ANDRÁSSY GYULA SZAKKÖZÉPISKOLA Miskolc. Finomkivágás. Oktatási segédlet Összeállította: Móka József
|
|
|
- Krisztián Kiss
- 9 évvel ezelőtt
- Látták:
Átírás
1 ANDRÁSSY GYULA SZAKKÖZÉPISKOLA Miskolc Finomkivágás Oktatási segédlet Összeállította: Móka József

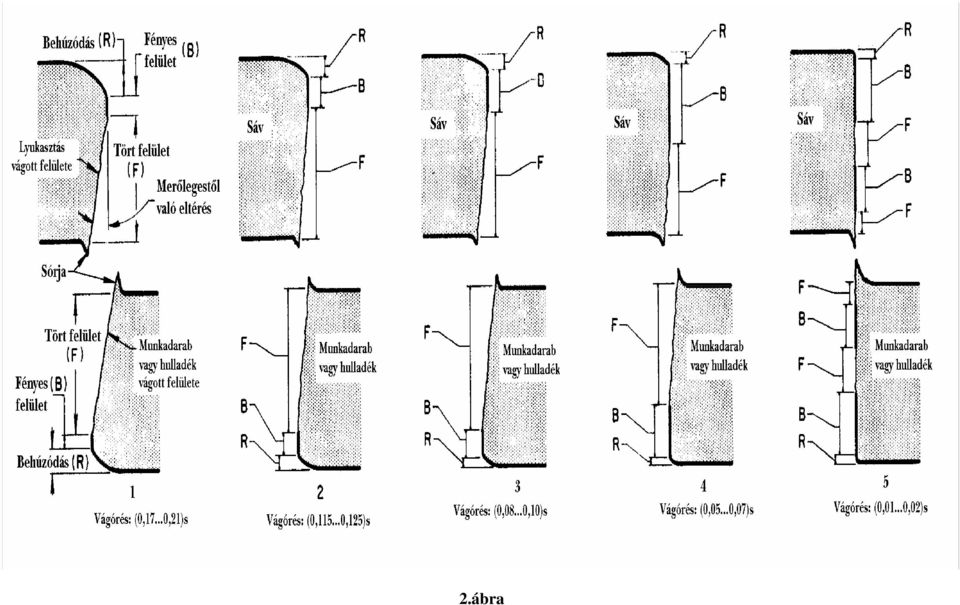
2 1. Finomkivágás A gépipar bizonyos területein felhasznált alkatrészeket (pl. gépkocsi sebességváltó lemezalkatrészei) valamint a finommmechanikai gyártmányok (pl. fényképezőgép, varrógép, fénymásoló, nyomtató stb.) lemezalkatrészeit olyan méret- és alaktűréssel, felületi érdességgel kell elkészíteni amelyet a hagyományos kivágó- lyukasztó technológiával nem lehet megvalósítani. A hagyományos kivágó- lyukasztó technológiával nem gyárthatók olyan alkatrészek, amelyek vágott felületének simának, sorjamentesnek, a lemez síkjára merőlegesnek kell lennie, valamint szűk méret- és alaktűrésekkel (pl. síktól való eltérés) kell megvalósítani. A hagyományos kivágással készült alkatrész alakhibáit nem léptékhelyesen az 1. ábra szemlélteti. 1. ábra. A vágási felület kb. 1/3-ad része képlékeny alakváltozás (fényes felület), 2/3-ad része törés útján jön létre. A vágott felület nem merőleges a lemez síkjára. A munkadarab síktól való eltérése és a sorjaképződés is jelentős mértékű. A vágott felület geometriáját számos tényező befolyásolja, pl: a vágott lemezvastagság, a vágórés mérete, a lemezanyag mechanikai tulajdonsága, a kivágószerszám állapota, stb.

3 A vágórés hatását a vágott felületgeometriára kis széntartalmú lágyacél lemez (max: 75HRB) kivágással, lyukasztással végzett feldolgozásakor az 1. táblázat adatai és a 2. ábra szemlélteti. 1. táblázat. A vágott felület Vágórés mérete [mm] jellemzői (0,17-0,21) s (0,115-0,125) s (0,08-0,1) s (0,05-0,07) s (0,01-0,02) s Merőlegestől való eltérés [ ] (A) > 11 Élbehúzódás [mm] (R) (0,1-0,2) s (0,15-0,25) s (0,25-0,40) s (0,35-0,55) s (0,5-0,7) s Tört felület [mm] (F) (0,7-0,8) s (0,6-0,75) s (0,5-0,6) s (0,35-0,5) s (0,25-0,45) s Sorja magasság nagy normál normál közepes nagy A táblázat adataiból és az ábrából látható, hogy a vágórés méretének csökkentésével: a tört felület mérete és az alsó él behúzódása jelentősen, a vágott felület merőlegességtől való eltérése kismértékben csökken. A fentiekből következik, hogy hagyományos kivágással még a befolyásoló tényezők optimális értéke mellett is csak korlátozott pontosságú lemezalkatrészek állíthatók elő. A vágott felület alakhibáinak nagyrésze megszüntethető, a munkadarab méretpontossága javítható forgácsolással végzett utánmunkálással (pl. marás, hántolás, köszörülés), vagy pontossági utánvágással (borotválás). Ekkor a hagyományos kivágás során az alkatrészt olyan felületi ráhagyással kell gyártani, amely lehetővé teszi az utólagos forgácsoló technológia vagy az utánvágás alkalmazásakor a hibás felületi réteg leválasztását és a munkadarab névleges méreteinek kialakítását. Az utólag végzett műveletek a gyártás költségeit növelik, mert növekszik a gyártási idő és további termelőeszközöket igényelnek illetve kötnek le, ezért ez a megoldás gazdaságtalan gyártáshoz vezet. A hagyományos kivágó-lyukasztó technológia továbbfejlesztése során arra törekedtek, hogy az új eljárás egyetlen lépésben utóalakító műveletek nélkül tegye lehetővé a növelt pontosságú lemezalkatrész előállítását.
![A vágott felület Vágórés mérete [mm] jellemzői (0,17-0,21) s (0,115-0,125) s (0,08-0,1) s (0,05-0,07) s (0,01-0,02) s Merőlegestől való eltérés [ ] (A) 14-16 8-11 7-11 6-11 > 11 Élbehúzódás [mm] (R)](/docs-images/54/9770347/images/page_3.jpg "(0,1-0,2) s (0,15-0,25) s (0,25-0,40) s (0,35-0,55) s (0,5-0,7) s Tört felület [mm] (F) (0,7-0,8) s (0,6-0,75) s (0,5-0,6) s (0,35-0,5) s (0,25-0,45) s Sorja magasság nagy normál normál közepes nagy")
4 2.ábra
5 A megoldást az 1950-es években Svájcban kifejlesztett finomkivágás technológia (Fine blanking) jelentette, mellyel egyetlen műveletben állítható elő olyan lemezalkatrész amelynek külső és belső kontúron vágott felületei simák, a lemez síkjára merőlegesek, stb. A hagyományos - és finomkivágással megvalósítható méret- és alaktűrésekről, a vágott felületen elérhető érdességről tájékoztat az 2. táblázat. 2. táblázat. A vizsgált jellemző Hagyományos kivágás Finomkivágás 1. Külső és belső kontúrhoz tartozó méretek elérhető pontossága: 2. Lyukasztott áttöretek tengelytávolságának elérhető IT9 - IT12 IT9 - IT11 IT6 - IT9 IT6 - IT7 pontossága: 3. Vágott felület merőlegességtől való eltérése: 0, ,3 [mm/mm] 0, ,02 [mm/mm] 4. A kivágott darab síktól való eltérése: 0,2... 0,3 [mm/100mm] 0, ,02 [mm/100mm] 5. A vágott felület érdessége: R a = [µm] R a = 0, ,25 [µm] 2. A finomkivágás elméleti alapjai A finomkivágás elvi vázlata a 3. ábrán látható. 3. ábra. A munkadarab leválasztás megkezdése előtt Fgy erővel, az (1) sávba vagy szalagba a vágott kontúrtól bizonyos távolságban lévő ékgyűrűt nyomnak, melyet a (2) ékgyűrűlapon alakítanak ki. Az ékgyűrű benyomás következménye, hogy a vágott kontúr mentén minden elmozdulást megakadályoz a lemez

6 síkjában, valamint az A-B nyírt keresztmetszetre merőlegesen nyomófeszültséget hoz létre a nyírási zónában a leválasztás folyamata alatt. A (4) vágólap áttöretbe épített (5) ellenbélyeg hidraulikus, vagy rugós párnára támaszkodik. A (3) kivágóbélyeg lefelé mozdulásakor amikor az Fv vágóerő legyőzi az Fell ellenbélyegerőt az A-B felületen megindul a képlékeny folyás. A (3) kivágóbélyeg és az (5) ellenbélyeg között lévő anyagrészre egy további, a lemez síkjára merőleges irányú nyomófeszültség is szuperponálódik a kivágási folyamat alatt. A munkadarab minőségének javulása tehát azáltal valósul meg, hogy a szerszámba a (4) vágólapon és a (3) kivágóbélyegen kívül további aktív elemeket, a (2) ékgyűrűlapot és az (5) ellenbélyeget építenek, melyet a 3. ábra szemléltet. Ezekkel a járulékos szerszámelemekkel a nyírási zóna feszültségállapota a hagyományos kivágás feszültségállapotához képest úgy módosítható, hogy abban a többtengelyű nyomófeszültség állapot lesz jellemző. Ezért a finomkivágást a feszültségállapot hatásán alapuló képlékenyalakító eljárások közé sorolják. Mint ismeretes, törésig elviselt összehasonlító alakváltozás mértéke jelentősen növelhető ha az alakítás többtengelyű nyomófeszültség-állapotban történik (lásd: dr. Horváth L: Képlékenyalakító technológiák elméleti alapjai). A finomkívágás a feszültségállapot módosítást kihasználva biztosítja (megfelelő technológiai paraméterek és szerszámgeometria alkalmazása esetén), hogy a munkadarab leválasztása a teljes lemezvastagságra kiterjedő képlékeny alakváltozás mellett menjen végbe. Ekkor a nyírt felületen nem jelentkezik szemcsés, tört zóna. A hagyományos kivágáshoz képest, finomkivágásnál a törésig elviselt képlékeny alakváltozás megnövekedett értéke könnyen belátható a két eljárás feszültségállapotának és a vágott anyag alakíthatósági határgörbéjének ismeretében. 4. ábra. A fentiekből látható, hogy a szuperponált nyomófeszültségek miatt a feszültségállapot-mutató értéke finomkivágásnál mindig negatív értékű, míg hagyományos kivágásnál zérus. Az alakíthatósági határgörbéről leolvasható, a negatívabb feszültségállapot-mutatóhoz nagyobb törésig elviselhető összehasonlító alakváltozás tartozik.
 kivágóbélyeg és az (5) ellenbélyeg között lévő anyagrészre egy további, a lemez síkjára merőleges irányú nyomófeszültség is szuperponálódik a kivágási folyamat alatt.")
7 Ez a magyarázata annak, hogy finomkivágásnál a képlékeny alakváltozással történő szétválasztás a lemez teljes vastagsága mentén fenntartható, ugyanis a nyírási zónában létrejövő összehasonlító alakváltozás mindvégig alatta marad a törésig elviselhető összehasonlító alakváltozásnak. Ezzel szemben hagyományos kivágásnál a kivágóbélyeg bizonyos mértékű behatolásánál az összehasonlító alakváltozás már eléri az adott feszültségállapothoz tartozó törésig elviselhető összehasonlító alakváltozást, s azt követően a szétválasztás már csak töréssel folytatódhat. 3. A finomkivágási folyamat jellegzetes fázisai A finomkivágó szerszám egy záró-nyitó ciklusának jellemző fázisait a 5. ábra szemlélteti. 5. ábra. A 5/a ábrán az aktív elemek és a sáv vagy szalag kiinduló helyzete látható. A második fázisban a szerszám zár és az ékgyűrűt Fgy erővel a szalagba nyomja (5/b ábra). Ezt követően a kivágóbélyeg megkezdi a kivágást az Fell ellenbélyegerővel szemben (5/c ábra). A kivágási folyamat alatt az ékgyűrűlapot leszorító Fgy erő végig fennmarad. A bélyeg a szűk vágórés miatt nem jár a vágólapba, a vágólap felső síkja felett 0, ,02 mm-rel megáll (5/d ábra), ezzel a munkadarab leválasztási folyamata befejeződött. A kivágott darab a fényes, vágott felületének sérülésmentessége érdekében nem nyomható vissza a sávba. Ezért a szerszám felsőrész nyitásának megkezdése előtt az ellenbélyeg az alsó holtponti helyzetében reteszelődik. A szerszám felsőrész nyit, a kivágó bélyeg és az ékgyűrűlap a kiinduló helyzetébe megy, a sáv vagy szalag a vágólap síkjáról felemelkedik. Ezt követően megszűnik az ellenbélyeg reteszeltsége, kiinduló helyzetébe emelkedik, ezzel egyidőben a munkadarabot a vágólap felső síkjára emeli. A

8 szerszám munkateréből a darabot levegő fuvatással vagy kézzel (csipesszel) távolítják el, melynek megtörténtét gondosan ellenőrizni kell. A munkatérben maradt munkadarab a következő ciklusban súlyos károkat okozhat a szerszámban. 4. A finomkivágás technológiai paraméterei 4.1 A vágórés Finomkivágásnál a vágólap és a vágóbélyeg közötti oldalankénti vágórés meghatározása a hagyományos kivágásnál megismert összefüggéssel végezhető, azzal a különbséggel, hogy itt a "cu" értéke egy nagyságrenddel kisebb, tehát cu 0, Az oldalankénti vágórés finomkivágásnál: u = c u s τ B ahol: cu - a vágórés meghatározásához szükséges tényező, s - a lemezvastagság [mm], τb - a vágott lemez nyírószilárdsága [N/mm2]-ben. A fenti képlettel meghatározva az s = 1 mm vastag, τb = 400 N/mm2 nyírószilárdságú lemez finomkivágásánál alkalmazandó oldalankénti vágórést, u = 0,0032 mm értéket kapunk. Ilyen nagyságrendű vágórés elkészítése és egyenletességének biztosítása a vágott kontúr mentén, fokozott követelményeket támaszt a szerszámgyártással szemben. A szűk gyártási tűréseken túlmenően elengedhetetlen a szerszámelemek megfelelő merevsége, a rugalmas alakváltozások minimálisra csökkentése érdekében. Ez azzal a következménnyel jár, hogy a szerszámelemek (vezetőoszlopok, fejlap, alaplap, stb.) jóval nagyobb keresztmetszetűek, illetve vastagságúak mint a hagyományos kivágószerszámban. Másképpen fogalmazva a finomkivágó szerszám a szűk vágórés állandó értéken tartása érdekében jóval robusztusabb kivitelű mint a hagyományos kivágó szerszám. 4.2 Az ékgyűrű méretei, vonalvezetése Az ékgyűrű kialakítás elvi vázlatát a 6. ábra szemlélteti, ajánlott méreteit a vágott lemezvastagság függvényében a 3. táblázat tartalmazza.

9 6. ábra. 3. táblázat Lemezvastag ság Ékgyűrű méretei s [mm] g [mm] h [mm] a [mm] 1 4 > 4 0,05 s (0, ,1) s (0,2... 0,33) s (0, ,2) s (0, ,75) s (0,6... 0,66) s A gyakorlati tapasztalatok szerint, a vágott kontúrhoz közelebb elhelyezett, kisebb "h" magasságú ékgyűrű feszültségállapot módosító hatása megegyezik a távolabb elhelyezett magasabb ékgyűrűével. Ha a lemezvastagság nagyobb 5 mm - nél, vagy a lemezanyag nyírószilárdsága τb 400 [N/mm2] - nél, akkor a sáv vagy szalag alsó oldalán is ékgyűrűt kell alkalmazni. Az alsó ékgyűrűt a vágólapon kell kialakítani, pontosan szemben az ékgyűrűlapon kialakítottal. Az ékgyűrű vonalvezetésének kialakításakor az ékgyűrű gyártástechnológiai korlátai miatt kompromisszumokra vagyunk utalva. Az ékgyűrű vonalvezetésének lehetséges megoldásait szemlélteti a 7. ábra. 7. ábra.
![ékgyűrűével. Ha a lemezvastagság nagyobb 5 mm - nél, vagy a lemezanyag nyírószilárdsága τb 400 [N/mm2] - nél, akkor a sáv vagy szalag alsó oldalán is ékgyűrűt kell alkalmazni.](/docs-images/54/9770347/images/page_9.jpg "Az alsó ékgyűrűt a vágólapon kell kialakítani, pontosan szemben az ékgyűrűlapon kialakítottal.")
10 Az ábrán látható, hogy szűk, keskeny beugrások a vágott kontúron az ékgyűrűvel csak közelítőleg, vagy egyáltalán nem követhetők le. A vágóél közelítő követése az ékgyűrűvel általában nem jelent gondot a fiomkivágott alkatrész minősítésekor. 4.3 Technológiai erők A kivágóbélyeg működtetéséhez szükséges erő A kivágóbélyeg működtetéséhez szükséges erőmaximum a hagyományos kivágásnál megismert összefüggéssel számítható, vagyis az egyidejűleg nyírt keresztmetszet (L s) szorozva a lemez nyírószilárdságával: Fv = L s τb ahol: L - a vágott kontúr hossza [mm] s - a lemezvastagság [mm] τ B - a lemez nyírószilárdsága [N/mm 2 ] A hagyományos és a finomkivágás erő - út diagramjának összehasonlítására szolgáló elvi vázlat a 8. ábrán látható. 8. ábra Az ékgyűrűlap működtetéséhez szükséges erő Az ékgyűrűlap benyomásához szükséges erő egyenesen arányos a lemezanyag szakítószilárdságával, az ékgyűrű hosszával és az ékgyűrűmagassággal: Fgy = 4 Rm lék h ahol: R m - a lemez szakítószilárdsága [N/mm 2 ] l ék - az ékgyűrű hossza [mm] h - az ékgyűrű magassága [mm].

11 Kétoldali (alsó+felső) alkalmazásakor természetesen kétszeres ékgyűrűhosszal határozzuk meg az ékgyűrűbenyomás erőszükségletét. Az ékgyűrűbenyomás erőszükségletének közelítő meghatározása elvégezhető a 9. ábrán látható diagram felhasználásával. a-ötvözetlen szerkezeti acél, b-ötvözött betétedzésű acél, c-saválló acél 9. ábra. A diagramból leolvasható a 1 mm hosszú ékgyűrű benyomásának erőszükséglete különböző anyagminőségeknél, az ékgyűrűmagasság függvényében Az ellenbélyeg működtetéséhez szükséges erő F ell = A d p ahol: A d - az ellenbélyeg által nyomott munkadarab felület [mm 2 ] p - a felületegységre eső fajlagos ellenbélyegerő [N/mm 2 ] A fajlagos ellenbélyegerő ajánlott értéke: p= [n/mm2] A p alacsonyabb értékei lágy (pl. Al) anyagok, a magasabb értékek nagyobb szilárdságú ötvözött acéllemezek kivágásához használhatók. A kivágás teljes erőszükséglete: F = Fv + Fgy + Fell A technológiai erők nagyságrendjére tájékoztatásul közöljük, hogy adott finomkivágási feladat esetén, ha a kivágóerőt egységnyinek tekintjük (Fv = 1), akkor az ékgyűrűerő, az ellenbélyegerő és a teljes erőszükséglet várható értéke: Fgy=(0,55...1,0) Fv Fell=(0,3...0,5) Fv F=(1,85...2,5) Fv

12 4.4 Sávterv Finomkivágásnál több hulladék marad vissza még gondos sávtervezés esetén is mint a hagyományos kivágásnál, mivel itt a hídszélességet és az oldalszélességet nagyobbra kell választani az ékgyűrű miatt. A sávszélesség és a lépéstávolság meghatározásához ad elvi útmutatást a 10. ábra. 10.ábra. Az ábra jelöléseit felhasználva a finomkivágásnál a lépéstávolság és a sáv- vagy szalagszélesség javasolt értéke a vágott lemezvastagság függvényében az alábbi összefüggésekkel határozható meg: Oldalszélesség: Lépéstávolság: Sáv vagy szalagszélesség: o 15, s e = A + 15, s + 2 a B = L + 2 o + 2 a ahol: A - a munkadarab előtolás irányú mérete, L - a munkadarab előtolás irányra merőleges mérete, a - az ékgyűrű távolsága a vágóéltől. A vágóéltől mért ékgyűrűtávolságot a 0,7 s-re felvéve a lépéstávolságra: a sáv vagy szalagszélességre: összefüggés adódik. e = A + 2, 9 s B = L + 4, 4 s

13 Az ékgyűrű helyigénye miatt a lépéstávolság és az oldalszélesség nagyobb értékű mint hagyományos kivágásnál. Ebből következik, hogy az anyagkihozatali tényező, amely szalagból történő finomkivágáskor az alábbi összefüggéssel számítható: A η = md sz e B kedvezőtlenebb értékű, mint hagyományos kivágásnál. 5. Finomkivágással feldolgozható anyagminőségek Általánosságban elmondható, hogy a képlékeny hidegalakítással feldolgozható anyagminőségek finomkivágásra is alkalmasak. A hidegalakítással rosszul alakítható anyagminőségek finomkivágása nehézségekbe ütközik, jelentős mértékű szerszámkopásra kell számítani. Finomkivágással 0, mm vastagságú lemezek dolgozhatók fel. Acéllemezek 0,7% széntartalomig, [N/mm2] szakítószilárdsági értékkel a finomkivágással kiválóan feldolgozhatóak. 0,2% széntartalom felett a perlites szerkezet előnytelen, ezért a szferoiditesítés elkerülhetetlen. Króm- vagy krómnikkel acélok finomkivágással jól megmunkálhatók, pontos alkatrészek állíthatók elő. Szinesfémek közül a Cu és a Cu 63% réztartalmú sárgarezek finomkivágással kiválóan feldolgozhatóak. Ugyancsak jól feldolgozhatók az Al és Al ötvözetek. 6. Finomkivágó szerszámok változatai, felépítése A szerszámfelek pontos összevezetésére, a szerszámelemek megfelelő merevségére nagy gondot kell fordítani, hogy a rendkívül szűk vágórés a vágási vonal mentén egyenletes maradjon a kivágási folyamat alatt. Ezért a szerszámházak robusztusak, vastag lapokból állnak, melyeket erősre méretezett csúszó vagy golyós perselyek és vezetőoszlopok vezetnek össze. A finomkivágó szerszámok állóbélyeges, vagy mozgóbélyeges kivitelben készülhetnek. Mozgóbélyeges finomkivágó szerszám elvi vázlata látható az 11. ábrán. Mozgóbélyeges finomkivágó szerszám alkalmazásának előnyei: 1./ az Fv vágóerő és az Fell ellenbélyegerő a nyomószánt terheli, 2./ bélyeget az ékgyűrűlap valamint az alaplap vezeti.

14 Hátrányai: 1. a bélyeg furataiban elhelyezett kilökők és a kilökőket működtető alsó híd a bélyeget gyengíti, 2. a hatásos vezetéshez a bélyeghossz legalább a kivágott darab legnagyobb hosszméretével legyen azonos (ezért csak kis és közepes befoglaló méretű lemezalakatrészek kivágásához javasolt ez a szerszámtipus), 3. kétszeres bélyegillesztés költséges. 11. ábra. Állóbélyeges finomkivágó szerszám elvi vázlata látható az 12. ábrán. Állóbélyeges finomkivágó szerszám alkalmazásának előnyei: gyártása egyszerűbb a másik szerszámtipushoz képest, az ékgyűrűlapot hordozó lapot a vezetőoszlopokon megvezetik, különösen előnyös nagy felületű, sok belső áttörettel rendelkező munkadarab kivágásánál. Hátrányai: kellő számú nyomócsap kell az ékgyűrűlap működteté-séhez, a kihajlás deformálódás megakadályozására, nyomócsapfuratok gyengítik az alaplapot, a nyomócsap ösztókörnek megfelelő átmérőn az alaplap nincs alátámasztva. 12. ábra.

15 6.1 A kivágó szerszámok elemeinek kialakításai A fontosabb elemek és jellemzőik a következőkben foglalhatók össze: Befogócsap: a sajtológép medvéje és a szerszám között teremt kapcsolatot (MSZ ). Iétezik menetes befogócsap és kény szerkidobóval ellátott befogócsap. Kényszerkidobó (MSZ ): a sajtológépen elhelyezett ütközőkkel teszi lehetővé, a szerszám szétnyitott (felső) helyzetéhez közeledve az anyag eltávolítását a felső szerszámfélből. Szerszámházak (MSZ , , ): az alakítást végző szerszámelemeket fogják össze. Szerszámvezetékek: a két szerszámfelet vezetik meg egymáshoz képest. Golyós (MSZ ) görgős, és csúszó vezetékek (MSZ ) ismeretesek. Ütközők: a lemezsáv előtolását határolják le (MSZ ). Ide sorolhatók az ütközőcsapok, a csappantyús ütközők (ritkán használják ma már), a rugós előütközők, az oldalvágó bélyegek, és a helyrehúzó csapok. Vezetőlécek: a lemezsávot vezetik meg. A pontosabb helyzetmeghatározás érdekében rugóval az egyik léchez szorítják a sávot. A szerszám elején a lemez bevezetés megkönnyítésére külön tartólemezt szokás felszerelni (19. ábra). Bélyegek és a vágólapok: a vágólapban kialakított áttörés és a bélyeg vágóélei végzik a kivágást. Jellegzetes bélyegvég kialakítások láthatók a 13. ábrán. 13. ábra Az a) eset az általánosan, a b) a vékony lemezeknél (d/s >> 1), az e) vékony, lágy anyagoknál (klingerit, gumi, bőr, stb.) használatos (a vágólap helyett itt keményfa, textilbakelit, stb. alátéteket alkalmaznak A c) és a d) kialakítás a vágóerő csökkenését eredményezi Bélyeg befogásokat mutat a 14. ábra. 14. ábra
: az alakítást végző szerszámelemeket fogják össze. Szerszámvezetékek: a két szerszámfelet vezetik meg egymáshoz képest.")
16 A vágólapok áttöréseinek hosszmetszetét a 15. ábra szemlélteti. 15. ábra Az a) hengeres megoldás egyszerűen gyártható, de csak kilökővel együtt alkalmazható, a kivágott darab beszorulásának elkerülése végett (pld. finomkivágásnál). A b) kúpos kialakításnál már nem szorul be a darab, de utánélezésnél (a vágólap síkját újraköszörülve) megnő a matrica vágóélének radiális mérete. A c) henger és a kúpos attörést gyakran alkalmazzák. A hengeres öv magassága h = 3-5 mm, ha s<0,5 mm h= 5-8 mm, ha s = 0,5-1 mm h = 8-10 mm, ha s > 1 mm. A d) kettős kúpot nehezebb elkészíteni, de ennél biztosabban kiesik a darab. Végül megemlítendő a kúpos bélyeg-kúpos matrica kialakítás. Ennek az az előnye, hogy a bélyeget és matricát utánköszörülve a vágórés nagysága nem változik. 6.2 A kivágó szerszám elemeinek szilárdsági méretezése A méretezésnél az MI 3438/1-74 javaslatot célszerű alapul venni, a következők szerint: Bélyeg: kihajlása és nyomásra kell ellenőrizni. Kisméretű lyukakhoz lépcsős bélyeget kell választani a MSZ szerint, vagy perselyben meg kell vezetni a bélyeget, esetleg teleszkópikus megvezetést kell kialakítani. A kihajlásra való méretezést és a helyes bélyeg kialakításokat, beépítéseket tartalmazza a MI 3438/ fejezete. Vágólap: a szakirodalom szerint hajlításra kell méretezni. A valóságban az igénybevétele, az oldalerők és a feszültséggyűjtő helyek miatt összetettebb. A szabványos vágólap befoglaló méreteket a tapasztalatra építve határozták meg
 kettős kúpot nehezebb elkészíteni, de ennél biztosabban kiesik a darab. Végül megemlítendő a kúpos bélyeg-kúpos matrica kialakítás.")
17 (MSZ ), azokat biztonsággal lehet alkalmazni. Ellenőrzésképpen használhatók a MI 3438/1-74 irányelvek 3.3. fejezetében leírtak. Rugók: a szükséges előfeszítő és maximális erő, rugó merevség és a rendelkezésre álló hely figyelembevételével kell megtervezni, az ismert szilárdságtani összefüggésekkel. Egyéb szerszámelemek: úgy kell őket kialakítani, hogy azok a szerszám várható élettartama alatt, a dinamikus igénybevételeknek törés nélkül ellenálljanak. 6.3 A vágólap és bélyeg tűrésszámítása Feladat a bélyeg és a matrica gyártási méreteit és tűrését úgy meghatározni, hogy az ezen szerszámokkal gyártott munkadarabok méretei az előírt tűrésen belül legyenek, még a szerszámelemek kismértékű kopása, illetve a darab visszarugózása után is. a.) A tűrésszámítás menete 16- ábra b.) Anyagba irányulóan helyezzük el a tűrésmezőket, így lyukaknál az alsó határméret, míg csapoknál a felső határméret egyezik meg a névleges mérettel. A kivágott darab méretét a matrica, a lyukasztott darab méretét a bélyeg határozza meg. A munkadarab vágás utáni rugalmas deformációját elhanyagolva, valamint figyelembe véve azt, hogy a szerszám működése közben - kopás miatt - a bélyeg mérete csökken, a vágólap mérete pedig nő, a szerszámelemek tűrésmezőit lyukasztáskor a 16.a ábra szerint, kivágáskor pedig a 16.b ábra szerint kell elhelyezni a munkadarab tűrésmezejéhez képest. A tűrésmezőknél vigyázni kell arra, hogy mivel a tűrések

18 átmérőre vonatkoznak, a vágórésnél is az egyoldali rés (u=z/2) kétszerese (z) szerepel! A 16. ábrán alkalmazott jelölések: d N a munkadarab névleges mérete; d b a bélyeg névleges mérete. A szerszámelemek tűrésezett gyártási méretei az ábrán alkalmazott jelölések figyelembevételével következők: a. lyukasztáskor +0 +T v d b = (d N + T mdb ), d v = (d N + T mdb + z min ) T b 0 b b. kivágáskor +0 +T v d b = (d N T mdb z min ), d v = (d N T mdb ) T b 0 b A szerszámelemek tűréseit úgy kell megválasztani, hogy az előirányzott (optimális) vágóréstől (z opt ) a tényleges ne térjen el kb. 30 %-nál nagyobb mértékben (ekkor még, Zubcov mérései szerint a darab visszarugózása elhanyagolható). Továbbá lyukasztáskor a bélyeg tűrésmezőjének szélessége, kivágáskor pedig a vágólapé ne legyen nagyobb, mint a munkadarab tűrésmező szélességének 0,1-0,15-szöröse (a szerszámélek kopása miatt). A vágólap tűrés-mezőszélessége legyen egy IT fokozattal nagyobb, mint a bélyegé - a könnyebb gyárthatóság érdekében. A vágás elemzésénél elmondottak miatt célszerű a z min = z opt egyenlőségből kiindulni. Az előzőekből végül is a következő összefüggések adódnak: T v =1,6 T b, a. lyukasztás során b. kivágás során z=z max z min = T v +T b <0,3z, T b < (0,1-0,15) T mdb T v =1,6 T b < (0,1-0,15) T mdb
.")
19 A fentiek figyelembevételevéle a tűrések nagysága a δ tényező értéke lyukasztásnál 1, kivágásnál 1,6; és így T v =1,6 T b. Ha túl kicsiny gyártási tűrések adódnak, akkor enyhíteni lehet a (0.1-0,15) korlátait, z max = 0,2 s-ig (s a lemezvastagság) lehet elmenni, mert ekkor még elfogadható a vágott felület minősége, illetve a kopási ráhagyás rovására növelhető - szükség esetén a (0,1-0,15) tényező is. Az irodalmi adatok szerint kivágás-lyukasztásnál a munkadarab pontossága IT9- IT12, és ehhez IT6-IT8 szerszámpontosságot javasolnak. A vázolt számítás csereszabatosságot biztosító szerszámgyártást tételez fel. A kivágó szerszámok többsége azonban egyedi gyártással készül. Elkészítik a bélyeget a végleges méretre, véglegesen beépítik a felső szerszámfélbe, és ehhez alakítják ki a vágólap áttörését úgy, hogy a vágási vonal mentén egyenletes legyen a vágórés. Ezáltal könnyebben megvalósítható a szerszám gyártása, megfelelő a vágott felület minőség, a munkadarab mérete, de nem csereszabatosak a szerszám elemei. A kivágó szerszámok osztáiyoza, kialakításuk szerint Az elvégzett munka jellege szerint: kivágó, lyukasztó és összetett (hajlítással, mélyhúzsal stb. kombinált) szerszám ismeretes. Működési módjuk szerint lehetnek: egyszerűek vagy több műveletesek (sorozat vagy blokk) szerszámok. A szerszámfelek megvezetése szerint: vezeték nélküli, vezetőlapos, vezetőoszlopos (csúszó vagy golyós) vezető hengeres szerszámokat gyártanak. A sáv ütköztetés szerint ismeretes: ütköző nélküliek, merev ütközősök, mozgó ütközősök, kereső csaposak (helyrehúzócsaposak), oldalvágóbélyegesek. A vágólap kialakítás szerint: tömör, osztott, perselyezett, keményfém betétes, fel hegesztett élű stb. változat lehetséges. A 17. ábrán egy oldalvágóbélyeges, vezetőoszlopos, ( lengő vezetőlappal kiegészített ) sorozatlyukasztó kivágószerszám látható.

20 17. ábra 1. Alaplap (MSZ 3452) 2. Hengeres, edzett szeg (MSZKGST # ) 3. Vágólap (MSZ 3453) 4. Hengeresfejű tövigmenetes csavar (MSZ 2449). 5. Belső kulcsnyílású csavar (MSZ 2472) 6. Sávnyomó lap 7. Kereklyukasztó (MSZ ). 8. Távolságtartó hüvely. 9. Bélyegtartó (MSZ 3453). 10. Nyomólap (MSZ 3453). 11. Zárócsavar 12. Tányérrugó (MSZ ). 13. Befogócsap (MSZ ). 14. Fejlap (MSZ 3452). 15. Vezető hüvely (MSZ 3468). 16. Kivágó bélyeg. 17. Helyrehúzó csap (MSZ 3458) 18. Lengő vezetőlap(msz 3452). 19. Mélység ütköző csap. 20..Vezető oszlop (MSZ 3458). 21. Tartólemez. 22. Anyagvezető
 18. Lengő vezetőlap(msz 3452). 19. Mélység ütköző csap. 20..Vezető oszlop (MSZ 3458). 21. Tartólemez. 22.")
21 Egy kivágó lyukasztó sorozatszerszám konstrukciót szemléltet a követkő 18. ábra. 18.ábra
22 Ezeket a szerszámokat alakítógép (p1. körhagyósajtó) működteti, zárja és nyitja. A szerszám befogócsapját az alakítógép nyomószánjába szorítják, az alaplapot pedig a gép asztalához szorítják csavarokkal és szorítóvasakkal. Ha az alakítógép nyomószánja elindul lefele, a bélyegek belejárnak a vágólap furataiba és elvégzik a vágást. Az ábra jobb alsó részén ábrázoltuk a sávtervet. A sávterven a bélyegek keresztmetszetét vonalkázzuk. A sávterven feltüntetett v méret a szél hulladék, az u pedig a hídszélesség mérete. Ezekre azért van szükség, hogy a szerszámok nyírásos vágást és ne forgácsolást végezhessenek. Méretüket a szakirodalom táblázatai tartalmazzák. Itt csak azt említjük meg, hogy ezek mérete a lemezvastagsággal azonos, vékony lemezeknél és hosszú hídnál pedig nagyobb. Ha a B=D+2v szélességű sávot betoljuk a sávvezető lécek által biztosított résbe, a kézzel benyomott előütközőig és ha zárjuk a szerszámot, elkészül a d átmérőjű lyuk. Az előütközőt elengedve, azt rugója visszahúzza, így a sáv az ettől e=d+u távolságra levő merev ütközőig tolható előre. A szerszám zárásakor elkészül egy újabb lyuk és egy az előző löketben készült lyukkal koncentrikus D átmérőjű kivágás. A kivágó bélyeg helyrehúzó csapja (amely a lyukhoz lazán illeszkedik) korrigálja a sávvezetés és az előtolás hibáit. A vezetőlap egyik funkciója az, hogy a bélyegeket úgy vezesse, hogy a vágórés körben azonos legyen, másik funkciója az, hogy a felfelé mozgó bélyegekről a sávot lehúzza A merev ütközős szerszámoknál a sávot akkor kell előre tolni, amikor a bélyegek felfelé mennek. A sáv ekkor megemelkedik így a híd áttolható a merev ütköző fölött. Az ilyen merev ütköző csak kézi sávelőtolásnál használható ezért ma már ritkán alkalmazzák. A szerszám működésekor a lyukasztási hulladék és a munkadarab a vágólapon áthull. 7. Finomkivágó sajtók A finomkivágó-sajtóval szemben támasztott követelmények: 1. a gépállvány nagy merevsége, 2. a nyomószán nyugodt, rezgésmentes járása, pontos vezetése, 3. a három szerszámelem (kivágóbélyeg, ékgyűrűlap, ellenbélyeg) működtetéséhez szükséges erők (Fv, Fell, Fgy) egymástól független, fokozatmentes szabályozhatósága, 4. az előbbi szerszámelemek mozgásjellemzőinek egymástól független fokozatmentes szabályozhatósága, összehangolt vezérelhetősége,
23 5. a kivágóbélyeget működtető nyomószán kis értékű (15 mm/s alatti) munkameneti sebessége. Ezeket a követelményeket zárt keretszerkezetű állvánnyal rendelkező, többszános hidraulikus sajtóval lehet maradéktalanul kielégíteni. A hidraulikus sajtó előnye még, hogy viszonylag könnyen automatizálható. Ennek ellenére üzemelnek mechanikus főhajtóművel épített finomkivágó sajtók is, amelyek valamivel egyszerűbb és olcsóbb gépek mint a hidraulikusak.
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári)
") 2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
Tevékenység: Tanulja meg a kivágás és a lyukasztás elvét! Rajzolja le a vágás elvi vázlatát!
 Tanulja meg a kivágás és a lyukasztás elvét! Rajzolja le a vágás elvi vázlatát! Kivágás, lyukasztás elve. Ollón való vágásra jellemző volt, hogy a lemezt nyílt vonal mentén választottuk szét. Kivágás és
Tanulja meg a kivágás és a lyukasztás elvét! Rajzolja le a vágás elvi vázlatát! Kivágás, lyukasztás elve. Ollón való vágásra jellemző volt, hogy a lemezt nyílt vonal mentén választottuk szét. Kivágás és
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Képlékenyalakítás 4. előadás
 4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
Tevékenység: Tanulmányozza a ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál!
 Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Versenyző kódja: 24 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 10-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 10 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : feladatok Elérhető
34 521 10-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 10 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : feladatok Elérhető
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Tájékoztató. Értékelés Összesen: 100 pont
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Legnagyobb anyagterjedelem feltétele
 Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
ábra A K visszarugózási tényező a hajlítási sugár lemezvastagság hányados függvényében különböző anyagminőségek esetén
 Keresse ki és jegyezze meg milyen tényezők befolyásolják a visszarugózás mértékét! Tanulmányozza a 2.3.12. ábrát! Figyelje meg a függvény görbéinek a változását! A visszarugózás mértéke A visszarugózás
Keresse ki és jegyezze meg milyen tényezők befolyásolják a visszarugózás mértékét! Tanulmányozza a 2.3.12. ábrát! Figyelje meg a függvény görbéinek a változását! A visszarugózás mértéke A visszarugózás
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép, ceruza, körző, vonalzó.
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
Tájékoztató. Használható segédeszköz: számológép
 A 27/2012 (VIII. 27. (NGM) rendelet (29/2016. vizsgakövetelménye alapján. (VIII. 26.) NGM rendelet által módosított szakmai és Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27. (NGM) rendelet (29/2016. vizsgakövetelménye alapján. (VIII. 26.) NGM rendelet által módosított szakmai és Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
Szerszámkészítő Szerszámkészítő
 É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
Járműelemek. Rugók. 1 / 27 Fólia
 Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
Versenyző kódja: 32 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 10-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 10 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : feladatok Elérhető
34 521 10-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 10 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : feladatok Elérhető
FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR. Szakképesítés:
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Szerszámkészítő feladatok Elérhető pontszám:
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Szerszámkészítő feladatok Elérhető pontszám:
GÖRGŐS LÁNCHAJTÁS tervezése
 MISKOLCI EGYETEM GÉPELEMEK TANSZÉKE OKTATÁSI SEGÉDLET a GÉPELEMEK II. c. tantárgyhoz GÖRGŐS LÁNCHAJTÁS tervezése Összeállította: Dr. Szente József egyetemi docens Miskolc, 008. A lánchajtás tervezése során
MISKOLCI EGYETEM GÉPELEMEK TANSZÉKE OKTATÁSI SEGÉDLET a GÉPELEMEK II. c. tantárgyhoz GÖRGŐS LÁNCHAJTÁS tervezése Összeállította: Dr. Szente József egyetemi docens Miskolc, 008. A lánchajtás tervezése során
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
4. Elõlyukasztós, hátsóoszlopos vezetésu, sávfordítós szerszám (4 szerszámlap, 116. ábra)
") 92 Vágószerszámok szerkezet; megoldása egyszeres rendelés esetén felesleges a költséges, nagy, különleges szerszámok beszerzése úgy, hogya nagy szerszám költségek megtakarításán kívül nem kell gondoskodni
92 Vágószerszámok szerkezet; megoldása egyszeres rendelés esetén felesleges a költséges, nagy, különleges szerszámok beszerzése úgy, hogya nagy szerszám költségek megtakarításán kívül nem kell gondoskodni
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
ÍRÁSBELI FELADAT MEGOLDÁSA
 Versenyző kódja: 3 7/0. (VIII. 7.) NGM rendelet 34 5 0-07 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 34 5 0 SZVK rendelet száma:
Versenyző kódja: 3 7/0. (VIII. 7.) NGM rendelet 34 5 0-07 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 34 5 0 SZVK rendelet száma:
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA.
 Versenyző kódja: 5/014. (VIII. 6.) NGM rendelet 34 51 10 Szerszámkészítő MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLE ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: 34
Versenyző kódja: 5/014. (VIII. 6.) NGM rendelet 34 51 10 Szerszámkészítő MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLE ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: 34
Tájékoztató. Használható segédeszköz: számológép
 A 27/2012 (VIII. 27.) NGM rendelet (25/2014 (VIII.26.) NGM rendelet által módosított), a 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye
A 27/2012 (VIII. 27.) NGM rendelet (25/2014 (VIII.26.) NGM rendelet által módosított), a 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
54 520 01 0000 00 00 Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép, ceruza, körző, vonalzó.
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Segédlet a gördülőcsapágyak számításához
 Segédlet a gördülőcsapágyak számításához Összeállította: Dr. Nguyen Huy Hoang Budapest 25 Feladat: Az SKF gyártmányú, SNH 28 jelű osztott csapágyházba szerelt 28 jelű egysorú mélyhornyú golyóscsapágy üzemi
Segédlet a gördülőcsapágyak számításához Összeállította: Dr. Nguyen Huy Hoang Budapest 25 Feladat: Az SKF gyártmányú, SNH 28 jelű osztott csapágyházba szerelt 28 jelű egysorú mélyhornyú golyóscsapágy üzemi
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Tevékenység: Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit!
 Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
AUTÓIPARI ALAKÍTÁSTECHNOLÓGIA LEMEZALAKÍTÓ ELJÁRÁSOK
 AUTÓIPARI ALAKÍTÁSTECHNOLÓGIA 3. előadás LEMEZALAKÍTÓ ELJÁRÁSOK Dr. Rácz Pál egyetemi docens Budapest 2011. Lemezalakító eljárások Lemezalakításnak az olyan képlékenyalakító eljárásokat nevezzük, amelyeknél
AUTÓIPARI ALAKÍTÁSTECHNOLÓGIA 3. előadás LEMEZALAKÍTÓ ELJÁRÁSOK Dr. Rácz Pál egyetemi docens Budapest 2011. Lemezalakító eljárások Lemezalakításnak az olyan képlékenyalakító eljárásokat nevezzük, amelyeknél
4. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára
 c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára") 4. feladat Géprajz-Gépelemek (GEGET4B) c. tárgyból a űszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TOKOS TENGELYKAPCSOLÓ méretezése és szerkesztése útmutató segítségével 1. Villamos motorról
4. feladat Géprajz-Gépelemek (GEGET4B) c. tárgyból a űszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TOKOS TENGELYKAPCSOLÓ méretezése és szerkesztése útmutató segítségével 1. Villamos motorról
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
www.menet-szerszam.hu MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.)
") Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Hidegfolyató eljárások
 Indítsa el az animációkat! Figyelje meg a bélyeg és az anyag mozgását az előre- és a hátrafolyatás esetében! Döntse el, vajon miért nevezik előre és hátrafolyatásnak a műveleteket! Előrefolyatás Hátrafolyatás
Indítsa el az animációkat! Figyelje meg a bélyeg és az anyag mozgását az előre- és a hátrafolyatás esetében! Döntse el, vajon miért nevezik előre és hátrafolyatásnak a műveleteket! Előrefolyatás Hátrafolyatás
Acélszerkezetek. 3. előadás 2012.02.24.
 Acélszerkezetek 3. előadás 2012.02.24. Kapcsolatok méretezése Kapcsolatok típusai Mechanikus kapcsolatok: Szegecsek Csavarok Csapok Hegesztett kapcsolatok Tompavarrat Sarokvarrat Coalbrookdale, 1781 Eiffel
Acélszerkezetek 3. előadás 2012.02.24. Kapcsolatok méretezése Kapcsolatok típusai Mechanikus kapcsolatok: Szegecsek Csavarok Csapok Hegesztett kapcsolatok Tompavarrat Sarokvarrat Coalbrookdale, 1781 Eiffel
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat, keménységmérés
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Lemezalakítás. Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás
 Lemezalakítás Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás - A bemutatott példánál egy löket alatt két munkadarab készül Hulladékszegény darabolás Kivágás, lyukasztás - anyagszétválasztás
Lemezalakítás Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás - A bemutatott példánál egy löket alatt két munkadarab készül Hulladékszegény darabolás Kivágás, lyukasztás - anyagszétválasztás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Forgácsnélküli alakítás NGB_AJ010_1. Beugró ábrajegyzék
 Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
isd dunaferr termékkatalógus
 isd dunaferr termékkatalógus HIDEGEN HAJLÍTOTT IDOMACÉL TERMÉKEK A hidegen hajlított idomacélokat folyamatos görgős hajlítással állítjuk elő, tekercselt hasított szalagokból, az egymás mögé épített állványokba
isd dunaferr termékkatalógus HIDEGEN HAJLÍTOTT IDOMACÉL TERMÉKEK A hidegen hajlított idomacélokat folyamatos görgős hajlítással állítjuk elő, tekercselt hasított szalagokból, az egymás mögé épített állványokba
4. Sajtolás és fröccs-sajtolás
 4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Andó Mátyás Felületi érdesség matyi.misi.eu. Felületi érdesség. 1. ábra. Felületi érdességi jelek
 1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
Fogaskerékhajtás tervezési feladat (mintafeladat)
") 1. Kezdeti adatok: P 4 kw teljesítményszükséglet i.8 módosítás n 1 960 1/min fordulatszám α g0 0 - kapcsolószög η 0.9 fogaskerék hajtás hatásfoka L h 0000 h csapágyak megkívánt élettartama Fogaskerékhajtás
1. Kezdeti adatok: P 4 kw teljesítményszükséglet i.8 módosítás n 1 960 1/min fordulatszám α g0 0 - kapcsolószög η 0.9 fogaskerék hajtás hatásfoka L h 0000 h csapágyak megkívánt élettartama Fogaskerékhajtás
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Méretlánc átrendezés elmélete
 1. Méretlánc átrendezés elmélete Méretlánc átrendezés elmélete Egyes esetekben szükség lehet, hogy arra, hogy a méretláncot átrendezzük. Ezeknek legtöbbször az az oka, hogy a rajzon feltüntetett méretet
1. Méretlánc átrendezés elmélete Méretlánc átrendezés elmélete Egyes esetekben szükség lehet, hogy arra, hogy a méretláncot átrendezzük. Ezeknek legtöbbször az az oka, hogy a rajzon feltüntetett méretet
Anyagszerkezet és vizsgálat
 SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
Tartószerkezetek I. (Vasbeton szilárdságtan)
") Tartószerkezetek I. (Vasbeton szilárdságtan) Szép János 2012.10.11. Vasbeton külpontos nyomása Az eső ágú σ-ε diagram miatt elvileg minden egyes esethez külön kell meghatározni a szélső szál összenyomódását.
Tartószerkezetek I. (Vasbeton szilárdságtan) Szép János 2012.10.11. Vasbeton külpontos nyomása Az eső ágú σ-ε diagram miatt elvileg minden egyes esethez külön kell meghatározni a szélső szál összenyomódását.
Tipikus fa kapcsolatok
 Tipikus fa kapcsolatok Dr. Koris Kálmán, Dr. Bódi István BME Hidak és Szerkezetek Tanszék 1 Gerenda fal kapcsolatok Gerenda feltámaszkodás 1 Vízszintes és (lefelé vagy fölfelé irányuló) függőleges terhek
Tipikus fa kapcsolatok Dr. Koris Kálmán, Dr. Bódi István BME Hidak és Szerkezetek Tanszék 1 Gerenda fal kapcsolatok Gerenda feltámaszkodás 1 Vízszintes és (lefelé vagy fölfelé irányuló) függőleges terhek
Központosan nyomott vasbeton oszlop méretezése:
 Központosan nyomott vasbeton oszlop méretezése: Központosan nyomott oszlopok ellenőrzése: A beton által felvehető nyomóerő: N cd = A ctot f cd Az acélbetétek által felvehető nyomóerő: N sd = A s f yd -
Központosan nyomott vasbeton oszlop méretezése: Központosan nyomott oszlopok ellenőrzése: A beton által felvehető nyomóerő: N cd = A ctot f cd Az acélbetétek által felvehető nyomóerő: N sd = A s f yd -
Ajánlott szakmai jellegű feladatok
 Ajánlott szakmai jellegű feladatok A feladatok szakmai jellegűek, alkalmazásuk mindenképpen a tanulók motiválását szolgálja. Segít abban, hogy a tanulók a tanultak alkalmazhatóságát meglássák. Értsék meg,
Ajánlott szakmai jellegű feladatok A feladatok szakmai jellegűek, alkalmazásuk mindenképpen a tanulók motiválását szolgálja. Segít abban, hogy a tanulók a tanultak alkalmazhatóságát meglássák. Értsék meg,
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 1 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 1 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
A MEFA-rugós tartók kifejezetten a flexibilis csőrögzítésekhez, illetve aggregátorok elasztikus tartóihoz lettek kifejlesztve.
 MEFA - Rugós tartók Rugós tartók A MEFA-rugós tartók kifejezetten a flexibilis csőrögzítésekhez, illetve aggregátorok elasztikus tartóihoz lettek kifejlesztve. Alkalmazási és beépítési esetek: a) Csővezetékek
MEFA - Rugós tartók Rugós tartók A MEFA-rugós tartók kifejezetten a flexibilis csőrögzítésekhez, illetve aggregátorok elasztikus tartóihoz lettek kifejlesztve. Alkalmazási és beépítési esetek: a) Csővezetékek
Nagy teljesítmény Az új FORMAT GT
 Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Tűrés és illesztés. Készítette: Szűcs Tamás
 Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
54 521 01 0000 00 00 Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/21. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/21. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
KÉPLÉKENYALAKÍTÁS (GEMTT003-B) c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés
 c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés") KÉPLÉKENYALAKÍTÁS (GEMTT003-B) c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés Tantárgy órakimérete: 2 ea + 1 gy Félév elismerésének, az aláírás megadásának
KÉPLÉKENYALAKÍTÁS (GEMTT003-B) c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés Tantárgy órakimérete: 2 ea + 1 gy Félév elismerésének, az aláírás megadásának
RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához
 Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához A rugók olyan gépelemek, amelyek mechanikai energia felvételére, tárolására alkalmasak. A tárolt energiát, erő vagy nyomaték formájában képesek
Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához A rugók olyan gépelemek, amelyek mechanikai energia felvételére, tárolására alkalmasak. A tárolt energiát, erő vagy nyomaték formájában képesek
Vasbetonszerkezetek II. Vasbeton lemezek Rugalmas lemezelmélet
 Vasbetonszerkezetek II. Vasbeton lemezek Rugalmas lemezelmélet 2. előadás A rugalmas lemezelmélet alapfeltevései A lemez anyaga homogén, izotróp, lineárisan rugalmas (Hooke törvény); A terheletlen állapotban
Vasbetonszerkezetek II. Vasbeton lemezek Rugalmas lemezelmélet 2. előadás A rugalmas lemezelmélet alapfeltevései A lemez anyaga homogén, izotróp, lineárisan rugalmas (Hooke törvény); A terheletlen állapotban
ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat)
") ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat) Erővel záró nyomatékkötések Hatáselve: a kapcsolódó felületre merőleges rugalmas szorítás hatására a felület érintőjének irányába ható terheléssel ellentétes irányban ébredő
ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat) Erővel záró nyomatékkötések Hatáselve: a kapcsolódó felületre merőleges rugalmas szorítás hatására a felület érintőjének irányába ható terheléssel ellentétes irányban ébredő
Golyós hüvely Raktári program
 Golyós hüvely Raktári program A Tech-Con Hungária Kft. lineáris technika kategóriájában megtalálhatóak az NTN-SNR kiváló minőségű termékei. Mint tervező, fejlesztő és gyártó, az NTN-SNR a világ harmadik
Golyós hüvely Raktári program A Tech-Con Hungária Kft. lineáris technika kategóriájában megtalálhatóak az NTN-SNR kiváló minőségű termékei. Mint tervező, fejlesztő és gyártó, az NTN-SNR a világ harmadik
Melléklet MŰSZAKI PARAMÉTEREK. MVD ishear B / SZAKMAI JELLEMZŐK. Mechanikus lemezolló gép
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
CONSTEEL 8 ÚJDONSÁGOK
 CONSTEEL 8 ÚJDONSÁGOK Verzió 8.0 2013.11.20 www.consteelsoftware.com Tartalomjegyzék 1. Szerkezet modellezés... 2 1.1 Új szelvénykatalógusok... 2 1.2 Diafragma elem... 2 1.3 Merev test... 2 1.4 Rúdelemek
CONSTEEL 8 ÚJDONSÁGOK Verzió 8.0 2013.11.20 www.consteelsoftware.com Tartalomjegyzék 1. Szerkezet modellezés... 2 1.1 Új szelvénykatalógusok... 2 1.2 Diafragma elem... 2 1.3 Merev test... 2 1.4 Rúdelemek
Tűrések. 12. előadás
 Tűrések 12. előadás A kész munkadarabok többé-kevésbé eltérnek a rajzon ábrázolt munkadaraboktól Az eltérés háromféle lehet: méreteltérés alakeltérés helyzeteltérés Tűrésmező Széchenyi Tűrésmező A körülmények
Tűrések 12. előadás A kész munkadarabok többé-kevésbé eltérnek a rajzon ábrázolt munkadaraboktól Az eltérés háromféle lehet: méreteltérés alakeltérés helyzeteltérés Tűrésmező Széchenyi Tűrésmező A körülmények
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ
 RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
Használható segédeszköz: Függvénytáblázat, szöveges adatok tárolására és megjelenítésére nem alkalmas zsebszámológép
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 523 04 Mechatronikai technikus
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 523 04 Mechatronikai technikus
www.klauke.com LS 50-L FLEX 360 fokban forgatható fejű akkuhidraulikus lyukasztó szerszám
 www.klauke.com LS 50-L FLEX 360 fokban forgatható fejű akkuhidraulikus lyukasztó szerszám LS 50-L FLEX Akkuhidraulikus lyukasztó szerszám Rugalmas és könnyű. Állítható alumínium fej 360 fokban forgatható
www.klauke.com LS 50-L FLEX 360 fokban forgatható fejű akkuhidraulikus lyukasztó szerszám LS 50-L FLEX Akkuhidraulikus lyukasztó szerszám Rugalmas és könnyű. Állítható alumínium fej 360 fokban forgatható
9- Fordító és kitárazó egységek (a műhely méretei alapján lehetséges az illesztés)
") Formmaksan szegező sor A gép által elfogadott tűréshatár a raklap alkotóelemeinek méreteire vonatkozóan megegyezik az UNI/EURO által előírtakkal. Gyártási kapacitás: EUR/EPAL típusú raklapra vonatkozó
Formmaksan szegező sor A gép által elfogadott tűréshatár a raklap alkotóelemeinek méreteire vonatkozóan megegyezik az UNI/EURO által előírtakkal. Gyártási kapacitás: EUR/EPAL típusú raklapra vonatkozó
Tűrés. szóródás terjedelme
 GE2FB 1 Lektorálás előtti, nem végleges anyag Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. /
GE2FB 1 Lektorálás előtti, nem végleges anyag Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. /
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
LEMEZMEGMUNKÁLÓ GÉPEINK
 LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
Fa- és Acélszerkezetek I. 1. Előadás Bevezetés. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 1. Előadás Bevezetés Dr. Szalai József Főiskolai adjunktus Okt. Hét 1. Téma Bevezetés acélszerkezetek méretezésébe, elhelyezés a tananyagban Acélszerkezetek használati területei
Fa- és Acélszerkezetek I. 1. Előadás Bevezetés Dr. Szalai József Főiskolai adjunktus Okt. Hét 1. Téma Bevezetés acélszerkezetek méretezésébe, elhelyezés a tananyagban Acélszerkezetek használati területei
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak
 BSC szak") Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak A feladat részletezése: Név:.. Csoport:... A számításnak (órai)
Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak A feladat részletezése: Név:.. Csoport:... A számításnak (órai)