lévő áttörések lyukasztását és a munkadarab kivágását is. A szerszámban a különböző műveletek aktív elemei (lyukasztóbélyeg, vágólap) egymásba vannak építve. A blokkszerszámot mindig vezetőoszlopos szerszámházban helyezik el. Előnyei: A munkadarabon a lyukak, áttörések helyzetét a szerszám gyártási pontossága határozza meg. A furatok helyzetpontossága nem függ az előtolás módjától, nem befolyásolja a sávvezetés pontossága. Nagy darabszámban gyártható tűrésen belüli pontosságú munkadarab. Hátrányai: Elkészítése nehézkes, jól felszerelt szerszámműhelyt igényel. A szerszám drága, csak nagysorozat esetén gazdaságos. Blokkszerszám 2016/2017/2 127

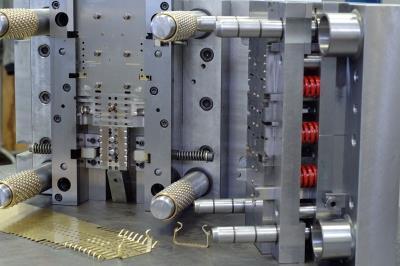

128 Ipari megoldások 2016/2017/2 128
129 Elasztikus közegben történő kivágás. Különleges vágási technológiák a lemezmegmunkálásban (lézeres-, vízsugaras-, finomkivágás) 2016/2017/2 129
130 Pontossági vágás, utánvágás, borotválás, (repasszálás) A kivágás folyamata során a vágórésben a lemez deformálódik, mert nem tiszta nyírás lép fel, hanem hajlítás is, illetve a vágás folyamán repedések keletkeznek, amelyek megelőzik a lemez szétválását. A vágott felület sok esetben kúpos, nem merőleges a lemez síkjára. Ennek következtében a kivágott munkadarab pontossága IT 9.IT12 fokozatnak felel csak meg. Sok esetben szükséges pontosabb mérettűrésű munkadarab gyártása. Ezt tudjuk biztosítani a pontossági vágással, vagy borotválással. Pontossági vágással a munkadarabról levágjuk a vágás során deformálódott részeket. A művelet során a munkadarab méretpontosságát IT7 IT8-ra tudjuk fokozni. A kapott felület merőleges lesz a lemez síkjára és átlagos felületi érdessége is javul. A pontossági vágás tervezése során fontos a pontossági vágással eltávolítandó ráhagyás nagysága. Külső felületek esetén ezen ráhagyás értékét az ábra alapján felírt összefüggéssel tudjuk meghatározni. Ahol: pontossági vágással eltávolítandó ráhagyás, [mm] z elővágó szerszám vágórése, [mm] y pontossági vágás pótráhagyása, [mm] s munkadarab lemezvastagsága, [mm] A pontossági vágás pótráhagyásának értéke a lemezvastagság (s) és az anyagminőség függvényében táblázatból választható. 2016/2017/2 130
131 Pontossági vágás, utánvágás, borotválás, (repasszálás) a) Pozitív vágóréssel Ebben az esetben az előzetesen kivágott munkadarabot ismét vágószerszámba helyezzük és megismételjük a vágást nagyon kis (10 30μm) vágóréssel. A pontossági vágás egyik változata, mikor a vágóbélyeg vágás közben rezgőmozgást is végez. A rezgés amplitúdója néhány tized mm, frekvenciája 20 25Hz. A bélyeg a munkadarabot rövid lökések sorozatával nyomja át a vágólapon. A forgács leválasztása így könnyebb, a vágás pontosabb. Ezt a fajta pontossági vágást repasszálásnak nevezik és a svájci óraiparban terjedt el az alkalmazása. b) Negatív vágóréssel Ebben az esetben a bélyeg mérete, átmérője nagyobb, mint a vágólap áttörése. Természetesen a bélyeg nem járhat bele a vágólapba, vágás során a vágólap felett 0,2 0,5mm-re van az alsó helyzete. A munkadarabnak a vágólapon való áttolása csak több, egymásra helyezett munkadarabbal lehetséges. 2016/2017/2 131
132 A pontossági ráhagyás értelmezése 2016/2017/2 132
133 Pontossági vágás, utánvágás, borotválás, (repasszálás) A pontossági vágást gyakran egy lépésben végzik el az elővágással. Egy ilyen kombinált kivágó-borotváló szerszám vázlatos felépítését mutatjuk be a következő ábrán. A szerszám alkalmazásának előnye, hogy egy műveletben lényegesen pontosabb munkadarab gyártható, hátránya, hogy jelentősen megnő a kivágás erőszükséglete, ugyanis a kettős kivágáshoz még hozzáadódik az a súrlódó erő, amely a munkadaraboknak a szükségszerűen hengeres vágónyíláson való áttolásából adódik. A szerszám részeinek megnevezése: 1 Fejlap 6 Szalag 2 Nyomólap 7 Vágólap 3 Bélyegtartó lap 8 Távtartó 4 Kivágó, borotváló bélyeg 9 Borotváló lap 5 Vezetőlap 10 Alaplap 2016/2017/2 133
134 Finomkivágás A szokásos kivágási műveletekkel IT9-12 pontossági fokozat biztosítható. A vastagabb lemezek (2-3mm felett) kivágásánál a vágási pontosság fokozható a finomkivágás alkalmazásával. A finomkivágás, mint lemezalkatrész-gyártó technológia, elvében is különbözik a hagyományos kivágás-lyukasztástól. A finomkivágás elvéből adódóan a kivágott darab és a lyukasztott lemez nyírt felülete szinte a teljes lemezvastagság mentén képlékenyen nyírt, köszörült felületi minőségű, merőleges a lemez síkjára. A munkadarab méretpontossága IT7 IT8. A finomkivágáshoz többszörös működésű présgép szükséges ahhoz, hogy a vázlaton jelzett erők és mozgások biztosítva legyenek. 2016/2017/2 134
135 Finomkivágás Mohr körei Hagyományos kivágás Finomkivágás 2016/2017/2 135
136 A finomkivágás folyamata 2016/2017/2 136
137 Folyamat A a ábrán az aktív elemek és a sáv vagy szalag kiinduló helyzete látható. A második fázisban a szerszám zár és az ékgyűrűt Fgy erővel a szalagba nyomja b. Ezt követően a kivágóbélyeg megkezdi a kivágást az Fell ellenbélyegerővel szemben c. A kivágási folyamat alatt az ékgyűrűlapot leszorító Fgy erő végig fennmarad. A bélyeg a szűk vágórés miatt nem jár a vágólapba, a vágólap felső síkja felett 0, ,02 mm-rel megáll d, ezzel a munkadarab leválasztási folyamata befejeződött. A kivágott darab a fényes, vágott felületének sérülésmentessége érdekében nem nyomható vissza a sávba. Ezért a szerszám felsőrész nyitásának megkezdése előtt az ellenbélyeg az alsó holtponti helyzetében reteszelődik. A szerszám felsőrész nyit, a kivágó bélyeg és az ékgyűrűlap a kiinduló helyzetébe megy, a sáv vagy szalag a vágólap síkjáról felemelkedik. Ezt követően megszűnik az ellenbélyeg reteszeltsége, kiinduló helyzetébe emelkedik, ezzel egyidőben a munkadarabot a vágólap felső síkjára emeli. A szerszám munkateréből a darabot levegő fuvatással vagy kézzel (csipesszel) távolítják el, melynek megtörténtét gondosan ellenőrizni kell. A munkatérben maradt munkadarab a következő ciklusban súlyos károkat okozhat a szerszámban. 2016/2017/2 137

138 Példa finomkivágásra 2016/2017/2 138

139 A vágórés és pontosság 2016/2017/2 139

140 Vágórés finomkivágásnál ahol: cu - a vágórés meghatározásához szükséges tényező s - a lemezvastagság [mm], τb - a vágott lemez nyírószilárdsága [N/mm2]-ben. 2016/2017/2 140
141 Pontosság finomkivágással 2016/2017/2 141

142 Vágórés finomkivágáskor 2016/2017/2 142

143 Vágórés hatása 2016/2017/2 143
144 Ékgyűrű méretek 2016/2017/2 144
145 Ékgyűrű erőszükséglete a - saválló acél, b - ötvözött acél, c - ötvözetlen szerkezeti acél 2016/2017/2 145
146 Finomkivágás A finomkivágás elve Finomkivágáskor a kivágó bélyeggel szembeni ellenbélyeg és ellenerő, valamint a leszorító lap és a rajta lévő ékgyűrű hatására a lemezanyag a vágás közvetlen közelében háromtengelyű nyomó feszültségi állapotba kerül. Az igen kis vágórés és a közel tiszta nyíró igénybevétel során a lemezben szinte teljes vastagságában képlékeny nyírás megy végbe. A vágott felületen nem, vagy csak alig mérhető méretű lesz a szakadt, érdes rész. Vékonyabb lemezek esetén (s<4,5mm) az ékgyűrű egyoldali kialakítású, míg vastagabb lemezvastagság esetén (s>4,5mm) az ékgyűrű kétoldali kialakítású. A finomkivágás erőkomponensei A finomkivágási művelet vázlatán feltüntetett erőkomponensek az alábbi módokon számíthatók: Ahol: f tényező között L a vágott vonaldarab hossza s a lemezvastagság a lemezanyag ellenállása a nyíró-igénybevétellel szemben. Itt fontos megjegyezni, hogy a finomkivágás körülményei miatt értéke a lemezanyag szakítószilárdságának többszöröse is lehet. A hagyományos kivágásnál alkalmazott összefüggés itt nem használható. 2016/2017/2 146
147 Finomkivágás Romanovszkij szerint: Ahol: m 1,2 3 között változhat, a kisebb érték a hagyományos kivágásnál, a lemezvastagságnál jóval nagyobb (pl. 10-szeres) munkadarab méretnél használható. Ha azonban a finomkivágás körülményei érvényesülnek az m=3 alkalmazandó Pl: Ha a vágandó anyag szakítószilárdsága 360 N/mm2, ebben az esetben a finomkivágási számításoknál alkalmazható nyírószilárdság 1296 N/mm2, szemben a szokásos kivágásnál alkalmazott 0,8Rm értékkel, amely alapján a nyírószilárdság csak 288 N/mm2. A művelet erőszükségleténél alkalmazható nyírószilárdság láthatóan jelentősen nagyobb, mint hagyományos kivágás esetén s a lemezvastagság d a kivágott darab mérete Rm a lemezanyag szakítószilárdsága 2016/2017/2 147

148 Finomkivágás erő-út diagramja 2016/2017/2 148


149 Finomkivágás munkadarab jellemzői Finomkivágással az olyan anyagok vághatók megfelelő minőséggel, melyek hidegfolyatásra is alkalmasak. Így például kedvező, ha a kisszéntartalmú acélok szemcsés és nem lemezes perlitet tartalmaznak 2016/2017/2 149
150 Finomkivágással vágott munkadarab 2016/2017/2 150
151 Finomkivágással vágott munkadarab 2016/2017/2 151
152 Finomkivágás A finomkivágás drága lemezalkatrész-gyártó művelet. Jó állapotú, megfelelően merev présgépet nagyon precízen megmunkált, rendszerint keményfém aktív elemekből álló szerszámot kell alkalmazni. A munkadarabokkal szemben támasztott követelmények mérlegelése és a gyártandó darabszám alapján dönthető el, hogy a finomkivágás alkalmazása gazdaságos-e. A tapasztalatok azonban azt mutatják, hogy 0,5 1 milliós gyártási darabszámtól már akkor is gazdaságos a finomkivágás, ha a nagyon szigorú felületi minőség, illetve méretpontosság nem követelmény. 2016/2017/2 152

153 Finomkivágással elvégezhető műveletek 2016/2017/2 153

154 Többműveletes finomkivágó szerszám 2016/2017/2 154
155 Takarékszerszámok Acélszalagos kivágószerszámok: Nem nagy pontosságot igénylő, közepes vagy nagyobb méretű (min. 50x50 mm-es) lemezből készült alkatrészek gyártására alkalmasak. A szerszám állóbélyeges, két fő része a szerszámház és a cserélhető betétek. A vágókeret anyaga gyengén ötvözött Hosta acél, amelyről a szerszámot is szokás elnevezni. A belső kialakítást mindig a gyártandó munkadarab határozza meg. Az acélszalagos szerszámmal általában 0,4 10 mm vastag, különböző anyagminőségű papír, azbeszt, színesfém, acélanyagok dolgozhatók fel darabszám között szokás használni. 2016/2017/2 155
156 Takarékszerszámok Laposacél kivágószerszám 2016/2017/2 156
157 Kivágás poliuretán elasztomerrel A gumi lemezalkatrész gyártásban való alkalmazásával egyidejűleg felvetődött az a gondolat, hogy a gumi vékony lemezek kivágására is alkalmas lehet. Kis darabszám esetén alkalmazták is a könnyen megmunkálható alumíniumlemezek kivágására. A kezdetben alkalmazott gumi minőségének javítása és a poliuretán elasztomer kifejlesztése, hozzájárult a technológia széles körű alkalmazásához. Ma már 0,05...0,1 mm és 2,0...2,5 mm közötti vastagságú acéllemez is vágható poliuretán elasztomerrel. A vágás pontossága az IT fokozatnak felel meg. A kisebb vastagsági lemezek vágásához tartozik a nagyobb pontosság, amely különösen figyelemre érdemes, mert a kisebb lemezvastagsághoz tartozó kis vágórés elkészítése igen pontos megmunkálást igényel hagyományos szerszámoknál. 2016/2017/2 157
158 A vágás folyamata poliuretán párnával A poliuretán párna függőleges mozgásával a vágóbélyegre szorítja a kivágandó lemezt és elkezdi a bélyeg körvonalán kívül eső részt a leszorító lapra hajlítani. Amikor a lemez eléri a leszorító lapot, a felületi érdesség és a súrlódási erő ellenére közeledik a vágóbélyeghez. Növekszik a párnanyomás, ezért a hulladékrész egyre nagyobb felületen érintkezik a leszorító lappal, amelynek következtében nő a súrlódási erő. A lemez elmozdulása akkor fog megszűnni, amikor a súrlódó erő nagyobb lesz a behúzó erőnél. A növekvő párnanyomás miatt a hulladékon kialakuló rádiusz csökkenése a lemez alakváltozása és nyúlása miatt lehetséges. A poliuretán párna nyomásának növekedésével és a rádiusz csökkenésével a lemez annyira megnyúlik, hogy elszakad. Létrejön a kivágás. 2016/2017/2 158



159 A vágás folyamata poliuretán párnával A poliuretán párna érintkezik a kivágandó lemezzel A poliuretán párna nyomása hozzászorítja a kivágandó lemezt az alaplaphoz A poliuretán párna nyomása nő, egyre nagyobb felületen szorítja a lemezt az alaplaphoz, nő a súrlódó erő, amely leszorítja a szélhulladékot A súrlódó erő megakadályozza a szélhulladék elmozdulását, a lemez képlékeny alakváltozik egészen a szakadásig 2016/2017/2 159
160 Lyukasztás poliuretán párnával 2016/2017/2 160
161 H magasság számítása Kivágásnál, lyukasztásnál nagyon lényeges a kivágó- illetve a lyukasztósablon magassága H. Irodalmi adatok alapján a lyukasztósablon optimális magassága a minimális sorjaképződés szempontjából az alábbi összefüggéssel számítható H 31 0,01 A11, 3 s [mm] Az összefüggésben: s - lemezvastagság [mm], A 11,3 a L o =10xd o mérési alaphosszhoz tartozó százalékos nyúlás. 2016/2017/2 161
162 Példa szerszámfelépítésre A szerszám alkatrészei és azok funkciói: Befogócsap szabványos alkatrész, a szerszámot befogócsappal rögzítik a présgépbe. Nyomólap a poliuretán párna egyenletes nyomását biztosítja. Poliuretán párnák a párnákban erő hatására olyan párnanyomás ébred, amelynek hatására a kivágás elvégezhető. Köpeny megakadályozza a párnák vízszintes irányba való terjedését. Köpeny nélkül nem történne meg a kivágás, mivel a párnanyomás minimális lenne. Leszorító lap ezt az alkatrészt 5 különböző érdességgel gyártják. Ez biztosítja a különböző felületi érdességeket, mivel így a súrlódási erőt változtatni tudjuk. Vágóbélyeg ez a szerszámelem biztosítja a kivágott munkadarab méretét. A vágóbélyegen helyezkedik el a vágóél. Alátét gyűrű a leszorító lap alatt helyezkedik el. Ezzel az alkatrésszel tudjuk a vágóbélyeg magasságát beállítani. 2016/2017/2 162
163 Elasztikus közeggel történő kivágás előnyei és hátrányai Eljárás előnyei: - A lemezalkatrészek gyártási költségeit kis szériánál a szerszámköltség határozza meg. A poliuretán elasztomerrel kialakított szerszámok költsége akár tizede, huszada is lehet a hagyományos merev szerszám árának. - A megmunkálás gyors és egy lökettel kialakítható a munkadarab. - Kisebb a sorjaképződés, kevesebb utómegmunkálást igényel a munkadarab, így kevesebb az utómegmunkálás költsége. - A rugalmas közeggel történő lemezmegmunkálás előnyösen alkalmazható festett, lakkozott, műanyag bevonatú lemezek alakításánál. A szerszám nem sérti meg alakítás közben a bevonatot. - A csőszerű alkatrészek vagy a mélyhúzott csészék oldalfala lyukasztható, kivágható rugalmas közeggel, amely csak bonyolult acélszerszámmal biztosítható. - Rugalmas közeggel történő alakításnál esetenként több művelet is elvégezhető egy szerszámban (kivágás, domborítás, feliratozás). 2016/2017/2 163
164 Elasztikus közeggel történő kivágás előnyei és hátrányai Eljárás hátrányai: - Csak kisebb darabszámú, vékony lemezvastagságoknál alkalmazható, mert csak így gazdaságos. - Viszonylag nagy a hulladék mennyisége. - Rugalmas közeggel történő alakításkor a megfelelő nyomás kifejtéséhez össze kell nyomni a gumit, ami megnöveli az alakítás erő- és munkaszükségletét. Az alakítási műveletektől függően az erőszükséglet 2 10-szerese az acélszerszámban történő alakításnak. A nagyobb alakítási erőnagyobb teljesítményű alakítógépet kíván. - Rugalmas közeggel történő alakítás lassúbb, növekszik a műveleti idő. 2016/2017/2 164
165 Vízsugaras vágás 2016/2017/2 165



166 Anyagleválasztás Az abrazív vízsugaras vágással történő megmunkálás lényege a neve ellenére nem abrazív megmunkálás, hanem egy ún. szilárd eróziós folyamat. Ezen erózió alatt a szilárd és folyékony részecskékkel való ütközés következtében bekövetkező anyagveszteséget értünk. Mivel a folyamat térben, időben és energiában erősen koncentrált (ezért is nevezik nagy energia sűrűségű megmunkálásnak) ezért az erózió felgyorsul és anyagleválasztás, azaz megmunkálás jön létre. A folyadékban lévő részecskék és a munkadarab ütközésekor az ütközés és az anyag jellemzőitől függően különféle jelenségek játszódnak le: nyírásos alakváltozás, képlékeny deformáció, repedések keletkezése és növekedése, keményedés, rideg törés, az anyag helyi megolvadása. A megmunkálás során ezen folyamatok kombinációja eredményezi az anyagleválasztást. A növekvő vágási mélység során a megmunkáló sugár veszít energiájából, aminek eredményeként a megmunkálás lemarad a sugár haladási sebességéhez képest, vagyis a sugár elhajlik és ez a változás a vágott felületen jól látható deformálódást okoz, kialakulnak a valamennyi sugaras megmunkálásra jellemző elhajlási vonalak, azaz a vágási front meggörbül. 2016/2017/2 166

167 Vágórés A vízsugaras vágás egyik meghatározó problematikája a vágórés alakja, amely alapvetően meghatározza a vágás pontosságát. A vágórés alakja összetett, de a vágott felületek szinte sosem párhuzamosak egymással és a sugár behatolásának irányával, hanem minden esetben alapvetően ferdének tekinthetők. 2016/2017/2 167
168 Előny-hátrány Előnyei: a vágás során nem keletkeznek, illetve nem használnak környezetre káros anyagokat (mert nincs hűtőés kenőfolyadék, nincsenek felszabaduló gázok stb.), a vágási felületen nem keletkezik salakanyag, a vágható anyagok skálája igen széles, a vágható anyagok vastagsága akár 30 centiméter is lehet, még vas esetén is meghaladja a 10 centimétert, a kicsi vágórésnek (0,03 1,6 milliméter) köszönhetően minimális az anyagveszteség, a vágás gyors, bonyolult alakzatok hozhatók létre, a vágási felületen nincs hőmérséklet-emelkedés, ezáltal a vágott anyag belső tulajdonságai nem változnak meg. Hátrányai: pontossági problémák (az anyagfüggő koptatási hatás miatt kialakuló vágórés az adott anyagi összetételre jellemző, nem sima felületű), a fókuszálók viszonylag alacsony élettartama, vízpára keletkezése, a vágás közben fröccsenő víz és egyéb anyagok, a magas zajszint, a nagynyomású szivattyú gyakori kötelező szervizelése (tömítések cseréje), a vágóasztalt képező kádban időről időre felgyülemlő abrazív homok és egyéb beleeső, a vágáskor keletkező anyagdarabok, amelyet a gép szüneteltetése mellett ki kell takarítani. 2016/2017/2 168




169 Lézervágás A lézer sugár helyileg megolvasztja a vágandó fémet, az olvadékot gáz fújja ki Elsősorban fémek vághatók, közelítően 25 mm-ig Robotra szerelve tetszőleges kontúrú vágás valósítható meg 2016/2017/2 169
170 Paraméterei Sugár energiaszint: W, Energia eloszlás: Gauss görbe szerint, Sugár jellemző: K (M2, sugár előállítási paraméter), K < 1,0 (kis energiájú lézerek, fiber lézer, DPSSL), K < 0,7 (CO2 lézer > 1 kw), K < 0,02 (lámpa gerjesztéses Nd:YAG lézer), Hullámhossz: 10,6?m (CO 2 lézer), 1,064?m (Nd:YAG lézer), 808 nm (dióda), Polarizáció: lineáris vagy körkörös (depolarizált). 2016/2017/2 170


171 Felület minősége 2016/2017/2 171
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Tevékenység: Tanulja meg a kivágás és a lyukasztás elvét! Rajzolja le a vágás elvi vázlatát!
 Tanulja meg a kivágás és a lyukasztás elvét! Rajzolja le a vágás elvi vázlatát! Kivágás, lyukasztás elve. Ollón való vágásra jellemző volt, hogy a lemezt nyílt vonal mentén választottuk szét. Kivágás és
Tanulja meg a kivágás és a lyukasztás elvét! Rajzolja le a vágás elvi vázlatát! Kivágás, lyukasztás elve. Ollón való vágásra jellemző volt, hogy a lemezt nyílt vonal mentén választottuk szét. Kivágás és
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári)
") 2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
Képlékenyalakítás 4. előadás
 4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
Dr. Danyi József dr. Végvári Ferenc LEMEZMEGMUNKÁLÁS
 Dr. Danyi József dr. Végvári Ferenc LEMEZMEGMUNKÁLÁS KECSKEMÉT 2011 3 Szerkesztette: Dr. Végvári Ferenc főiskolai tanár Fejezeteket írták: Dr. Danyi József főiskolai tanár Fejezetek Dr. Végvári Ferenc
Dr. Danyi József dr. Végvári Ferenc LEMEZMEGMUNKÁLÁS KECSKEMÉT 2011 3 Szerkesztette: Dr. Végvári Ferenc főiskolai tanár Fejezeteket írták: Dr. Danyi József főiskolai tanár Fejezetek Dr. Végvári Ferenc
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
Tájékoztató. Értékelés Összesen: 100 pont
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
Forgácsnélküli alakítás NGB_AJ010_1. Beugró ábrajegyzék
 Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Tevékenység: Tanulmányozza a ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál!
 Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
A szerkezeti anyagok tulajdonságai és azok vizsgálata
 A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minőség, élettartam A termék minősége
A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minőség, élettartam A termék minősége
A= a keresztmetszeti felület cm 2 ɣ = biztonsági tényező
 Statika méretezés Húzás nyomás: Amennyiben a keresztmetszetre húzó-, vagy nyomóerő hat, akkor normálfeszültség (húzó-, vagy nyomó feszültség) keletkezik. Jele: σ. A feszültség: = ɣ Fajlagos alakváltozás:
Statika méretezés Húzás nyomás: Amennyiben a keresztmetszetre húzó-, vagy nyomóerő hat, akkor normálfeszültség (húzó-, vagy nyomó feszültség) keletkezik. Jele: σ. A feszültség: = ɣ Fajlagos alakváltozás:
ahol m-schmid vagy geometriai tényező. A terhelőerő növekedésével a csúszó síkban fellép az un. kritikus csúsztató feszültség τ
 Egykristály és polikristály képlékeny alakváltozása A Frenkel féle modell, hibátlan anyagot feltételezve, nagyon nagy folyáshatárt eredményez. A rácshibák, különösen a diszlokációk jelenléte miatt a tényleges
Egykristály és polikristály képlékeny alakváltozása A Frenkel féle modell, hibátlan anyagot feltételezve, nagyon nagy folyáshatárt eredményez. A rácshibák, különösen a diszlokációk jelenléte miatt a tényleges
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
ábra A K visszarugózási tényező a hajlítási sugár lemezvastagság hányados függvényében különböző anyagminőségek esetén
 Keresse ki és jegyezze meg milyen tényezők befolyásolják a visszarugózás mértékét! Tanulmányozza a 2.3.12. ábrát! Figyelje meg a függvény görbéinek a változását! A visszarugózás mértéke A visszarugózás
Keresse ki és jegyezze meg milyen tényezők befolyásolják a visszarugózás mértékét! Tanulmányozza a 2.3.12. ábrát! Figyelje meg a függvény görbéinek a változását! A visszarugózás mértéke A visszarugózás
HELYI TANTERV. Mechanika
 HELYI TANTERV Mechanika Bevezető A mechanika tantárgy tanításának célja, hogy fejlessze a tanulók logikai készségét, alapozza meg a szakmai tantárgyak feldolgozását. A tanulók tanulási folyamata fejlessze
HELYI TANTERV Mechanika Bevezető A mechanika tantárgy tanításának célja, hogy fejlessze a tanulók logikai készségét, alapozza meg a szakmai tantárgyak feldolgozását. A tanulók tanulási folyamata fejlessze
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai
 7. Anyagvizsgálat a Gyakorlatban Szakmai Szeminárium Kecskemét, 214. június (18)-19-2. Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai TISZA Miklós, KOVÁCS Péter Zoltán, GÁL Gaszton, KISS Antal,
7. Anyagvizsgálat a Gyakorlatban Szakmai Szeminárium Kecskemét, 214. június (18)-19-2. Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai TISZA Miklós, KOVÁCS Péter Zoltán, GÁL Gaszton, KISS Antal,
Járműelemek. Rugók. 1 / 27 Fólia
 Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
Vasbeton tartók méretezése hajlításra
 Vasbeton tartók méretezése hajlításra Képlékenység-tani méretezés: A vasbeton keresztmetszet teherbírásának számításánál a III. feszültségi állapotot vesszük alapul, amelyre az jellemző, hogy a hajlításból
Vasbeton tartók méretezése hajlításra Képlékenység-tani méretezés: A vasbeton keresztmetszet teherbírásának számításánál a III. feszültségi állapotot vesszük alapul, amelyre az jellemző, hogy a hajlításból
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A szerkezeti anyagok tulajdonságai és azok vizsgálata
 A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
Lemezalakítás. Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás
 Lemezalakítás Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás - A bemutatott példánál egy löket alatt két munkadarab készül Hulladékszegény darabolás Kivágás, lyukasztás - anyagszétválasztás
Lemezalakítás Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás - A bemutatott példánál egy löket alatt két munkadarab készül Hulladékszegény darabolás Kivágás, lyukasztás - anyagszétválasztás
Hidegfolyató eljárások
 Indítsa el az animációkat! Figyelje meg a bélyeg és az anyag mozgását az előre- és a hátrafolyatás esetében! Döntse el, vajon miért nevezik előre és hátrafolyatásnak a műveleteket! Előrefolyatás Hátrafolyatás
Indítsa el az animációkat! Figyelje meg a bélyeg és az anyag mozgását az előre- és a hátrafolyatás esetében! Döntse el, vajon miért nevezik előre és hátrafolyatásnak a műveleteket! Előrefolyatás Hátrafolyatás
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
r0 = 1,53 anizotrópia a heng.irányban
 2. A képlékenyalakítás anyagszerkezeti vonatkozásai Olvassa el a bekezdést! Ahhoz, hogy alapvetően megértsük a fémek különböző alakításának eljárásait és annak hatásait, nélkülözhetetlen az anyag viselkedésének
2. A képlékenyalakítás anyagszerkezeti vonatkozásai Olvassa el a bekezdést! Ahhoz, hogy alapvetően megértsük a fémek különböző alakításának eljárásait és annak hatásait, nélkülözhetetlen az anyag viselkedésének
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép, ceruza, körző, vonalzó.
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
ANDRÁSSY GYULA SZAKKÖZÉPISKOLA Miskolc. Finomkivágás. Oktatási segédlet 2006. Összeállította: Móka József
 ANDRÁSSY GYULA SZAKKÖZÉPISKOLA Miskolc Finomkivágás Oktatási segédlet 2006. Összeállította: Móka József 1. Finomkivágás A gépipar bizonyos területein felhasznált alkatrészeket (pl. gépkocsi sebességváltó
ANDRÁSSY GYULA SZAKKÖZÉPISKOLA Miskolc Finomkivágás Oktatási segédlet 2006. Összeállította: Móka József 1. Finomkivágás A gépipar bizonyos területein felhasznált alkatrészeket (pl. gépkocsi sebességváltó
Alumínium ötvözetek aszimmetrikus hengerlése
 A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak
 BSC szak") Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak A feladat részletezése: Név:.. Csoport:... A számításnak (órai)
Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak A feladat részletezése: Név:.. Csoport:... A számításnak (órai)
Mit nevezünk nehézségi erőnek?
 Mit nevezünk nehézségi erőnek? Azt az erőt, amelynek hatására a szabadon eső testek g (gravitációs) gyorsulással esnek a vonzó test centruma felé, nevezzük nehézségi erőnek. F neh = m g Mi a súly? Azt
Mit nevezünk nehézségi erőnek? Azt az erőt, amelynek hatására a szabadon eső testek g (gravitációs) gyorsulással esnek a vonzó test centruma felé, nevezzük nehézségi erőnek. F neh = m g Mi a súly? Azt
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Vasbetonszerkezetek II. Vasbeton lemezek Rugalmas lemezelmélet
 Vasbetonszerkezetek II. Vasbeton lemezek Rugalmas lemezelmélet 2. előadás A rugalmas lemezelmélet alapfeltevései A lemez anyaga homogén, izotróp, lineárisan rugalmas (Hooke törvény); A terheletlen állapotban
Vasbetonszerkezetek II. Vasbeton lemezek Rugalmas lemezelmélet 2. előadás A rugalmas lemezelmélet alapfeltevései A lemez anyaga homogén, izotróp, lineárisan rugalmas (Hooke törvény); A terheletlen állapotban
EÖTVÖS LORÁND SZAKKÖZÉP- ÉS SZAKISKOLA TANÍTÁST SEGÍTŐ OKTATÁSI ANYAGOK MÉRÉS TANTÁRGY
 EÖTVÖS LORÁND SZAKKÖZÉP- ÉS SZAKISKOLA TANÍTÁST SEGÍTŐ OKTATÁSI ANYAGOK MÉRÉS TANTÁRGY SÍKIDOMOK Síkidom 1 síkidom az a térelem, amelynek valamennyi pontja ugyan abban a síkban helyezkedik el. A síkidomokat
EÖTVÖS LORÁND SZAKKÖZÉP- ÉS SZAKISKOLA TANÍTÁST SEGÍTŐ OKTATÁSI ANYAGOK MÉRÉS TANTÁRGY SÍKIDOMOK Síkidom 1 síkidom az a térelem, amelynek valamennyi pontja ugyan abban a síkban helyezkedik el. A síkidomokat
A végeselem módszer alapjai. 2. Alapvető elemtípusok
 A végeselem módszer alapjai Előadás jegyzet Dr. Goda Tibor 2. Alapvető elemtípusok - A 3D-s szerkezeteket vagy szerkezeti elemeket gyakran egyszerűsített formában modellezzük rúd, gerenda, 2D-s elemek,
A végeselem módszer alapjai Előadás jegyzet Dr. Goda Tibor 2. Alapvető elemtípusok - A 3D-s szerkezeteket vagy szerkezeti elemeket gyakran egyszerűsített formában modellezzük rúd, gerenda, 2D-s elemek,
Orbitool Sorjázó szerszám
 Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
CSAVAROK. Oldal 477 Univerzális csavar hosszú. Oldal 476 Gyorsrögzítős csavar hosszú. Oldal 476 Gyorsrögzítős csavar rövid
 Oldal 476 Gyorsrögzítős csavar rövid Oldal 476 Gyorsrögzítős csavar hosszú Oldal 477 Univerzális csavar rövid Oldal 477 Univerzális csavar hosszú Oldal 478 Gyors szorítócsavar rövid rövid Oldal 478 Gyors
Oldal 476 Gyorsrögzítős csavar rövid Oldal 476 Gyorsrögzítős csavar hosszú Oldal 477 Univerzális csavar rövid Oldal 477 Univerzális csavar hosszú Oldal 478 Gyors szorítócsavar rövid rövid Oldal 478 Gyors
Tartószerkezetek I. (Vasbeton szilárdságtan)
") Tartószerkezetek I. (Vasbeton szilárdságtan) Szép János 2012.10.11. Vasbeton külpontos nyomása Az eső ágú σ-ε diagram miatt elvileg minden egyes esethez külön kell meghatározni a szélső szál összenyomódását.
Tartószerkezetek I. (Vasbeton szilárdságtan) Szép János 2012.10.11. Vasbeton külpontos nyomása Az eső ágú σ-ε diagram miatt elvileg minden egyes esethez külön kell meghatározni a szélső szál összenyomódását.
LEMEZMEGMUNKÁLÓ GÉPEINK
 LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
CSAVAROK. Oldal 685 Univerzális csavar hosszú. Oldal 684 Gyorsrögzítős csavar hosszú. Oldal 684 Gyorsrögzítős csavar rövid
 680 CSAVAROK Oldal 684 Gyorsrögzítős csavar rövid Oldal 684 Gyorsrögzítős csavar hosszú Oldal 685 Univerzális csavar rövid Oldal 685 Univerzális csavar hosszú Oldal 686 Gyors szorítócsavar rövid rövid
680 CSAVAROK Oldal 684 Gyorsrögzítős csavar rövid Oldal 684 Gyorsrögzítős csavar hosszú Oldal 685 Univerzális csavar rövid Oldal 685 Univerzális csavar hosszú Oldal 686 Gyors szorítócsavar rövid rövid
Versenyző kódja: 24 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 10-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 10 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : feladatok Elérhető
34 521 10-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 10 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : feladatok Elérhető
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A.2. Acélszerkezetek határállapotai
 A.. Acélszerkezetek határállapotai A... A teherbírási határállapotok első osztálya: a szilárdsági határállapotok A szilárdsági határállapotok (melyek között a fáradt és rideg törést e helyütt nem tárgyaljuk)
A.. Acélszerkezetek határállapotai A... A teherbírási határállapotok első osztálya: a szilárdsági határállapotok A szilárdsági határállapotok (melyek között a fáradt és rideg törést e helyütt nem tárgyaljuk)
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
GÉPÉSZETI ALAPISMERETEK TÉMAKÖRÖK
 GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
Gyakorlat 03 Keresztmetszetek II.
 Gyakorlat 03 Keresztmetszetek II. 1. Feladat Keresztmetszetek osztályzása Végezzük el a keresztmetszet osztályzását tiszta nyomás és hajlítás esetére! Monoszimmetrikus, hegesztett I szelvény (GY02 1. példája)
Gyakorlat 03 Keresztmetszetek II. 1. Feladat Keresztmetszetek osztályzása Végezzük el a keresztmetszet osztályzását tiszta nyomás és hajlítás esetére! Monoszimmetrikus, hegesztett I szelvény (GY02 1. példája)
CSAVAROK. Oldal 246 Gyorsrögzítős csavar rövid. Oldal 246 Gyorsrögzítős csavar hosszú. Oldal 247 Univerzális csavar rövid
 Oldal 246 Gyorsrögzítős csavar rövid Oldal 246 Gyorsrögzítős csavar hosszú Oldal 247 Univerzális csavar rövid Oldal 247 Univerzális csavar hosszú Oldal 248 Univerzális csavar Basic rövid Oldal 248 Univerzális
Oldal 246 Gyorsrögzítős csavar rövid Oldal 246 Gyorsrögzítős csavar hosszú Oldal 247 Univerzális csavar rövid Oldal 247 Univerzális csavar hosszú Oldal 248 Univerzális csavar Basic rövid Oldal 248 Univerzális
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Tervezés katalógusokkal kisfeladat
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Számítógépes tervezés, méretezés és gyártás (BME KOJHM401) Tervezés katalógusokkal kisfeladat Járműelemek és Járműszerkezetanalízis Tanszék Ssz.:...... Név:.........................................
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Számítógépes tervezés, méretezés és gyártás (BME KOJHM401) Tervezés katalógusokkal kisfeladat Járműelemek és Járműszerkezetanalízis Tanszék Ssz.:...... Név:.........................................
CSAVARORSÓS EMELŐ MŰSZAKI DOKUMENTÁCIÓ ÁLTALÁNOS CÉLOKRA FELHASZNÁLHATÓ CSAVARORSÓS EMELŐHÖZ. Maximális terhelő erő: 13 kn
 CSAVARORSÓS EMELŐ MŰSZAKI DOKUMENTÁCIÓ ÁLTALÁNOS CÉLOKRA FELHASZNÁLHATÓ CSAVARORSÓS EMELŐHÖZ. Maximális terhelő erő: 1 kn Maximális emelési magasság: 750 mm HORVÁTH ZOLTÁN GÉPÉSZ LEVELEZŐ I. A csavarorsós
CSAVARORSÓS EMELŐ MŰSZAKI DOKUMENTÁCIÓ ÁLTALÁNOS CÉLOKRA FELHASZNÁLHATÓ CSAVARORSÓS EMELŐHÖZ. Maximális terhelő erő: 1 kn Maximális emelési magasság: 750 mm HORVÁTH ZOLTÁN GÉPÉSZ LEVELEZŐ I. A csavarorsós
Tájékoztató. Használható segédeszköz: számológép
 A 27/2012 (VIII. 27.) NGM rendelet (25/2014 (VIII.26.) NGM rendelet által módosított), a 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye
A 27/2012 (VIII. 27.) NGM rendelet (25/2014 (VIII.26.) NGM rendelet által módosított), a 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Gyakorlat 04 Keresztmetszetek III.
 Gyakorlat 04 Keresztmetszetek III. 1. Feladat Hajlítás és nyírás Végezzük el az alábbi gerenda keresztmetszeti vizsgálatait (tiszta esetek és lehetséges kölcsönhatások) kétféle anyaggal: S235; S355! (1)
Gyakorlat 04 Keresztmetszetek III. 1. Feladat Hajlítás és nyírás Végezzük el az alábbi gerenda keresztmetszeti vizsgálatait (tiszta esetek és lehetséges kölcsönhatások) kétféle anyaggal: S235; S355! (1)
4. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára
 c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára") 4. feladat Géprajz-Gépelemek (GEGET4B) c. tárgyból a űszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TOKOS TENGELYKAPCSOLÓ méretezése és szerkesztése útmutató segítségével 1. Villamos motorról
4. feladat Géprajz-Gépelemek (GEGET4B) c. tárgyból a űszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TOKOS TENGELYKAPCSOLÓ méretezése és szerkesztése útmutató segítségével 1. Villamos motorról
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
A készítmény leírása
 A készítmény leírása Bevezetõ A sablon a postforming lapok eredményes összekapcsolására szolgál. Az áttetsző műanyag szerkezete, az egyes elemek egyértelmű leírása a sablonba vésve, több összefüggő ütköző,
A készítmény leírása Bevezetõ A sablon a postforming lapok eredményes összekapcsolására szolgál. Az áttetsző műanyag szerkezete, az egyes elemek egyértelmű leírása a sablonba vésve, több összefüggő ütköző,
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma
 Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Kiöntött síncsatornás felépítmény kialakításának egyes elméleti kérdései
 Kiöntött síncsatornás felépítmény kialakításának egyes elméleti kérdései VII. Városi Villamos Vasúti Pálya Napra Budapest, 2014. április 17. Major Zoltán egyetemi tanársegéd Széchenyi István Egyetem, Győr
Kiöntött síncsatornás felépítmény kialakításának egyes elméleti kérdései VII. Városi Villamos Vasúti Pálya Napra Budapest, 2014. április 17. Major Zoltán egyetemi tanársegéd Széchenyi István Egyetem, Győr
Hegesztett gerinclemezes tartók
 Hegesztett gerinclemezes tartók Lemezhorpadások kezelése EC szerint dr. Horváth László BME Hidak és Szerkezetek Tanszéke Bevezetés Gerinclemezes tartók vékony lemezekből: Bevezetés Összetett szelvények,
Hegesztett gerinclemezes tartók Lemezhorpadások kezelése EC szerint dr. Horváth László BME Hidak és Szerkezetek Tanszéke Bevezetés Gerinclemezes tartók vékony lemezekből: Bevezetés Összetett szelvények,
isd dunaferr termékkatalógus
 isd dunaferr termékkatalógus HIDEGEN HAJLÍTOTT IDOMACÉL TERMÉKEK A hidegen hajlított idomacélokat folyamatos görgős hajlítással állítjuk elő, tekercselt hasított szalagokból, az egymás mögé épített állványokba
isd dunaferr termékkatalógus HIDEGEN HAJLÍTOTT IDOMACÉL TERMÉKEK A hidegen hajlított idomacélokat folyamatos görgős hajlítással állítjuk elő, tekercselt hasított szalagokból, az egymás mögé épített állványokba
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Építészeti tartószerkezetek II.
 Építészeti tartószerkezetek II. Vasbeton szerkezetek Dr. Szép János Egyetemi docens 2019. 05. 03. Vasbeton szerkezetek I. rész o Előadás: Vasbeton lemezek o Gyakorlat: Súlyelemzés, modellfelvétel (AxisVM)
Építészeti tartószerkezetek II. Vasbeton szerkezetek Dr. Szép János Egyetemi docens 2019. 05. 03. Vasbeton szerkezetek I. rész o Előadás: Vasbeton lemezek o Gyakorlat: Súlyelemzés, modellfelvétel (AxisVM)
54 521 01 0000 00 00 Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/21. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/21. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Szerszámkészítő Szerszámkészítő
 É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Acélszerkezetek. 3. előadás 2012.02.24.
 Acélszerkezetek 3. előadás 2012.02.24. Kapcsolatok méretezése Kapcsolatok típusai Mechanikus kapcsolatok: Szegecsek Csavarok Csapok Hegesztett kapcsolatok Tompavarrat Sarokvarrat Coalbrookdale, 1781 Eiffel
Acélszerkezetek 3. előadás 2012.02.24. Kapcsolatok méretezése Kapcsolatok típusai Mechanikus kapcsolatok: Szegecsek Csavarok Csapok Hegesztett kapcsolatok Tompavarrat Sarokvarrat Coalbrookdale, 1781 Eiffel
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Hajlított elemek kifordulása. Stabilitásvesztési módok
 Hajlított elemek kifordulása Stabilitásvesztési módok Stabilitásvesztés (3.3.fejezet) Globális: Nyomott rudak kihajlása Hajlított tartók kifordulása Lemezhorpadás (lokális stabilitásvesztés): Nyomott és/vagy
Hajlított elemek kifordulása Stabilitásvesztési módok Stabilitásvesztés (3.3.fejezet) Globális: Nyomott rudak kihajlása Hajlított tartók kifordulása Lemezhorpadás (lokális stabilitásvesztés): Nyomott és/vagy
1. Hidegalakítás, melegalakítás, félmelegalakítás
 Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
A II. kategória Fizika OKTV mérési feladatainak megoldása
 Nyomaték (x 0 Nm) O k t a t á si Hivatal A II. kategória Fizika OKTV mérési feladatainak megoldása./ A mágnes-gyűrűket a feladatban meghatározott sorrendbe és helyre rögzítve az alábbi táblázatban feltüntetett
Nyomaték (x 0 Nm) O k t a t á si Hivatal A II. kategória Fizika OKTV mérési feladatainak megoldása./ A mágnes-gyűrűket a feladatban meghatározott sorrendbe és helyre rögzítve az alábbi táblázatban feltüntetett
Frissítve: Csavarás. 1. példa: Az 5 gyakorlat 1. példájához hasonló feladat.
 1. példa: Az 5 gyakorlat 1. példájához hasonló feladat. Mekkora a nyomatékok hatására ébredő legnagyobb csúsztatófeszültség? Mekkora és milyen irányú az A, B és C keresztmetszet elfordulása? Számítsuk
1. példa: Az 5 gyakorlat 1. példájához hasonló feladat. Mekkora a nyomatékok hatására ébredő legnagyobb csúsztatófeszültség? Mekkora és milyen irányú az A, B és C keresztmetszet elfordulása? Számítsuk
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA GÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 GÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK Tesztfeladatok 1. feladat 1 pont Az alábbi összetett mondat egy állításból és egy indoklásból áll. Írja a mondat utáni kipontozott helyre
GÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK Tesztfeladatok 1. feladat 1 pont Az alábbi összetett mondat egy állításból és egy indoklásból áll. Írja a mondat utáni kipontozott helyre
Építőanyagok I - Laborgyakorlat. Fémek
 Építőanyagok I - Laborgyakorlat Fémek Az acél és a fémek tulajdonságai Az acél és fémek fizikai jellemzői Fém ρ (kg/m 3 ) olvadáspont C E (kn/mm 2 ) Acél 7850 1450 210000 50 Alumínium 2700 660 70000 200
Építőanyagok I - Laborgyakorlat Fémek Az acél és a fémek tulajdonságai Az acél és fémek fizikai jellemzői Fém ρ (kg/m 3 ) olvadáspont C E (kn/mm 2 ) Acél 7850 1450 210000 50 Alumínium 2700 660 70000 200
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR. Szakképesítés:
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Szerszámkészítő feladatok Elérhető pontszám:
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Szerszámkészítő feladatok Elérhető pontszám:
6. MECHANIKA-STATIKA GYAKORLAT Kidolgozta: Triesz Péter egy. ts. Négy erő egyensúlya, Culmann-szerkesztés, Ritter-számítás
 ZÉHENYI ITVÁN EGYETE GÉPZERKEZETTN É EHNIK TNZÉK 6. EHNIK-TTIK GYKORLT Kidolgozta: Triesz Péter egy. ts. Négy erő egyensúlya ulmann-szerkesztés Ritter-számítás 6.. Példa Egy létrát egy verembe letámasztunk
ZÉHENYI ITVÁN EGYETE GÉPZERKEZETTN É EHNIK TNZÉK 6. EHNIK-TTIK GYKORLT Kidolgozta: Triesz Péter egy. ts. Négy erő egyensúlya ulmann-szerkesztés Ritter-számítás 6.. Példa Egy létrát egy verembe letámasztunk
Cölöpcsoport elmozdulásai és méretezése
 18. számú mérnöki kézikönyv Frissítve: 2016. április Cölöpcsoport elmozdulásai és méretezése Program: Fájl: Cölöpcsoport Demo_manual_18.gsp A fejezet célja egy cölöpcsoport fejtömbjének elfordulásának,
18. számú mérnöki kézikönyv Frissítve: 2016. április Cölöpcsoport elmozdulásai és méretezése Program: Fájl: Cölöpcsoport Demo_manual_18.gsp A fejezet célja egy cölöpcsoport fejtömbjének elfordulásának,
2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat, keménységmérés
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
Ritzelés körkéses ritzelőgépeken
 Ritzelés körkéses rizelőgépeken - 1 - Ritzelés körkéses ritzelőgépeken 1 Bevezető A ritzen német szó hasítást, karcolást jelent. Nyomdai körökben ritzelés (riccelés) alatt leginkább öntapadó anyagok öntapadó
Ritzelés körkéses rizelőgépeken - 1 - Ritzelés körkéses ritzelőgépeken 1 Bevezető A ritzen német szó hasítást, karcolást jelent. Nyomdai körökben ritzelés (riccelés) alatt leginkább öntapadó anyagok öntapadó
TERVEZÉS KATALÓGUSOKKAL KISFELADAT
 Dr. Nyitrai János Dr. Nyolcas Mihály TERVEZÉS KATALÓGUSOKKAL KISFELADAT Segédlet a Jármű- és hajtáselemek III. tantárgyhoz Kézirat 2012 TERVEZÉS KATALÓGUSOKKAL KISFELADAT "A" típusú feladat: Pneumatikus
Dr. Nyitrai János Dr. Nyolcas Mihály TERVEZÉS KATALÓGUSOKKAL KISFELADAT Segédlet a Jármű- és hajtáselemek III. tantárgyhoz Kézirat 2012 TERVEZÉS KATALÓGUSOKKAL KISFELADAT "A" típusú feladat: Pneumatikus
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
Rakományrögzítés. Ezek lehetnek: A súrlódási tényező növelése, Kitámasztás, Kikötés, lekötés. 1. A súrlódási tényező növelése
 Rakományrögzítés A szállító járműre felrakott áruk, termékek a szállítás során fellépő hatások (rázkódás, gyorsulás, fékezés, kanyarodás, stb.) miatt elmozdulhatnak, elcsúszhatnak, felborulhatnak. Ennek
Rakományrögzítés A szállító járműre felrakott áruk, termékek a szállítás során fellépő hatások (rázkódás, gyorsulás, fékezés, kanyarodás, stb.) miatt elmozdulhatnak, elcsúszhatnak, felborulhatnak. Ennek