LGB_AJ011_1 - Lemezalakítás SEGÉDLET 4. Konzultáció
|
|
|
- Jenő Szekeres
- 6 évvel ezelőtt
- Látták:
Átírás



1 LGB_AJ011_1 - Lemezalakítás SEGÉDLET 4. Konzultáció Ez a segédlet csak kiegészítés az órai anyaghoz és a kötelező irodalmakhoz. Tartalma a konzultációk anyagaival egyezik meg. Az anyag nem mentesíti a hallgatót a kötelező irodalom ismerete alól!

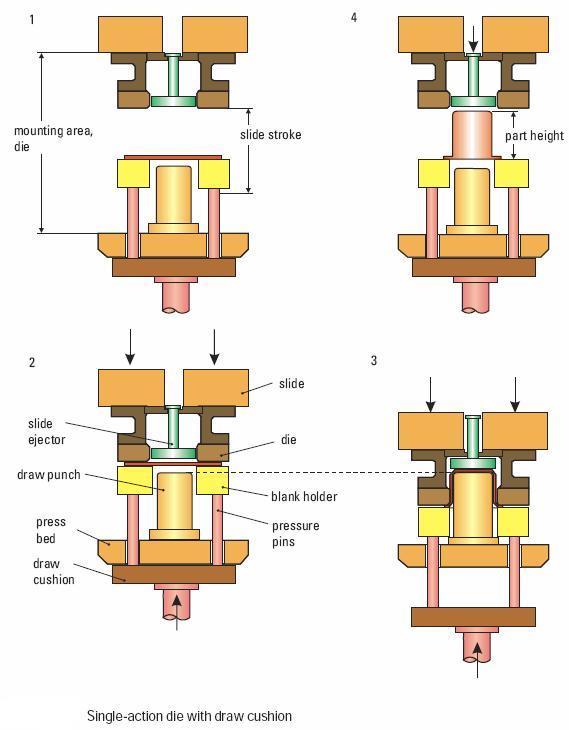
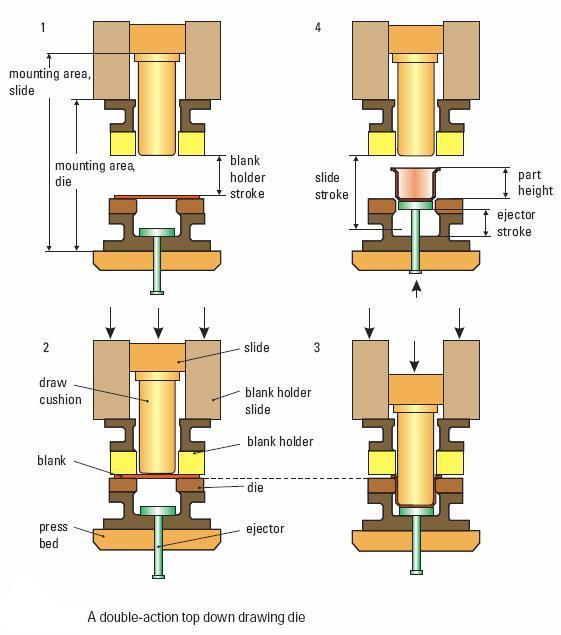
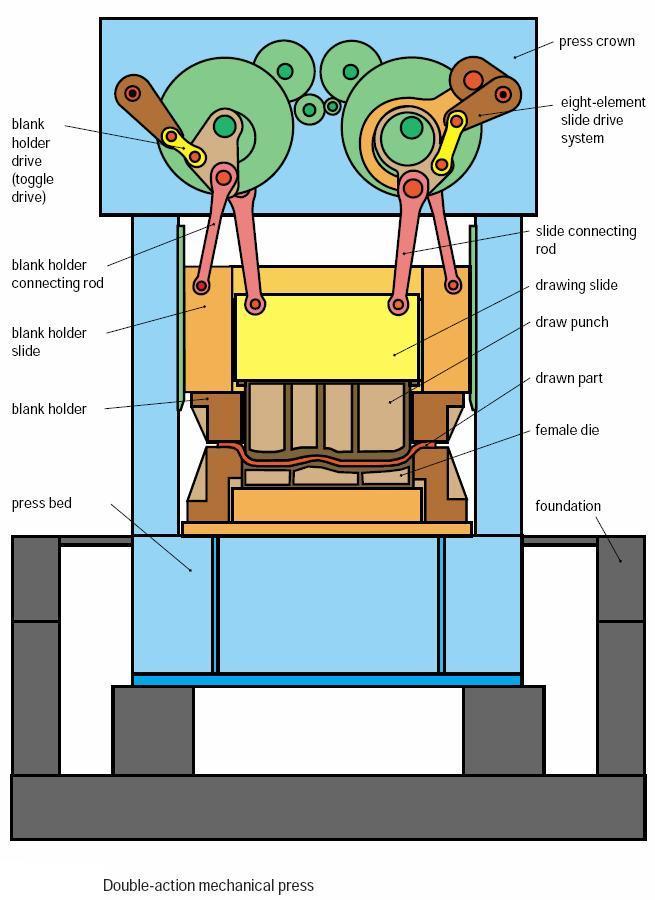
2 2016/2017/2 2 Aktív szerszámelemek a mélyhúzás során
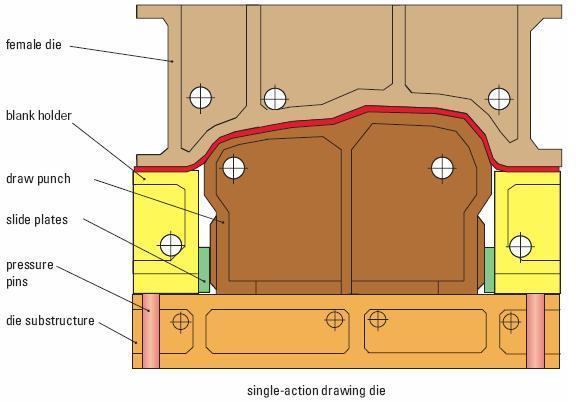
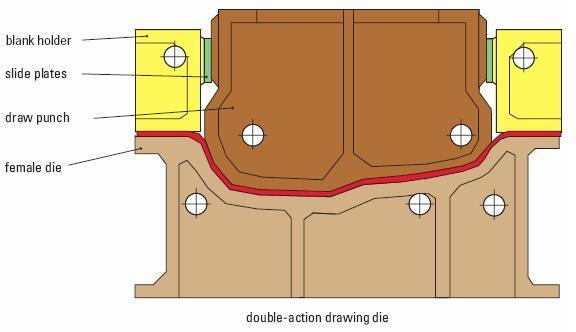
3 2016/2017/2 3 Szerszám elrendezések

4 2016/2017/2 4 Szerszám elrendezések
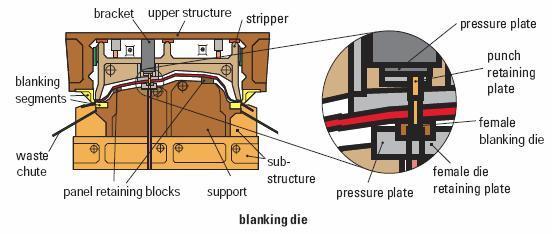
5 2016/2017/2 5 Szerszámkialakítások
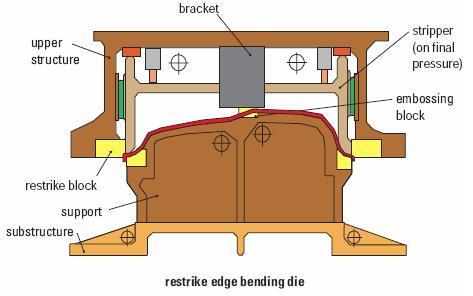
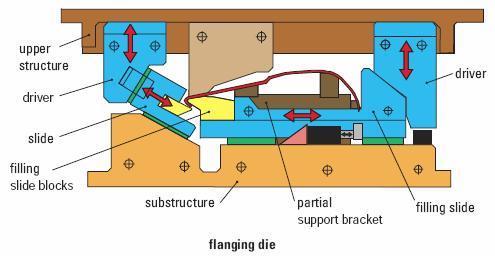
6 2016/2017/2 6 Szerszámkialakítások

7 2016/2017/2 7 Olajteknő gyártási folyamata
8 2016/2017/2 8 Mélyhúzott alkatrészek gyártási hibái Hiba Lehetséges ok Megelőzés, megoldás Mélyhúzási barázda Szerszám kopás Bélyeg / matrica cseréje, a kenési viszonyok javítása Repedési vonalak a húzott darab felületén Függőleges repedési vonalak a felső peremen A húzási viszony (b) túl nagy / a húzórés túl kicsi / a bélyeg vagy a matrica rádiuszai kicsik / a ráncgátló erő túl nagy / az alakítás sebessége túl nagy Kevés az anyag a hibás területen / túl nagy a húzórés vagy túl nagy a görbület a peremen Kedvezőbb húzási viszonyú lemez alkalmazása vagy többlépcsős mélyhúzás alkalmazása / húzórés növelése / lemezvastagság ellenőrzése / a matrica rádiuszainak növelése / ráncgátló erő csökkentése / alakítási sebesség csökkentése A matrica cseréje
9 2016/2017/2 9 Mélyhúzott alkatrészek gyártási hibái Hiba Lehetséges ok Megelőzés, megoldás A derékszöges daraboknál, a sarkok vastagabbak mint az oldalfalak Függőleges gyűrődések a test felső részén, ezzel együtt függőleges repedések is megjelennek Túl sok az anyag a sarkokban A ráncgátló erő túl kicsi / a húzórés túl nagy / a matrica lekerekítései túl nagyok Teríték változtatása / kicsípések az érintett területeken / az élek letörése A ráncgátló erő növelése / a matrica felújítása Gyűrődések a peremen A ráncgátló nyomás túl alacsony A ráncgátló nyomás növelése Egyéb nem specifikált hibák / hibás vagy szabálytalan húzott alakzatok Nem megfelelő teríték / aszimmetrikus teríték elhelyezés / alkalmatlan alapanyag / helytelen kenés Megfelelő teríték / a szerszámok és ütközők ellenőrzése / megfelelő kenőanyag és alapanyag használata



10 Húzási viszony 2016/2017/2 10 Mélyhúzott alkatrészek gyártási hibái Fülesedés Ráncosodás - Fenékszakadás Keményedési kitevő - n
11 2016/2017/2 11 Szerszámgép kialakítás típusok Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal hajtott) Hidraulikus sajtológépek (egy vagy több munkahenger működteti a szánokat) Energia korlátos sajtók (forgó lendítőkerékben tárolt energiát orsó-anya kapcsolat alakítja át egyenes vonalú mozgássá) Állvány kialakítás szerint: C-állványú sajtók Kétállványos és négyállványos sajtók Funkció szerint: Kivágó, mélyhúzó, kovácsoló, stb. sajtók Elrendezés szerint: Egyedi gépek vagy gépsorok
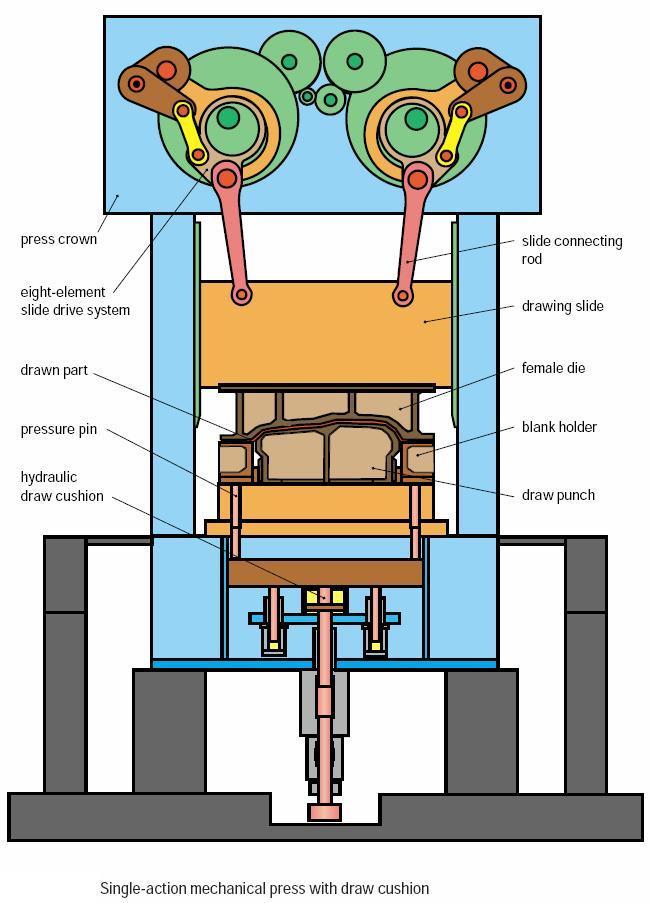
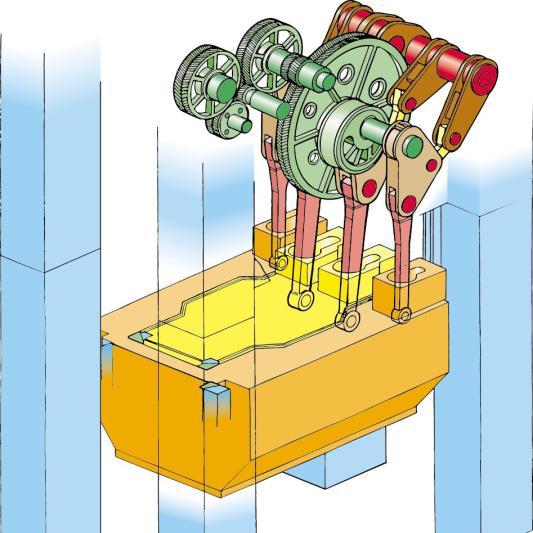
12 2016/2017/2 12 Mechanikus sajtók

13 2016/2017/2 13 Hidraulikus sajtók

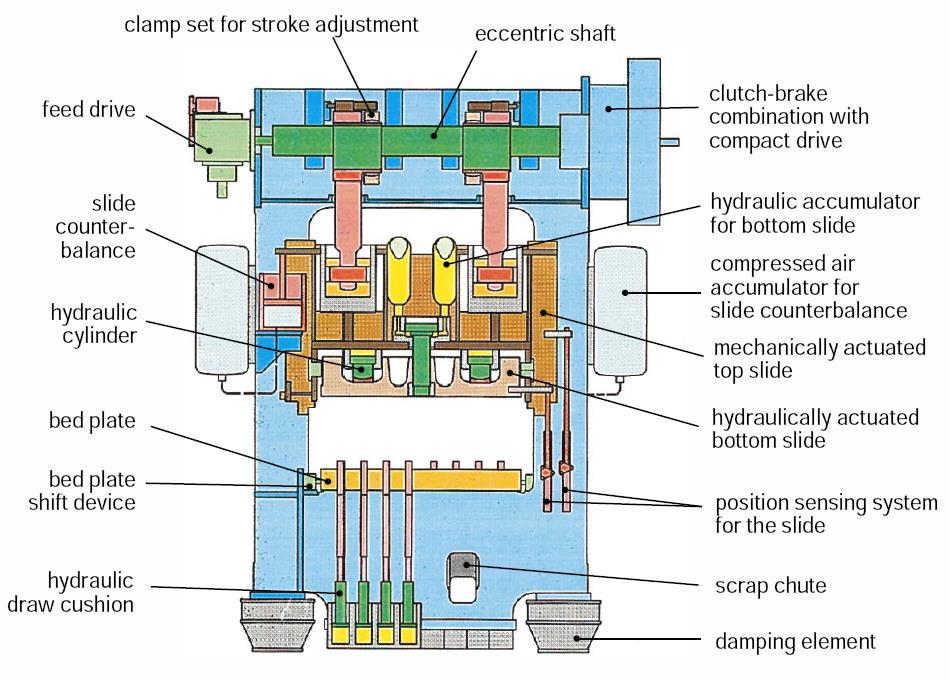
14 2016/2017/2 14 Hibrid sajtók
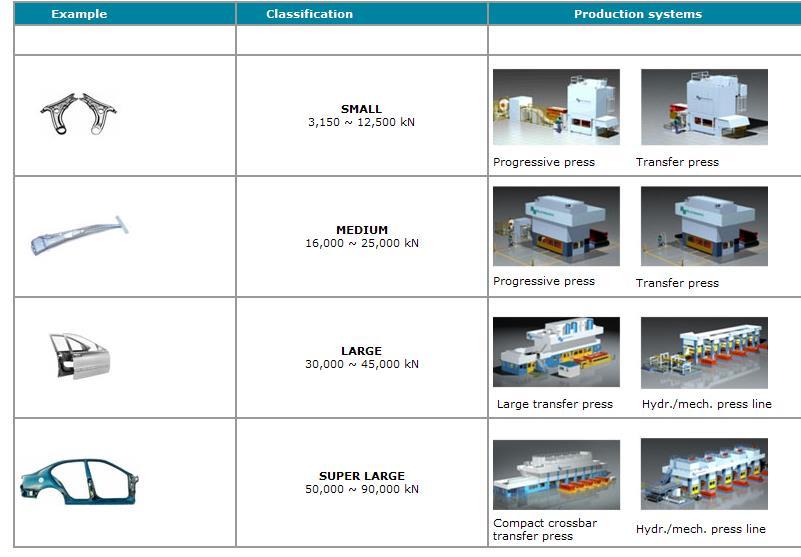
15 2016/2017/2 15 Alkalmazhatóság
16 2016/2017/2 16 Szerszámgép kiválasztása Darab méret Komplett darab készítés Kereszt rudas transzfer Nagy, instabil, páros elemek 3 tengelyű transzfer Gyártósor különböző ágy méretekkel Közepes méretű darabok Alacsony befektetés Kis helyszükséglet Szerszámcsere ideje [min] Minden darab

17 2016/2017/2 17 Szerszámgép kiválasztása
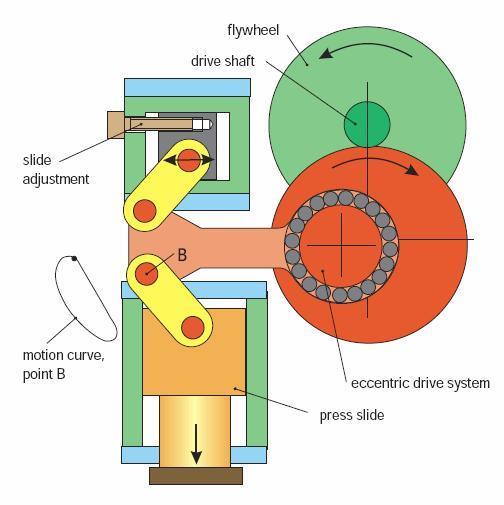
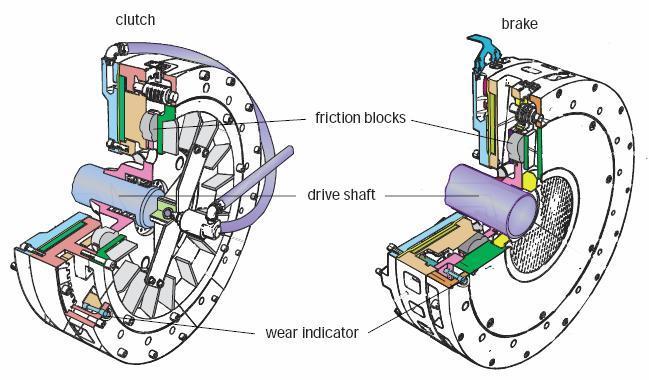
18 2016/2017/2 18 Szerszámgép meghajtások, tengelykapcsolók, fékek


19 2016/2017/2 19 Szerszámgép hidraulikus rendszere

20 2016/2017/2 20 Szerszámgép megvezetés típusok


21 2016/2017/2 21 Szerszámgép megvezetés típusok


22 2016/2017/2 22 Szerszámcsere Elfordítható konzol Motorizált szerszámcserélő kocsi


23 2016/2017/2 23 Szerszámcsere Mozgatható szerszámtartó tömb Szerszámcserélő transzferek


24 2016/2017/2 24 Szerszámcsere Szerszámcserélő kar Forgóasztalos

25 2016/2017/2 25 Szerszámcsere Transzfersor
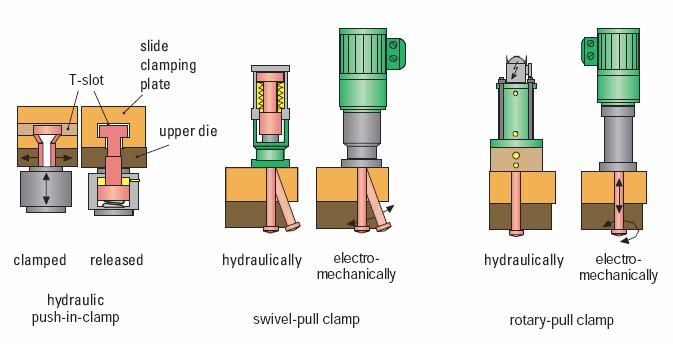
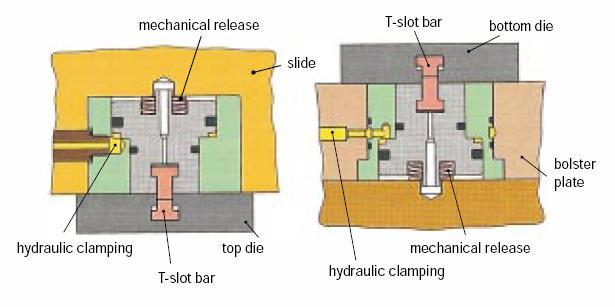
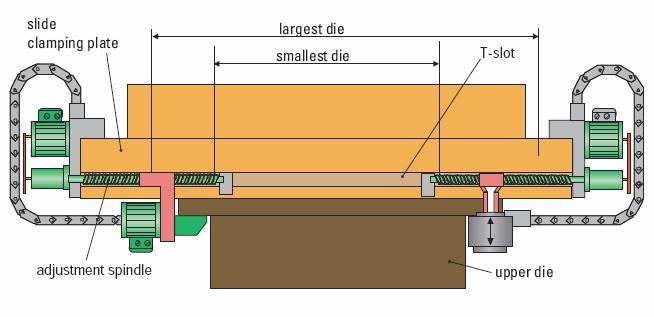
26 2016/2017/2 26 Szerszámbefogás és rögzítés
27 2016/2017/2 27 Gyártósorok


28 2016/2017/2 28 Gyártósorok
29 2016/2017/2 29 Bevezetés Karosszéria Elöljáróban néhány sajátos szempont a karosszériák alakítási-technológai témaköréről: - A legtöbb karosszéria lemezalkatrész alakja aszimmetrikus és szabálytalan. A jármű felépítmények részekre bontásakor ezért a húzástechnikai szempontok a dizájn-tervezés mérvadó szempontja kell, hogy legyen. Két mód van arra, hogy a lemeznek a húzóél feletti csúszásakor az igénybevétele egyenletes legyen; az egyik a fékező- és húzóbordák használata, - a másik az egyes alkatrészek párosával történő - pl. bal- és jobb ajtó húzó szerszámba való összevonása, a két ajtót a húzó szerszám bélyege így egyszerre húzza ki, ily módon körszimmetrikus igénybevételét érjük el biztosítva ezzel a lemez egyenletes igénybevételét, hasonlóan a mélyhúzáshoz. - A karosszéria alkatrészekkel szemben nagy minőségi és méretpontossági követelményeket támasztanak. ( A gyártási folyamatot egyébként nem lehetne automatizálni és robotizálni a karosszéria összeállító készülékekben.) A lapos, szabálytalan kerületű alkatrészek, mint pl.: oldalfalak, ajtók és más karosszéria alkatrészek húzásakor a kerület egyes pontjain igen eltérő nagyságú helyi alakváltozási igénybevétellel valósul meg az egyes karosszéria elemrészek húzása. Ezek a nagy alakítási különbségek egy- vagy kettős bordázással csak részben egyenlíthetők ki. Ilyenkor az előhúzást megelőzően célszerű a terítéket előlyukasztani, hogy ezzel is egyenletesebb anyagáramlás legyen.
30 2016/2017/2 30 Bevezetés A karosszéria-alkatrészek húzásakor általában 15% ( maximum 25%-30%) lemez nyúlás engedhető meg, miután a mártásos korrózió védelem vékony rétegén-, valamint a lakkozott felületen, a lemez instabilitás miatti felület durvulása narancsosodás felnagyítódva átüt és javíthatatlan selejtes felületet. Egy személygépkocsi acél-lemez karosszériához közel négyszáz féle lemez alkatrész szükséges. Mindez másodperces ütemidő mellett, karosszéria elemenként napi több ezer darab legyártását jelenti, éveken át, fokozott minőségi követelmények mellett. Éppen ezért a karosszéria elemek dizájn- konstrukció- alakítás-technológia- és szerszámtervezés esetében a szimultán engineering- a folyamatos adatkapcsolat mellett, fokozott munkakapcsolatot is megkíván, a műszaki megoldás teljes optimálása érdekében.

31 2016/2017/2 31 A karosszéria lemezek alakítástechnológiai folyamata Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető technológiai lépésre bontható: - A kiinduló teríték alakjának meghatározása, figyelembe véve a húzóbordák és tehermentesítő lyukak helyszükségletét. - A karosszéria-elem sajtolás nyújtva- húzás, mélyhúzás alakítástechnológiai tervezése. - A sajtolt lemez kivágás technológiai tervezése. Ez sokszor nem egy, hanem 3-4 különböző szerszámban történő kivágást-, lyukasztást-, kicsípést stb. jelent, mire a végleges elem kialakul. - Az utolsó művelet a kalibrálás-, vagy utánalakítás, melynek célja az adott karosszéria elem mérethelyes végleges alakjának biztosítása.


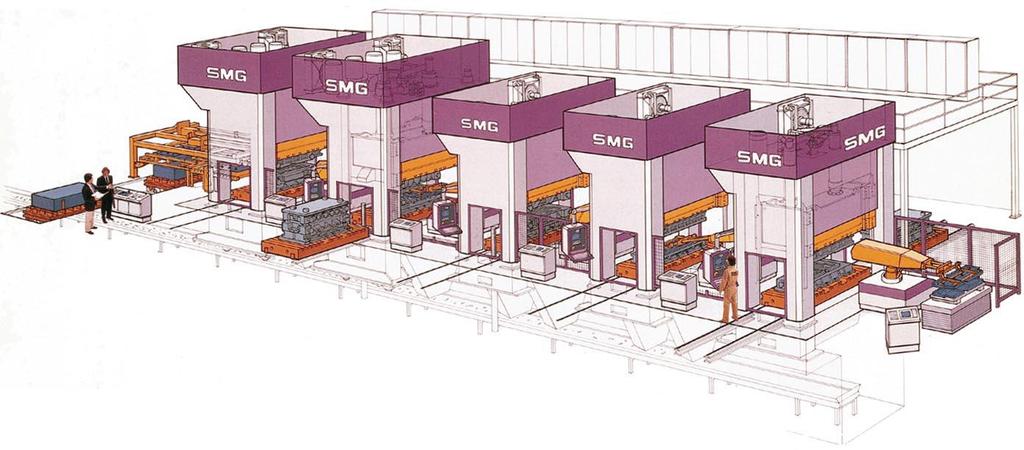
32 2016/2017/2 32 A karosszéria lemezek alakítástechnológiai folyamata A karosszéria szerszámok nagyságát-, bonyolultságát és elkészítésének összetettségét, ebből adódó idő és költségráfordítás nagyságát érzékelteti a következő ábra. Ezért a karosszéria alkatrészek alakítás-technológiai lépéseinek-, bonyolult- és költséges szerszámozás tervezőinek-, gyártástervezőinek nem szabad figyelmen kívül hagyni, hogy mindez egy folyamszerű- tömeggyártás keretében kell, hogy megvalósuljon. Ha a szerszám közös felépítménybe (Gemeinsamer Aufbau, GMA) kerül, akkor annak az összeépítése is ezen a területen történik. Egy GMA-ba 5 szerszámot lehet beépíteni.

33 2016/2017/2 33 A karosszéria lemezek alakítástechnológiai folyamata A különböző szerszámok a műveleti sorrendek szerint kerülnek a felépítménybe. Ha munkadarabot kevesebb, mint 5 szerszámmal elő lehet állítani akkor az egyes szerszámhelyet üresen hagyják és oda munkadarab tartót szerelnek be. Éppen ezért már a tervezés-előkészítés fázisában pontosan kell tudni, hogy az adott karosszéria elem gyártása mely sajtoló gépeken sajtoló sor présutcájában vagy sajtoló-transzferen fogják gyártani.

34 2016/2017/2 34 A karosszéria lemezek alakítástechnológiai folyamata
35 2016/2017/2 35 A karosszéria lemezek alakítástechnológiai folyamata Minden fölösleges anyag-, művelet-, idő ráfordítás hatalmas költség veszteséget jelent. Ezért a karosszéria elem a szimultán engineering tervezés komplex folyamatában általános törekvés: a karosszéria elemek számának csökkentése; minél nagyobb komplex elem gyártása A karosszéria fő részeinek variációja; egy alapalvázon különböző felépítményeket lehessen ráépíteni; limuzin, kupé, terepjáró, sedan, cabriolet, kombi egy egy főegység különböző márkába-, vagy típusba legyen felhasználható PL: az OPEL Asztra H motortartó szerkezeti alváza a Chevrolet Cruze, Cadillac BLS és Saab 9-3 típusokhoz is beépíthető,

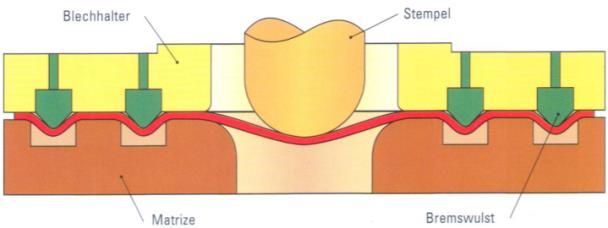
36 2016/2017/2 36 Húzóbordák alkalmazása Húzóbordát- húzóhornyoknak vagy húzóléceknek is nevezik főként szabálytalan alakú üreges testek húzásakor nagyméretű szerszámokon használnak. Megkülönböztetünk befolyó- és fékező bordát. A megkülönböztetést egyrészt a feladat és a cél, másrészt szerkezeti felépítés indokolja. Befolyóborda A befolyóborda megszakítás nélkül körülveszi a húzóélt, közvetlenül csatlakozik hozzá és részben a húzóél szerepét tölti be. A befolyóbordát mindig a húzógyűrűre helyezik el. A befolyóborda sugara: r = 0,01ds ahol: d üreges test átmérője, vagy belső szélessége; s - a lemez vastagsága A legömbölyítés után kifelé 45 0 os szög alatt lejt, majd 2r sugarú ívbe megy át. A befolyóborda jó szolgálatot tesz ovális körvonalú üreges testek húzásakor. Ív- félgömb alakú üreges testet egy lépcsőben majdnem mindig befolyógyűrűvel húzzák. A kopásállóság növelése céljából a húzóborda edzett gyűrűs betét, melyet a süllyesztékre külön szerelnek fel, hasonlóan a fékezőbordákhoz.
37 2016/2017/2 37 Húzóbordák alkalmazása Fékező borda Lényegesen jelentősebb nagy húzószerszámokon a fékezőborda szerepe. A karosszéria alkatrészek húzása olyan változatos, hogy nehéz az egész területre a húzóborda szerepét bemutatni, lényege; hogy szabályozza az anyag kívánt mértékű alakváltozását. A megfelelő helyekre elhelyezve, arra kell törekedni, hogy lehetőleg minél kiegyenlítettebb legyen a teljes nyújtva-húzott lemezen az alakítás. A fékezőbordát/kat ott kell elhelyezni, ahol az anyag nem kívánatosan könnyen és akadálymentesen csúszna a húzóéleken. Ez az eset, a szabálytalan alakú szögletes húzott alkatrészeknél - ahol a lemez a sarkoknál összetett igénybevétel τ ny nyomó feszültség miatt zömül - az egyenes és kis ívű szakaszokon van, ahol a kismérvű hajlító igénybevételen kívül további alakítás nem volna. Itt a bélyeg a lemezt akadály nélkül behúzná. A nagymérvű feszültség különbség miatt a sarkokon a darabok ráncosodnak, esetleg szakadnának is! Ezért mindent meg kell tenni, hogy egyrészt a sarkokon az igénybevételt enyhítsük-, másrészt az oldalakon az anyag folyását fékezzük. Ez a szerepe a fékezőbordáknak, melyet sokszor több sorban is elhelyeznek az igénynek megfelelően.
38 2016/2017/2 38 Húzóbordák alkalmazása

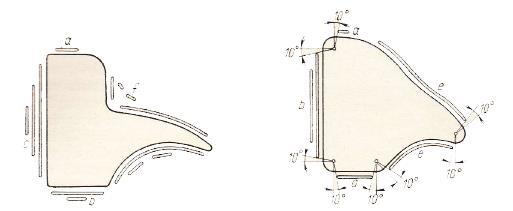
39 2016/2017/2 39 Húzóbordák alkalmazása Az ábrán az a és c befolyóbordákat, a d, h, i, csavarral felerősített-, az e, f, g, csappal felerősített fékezőbordákkal mutat megoldásokat. Csavarral legegyszerűbb a bordákat hátsó oldaláról rögzíteni, ez azért előnyös, mert utólag a bordák egyes részei könnyen eltávolíthatók. A d-k ábrákon látható fékezőbordákat ellentétben az a és c befolyóbordákkal, a felső ráncgátlóra rögzítik, hogy a lemez adagolásakor a lemez ne a bordákra, hanem a húzógyűrű sík felületére feküdjön fel. Nehéz a fékezőbordák szerkesztésére általános érvényű szabályt felállítani. Inkább az alakváltozás-, a fellépő erők és igénybevételek gondos elemzésével lehet megítélni, hogy az anyagfolyást hol kell fékezőbordákkal gátolni.

40 2016/2017/2 40 Tehermentesítő lyukak alkalmazása. Egyes karosszéria elemek húzásakor a helyi nagy alakítási igény miatt nehezen lehetne a megkívánt 15-25% helyi alakváltozás mérték keretében maradni. ilyen pl.: az ajtó-, vagy az oldalfal elemek. Ilyen esetben a terítéken-, vagy az előhúzáskor előlyukasztással az alakításhoz szükséges plusz lemezanyag szükséglet a több irányból is oda tud folyni a megkívánt mértékben. A külső élek körülvágások és az ablaknyílások kivágását követően ezek a beszakadások kivágásra kerülnek. Arra kell vigyázni, hogy a lyukak mérete és helye úgy legyen meghatározva, hogy ezek az átszakadások a kész alkatrészt ne érjék el és a szakadások a húzás közben az R szakadási vonalak mentén képződjenek.
41 2016/2017/2 41 A szerszám tervezés néhány általános érvényű szempontja A szerszámok tervezésénél figyelembe kell venni, hogy a húzógyűrű és a ráncgátló között a lemez a terítéknek csak keskeny sávján fekszik fel. A lemez-anyag után folyása a húzóélen jelentéktelen, a felület növekedéséhez viszonyítva. A viszonyok lényegesen eltérnek a mélyhúzásnál tapasztaltaktól. Emiatt itt még fontosabb a lemezteríték szorítóerő- és a helyes húzóbordák meghatározása. Ezen túlmenően fontos szempont a nyomófelületeken a lemez folyási irányának megfelelően a helyes ferdeség kialakítása, amely hajlás azonban legfeljebb 20%-os lehet. A felület szélének felfekvését úgy kell kialakítani, hogy a fölé helyezett lemez, bár enyhén meg legyen hajlítva, de hullámos ne legyen. A munkadarab alakjához lehetőleg csak egy síkban illeszkedjen. (A szerszámszerkesztők ezt, megfelelően kivágott és domborított papírral-, vagy alumínium fóliával kipróbálják.) A másik irányban legkönnyebben lépcsőzéssel, vagy legömbölyítéssel lehet a kiegyenlítést elvégezni.

42 2016/2017/2 42 A szerszám tervezés néhány általános érvényű szempontja Az ábra a részlete a karosszériatető húzószerszámán látható ferde ráncgátlófelületet mutatja. A lemezt gyengén előrehajlítva teszik be. A domborított bélyeg következtében nincs szükség ellensüllyesztékre. Ez az ábra csak a lemez ferde felfekvéseit szemlélteti, amely az a ábrán felülről lefelé, befelé ferde, a c ábrán alulról felfelé befelé ferde, a b ábrán mindkét oldalon azonos irányban ferde.


43 2016/2017/2 43 A szerszám tervezés néhány általános érvényű szempontja Az alsó-, felső szerszámfelületek összevezetése oszlopokkal-, vagy lapokkal történik. Ezek az elemek szabványosítottak. Az oszlopok egységes furatainak illesztése h6, a perselyeké H7, melynek anyaga többnyire sárgaréz. Az oszlopos vezetés előnye a vezetőlapossal szemben a helyzet-meghatározás egyértelműsége, valamint az oszlop bármilyen irányú igénybevételt azonos biztonsággal elvisel. Ha jelentős keresztirányú erők nem lépnek fel ilyenek a kivágó-, lyukasztó-, karosszéria alkatrészek nagy körülvágó szerszámai jól megfelel az oszlopos vezetés. Nagy szerszámokon - általában a sarkokon négy, keményfémbetétes vágószerszámokon néha még hat oszlopot is használnak.

44 2016/2017/2 44 A szerszám tervezés néhány általános érvényű szempontja Alakítás közben egyes szerszámelemek haránt-irányú mozgása szükséges. Célja, hogy a hiányzó anyagot a megfelelő helyre kényszerítse, vagy a vezetés nélküli felületeket vezesse és ezáltal a ráncképződés kisebb mértékű legyen.

45 2016/2017/2 45 Új típusú terítékek, komplex nagy karosszéria elemekhez A személygépkocsikkal szembeni nagyobb aktív biztonsági elvárás a gazdaságossági követelmények egyidejű szem előtt tartása mellett a terítékek kialakításánál is új megoldást hozott. Az úgynevezett Taylor Blanking terítékek egy-egy nagyobb karosszéria elem, fokozott szilárdsági igénybevételének megfelelő anyagminőségű- és vastagságú lemezből lézerrel összehegesztett terítékek. Az ábra egy komplett oldalfal terítékét mutatja, ahol az aktív biztonság fokozott igényeinek megfelelően más- és más növelt-szilárdságú lemez minőség és vastagságból lézerrel lett összeállítva a teríték. Természetesen más nagyobb karosszéria elem terítéke is készülhet így, például a komplett fenéklemezé.
46 2016/2017/2 46 Karosszéria elemek és alkatrészek gyártása A karosszéria elemek és alkatrészek gyártását alapvetően három jól elkülöníthető részre lehet tagolni: teríték gyártása karosszéria elemek sajtolása karosszéria elemek alkatrésszé egyesítése, oldhatatlan kötéssel
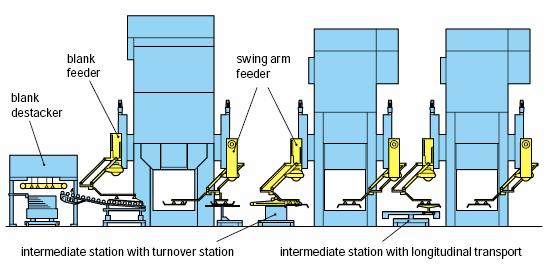
47 2016/2017/2 47 Terítékgyártás A karosszéria elemek sajtolásához az előgyártmány a különböző minőségű finomlemez, amely a sajtoló üzemekbe felcsévélve nagy tekercsben érkezik. A terítékek gyártása többnyire a sajtoló üzemek mellett annak közvetlen közelében lévő előkészítő csarnokban történik. A terítékek tipikus lemeztechnológiája; a tekercsekről a lemez lecsévélése, egy- vagy két lépésben a terítékek lyukasztása és kivágása. A lemezt a csévélő egyenletesen csévéli le, de a kivágás-, lyukasztás a stancolón szakaszosan működik értelem szerűen. Ezért szükség van egy un. tartalék szakaszra, mely megfelelő pufferként szolgál és egyben a lemez síkba fektetését is elvégzi, a rácsokkal elkerített aknában, balesetmentesen. Az elkészült néhány száz terítéket egy rakatba szállítják a sajtoló üzembe. Amikor egy rakat elkészül az utolsó lemezt ellenőrzik, hogy a stancolón minden él tisztán és szabályosan lett elkészítve, ami a sajtolló transzfer működése szempontjából nagyon fontos.

48 2016/2017/2 48 Karosszéria elemek sajtolása
49 2016/2017/2 49 Karosszéria elemek alkatrésszé egyesítése, oldhatatlan kötéssel (DIN 8593) A peremezés a zömítő és hajlító eljárásokhoz tartozik. Zömítéssel és hajlítással létrehozott kötések általában nem oldható kötések, melyet akkor alkalmaznak, ha más kötési eljárások, mint a hegesztés, vagy ragasztás nem célszerű. A zömítéssel és hajlítással létrehozott kötések lehetnek közvetlenek, ha a kötés helyét alakítják a kötés létrehozásához. Közvetettek akkor a kötések, hogyha kötőelemeket alakítanak képlékenyen a kötés létrehozásához


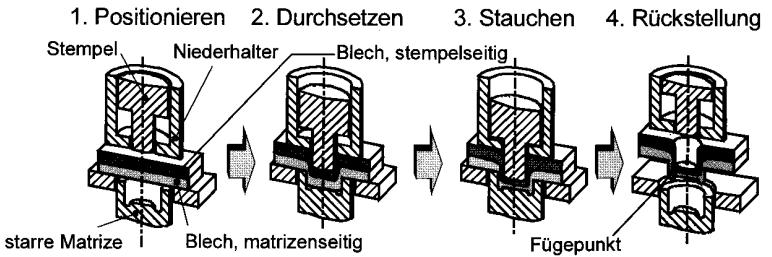
50 2016/2017/2 50 Clinchelés A clinchelés a peremezés és a korcolás mellett az alakításokkal létrehozott kötésekhez tartozik. Átfedéssel elrendezett lemezek, csövek, vagy lemezalkatrészek alakításos kötése bélyeggel és matricával. A kötéseket lehet a kötési pont geometriájával, a bélyegoldali illetve a matricaoldali lemezvastagsággal valamint az alkalmazott lemezanyagokkal jellemezni. A clinchelés elvét az ábra mutatja. A műveleteket 2. átnyomás és 3. zömítés a következő jellemzők határozzák meg: - a kötés helyén együtt átnyomják a két összekötendő elemet a lemezsíkból a merev matricába. - amikor a lemezanyag eléri a matrica alját, akkor zömítés következik, ezáltal a kötés oldhatatlanná válik.
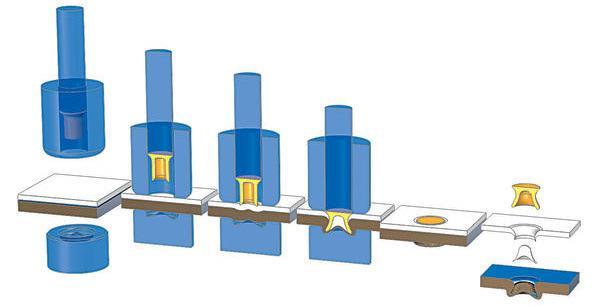
51 2016/2017/2 51 Clinchelés elve és lépései
52 2016/2017/2 52 Clinchelés A clinchelés előnyei más alternatív kötési technikákkal, mint pl. a hegesztés, a ragasztás stb.: nem szükséges a kötés helyét melegíteni nincsenek mérgező gázok, vagy gőzök, nem szükségesek korróziógátló utánmunkálatok, nem szükségesek segédelemek, mint például szegecsek, vagy csavarok, nem szükséges a kötés helyét előmunkálni, vagy kezelni, a lemezvastagságnak azokat az ingadozásait, amelyek a gyártási tűrésmezőbe esnek kompenzálni lehet, bevonatos, bevonat nélküli és lakkozott lemezeket is lehet így kötni, különböző anyagok és lemezvastagságok párosíthatók (pl. alumínium és acél) online minőségbiztosításra van lehetőség. Hátrányok: kisebb kötési szilárdság, mint pl. a szegecselésnél, nem lehet általánosan alkalmazni, pl. változó lemezvastagságnál, a szerszámok kialakítása a rendszergyártók tapasztalatain alapulnak.
53 2016/2017/2 53 A komplett oldalfal csoport elemi; külsőlemez oldalfal (42) szél-futó oldalrész (26) ablakerősítőléc, A-oszlop (27) belső lemez, A-oszlop (24) belső lemez, B-oszkop (44) megerősítő lemez, B- oszlop (43) Belső lemez, C-oszlop (39) Belső lemez fedőkerettel (41) Karosszéria elemei
54 2016/2017/2 54 Járműosztályok



55 2016/2017/2 55 Lemezanyagok fejlődésének okai Szigorodó CO2 emisszió előírások Költség és tömegcsökkentési törekvések Szigorodó biztonsági előírások

56 2016/2017/2 56 Karosszéria anyagok változása ~35%-os tömegcsökkenés



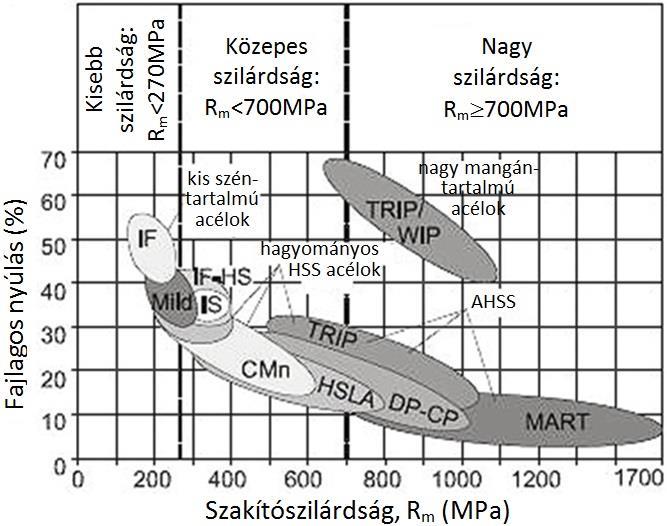
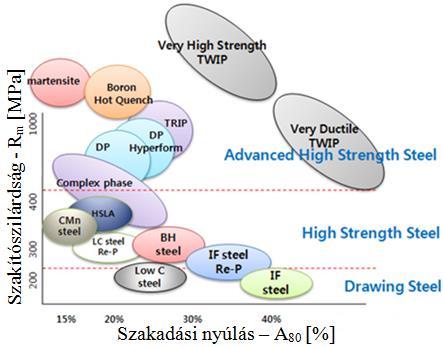
57 2016/2017/2 57 Karosszéria anyagok változása Jelentősen növekszik az AHSS, UHSS és a HF acélok részesedése.


58 2016/2017/2 58 Anyagok fejlődése DP: Megfelelő alakíthatóság Jó szilárdság TWIP: Magas alakíthatóság Nagy szilárdság A magas ötvöző tartalom magas árhoz vezethet. TRIP: Jó alakíthatóság és nagy szilárdság alakítás után Nagy szilárdság az alakítás közbeni fázisátalakulás miatt Gyenge hegeszthetőség
59 2016/2017/2 59 A karosszéria anyagokkal szemben támasztott követelmények és kritériumok. A karosszéria anyagok követelményei elsősorban a jármű funkcionális tulajdonságaiból, valamint annak előállításánál az egész gyártási folyamat lánc adottságaiból; pl. sajtolás, karosszéria elemeinek kötése, szerelési folyamat, stb. adódnak. Pl: sajtolásnál figyelembe kell venni a lemez alakítási viselkedését, a vissza-rúgózás okozta méretpontosság biztosításának problematikáját. Mint ahogy a különböző anyagú karosszéria elemek acél- alu egymással való illesztési- és kötési eljárásainak lehetőségét. Elvárásként mindenekelőtt az aktív és passzív biztonság-, további növelése a karosszéria torziós merevsége-, fokozott korrózióvédelme-, recycling lehetőségének megnövelt normák szerinti teljesítése fogalmazódik meg. Az új dizájn az esztétikus megjelenés mellett mindenek előtt a kocsi cv <0,3 - légellenállás csökkentését várják el. Természetesen a kategória legjobb komfort lehetőségének biztosításával, kedvező áron!

60 2016/2017/2 60 Karosszéria anyagok
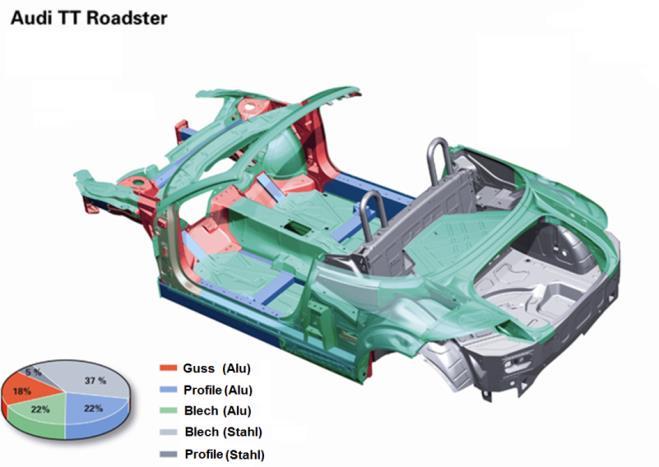
61 2016/2017/2 61 Alumínium karosszériák Az alumínium előnye a karosszéria gyártásnál; az alumínium fajsúlya körülbelül 1/3 a az acélnak különösen nagy az energia felvevő képessége és ezért különösen kedvező a kocsi ütköző zónájában való felhasználása. az alumínium a levegő oxigénjével vékony oxid réteget képez, ami ujra és újra megújul és véd az anyag további korróziójától. az alumínium ötvözet recycling könnyen újrafelhasználható- és feldolgozható az alumínium és ötvözetei jól alakíthatók. Az alumínium hátránya: az alumínium fém ára lényegesen magasabb mint az acélé. nem lehet pont ellenállás hegesztéssel kötni. elektrokémiai korrózió tönkreteheti az anyagot, ez elleni védelem szükséges, ami a karosszéria javítástechnológiáját is megdrágítja ezért különleges ragasztásos eljárást kellett kidolgozni a javított új elemek kötésénél. Az alumínium karosszéria anyag jelentősége a magas szilárdsága-, könnyűsége-, korrózió ellenállása-, és jó alakíthatósága miatt az utóbbi években jelentősen megnőtt.

62 2016/2017/2 62 Magnézium karosszériák A magnézium fajsúlya még kisebb p = 1,8 g/cm 3, így az alumínium lemezként még további 30 % -ot lehet súlycsökkenésként elérni. A föld mintegy 2.7- a tengerek 0,13% ebből a könnyűfémből áll, ami ennek az anyagnak s rendelkezésre állását több száz évre biztosítaná. Tulajdonságát illetően kiemelendő intenzív felkeményedő (n) képessége, merevsége az acélhoz hasonlítva. A magnéziumot hideg állapotban - hexagonális rácsszerkezete miatt - nagyon nehéz alakítani, jelentős törés /pikkelyesedési/ hajlamot mutat. Emiatt a magnézium lemezek alakítása ºC on célszerű. Ezért főleg meleg sajtolással-, alakítással munkálják meg. A magnézium öntvény ötvözeteket pedig vákuumos nyomásos öntéssel állítják elő. Ez csekély falvastagságú öntvény előállítását teszi lehetővé. A magnézium korrózió hajlama nagy, ennek megfelelő kezelés drágasága miatt szélesebb alkalmazása csak prémium kategóriában korlátozottan várható.

63 2016/2017/2 63 Karosszériák anyagai
64 2016/2017/2 64 Karosszériák anyagai

65 2016/2017/2 65 DP (Dual Phase: duál fázisú) acélok A duál fázisú acélokat a HSLA acélok továbbfejlesztésével alakították ki. A szilárdságnövelést jellegzetes hőkezelési technológiával tovább fokozzák, amelyet áthúzókemencében, vagy sófürdőben, vagy a meleghengerlés utáni szabályozott hűtéssel végeznek. Mind a három esetben az a lényeg, hogy az + mezőben előre meghatározott ferrit/ausztenit arányt alakítanak ki: a kb % finomszemcsés ausztenitet a jól alakítható ferrit szemcsék zárják körül. Ennek az aránynak a kialakításához tartozó hőmérsékletet interkritikus hőmérsékletnek nevezik. Az interkritikus hőmérséklet és a hőntartás helyes megválasztásával létrehozható a ferrit szemcsék közötti 10-20% ausztenit arány. Az interkritikus hőmérsékletről edzik az acélt, az edzés során az ausztenit szemcsékből martenzit keletkezik. A duál fázisú acélok szövetszerkezete tehát lágy, jól alakítható ferritbe ágyazott, diszperz eloszlású martenzit-szigetekből áll, amelyek mennyisége 10-20%. A martenzit szemcsék javítják a szilárdságot, az összefüggő ferrit szemcseszerkezet pedig a jó alakíthatóságért felel.

66 2016/2017/2 66 TRIP (Transformation-Induced Plasticity: fázisátalakulással kiváltott képlékenységgel rendelkező) acélok A TRIP acélok szövetszerkezetében az elsődleges ferrit mátrixba beágyazva maradék ausztenit szemcsék találhatók. A minimálisan 5%-ot kitevő maradék ausztenit mellett a nagy szilárdságot adó martenzit és bainit szemcsék is jelen vannak. Hőkezelés folyamán egy közbenső hőmérsékleten való hőntartással biztosítják, hogy valamennyi bainit is keletkezzen a szerkezetben. A TRIP acélok nagyobb Si és C tartalma miatt adódik a maradék ausztenit. Képlékeny alakítás során a diszperz módon szétszóródott nagy szilárdságú martenzit szigetek kiválásos keményedési mechanizmuson keresztül fejtik ki szilárdságnövelő hatásukat, ahogyan ez a DP acéloknál is megfigyelhető volt. A TRIP acélokban azonban, ezen túlmenően, a maradék ausztenit terhelésnövekedés hatására fokozatosan átalakul martenzitté, ezzel még tovább fokozza a szilárdságnövelő tendenciát. A karbontartalom változtatásával szabályozható a maradék ausztenit martenzitté való alakulásának az ideje. Ha kisebb a karbontartalom, akkor a maradék ausztenit a képlékeny alakításnál azonnal átalakul, ezzel gyorsítja és könnyíti a képlékeny alakítást. Nagyobb karbontartalom esetén a maradék ausztenit stabilabb, még a képlékeny alakítás után is megmaradhat valamennyi ausztenit hányad, amely nagyobb terheléseknél, esetleg ütközésnél fejtheti ki hasznos hatását.

67 2016/2017/2 67 TWIP (Twinning-Induced Plasticity: ikresedéssel előidézett képlékenységgel rendelkező) acélok A TWIP acélok tekintélyes mennyiségű (17-24%) Mn ötvöző tartalmuk miatt szobahőmérsékleten is tisztán ausztenites szerkezetűek. Nagymértékű deformációra képesek, amely részben az ausztenites szerkezet miatt, részben pedig deformáció hatására a kristályszerkezetben az ún. ikerkristályok megjelenése miatt adódik. Az ikerkristályok határfelületei szilárdságnövelés szempontjából a szemcsehatárral azonos módon viselkednek. Az ikerkristályok határfelületeit is figyelembe véve a TWIP acélok szövetszerkezete rendkívül finomszemcséssé, esetenként már nanoszemcséssé is alakulhat, amely a szilárdság szempontjából a legkedvezőbb szövetszerkezet. Ezen túlmenően a TWIP acélok esetében kb. kétszer olyan hatékony szerepet játszik a terhelés hatására lejátszódó martenzites fázisátalakulás, mint a TRIP acélok esetében, és ez természetesen itt is erős szilárdságnövelő tényező. A szakítószilárdság a TWIP acéloknál az 1000 MPa értéket is meghaladhatja. A TWIP acélok előnyei kiválóan hasznosíthatók a járműkarosszériákban. Az ütközéstesztek ezen anyagok esetében a legsikeresebbek, ezen kívül az alkalmazásukkal a tömegcsökkentés is számottevő. Ez az anyagcsalád jó példa a humán jólét és biztonság számára kifejlesztett új anyagokra.
68 Források A segédlet készítése során az alábbi források kerültek felhasználásra: [1] Dr. Kardos Károly, Dr. Danyi József, Dr. Végvári Ferenc: Képlékeny alakítás, 2011, Széchenyi István Egyetem, Elektronikus jegyzet, TÁMOP Pályázat könyvei, Digitális Tankönyvtár, < [2] Dr. Kardos Károly, Dr. Danyi József: Szerelés és karosszériagyártás, 2011, Széchenyi István Egyetem, Elektronikus jegyzet, TÁMOP Pályázat könyvei, Digitális Tankönyvtár, < [3] Farnady Ernő: Forgácsnélküli alakítás, Tankönyvkiadó, Budapest, 1991, Jegyzetszám: J [4] Dr. Danyi József, Dr. Végvári Ferenc: Lemezmegmunkálás, Kézirat, Kecskeméti Főiskola, Kecskemét, 2011 [5] Professor Taylan Altan: Schuler Metal Forming Handbook, Springer, Berlin, Germany, 1998, ISBN , 543p [6] Z. Marciniak, J.L. Duncan, S.J. Hu: Mechanics of Sheet Metal Forming, Butterworth-Heinemann, London, Engalnd, 2002, ISBN , 211p [7] Dr. Horváth László: Mélyhúzás lemezanyagai és minősítési módszereik, Oktatási segédlet, Budapesti Műszaki Főiskola, Budapest, 2004, 27p [8] Dr. Weltsch Zoltán: Lemezalkatrész gyártás - Mélyhúzás, Előadás Anyag, Kecskeméti Főiskola, GAMF, 2014 [9] Dr. Weltsch Zoltán: Lemezalkatrész gyártás Alkatrészgyártás kivágással, lyukasztással, Előadás Anyag, Kecskeméti Főiskola, GAMF, 2014 [10] Dr. Weltsch Zoltán: Lemezalkatrész gyártás - Hajlítás, Előadás Anyag, Kecskeméti Főiskola, GAMF, 2014 [11] Balla Sándor,Dr. Bán Krisztián, Dr. Dömötör Ferenc, Dr. Kiss Gyula, Dr. Markovits Tamás, Vehovszky Balázs, Dr. Pál Zoltán, Weltsch Zoltán: Járműszerkezeti anyagok és technológiák I., BME, Budapest, 2011, TÁMOP Pályázat könyvei Digitális Tankönyvtár, < [12] Fazekas Gábor: Hulladékcsökkentés rugalmas közeggel való kivágásnál, XI. Fiatal Műszakiak Tudományos Ülésszaka, Kolozsvár, március 24-25, pp [13] Dr. Végvári Ferenc: Négyzetes lyukasztás és kivágás poliuretán párnával, XI. Fiatal Műszakiak Tudományos Ülésszaka, Kolozsvár, március 26-27, pp [14] Dr. Végvári Ferenc: Ellennyomás alkalmazása rugalmas közeggel történő kivágásnál, XI. Fiatal Műszakiak Tudományos Ülésszaka, Kolozsvár, március 21-22, pp [15] Dr. Maros Zsolt: Az abrazív vízsugaras vágás minőségének és hatékonyságának vizsgálata, PhD értekezés, Miskolci Egyetem, Sályi István Gépészeti Tudományok Doktori Iskola, Miskolc, 2011, 112p [16] Kovács Péter Zoltán: Alakítási határdiagramok elméleti és kísérleti elemzése, PhD értekezés, Miskolci Egyetem, Sályi István Gépészeti Tudományok Doktori Iskola, Miskolc, 2012, 110p [17] Lukács Zsolt: Nagyszilárdságú acélok visszarugózásának modellezése és kísérleti vizsgálata, PhD értekezés, Miskolci Egyetem, Sályi István Gépészeti Tudományok Doktori Iskola, Miskolc, 2014, 113p [18] Sz Szalai, D Pék, U Koser: Alumínium karosszéria lemezanyagok mélyhúzhatóságának technológiai és szimulációs kutatása, In: Dr Csibi Vencel-József (szerk.), OGÉT 2012: XX. Nemzetközi Gépészeti Találkozó. Kolozsvár, Románia, , Kolozsvár: Erdélyi Műszaki Tudományos Társaság, pp (2012) [19] Sz Szalai, I Czinege, D Dogossy: Nagyszilárdságú karosszéria lemezek alakíthatóságának vizsgálati lehetőségei, In: Dr Csibi Vencel-József (szerk.), OGÉT 2013: XXI. Nemzetközi Gépészeti Találkozó. Arad, Románia, , Kolozsvár: Erdélyi Műszaki Tudományos Társaság, pp (2013) [20] Szalai Szabolcs: Nagy szilárdságú karosszéria lemezek alakíthatósági vizsgálatai, Bányászati és kohászati lapok, Kohászat, Országos Magyar Bányászati és Kohászati Egyesület, 147. évfolyam, 2014/5-6. szám, 2014, ISSN , pp34-38 Konzultáció /2017/2 68
Tevékenység: Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit!
 Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
Tevékenység: Tanulmányozza a 4. táblázatot! Gyűjtse ki és tanulja meg a nagyszilárdságú mélyhúzott finom acélok típusait és jelölésüket!
 A karosszéria merevségét a karosszéria forma, a lemez vastagsága és a strukturális részek rugalmassági modulusza határozza meg. A nagyszilárdságú lemezek alkalmazásakor a lemezvastagsággal elért súly csökkentés,
A karosszéria merevségét a karosszéria forma, a lemez vastagsága és a strukturális részek rugalmassági modulusza határozza meg. A nagyszilárdságú lemezek alkalmazásakor a lemezvastagsággal elért súly csökkentés,
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai
 7. Anyagvizsgálat a Gyakorlatban Szakmai Szeminárium Kecskemét, 214. június (18)-19-2. Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai TISZA Miklós, KOVÁCS Péter Zoltán, GÁL Gaszton, KISS Antal,
7. Anyagvizsgálat a Gyakorlatban Szakmai Szeminárium Kecskemét, 214. június (18)-19-2. Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai TISZA Miklós, KOVÁCS Péter Zoltán, GÁL Gaszton, KISS Antal,
KÜLÖNLEGES AUTÓIPARI ACÉL ÖTVÖZETEK, KAROSSZÉRIA ELEMEK LEMEZANYAGAI
 KÜLÖNLEGES AUTÓIPARI ACÉL ÖTVÖZETEK, KAROSSZÉRIA ELEMEK LEMEZANYAGAI Cél Az új, legkorszerűbb acélfajták szerkezetének, tulajdonságainak, fejlesztési technológiáinak, a szilárdságnövelés és könnyű megmunkálhatóság
KÜLÖNLEGES AUTÓIPARI ACÉL ÖTVÖZETEK, KAROSSZÉRIA ELEMEK LEMEZANYAGAI Cél Az új, legkorszerűbb acélfajták szerkezetének, tulajdonságainak, fejlesztési technológiáinak, a szilárdságnövelés és könnyű megmunkálhatóság
JÁRMŰIPARI ANYAGFEJLESZTÉSEK FÉMES ÉS NEM-FÉMES ANYAGOK A JÁRMŰIPARBAN
 V. Észak-Magyarországi Műszaki Értelmiség Napja Miskolc, 2013. június 24. JÁRMŰIPARI ANYAGFEJLESZTÉSEK FÉMES ÉS NEM-FÉMES ANYAGOK A JÁRMŰIPARBAN tanszékvezető, egyetemi tanár Mechanikai Technológiai Tanszék
V. Észak-Magyarországi Műszaki Értelmiség Napja Miskolc, 2013. június 24. JÁRMŰIPARI ANYAGFEJLESZTÉSEK FÉMES ÉS NEM-FÉMES ANYAGOK A JÁRMŰIPARBAN tanszékvezető, egyetemi tanár Mechanikai Technológiai Tanszék
Forgácsnélküli alakítás NGB_AJ010_1. Beugró ábrajegyzék
 Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
Tevékenység: Gyűjtse ki és tanulja meg a hidromechanikus mélyhúzás alkalmazásának területét!
 Az előző eljárásnál nehézkes volt a teríték adagolása, így azt W. Pankin továbbfejlesztette. Az ellentartót átalakította húzógyűrűvé, és ráncgátlót alkalmazott. Elhagyta a membránt is. Az általa kialakított
Az előző eljárásnál nehézkes volt a teríték adagolása, így azt W. Pankin továbbfejlesztette. Az ellentartót átalakította húzógyűrűvé, és ráncgátlót alkalmazott. Elhagyta a membránt is. Az általa kialakított
LGB_AJ011_1 - Lemezalakítás SEGÉDLET 2. Konzultáció
 LGB_AJ011_1 - Lemezalakítás SEGÉDLET 2. Konzultáció Ez a segédlet csak kiegészítés az órai anyaghoz és a kötelező irodalmakhoz. Tartalma a konzultációk anyagaival egyezik meg. Az anyag nem mentesíti a
LGB_AJ011_1 - Lemezalakítás SEGÉDLET 2. Konzultáció Ez a segédlet csak kiegészítés az órai anyaghoz és a kötelező irodalmakhoz. Tartalma a konzultációk anyagaival egyezik meg. Az anyag nem mentesíti a
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Járműszerkezeti anyagok. Készítette: Dr. Zsoldos Ibolya, Dr. Hargitai Hajnalka ISBN
 Járműszerkezeti anyagok Készítette: Dr. Zsoldos Ibolya, Dr. Hargitai Hajnalka ISBN 978-615-5391-48-4 Tartalom 1. Modul - Vasötvözetek és járműszerkezeti alkalmazásaik 1.1 lecke: Korszerű acélok és járműszerkezeti
Járműszerkezeti anyagok Készítette: Dr. Zsoldos Ibolya, Dr. Hargitai Hajnalka ISBN 978-615-5391-48-4 Tartalom 1. Modul - Vasötvözetek és járműszerkezeti alkalmazásaik 1.1 lecke: Korszerű acélok és járműszerkezeti
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Tevékenység: Tanulmányozza a ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál!
 Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére
 Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
Lemezalakítás. Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás
 Lemezalakítás Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás - A bemutatott példánál egy löket alatt két munkadarab készül Hulladékszegény darabolás Kivágás, lyukasztás - anyagszétválasztás
Lemezalakítás Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás - A bemutatott példánál egy löket alatt két munkadarab készül Hulladékszegény darabolás Kivágás, lyukasztás - anyagszétválasztás
Szilárdságnövelés. Az előkészítő témakörei
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla palotasb@eik.bme.hu Dr. Németh Árpád arpinem@eik.bme.hu Szilárdság növelés
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla palotasb@eik.bme.hu Dr. Németh Árpád arpinem@eik.bme.hu Szilárdság növelés
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma
 Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I.
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I. Szerkezeti kialakítás Alvázas szerkezet, ahol az alváz és a felépítmény, ill. elkülönített utastér külön egységet képez. Önhordó kocsiszekrény,
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I. Szerkezeti kialakítás Alvázas szerkezet, ahol az alváz és a felépítmény, ill. elkülönített utastér külön egységet képez. Önhordó kocsiszekrény,
JÁRMŰIPARI CÉLÚ ACÉLLEMEZEK MÉLYÍTHETŐSÉGE ÉS MÉLYHÚZHATÓSÁGA STRETCHABILITY AND DEEP-DRAWABILITY OF STEEL SHEETS USING IN AUTOMOTIVE INDUSTRY
 Miskolci Egyetemi Közlemények, Miskolc, X. kötet. (2015) pp. JÁRMŰIPARI CÉLÚ ACÉLLEMEZEK MÉLYÍTHETŐSÉGE ÉS MÉLYHÚZHATÓSÁGA STRETCHABILITY AND DEEP-DRAWABILITY OF STEEL SHEETS USING IN AUTOMOTIVE INDUSTRY
Miskolci Egyetemi Közlemények, Miskolc, X. kötet. (2015) pp. JÁRMŰIPARI CÉLÚ ACÉLLEMEZEK MÉLYÍTHETŐSÉGE ÉS MÉLYHÚZHATÓSÁGA STRETCHABILITY AND DEEP-DRAWABILITY OF STEEL SHEETS USING IN AUTOMOTIVE INDUSTRY
Seite 1. Különleges mélyhúzó eljárások. A különleges mélyhúzó eljárások alkalmazásának indokai. Kissorozatú gyártás gazdaságosságának fokozása
 9. előad adás Különleges mélyhúzó eljárások Prof. Dr. Tisza Miklós 1 A különleges mélyhúzó eljárások alkalmazásának indokai Különleges mélyhúzó eljárásokat különböző indokokkal alkalmazunk. Ezek közül
9. előad adás Különleges mélyhúzó eljárások Prof. Dr. Tisza Miklós 1 A különleges mélyhúzó eljárások alkalmazásának indokai Különleges mélyhúzó eljárásokat különböző indokokkal alkalmazunk. Ezek közül
NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT
 NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT A SZAKASZOS ENERGIABEVITEL ALKALMAZÁSA AZ AUTÓIPARI KAROSSZÉRIAELEMEK PONTHEGESZTÉSE SORÁN Készítette: Prém László - Dr. Balogh András Miskolci Egyetem 1 Bevezetés
NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT A SZAKASZOS ENERGIABEVITEL ALKALMAZÁSA AZ AUTÓIPARI KAROSSZÉRIAELEMEK PONTHEGESZTÉSE SORÁN Készítette: Prém László - Dr. Balogh András Miskolci Egyetem 1 Bevezetés
ALAKÍTOTT AUTÓIPARI VÉKONYLEMEZ ELLENÁLLÁS-PONTHEGESZTÉSE
 Sályi István Gépészeti Tudományok Doktori Iskola ALAKÍTOTT AUTÓIPARI VÉKONYLEMEZ ELLENÁLLÁS-PONTHEGESZTÉSE Prém László PhD hallgató témavezető: Dr. Balogh András egyetemi docens Miskolci Egyetem 1 Bevezetés
Sályi István Gépészeti Tudományok Doktori Iskola ALAKÍTOTT AUTÓIPARI VÉKONYLEMEZ ELLENÁLLÁS-PONTHEGESZTÉSE Prém László PhD hallgató témavezető: Dr. Balogh András egyetemi docens Miskolci Egyetem 1 Bevezetés
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Melegalakítás labor Melegalakítás labor. fajlagosan nagyobb szép felület,
 Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Képlékenyalakítás 4. előadás
 4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Seite 1. Lemezalakítás Mélyhúzás. A mélyhúzás feszültségi állapotának elemzése. A mélyhúzás feszültségi állapotának elemzése
 8. előad adás Lemezalakítás Mélyhúzás Prof. Dr. Tisza Miklós 1 A mélyhúzás feszültségi állapotának elemzése A mélyhúzás során ébredő feszültség fő összetevői: a teríték bélyegen kívül levő részének alakításához
8. előad adás Lemezalakítás Mélyhúzás Prof. Dr. Tisza Miklós 1 A mélyhúzás feszültségi állapotának elemzése A mélyhúzás során ébredő feszültség fő összetevői: a teríték bélyegen kívül levő részének alakításához
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári)
") 2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
Bemutatkozik a P.Max Technológia Kft.
 Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK Az élelmiszeripari gépésztechnikai ismeretek ágazaton belüli
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK Az élelmiszeripari gépésztechnikai ismeretek ágazaton belüli
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
203 00 00 00 Szerkezettan
 1. oldal 1. 100870 203 00 00 00 Szerkezettan A faanyagokat környezeti hatások nem károsítják, nem igényelnek kezelést. 2. 100871 203 00 00 00 Szerkezettan A szálerõsítésû mûanyagok nagy szilárdságú szálakból
1. oldal 1. 100870 203 00 00 00 Szerkezettan A faanyagokat környezeti hatások nem károsítják, nem igényelnek kezelést. 2. 100871 203 00 00 00 Szerkezettan A szálerõsítésû mûanyagok nagy szilárdságú szálakból
4 Anyagszétválasztás nélküli lemezalakító eljárások
 4 Anyagszétválasztás nélküli lemezalakító eljárások Sok olyan lemezalakító eljárás ismert, amelyeknél a megmunkálandó lemezt nem választjuk szét, hanem a síkbeli elhelyezkedésből eltérítjük, ezáltal egy
4 Anyagszétválasztás nélküli lemezalakító eljárások Sok olyan lemezalakító eljárás ismert, amelyeknél a megmunkálandó lemezt nem választjuk szét, hanem a síkbeli elhelyezkedésből eltérítjük, ezáltal egy
LEMEZMEGMUNKÁLÓ GÉPEINK
 LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
LGB_AJ011_1 - Lemezalakítás SEGÉDLET 3. Konzultáció
 LGB_AJ011_1 - Lemezalakítás SEGÉDLET 3. Konzultáció Ez a segédlet csak kiegészítés az órai anyaghoz és a kötelező irodalmakhoz. Tartalma a konzultációk anyagaival egyezik meg. Az anyag nem mentesíti a
LGB_AJ011_1 - Lemezalakítás SEGÉDLET 3. Konzultáció Ez a segédlet csak kiegészítés az órai anyaghoz és a kötelező irodalmakhoz. Tartalma a konzultációk anyagaival egyezik meg. Az anyag nem mentesíti a
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
KÉPLÉKENYALAKÍTÁS (GEMTT003-B) c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés
 c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés") KÉPLÉKENYALAKÍTÁS (GEMTT003-B) c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés Tantárgy órakimérete: 2 ea + 1 gy Félév elismerésének, az aláírás megadásának
KÉPLÉKENYALAKÍTÁS (GEMTT003-B) c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés Tantárgy órakimérete: 2 ea + 1 gy Félév elismerésének, az aláírás megadásának
Hegesztett alkatrészek kialakításának irányelvei
 Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Szilárdság (folyáshatár) növelési eljárások
 növelési eljárások") Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Épület- és szerkezetlakatos szakma gyakorlati oktatásához OKJ száma: 34 582 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Épület- és szerkezetlakatos szakma gyakorlati oktatásához OKJ száma: 34 582 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Alumínium ötvözetek aszimmetrikus hengerlése
 A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KOHÁSZAT ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 KOHÁSZAT ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK Tesztjellegű feladatok 1.) Írja be az a, b és c pontok elé az oda tartozó helyes fogalom sorszámát! 6 pont A kenőanyagok tulajdonságai: a)
KOHÁSZAT ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK Tesztjellegű feladatok 1.) Írja be az a, b és c pontok elé az oda tartozó helyes fogalom sorszámát! 6 pont A kenőanyagok tulajdonságai: a)
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A4 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A4 alap közepes - haladó SolidEdge CAD 3D
1. Hidegalakítás, melegalakítás, félmelegalakítás
 Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
A szerkezeti anyagok tulajdonságai és azok vizsgálata
 A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
JÁRMŰIPARI CÉLÚ ACÉLLEMEZEK MÉLYÍTHETŐSÉGI ÉS MÉLYHÚZHATÓSÁGI PROBLÉMÁI
 Anyagmérnöki Tudományok, 39/1 (2016) pp. 19 28. JÁRMŰIPARI CÉLÚ ACÉLLEMEZEK MÉLYÍTHETŐSÉGI ÉS MÉLYHÚZHATÓSÁGI PROBLÉMÁI STRETCHABILITY AND DEEP-DRAWABILITY PROBLEMS OF STEEL SHEETS USING IN AUTOMOTIVE
Anyagmérnöki Tudományok, 39/1 (2016) pp. 19 28. JÁRMŰIPARI CÉLÚ ACÉLLEMEZEK MÉLYÍTHETŐSÉGI ÉS MÉLYHÚZHATÓSÁGI PROBLÉMÁI STRETCHABILITY AND DEEP-DRAWABILITY PROBLEMS OF STEEL SHEETS USING IN AUTOMOTIVE
Járműelemek. Rugók. 1 / 27 Fólia
 Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2016/17. Szilárdságnövelés. Dr. Mészáros István Az előadás során megismerjük
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Pattex CF 850. Műszaki tájékoztató
 BETON / TÖMÖR KŐ HASZNÁLAT FELHASZNÁLÁSI ÚTMUTATÓ 1. ALKALMAZÁSI TERÜLETEK ALAP ANYAGA: beton, tömör kő Nehéz terhet hordozó elemek rögzítése tömör kőben, betonban, porózus betonban és könnyű betonban.
BETON / TÖMÖR KŐ HASZNÁLAT FELHASZNÁLÁSI ÚTMUTATÓ 1. ALKALMAZÁSI TERÜLETEK ALAP ANYAGA: beton, tömör kő Nehéz terhet hordozó elemek rögzítése tömör kőben, betonban, porózus betonban és könnyű betonban.
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fa- és Acélszerkezetek I. 1. Előadás Bevezetés. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 1. Előadás Bevezetés Dr. Szalai József Főiskolai adjunktus Okt. Hét 1. Téma Bevezetés acélszerkezetek méretezésébe, elhelyezés a tananyagban Acélszerkezetek használati területei
Fa- és Acélszerkezetek I. 1. Előadás Bevezetés Dr. Szalai József Főiskolai adjunktus Okt. Hét 1. Téma Bevezetés acélszerkezetek méretezésébe, elhelyezés a tananyagban Acélszerkezetek használati területei
GÉPÉSZETI ALAPISMERETEK TÉMAKÖRÖK
 GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
Tipikus fa kapcsolatok
 Tipikus fa kapcsolatok Dr. Koris Kálmán, Dr. Bódi István BME Hidak és Szerkezetek Tanszék 1 Gerenda fal kapcsolatok Gerenda feltámaszkodás 1 Vízszintes és (lefelé vagy fölfelé irányuló) függőleges terhek
Tipikus fa kapcsolatok Dr. Koris Kálmán, Dr. Bódi István BME Hidak és Szerkezetek Tanszék 1 Gerenda fal kapcsolatok Gerenda feltámaszkodás 1 Vízszintes és (lefelé vagy fölfelé irányuló) függőleges terhek
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
Acélszerkezetek. 3. előadás 2012.02.24.
 Acélszerkezetek 3. előadás 2012.02.24. Kapcsolatok méretezése Kapcsolatok típusai Mechanikus kapcsolatok: Szegecsek Csavarok Csapok Hegesztett kapcsolatok Tompavarrat Sarokvarrat Coalbrookdale, 1781 Eiffel
Acélszerkezetek 3. előadás 2012.02.24. Kapcsolatok méretezése Kapcsolatok típusai Mechanikus kapcsolatok: Szegecsek Csavarok Csapok Hegesztett kapcsolatok Tompavarrat Sarokvarrat Coalbrookdale, 1781 Eiffel
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák.
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
Mechatronikai megoldások a lemezek vizsgálatában
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Mechatronikai megoldások a lemezek vizsgálatában Esettanulmány: hidraulikus lemezvizsgáló berendezés Lemezvizsgáló berendezés fejlesztési folyamata
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Mechatronikai megoldások a lemezek vizsgálatában Esettanulmány: hidraulikus lemezvizsgáló berendezés Lemezvizsgáló berendezés fejlesztési folyamata
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Fogorvosi anyagtan fizikai alapjai 6.
 Fogorvosi anyagtan fizikai alapjai 6. Mechanikai tulajdonságok 1. Kiemelt témák: Rugalmas alakváltozás Merevség és összefüggése a kötési energiával A geometriai tényezők szerepe egy test merevségében Tankönyv
Fogorvosi anyagtan fizikai alapjai 6. Mechanikai tulajdonságok 1. Kiemelt témák: Rugalmas alakváltozás Merevség és összefüggése a kötési energiával A geometriai tényezők szerepe egy test merevségében Tankönyv
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép, ceruza, körző, vonalzó.
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
Nyári gyakorlat teljesítésének igazolása Hiányzások
 Nyári gyakorlat teljesítésének igazolása Hiányzások - - Az összefüggő szakmai gyakorlatról hiányozni nem lehet. Rendkívüli, nem tervezhető esemény esetén az igazgatóhelyettest kell értesíteni. - A tanulók
Nyári gyakorlat teljesítésének igazolása Hiányzások - - Az összefüggő szakmai gyakorlatról hiányozni nem lehet. Rendkívüli, nem tervezhető esemény esetén az igazgatóhelyettest kell értesíteni. - A tanulók
A karosszéria gyártás anyagai
 A karosszéria gyártás anyagai Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a járműfejlesztés jellemző trendjeit Az autó-mobilizmus dinamikus fejlődése szinte az egész huszadik század egyik meghatározó
A karosszéria gyártás anyagai Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a járműfejlesztés jellemző trendjeit Az autó-mobilizmus dinamikus fejlődése szinte az egész huszadik század egyik meghatározó
!MICHAEL KFT Csavar és kötőelem szaküzlet '1103 Budapest Gyömrői út 150 Telfon:0611/4310170 Fax:06/1/260-36-46
 !MICHAEL ' Telfon:0611/4310170 Fax:06/1/260-36-46 i '/; -""1' Igényesetén a hitelesitett műbizonylat a fenti cimen kérhető! Kötőelemeink A1, A2 és A4-es minőségi ostályba sorolhatók, ausztenites acélokból
!MICHAEL ' Telfon:0611/4310170 Fax:06/1/260-36-46 i '/; -""1' Igényesetén a hitelesitett műbizonylat a fenti cimen kérhető! Kötőelemeink A1, A2 és A4-es minőségi ostályba sorolhatók, ausztenites acélokból
Szakmai ismeretek II.
 Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus