LGB_AJ011_1 - Lemezalakítás SEGÉDLET 3. Konzultáció
|
|
|
- Mária Kisné
- 5 évvel ezelőtt
- Látták:
Átírás



1 LGB_AJ011_1 - Lemezalakítás SEGÉDLET 3. Konzultáció Ez a segédlet csak kiegészítés az órai anyaghoz és a kötelező irodalmakhoz. Tartalma a konzultációk anyagaival egyezik meg. Az anyag nem mentesíti a hallgatót a kötelező irodalom ismerete alól!
2 Különleges mélyhúzási, alakítási műveletek 2016/2017/2 2
3 Falvékonyító mélyhúzás technológiája A falvékonyító mélyhúzás a jellemző feszültségi állapot és a végbemenő falvékonyító alakváltozási folyamat alapján lényegében térfogat-alakító művelet. Kiinduló darab lehet vastag lemez, melyet először edénnyé mélyhúzunk esetleg kismértékű falvastagság csökkenéssel. Kovácsolt vagy folyatott vastag falú edény is lehet a falvékonyító mélyhúzás előgyártmánya. A fal-(ill. lemez) vastagság változása jelentősebb, mint az átmérő (középátmérő) csökkenés. A falvékonyító gyűrű félkúpszöge fontos szerszámozási kérdés. 2016/2017/2 3
4 A falvékonyító mélyhúzásra jellemző feszültségi és alakváltozási állapot Az alakító kúpban három ( egy húzó és két nyomó) feszültséggel jellemezhető feszültségi, és háromtengelyű (egy nyúlással és kétirányú méretcsökkenéssel jellemezhető) alakváltozási állapot uralkodik (3.43. ábra). Az alakító kúp előtt feszültségtelen az előgyártmány. Az alakító kúp utáni csökkentett (s 1 ) falkeresztmetszetben egytengelyű húzófeszültség hat. Ennek értéke kisebb kell legyen, mint az alakított anyag alakítási szilárdsága, azaz <k f1. Ez azt jelenti, hogy túl nagy falvékonyítás egy műveletben nem érhető el. Ha erre lenne szükség, akkor a falvékonyítást több műveletben lehet csak elvégezni. 2016/2017/2 4
5 A falvékonyító mélyhúzás feszülségi és alakváltozási komponensei A falvékonyító folyamat húzó feszültség szükséglete három részből falv.mh. = al + súrl. + kúpos torz. ahol: al a falredukció elméleti húzó feszültség igénye, az un. alakító komponens súrl a kúpos falvékonyító gyűrű és bélyeg felültén fellépő súrlódás legyőzésére szükséges komponens kúp.torz a kúpos gyűrűben a feszültségek kétszeres torzító munkáját biztosító komponens Siebel szerint ezek a komponensek, a levezetés részletei nélkül: 1 1 k fköz ö 2 k fköz ö k f 2 ahol: k fköz a közepes alakítási szilárdság, k f 0 k f1 k fköz 2 ö az összehasonlító alakváltozás A0 ö ln A - a súrlódási tényező - a falvékonyító gyűrű félkúpszöge 2016/2017/2 5
6 A falvékonyító gyűrű optimális félkúpszöge A falvékonyító gyűrű félkúpszöge befolyásolja a művelet erőszükségletét. Ezt csak jellegét tekintve az alábbi diagram mutatja: A komponensek összege egy minimumos görbét ad, azaz lehetséges olyan szerszám félkúpszög, melynél az alakító feszültség (erő) a legkisebb. A falvékonyító művelet biztonsága érdekében a matrica félkúpszögét erre az értékre kell választani. Egy függvény szélső értéke ez esetben láthatóan minimuma ott van ahol első deriváltja egyenlő nullával. Azaz a dσ dα 0 feltételnek kell teljesülnie. dσ μ k fköz ö k 2 d α 2 1 fköz 0 Ebből: α opt 4 μ φ ö 2016/2017/2 6
7 A falvékonyító technológia műveletekre bontása A falvékonyító műveletek száma az alábbiak szerint határozható meg: n lg A lg A lg 1 q meg 0 ahol: A 0 a kiinduló falkeresztmetszet A az n művelet után csökkentett falkeresztmetszet q meg a falvékonyító műveletenként megengedett összalakváltozás q össz q D + q s q D q s q D a műveletenkénti átmérőváltozás q s a műveletenkénti falvastagság változás A technológia tervezésekor célszerű betartani, hogy q s =( ) q D feltétel műveletenként teljesüljön. 2016/2017/2 7
8 Hydroforming (alakítás folyékony közeggel) A technológia alkalmazható: - Lemezek alakítására és - Csövek alakítására. A lemezek alakításánál az alakító bélyeg vagy az alakító matrica (forma) helyettesíthető folyadékkal. Első esetben a munkadarab alakját a matrica (a forma) határozza meg, utóbbiban a bélyeg. Bélyeget helyettesítő folyadéknyomással sík lemez és összehegesztett lemezek is alakíthatók. 2016/2017/2 8
9 Hidroform eljárás alakítás folyékony közeggel és bélyeggel A sajtó nyomófejére van felerősítve a hidraulikus folyadékot (víz vagy olaj) tartalmazó felső szerszámfél, amelyet alulról egy vastag gumi vagy poliuretán membrán zár le. A terítéket az alsó szerszámfélre helyezik. A prés indításakor először zárja a szerszámot, majd a munkadarab alakjának és méretének megfelelő bélyeget mozgatja felfelé. A bélyeg a terítéket nekinyomja a membránnak, majd azzal együtt behatol a folyadéktérbe. A folyadéktérben növekvő nyomás mind szorosabban nyomja a lemezt a bélyeghez és az ellentartóhoz. Az alakításhoz szükséges kezdeti és végnyomás a nyomásszabályzó szelep segítségével beállítható, sőt a húzási eljárás során programozható. 2016/2017/2 9
10 Hidroform eljárás alakítás folyékony közeggel és bélyeggel Az eljárás során erőteljesen érvényesül a munkadarab palástjára ható oldalirányú nyomás, amely jelentősen csökkenti az alakítandó lemez igénybevételét a húzott csésze palástja és feneke közti átmenet helyén. A hagyományos mélyhúzással szemben ezzel az eljárással nagyobb terítékátmérőből kiindulva is elvégezhető a fenékleszakadás veszélye nélkül a mélyhúzás, növelhető a húzási viszony. A húzási viszony a húzási viszony a szokásos 2-2,4 értékről 3-4 értékre is megnövekedhet. A technológia hátránya, hogy a membrán hamar elhasználódik. Alkalmazási területek: - Lapos bonyolult alakú munkadarabok húzásánál - Kúpos, parabolikus alakú munkadarabok mélyhúzásánál, mert nem kell másodlagos ráncképződéstől tartani - Nyomás alatti edények gyártásakor, mert nem kell a fenék és palást átmeneténél jelentős falvastagság csökkenéssel számolni 2016/2017/2 10
11 Hidromechanikus mélyhúzás A berendezésben a terítéket közvetlen a húzógyűrűre helyezzük. A teríték zárja le a folyadékszekrényben lévő hidraulikus közeget (általában vizet). A húzógyűrűt körben tömítve csavarokkal rögzítik a folyadékszekrényhez. A húzógyűrűn a húzóéltől bizonyos távolságra szintén tömítés található. Ehhez a tömítéshez nyomja hozzá a ráncgátló a terítéket, így zárva a folyadékteret. Ez után indul meg a húzóbélyeg és az alakjának megfelelően nyomja a lemezt a folyadéktérbe. A folyadéktérben a nyomás csak a nyomásszabályzó szelepen beállított értékig növekedhet. A folyadéknyomás egyrészt a bélyeghez nyomja a lemezt, másrészt a bélyeg mellett különösen, ha az kúpos deformálja. Így a lemezen a bélyeg körül egy váll képződik és a mélyhúzás nem a húzógyűrű élén át, hanem ezen a folyadékvállon megy végbe. A folyadéknyomást a bélyeg behatolási útjának függvényében kell szabályozni. A folyadéktároló tartályból a folyadék sűrített levegővel nyomható vissza a folyadékszekrénybe. 2016/2017/2 11
12 Hidromechanikus mélyhúzás Az eljárás alkalmazhatósága: - Előhúzott munkadarabok hidromechanikus továbbhúzására - Előhúzott munkadarabok kifordító húzására - Alkalmas egy szerszámban egyesíteni a hagyományos mélyhúzást és a hidromechanikus kifordító húzást - Alkalmazható egy szerszámban kivágásra és továbbhúzásra is. 2016/2017/2 12
13 Alakítás negatív formával és folyadékkal 2016/2017/2 13
14 Két összehegesztett lemez alakítása folyadékkal 2016/2017/2 14

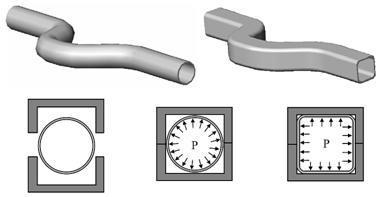
15 Csövek alakítása hydroforming eljárással Csövek folyadéknyomással történő alakításával bonyolult keresztmetszetű, bonyolult vonalú üreges tartók, járművek vázszerkezetének részei állíthatók elő. Ezeknek a vázszerkezetet merevítő, rúdszerű alkatrészeknek a keresztmetszeti tényezője nagy, tömegük azonban kicsi, ami a könnyűszerkezetes építésnél igen fontos előny. 2016/2017/2 15
16 Csövek alakítása hydroforming eljárással A folyadéknyomásos lemez- és csőalakítás előnyei: Kisebb szerszámozási költség, Igen bonyolult lemezalkatrészek alakíthatók, Hegesztéssel történő egyesítés elhagyása (pl. T-idom esetén) Egyenletes falvastagságú alkatrészek gyártása, Alakító és lyukasztó műveletek egybevonása. Az alakítás hátránya: Viszonylag lassú, hosszú ütemidejű művelet, Nagymennyiségű folyadék kezelése körülményes. Lemezek és csövek folyadékkal történő alakításánál a folyadék (víz vagy emulzió) nyomástartománya igen nagy MPa. 2016/2017/2 16
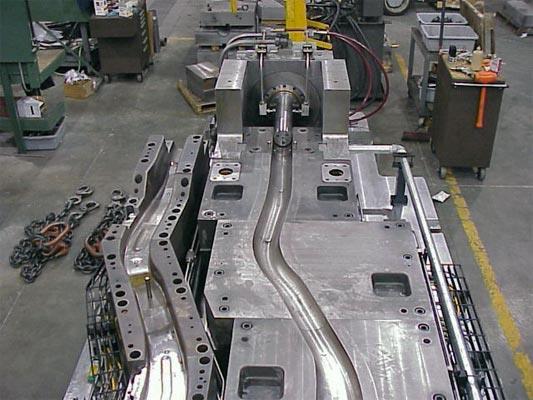
17 Alkalmazási példák 2016/2017/2 17

18 Alkalmazási példák 2016/2017/2 18
19 Alakítás rugalmas közeggel Rugalmas közeggel történő alakításkor az egyik szerszámfél merev, a másik szerszámfél valamilyen rugalmas közeg gumi, vagy poliuretán. Ez a szerszám jóval olcsóbb a hagyományosnál, kis sorozat esetén a lemezalakításban jól hasznosítható. 2016/2017/2 19
20 Hajlítás poliuretán elasztomerrel Hajlítás során merev bélyeggel egy poliuretán párnába nyomjuk bele a hajlítandó lemezt. A hajlítási szög megváltozása esetén csak a merev hajlítóbélyeg cseréje szükséges. Hajlításnál mindig jelentkezik a visszarugózás problémája, amely befolyásolja a hajlítás pontosságát. A hajlításnál alkalmazandó poliuretán elasztomer párna és az azt befoglaló koffer méreteire H. Wilhelm tesz javaslatot. 2016/2017/2 20
21 Túlhajlítás poliuretán párnával 2016/2017/2 21

22 Domborítás poliuretán elasztomerrel A gumi és a poliuretán, mint rugalmas közeg nagyon jól alkalmazható domborítási műveletekhez is. A megmunkálás során csak az egyik szerszámfelet kell acélból elkészíteni - általában a negatív felet - így elmarad a két szerszámfél egymáshoz való illesztése, amely különösen bonyolult kontúrok esetén nagyon költséges megmunkálást igényel. A negatív szerszámfélbe a rugalmas közeggel a munkadarabot belenyomjuk. A szükséges nyomás nagysága függ a lemez anyagától, alakítási szilárdságától és vastagságától. A domborítás alakhűségét az alkalmazott nyomáson túl befolyásolja az elasztomer keménysége is. A poliuretánnal való domborításnak akkor van nagy jelentősége, ha a domborítás egy lépésben a kivágással elvégezhető. 2016/2017/2 22




23 Mélyhúzás poliuretán elasztomerrel Ennél a műveletnél a bélyegkontúr határozza meg a kívánt munkadarab alakját. Az ellenszerszám egy rugalmas közegből álló egyszerű geometriai alakú, könnyen alakítható párna. Rendszerint gumi vagy poliuretán elasztomer. A kettő között helyezkedik el az alakítandó lemez. a) Régi eljárás b) Guerin eljárás c) Marform eljárás d) Hidraw eljárás 2016/2017/2 23
24 Mélyhúzás poliuretán elasztomerrel (a) A gumipárna egy köpenyen belül meg van vezetve és ezen belül nyomjuk rá a lemezt a szilárdan nyugvó bélyegre. Gyakorlatilag ez ráncfogó nélküli mélyhúzásnak számít, így a mélyhúzási viszony igen korlátozott. Jelentős a köpenyben fellépő csúszósurlódási erő is, amely megnöveli az erőszükségletet és jobban igénybe veszi az alkalmazott gumipárnát. (b) A fent nevezett hátrányok kiküszöbölésére kifejlesztett eljárást a b ábrán látható. Itt már a rugalmas párna nem súrlódik olyan nagy mértékben a köpenyben, de ez is ránctartó nélküli mélyhúzásnak számít, és itt is korlátozott a húzási viszony. Mindkét eljárás megfelel lapos és héjszerű alkatrészek - pl. burkolóelemek - előállítására. A húzott alkatrészeken a meredek függőleges oldalfal biztosítás szinte nem lehetséges, mert ez a rugalmas párna alsó helyzetében annak nagymértékű nyúlását igényelné. (c) Ezen hátrány kiküszöbölésére fejlődött ki a Marform eljárás, amely már tulajdonképpen egy ráncfogós mélyhúzás. Ebben az esetben az alakítandó lemezt az egy szintben elhelyezkedő ráncfogóra és bélyegre helyezzük. Az alakítás során a rugalmas párna hozzászorítja a lemezt a ráncfogóhoz, amely a beállított ellennyomás elérése után folyamatosan süllyed, míg a mereven rögzített bélyeg elvégzi a mélyhúzást. (d) A Marform eljárás egy másik variációja a Hidraw eljárás (d), amelynél a bélyeg is elmozdul a ráncfogóval ellentétes irányban. Ez utóbbi két módszer előnye, hogy nagy húzási viszony érhető el és a mélyhúzott csésze lemezvastagságának az eltérése nem nagy. 2016/2017/2 24
25 Rugalmas közeggel történő lemezalakítás előnyei és hátrányai Az eljárás előnyei: 1) Lemezalkatrészek gyártási költségeit kis szériánál tulajdonképpen a szerszámköltség határozza meg. A poliuretán elasztomerrel kialakított szerszám költsége ötöde, tizede, esetenként akár huszada a hagyományos merev szerszám árának. 2) A lemezből alakított - különösen a mélyhúzott és domborított alkatrészek esetén - nagyon nehéz előre meghatározni a térbeli alkatrész merevségét. Sok esetben kiderül, hogy az alkatrészt lehetne vékonyabb lemezből is készíteni, mert még úgy is elég merev marad. Poliuretán elasztomer szerszámmal való lemezmegmunkálás független a lemezvastagságtól, vagyis ugyanabban a szerszámban különböző vastagságú lemezek is megmunkálhatók. Így a lemezvastagság %-os csökkentésével jelentős mértékű anyagmegtakarítás érhető el. 3) A rugalmas közeggel történő lemezmegmunkálás előnyösen alkalmazható festett, lakkozott, műanyag bevonatú lemezek alakításánál. A poliuretán vagy gumi szerszámfél nem sérti meg alakítás közben a lemezen lévő bevonatot. 4) Cső, csőszerű alkatrészek vagy mélyhúzott csészék oldalfala lyukasztható, kivágható, rugalmas közeggel, amely csak bonyolult acélszerszámmal biztosítható. 5) Rugalmas közeggel történő mélyhúzás esetén jóval nagyobb húzási viszony érhető el. A mélyhúzott csésze falvastagsága egyenletesebb. 6) Rugalmas közeggel történő alakításnál esetenként több művelet is összevonható és elvégezhető egy olcsó szerszámban pl.: kivágás, domborítás, feliratozás. 2016/2017/2 25
26 Rugalmas közeggel történő lemezalakítás előnyei és hátrányai Az eljárás hátrányai: 1) Rugalmas közeggel történő alakításkor a megfelelő nyomás kifejtéséhez össze kell nyomni a gumi vagy poliuretán elasztomert, ami megnöveli az alakítás erő- és munkaszükségletét. Alakítási műveletektől függően az erőszükséglet szerese az acélszerszámban történő alakításnak. A nagyobb alakítási erő nagyobb teljesítményű, nyomóerejű alakító gépeket kíván. 2) Rugalmas közeggel történő alakítás lassúbb, így a műveleti idő növekszik. 3) A munkadarab alakja méretei és geometriai viszonyai (rádiuszok) jobban behatároltak, kevésbé ismertek és kidolgozottak mint a hagyományos szerszámoknál. 2016/2017/2 26

27 Mélyhúzás fűtött ráncgátlóval Egyes rosszul alakítható fémek,illetve ötvözetek mélyhúzásakor csak kis húzási viszony érhető el. Különösen igaz ez a nagyszilárdságú ötvözetekre, amelyek nagy az alakítási szilárdsága és keményedési görbéje is meredeken emelkedik az alakítás mértékének függvényében. Ilyenkor az alakíthatóságot lényegesen megkönnyítené, ha az alakítási szilárdságot csökkenteni tudnánk. Ez valósítható meg a fűtött ráncgátlójú szerszámmal. A ráncgátló alatti teríték fűtésével biztosítható a mélyhúzott lemez alakítási szilárdságának a csökkentése. Mivel a meleg anyagnak kisebb az alakítási szilárdsága, így lecsökken a fenékleszakító erő is, amely meghatározza az egy húzási fokozatban megvalósítható húzási viszonyt. A megfelelő mértékű fenéklaszakító erő biztosítása végett a ráncgátló alól kihúzott anyagot hűtjük. Hűtjük egyrész a hűtött bélyegen keresztül, másrészt a húzóél hűtésével. A fűtött ráncgátlóval való húzás előnyei: Nagyszilárdságú, erősen keményedő anyagok is mélyhúzhatók Nagyobb húzási viszony érhető el Előnyös a nem körszimetrikus darabok mélyhúzásánál Csökken a húzási fokozatok száma Csökken a gyártóeszköz költség A fűtött ráncgátlóval való húzás hátrányai: Bonyolultabb a szerszám Lassabb a húzási művelet Szabályozni kell a szerszám hőmérsékletét 2016/2017/2 27
28 Robbantásos lemezalakító eljárások A robbantásos lemezalakító eljárásoknál a munkadarabot (legtöbbször) vízben terjedő nyomáshullám alakítja. A lemez csak az alakítási folyamat végén érintkezik a szerszámmal, ami rendszerint a negatív forma. Az alakításhoz szükséges energiát robbanóanyag kémiai energiája biztosítja. A robbanóanyagot gömb, csonka kúp, vagy huzal alakúra sajtolják, attól függően, hogy gömb alakú vagy henger alakú nyomáshullámra van szükség a lemezalkatrész kialakításához. 1- robbanó töltet 2- nyomásközelítő közeg (víz) 3- negatív forma (szerszám) 4- alakítandó lemez 5- leszorító (ráncgátló) Alkalmazási terület: nem nagy darabszámban, nagyméretű lemezalkatrészek gyártása. Megjegyzés: a robbantásos technológiáknál a lemez mozgási sebessége elérheti a m/s-t is. 2016/2017/2 28
29 Elektrohidraulikus lemezalakítás Az elektrohidraulikus alakító eljárásnál a nyomást átadó közegben (vízben) szikrakisülés vagy vékony rézhuzal megolvadása (elgőzölgése) révén víz- gőz fázis keletkezik. Ennek fajtérfogata a vízének sok ezerszerese, ezért a vízben gömb, vagy henger alakú nyomáshullám keletkezik. 2016/2017/2 29
30 Elektromágneses lemezalakítás Az elektromágneses alakításnál a kondenzátor telepben tárolt villamos energiát az alakító tekercsen keresztül sütik ki. Az indukciós tekercsben csillapított lengésű áram alakul ki. A tekercs változó mágneses tere a munkadarabban, mint egyetlen zár menetben áram indukálódik. Az indukciós tekercs és a munkadarab örvényáramának mágneses terei a egymásra hatásából a munkadarabra mechanikai nyomás hat, mely a rendszer villamos jellemzőiből meghatározható. Elegendően nagy áramerősséget alkalmazva ez a nyomás elegendő lehet a lemez előgyártmány alakítására. Jellegzetes alakító műveletek: csőtágítás, szűkítés, szerelő alakítás. 1- alakító tekercs 2- mágneses erővonalak 3- alakítandó előgyártmány 4- alakított (bevonatoló fémcső) 5- porcelán, fa, ill. fémtest melyre az előgyártmányt ráalakítjuk 6- kondenzátor telep Az elektromágneses alakítás néhány másodperces ütemidővel alkalmas, pl. porcelán, fa, műanyag vékony lemezzel (csővel) való bevonatolására. Ez egy szerelő-alakító műveletnek is nevezhető. 2016/2017/2 30
31 Súrlódási körülmények A lemezalkatrész-gyártó műveletekben az érintkező szerszám és munkadarab felületek között fellépő súrlódás jelentősen befolyásolja: az alakítás erő-, munka- és teljesítményszükségletét, a szerszám élettartalmát, a szerszám kopás mértékét, a munkadarab felületi minőségét, az alakító művelet stabilitását, az egy műveletben elérhető alakváltozás mértékét, az alakváltozás munkadarabon belüli egyenletes vagy egyenetlen eloszlását, valamennyi tényező együttes hatásaként a gyártás gazdaságosságát. 2016/2017/2 31
32 Súrlódási körülmények A súrlódási erő Coulomb féle törvény alapján a súrlódási tényezőtől és a felületeket összeszorító erőből számítható: Fs=µ FN [N] Ahol Fs - a súrlódó erő, µ- a súrlódási tényező, FN- a felületeket összenyomó erő. Alakító eljárásokban a súrlódás körülményei jelentősen eltérnek a gépelemekben fellépő súrlódás körülményeitől. A legfontosabb eltérések: alakító műveletben a súrlódó párok egyike rugalmas, a másik képlékeny állapotban van (gépelemekben mindkettő rugalmasan terhelt), alakító műveletekben a felületek közötti nyomás sokszor nagyságrenddel nagyobb, mint a súrlódó gépalkatrészek közötti nyomás, alakítási műveletekben a súrlódó párok relatív sebessége általában sokkal kisebb mint pl. a csapágyakban. Pl. mélyhúzó vagy nyújtva húzó műveletben a lemez és a bélyeg felülete között az elmozdulás csak a lemez nyúlásából adódik, a felületek relatív sebessége is nagyon kicsi. 2016/2017/2 32
33 Súrlódási körülmények Az előző dián felsorolt jellemzők miatt alakító műveletekben a folyadéksúrlódás (a hidrodinamikus kenés) nem következhet be. A súrlódási esetek közül elképzelhető: a vegyes (v. fél-folyadék) súrlódás, melynél a felületek érdesség csúcsai összeérnek, a mélyedésekben kenőanyag tárolódhat, a száraz súrlódás során fémes a felületek közötti érintkezés, aminek következtében a keményebb szerszám, nyomot hagy a munkadarab felületén. Ez olyan alkatrészeknél, ahol dekoratív felület fontos, nem engedhető meg. Ezen túl pedig a szerszám gyors kopását is előidézi. 2016/2017/2 33
34 Súrlódás hatásai A súrlódás hatása kedvezőtlen: ha növeli a lemezben ébredő húzófeszültséget, ha növeli a művelet erőszükségletét, ha egyenetlen deformáció eloszlást okoz, ezzel helyi lemezvékonyodást, szakadást okoz. A súrlódás hatása kedvező: ha csökkenti a lemezben ébredő húzófeszültséget, elősegíti az egyenletesebb deformáció eloszlást, ezzel növeli az egy műveletben elérhető alakváltozás mértékét. 2016/2017/2 34

35 Kenés alkalmazása finomkivágásnál A finomkivágás technológiájához szükséges a kenés. Ennek hiánya gyorsabb szerszám él kopást eredményez. Ezért biztosítani kell, hogy a kenés egyenletes legyen. Az egyenletes kenés érdekében gyakran alkalmaznak olajködözést. 2016/2017/2 35
36 Kenőanyagok A kenőanyagok csoportosítása halmazállapotuk alapján: a) Folyékony kenőanyagok Kőolajszármazékok Szintetikus olajok Állati és növényi eredetű olajok b) Pasztaszerű, vagy plasztikus kenőanyagok c) Szilárd kenőanyagok 2016/2017/2 36
37 Mélyhúzható anyagok és azok vizsgálata. Határ-alakváltozási diagram és gyakorlati használata. 2016/2017/2 37
38 Bevezetés a témába A finomlemezeket széles körben alkalmazzák a feldolgozóiparban: a készterméket gyakran bonyolult alakító műveletek sorozatával dolgozzák fel. A lemezanyagok alakíthatósági megítélésére, a jelenlegi, szabványos, az anyagvizsgálatban általánosan alkalmazott anyagjellemzők önmagukban nem alkalmasak. További probléma, hogy a hidegalakítás céljára alkalmazott lemezek szilárdsági és alakváltozási tulajdonságai rendszerint irányfüggők: a lemezanyagok anizotróp anyagként viselkednek. Ezek figyelembevételére, a konkrét lemezminőségek, alakítási és hőkezelési eljárások sajátosságainak megfelelően sokféle minősítő vizsgálatot alkalmaznak az egyszerű szakítóvizsgálattól a deformáció-történetet is jellemző alakítási határgörbék módszeréig. 2016/2017/2 38
39 Lemezek minősítése szakítóvizsgálattal A lemez alkalmassága a mélyhúzással vagy nyújtóhúzással való feldolgozásra pontosan jellemezhető, ami ennél is fontosabb, hogy számszerűsíthető a normális irányú anizotrópia (r) mérőszámával. Meghatározása a lemezből kivett szakító próbatest kiinduló méreteivel, illetve az egyenletes nyúlástartomány valamely pontjáig képlékenyen alakváltozott próbatest méreteivel történik. 2016/2017/2 39
40 Lemezek minősítése szakítóvizsgálattal Lemezek és szalagok szakítóvizsgálatához a próbatest kiinduló alakját az a, az egyenletes nyúlástartományban a kiinduló Lo jeltávolság L növekményét a b, a L megnyúláshoz tartozó próbatest méreteket a c ábra szemlélteti. Az egyenletes nyúlástartományában a próbatest jeltávolságon belüli méreteire érvényesek a következő relációk: s< so, b < bo, L > Lo 2016/2017/2 40
41 Lemezek minősítése szakítóvizsgálattal ISO szabvány lemez próbatest méretek 2016/2017/2 41
42 Lemezek minősítése szakítóvizsgálattal A próbatest jelölései: Lo - a kezdeti jeltávolság, Lc - a vizsgálati hossz, bo - a kezdeti szélessége, so - a kezdeti lemezvastagság, Ao - a kiinduló keresztmetszet (Ao = bo so), L - a próbatest jeltávolsága a L megnyúlásnál (L = Lo + L), b - a L megnyúláshoz tartozó próbatest szélesség, s - a L megnyúláshoz tartozó lemezvastagság, A - a L megnyúláshoz tartozó próbatest keresztmetszet (A = b s) 2016/2017/2 42
43 Normális irányú anizotrópia A normális irányú anizotrópia: a ΔL megnyúlást szenvedett szakító próbatest szélességi és vastagsági irányában létrejött valódi nyúlások hányadosa: ahol: λb - a próbatest szélességi irányában létrejövő valódi nyúlás a Δ L megnyúlásnál, λ s - a próbatest vastagsági irányában létrejövő valódi nyúlás a Δ L megnyúlásnál, A szakítóvizsgálat során az "s" lemezvastagság helyett méréstechnikai okokból célszerűbb a próbatest "b" szélességét mérni és az "s" értékét a jeltávolságon belüli térfogatrészre felírt térfogatállandóságból meghatározni: 2016/2017/2 43
44 Normális irányú anizotrópia Az utóbbi összefüggést felhasználva a normális irányú anizotrópia tehát: A gyakorlatban a szakítóvizsgálat során a kb. 20% maradó megnyúlásnál (L 1,2Lo) a szakítási folyamatot megállítjuk, az "L" és "b" értékeket megmérjük és ezekkel határozzuk meg a fenti összefüggéssel az "r" normális irányú anizotrópiát. 2016/2017/2 44
45 A normális irányú anizotrópia és a mélyhúzhatóság kapcsolata A lemez jó mélyhúzhatóságához az szükséges, hogy vastagság irányban ("s" irány) kevésbé, szélesség irányban ("b" irány) könnyen változtassa méretét a szakító próbatest az egyenletes nyúlás tartományban. Az állítás a mélyhúzás közben alakváltozó, félig kihúzott csésze jellegzetes helyein (ráncgátló alatti perem és a már kihúzott csészefal) alakváltozási állapotával igazolható A peremben kijelölt térfogatelem alakváltozását szemlélteti az a ábra, amely szerint radiális irányban jelentős mértékű nyúlás, kerület irányban rövidülés jön létre, ugyanakkor a lemezvastagság irányban alig van méretváltozás. A kihúzott csészepalástban (b ábra) kijelölt térfogatelem elsõsorban a húzóbélyeg mozgásirányában nyúlik, kerület irányban a mérete változatlan, lemezvastagság irányban rövidülés jön létre. 2016/2017/2 45
46 A normális irányú anizotrópia és a mélyhúzhatóság kapcsolata A térfogatelemek helyére képzeljünk el a peremben egy radiális irányban, a csészefalban egy húzás irányban elhelyezett szakító próbatestet. A peremben a kerület irányú rövidülés a próbatest "b" irányú méretváltozásának felel meg. Tehát ha a próbatest "b" irányban könnyen változtatja a méretét, akkor a perem kerület irányú rövidülése viszonylag kis húzóerővel létrehozható. Ugyanakkor ha a lemezvastagság irányú változásra ("s" irány) a próbatest nem hajlamos, akkor a lemez a be nem húzott peremrészen nem vékonyodik el. Továbbá, ha a lemezvastagság nem, vagy csak alig csökken a szakítóvizsgálat során, akkor a mélyhúzás körülményei között az alakítóerőt az alakítás helyére (a be nem húzott peremrészbe) továbbító palást falvastagsága, így a csészefal keresztmetszete sem csökken jelentős mértékben, s ez a csészefal leszakadás elleni biztonságát növeli. A kis széntartalmú lágyacéllemez első közelítésben akkor rendelkezik jó mélyhúzhatósággal, ha normális irányú anizotrópiája r > 1. Azért első közelítésben mert a hengerléssel előállított lemez normál irányú anizotrópiája irányfüggő. Ugyanazon lemeztáblából a hengerlési iránnyal megegyező (0), 45-ot és 90-ot bezáró irányból kivett szakítópróbatesteken egymástól eltérő értékű r0, r45 és r90 normál anizotrópia értékeket határozunk meg. 2016/2017/2 46
47 A normális irányú anizotrópia és a mélyhúzhatóság kapcsolata Kis széntartalmú csillapítot lágyacéllemez normálirányú anizotrópiájának változását a hengerlési iránnyal bezárt szög függvényében 2016/2017/2 47
48 Anizotrópiai térkép 2016/2017/2 48
49 Átlagos normál irányú anizotrópia, Lankford szám A normál irányú anizotrópiánál megbízhatóbban jellemzi a mélyhúzhatóságot a Lankford szám, amely: Lágyacél lemezek jó mélyhúzhatóságához az r > 1,1 feltétel teljesülése szükséges, ami biztonsággal akkor valósul meg, ha valamennyi irányban (0, 45, 90) mért normálirányú anizotrópia értéke egy felett van. 2016/2017/2 49
50 Síkbeli anizotrópia A síkbeli anizotrópia mérőszáma a normálirányú anizotrópia mérőszámainak felhasználásával az alábbi összefüggéssel határozható meg: A lemez fülesedési hajlama szoros kapcsolatban van a síkbeli anizotrópiával. Δr 0 esetén "f" értéke kicsi, vagyis a fülesedés elhanyagolható mértékű. Kedvezőtlen esetben f 0,1... 0,15 értéket is elérheti. 2016/2017/2 50
51 Erichsen féle mélyítő próba A vizsgálattal a lemez szakadásig elviselt nyúlása (nyújthatósága) állapítható meg kéttengelyű húzóigénybevétel mellett. A próbatest mérete: 70x70 [mm]. A próbatest vastagsága: s = 0,2...2,0 [mm]. A bélyeg sebessége: 5-10 [mm/min]. A próbatestet a ráncgátló elcsúszásmentesen szorítja a matricához. A bélyeg és a lemez között kenést alkalmazva, az első repedés megjelenéséig kell a bélyeggel a mélyítést végezni. Az Erichsen - féle mélyítési szám (IE) az elsô repedés megjelenéséig mérhető bélyegelmozdulás mm-ben. 2016/2017/2 51
52 Erichsen féle mélyítő próba A vizsgálat előnyei: - az alakváltozott rész felületének minősége jellemző a lemez anyagának szemcsenagyságára (durva szemcsézet esetén a felület narancshéjra emlékeztet). - a repedés alakja, illetve a repedés környezetében kialakuló kontrakciós vonal jellemző a lemez anizotróp tulajdonságaira. A vizsgálat hátrányai: - a vizsgálat végrehajtás és a kiértékelés szubjektív hibái miatt csak nagy szórással jellemzi a lemezanyagot. - a vizsgálatnál kialakuló feszültség- és alakváltozás állapot eltér a mélyhúzásétól, ezért a mérőszám elsősorban a nyújthatóságot jellemzi, a mélyhúzhatóságot csak közvetetten. 2016/2017/2 52
53 Csészehúzó vizsgálat A csészehúzó vizsgálat a mélyhúzási folyamatot modellezi, tulajdonképpen kisérleti húzásnak tekinthető. A csészehúzó vizsgálat elvében eltér az Erichsen-féle mélyítővizsgálattól. A Erichsen - vizsgálat és a csészehúzó vizsgálat mérési eredményei között nincs kapcsolat, ezért nem helyettesítik egymást. A vizsgálat elve: a vizsgálandó lemezből a mintavételi szabvány előírásainak megfelelő helyről kivágott, fokozatosan növekvő Do átmérőjű tárcsákat, adott lekerekítés, azonos átmérőjű húzóbélyeggel csészévé húznak. A még szakadás nélkül csészévé húzható tárcsaátmérőt tekintik a mélyhúzhatóság jellemzőjének és IG - vel jelölik. A kihúzott csészén meghatározható a vizsgált anyag fülesedési hajlama is. A húzóbélyeg átmérője: d = 33 [mm]. A szerszámkészlethez három darab húzóbélyeg tartozik egységesen 33 [mm]-es átmérővel, de különböző (RL = 5 [mm], RA = 12 [mm], RG = 16,5 [mm]) lekerekítési sugárral. 2016/2017/2 53
![Csészehúzó vizsgálat A vizsgálat során Do = 58 [mm] terítékátmérőtől indulva 2 [mm]-es lépcsőzéssel Do = 74 mm-ig növekvő terítékeket mélyhúznak, kisérletileg meghatározott optimális ráncgátlónyomást](/docs-images/92/109999881/images/54-2.jpg "és megfelelő kenést alkalmazva. A vizsgálat eredménye: a még károsodás nélkül kihúzható csésze terítékátmérője, amelyet IGL, IGA, IGG -el jelölünk a bélyeg lekerekítési sugarától függően.")
54 Csészehúzó vizsgálat A vizsgálat során Do = 58 [mm] terítékátmérőtől indulva 2 [mm]-es lépcsőzéssel Do = 74 mm-ig növekvő terítékeket mélyhúznak, kisérletileg meghatározott optimális ráncgátlónyomást és megfelelő kenést alkalmazva. A vizsgálat eredménye: a még károsodás nélkül kihúzható csésze terítékátmérője, amelyet IGL, IGA, IGG -el jelölünk a bélyeg lekerekítési sugarától függően. A növekvő tárcsaátmérőt húzva azonos átmérőjű húzóbélyeggel, a húzási viszonyszám értéke egyre kisebb lesz. Természetesen egy lemez mélyhúzhatósága annál jobbnak tekinthető azonos húzási körülmények között minél kisebb húzási viszonnyal húzható ki. 2016/2017/2 54
55 FLD, FLC elmélete Összetettebb alakítások esetén a hagyományos mérőszámok nem elégségesek. A bonyolultabb alakítás követelményeit jobban jellemző, és a lemez anizotrópiáját is tartalmazó, komplex mérőszámok kifejlesztése és alkalmazása vált szükségessé. Előtérbe kerültek az alakíthatósági határállapotot jellemző mérőszámok, diagramok. A napjainkban széles körben elterjedt végeselemes módszereket alkalmazó, számítógépes technológiai- és szerszámtervező rendszerek a hagyományos anyagjellemzők mellett az alakíthatóság értékelésére alapvetően az alakíthatósági határdiagramokat (FLD) alkalmazzák. 2016/2017/2 55
56 FLD, FLC elmélete Az alakítási határdiagramok alkalmazásának fő célja, hogy meg tudjuk határozni alakítás során azt a biztonságos tartományt, ahol az alakítás törés, repedés veszélye nélkül, biztonsággal elvégezhető, illetve azt a kritikus zónát, ahol nem-kívánt mértékű elvékonyodás, vagy törés legvalószínűbben bekövetkezik. Egy adott pontban az alakváltozási állapot, a síkban értelmezett főalakváltozásokkal (φ 1, φ 2 ) egyértelműen jellemezhető. Az FLD-k a legnagyobb és a legkisebb főalakváltozások (φ 1, φ 2 ) koordináta rendszerében ábrázolják a károsodási határeseteket. A tönkremenetelt eredményező károsodási pontokat összekötő görbét nevezik alakítási határgörbének. Az alakítási határgörbék (FLC)-k meghatározhatók elméleti úton és kísérleti módszerekkel is. A kísérleti módszereknél az alakítás előtt, valamilyen gyakran célszerűen köröket tartalmazó hálót, visznek fel a lemez felületére. A körök, az alakítás hatására ellipszisekké torzulnak. Az eredeti kör átmérőjéből és az ellipszis nagy és kis tengelyeiből a főalakváltozások közvetlenül meghatározhatók. Egy ilyen hagyományos diagramot szemléltet a következő ábra, a jellegzetes alakváltozási utakat is feltüntetve. 2016/2017/2 56
57 FLD, FLC elmélete Az alakítási határdiagram egy megbízható eszköz az alakítási technológiákban, amellyel minősíthetjük az alakítási folyamatot, figyelembe véve az anyag alakíthatósági tulajdonságait. A kísérleti mért értékek a diagramon egy ponthalmazként jelennek meg, amelyet könnyen összehasonlíthatunk az anyagra vonatkozó alapadatokkal, azaz az alakíthatósági határgörbével. 2016/2017/2 57

58 FLD, FLC elmélete Az alakítási határdiagramokon a töréshez tartozó alakítási határgörbén kívül, a lokális befűződés bekövetkezéséhez tartozó határgörbét is fel szoktuk tüntetni. A két görbe a töréshez, illetve a lokális befűződéshez tartozó határgörbe közötti sáv az ún. helyi kontrakció sávja, amelyen belül még a törés nem következik be, amelyet azonban az előzőkben említett okok miatt, az alakítás során lehetőleg el kell kerülni. A törés és lokális befűződés mellett, az alakítás során a ráncképződést is lehetőleg el kell kerülni, amelyet a ráncosodás bekövetkezését jelölő határgörbével, illetve a ráncosodási tartomány feltüntetésével szokás jelezni. 2016/2017/2 58

59 FLD görbék felvétele Nakazima vizsgálat A vizsgálat lényege, hogy különböző szélességű, négyszög-alakú próbatesteket félgömb végződésű bélyeg és hengeres matrica alkalmazásával alakítunk (3.9. ábra). A próbatest szélességét és az alkalmazott kenőanyagot változtatva, az alakítási határdiagram pozitív és negatív tartományát is meg tudjuk határozni. A vizsgálat előnye a szerszám egyszerűsége, a próbatestek egyszerű alakja és a teljes FLD meghatározásának lehetősége. Hátránya viszont a ráncosodás lehetősége, és a nyomófej görbülete okozta mérési hibák 2016/2017/2 59

60 FLD görbék felvétele Nakazima vizsgálat 2016/2017/2 60


61 FLD görbék felvétele Nakazima vizsgálat 2016/2017/2 61
62 FLD görbék felvétele Nakazima vizsgálat 2016/2017/2 62


63 Alkalmazási példák Jármű alkatrész gyárthatósági vizsgálata Alakváltozások számítása és ábrázolása Összehasonlítás az alakíthatósági határgörbével 2016/2017/2 63
64 Források A segédlet készítése során az alábbi források kerültek felhasználásra: [1] Dr. Kardos Károly, Dr. Danyi József, Dr. Végvári Ferenc: Képlékeny alakítás, 2011, Széchenyi István Egyetem, Elektronikus jegyzet, TÁMOP Pályázat könyvei, Digitális Tankönyvtár, < [2] Dr. Kardos Károly, Dr. Danyi József: Szerelés és karosszériagyártás, 2011, Széchenyi István Egyetem, Elektronikus jegyzet, TÁMOP Pályázat könyvei, Digitális Tankönyvtár, < [3] Farnady Ernő: Forgácsnélküli alakítás, Tankönyvkiadó, Budapest, 1991, Jegyzetszám: J [4] Dr. Danyi József, Dr. Végvári Ferenc: Lemezmegmunkálás, Kézirat, Kecskeméti Főiskola, Kecskemét, 2011 [5] Professor Taylan Altan: Schuler Metal Forming Handbook, Springer, Berlin, Germany, 1998, ISBN , 543p [6] Z. Marciniak, J.L. Duncan, S.J. Hu: Mechanics of Sheet Metal Forming, Butterworth-Heinemann, London, Engalnd, 2002, ISBN , 211p [7] Dr. Horváth László: Mélyhúzás lemezanyagai és minősítési módszereik, Oktatási segédlet, Budapesti Műszaki Főiskola, Budapest, 2004, 27p [8] Dr. Weltsch Zoltán: Lemezalkatrész gyártás - Mélyhúzás, Előadás Anyag, Kecskeméti Főiskola, GAMF, 2014 [9] Dr. Weltsch Zoltán: Lemezalkatrész gyártás Alkatrészgyártás kivágással, lyukasztással, Előadás Anyag, Kecskeméti Főiskola, GAMF, 2014 [10] Dr. Weltsch Zoltán: Lemezalkatrész gyártás - Hajlítás, Előadás Anyag, Kecskeméti Főiskola, GAMF, 2014 [11] Balla Sándor,Dr. Bán Krisztián, Dr. Dömötör Ferenc, Dr. Kiss Gyula, Dr. Markovits Tamás, Vehovszky Balázs, Dr. Pál Zoltán, Weltsch Zoltán: Járműszerkezeti anyagok és technológiák I., BME, Budapest, 2011, TÁMOP Pályázat könyvei Digitális Tankönyvtár, < [12] Fazekas Gábor: Hulladékcsökkentés rugalmas közeggel való kivágásnál, XI. Fiatal Műszakiak Tudományos Ülésszaka, Kolozsvár, március 24-25, pp [13] Dr. Végvári Ferenc: Négyzetes lyukasztás és kivágás poliuretán párnával, XI. Fiatal Műszakiak Tudományos Ülésszaka, Kolozsvár, március 26-27, pp [14] Dr. Végvári Ferenc: Ellennyomás alkalmazása rugalmas közeggel történő kivágásnál, XI. Fiatal Műszakiak Tudományos Ülésszaka, Kolozsvár, március 21-22, pp [15] Dr. Maros Zsolt: Az abrazív vízsugaras vágás minőségének és hatékonyságának vizsgálata, PhD értekezés, Miskolci Egyetem, Sályi István Gépészeti Tudományok Doktori Iskola, Miskolc, 2011, 112p [16] Kovács Péter Zoltán: Alakítási határdiagramok elméleti és kísérleti elemzése, PhD értekezés, Miskolci Egyetem, Sályi István Gépészeti Tudományok Doktori Iskola, Miskolc, 2012, 110p [17] Lukács Zsolt: Nagyszilárdságú acélok visszarugózásának modellezése és kísérleti vizsgálata, PhD értekezés, Miskolci Egyetem, Sályi István Gépészeti Tudományok Doktori Iskola, Miskolc, 2014, 113p [18] Sz Szalai, D Pék, U Koser: Alumínium karosszéria lemezanyagok mélyhúzhatóságának technológiai és szimulációs kutatása, In: Dr Csibi Vencel-József (szerk.), OGÉT 2012: XX. Nemzetközi Gépészeti Találkozó. Kolozsvár, Románia, , Kolozsvár: Erdélyi Műszaki Tudományos Társaság, pp (2012) [19] Sz Szalai, I Czinege, D Dogossy: Nagyszilárdságú karosszéria lemezek alakíthatóságának vizsgálati lehetőségei, In: Dr Csibi Vencel-József (szerk.), OGÉT 2013: XXI. Nemzetközi Gépészeti Találkozó. Arad, Románia, , Kolozsvár: Erdélyi Műszaki Tudományos Társaság, pp (2013) [20] Szalai Szabolcs: Nagy szilárdságú karosszéria lemezek alakíthatósági vizsgálatai, Bányászati és kohászati lapok, Kohászat, Országos Magyar Bányászati és Kohászati Egyesület, 147. évfolyam, 2014/5-6. szám, 2014, ISSN , pp /2017/2 64
Tevékenység: Gyűjtse ki és tanulja meg a hidromechanikus mélyhúzás alkalmazásának területét!
 Az előző eljárásnál nehézkes volt a teríték adagolása, így azt W. Pankin továbbfejlesztette. Az ellentartót átalakította húzógyűrűvé, és ráncgátlót alkalmazott. Elhagyta a membránt is. Az általa kialakított
Az előző eljárásnál nehézkes volt a teríték adagolása, így azt W. Pankin továbbfejlesztette. Az ellentartót átalakította húzógyűrűvé, és ráncgátlót alkalmazott. Elhagyta a membránt is. Az általa kialakított
Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai
 7. Anyagvizsgálat a Gyakorlatban Szakmai Szeminárium Kecskemét, 214. június (18)-19-2. Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai TISZA Miklós, KOVÁCS Péter Zoltán, GÁL Gaszton, KISS Antal,
7. Anyagvizsgálat a Gyakorlatban Szakmai Szeminárium Kecskemét, 214. június (18)-19-2. Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai TISZA Miklós, KOVÁCS Péter Zoltán, GÁL Gaszton, KISS Antal,
Seite 1. Különleges mélyhúzó eljárások. A különleges mélyhúzó eljárások alkalmazásának indokai. Kissorozatú gyártás gazdaságosságának fokozása
 9. előad adás Különleges mélyhúzó eljárások Prof. Dr. Tisza Miklós 1 A különleges mélyhúzó eljárások alkalmazásának indokai Különleges mélyhúzó eljárásokat különböző indokokkal alkalmazunk. Ezek közül
9. előad adás Különleges mélyhúzó eljárások Prof. Dr. Tisza Miklós 1 A különleges mélyhúzó eljárások alkalmazásának indokai Különleges mélyhúzó eljárásokat különböző indokokkal alkalmazunk. Ezek közül
Tevékenység: Tanulmányozza a ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál!
 Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Hidegfolyató eljárások
 Indítsa el az animációkat! Figyelje meg a bélyeg és az anyag mozgását az előre- és a hátrafolyatás esetében! Döntse el, vajon miért nevezik előre és hátrafolyatásnak a műveleteket! Előrefolyatás Hátrafolyatás
Indítsa el az animációkat! Figyelje meg a bélyeg és az anyag mozgását az előre- és a hátrafolyatás esetében! Döntse el, vajon miért nevezik előre és hátrafolyatásnak a műveleteket! Előrefolyatás Hátrafolyatás
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
4 Anyagszétválasztás nélküli lemezalakító eljárások
 4 Anyagszétválasztás nélküli lemezalakító eljárások Sok olyan lemezalakító eljárás ismert, amelyeknél a megmunkálandó lemezt nem választjuk szét, hanem a síkbeli elhelyezkedésből eltérítjük, ezáltal egy
4 Anyagszétválasztás nélküli lemezalakító eljárások Sok olyan lemezalakító eljárás ismert, amelyeknél a megmunkálandó lemezt nem választjuk szét, hanem a síkbeli elhelyezkedésből eltérítjük, ezáltal egy
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Alumínium ötvözetek aszimmetrikus hengerlése
 A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
Seite 1. Lemezalakítás Mélyhúzás. A mélyhúzás feszültségi állapotának elemzése. A mélyhúzás feszültségi állapotának elemzése
 8. előad adás Lemezalakítás Mélyhúzás Prof. Dr. Tisza Miklós 1 A mélyhúzás feszültségi állapotának elemzése A mélyhúzás során ébredő feszültség fő összetevői: a teríték bélyegen kívül levő részének alakításához
8. előad adás Lemezalakítás Mélyhúzás Prof. Dr. Tisza Miklós 1 A mélyhúzás feszültségi állapotának elemzése A mélyhúzás során ébredő feszültség fő összetevői: a teríték bélyegen kívül levő részének alakításához
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
LGB_AJ011_1 - Lemezalakítás SEGÉDLET 2. Konzultáció
 LGB_AJ011_1 - Lemezalakítás SEGÉDLET 2. Konzultáció Ez a segédlet csak kiegészítés az órai anyaghoz és a kötelező irodalmakhoz. Tartalma a konzultációk anyagaival egyezik meg. Az anyag nem mentesíti a
LGB_AJ011_1 - Lemezalakítás SEGÉDLET 2. Konzultáció Ez a segédlet csak kiegészítés az órai anyaghoz és a kötelező irodalmakhoz. Tartalma a konzultációk anyagaival egyezik meg. Az anyag nem mentesíti a
JÁRMŰIPARI CÉLÚ ACÉLLEMEZEK MÉLYÍTHETŐSÉGE ÉS MÉLYHÚZHATÓSÁGA STRETCHABILITY AND DEEP-DRAWABILITY OF STEEL SHEETS USING IN AUTOMOTIVE INDUSTRY
 Miskolci Egyetemi Közlemények, Miskolc, X. kötet. (2015) pp. JÁRMŰIPARI CÉLÚ ACÉLLEMEZEK MÉLYÍTHETŐSÉGE ÉS MÉLYHÚZHATÓSÁGA STRETCHABILITY AND DEEP-DRAWABILITY OF STEEL SHEETS USING IN AUTOMOTIVE INDUSTRY
Miskolci Egyetemi Közlemények, Miskolc, X. kötet. (2015) pp. JÁRMŰIPARI CÉLÚ ACÉLLEMEZEK MÉLYÍTHETŐSÉGE ÉS MÉLYHÚZHATÓSÁGA STRETCHABILITY AND DEEP-DRAWABILITY OF STEEL SHEETS USING IN AUTOMOTIVE INDUSTRY
Járműelemek. Rugók. 1 / 27 Fólia
 Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
Tájékoztató. Értékelés Összesen: 100 pont
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Lemezalakítás. Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás
 Lemezalakítás Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás - A bemutatott példánál egy löket alatt két munkadarab készül Hulladékszegény darabolás Kivágás, lyukasztás - anyagszétválasztás
Lemezalakítás Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás - A bemutatott példánál egy löket alatt két munkadarab készül Hulladékszegény darabolás Kivágás, lyukasztás - anyagszétválasztás
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
A szerkezeti anyagok tulajdonságai és azok vizsgálata
 A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
JÁRMŰIPARI CÉLÚ ACÉLLEMEZEK MÉLYÍTHETŐSÉGI ÉS MÉLYHÚZHATÓSÁGI PROBLÉMÁI
 Anyagmérnöki Tudományok, 39/1 (2016) pp. 19 28. JÁRMŰIPARI CÉLÚ ACÉLLEMEZEK MÉLYÍTHETŐSÉGI ÉS MÉLYHÚZHATÓSÁGI PROBLÉMÁI STRETCHABILITY AND DEEP-DRAWABILITY PROBLEMS OF STEEL SHEETS USING IN AUTOMOTIVE
Anyagmérnöki Tudományok, 39/1 (2016) pp. 19 28. JÁRMŰIPARI CÉLÚ ACÉLLEMEZEK MÉLYÍTHETŐSÉGI ÉS MÉLYHÚZHATÓSÁGI PROBLÉMÁI STRETCHABILITY AND DEEP-DRAWABILITY PROBLEMS OF STEEL SHEETS USING IN AUTOMOTIVE
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Mechatronikai megoldások a lemezek vizsgálatában
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Mechatronikai megoldások a lemezek vizsgálatában Esettanulmány: hidraulikus lemezvizsgáló berendezés Lemezvizsgáló berendezés fejlesztési folyamata
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Mechatronikai megoldások a lemezek vizsgálatában Esettanulmány: hidraulikus lemezvizsgáló berendezés Lemezvizsgáló berendezés fejlesztési folyamata
Forgácsnélküli alakítás NGB_AJ010_1. Beugró ábrajegyzék
 Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Anyagismeret a gyakorlatban (BMEGEPTAGA0) SZAKÍTÓVIZSGÁLAT
 SZAKÍTÓVIZSGÁLAT") Anyagismeret a gyakorlatban (BMEGEPTAGA) SZAKÍTÓVIZSGÁLAT A szakítóvizsgálat az egyik legrégebbi, legelőször szabványosított roncsolásos anyagvizsgálat. Az első szakítókísérleteket Leonardo Da Vinci végezte
Anyagismeret a gyakorlatban (BMEGEPTAGA) SZAKÍTÓVIZSGÁLAT A szakítóvizsgálat az egyik legrégebbi, legelőször szabványosított roncsolásos anyagvizsgálat. Az első szakítókísérleteket Leonardo Da Vinci végezte
ANYAGSZERKEZETTAN ÉS ANYAGVIZSGÁLAT SZAKÍTÓVIZSGÁLAT
 AYAGSZEKEZETTA ÉS AYAGVIZSGÁLAT SZAKÍTÓVIZSGÁLAT A szakítóvizsgálat az egyik legrégebbi, legelőször szabványosított roncsolásos anyagvizsgálat. Az első szakítókísérleteket Leonardo Da Vinci végezte kb.
AYAGSZEKEZETTA ÉS AYAGVIZSGÁLAT SZAKÍTÓVIZSGÁLAT A szakítóvizsgálat az egyik legrégebbi, legelőször szabványosított roncsolásos anyagvizsgálat. Az első szakítókísérleteket Leonardo Da Vinci végezte kb.
A szerkezeti anyagok tulajdonságai és azok vizsgálata
 A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minőség, élettartam A termék minősége
A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minőség, élettartam A termék minősége
Képlékenyalakítás 4. előadás
 4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
ábra A K visszarugózási tényező a hajlítási sugár lemezvastagság hányados függvényében különböző anyagminőségek esetén
 Keresse ki és jegyezze meg milyen tényezők befolyásolják a visszarugózás mértékét! Tanulmányozza a 2.3.12. ábrát! Figyelje meg a függvény görbéinek a változását! A visszarugózás mértéke A visszarugózás
Keresse ki és jegyezze meg milyen tényezők befolyásolják a visszarugózás mértékét! Tanulmányozza a 2.3.12. ábrát! Figyelje meg a függvény görbéinek a változását! A visszarugózás mértéke A visszarugózás
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT
 NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT A SZAKASZOS ENERGIABEVITEL ALKALMAZÁSA AZ AUTÓIPARI KAROSSZÉRIAELEMEK PONTHEGESZTÉSE SORÁN Készítette: Prém László - Dr. Balogh András Miskolci Egyetem 1 Bevezetés
NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT A SZAKASZOS ENERGIABEVITEL ALKALMAZÁSA AZ AUTÓIPARI KAROSSZÉRIAELEMEK PONTHEGESZTÉSE SORÁN Készítette: Prém László - Dr. Balogh András Miskolci Egyetem 1 Bevezetés
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Polimerek vizsgálatai
 SZÉCHENYI ISTVÁN EGYETEM ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI TANSZÉK Polimerek vizsgálatai DR Hargitai Hajnalka Rövid idejű mechanikai vizsgálat Szakítóvizsgálat Cél: elsősorban a gyártási körülmények megfelelőségének
SZÉCHENYI ISTVÁN EGYETEM ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI TANSZÉK Polimerek vizsgálatai DR Hargitai Hajnalka Rövid idejű mechanikai vizsgálat Szakítóvizsgálat Cél: elsősorban a gyártási körülmények megfelelőségének
ALAKÍTOTT AUTÓIPARI VÉKONYLEMEZ ELLENÁLLÁS-PONTHEGESZTÉSE
 Sályi István Gépészeti Tudományok Doktori Iskola ALAKÍTOTT AUTÓIPARI VÉKONYLEMEZ ELLENÁLLÁS-PONTHEGESZTÉSE Prém László PhD hallgató témavezető: Dr. Balogh András egyetemi docens Miskolci Egyetem 1 Bevezetés
Sályi István Gépészeti Tudományok Doktori Iskola ALAKÍTOTT AUTÓIPARI VÉKONYLEMEZ ELLENÁLLÁS-PONTHEGESZTÉSE Prém László PhD hallgató témavezető: Dr. Balogh András egyetemi docens Miskolci Egyetem 1 Bevezetés
Polimerek vizsgálatai 1.
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek vizsgálatai 1. DR Hargitai Hajnalka Szakítóvizsgálat Rövid idejű mechanikai vizsgálat Cél: elsősorban
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek vizsgálatai 1. DR Hargitai Hajnalka Szakítóvizsgálat Rövid idejű mechanikai vizsgálat Cél: elsősorban
Fa- és Acélszerkezetek I. 1. Előadás Bevezetés. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 1. Előadás Bevezetés Dr. Szalai József Főiskolai adjunktus Okt. Hét 1. Téma Bevezetés acélszerkezetek méretezésébe, elhelyezés a tananyagban Acélszerkezetek használati területei
Fa- és Acélszerkezetek I. 1. Előadás Bevezetés Dr. Szalai József Főiskolai adjunktus Okt. Hét 1. Téma Bevezetés acélszerkezetek méretezésébe, elhelyezés a tananyagban Acélszerkezetek használati területei
A KLASSZIKUS LEMEZALAKÍTHATÓSÁGI VIZSGÁLATOK NAGYSZILÁRDSÁGÚ LEMEZEK MINŐSÍTÉSÉNÉL
 Multidiszciplináris Tudományok, 4. kötet (2014) 1. sz. pp. 39-48. A KLASSZIKUS LEMEZALAKÍTHATÓSÁGI VIZSGÁLATOK NAGYSZILÁRDSÁGÚ LEMEZEK MINŐSÍTÉSÉNÉL Tisza Miklós 1 Gál Gaszton 2 Kiss Antal 3 Kovács Péter
Multidiszciplináris Tudományok, 4. kötet (2014) 1. sz. pp. 39-48. A KLASSZIKUS LEMEZALAKÍTHATÓSÁGI VIZSGÁLATOK NAGYSZILÁRDSÁGÚ LEMEZEK MINŐSÍTÉSÉNÉL Tisza Miklós 1 Gál Gaszton 2 Kiss Antal 3 Kovács Péter
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Melegalakítás labor Melegalakítás labor. fajlagosan nagyobb szép felület,
 Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat, keménységmérés
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
Építőanyagok I - Laborgyakorlat. Fémek
 Építőanyagok I - Laborgyakorlat Fémek Az acél és a fémek tulajdonságai Az acél és fémek fizikai jellemzői Fém ρ (kg/m 3 ) olvadáspont C E (kn/mm 2 ) Acél 7850 1450 210000 50 Alumínium 2700 660 70000 200
Építőanyagok I - Laborgyakorlat Fémek Az acél és a fémek tulajdonságai Az acél és fémek fizikai jellemzői Fém ρ (kg/m 3 ) olvadáspont C E (kn/mm 2 ) Acél 7850 1450 210000 50 Alumínium 2700 660 70000 200
GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA
 GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA 1 Üzemképesség Működésre, a funkció betöltésére való alkalmasság. Az adott gépelem maradéktalanul megfelel azoknak a követelményeknek, amelyek teljesítésére
GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA 1 Üzemképesség Működésre, a funkció betöltésére való alkalmasság. Az adott gépelem maradéktalanul megfelel azoknak a követelményeknek, amelyek teljesítésére
Szerszámkészítő Szerszámkészítő
 É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
Kisciklusú fárasztóvizsgálatok eredményei és energetikai értékelése
 Kisciklusú fárasztóvizsgálatok eredményei és energetikai értékelése Tóth László, Rózsahegyi Péter Bay Zoltán Alkalmazott Kutatási Közalapítvány Logisztikai és Gyártástechnikai Intézet Bevezetés A mérnöki
Kisciklusú fárasztóvizsgálatok eredményei és energetikai értékelése Tóth László, Rózsahegyi Péter Bay Zoltán Alkalmazott Kutatási Közalapítvány Logisztikai és Gyártástechnikai Intézet Bevezetés A mérnöki
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére
 Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári)
") 2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
Magyarkúti József. Anyagvizsgálatok. A követelménymodul megnevezése: Mérőtermi feladatok
 Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Tájékoztató. Értékelés Összesen: 100 pont
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
Anyagszerkezet és vizsgálat
 SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
TENGELY TERHELHETŐSÉGI VIZSGÁLATA
 MISKOLCI EGYETEM GÉP- ÉS TERMÉKTERVEZÉSI TANSZÉK OKTATÁSI SEGÉDLET a GÉPSZERKEZETTAN - TERVEZÉS c. tantárgyhoz TENGELY TERHELHETŐSÉGI VIZSGÁLATA Összeállította: Dr. Szente József egyetemi docens Miskolc,
MISKOLCI EGYETEM GÉP- ÉS TERMÉKTERVEZÉSI TANSZÉK OKTATÁSI SEGÉDLET a GÉPSZERKEZETTAN - TERVEZÉS c. tantárgyhoz TENGELY TERHELHETŐSÉGI VIZSGÁLATA Összeállította: Dr. Szente József egyetemi docens Miskolc,
KÉPLÉKENYALAKÍTÁS ELMÉLET
 KÉPLÉKENYALAKÍTÁS ELMÉLET KOHÓMÉRNÖK MESTERKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENYALAKÍTÁS ELMÉLET KOHÓMÉRNÖK MESTERKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENYALAKÍTÁS (GEMTT003-B) c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés
 c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés") KÉPLÉKENYALAKÍTÁS (GEMTT003-B) c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés Tantárgy órakimérete: 2 ea + 1 gy Félév elismerésének, az aláírás megadásának
KÉPLÉKENYALAKÍTÁS (GEMTT003-B) c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés Tantárgy órakimérete: 2 ea + 1 gy Félév elismerésének, az aláírás megadásának
GÉPÉSZETI ALAPISMERETEK TÉMAKÖRÖK
 GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
Folyásgörbe felvétele. Forgácsnélküli alakítás (LGB_AJ010_1) Győr,
 Győr,") Folyásgörbe felvétele Forgácsnélküli alakítás (LGB_AJ010_1) Győr 2013.11.25. SZÉCHENYI ISTVÁN EGYETEM JÁRMŰGYÁRTÁSI TANSZÉK Feladatok: 1. Az adatok alapján Excel táblázatkezelő segítségével rajzolja le
Folyásgörbe felvétele Forgácsnélküli alakítás (LGB_AJ010_1) Győr 2013.11.25. SZÉCHENYI ISTVÁN EGYETEM JÁRMŰGYÁRTÁSI TANSZÉK Feladatok: 1. Az adatok alapján Excel táblázatkezelő segítségével rajzolja le
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
GÖRGŐS LÁNCHAJTÁS tervezése
 MISKOLCI EGYETEM GÉPELEMEK TANSZÉKE OKTATÁSI SEGÉDLET a GÉPELEMEK II. c. tantárgyhoz GÖRGŐS LÁNCHAJTÁS tervezése Összeállította: Dr. Szente József egyetemi docens Miskolc, 008. A lánchajtás tervezése során
MISKOLCI EGYETEM GÉPELEMEK TANSZÉKE OKTATÁSI SEGÉDLET a GÉPELEMEK II. c. tantárgyhoz GÖRGŐS LÁNCHAJTÁS tervezése Összeállította: Dr. Szente József egyetemi docens Miskolc, 008. A lánchajtás tervezése során
4. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára
 c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára") 4. feladat Géprajz-Gépelemek (GEGET4B) c. tárgyból a űszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TOKOS TENGELYKAPCSOLÓ méretezése és szerkesztése útmutató segítségével 1. Villamos motorról
4. feladat Géprajz-Gépelemek (GEGET4B) c. tárgyból a űszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TOKOS TENGELYKAPCSOLÓ méretezése és szerkesztése útmutató segítségével 1. Villamos motorról
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
HÚZÁS ÉS SAJTOLÁS. ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELÉSI ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ
 TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ") HÚZÁS ÉS SAJTOLÁS ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELÉSI ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
HÚZÁS ÉS SAJTOLÁS ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELÉSI ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
7. Koordináta méréstechnika
 7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
MÁGNESES TÉR, INDUKCIÓ
 Egy vezetéket 2 cm átmérőjű szigetelő testre 500 menettel tekercselünk fel, 25 cm hosszúságban. Mekkora térerősség lép fel a tekercs belsejében, ha a vezetékben 5 amperes áram folyik? Mekkora a mágneses
Egy vezetéket 2 cm átmérőjű szigetelő testre 500 menettel tekercselünk fel, 25 cm hosszúságban. Mekkora térerősség lép fel a tekercs belsejében, ha a vezetékben 5 amperes áram folyik? Mekkora a mágneses
Példa: Normálfeszültség eloszlása síkgörbe rúd esetén
 Példa: Normálfeszültség eloszlása síkgörbe rúd esetén Készítette: Kossa Attila (kossa@mm.bme.hu) BME, Műszaki Mechanikai Tanszék 2011. március 20. Az 1. ábrán vázolt síkgörbe rúd méretei és terhelése ismert.
Példa: Normálfeszültség eloszlása síkgörbe rúd esetén Készítette: Kossa Attila (kossa@mm.bme.hu) BME, Műszaki Mechanikai Tanszék 2011. március 20. Az 1. ábrán vázolt síkgörbe rúd méretei és terhelése ismert.
Fogorvosi anyagtan fizikai alapjai 6.
 Fogorvosi anyagtan fizikai alapjai 6. Mechanikai tulajdonságok 1. Kiemelt témák: Rugalmas alakváltozás Merevség és összefüggése a kötési energiával A geometriai tényezők szerepe egy test merevségében Tankönyv
Fogorvosi anyagtan fizikai alapjai 6. Mechanikai tulajdonságok 1. Kiemelt témák: Rugalmas alakváltozás Merevség és összefüggése a kötési energiával A geometriai tényezők szerepe egy test merevségében Tankönyv
A II. kategória Fizika OKTV mérési feladatainak megoldása
 Nyomaték (x 0 Nm) O k t a t á si Hivatal A II. kategória Fizika OKTV mérési feladatainak megoldása./ A mágnes-gyűrűket a feladatban meghatározott sorrendbe és helyre rögzítve az alábbi táblázatban feltüntetett
Nyomaték (x 0 Nm) O k t a t á si Hivatal A II. kategória Fizika OKTV mérési feladatainak megoldása./ A mágnes-gyűrűket a feladatban meghatározott sorrendbe és helyre rögzítve az alábbi táblázatban feltüntetett
KÉPLÉKENYALAKÍTÁS ELMÉLETI ALAPJAI
 KÉPLÉKENYALAKÍTÁS ELMÉLETI ALAPJAI ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI ÉS NANOTECHNOLÓGIA
KÉPLÉKENYALAKÍTÁS ELMÉLETI ALAPJAI ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI ÉS NANOTECHNOLÓGIA
ÍRÁSBELI FELADAT MEGOLDÁSA
 34 521 06-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 34 521 06 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Gépészeti
34 521 06-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 34 521 06 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Gépészeti
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Vasbetonszerkezetek II. Vasbeton lemezek Rugalmas lemezelmélet
 Vasbetonszerkezetek II. Vasbeton lemezek Rugalmas lemezelmélet 2. előadás A rugalmas lemezelmélet alapfeltevései A lemez anyaga homogén, izotróp, lineárisan rugalmas (Hooke törvény); A terheletlen állapotban
Vasbetonszerkezetek II. Vasbeton lemezek Rugalmas lemezelmélet 2. előadás A rugalmas lemezelmélet alapfeltevései A lemez anyaga homogén, izotróp, lineárisan rugalmas (Hooke törvény); A terheletlen állapotban
Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor
 Dr. Kausay Tibor") Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor Dr. Kausay Tibor 1 Charpy-kalapács, 10 m kp = 100 J legnagyobb ütőenergiával A vizsgálatot
Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor Dr. Kausay Tibor 1 Charpy-kalapács, 10 m kp = 100 J legnagyobb ütőenergiával A vizsgálatot
Szilárdsági számítások. Kazánok és Tüzelőberendezések
 Szilárdsági számítások Kazánok és Tüzelőberendezések Tartalom Ellenőrző számítások: Hőtechnikai számítások, sugárzásos és konvektív hőátadó felületek számításai már ismertek Áramlástechnikai számítások
Szilárdsági számítások Kazánok és Tüzelőberendezések Tartalom Ellenőrző számítások: Hőtechnikai számítások, sugárzásos és konvektív hőátadó felületek számításai már ismertek Áramlástechnikai számítások
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 1 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 1 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
A= a keresztmetszeti felület cm 2 ɣ = biztonsági tényező
 Statika méretezés Húzás nyomás: Amennyiben a keresztmetszetre húzó-, vagy nyomóerő hat, akkor normálfeszültség (húzó-, vagy nyomó feszültség) keletkezik. Jele: σ. A feszültség: = ɣ Fajlagos alakváltozás:
Statika méretezés Húzás nyomás: Amennyiben a keresztmetszetre húzó-, vagy nyomóerő hat, akkor normálfeszültség (húzó-, vagy nyomó feszültség) keletkezik. Jele: σ. A feszültség: = ɣ Fajlagos alakváltozás:
MUNKAANYAG. Magyarkúti József. Anyagvizsgálatok - roncsolásos vizsgálati módszerek 3. Technológiai vizsgálatok. A követelménymodul megnevezése:
 Magyarkúti József Anyagvizsgálatok - roncsolásos vizsgálati módszerek 3. Technológiai vizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító
Magyarkúti József Anyagvizsgálatok - roncsolásos vizsgálati módszerek 3. Technológiai vizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító
ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat)
") ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat) Erővel záró nyomatékkötések Hatáselve: a kapcsolódó felületre merőleges rugalmas szorítás hatására a felület érintőjének irányába ható terheléssel ellentétes irányban ébredő
ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat) Erővel záró nyomatékkötések Hatáselve: a kapcsolódó felületre merőleges rugalmas szorítás hatására a felület érintőjének irányába ható terheléssel ellentétes irányban ébredő
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma
 Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Munka, energia Munkatétel, a mechanikai energia megmaradása
 Munka, energia Munkatétel, a mechanikai energia megmaradása Munkavégzés történik ha: felemelek egy könyvet kihúzom az expandert A munka Fizikai értelemben munkavégzésről akkor beszélünk, ha egy test erő
Munka, energia Munkatétel, a mechanikai energia megmaradása Munkavégzés történik ha: felemelek egy könyvet kihúzom az expandert A munka Fizikai értelemben munkavégzésről akkor beszélünk, ha egy test erő
Navier-formula. Frissítve: Egyenes hajlítás
 Navier-formula Akkor beszélünk egyenes hajlításról, ha a nyomatékvektor egybeesik valamelyik fő-másodrendű nyomatéki tengellyel. A hajlítást mindig súlyponti koordinátarendszerben értelmezzük. Ez még a
Navier-formula Akkor beszélünk egyenes hajlításról, ha a nyomatékvektor egybeesik valamelyik fő-másodrendű nyomatéki tengellyel. A hajlítást mindig súlyponti koordinátarendszerben értelmezzük. Ez még a
Frissítve: Csavarás. 1. példa: Az 5 gyakorlat 1. példájához hasonló feladat.
 1. példa: Az 5 gyakorlat 1. példájához hasonló feladat. Mekkora a nyomatékok hatására ébredő legnagyobb csúsztatófeszültség? Mekkora és milyen irányú az A, B és C keresztmetszet elfordulása? Számítsuk
1. példa: Az 5 gyakorlat 1. példájához hasonló feladat. Mekkora a nyomatékok hatására ébredő legnagyobb csúsztatófeszültség? Mekkora és milyen irányú az A, B és C keresztmetszet elfordulása? Számítsuk
1. Hidegalakítás, melegalakítás, félmelegalakítás
 Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
Hőkezelő- és mechanikai anyagvizsgáló laboratórium (M39)
") Hőkezelő- és mechanikai anyagvizsgáló laboratórium (M39) A laboratóriumban elsősorban fémek és fémötvözetek különböző hőkezelési eljárásainak megvalósítására és hőkezelés előtti és utáni mechanikai tulajdonságainak
Hőkezelő- és mechanikai anyagvizsgáló laboratórium (M39) A laboratóriumban elsősorban fémek és fémötvözetek különböző hőkezelési eljárásainak megvalósítására és hőkezelés előtti és utáni mechanikai tulajdonságainak
W = F s A munka származtatott, előjeles skalármennyiség.
 Ha az erő és az elmozdulás egymásra merőleges, akkor fizikai értelemben nem történik munkavégzés. Pl.: ha egy táskát függőlegesen tartunk, és úgy sétálunk, akkor sem a tartóerő, sem a nehézségi erő nem
Ha az erő és az elmozdulás egymásra merőleges, akkor fizikai értelemben nem történik munkavégzés. Pl.: ha egy táskát függőlegesen tartunk, és úgy sétálunk, akkor sem a tartóerő, sem a nehézségi erő nem
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 016. OKTÓBER KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 016. OKTÓBER 1. feladat Témakör: Közlekedési ismeretek Milyen találmány fűződik John
016. OKTÓBER KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 016. OKTÓBER 1. feladat Témakör: Közlekedési ismeretek Milyen találmány fűződik John
Használható segédeszköz: számológép, vonalzók, körző, szögmérő, ceruza
 12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 06 Karosszérialakatos Tájékoztató A vizsgázó az első lapra írja fel a nevét!
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 06 Karosszérialakatos Tájékoztató A vizsgázó az első lapra írja fel a nevét!