7.10. Esettanulmányok, különleges vizsgálati módszerek
|
|
|
- Gergő Borbély
- 5 évvel ezelőtt
- Látták:
Átírás
1 7.10. Esettanulmányok, különleges vizsgálati módszerek Főtengely görgőzött felületeinek vizsgálata A görgőzés a felület kifáradással szembeni ellenállásának növelésére szolgál. A görgő a felület közelében lévő anyagot deformálja. Mint ismeretes a képlékeny hidegalakítás felkeményedéssel jár, tehát a görgőzés hatására a felület közeli anyagrész keménysége megnő. További előnye a technológiának, hogy a felületközeli anyagrészben nyomófeszültségek maradnak vissza, ami javítja a kifáradással szembeni ellenállást. A görgőzött felület vizsgálatának célja a felkeményített réteg vastagságának és keménységének meghatározása. A felkeményedett réteg jellemzőinek meghatározására a Vickers-keménységmérés alkalmas, melyhez a ábrán látható helyről történt a mintavétel, majd beágyazás, csiszolás és polírozás következett. A méréseket kisterhelésű Vickers-keménységmérő gépen végezték. A görgőzés hatására deformálódott réteg vastagsága általában kisebb, mint 1 mm, ezért a keménységmérést kis terheléssel F = 0,1 kg, azaz 0,981 N terheléssel végezték ábra A főtengely görgőzött része A méréseket a csap vonalától, mint 0 vonaltól indították és több sorban végezték. Az első sort a válltól kb. 1 mm-re helyezték el és a csap felé haladtak. A sorok távolsága kb. 0,5 mm volt. A keménységi értékeket a hely függvényében 286
2 Keménység HV 0,1 Keménység HV 0,1 Keménység HV 0,1 Keménység HV 0,1 ábrázolták. A lökőcsap görgőzött felületének keménységértékeit a csap vonalától mért távolság függvényében a ábra diagramsora mutatja be. Lökőcsap rajz szerinti erővel görgőzve ,5 1 1,5 2 A csap vonalától mért távolság [mm] 2. sor ,5 1 1,5 2 A csap vonalától mért távolság [mm] 3. sor 4. sor ,2 0,4 0,6 0,8 1 A csap vonalától mért távolság [mm] ,2 0,4 0,6 0,8 1 A csap vonalától mért távolság [mm] ábra (I.) Görgőzött felület keménységmérési eredményei 287
3 Keménység HV 0,1 Keménység HV 0,1 Keménység HV 0,1 Keménység HV 0,1 5. sor ,2 0,4 0,6 0,8 1 1,2 1,4 A csap vonalától mért távolság [mm] 6. sor ,2 0,4 0,6 0,8 1 1,2 1,4 A csap vonalától mért távolság [mm] 7. sor 8. sor ,2 0,4 0,6 0,8 1 1,2 A csap vonalától mért távolság [mm] ,2 0,4 0,6 0,8 1 1,2 A csap vonalától mért távolság [mm] ábra (II.) Görgőzött felület keménységmérési eredményei Mint a diagramokon látható, a keménységi értékek erősen szórnak. A felülettől jelentős távolságban is mérhető 300 HV fölötti érték. A deformálódott zóna határának kirajzolása, nagyságának meghatározása tehát nem lehetséges a keménység értékek alapján. Ennek oka az, hogy a főtengely anyaga gömbgrafitos öntöttvas, amelynek mátrixa zömében perlites. A méréseket maratlan csiszolaton végezték, a mérési helyek kijelölésénél törekedtek arra, hogy a mátrixba kerüljön a 288


4 Keménység HV 0,1 lenyomat. Azonban azt, hogy a lenyomat alatt grafit van, a csiszolaton nem lehet látni. Ebben az esetben jóval kisebb keménység mérhető. Továbbá a perlit keménysége a képződés körülményeitől, a lemezek méretétől, orientációjától függ és ennek következtében szintén jelentős különbségek adódhatnak az egyes mérések között. A felület közeli réteg keménységét a görgőzött ív menti mérésekkel határozták meg. A mérések helye a ábrán látható ábra Görgőzött ív menti keménységmérések helye A mért értékek a felület közvetlen közelében minden darab esetében HV 0,1 között változtak (7.22. ábra), de az előzőekben leírtak miatt az értékek szórnak, bár a szórás mértéke kisebb, mint az előző esetben volt. A mérések alapján megállapítható, hogy a görgőzés hatására jelentősen nő a keménység. Főcsap Távolságx0,10 [mm] ábra (I.) Görgőzött ív menti keménységértékek 289
![Keménység HV 0,1 Az 50%-os erővel görgőzött felület az ív mentén 600 500 400 300 200 100 0 0 0,5 1 1,5 2 2,5 3 3,5 4 Távolság [mm] 7.22. ábra (II.](/docs-images/98/136359055/images/5-0.jpg ") Görgőzött ív menti keménységértékek A görgőzött darabok mikroszkópos vizsgálatánál megfigyelték, hogy az alakítás hatására a grafit gömbök deformálódnak, ellipszis-szerű alakot vesznek fel, sőt a")
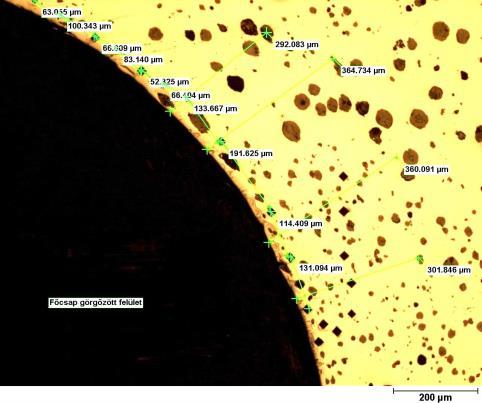
5 Keménység HV 0,1 Az 50%-os erővel görgőzött felület az ív mentén ,5 1 1,5 2 2,5 3 3,5 4 Távolság [mm] ábra (II.) Görgőzött ív menti keménységértékek A görgőzött darabok mikroszkópos vizsgálatánál megfigyelték, hogy az alakítás hatására a grafit gömbök deformálódnak, ellipszis-szerű alakot vesznek fel, sőt a felület közvetlen közelében vonalszerű alakot is felvehetnek (7.23. ábra). A jelenség oka, hogy a grafit-gömb ellenállása lényegesen kisebb, mint a mátrix perlites anyagának, így a grafittal teli üreget a görgő deformálni tudja. Ez a jelenség lehetővé teszi a deformálódott réteg vastagságának meghatározását ábra Deformálódott grafitgömbök a főcsapban A ábra a görgőzött ív mentén készített felvételeket mutat. A deformálódott grafit révén végzett vizsgálatok alapján megállapították, hogy a főcsapon az alakított réteg vastagsága: µm. 290




6 7.24. ábra Főcsap deformálódott rétegének vastagsága 291



. 7.25. ábra (I.")

7 A további mérések alapján megállapították, hogy az alakított réteg vastagsága a görgőzött lökőcsap esetében µm (7.25. ábra) ábra (I.) Főtengely lökőcsap alakított rétegének vastagsága 292
 Főtengely lökőcsap alakított rétegének vastagsága Az elvégzett mérések")
. 7.26. ábra (I.")
8 7.25. ábra (II.) Főtengely lökőcsap alakított rétegének vastagsága Az elvégzett mérések alapján azt is megállapították, hogy az alakított réteg vastagsága az 50%-os erővel görgőzött lökőcsap esetében µm (7.26. ábra) ábra (I.) 50%-os erővel görgőzött főtengely lökőcsap alakított rétegének vastagsága 293
 50%-os erővel görgőzött főtengely lökőcsap alakított rétegének vastagsága A bemutatott vizsgálatok és mérési eredmények alapján a görgőzési technológia")


9 7.26. ábra (II.) 50%-os erővel görgőzött főtengely lökőcsap alakított rétegének vastagsága A bemutatott vizsgálatok és mérési eredmények alapján a görgőzési technológia ellenőrzésére a következő javaslatot tették: A görgőzött részből készített maratlan csiszolaton, a felület közvetlen közelében végzett Vickers-keménységméréssel ellenőrizhető a felület felkeményedésének mértéke. A keménységi lenyomatok elhelyezésénél törekedni kell arra, hogy a lenyomat a mátrixba kerüljön, ezért automatikus mérési program nem használható. Több azonos feltétel mellett görgőzött darab mérése alapján megállapítható, hogy milyen keménység-növekedés a megfelelő. Megjegyzendő, hogy a mérések szerint a felület közelében a keménység HV0,1, de ezt az intervallumot további mérésekkel finomítani kell. A csiszolaton az alakítás hatására deformálódott grafitgömbök alapján kijelölhetők azok a távolságok, amely a deformálódott réteg jellemző méretét 294
10 jelentik. Ebben az esetben is több, azonos feltétel mellett görgőzött darab vizsgálata alapján célszerű pontosítani az értékeket. A görgőzött felület elvégzett vizsgálatai alapján a következő összefoglaló megállapítások tehetők: A főtengely anyaga gömbgrafitos öntöttvas, a mátrix perlites, kevesebb mint 20 % ferrit tartalommal. A kezelt területen a felkeményedett rész méretének és alakjának meghatározása érdekében végzett HV0,1 kisterhelésű Vickerskeménységmérés nem bizonyult megfelelőnek. A lenyomatokat a mátrixban készítették, de a mérési eredmények nagy szórást mutattak. A szórás oka: a vizsgált réteg alatti grafit; a perlit képződési körülményei miatt kialakuló különböző lemezvastagság, ami eltérő keménységet jelent; továbbá a mérési helyen esetlegesen elhelyezkedő ferrit. A maratlan csiszolatokon a felület közvetlen közelében (50 µm-en belül) végzett keménységmérés eredményei alapján keménységnövekedés mérhető, még több azonos feltétellel kezelt darab mérése alapján meghatározható. Ez a módszer alkalmas lehet a darabok ellenőrzésére. A görgőzés hatására a gömbgrafit úgy viselkedik, mint egy nagyon kis szilárdságú anyaggal kitöltött üreg, amely az alakítás hatására deformálódik. A deformáció különösen a felület közelében nagyon jelentős, a gömbök teljesen ellaposodnak. A grafit alak vizsgálata alapján jól kijelölhető a deformálódott, illetve felkeményedett réteg vastagsága. A görgőzés hatására kialakuló, a kifáradási tulajdonságok szempontjából kívánatos nyomófeszültségek megállapítására más módszerek is léteznek, ilyen pl. a röntgendiffrakció. Célszerű lehet a vizsgálatokat ezzel a módszerrel is elvégezni és az eredményeket összehasonlítani. Gépjármű karosszéria korrózió elleni védelme festékbevonat-rendszerrel Festés során kikeményedő szerves bevonat(rendszer) alakítható ki gépjárművek karosszéria-elemeinek felületén. Az egyes rétegek pl. szórással juttathatók a védendő felületre. A ábra mutatja a bevonatrendszer felépítését autókarosszéria festésekor. A ábra azt érzékelteti, hogyan kombinálható a magas minőség alacsony emisszióval (környezetvédelmi szempontok figyelembevételével) és elérhető árral a gépkocsik festési technológiája során. A ábra a festőműhelyek emisszió-csökkentésének lehetőségeit szemlélteti a technológiai folyamat során. 295
11 7.27. ábra Bevonatrendszer autókarosszéria festéskor ábra Magas minőség kombinálása alacsony emisszióval és elérhető árral a gépkocsik festési technológiája során 296
12 7.29. ábra Festőműhelyek emisszió-csökkentése technológiai folyamat során Galvanikus és tüzi horganyzás A horganyzás (cinkezés) acélalkatrészek, acélöntvények, acélszalagok és huzalok korrózióvédelmére szolgál. Mivel a cink elektronegatívabb mint a vas, így amíg van bevonat, addig a védelem is fennáll. A díszítő hatással is bíró cink a legolcsóbb galvanizálásra használható fém, melynek felületén szürkésfehér oxid és karbonát (fehérrozsda) képződik, lassítva a bevonat további korrózióját % Ni vagy 0,2 0,3 % Co bevitelével a korrózióállóság 3 4-szeresére növelhető, elsősorban kötőelemek horganyzásakor. A galvanikus horganyzáson kívül tüzi horganyzással is lehet bevonatot felvinni, így a két bevonat típus miatt mindig jelölni kell, melyik fajtáról van szó. Autóipari lemezek tűzi horganyzásakor 7 10 μm vastag bevonatot (7.30. ábra) készítenek, ami a lemezek mélyhúzáskor is a felületen marad ábra Horganyréteg vastagsága 297
13 Gőzfázisú bevonatolások A porlasztás módjától függően több eljárásváltozat alakult ki: Magnetronos (mágnesteres) porlasztás (7.31/a. ábra), kedvező rétegtulajdonságok elérésére. DC (egyenáramú, diódás) porlasztás (7.31/b. ábra), gyors, egyenletes réteg növekedés, tömör réteg megvalósítására. Rádiófrekvenciás (RF) porlasztás (7.31/c. ábra), mely 50 khz alatt változó elektróda-polaritású DC porlasztásnak tekinthető és nemvezető anyagok bevonására is alkalmas. a) b) ábra Porlasztási módok gőzfázisú bevonatolásnál 298
14 c) ábra Porlasztási módok gőzfázisú bevonatolásnál A rétegképzési folyamat lépéseit a ábra szemlélteti, melyek a következők: forrásanyag gőzfázisba vitele; szabad részecskék transzportja a hordozóig; részecskék lecsapódása a hordozóra (adszorpció deszorpció); szemcsék kialakulása (nukleáció); felületi diffúzió, ami segíti szigetek és szemcsék kialakulását; szigetek egybeolvadása, mivel a részecskék a felületi energia minimalizálására törekszenek; réteg vastagodása (0,5 µm 1 mm). A gázáramlás csak meghatározott irányban történik a munkatérben, ezért a források megfelelő elhelyezésével és a munkadarabok forgatásával érhető el egyenletes bevonat! Titánnitrid bevonat jellemzői: Nitrogéndús környezetben titánt elgőzölögtetnek vagy porlasztanak; A titán a nitrogénnel titánnitridet alkot; A TiN az alacsony nyomású (2 10 Pa) térben elhelyezett tárgyak felületén lecsapódik; Aranysárga színű bevonat képződik. Krómnitrid bázisú bevonatok jellemzői (7.33. ábra): A CrN különböző fémekkel kombinálható, így jönnek létre a CrXN típusú bevonatok (CrWN, CrTiN, stb.); A bevonatoló kamrában forrásanyagként Cr és egyéb fém (Me) szubsztrátok vannak; Forgó asztalon helyezkednek el a munkadarabok. 299
15 7.32. ábra Rétegképzési folyamat gőzfázisú bevonatolásnál ábra Krómnitrid bázisú bevonatok előállítása 300

16 A 7.1. táblázat néhány bevonattípus jellemzőit teszi összehasonlíthatóvá táblázat Bevonatok jellemzői Bevonat anyaga Mikrokeménység* (HV 0,05) Súrlódási tényező* (acéllal szárazon) Maximális alkalmazási hőmérséklet ( C) Bevonat színe TiN ,4 600 aranysárga AlCrN , kékesszürke TiAlN+AlCrN ,35 0,40 >1100 kékesszürke bázisú TiCN ,4 400 kékesszürke CrN+a-C:H:W 1000 / ,1 0,2 300 sötétszürke WC/C (a-c:h:w) 1500 / ,1 0,2 300 sötétszürke CrN ,5 700 ezüstösszürke CrN ,5 700 ezüstösszürke Kardáncsukló ház folyatását két lépcsőben végző folyató tüske esetében plazmanitridálást követően alakítják ki a Cr + CrVN bevonatot (7.34. ábra), amellyel jelentős élettartam növekedést értek el egy járműipari cégnél ábra (I.) Krómnitrid bázisú bevonatok előállítása alakító szerszámok felületén 301
 Krómnitrid bázisú bevonatok")



, nagy termikus stabilitás,")
17 7.34. ábra (II.) Krómnitrid bázisú bevonatok előállítása alakító szerszámok felületén A nano(kristályos)-bevonatok tovább javítják a PVD bevonatok tulajdonságait. Például a Ti-B-N nanorétegek jellemzői: TiN, TiB rétegek (7.35. ábra), nagy termikus stabilitás, kémiai ellenállóképesség, tapadásgátló tulajdonság, 4200 HV0,05 keménység ábra Ti-B-N nanoréteg jellemzői 302

18 Jellegzetes CVD alkalmazások: Védőbevonatok: Keményfém szerszámok (forgácsoláshoz), Hideg- és melegalakító szerszámok, Korróziós közegben működő gépelemek, Súrlódó párok; Félvezető kristályok előállítása; Integrált áramkörök, optoelektronikai alkatrészek, innovatív szenzorok; Katalizátorok; Finom fém- és kerámia porok, nanotechnológiai alapanyagok. A ábra a rétegképződés folyamatát szemlélteti. Cementált kéreg vizsgálata ábra CVD rétegépülési folyamata C15 anyag cementált kérgére vonatkozóan: A 7.37/a. ábra a keménység-lefutást szemlélteti, ami szerint a kéregmélység 550 HV0,5-nél 0,38 mm; A 7.37/b. ábrán a keménységmérési lenyomatok láthatók; A 7.37/c. ábra a teljes kéreg szövetszerkezetét mutatja; A 7.37/a. ábrán a mag szövetszerkezete figyelhető meg. Következtetésként megállapítható, hogy a cementálási hőmérséklet túl magas volt, a kéregben kb. 20% maradék (reszt) ausztenit van, a mag szövete durva. 303

.")
19 a) c) b) d) Nitridált kéreg vizsgálata ábra Cementált kéreg vizsgálata A 7.38/a. ábra mutatja a nitridekben dús réteg és a diffúziós zóna szövetszerkezetét. A 7.38/b. ábrán a keménység-lefutás látható. HV0,01 méréssel a nitridekben dús réteg keménysége is mérhető (822 HV0,01). Definíció szerint a kéregvastagság az alapanyag keménység+50 HV-nél mért távolság ( = 316 HV, t = 0,44 mm). 304
 edzésre szánt, előzetesen nemesített vezérmű-tengelyen (7.39.")
20 HV a) HV 0, ,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 Felülettől mért távolság, mm b) ábra Nitridált kéreg vizsgálata Vezérmű-tengely duplex felületkezelése Az elektronsugaras (ES) edzésre szánt, előzetesen nemesített vezérmű-tengelyen (7.39. ábra) kezelés előtt a kérget nitridálták, azaz duplex felületkezelésre került sor. A lézersugárhoz hasonlóan az elektronsugár is jól alkalmazható felületi edzésre, vagyis a két hőforrás ill. eljárás részben konkurense egymásnak. Az elektronsugaras felületedzés főbb technológiai sajátosságai: a munkadarabot vákuum kamrába kell helyezni; a sugárnyaláb intenzitása jól szabályozható, a felület pásztázható; tiszta, jól meghatározott technológiai körülmények hozhatók létre. 305

21 7.39. ábra Kezelendő vezérmű-tengely A vezérmű-tengely alapanyaga 50CrV4 jelű nemesíthető szerkezeti acél, melynek összetétele a következő: C=0,50 %; Si=0,25%; Mn=0,90%; Cr=1,1%; V= 0,12%; Nemesítéskor a 850 C o -on végzett ausztenitesítést olajban hűtés követte (7.40. ábra), majd a megeresztés igény szerint, a megeresztési diagram alapján történt ~280 HB keménységre. 306

 az 550HV-re előírt mélység: t(hv550) 0,4 mm.")
22 7.40. ábra 50CrV4 acél átalakulási és megeresztési diagramja A gáznitridálást követően a keménység a felületen min. 500 HV0,3, az alapanyag keménység+50 HV értéknél mért kéreg vastagság 0,2+0,2 mm. A szövetszerkezet fehér réteg -ének vastagsága min. 8 μm (7.41/a. ábra). a) b) ábra Nitridált és elektronsugarasan edzett kéreg vastagsága Az elektronsugaras edzés a vezérlő bütykökön történt, ahol a felületi keménység min. 650 HV10; az adott keménységhez tartozó mélység és maratott csiszolaton meghatározható réteg geometria (7.41/b. ábra) az 550HV-re előírt mélység: t(hv550) 0,4 mm. A két kezelés együttes hatásának eredményét a ábra mutatja. Az alsó görbe a nitridált kéreg keménységeloszlását, a felső görbe a nitridálás + ES edzés utáni keménység-lefutást mutatja. Az ES edzés után a keménység 0,4 mm 307
 900 800 700 600 500 400 300 200 100 0 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 Távolság, mm HV 0.3/5-ES HV 0.3/5-N 7.41.")
 a legfontosabb optikai vizsgáló eszközünk, de sajnos felbontó-képessége behatárolt, bizonyos idő után elfárad, idősebb korban látásélessége romlik ill. kortól függetlenül is megbetegedhet ill.")
23 HV 0,3/5 mélységben biztosan meghaladja az előírt 550 HV-t, a felületen pedig sokkal nagyobb, mint 650 HV. Nitridált és elektronsugarasan kezelt kéreg keménység lefutás (2. darab) ,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 Távolság, mm HV 0.3/5-ES HV 0.3/5-N ábra Nitridált és elektronsugarasan edzett kéreg keménység-eloszlása Optikai vizsgálatok és digitális képalkotás A szemünk (7.42. ábra) a legfontosabb optikai vizsgáló eszközünk, de sajnos felbontó-képessége behatárolt, bizonyos idő után elfárad, idősebb korban látásélessége romlik ill. kortól függetlenül is megbetegedhet ill. fogyatékossá válhat (színtévesztés, farkasvakság, csőlátás, stb.). Mindezeken túl a képi információt illetve annak használhatóságát, megbízhatóságát az egyes ember szubjektuma is befolyásolja ábra Az emberi szem és a látás 308
24 A digitális képalkotás (7.43. ábra) objektív, fáradtságtól nem befolyásolt eredményt ad és része a mesterséges intelligenciának ábra Digitális képalkotás Digitális felvétel létrehozása és értékelése: Optikai leképezés; Digitalizálás CCD vagy CMOS chippel, ami több millió apró fényérzékeny cella együttese. Ezek a cellák kizárólag fényerősséget képesek érzékelni, színeket nem; Színek megjelenítése mikrolencsékkel és színszűrőkkel, mivel mindegyik cella csak az elé helyezett színszűrőn áthaladó fény erősségét érzékeli, így az alapszínek kombinációja adja a színes képet; A képek minőségi jellemzőinek megadása: pixelek száma, színmélység (szürkeségi szintek); Képfeldolgozás, mely a vizsgálandó objektumtól független, általánosan alkalmazható technika. A képelemzés folyamata: A képek érzékelése és rögzítése; Digitális előfeldolgozás, a lényegi információk kiemelése; A vizsgálni kívánt objektumok megkülönböztetése, kiemelése a háttérből; A képeken átalakítások, képelemzési műveletek elvégzése; Célra orientált mérések (pl. területarány, alakjellemzők, méretek, stb. meghatározása); Az eredmények értelmezése. Sztereo mikroszkópos vizsgálat A sztereo mikroszkóp egy objektív- és két szemlencse segítségével hoz létre térhatású képet, nagyítása 5 200x határok közé esik. Segítségével felületi hibák, megmunkálási nyomok, töretek tanulmányozhatók. A digitális képen mérések is 309
 és fémgőzölt felületen észlelhető")
![szennyeződés (műanyag alapon) láthatók. [Szennyeződés, cérnaszál] 7.44.](/docs-images/98/136359055/images/25-1.jpg "ábra Sztereo mikroszkópos felvételek Felület optikai mikroszkópos vizsgálata A vizsgálat")


25 elvégezhetők. A ábrán lakkozott felület hibái (műanyag alapon) és fémgőzölt felületen észlelhető szennyeződés (műanyag alapon) láthatók. [Szennyeződés, cérnaszál] ábra Sztereo mikroszkópos felvételek Felület optikai mikroszkópos vizsgálata A vizsgálat a felület megbontása nélkül végezhető. Optikai mikroszkóppal elérhető 1000x-es nagyítás alkalmas lehet a felület minősítésére, bizonyos hibák detektálására. Amennyiben a munkadarab felülete nem sík, a hagyományos mikroszkóppal csak szűk tartományban lehet éles képet kapni. Ezt korrigálja a topológiai felvétel technika, mely több, különböző élességű képből rak össze egyetlen térbeli éles képet (7.45. ábra) ábra Felület topológiája 310

 pedig alkalmas arra, hogy")


26 Hengerfelület pásztázó elektronmikroszkópos vizsgálata Egy pásztázó elektronmikroszkóp felbontása maximum 3 nm, nagyítása eléri a x-es értéket. A kép térhatású, nagy a mélységélessége, ezért jól mutatja a felületi domborulatokat. A mikroszkóphoz csatlakoztatott elektron-diszperziós elemző (EDS) pedig alkalmas arra, hogy kiválasztott elem pontszerű, vonalmenti és felületi koncentráció-eloszlását bemutassa. A ábrán gömbgrafitos öntöttvas motorblokk hónolt és lézerkezelt hengerfelületének felvétele látható ábra Gömbgrafitos öntöttvas motorblokk hónolt és lézerkezelt hengerfelülete A ábrán nitridált réteg szerkezete, a ábrán felület ion-nitridálás előtti és utáni képe látható pásztázó elektronmikroszkópi vizsgálat révén ábra Nitridált réteg szerkezete 311


27 Felületi érdesség mérése ábra Felület ion-nitridálás előtti és után Leképezés történhet lézersugárral is, nem klasszikus látás funkció révén. A felületi érdességmérők új generációjának felbontása 10 nm Z irányban, az X-Y irányú lépésköz 0,5 μm-től kezdődik. Lehetséges teljes körű 3D megjelenítés, a hagyományos vonal menti analízis kiterjesztése 2D-re, anizotrópia paraméterek megadása. A ábrán hónolással megmunkált hengerfelület leképezése látható, melyen a színek a magasság eloszlást mutatják 1,5 +1,5 μm tartományban. Felület ábra Hónolással megmunkált hengerfelület leképezése 312

28 Szövetszerkezet, rétegvastagság mikroszkópos vizsgálata A felületre merőleges csiszolaton a felületi rétegek szerkezete tanulmányozható. Egyes rétegek maratás nélkül is láthatók, de a legtöbb esetben maratással lehet előhívni a mikroszerkezeti képet. A digitális képen alkalmas szoftverrel különféle mérések is elvégezhetők. A mikroszkópi vizsgálatra előkészített csiszolaton elvégezhető a mikrokeménység mérés is. A ábrán cementált kéreg szerkezete és lemezgrafitos öntöttvas vezérműtengely elektronsugaras edzésekor keletkezett kéreg szerkezete látható ábra Cementált és elektronsugárral edzett kéreg szerkezete Keménységmérés felületre merőleges metszeten A mérés mikrokeménységmérővel végezhető, általában HV 0,3 értékek meghatározásával. A gépek képesek automatikus, előre programozott léptetésre, a szúrószerszám benyomására és digitális optikai úton az átlók meghatározására, ebből a keménység kiértékelésére és diagram rajzolására. A ábrán nitridált kéreg szerkezete látható keménységmérési nyomokkal, továbbá az eredményül kapott keménység-lefutási görbe. 313

29 7.51. ábra Nitridált kéreg keménységeloszlása Keménységmérés lelapolt felületen Felülettől mért távolság Kérgek minősítésére elfogadott eljárás a kéreg várható mélységénél nagyobb lelapoláson végzett mérés. A lelapolás geometriai viszonyaira példa a következő: hengeres rész sugara 12 mm, lelapolás mélysége 1 mm, a lelapolt sík szélessége 9,592 mm. A lelapoláson mért távolság (t L ) és a felülettől mért radiális távolság (t R ) közötti összefüggés a ábra alapján: t R (4,796 tl ) ábra Lelapolás geometriai viszonyai A lelapolt felületen végzett HV10 és HV30 mérések eredményei jó egyezést mutatnak. A HV10 mérésből kiértékelt radiális távolság (mélység) és a keménység 314
30 HV HV HV10 kapcsolata hasonló, mint a csiszolaton közvetlenül mért keménységlefutás. A réteg mérete az ismert definíció szerint 0,335 mm (7.53. ábra). Az eljárás előnye, hogy viszonylag kevés megmunkálást igényel, és a mérés hagyományos Vickers-gépen is elvégezhető. HV10 és HV30 keménység lefutás HV 10 HV HV 10 HVA ,2 0,4 0,6 0,8 1 távolság, mm Radiális távolság (köszörült felület) ábra Lelapolt felületen mért keménységlefutás Nitridált felület Vickers-keménységmérése változó terheléssel A homogén anyagon végzett HV keménység mérés független a terhelő erőtől. Ha a kéreg keménysége a mélység függvényében változó, akkor a különböző erővel mért keménységek is eltérőek lesznek. A ábra 5, 10, 30, 50 és 100 kg terheléssel elvégzett Vickers keménységémérések eredményeit mutatja. A görbék lefutása igazolja, hogy a nagyobb terhelésnél kisebb látszólagos keménység adódik, mert a réteg keménység eloszlása inhomogén v=0,31 v=0,32 v=0,34 v=0,36 v=0,41 v=0, ábra Különböző terhelőerőkkel mért Vickers-keménységek F 315
.")
31 Ebből a mérésből tapasztalati összefüggéseket lehet levezetni pl. arra vonatkozóan, hogy kétféle terheléssel mért keménység és a kéregvastagság között milyen összefüggés van (nitridált, cementált kérgek esetében alkalmazzák). Felületi nano-keménységmérés A normál és mikro tartományú méréseken kívül alkalmazható nanokeménységmérés erőtartománya mn. Ezzel néhány tized mikron távolságra lehet lenyomatokat elhelyezni a rétegben. A ábra bal oldali részén lézerrel kezelt hengerfelület pásztázó elektronmikroszkópos felvétele szerepel, melyen látható a kb. 1 μm vastagságú nanokristályos réteg. Ennek keménységeloszlását az ábra jobb oldali része mutatja. A felületi keménység HM, de a mérés szórása viszonylag nagy a technika finomsága miatt ábra Lézerrel kezelt hengerfelület és annak keménység-eloszlása Keménység lenyomat elemzése A keménység lenyomat körül kialakuló repedésháló mutatja a réteg ridegségét. A ábrán látható vizsgálat ill. annak eredménye kvalitatív értékelésre alkalmas. 316

32 7.56. ábra Keménység lenyomat körül kialakuló repedésháló 317
33 Karc teszt Ha egy felületet kemény szerszámmal megkarcolunk, a karc jellege jól mutatja a felület tulajdonságait. A képlékeny anyagban maradó alakváltozás (szántás) tapasztalható. A kemény anyag forgácsolódik, a rideg kéreg töredezik. A jelenség azzal válik mérhetővé, hogy regisztrálják az erő komponenseket. A normál erő (F N ) néhány tized N-tól 100 N-ig terjedhet. A ábrán látható mérés munkadarabbal együtt kezelt próbatesten történik ábra (I.) Karc teszt elve és a karcok alakja 318
 Karc teszt elve és a karcok alakja A vizsgálandó felületet egy")


34 Kopásvizsgálat ábra (II.) Karc teszt elve és a karcok alakja A vizsgálandó felületet egy keményfém golyó koptatja adott tribológiai feltételek között. A kopási nyom gömbsüveg alakú, rajta láthatók a bevonat rétegek (7.58. ábra). A geometriai viszonyokból a réteg mélységét ki lehet számítani. Ezzel a vizsgálattal különböző anyagok és rétegek kopásállósága is összehasonlítható. 319

35 Schicht Kopásvizsgálat és rétegvas Suspension Felület Kugel Antriebswelle Átmeneti zóna Kemény réteg Alapréteg Alapanyag ábra Kopásvizsgálat és a kopási nyom geometriai viszonyai Nitridált réteg mérése ultrahangvizsgálattal A módszer ultrahang hullámokat kelt a nitridált zónában, a terjedési sebesség regisztrálása érdekében. Mivel a nitridálás felületi kezelés, ezért az eljárás felületi hullámokat használ (7.59. ábra). A vizsgálandó felületet e koptatja adott tribológiai A kopási nyom gömbsüv bevonat rétegek A geometriai viszonyokb lehet számítani Ezzel a vizsgálattal külön kopásállósága is összeh Felületi technológiák - áttekintés Felül Átme Kem Alapr Alapa ábra Ultrahangvizsgálat felületi hullámokkal 320
36 A nitridált réteg kémiai összetétele különbözik az alapanyagétól. A hullámok terjedési sebessége erősen függ azon anyag szerkezetétől és összetételétől, amelyben terjednek. Ez a sebesség nagyon eltérő az alapanyagban és a nitridált zónában. A sebességváltozás megjelenése detektálhatóvá teszi a kéregvastagságot. Kéregvastagság mérése örvényárammal Mérési elv lehet magneto-induktív (7.60. ábra) vagy örvényáramú (Eddy-current ábra). Mindkét eljárás felületi repedések és rétegek vizsgálatára, cementált ill. nitridált kérgek vastagságának kimutatására alkalmas ábra Magneto-induktív mérési elv A magneto-induktív módszerrel lehetséges a mag és a felület vizsgálata szelektíven, a frekvencia változtatása révén. A gerjesztés történhet egy elkülönülő vagy több frekvenciával (sorosan vagy szimultán) a vizsgálati feladattól független. A módszerrel szokásosan néhány Hz-től kb Hz-ig terjedő sáv fogható át nem korlátozott tekercsekkel. Általában technológiai anyagjellemzők meghatározására szolgál, úgy mint szemcseszerkezet, keménység, edződési mélység és rétegvastagság. 321
37 a) b) ábra Örvényáramos mérési elv Az örvényáramos módszer szokásos frekvenciatartománya 10 MHz-ig terjed, különböző tekercsekkel, melyek révén általában felületi hibák vizsgálhatók. Félkész gyártmányok, mint huzalok, rudak, csövek vizsgálhatók olyan lokális hibák szempontjából, mint repedések, lyukak a tekercs határkeresztmetszetében. A félkész gyártmányok és alkatrészek felületének pásztázásával tárhatók fel a hibák. 322

38 Hengerfelület hónolásának vizsgálata A hónolt felületeket többféle módszerrel vizsgálták annak érdekében, hogy összehasonlíthassák az egyes ellenőrzési módszereket a pontosság, a megbízhatóság és a reprodukálhatóság szempontjából. Az alkalmazott módszerek a következők: Felületek vizsgálata felületi érdesség mérésével; Felületek vizsgálata és minősítése gyártó előírásai szerint; Acetát fóliával készített replikák vizsgálata; Felületre merőleges metszetek mikroszkópos vizsgálata; Felületek vizsgálata SILFLO replika alapján; Felületek elektronmikroszkópos vizsgálata. A felületi érdesség komplex vizsgálatát olyan berendezéssel végezték, melynek felbontóképessége z irányban lézeres letapogatással 10 nm. Az x és y irányú lépésköz minimális értéke 0,5 μm, a letapogatható felület nagysága tetszőleges. A berendezés rendelkezik saját kiértékelő rendszerrel, de lehetőség van az x-y-z koordináta mérés eredményeinek fájlba való kiíratására, és az adatokon végzett értékelésre is. A berendezés néhány jellegzetes felvételét a ábra mutatja. a) ábra (I.) Érdességmérés: a lézer hónolt felület 3D-ben (a); a lézer hónolt felület makroszkópos felvétele(b); a hagyományosan hónolt henger makroszkópos felülete(c) A bemutatott háromdimenziós mérés sok információt szolgáltat a hónolt felületről, mert általa különböző irányokban kiértékelhetők a hagyományos érdességi paraméterek (R a, R z stb.). Emellett meghatározhatók felületi paraméterek (S a, S z stb.) és egyéb jellemzők is (pl. a karcok szöge, csúcs sugara 323

 Érdességmérés: a lézer hónolt felület 3D-ben (a); a lézer hónolt felület makroszkópos felvétele(b); a hagyományosan hónolt henger makroszkópos felülete(c) A 7.63.")
39 és rádiusza, stb.). A lézersugárral való letapogatás további előnye a tűs letapogatáshoz képest az, hogy itt a mért felület nem karcolódik, és a letapogatás nem a felület és a tű rádiusz burkológörbéjét mutatja, hanem jobban közelíti a pontos alakot. b) c) ábra (II.) Érdességmérés: a lézer hónolt felület 3D-ben (a); a lézer hónolt felület makroszkópos felvétele(b); a hagyományosan hónolt henger makroszkópos felülete(c) A ábra néhány jellegzetes profil felvételt mutat. Prof il: P Prof il: P 10.0 [µm] [µm] mm/skt 5.60 mm Lézeresen kezelt alap hónolás 0.80 mm/skt 5.60 mm Olajzsákok (Mahr) Prof il: P 10.0 [µm] mm/skt 5.60 mm Hagyományosan hónolt Olajzsákok (Talysurf) ábra Jellegzetes érdességprofil felvételek 324
40 A karcok orientációjára és egyéb jellemzőire vonatkozó diagramok (7.64. ábra) információt adnak a hónolás szögére (ennek tűrése o illetve 65 o ), és egyéb karc paraméterekre. A felület orientáció két jellegzetes szögértéke 117 o illetve 66 o, tehát a hónolási szög 51 o, amely az előírt tűrésmező közepe felé helyezkedik el. A karc tengelyek arányának leggyakoribb értéke 4 μm, a karcok csúcsszöge 170 o -nál a legnagyobb gyakoriságú. Ezek az eredmények lézeresen kezelt hengerekre vonatkoznak. [ ] ,449 μm [μm] ,449 μm [%] A felület orientációja [%] A tengelyek aránya [ +150 ] ,449 μm 0,449 μm [μm] ,449 μm [%] A karcok csúcsszöge [%] A karcok csúcssugara ábra Karcok jellemzőire vonatkozó diagramok Néhány felületi paramétert (a mérőszámokkal és képekkel együtt) a ábra mutatja hagyományosan hónolt felületről. 325



41 S a = 0,529 μm S q = 0,679 μm S z = 22,603 μm S Sk = -0,754 S Ku = 13,519 S dq = 6,545 S bi = 0, ábra Hagyományosan hónolt felületek paraméterei A felületi paraméterek nem hozhatók közvetlen kapcsolatba a vonalmenti mérés eredményeivel, de egy hónolt felületet, ahol két karc rendszer is van, jobban jellemeznek. A gyártó előírásainak megfelelően a hengerfelületeket acetát film segítségével, illetve a hónolt felületre merőlegesen készített csiszolatokkal, mikroszkópon vizsgálták. A megtisztított, hónolt felületre acetont vittek fel, majd az acetát filmet kézzel rászorították. Az aceton feloldja a film felületét és az a nyomás hatására rögzíti a hónolt felületet. A replikának a vizsgálattal átellenes oldalára tükröt helyezve, fémmikroszkópon végezték a vizsgálatokat. Az acetát fóliáról valamint a csiszolatról készült felvételeket egymás mellé helyezték. A hagyományosan hónolt darabokról készített felvételeket mutatja a ábra. 326




42 7.66. ábra Hagyományosan hónolt felületek A lézer hónolt darabról készültek a ábra felvételei. 327




43 7.67. ábra Lézer hónolt felület Az acetát film replika és a csiszolat segítségével mérték a lézerrel kimunkált olajtáskák méretét is (7.68. ábra). A replikán és a mikroszkópon mérhető olajtáska szélesség kb. 50 µm ábra (I.) Lézerrel kimunkált olajtáskák mérete 100x-os és 1000x-es nagyításban 328
 Lézerrel kimunkált olajtáskák mérete 100x-os és 1000x-es nagyításban Egy erre a célra ajánlott replika anyaggal végzett kísérlet során az olajzsákot és")


44 7.68. ábra (II.) Lézerrel kimunkált olajtáskák mérete 100x-os és 1000x-es nagyításban Egy erre a célra ajánlott replika anyaggal végzett kísérlet során az olajzsákot és környezetét vizsgálták. A ábrán jól látszik az a kiemelkedés, amely az olajzsák negatívjának tekinthető, a jobb oldali diagram pedig a replikáról felvett profilt mutatja. A μm mélységű horonyról viszonylag hű képet ad az anyag, és a hónolási barázdák is látszanak. További vizsgálatokkal lehet eldönteni, hogy melyik replika technika ad a tényleges felületen mért jellemzőkkel közel azonos értékeket. Az olajtáska mérete kb µm, így a mérés jó egyezést mutat az acetát fólián és a csiszolaton végzett méréssel ábra A lézerrel kimunkált olajtáska, valamint a replikáról készített profil A ábrán a scanning elektronmikroszkópos vizsgálatok révén egymás mellett látható a hagyományos és a háromszor hónolt lézeres felületet 500x-os nagyításban. 329




45 7.70. ábra Scanning elektronmikroszkópos felvétel a hagyományos és a lézer hónolt felületről A scanning elektronmikroszkóp nagy mélységélessége lehetővé teszi az olajtáska felületének vizsgálatát is. A ábra felvételein jól látható, hogy a lézerrel kialakított olajtáska mélysége különböző. A 7.71/c. ábrán az is megfigyelhető, hogy helyenként nem éri el az átlagos µm értéket. A nagy hőmérsékletet előidéző lézersugár elpárologtatja a fémet, ami egyenetlen felületet eredményez. Ez az olaj megtapadása és az olajzsákban maradása szempontjából kedvező. a) Olajtáska 150x-es nagyításban b) Olajtáska 500x-os nagyításban ábra (I.) Olajtáska vizsgált felülete 330
 Olajtáska vizsgált felülete Felületi feszültség- és alakváltozás-mérés Esetenként szükségessé válhat anyagfelületekben visszamaradó, különböző eredetű (termikus, fázisátalakulás és/vagy")

46 c) Olajtáska 500x-os nagyításban d) olajtáska felülete 2000x-es nagyításban ábra (II.) Olajtáska vizsgált felülete Felületi feszültség- és alakváltozás-mérés Esetenként szükségessé válhat anyagfelületekben visszamaradó, különböző eredetű (termikus, fázisátalakulás és/vagy kristályrácshibák okozta) feszültségek kimutatása. Ennek néhány módszere a következő: repedőlakkos módszer: jól tapadó, de rideg lakk felvitele után képződő repedéskép alapján a feszültségcsúcsok helyének kimutatása; nyúlásmérő bélyeges módszer: felragasztott ellenálláshuzalok elektromos ellenállás-változásának mérése alapján a felületi alakváltozás meghatározása, majd abból a feszültségek számítása; röntgendiffrakciós módszer: röntgensugarak kristályos szerkezetű anyagrészek kristályrácsáról való visszaverődési képe torzulásának mértéke alapján a maradó feszültségek kimutatása; árnyékoptikás módszer: tükrösített sík felület torzulásának kimutatása ráeső fénynyaláb eltérítéséből; Moire-módszer: anyagfelületre felvitt sávrendszer torzulása torzítatlan sávrendszerrel interferáltatva másodlagos sávrendszert eredményez, ami alapján a deformációk kimutathatók; holografikus interferometria: terheletlen és terhelt munkadarab hologramjának szuszpenziója alapján a deformációk kimutatása. 331
A felületi technológiák vizsgálati módszerei
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák A felületi technológiák vizsgálati módszerei Hagyományos vizsgálati technikák Felületi technológiára fókuszáló vizsgálatok A vizsgálatok áttekintése
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák A felületi technológiák vizsgálati módszerei Hagyományos vizsgálati technikák Felületi technológiára fókuszáló vizsgálatok A vizsgálatok áttekintése
Lézer hónolt felületek vizsgálata
 Lézer hónolt felületek vizsgálata Dr. Czinege Imre, Csizmazia Ferencné Dr., Dr. Solecki Levente Széchenyi István Egyetem ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA 2008. Június 4-5. Áttekintés A lézer hónolás
Lézer hónolt felületek vizsgálata Dr. Czinege Imre, Csizmazia Ferencné Dr., Dr. Solecki Levente Széchenyi István Egyetem ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA 2008. Június 4-5. Áttekintés A lézer hónolás
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Duplex felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat, keménységmérés
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
Anyagszerkezet és vizsgálat
 SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
Az ipari komputer tomográfia vizsgálati lehetőségei
 Az ipari komputer tomográfia vizsgálati lehetőségei Dr. Czinege Imre, Kozma István Széchenyi István Egyetem 6. ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA Cegléd, 2012. június 7-8. Tartalom A CT technika
Az ipari komputer tomográfia vizsgálati lehetőségei Dr. Czinege Imre, Kozma István Széchenyi István Egyetem 6. ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA Cegléd, 2012. június 7-8. Tartalom A CT technika
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
Felületmódosító technológiák
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Anyagfelvitellel járó felületi technológiák 2. rész
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
Anyagismeret I. Nyomó, hajlító vizsgálat Keménységmérés. Összeállította: Csizmazia Ferencné dr.
 Anyagismeret I. Nyomó, hajlító vizsgálat Keménységmérés Összeállította: Csizmazia Ferencné dr. Mechanikai tulajdonságok Statikus igénybevétel Nyomó igénybevétellel szembeni ellenállásának meghatározása
Anyagismeret I. Nyomó, hajlító vizsgálat Keménységmérés Összeállította: Csizmazia Ferencné dr. Mechanikai tulajdonságok Statikus igénybevétel Nyomó igénybevétellel szembeni ellenállásának meghatározása
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Elsőként ellenőrizzük, hogy a 2,5mm átmérőjű golyóval vizsgálható-e az adott vastagságú próbadarab.
 1 Keménységmérés minta példa Brinell keme nyse gme re s minta pe lda A Feladat: Határozza meg a kapott próbadarab Brinell keménységét HPO 250-es típusú keménység mérőgép segítségével. A méréssorán a próbadarab
1 Keménységmérés minta példa Brinell keme nyse gme re s minta pe lda A Feladat: Határozza meg a kapott próbadarab Brinell keménységét HPO 250-es típusú keménység mérőgép segítségével. A méréssorán a próbadarab
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Hőkezelt alkatrészek vizsgálata
 Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
72-74. Képernyő. monitor
 72-74 Képernyő monitor Monitorok. A monitorok szöveg és grafika megjelenítésére alkalmas kimeneti (output) eszközök. A képet képpontok (pixel) alkotják. Általános jellemzők (LCD) Képátló Képarány Felbontás
72-74 Képernyő monitor Monitorok. A monitorok szöveg és grafika megjelenítésére alkalmas kimeneti (output) eszközök. A képet képpontok (pixel) alkotják. Általános jellemzők (LCD) Képátló Képarány Felbontás
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
A nanotechnológia mikroszkópja
 1 Havancsák Károly, ELTE Fizikai Intézet A nanotechnológia mikroszkópja EGIS 2011. június 1. FEI Quanta 3D SEM/FIB 2 Havancsák Károly, ELTE Fizikai Intézet A nanotechnológia mikroszkópja EGIS 2011. június
1 Havancsák Károly, ELTE Fizikai Intézet A nanotechnológia mikroszkópja EGIS 2011. június 1. FEI Quanta 3D SEM/FIB 2 Havancsák Károly, ELTE Fizikai Intézet A nanotechnológia mikroszkópja EGIS 2011. június
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére
 Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
Mobilitás és Környezet Konferencia
 Mobilitás és Környezet Konferencia Magyar Tudományos Akadémia Budapest, 2012. január 23. Belsőégésű motorok hengerfelületének mikrogeometriai vizsgálata Dr. Solecki Levente 2 2 9 Mobilitás és Környezet
Mobilitás és Környezet Konferencia Magyar Tudományos Akadémia Budapest, 2012. január 23. Belsőégésű motorok hengerfelületének mikrogeometriai vizsgálata Dr. Solecki Levente 2 2 9 Mobilitás és Környezet
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel
 Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
A felületi technológiák áttekintése
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák A felületi technológiák áttekintése Bevezetés Esettanulmányok Igénybevételek Csoportosítás A tantárgy célja A Felületi technológiák c. tárgy átfogóan
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák A felületi technológiák áttekintése Bevezetés Esettanulmányok Igénybevételek Csoportosítás A tantárgy célja A Felületi technológiák c. tárgy átfogóan
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
Vizsgálatok Scanning elektronmikroszkóppal
 Óbuda University e Bulletin Vol. 2, No. 1, 2011 Nagyné Halász Erzsébet Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar nagyne.halasz@bgk.uni-obuda.hu Abstract: The paper describes
Óbuda University e Bulletin Vol. 2, No. 1, 2011 Nagyné Halász Erzsébet Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar nagyne.halasz@bgk.uni-obuda.hu Abstract: The paper describes
Mikroszerkezeti vizsgálatok
 Mikroszerkezeti vizsgálatok Dr. Szabó Péter BME Anyagtudomány és Technológia Tanszék 463-2954 szpj@eik.bme.hu www.att.bme.hu Tematika Optikai mikroszkópos vizsgálatok, klasszikus metallográfia. Kristálytan,
Mikroszerkezeti vizsgálatok Dr. Szabó Péter BME Anyagtudomány és Technológia Tanszék 463-2954 szpj@eik.bme.hu www.att.bme.hu Tematika Optikai mikroszkópos vizsgálatok, klasszikus metallográfia. Kristálytan,
Felületi hőkezelések Dr. Hargitai Hajnalka, február 18.
 Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK
 TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040
 SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT!
 Cromkontakt galvánipari kft Cromkontakt galvánipari kft. KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT! Az Ön megbízható partnere a galvanizálásban! KAPCSOLAT 1214 Budapest, II. Rákóczi Ferenc út 289-295. Tel: +36-20-450-7284
Cromkontakt galvánipari kft Cromkontakt galvánipari kft. KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT! Az Ön megbízható partnere a galvanizálásban! KAPCSOLAT 1214 Budapest, II. Rákóczi Ferenc út 289-295. Tel: +36-20-450-7284
BME ANYAGTUDOMÁNY ÉS. Mechanikai anyagvizsgálat. Szakítóvizsgálat. A legelterjedtebb roncsolásos vizsgálat
 BME ANYAGTUDOMÁNY É TECHNOLÓGIA Anyagismeret TANZÉK Mechanikai anyagvizsgálat Dr. Lovas Jeno jlovas@eik.bme.hu Dr. Krállics György krallics@eik.bme.hu zakítóvizsgálat A legelterjedtebb roncsolásos vizsgálat
BME ANYAGTUDOMÁNY É TECHNOLÓGIA Anyagismeret TANZÉK Mechanikai anyagvizsgálat Dr. Lovas Jeno jlovas@eik.bme.hu Dr. Krállics György krallics@eik.bme.hu zakítóvizsgálat A legelterjedtebb roncsolásos vizsgálat
LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA
 LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG,
LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG,
Laborgyakorlat. Kurzus: DFAL-MUA-003 L01. Dátum: Anyagvizsgálati jegyzőkönyv ÁLTALÁNOS ADATOK ANYAGVIZSGÁLATI JEGYZŐKÖNYV
 ÁLTALÁNOS ADATOK Megbízó adatai: Megbízott adatai: Cég/intézmény neve: Dunaújvárosi Egyetem. 1. csoport Cég/intézmény címe: 2400 Dunaújváros, Vasmű tér 1-3. H-2400 Dunaújváros, Táncsics M. u. 1/A Képviselő
ÁLTALÁNOS ADATOK Megbízó adatai: Megbízott adatai: Cég/intézmény neve: Dunaújvárosi Egyetem. 1. csoport Cég/intézmény címe: 2400 Dunaújváros, Vasmű tér 1-3. H-2400 Dunaújváros, Táncsics M. u. 1/A Képviselő
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval
 passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások.
 Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
Akusztikus aktivitás AE vizsgálatoknál
 Akusztikus aktivitás AE vizsgálatoknál Kindlein Melinda, Fodor Olivér ÁEF Anyagvizsgáló Laboratórium Kft. 1112. Bp. Budaörsi út 45. Az akusztikus emissziós vizsgálat a roncsolásmentes vizsgálati módszerek
Akusztikus aktivitás AE vizsgálatoknál Kindlein Melinda, Fodor Olivér ÁEF Anyagvizsgáló Laboratórium Kft. 1112. Bp. Budaörsi út 45. Az akusztikus emissziós vizsgálat a roncsolásmentes vizsgálati módszerek
Anyagismeret a gyakorlatban (BMEGEPTAGA0) KEMÉNYSÉGMÉRÉS
 KEMÉNYSÉGMÉRÉS") Anyagismeret a gyakorlatban (BMEGEPTAGA0) KEMÉNYSÉGMÉRÉS Elméleti áttekintés Az anyag képlékeny alakváltozással, különösen valamely mérőszerszám beatolásával, szembeni ellenállását keménységnek nevezzük.
Anyagismeret a gyakorlatban (BMEGEPTAGA0) KEMÉNYSÉGMÉRÉS Elméleti áttekintés Az anyag képlékeny alakváltozással, különösen valamely mérőszerszám beatolásával, szembeni ellenállását keménységnek nevezzük.
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer
 Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
7. Koordináta méréstechnika
 7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
. -. - Baris A. - Varga G. - Ratter K. - Radi Zs. K.
 2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
A mikrokeménység-vizsgálat alkalmazása az ipari minőség-ellenőrzés területén
 A TERMELÉSI FOLYAMAT MINÕSÉGKÉRDÉSEI, VIZSGÁLATOK 2.5 A mikrokeménység-vizsgálat alkalmazása az ipari minőség-ellenőrzés területén Tárgyszavak: keménységmérés; mikrokeménység-mérés; Martenskeménység; bevonat;
A TERMELÉSI FOLYAMAT MINÕSÉGKÉRDÉSEI, VIZSGÁLATOK 2.5 A mikrokeménység-vizsgálat alkalmazása az ipari minőség-ellenőrzés területén Tárgyszavak: keménységmérés; mikrokeménység-mérés; Martenskeménység; bevonat;
MEMS, szenzorok. Tóth Tünde Anyagtudomány MSc
 MEMS, szenzorok Tóth Tünde Anyagtudomány MSc 2016. 05. 04. 1 Előadás vázlat MEMS Története Előállítása Szenzorok Nyomásmérők Gyorsulásmérők Szögsebességmérők Áramlásmérők Hőmérsékletmérők 2 Mi is az a
MEMS, szenzorok Tóth Tünde Anyagtudomány MSc 2016. 05. 04. 1 Előadás vázlat MEMS Története Előállítása Szenzorok Nyomásmérők Gyorsulásmérők Szögsebességmérők Áramlásmérők Hőmérsékletmérők 2 Mi is az a
MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA
 AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
passion for precision Sphero-X simítás és nagyolás 40 és 70 HRC között
 passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZŐNYEG- ÉS TEXTILIPARI PENGÉK
 TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZŐNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZŐNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
Röntgen-gamma spektrometria
 Röntgen-gamma spektrométer fejlesztése radioaktív anyagok elemi összetétele és izotópszelektív radioaktivitása egyidejű meghatározására Szalóki Imre, Gerényi Anita, Radócz Gábor Nukleáris Technikai Intézet
Röntgen-gamma spektrométer fejlesztése radioaktív anyagok elemi összetétele és izotópszelektív radioaktivitása egyidejű meghatározására Szalóki Imre, Gerényi Anita, Radócz Gábor Nukleáris Technikai Intézet
CrMo4 anyagtípusok izotermikus átalakulási folyamatainak elemzése és összehasonlítása VEM alapú fázis elemeket tartalmazó TTT diagramok alkalmazásával
 CrMo4 anyagtípusok izotermikus átalakulási folyamatainak elemzése és összehasonlítása VEM alapú fázis elemeket tartalmazó TTT diagramok alkalmazásával Ginsztler J. Tanszékvezető egyetemi tanár, Anyagtudomány
CrMo4 anyagtípusok izotermikus átalakulási folyamatainak elemzése és összehasonlítása VEM alapú fázis elemeket tartalmazó TTT diagramok alkalmazásával Ginsztler J. Tanszékvezető egyetemi tanár, Anyagtudomány
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ
 RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Anyagvizsgálatok. Fémtani vizsgálatok
 Anyagvizsgálatok Fémtani vizsgálatok Cél: Az anyagok szövetszerkezetének, szemcsenagyságának, a zárványosság (nemfémes alkotók) stb. meghatározása A vizsgálatok a nagyítás szerint csoportosíthatók: makroszkópos
Anyagvizsgálatok Fémtani vizsgálatok Cél: Az anyagok szövetszerkezetének, szemcsenagyságának, a zárványosság (nemfémes alkotók) stb. meghatározása A vizsgálatok a nagyítás szerint csoportosíthatók: makroszkópos
Alakítás és hőkezelés hatása az acél szövetszerkezetére
 Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Szilárdság (folyáshatár) növelési eljárások
 növelési eljárások") Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Építményeink védelme március 27. Acélfelületek korrózió elleni védelme fémbevonatokkal
 Építményeink védelme 2018. március 27. Acélfelületek korrózió elleni védelme fémbevonatokkal Dr. Seidl Ágoston okl. vegyészmérnök, korróziós szakmérnök c.egy.docens A korrózióról általában A korrózióról
Építményeink védelme 2018. március 27. Acélfelületek korrózió elleni védelme fémbevonatokkal Dr. Seidl Ágoston okl. vegyészmérnök, korróziós szakmérnök c.egy.docens A korrózióról általában A korrózióról
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Alumínium ötvözetek aszimmetrikus hengerlése
 A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
SF 3-6-T2. Az kenőanyag és a sínkenő berendezés MÁV nyílttéri tesztelése. The Ultimate Lubricant
 SF 3-6-T2 Az SF Railforce kenőanyag és a sínkenő berendezés MÁV nyílttéri tesztelése The Ultimate Lubricant Az SF 3-6-T2 kenőanyag és a sínkenő berendezés nyílttéri tesztelése A mérési helyszín A sínkopás
SF 3-6-T2 Az SF Railforce kenőanyag és a sínkenő berendezés MÁV nyílttéri tesztelése The Ultimate Lubricant Az SF 3-6-T2 kenőanyag és a sínkenő berendezés nyílttéri tesztelése A mérési helyszín A sínkopás
Ultrahangos anyagvizsgálati módszerek atomerőművekben
 Ultrahangos anyagvizsgálati módszerek atomerőművekben Hangfrekvencia 20 000 000 Hz 20 MHz 2 000 000 Hz 20 000 Hz 20 Hz anyagvizsgálatok esetén használt UH ultrahang hallható hang infrahang 2 MHz 20 khz
Ultrahangos anyagvizsgálati módszerek atomerőművekben Hangfrekvencia 20 000 000 Hz 20 MHz 2 000 000 Hz 20 000 Hz 20 Hz anyagvizsgálatok esetén használt UH ultrahang hallható hang infrahang 2 MHz 20 khz
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Kisciklusú fárasztóvizsgálatok eredményei és energetikai értékelése
 Kisciklusú fárasztóvizsgálatok eredményei és energetikai értékelése Tóth László, Rózsahegyi Péter Bay Zoltán Alkalmazott Kutatási Közalapítvány Logisztikai és Gyártástechnikai Intézet Bevezetés A mérnöki
Kisciklusú fárasztóvizsgálatok eredményei és energetikai értékelése Tóth László, Rózsahegyi Péter Bay Zoltán Alkalmazott Kutatási Közalapítvány Logisztikai és Gyártástechnikai Intézet Bevezetés A mérnöki
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
A mérések általános és alapvető metrológiai fogalmai és definíciói. Mérések, mérési eredmények, mérési bizonytalanság. mérés. mérési elv
 Mérések, mérési eredmények, mérési bizonytalanság A mérések általános és alapvető metrológiai fogalmai és definíciói mérés Műveletek összessége, amelyek célja egy mennyiség értékének meghatározása. mérési
Mérések, mérési eredmények, mérési bizonytalanság A mérések általános és alapvető metrológiai fogalmai és definíciói mérés Műveletek összessége, amelyek célja egy mennyiség értékének meghatározása. mérési
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
Akusztikai tervezés a geometriai akusztika módszereivel
 Akusztikai tervezés a geometriai akusztika módszereivel Fürjes Andor Tamás BME Híradástechnikai Tanszék Kép- és Hangtechnikai Laborcsoport, Rezgésakusztika Laboratórium 1 Tartalom A geometriai akusztika
Akusztikai tervezés a geometriai akusztika módszereivel Fürjes Andor Tamás BME Híradástechnikai Tanszék Kép- és Hangtechnikai Laborcsoport, Rezgésakusztika Laboratórium 1 Tartalom A geometriai akusztika
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
lasztás s I. (gyakorlati előkész
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
7.1. Al2O3 95%+MLG 5% ; 3h; 4000rpm; Etanol; ZrO2 G1 (1312 keverék)
") 7.1. Al2O3 95%+MLG 5% ; 3h; 4000rpm; Etanol; ZrO2 G1 (1312 keverék) 7.1.1. SPS: 1150 C; 5 (1312 K1) Mért sűrűség: 3,795 g/cm 3 3,62 0,14 GPa Három pontos törés teszt: 105 4,2 GPa Súrlódási együttható:
7.1. Al2O3 95%+MLG 5% ; 3h; 4000rpm; Etanol; ZrO2 G1 (1312 keverék) 7.1.1. SPS: 1150 C; 5 (1312 K1) Mért sűrűség: 3,795 g/cm 3 3,62 0,14 GPa Három pontos törés teszt: 105 4,2 GPa Súrlódási együttható:
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
10. előadás Kőzettani bevezetés
 10. előadás Kőzettani bevezetés Mi a kőzet? Döntően nagy földtani folyamatok során képződik. Elsősorban ásványok keveréke. Kőzetalkotó ásványok építik fel. A kőzetalkotó komponensek azonban nemcsak ásványok,
10. előadás Kőzettani bevezetés Mi a kőzet? Döntően nagy földtani folyamatok során képződik. Elsősorban ásványok keveréke. Kőzetalkotó ásványok építik fel. A kőzetalkotó komponensek azonban nemcsak ásványok,
Andó Mátyás Felületi érdesség matyi.misi.eu. Felületi érdesség. 1. ábra. Felületi érdességi jelek
 1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok 1 Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei, könnyűfémek és ötvözeteik Műanyagok Hőre lágyuló és hőre keményedő műanyagok, elasztomerek Kerámiák Kristályos,
Mérnöki anyagismeret Szerkezeti anyagok 1 Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei, könnyűfémek és ötvözeteik Műanyagok Hőre lágyuló és hőre keményedő műanyagok, elasztomerek Kerámiák Kristályos,
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
Épületlakatos Épületlakatos
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
ÁRAMKÖRÖK SZIMULÁCIÓJA
 ÁRAMKÖRÖK SZIMULÁCIÓJA Az áramkörök szimulációja révén betekintést nyerünk azok működésébe. Meg tudjuk határozni az áramkörök válaszát különböző gerjesztésekre, különböző üzemmódokra. Végezhetők analóg
ÁRAMKÖRÖK SZIMULÁCIÓJA Az áramkörök szimulációja révén betekintést nyerünk azok működésébe. Meg tudjuk határozni az áramkörök válaszát különböző gerjesztésekre, különböző üzemmódokra. Végezhetők analóg
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08.
 Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
NYOMTATOTT HUZALOZÁSÚ LAPOK GYÁRTÁSTECHNOLÓGIÁJA
 NYOMTATOTT HUZALOZÁSÚ LAPOK GYÁRTÁSTECHNOLÓGIÁJA Az elektronikai tervező általában nem gyárt nyomtatott lapokat, mégis kell, hogy legyen némi rálátása a gyártástechnológiára, hogy terve kivitelezhető legyen.
NYOMTATOTT HUZALOZÁSÚ LAPOK GYÁRTÁSTECHNOLÓGIÁJA Az elektronikai tervező általában nem gyárt nyomtatott lapokat, mégis kell, hogy legyen némi rálátása a gyártástechnológiára, hogy terve kivitelezhető legyen.
4.2.1. A lézeres felületedzési eljárás általános jellemzése
 4.2.1. A lézeres felületedzési eljárás általános jellemzése A lézeres felületedzést (laser surface hardening, transformation hardening) mint lokális hőkezelést többnyire acél és öntöttvas munkadarabok
4.2.1. A lézeres felületedzési eljárás általános jellemzése A lézeres felületedzést (laser surface hardening, transformation hardening) mint lokális hőkezelést többnyire acél és öntöttvas munkadarabok
BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés.
 BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés. Nyomásos öntés A sikeres öntéshez az Oerlikon Balzers az Ön megbízható partnere! A
BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés. Nyomásos öntés A sikeres öntéshez az Oerlikon Balzers az Ön megbízható partnere! A
Nanokeménység mérések
 Cirkónium Anyagtudományi Kutatások ek Nguyen Quang Chinh, Ugi Dávid ELTE Anyagfizikai Tanszék Kutatási jelentés a Nemzeti Kutatási, Fejlesztési és Innovációs Hivatal támogatásával az NKFI Alapból létrejött
Cirkónium Anyagtudományi Kutatások ek Nguyen Quang Chinh, Ugi Dávid ELTE Anyagfizikai Tanszék Kutatási jelentés a Nemzeti Kutatási, Fejlesztési és Innovációs Hivatal támogatásával az NKFI Alapból létrejött
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
Integrált áramkörök/2. Rencz Márta Elektronikus Eszközök Tanszék
 Integrált áramkörök/2 Rencz Márta Elektronikus Eszközök Tanszék Mai témák MOS áramkörök alkatrészkészlete Bipoláris áramkörök alkatrészkészlete 11/2/2007 2/27 MOS áramkörök alkatrészkészlete Tranzisztorok
Integrált áramkörök/2 Rencz Márta Elektronikus Eszközök Tanszék Mai témák MOS áramkörök alkatrészkészlete Bipoláris áramkörök alkatrészkészlete 11/2/2007 2/27 MOS áramkörök alkatrészkészlete Tranzisztorok