Bérczi Sz. - Cech V. - Hegyi S. : Technológia és informatika II. 1. CNC TECHNIKA. 1.1 Billentyőzet ismertetése Vezérlıtasztatúra
|
|
|
- Ödön Csonka
- 9 évvel ezelőtt
- Látták:
Átírás
1 1. CNC TECHNIKA 1.1 Billentyőzet ismertetése Vezérlıtasztatúra

2 1.1.2 Billentyőzetfunkciók: Beviteli billentyő Bevitel / kezelıi üzenetek törlése Szó / mondat törlése Szó módosítása Cím / mondat / szó keresése Cursor le / fel Cursor balra / jobbra Lapozás hátra / elıre Hiba nyugatázása A jelenlegi pozíció kétszeres nagyításban Az üzemmód kiválasztása

3 RESET Végrehajtás mondatonként Program állj / program start Orsó állj / orsó start Elıtolás állja / elıtolás start Fıorsó fordulatszám csökkentés / 100% / növelni Elıtolás / -gyorsjárat módosító korrekciós kapcsoló

4 1.1.3 Cím- és számbillentyőzet: SINUMERIK 810T: A jobb felsı sarokban található billentyővel átkapcsolhatjuk a másodlagos billentyőzet - funkcióra (SHIFT-billentyő) Ennek a gombnak az ismételt megnyomásával visszajutunk az elsıdleges funkcióhoz. Funktion K Funktion 6 van. Cím és billentyőfunkciók ábrázolása SINUMERIK 820T: Minden címnek illetve számnak saját billentyője Képernyı a többfunkciós (Softkey) billentyőkkel Képernyı softkey billentyőkkel A kezelıi felület a következı részekbıl áll: 1. az üzemmód kijelzése 2. az üzemállapotok kijelzése 3. az ellenırzı kódszám, üzenetek 4. a kezelınek szóló üzenetek kijelzése 5. beviteli sor 6. A csatornaszám kijelzése 7. a softkey funkciók kijelzése 8. visszaugrás az elızı menühöz 9. Softkey billentyők (F3-F7 billentyők) 10. ugyanazon menü további funkciói billentyő (PC F11 billentyő) A softkey-k (9) billentyők, többszörös funkciójú billentyők. A mindenkori visszajelzés a képernyı legalsó sorában (7) jelenik meg.

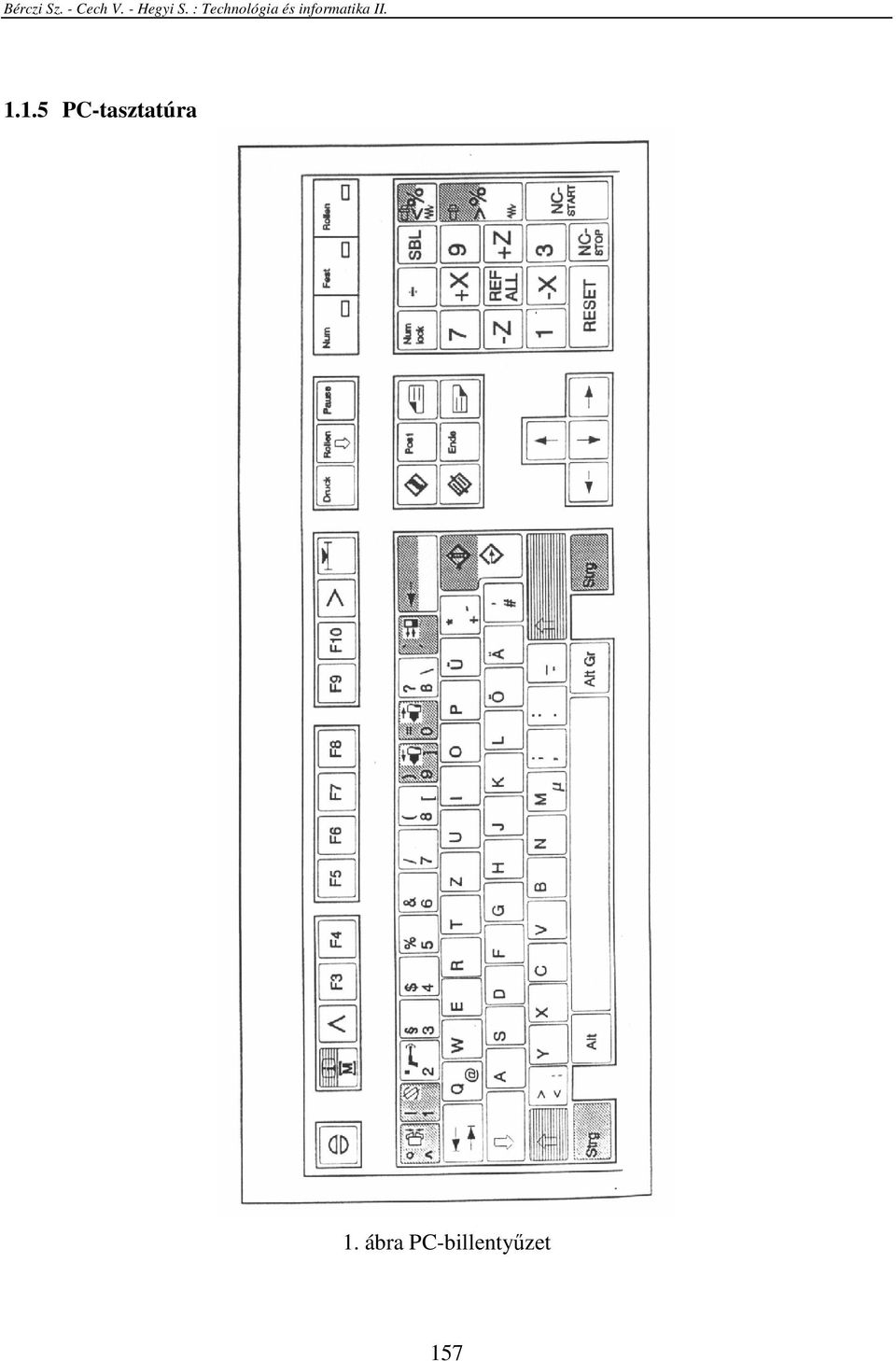
5 1.1.5 PC-tasztatúra 1. ábra PC-billentyőzet
6 1.2 Alapfogalmak Az EMCO esztergagépek vonatkozási pontjai M = gépi nullpont A gépi nullpont a gyártó által - rögzített - megváltoztathatatlan vonatkozási pont. Ebbıl kiindulva mérik be az egész gépet. Egyúttal az M a koordinátarendszer kiindulópontja R = Referenciapont Egy, véghelyzetkapcsolók által pontosan meghatározott pozíció a gép munkaterében. Az R referenciapont felvételével a vezérléssel közöljük a szán helyzetét. Minden áramkimaradás után szükséges a referenciapont felvétele N = szerszám vonatkozási pont A szerszámok bemérésének kiindulási pontja N a szerszámhordozó rendszer meghatározott helyén található, és a gyártó határozza meg W = munkadarabnullpont A megmunkáló programok méretláncának kiindulási pontja. A megmunkáló programon belül a programozó által szabadon megválasztható és tetszés szerint eltolható.

7 1.2.2 Nullponteltolás Az M gépi nullpont az EMCO esztergáknál a forgástengely és a fıorsó homlokfelületének metszéspontjában van. A programozás kiindulási pontjaként ez a helyzet nem alkalmas. Az úgynevezett nullponteltolással a koordinátarendszert a gép munkaterének megfelelı pontjába tolhatjuk el. A Settingdaten Nullpunktverschiebung (Nullponteltolási adatbevitel) menüben négy beállítható nullponteltolás áll rendelkezésre. Amikor definiálunk egy nullponteltolási értéket az adatbeviteli menüben, ez a programból ( a G54-57 utasításokkal) érvényesíthetı és a koordináta-nullpont a M pontból kiindulva megfelelı távolsággal eltolódik ( W munkadarabnullpont). A munkadarabnullpontot a megmunkáló alkatrészprogramon belül a G58, G59 programozható nullponteltolás utasítások segítségével tetszıleges gyakorisággal eltolhatjuk. Részletesebb információk a parancsleírási résznél található Koordinátarendszer Koordinátarendszer abszolút programozásánál A koordinátarendszer kezdıpontja az M gépi nullpontban, illetve nullponteltolás programozása után a W munkadarabnullpontban helyezkedik el. Az X koordináta a keresztszán irányában fekszik, a Z koordináta pedig a hosszszán irányában. A negatív irányú koordináták a munkadarab felé történı szerszámelmozdulásra, a pozitív irányú koordináták pedig a munkadarabtól való szerszámelmozdulásra vonatkoznak. Az egyes célpontokat a koordinátarendszer kezdıpontjától kiindulva a mindenkori X és Z távolságok megadásával határozzuk meg. Az X - irányú méreteket, mint átmérıméreteket adjuk meg (az ábrán látható méretezés szerint).
 érvényesíthetı és a koordináta-nullpont a M pontból kiindulva megfelelı távolsággal")
8 Kootarerdinándszer inkrementális programozás esetén A koordinátarendszer kezdıpontja N szerszámhivatkozási pontban illetve szerszám behívása után a szerszám csúcspontjában helyezkedik el. A koordinátatengelyek valamint a plusz és mínusz irányok megfelelnek az abszolút programozásánál leírtaknak. Inkrementális programozás esetén a szerszám tényleges elmozdulását adjuk meg (pontról-pontra). Az X-et radius mértékként értelmezzük A nullponteltolás bevitele Négy nullponteltolást adhatunk meg (pld. négy különbözı befogókészülékhez) - Mőködtesse valamelyik üzemmódban a SETTINGDATEN softkey-t - Mőködtesse továbbá a NULLPUNKT- VERSCH. softkey-t - A képernyın megjelenik a G54-G57 softkey billentyőkkel választhatók ki. - A meghatározott eltolási értékeket (pld. X = 0, Z = tokmányhossz) a NULLPUNKT- VERSCH alatt vihetjük be. - Ezen értékhez tartozó korrekciót a G54 nullponteltolás beviteli maszkja NULLPUNKTVERSCH ADD. felirat alatt vihetjük be. Ezek a korrekciók hozzáadódnak a mindenkor értékhez. - Mozgassa rá a cursort a cursormozgató billentyők segítségével a megváltoztatni kíván értékre. Adja meg az új értéket és nyomja meg a - Az invers formában megjelenı cursor a következı beviteli mezıbe ugrik. billentyőt Szerszámadatok meghatározása A szerszámadatok meghatározásának az a célja, hogy a szoftver a szerszámcsúcsot illetve a szerszám középpontot ne pedig a szerszám vonatkozási pontot alkalmazza pozícionáláshoz. Minden egyes megmunkálásra szánt szerszámot be kell mérni. Ez azt jelenti, hogy az N szerszámvonatkozási pont és a mindenkori szerszámcsúcs közötti távolságot meg kell határoznunk. Az úgynevezett szerszámadattárban tárolhatjuk el a bemért hosszkorrekciókat valamint a szerszámradiust és a vágóél helyzetét. Minden korrekciós szám (D1-D49) egy adott szerszámnak felel meg. A korrekciós szám megválasztás teljesen tetszıleges, azonban szerszámhossz kompenzációnál az alkatrészprogramban a megfelelı szerszámhoz tarozó korrekciós számot meg kell adni.

9 Példa Egy szerszám hosszkorrekcióit a 41-es korrekciós szám alatt tároltuk el. A szerszámot a szerszámtartó 4-es helyére fogtuk be. Szerszámfelhívás programból: T4 D41 A T cím a szerszámtartó helyzetét jelöli, a D cím pedig a hozzá tartozó korrekciós számot. A hosszkorrekciókat félautomatikusan, az élhelyzetet és a szerszámradiust manuálisan vihetjük be. Az élhelyzetet minden esetben meg kell adni! A szerszámradius megadása csak abban az esetben szükséges, amennyiben az adott szerszámhoz szerszámradius kompenzációt programozunk. A szerszámadatok bevitele egy 1-9 típusú szerszámokhoz: L1: X irányban abszolút módon megadva az N pontból radiusban L2: Z irányú abszolút méret az N pontból kiindulva R: szerszámradius Szerszámtípus: (1-9) élhelyzet Szerszámadatok bevitele 10-es típusú szerszámoknál L1: Z irányú abszolút méretbıl kiindulva Szerszámtípus: fúró (10) A Verschleiß (kopás) alatt pontatlanul meghatározott szerszámadatok, vagy pedig az idık során elhasználódott szerszám adatainak korrekciója történik, a bevitt hosszkorrekció és szerszámrádiuszok hozzáadódnak illetve levonódnak a megfelelı értékekbıl. X+ / -... inkrementális átmérıben Z+ / -... inkrementális R+ / -... inkrementális Hosszkorrekció Szerszámradius R

10 Élhelyzetek (szerszámtípusok) A szerszám típusának meghatározásához a szerszámot a gépen felfogott helyzetben kell elképzelni.

11 1.2.6 A szerszámadatok bevitele Valamennyi üzemmódban kiválaszthatjuk a WERKZ.KORR (szerszámkorrekció feliratú softkey funkciót. Ekkor megjelenik a szerszámadatok bevitelére szolgáló maszk. - Válassza ki a kívánt szerszámkorrekciós számot a illetve a billentyőkkel vagy pedig a szerszámkorrekciós szám beírásával, majd a Suchen (keresés) billentyő mőködtetésével. Pld. Pozícionálja a kurzort (invers sávkurzor) a Maszk a szerszámadatok beviteléhez billentyőkkel a kívánt beviteli mezıre. Írja be a kívánt korrekciós értéket a szánbilletyőzet segítségével. A bevitt érték a képernyı beviteli sorában válik láthatóvá. - Mentse le a korrekciós értéket a billentyő segítségével a korrekciós tárba. A kurzor ezek után a következı beviteli pozícióra illetve az utolsó érték bevitele után a soron következı szerszámkorrekciós számra ugrik rá. Hozzáadódó módosítás törlés billentyővel Szerszámbemérés érintı fogással Manuális módszer - Fogjuk be egy pontosan megmért munkadarabot. - Válassza ki a JOG üzemmódot. - Közelítse meg a szerszámváltó tárcsával a munkadarabot (álló fıorsó mellet). Csökkentse az elıtolást 1%-ra, helyezzen egy vékony papírdarabot a munkadarab és szerszámváltó tárcsa közé és közelítse meg a szerszámváltó tárcsával a munkadarabot úgy, hogy a papír már éppen ne legyen elmozdítható. - Olvassuk le és jegyezzük fel az aktuális Z irányú számpozíciót. - Távolodjunk el a szerszámváltó tárcsával a munkadarabtól és váltsuk be az elsı szerszámot.

12 - Közelítsük meg a szerszámmal a munkadarab homlokfelületét, helyezzünk be egy papírdarabot, csökkentsük le az elıtolást. - A szerszámkorrekció értéke (L2 = Z1-Z) az új (Z1) és a régi (Z) szerszámkorrekciók közötti különbségbıl számítható. - Az 1-es szerszámmal közelítsük meg a munkadarab külsı átmérıjét, helyezzünk be egy papírdarabot, csökkentsük le az elıtolást. - Olvassuk le és jegyezzük fel az X1 számpozíciót. - Az X1 számpozíciót és a D munkadarab-átmérı méretét átmérıként értelmezzük, az L1 szerszámkorrekciót viszont rádiuszként. X1 D - L1 = 2 - Írjuk be az L1 és L2 értéket, valamint a szerszámtípust, (élhelyzetet) és a szerszámrádiuszt a megfelelı korrekciós szám alá. - Fogjuk be a következı szerszámot és érintsük meg a munkadarabot és így tovább Automatikus szerszámbemérési módszer - Fogjunk be egy pontosan bemért átmérıjő munkadarabot. - Válassza ki a JOG üzemmódot. - Közelítse meg a szerszámváltó tárcsával a munkadarabot (álló fıorsó mellett).csökkentse az elıtolást 1 %-ra. Helyezzen egy vékony papírdarabot a munkadarab és a szerszámváltó tárcsa közé és közelítse meg a szerszámváltó tárcsával a munkadarabot úgy, hogy a papír már éppen ne legyen elmozdítható. - Olvassuk le a képernyırıl a Z számpozíció aktuális értékét és írjuk be a beviteli sorba. - Válasszuk ki az AUTOM WZK (automatikus szerszámkorrkeció) feliratú softkey funkciót. - Mozgassuk a kurzort REFERENZ Z feliratú beviteli mezıre és az aktuális Z pozíciót, amelyet a beviteli mezıbe elızıleg beírtunk, vegyük át a billentyővel, mint Z irányú referencia értéket. - Írjuk be a munkadarab rádiuszt, mint Referenz X -et. - Távolodjunk el a szerszámváltó tárcsával a munkadarabtól és váltsuk be az elsı szerszámot. - Közelítsük meg a szerszámmal a munkadarab homlokfelületét helyezzünk be egy papírdarabot, csökkentsük az elıtolást. - Írjuk be a szerszámkorrekciós számot, az NV-Nr = 53-at, mint nullponteltolási regiszterszámot és nyomjuk meg a SPEICH - ACHSE softkey billentyőt. - Az 1-es szerszámmal közelítsük meg a munkadarab külsı átmérıjét, helyezünk be papírdarabot és csökkentsük le az elıtolást. - Mőködtessük a SPEICH X ACHSE softkey billentyőt. - Fogjuk be a következı szerszámot és érintsük meg a munkadarabot és így tovább. Megjegyzés: Fúrószerszámoknál (10-es típus) L1 a fúró hosszát jelenti.

13 1.2.8 Szerszám adatbemérés optikával Az optikával történı szerszámbemérés hasonló elven történik mint az érintıfogásos módszer esetén. Az optikai módszer pontosabb, mivel elkerüljük a tényleges megérintést és az optika a szerszámot felnagyítja Manuális módszer - Szerelje fel az optikát a munkatérbe úgy, hogy a mérési pont a referencia szerszámmal valamint az összes bemérı szerszámmal elérhetı legyen. - Válasszuk ki a JOG üzemmódot. - Fogjuk be a referenciaszerszámot a szerszámváltó egyes szerszámhelyére. - Váltsuk be az 1-es szerszámpozíciót. - Közelítsük meg a referenciaszerszám csúcsával az optika szálkeresztjét. Megjegyzés: Az optikán keresztül a tárgy X- és Z irányban tükrözve jelenik meg. - A képernyırıl olvassuk le és jegyezzük fel az aktuális szálpozíciót. - A referenciaszám csúcsa X irányban az N szerszám vonatkozási pontban Z irányban pedig 30 mm-el elıtte helyezkedik el. Z N = Z - 30 X N = X - Váltsuk be a szerszámváltót és mozgassuk rá a bemérendı szerszámot a szálkeresztre. - A szerszámvonatkozási pont elızıleg meghatározott helyzete (X.. Z..) és az új szánpozíció közötti különbség adja az L1, L2 szerszámkorrekciós értéket. - A leolvasott X értéket átmérıként értelmezzük és ezért felezni kell ıket mivel L1 rádiuszméret. - Váltsuk be a következı szerszámot stb Automatikus módszer - Tároljuk el az optika koordinátáit valamelyik nullponteltolási regiszterbe. (G54-57) - Írjuk be ezt a nullponteltolást a szerszámkorrekció bevitelnél (nem G53).

14 1.2.9 Az üzemmódok áttekintése Ebben az üzemmódban a vezérlés az alkatrészprogram futtatásához egymás után hívja be és értékeli ki az egyes mondatokat. A kiértékelés valamennyi korrekciót figyelembe vesz, amely a programban szerepel. Az ily módon feldolgozott mondatokat a vezérlés egymás után lefuttatja. Az irányjelzésekkel ellátott billentyőkkel a szerszám manuálisan mozgatható. Az ÜBERSPEICHERN (softkey) almenüben bekapcsolhatjuk a fıorsót és forgathatjuk a szerszámváltót. A közbensı tárba programsorokat írhatunk be. A vezérlés végrehatja a beírt mondatokat és törli a közbensı tárat az újabb bevitelhez. Ebben az üzemmódban veszi fel a referenciapontot. A referenciapont elérésekor a referenciapont koordinátái beíródnak az aktuális értéket tároló regiszterbe. Ezáltal közöljük a szerszám munkatérben felvett helyzetét a vezérléssel. A referenciapontot a következı esetben kell felvenni: - A gép bekapcsolása után - Feszültség kimaradás esetén - REFERENZPUNKT ANFAREN (ref. pont felvétele) vagy REFPUNKT NICHT ERREICHT (ref. pont nincs felvéve) vagy hibaüzenetek után. - Ütközés után illetve ha szánok túlterhelés miatt leálltak. Ebben az üzemmódban a szánokat a kiválasztott lépésben ( in µm/10 inch pozícionálhatjuk a szánmozgató billentyők segítségével.

15 1.3 Kezelés Referenciapont felvétele A referencia-felvétel a gép és a vezérlés szinkronizálására szolgál - Válasszuk ki a REFPONT üzemmódot (SPS-el ellátott gépnél a REFPONT üzemmód a szoftver elindítása után automatikusan aktívvá válik) Mőködtesse vagy ill. vagy szánmozgató billentyőket a referenciapont adott irányú felvételéhez. A billentyő mőködetésével a referenciapont felvétele minden irányban automatikusan végrehajtásra kerül (PC-billentyőzet) Ütközésveszély Ügyeljen a munkatérben elhelyezkedı akadályokra, befogó eszköz, befogott munkadarab stb. A referenciapont elérése után ez a helyzet mint aktuális pozíció jelenik meg a képernyın. A vezérlés ekkor már szinkronban mőködik a géppel A hajtómőfokozat bevitele (csak EMCO PC-TURN 50-nél) Hogy a vezérlés helyesen tudja értelmezni a fordulatszámokat, közölnünk kell vele a gépen beállított hajtómőfokozatot. - Mőködtessük a tetszés szerint kiválasztott üzemmódban a SETTINGDATEN SOFTKEY BILLENTYŐT - Bıvítsük ki a kijelzett softkey menüt a softkey billentyővel. - Nyomjuk meg SPINDEL (fıorsó feliratú) softkey billentyőt - Mozogjunk rá kurzor billentyőkkel az Eingestellt Getriebstufe (Beállított hajtómőfokozat) feliratú beviteli mezıbe és írjuk be a megfelelı hajtómőfokozatot. 1-es hajtómőfokozat ford / perc 2-es hajtómőfokozat ford / perc 3-as hajtómőfokozat ford / perc A nyelv és a munkadarab könyvtár beállítása - Nyomjuk meg a SETTING DATEN softkey billentyőt - Bıvítsük ki a softkey menüsort a.. billentyővel és mőködtessük az ALLGEM DATEN (általános adatok) softkey billentyőt - A beviteli maszkban meghatározhatjuk a munkadarabkönyvtárat és az aktív nyelvet.

16 Munkadarab-könyvtár A munkadarab könyvtárban tároljuk a felhasználó által elıállított CNC-programokat. A munkadarab könyvtár annak a könyvtárnak egy alkönyvtára amelybe a szoftvert installáltuk. Írjuk be a munkadarab könyvtár nevét a PC-billentyőzet segítségével, maximum 8 karakter bevitelével, elérési útvonal nélkül. Amennyiben a könyvtár még nem létezik, automatikusan létrejön Aktív nyelv Az installált nyelvek közül választhatunk, a kiválasztott nyelv csak a szoftver újraindításával válik aktívvá. Bevitel PC-billentyőzetrıl: - DT - német - EN - angol - Fr - francia - SP- spanyol Programbevitel Az alkatrészprogramokat és az alprogramokat JOG, AUTOMATIC, INC und REFPOINT üzemmódban editálhatjuk Már meglévı és új program behívása - Mőködtessük a TEILEPROGRAMM (alkatrészprogram ) softkey billentyőjét - Nyomjuk meg az EDIT softkey billentyőt - Írjuk be a programszámot (%.. vagy L... ) - Nyomjuk meg PROG WAEHLEN (programválasztás) softkey billentyőt. Erre a meglévı program mondatai megjelennek a képernyın.

17 Mondatbevitel Példa: Mondatszám (nem okvetlenül szükséges) 1. szó 2. szó LineFeed - mondat vége (PC-billentyőzetnél ) Mondatbeszúrás Vigyük a kurzort az elé a mondat elé, amely a beszúrt mondatot követni fogja, és írjuk be a beszúrandó mondatot Mondattörlés Állítsuk a kurzort a törlendı mondat elé, írjuk be a mondatszámot ( ha nincs mondatszám: NO ) és nyomjuk meg a billentyőt Szó beszúrása Állítsuk a kurzort az elé a szó elé, amely a beszúrt szót követni fogja, írjuk be a szót (címet és értéket) és nyomjuk meg a billentyőt. Wort ändern Cursor vor das zu anderende Wort stellen, Wort eingebenund Tase drücken Szó törlése Állítsuk a kurzort a törlendı szó elé, vigyük be a címet (például X) és nyomjuk meg a billentyőt Programírás kezelıi támogatás alkalmazásával A megnyitott programba menübıl vihetünk be új program mondatokat. A gyakran használt G- és M- funkciókat a softkey billentyőkkel hívhatjuk le. Továbbá lehetıség van arra, hogy elızetesen definiált kontúrokat állítsunk elı anélkül, hogy a közbensı pozíciókat ki kellene számolnunk.
 és nyomjuk meg a billentyőt. 1.3.4.")
18 Például: Egyenesbıl és körbıl kialakított kontúr programozása - Nyomjuk meg az UNTERSTÜTZUNG (támogatás) softkey billentyőt - Mőködtessük a kontúr softkey -t - Nyomjuk meg a GRADE-KREIS (egyeneskör) softkey-t - Ekkor megjelenik az ábrán látható beviteli maszk. A kiválasztott kontúrelemet (egyenes-kör) grafikus kép jelenik meg. - Egymás után írjuk be a billentyőzet segítségével az egyes paramétereket. - Ha a beviteli mezıkben több paraméter kapcsos zárójelben jelenik meg, ebben az esetben csak egy értéket kell beírnunk. Beviteli maszk szoftveresen támogatott egyenes-kör kontur elıállításhoz. Amennyiben több értéket írtunk be, a felesleges paramétert a PARAM: LOESCH softkey-el törölhetjük ki. - Nyomjuk meg a SPEICH, SPECH MENÜ vagy SPEICH AUSWAHL softkey-t a bevitel lezárása céljából. - Ekkor a kontúrt az összes beírt geometriai paraméterrel, mint az alkatrészprogram mondatát tároljuk le. A szoftver automatikusan generálja a mondatvége (LF) jelet és kijelzi a beírt mondatot Programkezelés - Nyomjuk meg TEILE-PROGR. (alkatrészprogram) softkey-t - Mőködtessük a PROGR-HANDHAB. (File-kezelés) softkey-t - A softkey menüsorban a következı funkciók jelennek meg: COPY, RENAME, DELETE Program másolása Példa: - Írjuk be billentyőzetrıl: %88 = %5 - Mőködtessük a COPY softkey-t - A szoftver átmásolja a %88 számú programot és %5 programszám alatt lementi. A %88 számú program változatlanul megmarad.

19 Program átnevezés Példa: - Írjuk be billentyőzetrıl: %12=%15 - Mőködtessük a RENAME softkey-t. - A szoftver átnevezi a %12-es programot %15-re. A %12-es program nem marad meg Program törlése - Írjuk be billentyőzetrıl: %22 - Mőködtessük a DELETE softkey-t. - A szoftver törli a %22-es programot Adatok be- és kivitele - Nyomjuk meg a DATEN EIN-AUS softkey-t. - Ekkor megjelenik az ábrán látható beviteli maszk. - Eingabeschnitstelle (beviteli-port) alatt soros vonalat (les vagy 2-es) vagy meghajtót (A, B vagy C) adhatunk meg. 1 COM1 soros vonal 2 COM2 soros vonal A A hajlékony lemez-meghajtó B B hajlékony lemez-meghajtó C C merev lemezes meghajtó, a Beviteli maszk adat be- és kivitelhez. munkakönyvtár ( installációkor vagy pedig a Settingdaten ALLGEM DATEN almenüjében adhatjuk meg.) Adatbevitel COM1 / COM2 vonalon keresztül - Nyomjuk meg DAT-EIN START softkey-t. Ezáltal fogadóképes állapotba hozzuk a szoftvert. - A képernyı jobb felsı sarkában a DIO (Data Input / Output) felirat jelenik meg. A DATENART (adattípus feliratú beviteli mezı azokra az adatokra vonatkozik, melyek az adóállomásról érkeznek, (lyukszalag olvasó, hajlékony lemezes meghajtó) - Indítsuk el az adóállomást (hajlékony lemezes meghajtó esetében nem szükséges) - A STOP softkey-el bármikor megszakíthatjuk az adatbevitelt a DAT EIN START -al pedig tovább folytathatjuk. - Egyes adatok célorientált lehívása az adatbeviteli menüben nem lehetséges.

20 Adatimport A DATENIMPORT (adatimport) funkció segítségével adatokat importálhatunk az A, B és C meghajtókról. - Nyomjuk meg a DATENIMPORT softkey-t - Írjuk be a meghajtót (Beviteli készülék) - A Hauptprogramm (fıprogram) illetve Unterprogramm (alprogram) beviteli mezık alatt a következı programszámokat írjuk be: Anfang (kezdet) az elsıként beolvasandó program számát Ende (vég) az utolsóként beolvasandó program számát - Nyomjuk meg a HAUPTPROGR. illetve UNTERPROGR. softkey-t. Ezzel Beviteli maszk adatimporthoz elindíthatjuk az adatok beolvasásának folyamatát. - A STOP softkey-el bármikor megszakíthatjuk az adatbevitelt. - NC-programokat csak az A vagy a B meghajtóról importálhatunk Adatok kiküldése - Nyomjuk meg a DATEN AUSGABE (adatok kiküldése ) softkey-t - Ekkor az ábrán látható beviteli mask jelenik meg. - Az Ausgabenschnittstelle (adatküldési vonal) beviteli mezı alatt soros vonalat (1-es vagy 2-es) vagy meghajtót (A, B vagy C) adhatunk meg. - Ha lemezen levı adatokat küldünk ki, ezek ugyanebben a formátumban kerülnek kiküldésre, mint soros vonalon történı küldés esetén. - Ezeket az adatokat ezért a Beviteli maszk adatkiküldéshez DATENIMPORT menün keresztül kell beolvasni és nem szabad közvetlenül a programkönyvtárba másolni. - NC - programokat nem lehet kiküldeni C meghajtóra.

21 Adatok kinyomtatása - Nyomjuk meg a DATEN AUSGABE softkey-t - Ekkor megjelenik az ábrán látható beviteli maszk - Az Ausgabenschnittstelle (kiküldési vonal) beviteli mezı alatt P-vel választjuk ki a nyomtatási funkciót. Megjegyzés: A nyomtatót az LPT1 prot-hoz kell csatlakoztatni. Beviteli maszk nyomtatáshoz Példa: Program kiküldése - Nyomjuk meg a TEILEPROGRAMM softkey-t - Ekkor az ábrán látható beviteli mask jelenik meg. - A Hauptprogramm (fıprogram) illetve Unterprogramm (alprogram) beviteli mezık alatta a következı programszámokat írjuk be: Anfang (kezdet) az elsıként kiküldendı program számát Ende (vég) az utolsóként kiküldendı program számát - Nyomjuk meg a HAUPTPRT START illetve UNTERPR START softkey-t. - Ezzel elindítjuk a szoftver kiküldésének folyamatát. - A STOP softkey-el bármikor megszakíthatjuk az adatkiküldést, a HAUPTPR START illetve UNTERPR START -al pedig újra indíthatjuk az adatátvitelt az elsı megadott programmal kezdıdıen A soros vonalak beállítása Az adatátvitelhez az adó és vevı vonalakat azonosan kell beállítani. - SETTING DATEN - SETTING BITS softkey kiválasztása
22 Beállítások: Baudrate 110,150, 300, 600, 1200, 2400, 4800, 9600 Parity e, o, n Stopbits 1, 2 Datenbits 7, 8 Adatátvitel eredeti vezérlésrıl illetve -hoz csak ISO-coddal ISO: 7 adatbit, arty even (=e) Vezérlıparaméterek: Bit 0: 1... az átvitel csak ETX (End of Transmit) kóddal szakítható meg (nem M30, M17, M2- vel) - egymás után több program vihetı át. Bit 7: 1... Az alkatrészprogram felülírása visszajelzés nélkül történik Ha a program már létezik, hibajelzést kapunk. ETX-jelkód: szabadon beállítható, CNC gépen beállított kóddal meg kell egyeznie. Beállítása eredeti 810/820 vezérlésen - SETTING DATEN - SETTING BITS: : elsı vonal : második vonal 5028: EX jel 5010, 5012: , 5013: 11000xxx kódolt Baudrate 001: 150 db 010: 300 db 011: 600 db 100: 1200 db 101: 2400 db 110: 4800 db 111: 9600 db Programfuttatás Alkatrészprogram indítása Az alkatrészprogram indítása elıtt a vezérlést és a gépet be kell állítani az alkatrészprogramnak megfelelıen. - Válasszuk ki az AUTOMATIC üzemmódot - Írjuk be a kívánt alkatrészprogram számát (pld. %79) - Nyomjuk meg a nyomógombot
23 Üzenetek a programfuttatás alatt A képernyı elsı sorában jelennek meg az AUTOMATIC üzemmódot befolyásoló üzenetek HALT: AUTO unerbrochen (megszakítás) Az üzemmód változás vagy billentyő megnyomásának hatására. HALT: Einzelsatz (lépésenkénti üzemmód) A lépésenkénti üzemmódban egy mondat kerül végrehajtásra. Továbblépés a programban a billentyővel. HALT Pr. Halt MOO, MO1 Programfuttatás programozott megszakítása. A program folytatása a billentyővel. HALT: Einlesefrei (beolvasás engedélyezése) A beolvasás engedélyezése jel PLC kimenti jel. Az aktuális mondat még nem került teljesen végrehajtásra (pld: szerszámváltás). A következı programmondatot csak ezután hajtja végre a vezérlés. HALT: Verweilzeit (késleltetési idı). A programfuttatás a programozott késleltetési idı alatt felfüggesztésére kerül. FST FEED STOP. Ezt az üzenetet akkor kapjuk, ha az SPS megállítja a programot, hogy bizonyos mőveleteket pld. szerszámváltást végrehajtson Program befolyásolás A következıkben ismertetett softkey-k mőködtetésén keresztül befolyásolhatjuk a futó programot. - Mőködtessük a PROGR-BEEINFL softkey-t AUTOMATIC vagy MIDI-AUTOMATIC - A menüsorban a következı softkey-k jelennek meg: AUSBL JA-NEIN (mondat kiiktatása) PROBEL JA-NEIN (próbafuttatási elıtolás) PR HALT JA-NEIN ( programozott megállás) DEK-ES.JA-NEIN ( dekódolásos lépésenkénti üzemmód) Ezeknek a funkcióknak a kiválasztása a softkey-k mőködtetésével történik, a funkcióba való kilépés pedig a softkey-k ismételt mőködtetésével. Satz ausblenden (mondat kiiktatása) A programnak azok a mondatati, amelyet a mondatszám elé írt ferde vonallal nem jelölünk meg ( /N... ) program futtatásakor nem kerülnek végrehajtásra. Probelaufvorschub (próbafuttatási elıtolás). Ezt a funkciót munkadarab nélküli próbafuttatáshoz választjuk ki. Minden olyan mondat, amelyben elıtolást programoztunk (G02, G03, G33.. )a programozott elıtolással kerül végrehajtásra, az orsó pedig nem fog forogni. A próbafuttatási elıtolást a Settingdaten menüben állíthatjuk be.
24 Programmeiter Halt (programozott megállás). Amennyiben az alkatrészprogramban MO1 szerepel normál esetben nem fog az alkatrészprogram megállni. Amennyiben ez a softkey funkció elızetesen a JA bejegyzést kapja, ebben az eseten a program MO1-nél meg fog állni. Dekodierungseinzelsatz ( Dekódolásos lépésenkénti üzemmód) Ez a funkció a lépésenkénti üzemmódhoz hasonló módón mőködik. Amennyiben ezt a funkciót JA-val aktiváljuk, ebben az esetben a futó alkatrészprogram minden olyan mondata után, mely dekódolásra kerül, az alkatrészprogram meg fog állni. A billentyővel folytatható a program. A normál lépésenkénti üzemmódtól eltérıen a dekódolásos, lépésenkénti üzenetmód számítások végzése alatt is megáll Überspeichern (Paraméterek felülírása a közbensı tárolóban) Az ÜBERSPEICHERN funkcióval egy vagy több paramétert megváltoztathatunk a közbensı tárban. Az ÜBERSPEICHERN üzemmódhoz a programot meg kell állítani. - Nyomjuk meg a billentyőt. - Bıvítsük ki a softkey menüsort ( billentyő) és nyomjuk meg az UEBER-SPEICH billentyőt. - Ekkor a T szerszámpozíció az S fıorsó fordulatszám és a H segédfunkció, és az M kiegészítı funkció számára új paramétereket írhatunk be. - Mőködtessük a billentyőt, hogy a változtatásokat érvényesítsük és programot folytathassuk. - A program ezek után az új paraméterekkel fog futni, addig amíg a programban vagy újabb ÜBERSPEICHEN funkció révén meg nem változtatjuk Satzvorlauf (mondatra ugrás) Ezzel a funkcióval a programot annak tetszıleges helyére ugorva futtathatjuk. A Satzvorlauf alatt ugyan azokat a számításokat hajtja végre a vezérlés, mint normál programfuttatás esetén, viszont a szánok nem mozognak. - Mőködtessük a RESET ( billentyőt) - Válasszuk ki az AUTOMATIC üzemmódot - Bıvítsük ki a kijelzett Softkey menüt és nyomjuk meg a SATZ-VORLAUF billentyőt. - Írjunk be % jelet a fıprogram illetve L betőt alprogram esetén és nyomjuk meg a billentyőt.
25 - Írjuk be a programszámot billentyőzetrıl és nyomjuk meg a billentyőt. - Írjuk be azt a mondatszámot a VORLAUFZIEL feliratú mezıbe, amelytıl kezdıdıen a programot futtatni kívánjuk és nyomjuk meg a - Mőködtessük a START billentyőt. billentyőt. - A billentyővel indítsuk a programfutást Programmegszakítás 1. Módszer Átváltunk JOG vagy INC 1.. INC üzemmódokra. A váltáskor nem történik reset. A hajtások a programozott pályamozgások megtartása mellett leállnak. 2. Módszer Nyomja meg billentyőt. A hajtások a programozott pályamozgások megtartása mellett leállnak. Kijelzés: HALT: AUTO unterbrochen PLC állapotának kijelzése Csak PLC-vel (Programmable Logical Control = Speicher Progammeierbare Steuerung SPS = Tárolóban Programozható Vezérlés) ellátott gépeken mőködik )pld. szerszámváltóval mőködı PC - TURN 50) - Nyomjuk meg a DIAGNOSE softkey-t - Mőködtessük a PLC - STATUS softkey-t - A kijelzendı állapotokat közvetlenül beírhatjuk Pld.: EB10, h hex b binär d dezimal EB Bementi byte AB Kimeneti byte MB Jelzı byte SY S jelzı byte DB Adatelem DW Adatszó Z Számláló T Idı *.. Mielıtt a DW kijelzésre kerül a DB-vel ki kell választani egy adatelemet.
26 A szoftver verziószámának a kijelzése - Nyomjuk meg DIAGNOSE softkey-t - Nyomjuk meg SW-STAND softkey-t A rendszer kijelzi a kezelıfelület verziószámát és a csatlakoztatott RS-485 felhasználókat.
27 1.4 PROGRAMOZÁS Program felépítése A DIN szabványnak megfelelı NC-programozást alkalmazzunk. Az NC-program a vezérlés által tárolt programmondatok sorozatából áll. A munkadarabok megmunkálásakor ezeket a mondatokat a számítóegység a programozás sorrendjében beolvassa és felülvizsgálja. A megfelelı vezérlıjeleket a vezérlés kiküldi a szerszámgépre. A megmunkáló program áll: - Programszámból - NC-mondatokból - Az NC mondat - Szavakból - A szó - Címbıl - és számkombináció (tengelyenkénti címekhez adott esetben elıjellel) Felhasznált címek % Fıprogram száma 1-tıl 9999 L Alprogram száma 1-tıl 9999 N Mondatszám 1-tıl 9999 G M Útfunkció Kapcsolófunkciók, kiegészítı funkciók A Szög B Radiusz (pozitív elıjel) letörlés (negatív elıjel) D Szerszámkorrekció 1-tıl 49 F Elıtolás, késleltetési idı I, K Körparaméterek, menetemelkedés P Alprogram futtatások száma lépték R Átadott paraméterek ciklushoz S Fıorsó fordulatszám, forgácsolási sebesség T Szerszámbehívás ( szerszámváltó pozíció) X, Z Pozícióadatok (X. késleltetési idı is lehet) LF Mondatvég
28 1.4.3 M - FUNKCIÓK ÁTTEKINTÉSE M00 M01 M02 M03 M04 M05 M08 M09 M17 M20 M21 M25 M26 M30 M71 M72 Feltétlen programozott megállás Feltételes programozott megállás A fıprogram vége A fıorsó bekapcsolása jobbra A fıorsó bekapcsolása balra A fıorsó kikapcsolása Hőtıfolyadék kikapcsolása Hőtıfolyadék bekapcsolása Alprogram vége Szegnyereg elıre Szegnyereg vissza Befogóeszköz kilazítása Befogóeszköz szorítása Fıprogram vége Lefúvatás bekapcsolása Lefúvatás kikapcsolása CIKLUSOK ÁTTEKINTÉSE L93 Beszúróciklus L94 Beszúrási ciklus menetkifutáshoz L95 Nagyoló ciklus visszaesztergálása L96 Nagyoló ciklus visszaesztergálás nélkül L97 Menetvágóciklus L971 Hosszmenetvágóciklus G - FUNKCIÓK ÁTTEKINTÉSE G00 G01 1 G02 G03 G04 2 G09 2 G10 G11 G12 G13 Gyorsmenet Lineáris interpoláció Körinterpoláció Óramutató járásának megfelelı irányban Körinterpoláció Óramutató járásának ellentétes irányban Késleltetési idı Pontos megállás Polárkoordinátás interpoláció, gyorsmenet Polárkoordinátás interpoláció, lineáris interpoláció Polárkoordinátás interpoláció, körinterpoláció óramutató járásával megegyezı irányban Polárkoordinátás interpoláció, óramutató járásával ellentétes irányban
29 G33 Menetvágás, konstans emelkedés G40 1 Szerszámrádiusz kompenzáció feloldása G41 Szerszámrádiusz kompenzáció bal oldalról G42 Szerszámrádiusz kompenzáció jobb oldalról G48 Kontúrtól való eltávolodás, ahogyan megközelítettük G50 Léptékváltoztatás kiválasztása G51 Léptékváltoztatás kiválasztása G53 2 Nullponteltolás feloldása mondatonként G54 1 Nullponteltolás 1 G55 Nullponteltolás 2 G56 Nullponteltolás 3 G57 Nullponteltolás 4 G58 Programozható nullponteltolás 1 G59 Programozható nullponteltolás 2 G60 Pontos megállás módusz G62 Pontos megállás móduszánal feloldása G64 1 Pontos megállás móduszánal feloldása G70 Méretmegadás collban G71 Méretmegadás milliméterben G90 1 Abszolut programozás G91 Inkrementális programozás G92 Fordulatszám behatárolás G94 Percenkénti elıtolás G95 Fordulatonkénti elıtolás G96 1 Állandó forgácsolási sebesség G97 Konstans fordulatszám G147 A kontúr fokozatos megközelítés egyenes mentén G148 Fokozatos eltávolodás kontúrtól egyenes mentén G247 A kontúr fokozatos megközelítése negyed körív mentén G248 Fokozatos eltávolodás kontúrtól negyed körív mentén G347 A kontúr fokozatos megközelítése félkör ív mentén G348 Fokozatos eltávolodás a kontúrtól félkörív mentén 27 Mondatonként maximum 4 parancs megengedett 1.. Bekapcsolási állapot 2.. Csak mondatonként érvényes
30 1.4.6 PARANCSOK LEÍRÁSA G - funkciók G00 Gyorsmenet Szánok maximális sebességgel közelítik meg a programozott célpontot pld. szerszámváltási pozíció a következı forgácsolási mővelet kezdıpontja Megjegyzés: - A G00 alatt a vezérlés nem veszi figyelembe a programozott szánelıtolást (F) - A gyorsmeneti sebességet a gyártó határozza meg. - Az elıtolást módosító kapcsoló (0-120 %) aktív állapotban van. Példa absolut G90 N50 G00 X40 Z56 inkermentell G91 N50 G00 X-30 Z-30.5 Formátum N.. G00 X.. Z G01 Lineáris interpoláció Formátum N... G01 X... Z... F... Egyenesvonalú elmozdulás (sík, hossz, kúpesztergálás) mm/ford.-ban (= bekapcsolási állapot) programozott elıtolási sebességgel Példa G90 absolut... N20 G01 X40 Z20.1 FO.1 oder N20 G01 X40 A FO.1 G91 inkermentall... N20 G01 X10 Z-25.9 FO.1
31 G02 Körinterpoláció Óramutató járásának megfelelı irányban G03 Körinterpoláció Óramutató járásával ellentétes irányban Formátum N... G02/G03 X... Z... I... K... F... oder N... G02/G03 X... Z... B... F... XZ A körív végpontja (abszolút vagy inkrementális) I, K Inkrementális körinterpolációs paraméter (a START pont távolsága a körközépponttól, I az X, K pedig a Z tengelyhez van hozzárendelve.) B A körív rádiuszát (+B a félkörnél kisebb- B a félkörnél nagyobb körív esetén )az IK paraméterek helyett adhatjuk meg. A szerszám a definiált ív mentén az F alatt programozott elıtolási sebességgel közelíti meg a célpontot. Megjegyzés: Ha I-nek vagy K-nak 0 az értéke nem kell megadni az illetı paramétert. A körív végpontjának a helyzetét a vezérlés kontrolálja a tőrési tartomány m (számítási, kerekítési hiba megengedett) A G02, G03 programozásakor a nézıpont mindig a forgási tengely mögött helyezkedik el (DIN szabvány szerint) attól függıen, hogy a megmunkálás a forgási tengely elıtt vagy mögött történik G04 Késleltetési idı Format N.. G04 X/F.. (sec) A szerszám az X vagy az F címek alatt definiált idıtartamra megáll (a legutoljára felvett pozícióban) - éles sarkok - átmentek - beszúrás - lekerekítés - tisztítás - pontos megállás Megjegyzés:
32 - A késleltetési idı akkor kezdıdik miután az elızı mondat forgácsolási sebessége elérte a 0 értéket - A késleltetési idı megadása a fordulatok számával nem lehetséges Például N75 G04 X2.5 (Késleltetési idı = 2,5 sec) G 09 Pontos megállása Formátum N.. G09 A következı mondat csak akkor kerül végrehajtásra, ha a G09-et tartalmazó mondat lefutott és a szánok lefékezıdtek. Ezáltal a sarkok nem kerekítıdnek le és pontos átmeneteket érünk el. A G09 mondatonként érvényes G10 - G13 Polárkoordinátás interpoláció G10 G11 G12 G13 Gyorsmenet Lineáris interpoláció Körinterpoláció óramutató járásával megegyezı irányban Körinterpoláció óramutató járásával ellentétes irányban A szög és rádius méretekkel méretezett rajzok polárkoordináták segítségével közvetlenül programozható. Az elmozdulási utak meghatározásához a vezérlésnek szüksége van a középpont, a rádiusz és a szög megadására. A középpontot derékszögő koordinátarendszerben (X, Z ) és elsı programozáskor abszolút méretben kell megadni. A késıbbi inkrementális bevitel (G91) mindig az utoljára programozott középpontra vonatkozik. A Rádiuszt a B cím alatt programozzuk, a szöget pedig A cím alatt. A szög annak a tengelynek + irányában mérve 0 fok, amelyet a középpont megadásakor elsıként programoztunk. A szöget pozitív elıjellel visszük be (az óramutató járásával ellentétes irányba).
33 G33 Menetvágás Format N.. G33 X... Z... I/K.. I/K I K Menetemelkedés (mm) X irányban hossz Z irányban (sík) Egyenes, kúpos és sík meneteket vághatunk. Mindig azt az emelkedést kell megadnunk, amely megfelel a menet fı irányának (hossz vagy sík). Recézı megmunkálásokat is programozhatunk. Megjegyzés: - Az elıtolás- és a fıorsó fordulatszámának befolyásolása G33 alatt hatástalan. - Ajánlatos megfelelı beszúrás alkalmazása a ráfutáshoz és a kifutáshoz G40/G41/G42 Szerszámrádiusz kompenzáció A szerszámbeméréskor a vágólapkát csupán két pontban mérjük be (X és Z tengely mentén megérintve). A szerszámkorrekció ezért az elméleti szerszámcsúcsra vonatkozik. Ez a pont írja le a munkadarab programozott kontúrját. A tengelyirányokban történı elmozduláskor (hossz- vagy síkesztergálás) a forgácsoló lapka érintési pontjaival történik a megmunkálás. Ilyenkor nem keletkezik mérethiba a munkadarabon.
34 Mindkét tengely mentén történı egyidejő elmozduláskor (kúp, rádiusz) az elméleti szerszámpont helyzete nem egyezik meg a szerszámlapka valóságos forgácsolási pontjával. Ilyenkor mérethibák keletkeznek a munkadarabon. Maximális kontúrhibák szerszámradius kompenzáció nélkül 45 fokos elmozdulás esetén. Szerszámrádius 0,4 mm... 0,16 mm pályaeltérés.. 0,24 mm X és Z irányban. szerszámrádiusz korrekció esetén ezeket a mérethibákat a vezérlés automatikusan kiszámítja és kompenzálja G40 A szerszámrádiusz kompenzáció feloldása A szerszámrádiusz kompenzációt a G40 paranccsal oldjuk fel. A feloldás csak egy egyenes vonalú elmozdulással összefüggésben megengedett (G00, G01). A G40-et a G00 illetve G01-et tartalmazó mondatban, vagy pedig az azt megelızı mondatban programozhatjuk. G40-et legtöbbször a szerszámváltási pontra történı visszaállásnál definiáljuk.
35 G41 Szerszámrádius kompenzáció bal oldalról Amennyiben a szerszám (elıtolási irányában nézve) a megmunkáló kontúr bal oldalán helyezkedik el G41 -et kell programozni. Megjegyzés: - A G41 és G42 közötti közvetlen váltás nem megengedett - elızıleg fel kell oldani G40- el. Az R szerszámrádiuszt és az élhelyzetet (szerszámtípust) feltétlenül meg kell adni. A G41-et a G00 illetve G01 utasításokkal összefüggésben kell programozni G42 A szerszámradius kompenzáció jobb oldalról Amennyiben a szerszám (az elıtolás irányában nézve) a megmunkálandó kontúrtól jobbra helyezkedik el G42-öt kell programozni. Megjegyzés lásd G41! G48 A kontúrtól való eltávolodás, ahogyan megközelítettük Formátum N.. G48 X... Y... U... Azért, hogy a szerszámnyomokat elkerüljük, a kontúrt tangenciálisan kell megközelíteni, illetve attól eltávolodni. A megközelítéshez illetve eltávolodáshoz a következı funkciók állnak rendelkezésre. G147 megközelítés lineárisa G247 Megközelítés negyed körív mentén G347 megközelítés félkör mentén G48 eltávolodás a kontúrtól, ahogyan azt megközelítettük
36 G148 eltávolodás a lineárisan G248 eltávolodás negyedkörív mentén G348 eltávolodás félkör mentén lásd G147 - G348 A G48 behívásakor a G41 vagy G42-nek aktívnak kell lenni. A G48 azt eredményezi, hogy a kontúrtól ugyanazon a módon távolodunk el, mint ahogyan azt megközelítettük. A G48 mondatonként érvényes. A G48 -at követı mondat után a G40 automatikusan aktívvá válik G50 Léptékváltoztatás feloldása G51 Léptékváltoztatás kiválasztása Formátum N.. G50 N.. G51 X.. Z.. P.. Az X-el és Z-vel a léptékváltoztatás vonatkozási pontját adjuk meg (P B )P-vel pedig magát a léptéket. Amennyiben az X-et és Z-t nem adjuk meg, abban az esetben X=0, Z=0 lesz a vonatkozási pont. A léptékváltoztatás által a következı paramétereket számítja át a vezérlés: - Tengelykoordinátákat - Interpolációs paramétereket - Rádiuszokat / élletörések - Programozható nullponteltolás G53 Nullponteltolás feloldása mondatonként Formátum N... G53 A gépi nullpont helyét a gyártómő határozza meg, (EMCO esztergagépeknél a forgástengely és a fıorsó homlokfelületének a metszéspontja). Bizonyos mőveletek (szerszámváltás, mérési pozíció) a munkatér azonos helyén történnek. G53-al valamennyi nullponteltolás a program mondatra érvényes szerszámkorrekciók kivételével érvényét veszti és a koordináta megadások a gépi nullpontra vonatkoznak.
37 G54-57 Abszolut nullponteltolás (1-4-ig) Formátum N... G54/G55/G56/G57 A munkatérben 4 pozíciót jelölünk ki elızetesen, mint nullpontot (pld. fixen szerelt befogó eszközök pontjai). A nullponteltolási értékeket a Settingdaten Nullpunkverschiebung menüpontok alatt vihettük be. Ezeket a nullponteltolásokat a G54-G57 parancsokkal érvényesíthetjük. A G54 bekapcsolási állapot és minden érvényesítés nélkül is aktív G58-G59 Programozható, hozzáadódó nullponteltolások Formátum N... G58/G59 X... Z... Ezek a nullponteltolások hozzáadódnak a mindenkor érvényes nullponteltoláshoz (G54-G57). Egyébként a G54 G59-es a nyers munkadarab hosszát szoktuk figyelembe venni. A program végén programmegszakítás és RESET esetén a G58, G59 hatása megszőnik. A G58, G59 parancsok mondatonként érvényesek, az ezáltal megcélzott nullponteltolások azáltal lesznek aktívak, amíg azokat meg nem változtatjuk, vagy fel nem oldjuk G60 Pontos megállás modusz Formátum N... G60 A következı mondat csak azután kerül végrehajtásra, ha a szánok már lefékezıdtek. Ezáltal a sarkokat a gép nem kerekíti le és pontos átmeneteket érhetünk el. A G60 addig érvényes, amíg azt G62-vel vagy G64-el fel nem oldjuk.
38 G62, G64 A pontos megállás moduszának feloldása Formátum N... G6264 A célpont X-irányban történı elérése elıtt a Z-tengely már felgyorsul. Ezáltal egyenletes mozgást érhetünk el kontúrátmenteknél. A kontúrátmenet nem lesz pontos (parabola, hiperbola). A kontúrátmenetek mérete normál esetben a rajzon megadott tőréshatáron belül lesz. A G62 és G64 parancsok hatása ennél a szoftvernél azonos, azonban a Sinumerik 810/820T-nél különbözı G70 Méretmegadás collban Formátum N5 G70 A G70 parancs programozása által a vezérlés a következı adatokat collos mértékrendszerre váltja át: - X, Z utinformációk - I, K interpolációs paraméterek - +B, -B élletörések, rádiuszok Megjegyzés: - Az áttekinthetıség érdekében a G70-et az elsı programmondatban definiáljuk. - G70 és G71 parancsok között kiváltás programon belül megengedett - A metrikus / collos beviteli rendszer tartós átállítása a DIAGNOSE, NC-MD menüpontok alatt lehetséges. Ez az átállítás minden értékre és kijelzésre vonatkozik és áram be- és kikapcsolása esetén is megmarad G71 Méretmegadás miliméterben Formátum N5... G71 Analóg a G70-el!
39 G90 Abszolút programozás Formátum N... G90 A címeket a következıképpen kell programozni: X... átmérı Z+- abszolút, a munkadarab nullpontra vonatkoznak Megjegyzés: A G90 és G91 közötti közvetlen váltása a mondaton belül nem megengedett. A (G90, G91) más G funkciókkal összefüggésben is programozhatók. (N... G90 G00 X... Z... ) G91 Inkrementális programozás Formátum N... G91 A címeket a következı módon kell programozni: X.... munkadarabrádiusz+ Z.... inkrementális (tényleges) elıjeles elmozdulási út Megjegyzés analóg a G90-es G92 Fordulatszám lehatárolás Formátum N.. G92 A G92-es paranccsal a maximális fıorsó fordulatszámot (U/min) határozhatjuk meg az alkatrészprogram számára (csak G96-tal kapcsolatban érvényes). Az S cím alatt írjuk be a kívánt értékeket. Ezt a parancsot programozott (állandó) forgácsolási sebességgel összefüggésben alkalmazzuk. Nem szerepelhet további parancs ugyanabban a mondatban G94 Percenkénti elıtolás A G94 parancs hatására minden F (elıtolás) alatt definiált értéket mm/perben (inch/percben) értelmez a vezérlés.
40 G95 Fordulatonkénti elıtolás G95 parancs hatására minden F alatt definiált értéket mm/fordulatban (inch/fordulatban) értelmez a vezérlés G96 Állandó forgácsolási sebesség Mértékegység: m/perc, (feet/min) A vezérlés folyamatosan kiszámítja a mindenkori átmérınek megfelelı fıorsó fordulatszámot. Nulla körüli átmérı értékeknél a fordulatszámnak végtelenre kellene növekednie, a valóságban a mindenkori gép maximális fordulatszámig fut fel és hibajelzés nélkül megy tovább a program. Amennyiben a max. fordulatszám az adott célra túl magas (pld. korlátozott tokmányfordulatszám, kiegyensúlyozatlan munkadarab,...) ebben az esetben a G96-hoz kiegészítés képpen G92-t kell programoznunk. Az elıtolás akkor automatikusan G95-re állítódik át (mm/ford.). X-irányban nem lehet aktív nullponteltolás G97 Konstans fordulatszám Mértékegység: ford / perc A G96 feloldása és az utoljára érvényes elérendı fordulatszám tartása. Ezután az S-t mm/percben programozzuk G 147 A kontúr fokozatos megközelítése egyenes mentén G 148 Fokozatos eltávolodás kontúrtól egyenes mentén G 247 A kontúr fokozatos megközelítése negyed körív mentén G 248 Fokozatos eltávolodás kontúrtól negyed körív mentén G 347 A kontúr fokozatos megközelítése félkörív mentén G 348 Fokozatos eltávolodás kontúrtól félkörív mentén
41 Formátum N5 G147/247/347/248/348 X..Z..B.. - A kontúr megközelítési illetve eltávolodási funkciók mondatonként érvényesek. - A megközelítési parancsot tartalmazó mondatban meg kell adni: A kontúr P0 kezdıpontjának koordinátáit, a B értéket (Megközelítési szakasz a kontúr érintése nélkül) - Az eltávolodási parancsot tartalmazó mondatban meg kell adnunk: A kontúrelhagyását követı PE végpont koordinátáit. A B értéket (eltávolodási szakasz a kontúr érintése nélkül) - A megközelítés illetve eltávolodási parancsokat tartalmazó mondatokban nem programozhatunk további elmozdulási utasításokat. - A megközelítés és az eltávolodás mondata után nem állhat pusztán segédfunkciót tartalmazó mondat. - A megközelítési utasítást tartalmazó mondat elıtt G41 vagy G42-nek aktívnak kell lennie. - Az eltávolodás mondatában a rendszer automatikusan generál G40-es utasítást, ez azt jelenti, hogy a G41-et vagy G42-t utána újra kell programozni. - Azoknál a kontúroknál, amelyeket kontúrleíró utasításlánccal programozunk, nem alkalmazhatunk fokozatos megközelítést és eltávolodást. PA A kontúr megközelítése elıtti kezdıpont PS Támaszpont, az U megadása után számítja ki a vezérlés PO A megközelítés végpontja = a kontúr kezdıpontja PE A kontúr elhagyását követı végpont R Szerszámrádiusz B Megközelítési szakasz érintkezés nélkül Szaggatott vonal: A marószerszám középpontjának pályája.
42 1.4.7 M funkciók ismertetése M00 Feltétlen programozott megállás Ez a parancs az alkatrészprogram futásának megállítását eredményezi. A fıorsó, az eltolások és a hőtıfolyadék funkciók kikapcsolnak. A forgácsvédı burkolat ajtaját anélkül kinyithatjuk, hibaüzenetet kapnánk. A forgácsvédı futását az NC START billentyővel folytathatjuk M01 Feltételes programozott megállás M01 hasonlóan mőködik mint az M00, azonban csak abban az esetbe, ha a PROGRAMMBEEINFLUSSUNG (Programbefolyásolás) PROGRAMMIERTER HALT JA funkciója be van kapcsolva M02 A fıprogram vége Az M02 utasítás minden hajtást lekapcsol és a számító egység visszaugrik a program elejére. Azonkívül a darabszámláló 1 -el növekszik M03 Fıorsó bekapcsolása jobbra Amennyiben fordulatszám illetve vágósebesség értéket programoztunk, a forgácsvédı burkolatot bezártuk, a fıorsó bekapcsol. M 03-at kell alkalmaznunk jobbos vagy fej felett befogott szerszámok esetén ha a szerszám a forgástengely mögött helyezkedik el M04 fıorsó bekapcsolása balra Az M03-as utasításnál leírtakkal azonos feltételek érvényesek. M04-es utasítást alkalmazunk balos vagy normál módon befogott szerszámok esetén, ha a szerszám a forgástengely mögött helyezkedik el M05 Fıorsó kikapcsolása A fıhajtás lefékezése elektromos úton történik. A program végén a fıorsó automatikusan kikapcsol.
43 M08 Hőtıfolyadék kikapcsolása Csak EMCO PC TURN 120-nál. A hőtıfolyadék áramlása megszőnik M09 Hőtıfolyadék bekapcsolása Csak EMCO PC TURN 120-nál. A hőtıfolyadék áramlása megindul M17 Alprogram vége Az alprogram utolsó mondatában írjuk be, a mondatban egyedül vagy más funkciókkal együtt állhat. Az alprogram behívása nem állhat azonos mondatban az M17-el. (Skatulyázás) M20 Szegnyereg elıre Csak villamos mőködtetéső szegnyereggel, mint tartozékkal ellátott gépeknél lehetséges. A szegnyereg elıre mozog M21 Szegnyereg vissza Csak villamos mőködtetéső szegnyereggel, mint tartozékkal ellátott gépeknél lehetséges. A szegnyereg visszaáll M25 Befogóeszköz kilazítása Csak automatikus befogóeszközzel, mint tartozékkal ellátott gépeknél. A befogóeszköz kinyit M26 Befogóeszköz szorítása Csak automatikus befogóeszközzel, mint tartozékkal ellátott gépeknél. A befogóeszköz szorít M30 Fıprogram vége Azonos hatású az M02-vel M71 Lefúvatás bekapcsolása Csak lefúvató eszközzel, mint tartozékkal ellátott gépeknél. A lefuvatókészülék bekapcsol.
44 M72 Lefúvatás kikapcsolása Csak lefuvatókészülékkel, mint tartozékkal ellátott gépeknél. A lefuvatókészülék kikapcsol Ciklusok ismertetése A ciklusokat úgy programozzuk, hogy elıször az R-paramétereket írjuk be a programba, majd azután behívjuk a ciklust az ismétlések számának (P) megadásával. Példa N... R20=... R21=... R22=... R24=... R25=... R26=... R27=... R28=... R29 =... R30=... L95 P2 Ez azt jelent, hogy L95-ös ciklus a beprogramozott paraméterekkel kétszer fut le. Megjegyzés: Maximum 10 R paramétert programozhatunk mondatonként L93 Beszúróciklus A beszúróciklus lehetıvé teszi hossz, homlokirányú, külsı és belsı beszúrások elıállítását. Megjegyzés: - A beszúrószerszám mindkét forgácsoló élét be kell mérni és a bemért adatokat két szomszédos szerszámkorrekciós tárba be kell írni. (Pld. D21 és D22) - A homlokbeszúrásokat mindig az alacsonyabb szerszámkorrekcióval kell programozni.
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Bevezetés. Készítette: Dr. Boza Pál Ph.D. Computer omputer Numerical Control. NC Sz. Számjegyvezérlés 2003-12-08 1
 Bevezetés Computer omputer Numerical Control NC Sz Számjegyvezérlés 2003-12-08 1 Alapfogalmak A CNC szerszámgépek alkalmazási területe: A CNC szerszámgép különösen gazdaságos: Közepes sorozatnagyságnál
Bevezetés Computer omputer Numerical Control NC Sz Számjegyvezérlés 2003-12-08 1 Alapfogalmak A CNC szerszámgépek alkalmazási területe: A CNC szerszámgép különösen gazdaságos: Közepes sorozatnagyságnál
FORTE MAP 5.0 Felhasználói tájékoztató
 FORTE MAP 5.0 Felhasználói tájékoztató InterMap Kft 2010 Tartalom FORTE MAP 5.0 Felhasználói tájékoztató... 0 A kezelőfelület ismertetése... 1 Navigálás a térképen... 1 Objektum kijelölése... 3 Jelmagyarázat...
FORTE MAP 5.0 Felhasználói tájékoztató InterMap Kft 2010 Tartalom FORTE MAP 5.0 Felhasználói tájékoztató... 0 A kezelőfelület ismertetése... 1 Navigálás a térképen... 1 Objektum kijelölése... 3 Jelmagyarázat...
EDC gyors üzembe helyezési útmutató
 EDC gyors üzembe helyezési útmutató ALAPFUNKCIÓK Az útmutató az EDC szervó meghajtó alapvető funkcióival ismerteti meg a felhasználót, és segítséget nyújt az üzembe helyezés során. Az útmutató az alábbi
EDC gyors üzembe helyezési útmutató ALAPFUNKCIÓK Az útmutató az EDC szervó meghajtó alapvető funkcióival ismerteti meg a felhasználót, és segítséget nyújt az üzembe helyezés során. Az útmutató az alábbi
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
2011. ÍRÁSBELI ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY NCT-90T. április 14-16. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY NCT-90T ÍRÁSBELI április 14-16. 2011. A kidolgozás időtartama: 180 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft. ISCAR
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY NCT-90T ÍRÁSBELI április 14-16. 2011. A kidolgozás időtartama: 180 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft. ISCAR
Üresként jelölt CRF visszaállítása
 Üresként jelölt CRF visszaállítása Ha egy CRF vagy bizonyos mező(k) ki vannak szürkítve (üresként jelölve), akkor a megjelölés üresként eszközre kell kattintania, majd törölni a kiválasztott jelölőnégyzet
Üresként jelölt CRF visszaállítása Ha egy CRF vagy bizonyos mező(k) ki vannak szürkítve (üresként jelölve), akkor a megjelölés üresként eszközre kell kattintania, majd törölni a kiválasztott jelölőnégyzet
Ablakok használata. 1. ábra Programablak
 Ha elindítunk egy programot, az egy Ablakban jelenik meg. A program az üzeneteit szintén egy újabb ablakban írja ki számunkra. Mindig ablakokban dolgozunk. Az ismertetett operációs rendszer is az Ablakok
Ha elindítunk egy programot, az egy Ablakban jelenik meg. A program az üzeneteit szintén egy újabb ablakban írja ki számunkra. Mindig ablakokban dolgozunk. Az ismertetett operációs rendszer is az Ablakok
NEX-3/NEX-5/NEX-5C A-DTR-100-72(1) 2010 Sony Corporation
 2010 Sony Corporation") NEX-3/NEX-5/NEX-5C A jelen förmverfrissítés által biztosított új funkciók és vonatkozó műveleteik leírását lásd alább. Lásd a Használati útmutató és a mellékelt CD-ROM lemezen található, α kézikönyv című
NEX-3/NEX-5/NEX-5C A jelen förmverfrissítés által biztosított új funkciók és vonatkozó műveleteik leírását lásd alább. Lásd a Használati útmutató és a mellékelt CD-ROM lemezen található, α kézikönyv című
Rapidturn: Két kézikerekes eszterga
 Rapidturn: Két kézikerekes eszterga A CNC esztergák nagyobb pontosságuk, tudásuk ellenére napjainkig még nem tudták kiszorítani az üzemekből a hagyományos esztergapadokat, ez utóbbiak egyszerű kezelhetősége
Rapidturn: Két kézikerekes eszterga A CNC esztergák nagyobb pontosságuk, tudásuk ellenére napjainkig még nem tudták kiszorítani az üzemekből a hagyományos esztergapadokat, ez utóbbiak egyszerű kezelhetősége
Shared IMAP beállítása magyar nyelvű webmailes felületen
 Shared IMAP beállítása magyar nyelvű webmailes felületen A következő ismertető segítséget nyújt a szervezeti cím küldőként való beállításában a caesar Webmailes felületén. Ahhoz, hogy a Shared Imaphoz
Shared IMAP beállítása magyar nyelvű webmailes felületen A következő ismertető segítséget nyújt a szervezeti cím küldőként való beállításában a caesar Webmailes felületén. Ahhoz, hogy a Shared Imaphoz
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Erste MobilBank Felhasználói kézikönyv
 Erste MobilBank Felhasználói kézikönyv Tartalom 1. Az Erste MobilBank alkalmazásról... 2 2. Felhasználási feltételek... 3 2.2. Ügyfélkör... 3 3. Az alkalmazás letöltése és használata... 4 3.1. Alkalmazás
Erste MobilBank Felhasználói kézikönyv Tartalom 1. Az Erste MobilBank alkalmazásról... 2 2. Felhasználási feltételek... 3 2.2. Ügyfélkör... 3 3. Az alkalmazás letöltése és használata... 4 3.1. Alkalmazás
Az első lépések. A Start menüből válasszuk ki a Minden program parancsot. A megjelenő listában kattintsunk rá az indítandó program nevére.
 A számítógép elindítása A számítógépet felépítő eszközöket (hardver elemeket) a számítógépház foglalja magába. A ház különböző méretű, kialakítású lehet. A hátoldalán a beépített elemek csatlakozói, előlapján
A számítógép elindítása A számítógépet felépítő eszközöket (hardver elemeket) a számítógépház foglalja magába. A ház különböző méretű, kialakítású lehet. A hátoldalán a beépített elemek csatlakozói, előlapján
Tartalom. 1. A dokumentum célja... 2
 Tartalom 1. A dokumentum célja... 2 2. IVR Funkciók... 3 2.1. A bejelentkezés... 3 2.2. Jelszóváltoztatás... 3 2.3. Egyenleg és fedezet lekérdezés... 3 2.4. Súgó... 4 1 1. A dokumentum célja A felhasználói
Tartalom 1. A dokumentum célja... 2 2. IVR Funkciók... 3 2.1. A bejelentkezés... 3 2.2. Jelszóváltoztatás... 3 2.3. Egyenleg és fedezet lekérdezés... 3 2.4. Súgó... 4 1 1. A dokumentum célja A felhasználói
A táblázatkezelő felépítése
 A táblázatkezelés A táblázatkezelő felépítése A táblázatkezelő felépítése Címsor: A munkafüzet címét mutatja, és a program nevét, amivel megnyitottam. Menüszalag: A menüsor segítségével használhatjuk az
A táblázatkezelés A táblázatkezelő felépítése A táblázatkezelő felépítése Címsor: A munkafüzet címét mutatja, és a program nevét, amivel megnyitottam. Menüszalag: A menüsor segítségével használhatjuk az
Brósch Zoltán (Debreceni Egyetem Kossuth Lajos Gyakorló Gimnáziuma) Geometria IV.
 Geometria IV.") Geometria IV. 1. Szerkessz egy adott körhöz egy adott külső ponton átmenő érintőket! Jelöljük az adott kört k val, a kör középpontját O val, az adott külső pontot pedig P vel. A szerkesztéshez azt használjuk
Geometria IV. 1. Szerkessz egy adott körhöz egy adott külső ponton átmenő érintőket! Jelöljük az adott kört k val, a kör középpontját O val, az adott külső pontot pedig P vel. A szerkesztéshez azt használjuk
MATEMATIKA ÉRETTSÉGI TÍPUSFELADATOK KÖZÉPSZINT Függvények
 MATEMATIKA ÉRETTSÉGI TÍPUSFELADATOK KÖZÉPSZINT Függvények A szürkített hátterű feladatrészek nem tartoznak az érintett témakörhöz, azonban szolgálhatnak fontos információval az érintett feladatrészek megoldásához!
MATEMATIKA ÉRETTSÉGI TÍPUSFELADATOK KÖZÉPSZINT Függvények A szürkített hátterű feladatrészek nem tartoznak az érintett témakörhöz, azonban szolgálhatnak fontos információval az érintett feladatrészek megoldásához!
Prop-Tech. Vázmérő. Telepítési és eltávolítási útmutató
 Prop-Tech Telepítési és eltávolítási útmutató Magyar Hungarian 5 / 1 Prop-Tech Vázmérő Telepítési és eltávolítási útmutató Tartalomjegyzék Telepítés... 2 Előfeltételek... 2 Telepítés folyamata... 2 Biztonsággal
Prop-Tech Telepítési és eltávolítási útmutató Magyar Hungarian 5 / 1 Prop-Tech Vázmérő Telepítési és eltávolítási útmutató Tartalomjegyzék Telepítés... 2 Előfeltételek... 2 Telepítés folyamata... 2 Biztonsággal
ADATBÁZIS-KEZELÉS. Funkcionális függés, normál formák
 ADATBÁZIS-KEZELÉS Funkcionális függés, normál formák KARBANTARTÁSI ANOMÁLIÁK beszúrási anomáliák törlési anomáliák módosítási anomáliák DOLG_PROJ(Dszsz, Pszám, Dnév, Pnév, Órák) 2 MÓDOSÍTÁSI ANOMÁLIÁK
ADATBÁZIS-KEZELÉS Funkcionális függés, normál formák KARBANTARTÁSI ANOMÁLIÁK beszúrási anomáliák törlési anomáliák módosítási anomáliák DOLG_PROJ(Dszsz, Pszám, Dnév, Pnév, Órák) 2 MÓDOSÍTÁSI ANOMÁLIÁK
3. gyakorlat. 1/7. oldal file: T:\Gyak-ArchiCAD19\EpInf3_gyak_19_doc\Gyak3_Ar.doc Utolsó módosítás: 2015.09.17. 22:57:26
 3. gyakorlat Kótázás, kitöltés (sraffozás), helyiségek használata, szintek kezelése: Olvassuk be a korábban elmentett Nyaraló nevű rajzunkat. Készítsük el az alaprajz kótáit. Ezt az alsó vízszintes kótasorral
3. gyakorlat Kótázás, kitöltés (sraffozás), helyiségek használata, szintek kezelése: Olvassuk be a korábban elmentett Nyaraló nevű rajzunkat. Készítsük el az alaprajz kótáit. Ezt az alsó vízszintes kótasorral
Memóriamodulok Felhasználói útmutató
 Memóriamodulok Felhasználói útmutató Copyright 2008 Hewlett-Packard Development Company, L.P. Az itt szereplő információ előzetes értesítés nélkül változhat. A HP termékeire és szolgáltatásaira vonatkozó
Memóriamodulok Felhasználói útmutató Copyright 2008 Hewlett-Packard Development Company, L.P. Az itt szereplő információ előzetes értesítés nélkül változhat. A HP termékeire és szolgáltatásaira vonatkozó
Hálózati beállítások gyorsútmutatója
 Hálózati beállítások gyorsútmutatója WorkCentre M123/M128 WorkCentre Pro 123/128 701P42078_HU 2004. Minden jog fenntartva. A szerzői jogvédelem a védett anyag és információ minden formájára és tartalmára
Hálózati beállítások gyorsútmutatója WorkCentre M123/M128 WorkCentre Pro 123/128 701P42078_HU 2004. Minden jog fenntartva. A szerzői jogvédelem a védett anyag és információ minden formájára és tartalmára
TC-900 Ri clock HŰTÉSTECHNIKAI SZABÁLYZÓ, VALÓS IDEJŰ ÓRÁVAL VEZÉRELT LEOLVASZTÁSSAL, RS485 SOROS VONALI KOMMUNIKÁCIÓVAL
 TC-900 Ri clock HŰTÉSTECHNIKAI SZABÁLYZÓ, VALÓS IDEJŰ ÓRÁVAL VEZÉRELT LEOLVASZTÁSSAL, RS485 SOROS VONALI KOMMUNIKÁCIÓVAL Méréshatár: -50-75 C Méret: 71x28x71 mm Felbontás: 0,1 C Kivágás: 72x29 mm Tápfeszültség:
TC-900 Ri clock HŰTÉSTECHNIKAI SZABÁLYZÓ, VALÓS IDEJŰ ÓRÁVAL VEZÉRELT LEOLVASZTÁSSAL, RS485 SOROS VONALI KOMMUNIKÁCIÓVAL Méréshatár: -50-75 C Méret: 71x28x71 mm Felbontás: 0,1 C Kivágás: 72x29 mm Tápfeszültség:
Segítünk online ügyféllé válni Kisokos
 Segítünk online ügyféllé válni Kisokos Kedves Ügyfelünk! Szeretnénk, ha Ön is megismerkedne Online ügyfélszolgálatunkkal, melyen keresztül kényelmesen, könnyedén, sorban állás nélkül intézheti energiaszolgáltatással
Segítünk online ügyféllé válni Kisokos Kedves Ügyfelünk! Szeretnénk, ha Ön is megismerkedne Online ügyfélszolgálatunkkal, melyen keresztül kényelmesen, könnyedén, sorban állás nélkül intézheti energiaszolgáltatással
Egységes jelátalakítók
 6. Laboratóriumi gyakorlat Egységes jelátalakítók 1. A gyakorlat célja Egységes feszültség és egységes áram jelformáló áramkörök tanulmányozása, átviteli karakterisztikák felvétele, terhelésfüggőségük
6. Laboratóriumi gyakorlat Egységes jelátalakítók 1. A gyakorlat célja Egységes feszültség és egységes áram jelformáló áramkörök tanulmányozása, átviteli karakterisztikák felvétele, terhelésfüggőségük
Készítsen négy oldalas prezentációt egy vállalat bemutatására!
 1. feladat Készítsen négy oldalas prezentációt egy vállalat bemutatására! 1. A prezentáció háttere világoskék színű legyen, átlósan le árnyékolással. 2. Az első dia bal oldalán, felül a cég neve olvasható:
1. feladat Készítsen négy oldalas prezentációt egy vállalat bemutatására! 1. A prezentáció háttere világoskék színű legyen, átlósan le árnyékolással. 2. Az első dia bal oldalán, felül a cég neve olvasható:
Adatok ábrázolása, adattípusok. Összefoglalás
 Adatok ábrázolása, adattípusok Összefoglalás Adatok ábrázolása, adattípusok Számítógépes rendszerek működés: információfeldolgozás IPO: input-process-output modell információ tárolása adatok formájában
Adatok ábrázolása, adattípusok Összefoglalás Adatok ábrázolása, adattípusok Számítógépes rendszerek működés: információfeldolgozás IPO: input-process-output modell információ tárolása adatok formájában
DS409slim. Gyors telepítési útmutató
 DS409slim Gyors telepítési útmutató Biztonsági utasítások Kérjük, hogy a termék használata előtt gondosan olvassa el ezeket a biztonsági utasításokat, és a jövőbeli felhasználás céljából tartsa ezt a kézikönyvet
DS409slim Gyors telepítési útmutató Biztonsági utasítások Kérjük, hogy a termék használata előtt gondosan olvassa el ezeket a biztonsági utasításokat, és a jövőbeli felhasználás céljából tartsa ezt a kézikönyvet
Felhasználói kézikönyv ACR-3580. Rádiós ébresztőóra (Olvassa el használat előtt) Letölthető PDF formátum: http://hu.akai-atd.com/hasznalati-utasitas
 Letölthető PDF formátum: http://hu.akai-atd.com/hasznalati-utasitas") ACR-3580 Rádiós ébresztőóra (Olvassa el használat előtt) Letölthető PDF formátum: http://hu.akai-atd.com/hasznalati-utasitas 1 1. ON/OFF: Készülék ki/bekapcsolása vagy AM/FM mód váltás. 2. TIME: Idő PRESET:
ACR-3580 Rádiós ébresztőóra (Olvassa el használat előtt) Letölthető PDF formátum: http://hu.akai-atd.com/hasznalati-utasitas 1 1. ON/OFF: Készülék ki/bekapcsolása vagy AM/FM mód váltás. 2. TIME: Idő PRESET:
2011. március 9. Dr. Vincze Szilvia
 . márius 9. Dr. Vinze Szilvia Tartalomjegyzék.) Elemi bázistranszformáió.) Elemi bázistranszformáió alkalmazásai.) Lineáris függőség/függetlenség meghatározása.) Kompatibilitás vizsgálata.) Mátri/vektorrendszer
. márius 9. Dr. Vinze Szilvia Tartalomjegyzék.) Elemi bázistranszformáió.) Elemi bázistranszformáió alkalmazásai.) Lineáris függőség/függetlenség meghatározása.) Kompatibilitás vizsgálata.) Mátri/vektorrendszer
SJ5000+ MENÜBEÁLLÍTÁSOK. E l e c t r o p o i n t K f t., 1 0 4 4 B u d a p e s t, M e g y e r i ú t 1 1 6. F s z. 1. Oldal 1
 SJ5000+ MENÜBEÁLLÍTÁSOK E l e c t r o p o i n t K f t., 1 0 4 4 B u d a p e s t, M e g y e r i ú t 1 1 6. F s z. 1. Oldal 1 FIGYELMEZTETÉS! A vízálló tok gombjai nagyon erős rugóval vannak ellátva, ezért
SJ5000+ MENÜBEÁLLÍTÁSOK E l e c t r o p o i n t K f t., 1 0 4 4 B u d a p e s t, M e g y e r i ú t 1 1 6. F s z. 1. Oldal 1 FIGYELMEZTETÉS! A vízálló tok gombjai nagyon erős rugóval vannak ellátva, ezért
Felhasználói útmutató Dahua gyártmányú digitális képrögzítő eszközökhöz
 Felhasználói útmutató Dahua gyártmányú digitális képrögzítő eszközökhöz 1 Bejelentkezés Alapesetben, a fent látható 888888 vagy admin felhasználóval illetve az elsőnél 888888 a másodiknál admin jelszóval
Felhasználói útmutató Dahua gyártmányú digitális képrögzítő eszközökhöz 1 Bejelentkezés Alapesetben, a fent látható 888888 vagy admin felhasználóval illetve az elsőnél 888888 a másodiknál admin jelszóval
Vodafone ReadyPay. Használati útmutató
 Vodafone ReadyPay Használati útmutató 1 - Párosítás Bluetooth-on keresztül, első beállítások 2 - Fizetés 3 - Menüpontok Párosítás Bluetooth-on keresztül, első beállítások Az első lépés Megjegyzés: A ReadyPay
Vodafone ReadyPay Használati útmutató 1 - Párosítás Bluetooth-on keresztül, első beállítások 2 - Fizetés 3 - Menüpontok Párosítás Bluetooth-on keresztül, első beállítások Az első lépés Megjegyzés: A ReadyPay
EPA 320 CNC eszterga Oktatási segédlet
 MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
[MECHANIKA- HAJLÍTÁS]
![[MECHANIKA- HAJLÍTÁS]](/thumbs/39/20428431.jpg "[MECHANIKA- HAJLÍTÁS]") 2010. Eötvös Loránd Szakközép és Szakiskola Molnár István [MECHANIKA- HAJLÍTÁS] 1 A hajlításra való méretezést sok helyen lehet használni, sok mechanikai probléma modelljét vissza lehet vezetni a hajlítás
2010. Eötvös Loránd Szakközép és Szakiskola Molnár István [MECHANIKA- HAJLÍTÁS] 1 A hajlításra való méretezést sok helyen lehet használni, sok mechanikai probléma modelljét vissza lehet vezetni a hajlítás
Automata szintezőműszer NA24, NA32, DS24, DS32 Cikkszám: N106, N108, N116, N118. Használati utasítás
 Automata szintezőműszer NA, NA, DS, DS Cikkszám: N0, N08, N, N8 Használati utasítás . Bevezetés A B C. Előkészület a méréshez Rögzítse a szintezőt egy állványon. A kompenzátor automatikusan beállítja a
Automata szintezőműszer NA, NA, DS, DS Cikkszám: N0, N08, N, N8 Használati utasítás . Bevezetés A B C. Előkészület a méréshez Rögzítse a szintezőt egy állványon. A kompenzátor automatikusan beállítja a
Azonosító jel: Matematika emelt szint
 I. 1. Hatjegyű pozitív egész számokat képezünk úgy, hogy a képzett számban szereplő számjegy annyiszor fordul elő, amekkora a számjegy. Hány ilyen hatjegyű szám képezhető? 11 pont írásbeli vizsga 1012
I. 1. Hatjegyű pozitív egész számokat képezünk úgy, hogy a képzett számban szereplő számjegy annyiszor fordul elő, amekkora a számjegy. Hány ilyen hatjegyű szám képezhető? 11 pont írásbeli vizsga 1012
B-TEL99 Kétcsatornás telefonhívó
 B-TEL99 Kétcsatornás telefonhívó Felszerelési és Felhasználási útmutató 1 TARTALOMJEGYZÉK TARTALOMJEGYZÉK...2 BEVEZETŐ...3 Általános jellemzők...3 Leírás...3 Hívási folyamat...4 Műszaki jellemzők...4 Részegységek
B-TEL99 Kétcsatornás telefonhívó Felszerelési és Felhasználási útmutató 1 TARTALOMJEGYZÉK TARTALOMJEGYZÉK...2 BEVEZETŐ...3 Általános jellemzők...3 Leírás...3 Hívási folyamat...4 Műszaki jellemzők...4 Részegységek
Dial-UP Kapcsolat létrehozása angol nyelvű Windows 2000 alatt
 Első lépésként válassza a Startmenüt, azon belül a Settings pontot, majd a Network and Dial-up Connectionst és azon belül a Make New Connection lehetőséget. Amennyiben nem szerepel Network and Dial-up
Első lépésként válassza a Startmenüt, azon belül a Settings pontot, majd a Network and Dial-up Connectionst és azon belül a Make New Connection lehetőséget. Amennyiben nem szerepel Network and Dial-up
PROGRAMOZÓI KÉZIKÖNYV
 Behatolásjelző Központok Firmware Verzió 1.00 PROGRAMOZÓI KÉZIKÖNYV GDAŃSK versa_p_en 04/09 A SATEL célja a termékek minőségének és tudásának folyamatos fejlesztése. Ennek érdekében a termékek műszaki
Behatolásjelző Központok Firmware Verzió 1.00 PROGRAMOZÓI KÉZIKÖNYV GDAŃSK versa_p_en 04/09 A SATEL célja a termékek minőségének és tudásának folyamatos fejlesztése. Ennek érdekében a termékek műszaki
54 481 01 1000 00 00 CAD-CAM informatikus CAD-CAM informatikus
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Összeszerelési és kezelési útmutató. Standard hallgatóval típusú lakásállomás 1281..
 Összeszerelési és kezelési útmutató Standard hallgatóval típusú lakásállomás 1281.. Készülék leírás A Standard hallgatóval típusú lakásállomás a Gira ajtókummunikációs rendszeréhez tartozik és a következő
Összeszerelési és kezelési útmutató Standard hallgatóval típusú lakásállomás 1281.. Készülék leírás A Standard hallgatóval típusú lakásállomás a Gira ajtókummunikációs rendszeréhez tartozik és a következő
Árverés kezelés ECP WEBSHOP BEÉPÜLŐ MODUL ÁRVERÉS KEZELŐ KIEGÉSZÍTÉS. v2.9.28 ECP WEBSHOP V1.8 WEBÁRUHÁZ MODULHOZ
 v2.9.28 Árverés kezelés ECP WEBSHOP BEÉPÜLŐ MODUL ÁRVERÉS KEZELŐ KIEGÉSZÍTÉS ECP WEBSHOP V1.8 WEBÁRUHÁZ MODULHOZ AW STUDIO Nyíregyháza, Luther utca 5. 1/5, info@awstudio.hu Árverés létrehozása Az árverésre
v2.9.28 Árverés kezelés ECP WEBSHOP BEÉPÜLŐ MODUL ÁRVERÉS KEZELŐ KIEGÉSZÍTÉS ECP WEBSHOP V1.8 WEBÁRUHÁZ MODULHOZ AW STUDIO Nyíregyháza, Luther utca 5. 1/5, info@awstudio.hu Árverés létrehozása Az árverésre
A Hozzárendelési feladat megoldása Magyar-módszerrel
 A Hozzárendelési feladat megoldása Magyar-módszerrel Virtuális vállalat 2013-2014/1. félév 3. gyakorlat Dr. Kulcsár Gyula A Hozzárendelési feladat Adott meghatározott számú gép és ugyanannyi független
A Hozzárendelési feladat megoldása Magyar-módszerrel Virtuális vállalat 2013-2014/1. félév 3. gyakorlat Dr. Kulcsár Gyula A Hozzárendelési feladat Adott meghatározott számú gép és ugyanannyi független
Beállítások CLASSBOOK-óratervező. Első belépés
 Beállítások CLASSBOOK-óratervező Első belépés 1, Kattintsunk az asztalon lévő óratervező program ikonjára! A következő képernyőkép jelenik meg: 2, Olvassuk el az instrukciót figyelmesen! 3, Az Azonosítót
Beállítások CLASSBOOK-óratervező Első belépés 1, Kattintsunk az asztalon lévő óratervező program ikonjára! A következő képernyőkép jelenik meg: 2, Olvassuk el az instrukciót figyelmesen! 3, Az Azonosítót
EPER E-KATA integráció
 EPER E-KATA integráció 1. Összhang a Hivatalban A hivatalban használt szoftverek összekapcsolása, integrálása révén az egyes osztályok, nyilvántartások között egyezőség jön létre. Mit is jelent az integráció?
EPER E-KATA integráció 1. Összhang a Hivatalban A hivatalban használt szoftverek összekapcsolása, integrálása révén az egyes osztályok, nyilvántartások között egyezőség jön létre. Mit is jelent az integráció?
1. Metrótörténet. A feladat folytatása a következő oldalon található. Informatika emelt szint. m2_blaha.jpg, m3_nagyvaradter.jpg és m4_furopajzs.jpg.
 1. Metrótörténet A fővárosi metróhálózat a tömegközlekedés gerincét adja. A vonalak építésének története egészen a XIX. század végéig nyúlik vissza. Feladata, hogy készítse el a négy metróvonal történetét
1. Metrótörténet A fővárosi metróhálózat a tömegközlekedés gerincét adja. A vonalak építésének története egészen a XIX. század végéig nyúlik vissza. Feladata, hogy készítse el a négy metróvonal történetét
Az aktiválódásoknak azonban itt még nincs vége, ugyanis az aktiválódások 30 évenként ismétlődnek!
 1 Mindannyiunk életében előfordulnak jelentős évek, amikor is egy-egy esemény hatására a sorsunk új irányt vesz. Bár ezen események többségének ott és akkor kevésbé tulajdonítunk jelentőséget, csak idővel,
1 Mindannyiunk életében előfordulnak jelentős évek, amikor is egy-egy esemény hatására a sorsunk új irányt vesz. Bár ezen események többségének ott és akkor kevésbé tulajdonítunk jelentőséget, csak idővel,
KETTŐS KÖNYVELÉS PROGRAM CIVIL SZERVEZETEK RÉSZÉRE
 KETTŐS KÖNYVELÉS PROGRAM CIVIL SZERVEZETEK RÉSZÉRE Kezelési leírás 2015. Program azonosító: WUJEGYKE Fejlesztő: B a l o g h y S z o f t v e r K f t. Keszthely, Vak Bottyán utca 41. 8360 Tel: 83/515-080
KETTŐS KÖNYVELÉS PROGRAM CIVIL SZERVEZETEK RÉSZÉRE Kezelési leírás 2015. Program azonosító: WUJEGYKE Fejlesztő: B a l o g h y S z o f t v e r K f t. Keszthely, Vak Bottyán utca 41. 8360 Tel: 83/515-080
Üzembehelyezıi leírás
 Üzembehelyezıi leírás MADE IN ITALY TECHNIKAI ADATOK Falra szerelve Lefedettség 15 m, 90 Mikrohullámú frekvencia 10.525 GHz Jelfeldolgozás DSP(Digital Signal Processing) Érzékelési távolság 3-15 m Érzékelési
Üzembehelyezıi leírás MADE IN ITALY TECHNIKAI ADATOK Falra szerelve Lefedettség 15 m, 90 Mikrohullámú frekvencia 10.525 GHz Jelfeldolgozás DSP(Digital Signal Processing) Érzékelési távolság 3-15 m Érzékelési
AWP 4.4.4 TELEPÍTÉSE- WINDOWS7 64 OPERÁCIÓS RENDSZEREN
 Hatályos: 2014. február 13. napjától AWP 4.4.4 TELEPÍTÉSE- WINDOWS7 64 OPERÁCIÓS RENDSZEREN Telepítési segédlet 1054 Budapest, Vadász utca 31. Telefon: (1) 428-5600, (1) 269-2270 Fax: (1) 269-5458 www.giro.hu
Hatályos: 2014. február 13. napjától AWP 4.4.4 TELEPÍTÉSE- WINDOWS7 64 OPERÁCIÓS RENDSZEREN Telepítési segédlet 1054 Budapest, Vadász utca 31. Telefon: (1) 428-5600, (1) 269-2270 Fax: (1) 269-5458 www.giro.hu
Korszerű geodéziai adatfeldolgozás Kulcsár Attila
 Korszerű geodéziai adatfeldolgozás Kulcsár Attila Nyugat-Magyarországi Egyetem Geoinformatikai Főiskolai Kar Térinformatika Tanszék 8000 Székesfehérvár, Pirosalma -3 Tel/fax: (22) 348 27 E-mail: a.kulcsar@geo.info.hu.
Korszerű geodéziai adatfeldolgozás Kulcsár Attila Nyugat-Magyarországi Egyetem Geoinformatikai Főiskolai Kar Térinformatika Tanszék 8000 Székesfehérvár, Pirosalma -3 Tel/fax: (22) 348 27 E-mail: a.kulcsar@geo.info.hu.
Kérjük, hogy mielőtt elkezdené használni a Csavarhat webáruházat, gondosan olvassa végig ezt a segédletet.
 Csavarhat webáruház Részletes útmutató a webáruház használatához Kérjük, hogy mielőtt elkezdené használni a Csavarhat webáruházat, gondosan olvassa végig ezt a segédletet. Cégeknek, kis- és nagykereskedőknek,
Csavarhat webáruház Részletes útmutató a webáruház használatához Kérjük, hogy mielőtt elkezdené használni a Csavarhat webáruházat, gondosan olvassa végig ezt a segédletet. Cégeknek, kis- és nagykereskedőknek,
NCT 90M. Programozási leírás
 NCT 90M Programozási leírás Gyártó és fejleszt : NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 5-7 Postafiók: 1631 Bp. pf. 26 Telefon: (+36 1) 467 63 00 Telefax:(+36 1) 363 6605 E-mail: nct@nct.hu
NCT 90M Programozási leírás Gyártó és fejleszt : NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 5-7 Postafiók: 1631 Bp. pf. 26 Telefon: (+36 1) 467 63 00 Telefax:(+36 1) 363 6605 E-mail: nct@nct.hu
 A DIN 66025 PROGRAMPARANCSAI KÓD KÓD JELENTÉSE GÉP TIPUS MONDAT FORMÁTUM, MEGJEGYZÉSEK MARÓ ESZTERGA MONDAT G00 Elmozdulás gyorsmenetben Verfahren G00 [X...] [Y...] [Z...] [S...] [T...] [M...] im Eilgang
A DIN 66025 PROGRAMPARANCSAI KÓD KÓD JELENTÉSE GÉP TIPUS MONDAT FORMÁTUM, MEGJEGYZÉSEK MARÓ ESZTERGA MONDAT G00 Elmozdulás gyorsmenetben Verfahren G00 [X...] [Y...] [Z...] [S...] [T...] [M...] im Eilgang
Disk Station DS209, DS209+II
 Disk Station DS209, DS209+II Gyors telepítési útmutató Dokument-azonosító: Synology_QIG_2BayCL_20090901 BIZTONSÁGI UTASÍTÁSOK Kérjük, hogy használat előtt gondosan olvassa el ezeket a biztonsági utasításokat,
Disk Station DS209, DS209+II Gyors telepítési útmutató Dokument-azonosító: Synology_QIG_2BayCL_20090901 BIZTONSÁGI UTASÍTÁSOK Kérjük, hogy használat előtt gondosan olvassa el ezeket a biztonsági utasításokat,
MATEMATIKA HETI 3 ÓRA
 EURÓPAI ÉRETTSÉGI 010 MATEMATIKA HETI 3 ÓRA IDŐPONT : 010. június 4. A VIZSGA IDŐTARTAMA : 3 óra (180 perc) MEGENGEDETT SEGÉDESZKÖZÖK : Európai képletgyűjtemény Nem programozható, nem grafikus kalkulátor
EURÓPAI ÉRETTSÉGI 010 MATEMATIKA HETI 3 ÓRA IDŐPONT : 010. június 4. A VIZSGA IDŐTARTAMA : 3 óra (180 perc) MEGENGEDETT SEGÉDESZKÖZÖK : Európai képletgyűjtemény Nem programozható, nem grafikus kalkulátor
GE4 4 és 6 digites Digitális számláló/idõzítõ
 GE4 4 és 6 digites Digitális számláló/idõzítõ Tápfeszültség:100-240VAC Méret: 48x48x84 mm Bemenet: kontaktus Üzemi hõmérséklet:-20-65c open collector Üzemi páratartalom35-85% Kimenet: jelfogó 250V/2A,
GE4 4 és 6 digites Digitális számláló/idõzítõ Tápfeszültség:100-240VAC Méret: 48x48x84 mm Bemenet: kontaktus Üzemi hõmérséklet:-20-65c open collector Üzemi páratartalom35-85% Kimenet: jelfogó 250V/2A,
Vektorok összeadása, kivonása, szorzás számmal, koordináták, lineáris függetlenség
 Vektoralgebra Vektorok összeadása, kivonása, szorzás számmal, koordináták, lineáris függetlenség Feladatok: 1) A koordinátarendszerben úgy helyezzük el az egységkockát, hogy az origó az egyik csúcsba essék,
Vektoralgebra Vektorok összeadása, kivonása, szorzás számmal, koordináták, lineáris függetlenség Feladatok: 1) A koordinátarendszerben úgy helyezzük el az egységkockát, hogy az origó az egyik csúcsba essék,
31 521 02 0000 00 00 CNC-forgácsoló CNC-forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
BOLYAI MATEMATIKA CSAPATVERSENY ORSZÁGOS DÖNTŐ SZÓBELI (2012. NOVEMBER 24.) 3. osztály
 3. osztály") 3. osztály Két szám összege 33. Mennyi ennek a két számnak a különbsége, ha az egyik kétszerese a másiknak? Hány olyan háromjegyű szám van, amelyben a számjegyek összege legalább 25? 4. osztály A Zimrili
3. osztály Két szám összege 33. Mennyi ennek a két számnak a különbsége, ha az egyik kétszerese a másiknak? Hány olyan háromjegyű szám van, amelyben a számjegyek összege legalább 25? 4. osztály A Zimrili
Felhasználói Kézikönyv Kisbanki NetBOSS - IVR
 Felhasználói Kézikönyv Kisbanki NetBOSS - IVR 2004. 10. 07. Változás-nyilvántartó lap Kiadások Sorszáma Dátuma Állomány neve Leírása 1.00 2003.12.04 tknb_felhkk_ivr.doc IVR felhasználói kézikönyv, alap
Felhasználói Kézikönyv Kisbanki NetBOSS - IVR 2004. 10. 07. Változás-nyilvántartó lap Kiadások Sorszáma Dátuma Állomány neve Leírása 1.00 2003.12.04 tknb_felhkk_ivr.doc IVR felhasználói kézikönyv, alap
Számítógépes vírusok
 A vírus fogalma A számítógépes vírus olyan szoftver, mely képes önmaga megsokszorozására és terjesztésére. A vírus célja általában a számítógép rendeltetésszerű működésének megzavarása, esetleg a gép tönkretétele,
A vírus fogalma A számítógépes vírus olyan szoftver, mely képes önmaga megsokszorozására és terjesztésére. A vírus célja általában a számítógép rendeltetésszerű működésének megzavarása, esetleg a gép tönkretétele,
PROGRAMOZÓI KÉZIKÖNYV
 Behatolásjelző Központok Firmware Verzió 1.01 PROGRAMOZÓI KÉZIKÖNYV GDAŃSK versa_p_hu 05/10 SATEL VERSA 1 A SATEL célja a termékek minőségének és tudásának folyamatos fejlesztése. Ennek érdekében a termékek
Behatolásjelző Központok Firmware Verzió 1.01 PROGRAMOZÓI KÉZIKÖNYV GDAŃSK versa_p_hu 05/10 SATEL VERSA 1 A SATEL célja a termékek minőségének és tudásának folyamatos fejlesztése. Ennek érdekében a termékek
1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi
 kicsi") 1 Mélyhúzott edény teríték méretének meghatározása 1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi A mélyhúzott edény kiindulási teríték átmérőjének meghatározása a térfogat-állandóság alapján
1 Mélyhúzott edény teríték méretének meghatározása 1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi A mélyhúzott edény kiindulási teríték átmérőjének meghatározása a térfogat-állandóság alapján
HWDEV-02A GSM TERMOSZTÁT
 HWDEV-02A GSM TERMOSZTÁT 2010 HASZNÁLATI ÚTMUTATÓ A termosztát egy beépített mobiltelefonnal rendelkezik. Ez fogadja az Ön hívását ha felhívja a termosztát telefonszámát. Érdemes ezt a telefonszámot felírni
HWDEV-02A GSM TERMOSZTÁT 2010 HASZNÁLATI ÚTMUTATÓ A termosztát egy beépített mobiltelefonnal rendelkezik. Ez fogadja az Ön hívását ha felhívja a termosztát telefonszámát. Érdemes ezt a telefonszámot felírni
ICN 2005 ConferControl
 ICN 2005 ConferControl Számítógépes vezérlı program az ICN 2005 típusú konferencia rendszerhez Felhasználói kézikönyv DIGITON Kft. IСN 2005 ConferControl Számítógépes vezérlı program az ICN 2005 típusú
ICN 2005 ConferControl Számítógépes vezérlı program az ICN 2005 típusú konferencia rendszerhez Felhasználói kézikönyv DIGITON Kft. IСN 2005 ConferControl Számítógépes vezérlı program az ICN 2005 típusú
NCT 99M NCT 2000M Marógép és megmunkáló központ vezérlő Programozási leírás. Az x.060 SW változattól
 NCT 99M NCT 2000M Marógép és megmunkáló központ vezérlő Programozási leírás Az x.060 SW változattól Gyártó és fejlesztő: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 : Levélcím: H1631 Bp. pf.:
NCT 99M NCT 2000M Marógép és megmunkáló központ vezérlő Programozási leírás Az x.060 SW változattól Gyártó és fejlesztő: NCT Ipari Elektronikai kft. H1148 Budapest Fogarasi út 7 : Levélcím: H1631 Bp. pf.:
Tartalomjegyzék - 2 -
 Tartalomjegyzék 1. Lakáskészülék és Funkciók...3 2. Lakáskészülék felszerelés...3 3. Működés...4 3.1 Hívás fogadása...4 3.2 Zárnyitás...4 3.3 Kitekintés...5 3.4 Interkom funkció...5 3.5 Kép és Hang beállítások...5
Tartalomjegyzék 1. Lakáskészülék és Funkciók...3 2. Lakáskészülék felszerelés...3 3. Működés...4 3.1 Hívás fogadása...4 3.2 Zárnyitás...4 3.3 Kitekintés...5 3.4 Interkom funkció...5 3.5 Kép és Hang beállítások...5
Épületvillamosság laboratórium. Villámvédelemi felfogó-rendszer hatásosságának vizsgálata
 Budapesti Műszaki és Gazdaságtudományi Egyetem Villamos Energetika Tanszék Nagyfeszültségű Technika és Berendezések Csoport Épületvillamosság laboratórium Villámvédelemi felfogó-rendszer hatásosságának
Budapesti Műszaki és Gazdaságtudományi Egyetem Villamos Energetika Tanszék Nagyfeszültségű Technika és Berendezések Csoport Épületvillamosság laboratórium Villámvédelemi felfogó-rendszer hatásosságának
MAGYAR KERESKEDELMI ÉS IPARKAMARA
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakképesítés azonosító száma, megnevezése: 33 5216 03 VILLANYSZERELŐ SZINTVIZSGA GYAKORLATI FELADAT B A szintvizsga időtartama: Elérhető pontszám: 300 perc 100 pont B/I.
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakképesítés azonosító száma, megnevezése: 33 5216 03 VILLANYSZERELŐ SZINTVIZSGA GYAKORLATI FELADAT B A szintvizsga időtartama: Elérhető pontszám: 300 perc 100 pont B/I.
Áramlástechnikai gépek soros és párhuzamos üzeme, grafikus és numerikus megoldási módszerek (13. fejezet)
") Áramlástechnikai gépek soros és párhuzamos üzeme, grafikus és numerikus megoldási módszerek (3. fejezet). Egy H I = 70 m - 50000 s /m 5 Q jelleggörbéjű szivattyú a H c = 0 m + 0000 s /m 5 Q jelleggörbéjű
Áramlástechnikai gépek soros és párhuzamos üzeme, grafikus és numerikus megoldási módszerek (3. fejezet). Egy H I = 70 m - 50000 s /m 5 Q jelleggörbéjű szivattyú a H c = 0 m + 0000 s /m 5 Q jelleggörbéjű
NC technológia és programozás I.
 NC technológia és programozás I. Történeti áttekintés Hagyományos szerszámgépek (egyetemes szerszámgépek) Gépészmérnök szak Dr. Sipos Jenő főiskolai tanár 2 Történeti áttekintés Másoló gépek Gépészmérnök
NC technológia és programozás I. Történeti áttekintés Hagyományos szerszámgépek (egyetemes szerszámgépek) Gépészmérnök szak Dr. Sipos Jenő főiskolai tanár 2 Történeti áttekintés Másoló gépek Gépészmérnök
Töltse ki értelemszerűen a vevő nevét, irányítószámát, település, utca házszám mezőket, valamint a partner adószáma mezőket.
 4.2.3 ÚJ SZÁLLÍTÓLEVÉL KIÁLLÍTÁSA Új szállítólevél kiállítását a vevői szállítólevelek listájából, a bal felső Új vevői szállítólevél nyomógombbal kezdeményezhetjük. Ennek hatására megjelenik a szállítólevél
4.2.3 ÚJ SZÁLLÍTÓLEVÉL KIÁLLÍTÁSA Új szállítólevél kiállítását a vevői szállítólevelek listájából, a bal felső Új vevői szállítólevél nyomógombbal kezdeményezhetjük. Ennek hatására megjelenik a szállítólevél
Biztonsági mentés és visszaállítás Felhasználói útmutató
 Biztonsági mentés és visszaállítás Felhasználói útmutató Copyright 2008 Hewlett-Packard Development Company, L.P. A Windows és a Windows Vista a Microsoft Corporation védjegyei vagy bejegyzett védjegyei
Biztonsági mentés és visszaállítás Felhasználói útmutató Copyright 2008 Hewlett-Packard Development Company, L.P. A Windows és a Windows Vista a Microsoft Corporation védjegyei vagy bejegyzett védjegyei
SÜTIK TÖRLÉSE. Készült: 2015. 08. 08. Módosítva: 2016. 04. 18.
 SÜTIK TÖRLÉSE Ez a segédlet azért készült, hogy segítséget nyújtson az ÉTDR-ben esetlegesen bekövetkező, böngésző által eltárolt adatok miatti hibák elhárításához Készült: 2015. 08. 08. Módosítva: 2016.
SÜTIK TÖRLÉSE Ez a segédlet azért készült, hogy segítséget nyújtson az ÉTDR-ben esetlegesen bekövetkező, böngésző által eltárolt adatok miatti hibák elhárításához Készült: 2015. 08. 08. Módosítva: 2016.
SAP JAM. Felhasználói segédlet
 SAP JAM Felhasználói segédlet Belépés A JAM modul az SAP SuccessFactors rendszer része. Tökéletesen biztonságos online rendszer. Felhasználónév és jelszó segítségével lehet bejelentkezni. Böngészőbe beírva
SAP JAM Felhasználói segédlet Belépés A JAM modul az SAP SuccessFactors rendszer része. Tökéletesen biztonságos online rendszer. Felhasználónév és jelszó segítségével lehet bejelentkezni. Böngészőbe beírva
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő ÍRÁSBELI FELADAT
 52 523 03 0000 00 00-2012 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 52 523 03 0000 00 00 Modulok: 1395-06 Mechatronikai gyártórendszerek
52 523 03 0000 00 00-2012 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 52 523 03 0000 00 00 Modulok: 1395-06 Mechatronikai gyártórendszerek
MultiBoot. Felhasználói útmutató
 MultiBoot Felhasználói útmutató Copyright 2006 Hewlett-Packard Development Company, L.P. Az itt szereplő információ előzetes értesítés nélkül változhat. A HP termékeire és szolgáltatásaira vonatkozó kizárólagos
MultiBoot Felhasználói útmutató Copyright 2006 Hewlett-Packard Development Company, L.P. Az itt szereplő információ előzetes értesítés nélkül változhat. A HP termékeire és szolgáltatásaira vonatkozó kizárólagos
elektronikus kitöltés és benyújtás
 Felhasználói kézikönyv Agrár-környezetgazdálkodási kifizetés (AKG- VP) Kötelezettség átadási kérelem elektronikus kitöltés és benyújtás 2016. Verzió 01. 1. Tartalomjegyzék 1. TARTALOMJEGYZÉK... 2 2. BEVEZETÉS...
Felhasználói kézikönyv Agrár-környezetgazdálkodási kifizetés (AKG- VP) Kötelezettség átadási kérelem elektronikus kitöltés és benyújtás 2016. Verzió 01. 1. Tartalomjegyzék 1. TARTALOMJEGYZÉK... 2 2. BEVEZETÉS...
A döntő feladatai. valós számok!
 OKTV 006/007. A döntő feladatai. Legyenek az x ( a + d ) x + ad bc 0 egyenlet gyökei az x és x valós számok! Bizonyítsa be, hogy ekkor az y ( a + d + abc + bcd ) y + ( ad bc) 0 egyenlet gyökei az y x és
OKTV 006/007. A döntő feladatai. Legyenek az x ( a + d ) x + ad bc 0 egyenlet gyökei az x és x valós számok! Bizonyítsa be, hogy ekkor az y ( a + d + abc + bcd ) y + ( ad bc) 0 egyenlet gyökei az y x és
MT-543Ri LOG. belső hangjelző érzékelő hiba vagy hőmérsékleti határ túllépés
 MT-543Ri LOG DIGITÁLIS HŐFOKSZABÁLYZÓ, IDŐZÍTŐVEL, HANGJELZÉSSEL, BEÉPÍTETT MEMÓRIÁVAL HŰTÉS-FŰTÉSTECHNIKAI ÉS EGYÉB, IDŐZÍTÉST IGÉNYLŐ IPARI ALKALMAZÁSOKHOZ Méréshatár: NTC -50 - +105 C Pt100-99 - +300
MT-543Ri LOG DIGITÁLIS HŐFOKSZABÁLYZÓ, IDŐZÍTŐVEL, HANGJELZÉSSEL, BEÉPÍTETT MEMÓRIÁVAL HŰTÉS-FŰTÉSTECHNIKAI ÉS EGYÉB, IDŐZÍTÉST IGÉNYLŐ IPARI ALKALMAZÁSOKHOZ Méréshatár: NTC -50 - +105 C Pt100-99 - +300
Aronic Főkönyv kettős könyvviteli programrendszer
 6085 Fülöpszállás, Kiskunság tér 4. Internet: www.cin.hu E-mail: software@cin.hu Tel: 78/435-081, 30/9-573-673, 30/9-593-167 kettős könyvviteli programrendszer v2.0 Szoftverdokumentáció Önnek is jár egy
6085 Fülöpszállás, Kiskunság tér 4. Internet: www.cin.hu E-mail: software@cin.hu Tel: 78/435-081, 30/9-573-673, 30/9-593-167 kettős könyvviteli programrendszer v2.0 Szoftverdokumentáció Önnek is jár egy
A mérés célja: Példák a műveleti erősítők lineáris üzemben történő felhasználására, az előadásokon elhangzottak alkalmazása a gyakorlatban.
 E II. 6. mérés Műveleti erősítők alkalmazása A mérés célja: Példák a műveleti erősítők lineáris üzemben történő felhasználására, az előadásokon elhangzottak alkalmazása a gyakorlatban. A mérésre való felkészülés
E II. 6. mérés Műveleti erősítők alkalmazása A mérés célja: Példák a műveleti erősítők lineáris üzemben történő felhasználására, az előadásokon elhangzottak alkalmazása a gyakorlatban. A mérésre való felkészülés
54 481 01 1000 00 00 CAD-CAM
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Vényírás. 1. ábra. 1. oldal
 Vényírás Amennyiben sikeresen kitöltöttük és elmentettük a megvizsgált személy ápolási esetét, lehetőségünk van vény felírására, az alábbi módon; 1. ábra A gomb megnyomásával egy legördülő menü tárul elénk,
Vényírás Amennyiben sikeresen kitöltöttük és elmentettük a megvizsgált személy ápolási esetét, lehetőségünk van vény felírására, az alábbi módon; 1. ábra A gomb megnyomásával egy legördülő menü tárul elénk,
TRANZISZTOROS KAPCSOLÁSOK KÉZI SZÁMÍTÁSA
 TRNZSZTOROS KPSOLÁSOK KÉZ SZÁMÍTÁS 1. gyenáramú számítás kézi számításokhoz az ábrán látható egyszerű közelítést használjuk: = Normál aktív tartományban a tranzisztort bázis-emitter diódáját az feszültségforrással
TRNZSZTOROS KPSOLÁSOK KÉZ SZÁMÍTÁS 1. gyenáramú számítás kézi számításokhoz az ábrán látható egyszerű közelítést használjuk: = Normál aktív tartományban a tranzisztort bázis-emitter diódáját az feszültségforrással
Telepítési leírás - 6550AM kitakarásvédett PIR mozgásérzékelő
 Telepítési leírás - 6550AM kitakarásvédett PIR mozgásérzékelő Telepítési útmutató Az érzékelők kialakításuknak köszönhetően kiküszöbölik a téves riasztásokat. Kerülendők viszont az alábbiak (1. ábra):
Telepítési leírás - 6550AM kitakarásvédett PIR mozgásérzékelő Telepítési útmutató Az érzékelők kialakításuknak köszönhetően kiküszöbölik a téves riasztásokat. Kerülendők viszont az alábbiak (1. ábra):
HÁLÓZATSEMLEGESSÉG - EGYSÉGES INTERNET SZOLGÁLTATÁS-LEÍRÓ TÁBLÁZAT
 HÁLÓZATSEMLEGESSÉG - EGYSÉGES INTERNET SZOLGÁLTATÁS-LEÍRÓ TÁBLÁZAT - 2016.04.01 után kötött szerződésekre Díjcsomag neve Go Go+ Go EU Go EU+ Kínált letöltési sebesség - 3G 42 Mbit/s 42 Mbit/s 42 Mbit/s
HÁLÓZATSEMLEGESSÉG - EGYSÉGES INTERNET SZOLGÁLTATÁS-LEÍRÓ TÁBLÁZAT - 2016.04.01 után kötött szerződésekre Díjcsomag neve Go Go+ Go EU Go EU+ Kínált letöltési sebesség - 3G 42 Mbit/s 42 Mbit/s 42 Mbit/s
SAT TIMER ADÓ AE0993 HASZNÁLATI UTASÍTÁS. oldal: 1, összes: 7
 oldal: 1, összes: 7 AE0993 SAT TIMER ADÓ HASZNÁLATI UTASÍTÁS Jolly Motor International S.p.A. V.le Caproni, 13 38068 Rovereto (TN) Italy www.jollymotor.com oldal: 2, összes: 7 SAT TIMER Fejezetek 1. Programozási
oldal: 1, összes: 7 AE0993 SAT TIMER ADÓ HASZNÁLATI UTASÍTÁS Jolly Motor International S.p.A. V.le Caproni, 13 38068 Rovereto (TN) Italy www.jollymotor.com oldal: 2, összes: 7 SAT TIMER Fejezetek 1. Programozási
Jelek tanulmányozása
 Jelek tanulmányozása A gyakorlat célja A gyakorlat célja a jelekkel való műveletek megismerése, a MATLAB környezet használata a jelek vizsgálatára. Elméleti bevezető Alapműveletek jelekkel Amplitudó módosítás
Jelek tanulmányozása A gyakorlat célja A gyakorlat célja a jelekkel való műveletek megismerése, a MATLAB környezet használata a jelek vizsgálatára. Elméleti bevezető Alapműveletek jelekkel Amplitudó módosítás
HENYIR felhasználói dokumentáció
 HENYIR felhasználói dokumentáció A HENYIR alkalmazás segítségével az egészségügyi dolgozók foglalkoztatásával kapcsolatos adatokat tartalmazó űrlap beküldését lehet elvégezni. Az alkalmazás a www.antsz.hu
HENYIR felhasználói dokumentáció A HENYIR alkalmazás segítségével az egészségügyi dolgozók foglalkoztatásával kapcsolatos adatokat tartalmazó űrlap beküldését lehet elvégezni. Az alkalmazás a www.antsz.hu
NCT hosszesztergák mûködése
 NCT hosszesztergák mûködése A gép felépítése Csatornák: 2 csatorna. A két csatornát az S1 és S2 tokmányokhoz rendeljük. Elnevezésük: 1. csatorna: CS1 (Chuck S1) 2. csatorna: CS2 (Chuck S2) Tengelyek: 1.
NCT hosszesztergák mûködése A gép felépítése Csatornák: 2 csatorna. A két csatornát az S1 és S2 tokmányokhoz rendeljük. Elnevezésük: 1. csatorna: CS1 (Chuck S1) 2. csatorna: CS2 (Chuck S2) Tengelyek: 1.
IDE64 dokumentáció. A merevlemez előkészítése az első használatra. 1. Előkészítés. 2. Csatlakoztatás. 3. Segédprogram másolás
 IDE64 dokumentáció A merevlemez előkészítése az első használatra 1. Előkészítés Első lépésben a szükséges segédprogramokat kell előkészíteni hogy át tudjuk rakni az 1541-es floppylemezre. Ha nincs jól
IDE64 dokumentáció A merevlemez előkészítése az első használatra 1. Előkészítés Első lépésben a szükséges segédprogramokat kell előkészíteni hogy át tudjuk rakni az 1541-es floppylemezre. Ha nincs jól
Ellipse, Rhombus Tartalomjegyzék
 Tartalomjegyzék Előszó Technikai jellemzők Bekapcsolás Kikapcsolás Billentyűzet Papírszalag cseréje Napnyitás Tételek rögzítése Visszajáró kiszámítása Szorzás Azonnali sztornó Tétel sztornó Nyugta-megszakítás
Tartalomjegyzék Előszó Technikai jellemzők Bekapcsolás Kikapcsolás Billentyűzet Papírszalag cseréje Napnyitás Tételek rögzítése Visszajáró kiszámítása Szorzás Azonnali sztornó Tétel sztornó Nyugta-megszakítás
1. forduló. MEGOLDÁSOK Pontszerző Matematikaverseny 2015/2016-os tanév
 MEGOLDÁSOK Pontszerző Matematikaverseny 2015/2016-os tanév 1. forduló 1. feladat: Jancsi és Juliska Matematikai Memory-t játszik. A játék lényege, hogy négyzet alakú kártyákra vagy műveletsorokat írnak
MEGOLDÁSOK Pontszerző Matematikaverseny 2015/2016-os tanév 1. forduló 1. feladat: Jancsi és Juliska Matematikai Memory-t játszik. A játék lényege, hogy négyzet alakú kártyákra vagy műveletsorokat írnak
Útmutató a vízumkérő lap kitöltéséhez
 Útmutató a vízumkérő lap kitöltéséhez A vízumkérő lap ( Visa application form of the People s Republic of China, Form V. 2013 ) az egyik legfontosabb dokumentum, amit a kínai vízumra való jelentkezésnél
Útmutató a vízumkérő lap kitöltéséhez A vízumkérő lap ( Visa application form of the People s Republic of China, Form V. 2013 ) az egyik legfontosabb dokumentum, amit a kínai vízumra való jelentkezésnél
ÁFA felhasználói dokumentum Lezárva: 2015.11.10.
 ÁFA felhasználói dokumentum Lezárva: 2015.11.10. Griffsoft Informatikai Zrt. 6723 Szeged, Felső-Tisza part 31-34 M lph. fszt.2. Telefon: (62) 549-100 Telefax: (62) 401-417 TARTALOM 1 ÁFA... 2 1.1 HALASZTOTT
ÁFA felhasználói dokumentum Lezárva: 2015.11.10. Griffsoft Informatikai Zrt. 6723 Szeged, Felső-Tisza part 31-34 M lph. fszt.2. Telefon: (62) 549-100 Telefax: (62) 401-417 TARTALOM 1 ÁFA... 2 1.1 HALASZTOTT
Vodafone GPRS Kapcsolat létrehozása Win2000 alatt a Connect Me használata nélkül
 Vodafone GPRS Kapcsolat létrehozása Win2000 alatt a Connect Me használata nélkül - A képek az angol verziót mutatják - 29/03/2004 1 Start menü Magyar: Start menü Beállítások Telefonos kapcsolatok Ha itt
Vodafone GPRS Kapcsolat létrehozása Win2000 alatt a Connect Me használata nélkül - A képek az angol verziót mutatják - 29/03/2004 1 Start menü Magyar: Start menü Beállítások Telefonos kapcsolatok Ha itt