Általános mérnöki ismeretek
|
|
|
- Laura Pásztorné
- 8 évvel ezelőtt
- Látták:
Átírás
1 Általános mérnöki ismeretek 2. gyakorlat Mérés- és tűréstechnikai számítások

2 Tűrésrendszerek Alkatrészek eltérései Egy alkatrész soha sem készíthető el tökéletes pontossággal. Az eltérések lehetnek: méreteltérések alakeltérések, helyzethibák felületi hibák. Mindezek befolyásolják a gépszerkezet működőképességét, ezért a hibák nagyságát korlátozni kell: a gyártási dokumentációban elő kell írni a megengedett hibákat jelölni kell a működés szempontjából fontos felületek helyzetét.

3 Gyártott munkadarabok hossz ellenőrző mérése
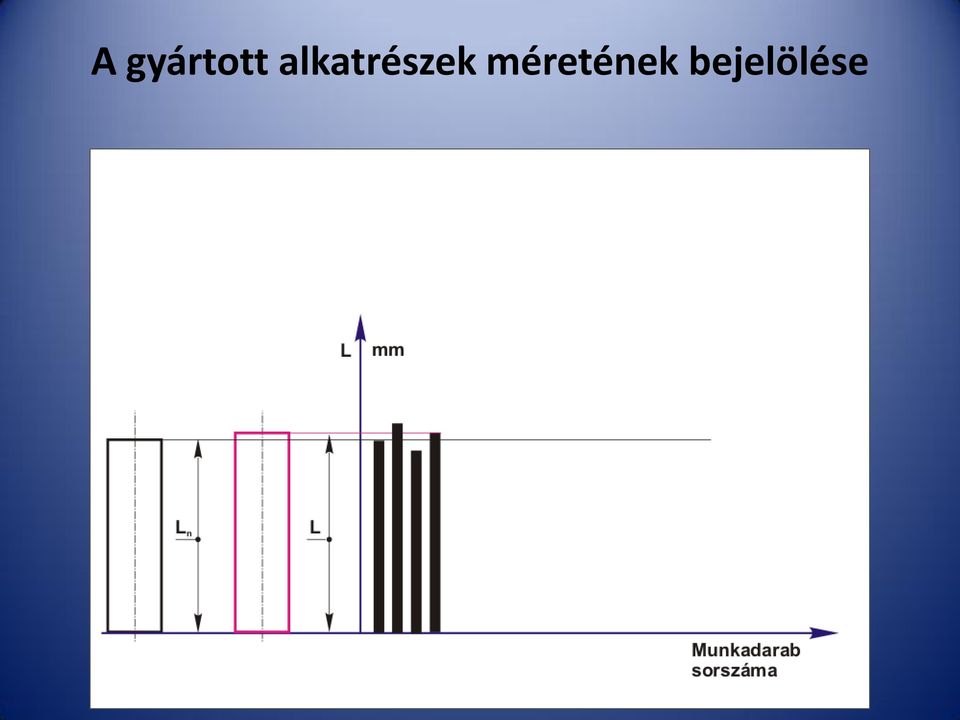
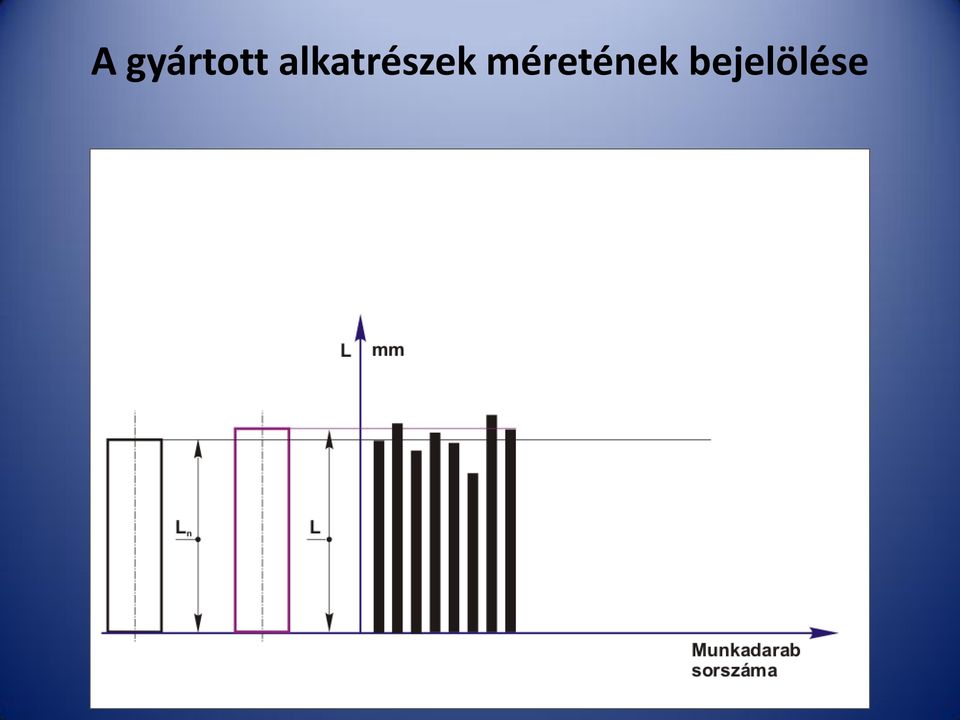
4 A tervezett méret (L n ) bejelölése
")
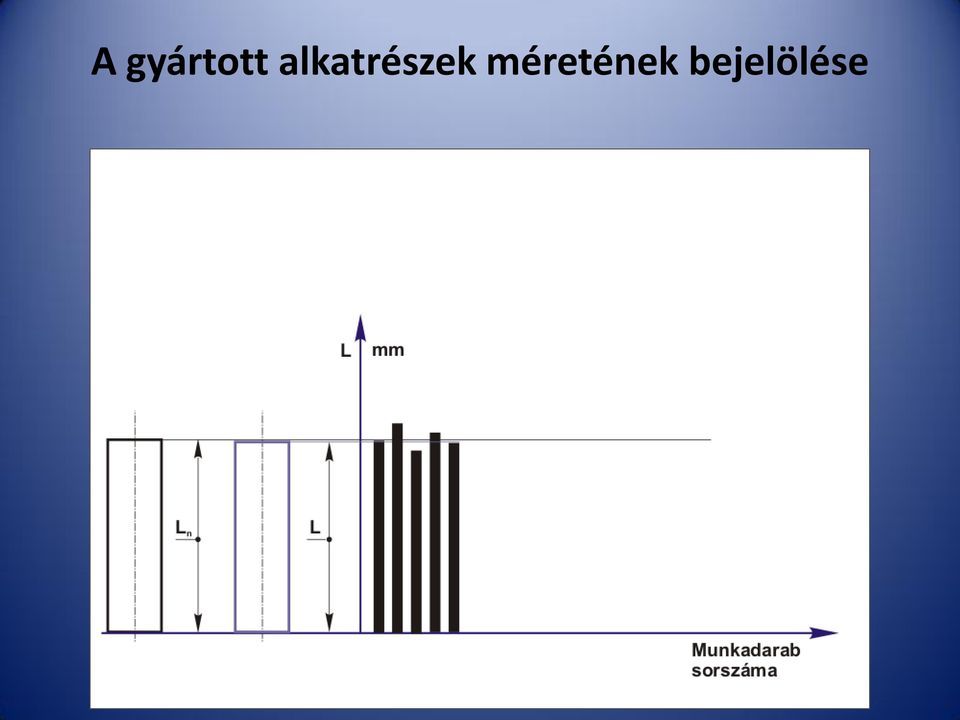
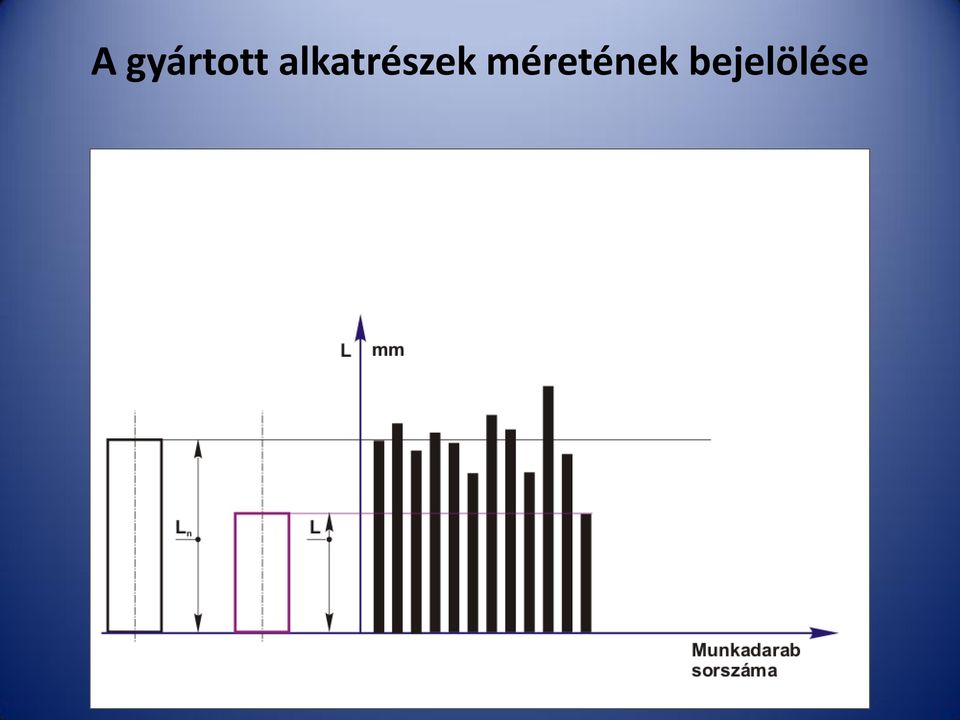
5 A gyártott alkatrészek méretének bejelölése
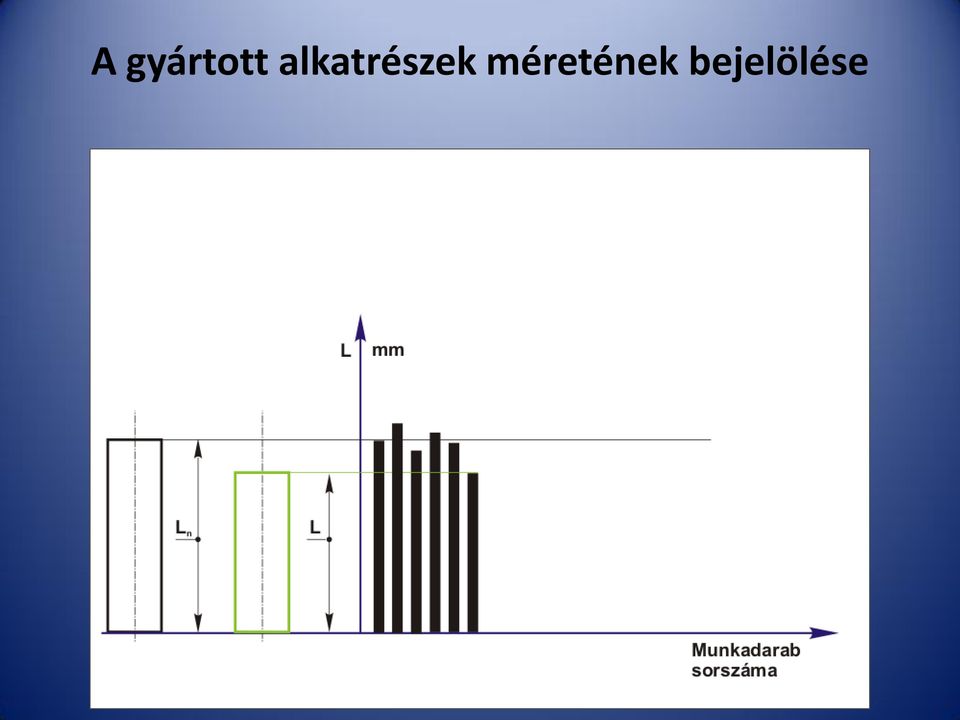
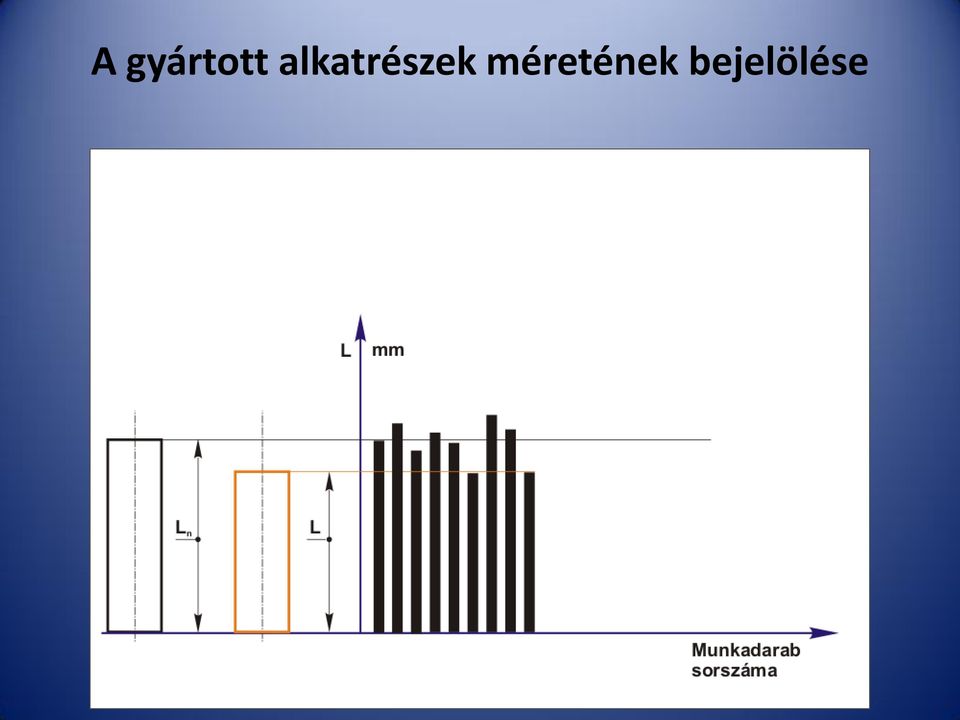
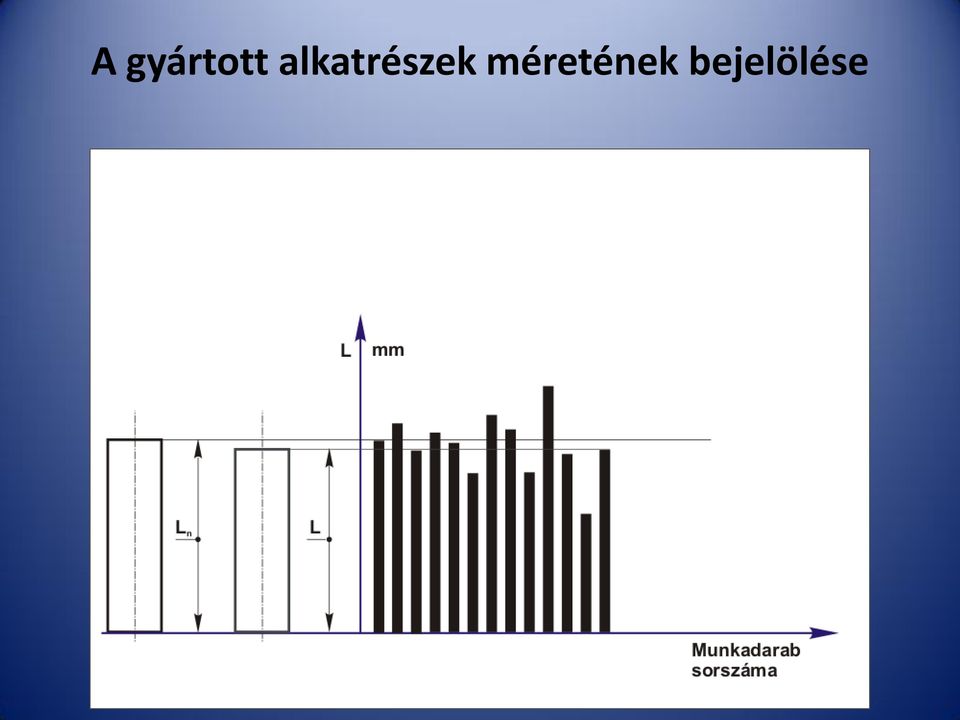
6 A gyártott alkatrészek méretének bejelölése
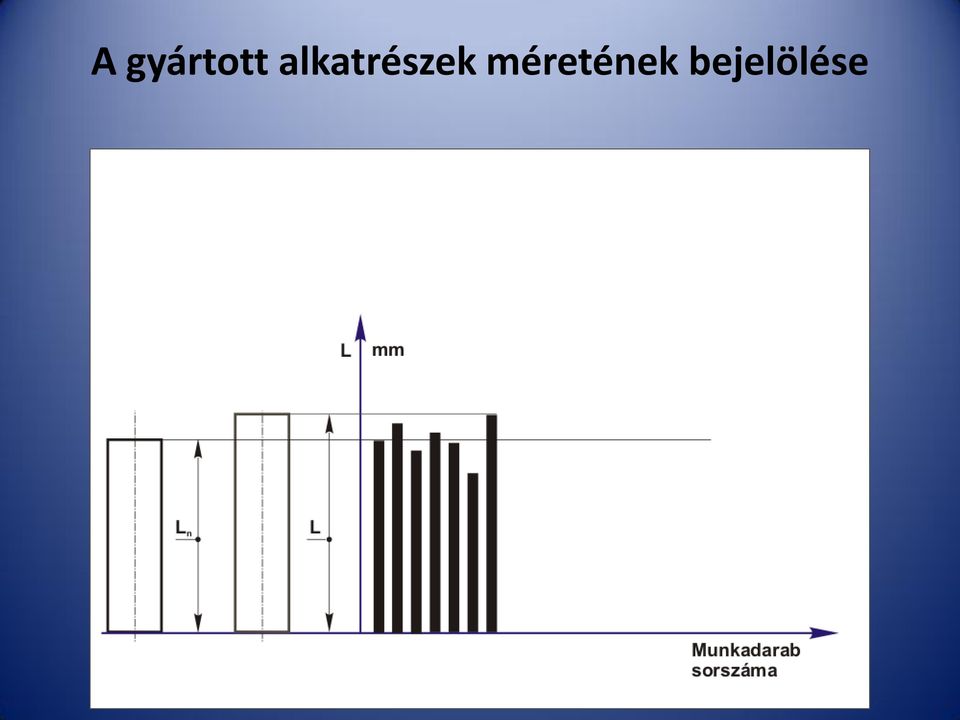
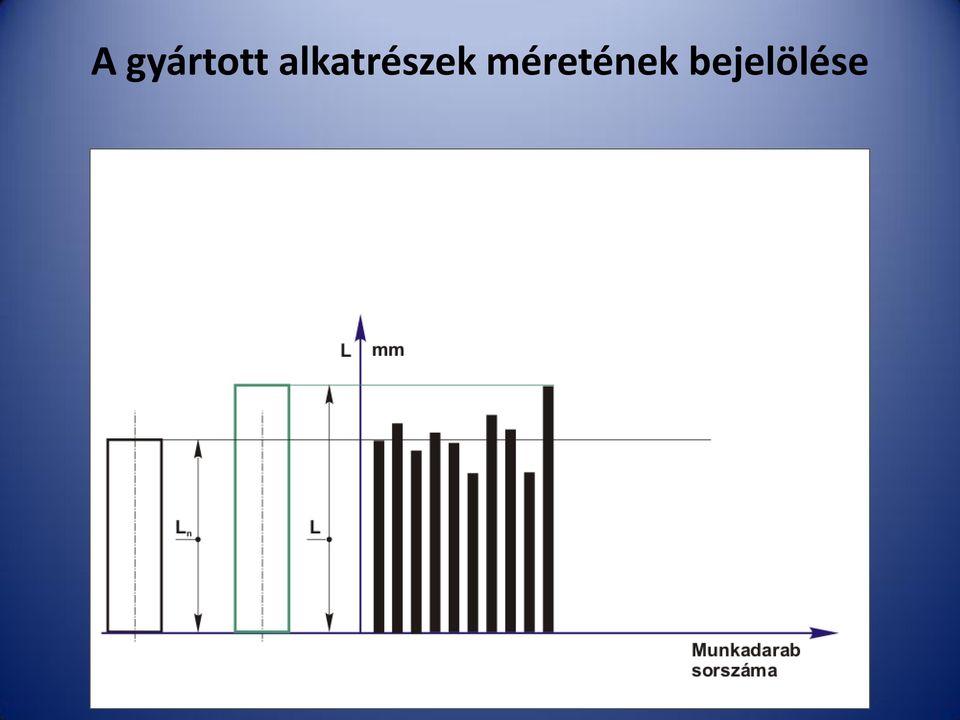
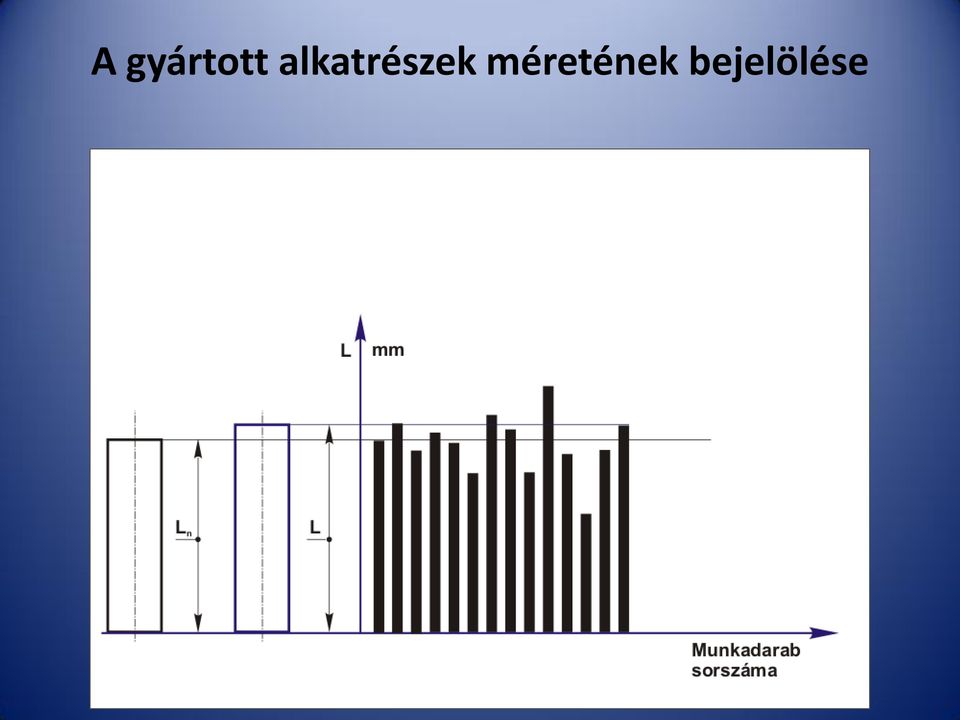
7 A gyártott alkatrészek méretének bejelölése
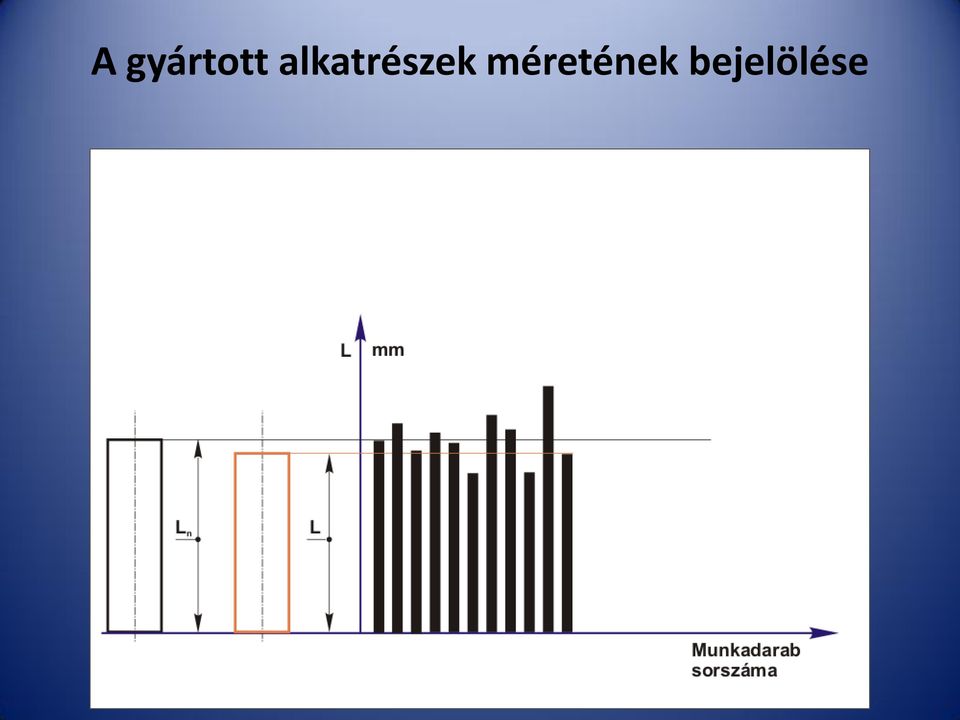
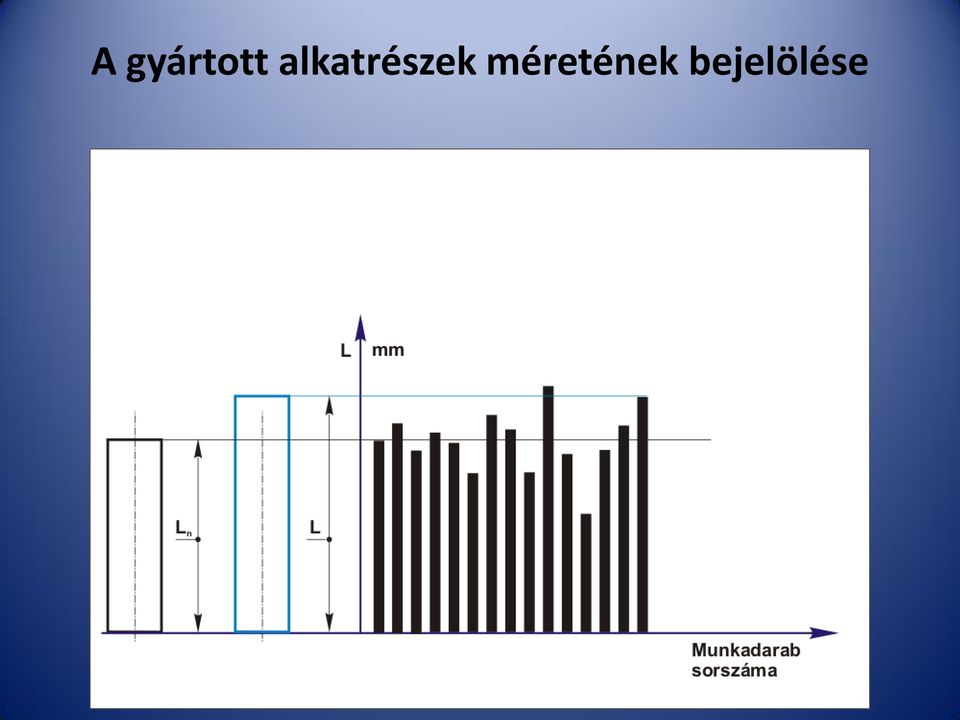
8 A gyártott alkatrészek méretének bejelölése
9 A gyártott alkatrészek méretének bejelölése
10 A gyártott alkatrészek méretének bejelölése
11 A gyártott alkatrészek méretének bejelölése
12 A gyártott alkatrészek méretének bejelölése
13 A gyártott alkatrészek méretének bejelölése
14 A gyártott alkatrészek méretének bejelölése
15 A gyártott alkatrészek méretének bejelölése
16 A gyártott alkatrészek méretének bejelölése
17 A gyártott alkatrészek méretének bejelölése
18 A gyártott alkatrészek méretének bejelölése
19 A gyártott alkatrészek méretének bejelölése
20 A gyártott alkatrészek méretének bejelölése
21 A gyártott alkatrészek méretének bejelölése
22 A gyártott alkatrészek méretének bejelölése
23 A gyártott alkatrészek méretének bejelölése
24 A gyártott alkatrészek méretének bejelölése

25 A gyártott alkatrészek méretének bejelölése
26 A gyártott alkatrészek méretének bejelölése
27 A selejtnek minősítendő darabok kiválogatása n = 1 22
28 A selejtnek minősítendő darabok kiválogatása

29 A selejtnek minősítendő darabok kiválogatása
30 A selejtnek minősítendő darabok kiválogatása
31 Elfogadható (tűrhető) darabok
32 Elfogadható (tűrhető) darabok
33 A TŰRÉSEK KAPCSOLATOS FOGALMAK
34 Alapfogalmak Méretszóródás: a tényleges méretek és az elméleti méret különbsége Névleges méret (N): Ez a szerkesztés alapja, mutatja a nagyságrendet
35 Alapfogalmak Tényleges méret ( TM ) : Amit az elkészült munkadarabon méréssel megállapítunk Nem a valódi méret Alapméret (A): Általában azonos a Névleges Mérettel Erre vonatkoztatjuk az eltéréseket
36 Alapfogalmak Határméret (H): Az előírt még megengedett legnagyobb vagy legkisebb méret Felső határméret (FH): Az alkatrész megengedett legnagyobb mérete Alsó határméret (AH): Az alkatrész megengedett legkisebb mérete
37 Alapfogalmak Közepes méret (M): A Felső és az Alsó határméret számtani közepe Tűrésnagyság T=FH-AH A két határméret különbsége Felső határeltérés FE=FH-A A felső határméret és az alapméret különbsége
38 Alapfogalmak Alsó határeltérés AE=AH-A Az alsó határméret és az alapméret különbsége Alapeltérés ( E ): A két határeltérés közül az az eltérés, amelyikkel a tűrésmező elhelyezkedését az alapvonalhoz képest egyezményesen meghatározzuk
39 Összefüggések a tűrések számszerű jellemzői között L max =L n + f L min =L n + a T= f - a

40 Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. Tűrés fogalma Nagy számú alkatrész gyártásakor valamely méret tényleges értéke a névleges mérethez képest az alábbi eloszlást mutatja: AH = alsó határméret FH = felső határméret. A méretszóródásnak a munkadarab működése szempontjából megkívánt, a tervező által előírt korlátozása Formája: Tűrés
41 Tűrésrendszerek ismertetése Szabványos tűrések Miért van rá szükség? 1. A korszerű gyártás elengedhetetlen feltétele csereszabatos alkatrészek használata, amelyhez megbízható gyors méretellenőrzés tartozik. (Automatikus mérőkészülékek, idomszerek stb.) 2. Az állandóan fejlődő gépészeti tudományok széleskörű alkalmazása megköveteli, hogy a tudományos eredmények méretekkel kapcsolatos ajánlásait, tervezési irányelveit jól definiált formában szabványos tűrések nyelvén kapják meg a géptervezők. 3. A nemzetközi együttműködés is megköveteli egységes tűrésrendszer alkalmazását. Értelmezzük:
42 10 Tűrésrendszerek ismertetése Az ISO rendszer minőségi fokozatokat definiál, amelyeket a nagyon kis tűrésmező nagyságoktól a növekvő tűrésnagyságok felé haladva IT01, IT1, IT2,... IT17 jelöléssel használunk Az általános gépészeti gyakorlatban az IT5..IT14 tartomány használatos az alábbiak szerint: 1. Mérőeszközökhöz, idomszerekhez, szerszámokhoz IT4 IT7 2. Illesztésekhez IT5 IT11 3. Nem csatlakozó méretekhez IT12 IT14
43 Tűrésrendszerek ismertetése Tehát 10 mm a tűrésmező szélessége 43µm
44 Tűrésrendszerek ismertetése Ha tehát azt akarom, hogy két alkatrész, pl. egy csap és egy furat egymásba helyezhető legyen H../h.. illesztést kell alkalmaznom: A betűjelek a tűrésmező alapvonalhoz (elméleti névleges mérethez) képesti legközelebbi szélét adják meg. Kitüntetett szerepe van a H ill. h betűjelnek, amelyeknél a tűrésmező érinti az alapvonalat.
45 Tűrésfajták Mérettűrés Alaktűrés Helyzettűrés Érdesség
46 Alak és helyzettűrések
47 Tűrésrendszerek ismertetése Alak és helyzettűrések. A gép megbízható működéséhez a méreteltérések (tűrések, illesztések) mellett gyakran a megengedett alak és helyzethibákat is elő kell írni. Az alakhibák közül főleg az egyenesség, síklapúság, körkörösség, hengeresség, profilhűség előírása lehet fontos. A gyakrabban előírandó helyzethibák a párhuzamosság, merőlegesség, egytengelyűség, radiális ütés, homlokütés. Az alak és helyzettűrések megadása elengedhetetlen a pontosan gyártandó berendezések esetében, mert csupán a méretek pontos elkészítése nem biztosítja a szerkezet megbízható működését. Az alak és helyzettűrések előírására szabványos jelöléseket használnak.
48 Alaktűrések - Korlátozzák valamely geometriai elem ideális alaktól való eltérését. - Csak ott kell előírni, ahol a működési követelmények, a cserélhetőség és a gyártási körülmények szükségessé teszik.
49 Helyzettűrések - Korlátozzák két vagy több elem egymáshoz viszonyított helyzeteltéséseit. - Báziselemként egy vagy több elem is jelölhető - Csak ott kell előírni, ahol a működési követelmények, a cserélhetőség és a gyártási körülmények szükségessé teszik.

50 ALAK- ÉS HELYZETTŰRÉSEZÉS RAJZJELEI
51 ALAK- ÉS HELYZETTŰRÉSEZÉS RAJZJELEI A tűrésmezőket két vagy több részre felosztott, négyszög alakú keretben kell megadni, balról jobbra a következő sorrendben: a tűrésezendő jellemző rajzjelét a tűrésértéket a hosszmértékre alkalmazott mértékegységben, és ha szükséges a báziseleme(ke)t azonosító betű(ke)t
52 Tűrésrendszerek ismertetése Felületi egyenetlenségek A felületi érdességek jellemzésére rendszerint az Ra átlagos felületi érdességet (a mérési hosszon belül az észlelt profil középvonalától mért eltérések abszolút értékének átlaga) az Rz egyenetlenség magasságot (a mérési hosszon belül mért 5 legnagyobb érdesség átlaga) az Rmax legnagyobb felületi érdességet ( a mérési hosszon belül a fenékvonal és a tetővonal távolsága) használják, bár a felületi érdesség jellemzésére más mérőszámok is rendelkezésre állnak. A felületi érdesség értékeit a rajzokon szabványos számsor szerint írják elő. Az Ra átlagos felületi érdesség megadására a következő számokat használják, amelyek a középvonaltól megengedett eltérést jelentik mikrométerben: 0,006; 0,012; 0,025; 0,05; 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50

53 FELÜLETI ÉRDESSÉG A felületi érdességet a rajzon az érdesség alapjelével és leggyakrabban az Ra átlagos felületi érdesség számértékével adjuk meg. A felületi érdesség alapjelei: a) kötetlen; b) forgácsolással készítendő felület; c) forgácsoló megmunkálás nélkül
54 FELÜLETI ÉRDESSÉG
55 A TŰRÉSEKKEL KAPCSOLATOS FOGALMAK
56 Jelöletlen mérettűrések A jelöletlen tűrésezésű méretek többnyire a működés szempontjából kevésbé fontos méretek A szabvány által előírt tűrésválaszték: Finom (jele: f) Közepes (jele: m) Durva (jele: c) Nagyon durva (jele: v) Az értékeket táblázat tartalmazza
57 Tűrés Lehet: Hosszméret tűrése Szögméretek tűrése Lejtés és kúposság tűrése
58 Tűrésfokozatok és tűrésnagyságok Az ISO-ban a tűrés jele: IT (International Toleranz) IT01, IT0, IT1, IT2 IT18 Lényege: Egy-egy mérettartományon belül (az összes méretre) a tűrés nagysága azonos
59 Tűrésfokozatok felhasználási területei: IT01 IT5: mérőeszközök IT5 IT11: gépalkatrészek IT11 IT18: durva munkadarabok
60 Példa
61 A tűrésmező lehetséges helyzetei
62 Tűrésmező elhelyezkedése
63 A tűrésmező teljes egészében az alapvonal felett van ha f >0, akkor L max >L n ha a >0, akkor L min >L n
64 A tűrésmező részben az alapvonal felett, részben alatt van ha f >0, akkor L max >L n ha a <0, akkor L min <L n
65 A tűrésmező teljes egészében az alapvonal alatt van ha f <0, akkor L max <L n ha a <0, akkor L min <L n
66 Illesztések
67 Alaplyuk és alapcsaprendszer Belméretek (lyukak) alapeltéréseit nagybetűkkel (A-tól Z-ig) jelöljük Külméretek alapeltéréseit kisbetűkkel (a-tól z- ig) jelöljük
68 Lyukak alapeltérései
69 A tűrésmező elhelyezkedésének lehetséges helyzetei lyukak esetén
70 Csapok alapeltérései
71 A tűrésmező elhelyezkedésének lehetséges helyzetei csapok esetén
72 A TŰRÉSEK MAGADÁSI MÓDJAI
73 A tűrés rajzi megadási módjai
74 A tűrésmegadás tartalma
75 ILLESZTÉSEK
76 Illesztések Illesztés: két azonos névleges méretű, kapcsolódó felületelem (lyuk és csap) tűrésének egymáshoz rendelése valamely kívánt illeszkedés elérésére Lehet: Laza illesztés Szilárd illesztés Átmeneti illesztés
77 Laza illesztés Ha az illesztett alkatrészek egymáson elmozdulnak A lyuk legkisebb mérete is nagyobb vagy egyenlő a csap legnagyobb méretével A lyuk és a csap között játék keletkezik Pl. siklócsapágyak, csuklók
78 Játék Ha a csap mérete kisebb a lyuk méreténél
79 Laza illesztés (pl. H7/f6) Laza illesztés szükséges, ha az illesztett alkatrészek egymáson elmozdulnak (pl. siklócsapágyak, csuklók, vezetékek). Pl. H7/f6, H7/g6, F8/h9, E9/h9, D10/h9, C11/h9, C11/h11, A11/h11.
80 Laza illesztés (pl. H7/f6) Laza illesztés szükséges, ha az illesztett alkatrészek egymáson elmozdulnak (pl. siklócsapágyak, csuklók, vezetékek). Pl. H7/f6, H7/g6, F8/h9, E9/h9, D10/h9, C11/h9, C11/h11, A11/h11.
81 Laza illesztés (pl. H7/f6) Laza illesztés szükséges, ha az illesztett alkatrészek egymáson elmozdulnak (pl. siklócsapágyak, csuklók, vezetékek). Pl. H7/f6, H7/g6, F8/h9, E9/h9, D10/h9, C11/h9, C11/h11, A11/h11.
82 Átmeneti illesztés Az alkatrészek pontos vezetésére A lyuk és a csap tűrésmezője részben vagy teljesen fedi egymást A lyuk és a csap között játék vagy fedés keletkezik Pl. gördülőcsapágyak, tengely/agy illesztések
83 Átmeneti illesztés (pl. H7/j6) Átmeneti illesztést használnak az alkatrészek pontos vezetésére (gördülőcsapágyak, tengely/agy kötések, fedelek, csapágyházak, illesztőszegek stb.). Pl.H7/h6, H7/k6, H7/m6, J7/h6, K7/h6, M7/h6
84 Átmeneti illesztés (pl. H7/j6) Átmeneti illesztést használnak az alkatrészek pontos vezetésére (gördülőcsapágyak, tengely/agy kötések, fedelek, csapágyházak, illesztőszegek stb.). Pl.H7/h6, H7/k6, H7/m6, J7/h6, K7/h6, M7/h6
85 Átmeneti illesztés (pl. H7/j6) Átmeneti illesztést használnak az alkatrészek pontos vezetésére (gördülőcsapágyak, tengely/agy kötések, fedelek, csapágyházak, illesztőszegek stb.). Pl.H7/h6, H7/k6, H7/m6, J7/h6, K7/h6, M7/h6
86 Átmeneti illesztés (pl. H7/j6) Átmeneti illesztést használnak az alkatrészek pontos vezetésére (gördülőcsapágyak, tengely/agy kötések, fedelek, csapágyházak, illesztőszegek stb.). Pl.H7/h6, H7/k6, H7/m6, J7/h6, K7/h6, M7/h6
87 Szilárd illesztés Ha az alkatrészek nem mozdulhatnak el egymáson A lyuk legnagyobb mérete is kisebb vagy egyenlő a csap legkisebb méretével A lyuk és a csap között fedés keletkezik Pl. szerszámbefogók
88 Fedés Ha a csap mérete nagyobb a lyuk méreténél
89 Szilárd illesztés (pl. H7/n6) Szilárd illesztésre akkor van szükség, ha az egymáshoz illesztett alkatrészek nem mozdulhatnak el egymáson. Ilyenkor a tűrésmezőket úgy választják meg, hogy a külső méret mindig nagyobb legyen, mint a hozzá illesztett belső méret, ami túlfedést eredményez. Ezek az alkatrészek csak egymásba sajtolással (vagy hőtágulás előidézésével) szerelhetők össze. Pl. H7/s6, H7/p6, H7/r6, H8/u8, P7/h6, R7/h6,P9/h9
90 Szilárd illesztés (pl. H7/n6) Szilárd illesztésre akkor van szükség, ha az egymáshoz illesztett alkatrészek nem mozdulhatnak el egymáson. Ilyenkor a tűrésmezőket úgy választják meg, hogy a külső méret mindig nagyobb legyen, mint a hozzá illesztett belső méret, ami túlfedést eredményez. Ezek az alkatrészek csak egymásba sajtolással (vagy hőtágulás előidézésével) szerelhetők össze. Pl. H7/s6, H7/p6, H7/r6, H8/u8, P7/h6, R7/h6,P9/h9
91 Szilárd illesztés (pl. H7/n6) Szoros illesztésre akkor van szükség, ha az egymáshoz illesztett alkatrészek nem mozdulhatnak el egymáson. Ilyenkor a tűrésmezőket úgy választják meg, hogy a külső méret mindig nagyobb legyen, mint a hozzá illesztett belső méret, ami túlfedést eredményez. Ezek az alkatrészek csak egymásba sajtolással (vagy hőtágulás előidézésével) szerelhetők össze. Pl. H7/s6, H7/p6, H7/r6, H8/u8, P7/h6, R7/h6,P9/h9
92 Az alaplyuk-rendszer illesztései
93 Az alapcsap-rendszer illesztései
94 Illesztések megadása rajzon
95 A TŰRÉSLÁNCOK SZÁMÍTÁSA
96 1. Példa Egy siklócsapágy megkívánt játéka legalább 0,9 ezrelék és legfeljebb 1,8 ezrelék lehet.. A csapágy átmérője 100 mm. Írjuk elő a tűréseket!
97 1. Példa Egy siklócsapágy megkívánt játéka legalább 0,9 ezrelék és legfeljebb 1,8 ezrelék lehet.. A csapágy átmérője 100 mm. Írjuk elő a tűréseket! Kis játék: KJ = 0, = 0.09 mm Nagy játék: NJ= 0, = 0?18 mm Választva a és a 100 H7 furattűrést 100 d6 tengelytűrést, A furat 100 a csap , ,120-0,142 tűrésekkel fog elkészülni.
98 A minimális játékot a legkisebb furat és a legnagyobb csap esetén kapjuk: KJ min = 0 - (-0,120) = 0,12 mm. A maximális játékot a legnagyobb furat és a legkisebb csap találkozása adja: NJ max = 0, (-0,142) = 0, 177 mm. Mind a KJ min, mind a NJ max a kívánt 0, 09 mm és 0, 18 mm közötti intervallumban van, vagyis a feladatot sikerült a szabványos tűrésekkel megoldani.
99 2. Példa Egy szilárd illeszkedésű nyomatékkötés 75 H7/s6 illesztéssel készült. Mekkora lesz a minimális és a maximális túlfedés?
100 2. Példa Egy szilárd illeszkedésű nyomatékkötés 75 H7/s6 illesztéssel készült. Mekkora lesz a minimális és a maximális túlfedés? A tűréstáblázatok alapján: 75 H7 +0, s6 +0,078 +0,059 A minimális túlfedést a legnagyobb furat és a legkisebb csap esetén kapjuk: KF = 0,059-0,030 = 0,029 mm. A maximális túlfedés a legnagyobb furat és a legkisebb csap esetén adódik: NF 7 0,078 0 = 0,078 mm
Tűrés. szóródás terjedelme
 GE2FB 1 Lektorálás előtti, nem végleges anyag Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. /
GE2FB 1 Lektorálás előtti, nem végleges anyag Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. /
I. TŰRÉS. A munkadarabok előírt méreteit, szögeit, alakját, és méreteik egymáshoz viszonyított helyzetét a gyakorlatban nem tudjuk kivitelezni.
 Tűrés és Illesztés I. TŰRÉS A munkadarabok előírt méreteit, szögeit, alakját, és méreteik egymáshoz viszonyított helyzetét a gyakorlatban nem tudjuk kivitelezni. Ha nem tudjuk ezt elérni, akkor nem is
Tűrés és Illesztés I. TŰRÉS A munkadarabok előírt méreteit, szögeit, alakját, és méreteik egymáshoz viszonyított helyzetét a gyakorlatban nem tudjuk kivitelezni. Ha nem tudjuk ezt elérni, akkor nem is
Tűrések. 12. előadás
 Tűrések 12. előadás A kész munkadarabok többé-kevésbé eltérnek a rajzon ábrázolt munkadaraboktól Az eltérés háromféle lehet: méreteltérés alakeltérés helyzeteltérés Tűrésmező Széchenyi Tűrésmező A körülmények
Tűrések 12. előadás A kész munkadarabok többé-kevésbé eltérnek a rajzon ábrázolt munkadaraboktól Az eltérés háromféle lehet: méreteltérés alakeltérés helyzeteltérés Tűrésmező Széchenyi Tűrésmező A körülmények
Tűrés és illesztés. Készítette: Szűcs Tamás
 Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Legnagyobb anyagterjedelem feltétele
 Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI ALAPFOGALMAK 3 2. ISO-TŰRÉSRENDSZER 4. 2.1. Mérettartományok 5. 2.2. Tűrésfokozatok 6. 2.3. Szabványos tűrésnagyságok 7
 Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
Géprajz - gépelemek TŰRÉS - ILLESZTÉS. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet http://gepesz-learning.shp.
 Géprajz - gépelemek TŰRÉS - ILLESZTÉS Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Alapfogalmak, elnevezések Géprajzban használatos fogalom: Névleges méret
Géprajz - gépelemek TŰRÉS - ILLESZTÉS Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Alapfogalmak, elnevezések Géprajzban használatos fogalom: Névleges méret
GÉPRAJZ TÜRÉSEK, ILLESZTÉSEK
 0 GÉPRAJZ TÜRÉSEK, ILLESZTÉSEK ÖSSZEÁLLÍTOTTA: SZEKERES GYÖRGY 1 Tőrés és illesztési jelek alkalmazása és értelmezése a mőszaki rajzon. Az ábra jelölések értelmezése: Példa: Peremes kettısfém - csapágypersely:
0 GÉPRAJZ TÜRÉSEK, ILLESZTÉSEK ÖSSZEÁLLÍTOTTA: SZEKERES GYÖRGY 1 Tőrés és illesztési jelek alkalmazása és értelmezése a mőszaki rajzon. Az ábra jelölések értelmezése: Példa: Peremes kettısfém - csapágypersely:
54 520 01 0000 00 00 Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Andó Mátyás Illesztés, IT tűrés matyi.misi.eu. Illesztés, IT tűrés. 1. ábra. Laza (bal oldal) és szoros illesztés (jobb oldal)
 és szoros illesztés (jobb oldal)") 1. Illesztés fogalma Illesztés, IT tűrés Több gépelem megfelelő együttműködése esetén, már a tervezési szakaszban meg kell határozni az egyes elemek tűrését. Különös figyelmet kell fordítani arra, hogy
1. Illesztés fogalma Illesztés, IT tűrés Több gépelem megfelelő együttműködése esetén, már a tervezési szakaszban meg kell határozni az egyes elemek tűrését. Különös figyelmet kell fordítani arra, hogy
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
Műszaki dokumentáció. Szabályok, eljárások II.
 Műszaki dokumentáció Szabályok, eljárások II. 1 A rajzi megjelenítés Műszaki gondolatok közlésének és rögzítésének eszköze a rajz Hiba és félreértés nem megengedett Nemzetközileg rögzített, így világnyelv
Műszaki dokumentáció Szabályok, eljárások II. 1 A rajzi megjelenítés Műszaki gondolatok közlésének és rögzítésének eszköze a rajz Hiba és félreértés nem megengedett Nemzetközileg rögzített, így világnyelv
MUNKAANYAG. Palotainé Békési Katalin. Műszaki ábrázolás IV. Tűrésekillesztések,
 Palotainé Békési Katalin Műszaki ábrázolás IV. Tűrésekillesztések, felületi érdesség A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06
Palotainé Békési Katalin Műszaki ábrázolás IV. Tűrésekillesztések, felületi érdesség A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06
Felületminőség. 11. előadás
 Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
Andó Mátyás Felületi érdesség matyi.misi.eu. Felületi érdesség. 1. ábra. Felületi érdességi jelek
 1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A kivitelezés geodéziai munkái II. Magasépítés
 A kivitelezés geodéziai munkái II. Magasépítés Építésirányítási feladatok Kitűzési terv: a tervezési térkép másolatán Az elkészítése a tervező felelőssége Nehézségek: Gyakorlatban a geodéta bogarássza
A kivitelezés geodéziai munkái II. Magasépítés Építésirányítási feladatok Kitűzési terv: a tervezési térkép másolatán Az elkészítése a tervező felelőssége Nehézségek: Gyakorlatban a geodéta bogarássza
MUNKAANYAG. Vilandné Bertha Mária. Felvételi vázlat készítése. A követelménymodul megnevezése: CAD-ismeretek
 Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Műszaki ábrázolás IV. Tűrések, illesztések, felületi érdesség
 Palotainé Békési Katalin Műszaki ábrázolás IV. Tűrések, illesztések, felületi érdesség A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma:
Palotainé Békési Katalin Műszaki ábrázolás IV. Tűrések, illesztések, felületi érdesség A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma:
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek középszint 0911 ÉRETTSÉGI VIZSGA 009. október 19. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM
Gépészeti alapismeretek középszint 0911 ÉRETTSÉGI VIZSGA 009. október 19. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT-2-0317/2014 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-2-0317/2014 nyilvántartási számú akkreditált státuszhoz A Kalibra Dimension Kft. Kalibráló laboratórium (2151 Fót, Béke utca 72.) akkreditált területe
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-2-0317/2014 nyilvántartási számú akkreditált státuszhoz A Kalibra Dimension Kft. Kalibráló laboratórium (2151 Fót, Béke utca 72.) akkreditált területe
RÉSZLETEZŐ OKIRAT (2) a NAH / nyilvántartási számú akkreditált státuszhoz
 a NAH / nyilvántartási számú akkreditált státuszhoz") RÉSZLETEZŐ OKIRAT (2) a NAH-2-0317/2014 1 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: Kalibra Dimension Kft. Kalibráló laboratórium 2151 Fót, Béke utca 72. 2)
RÉSZLETEZŐ OKIRAT (2) a NAH-2-0317/2014 1 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: Kalibra Dimension Kft. Kalibráló laboratórium 2151 Fót, Béke utca 72. 2)
MŰSZAKI RAJZ ALAPJAI
 MŰSZAKI RAJZ ALAPJAI Műhelyrajz: a gyártási rajz dokumentuma. Fajtái: alkatrészrajz (egyetlen alkatrész elkészítéséhez szükséges adatokat tartalmazza) és összeállítási rajz. Összeállítási rajz fajtái:
MŰSZAKI RAJZ ALAPJAI Műhelyrajz: a gyártási rajz dokumentuma. Fajtái: alkatrészrajz (egyetlen alkatrész elkészítéséhez szükséges adatokat tartalmazza) és összeállítási rajz. Összeállítási rajz fajtái:
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA.
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Forgácsolási ismeretek és CNC alapismeretek
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Forgácsolási ismeretek és CNC alapismeretek
International GTE Conference MANUFACTURING 2012. 14-16 November, 2012 Budapest, Hungary. Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
 International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
Műszaki rajz osztályozóvizsga témakörök 09. évfolyam
 Műszaki rajz osztályozóvizsga témakörök 09. évfolyam 1. Síkmértani szerkesztések és vetületi ábrázolás A műszaki ábrázolás eszközei: rajzlapméretek ismertetése, feliratmezők fajtái és kialakításuk, darabjegyzék,
Műszaki rajz osztályozóvizsga témakörök 09. évfolyam 1. Síkmértani szerkesztések és vetületi ábrázolás A műszaki ábrázolás eszközei: rajzlapméretek ismertetése, feliratmezők fajtái és kialakításuk, darabjegyzék,
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR. Szakképesítés:
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Forgácsolási ismeretek és CNC alapismeretek Elérhető
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Forgácsolási ismeretek és CNC alapismeretek Elérhető
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás
 11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ
 RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához
 Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához A rugók olyan gépelemek, amelyek mechanikai energia felvételére, tárolására alkalmasak. A tárolt energiát, erő vagy nyomaték formájában képesek
Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához A rugók olyan gépelemek, amelyek mechanikai energia felvételére, tárolására alkalmasak. A tárolt energiát, erő vagy nyomaték formájában képesek
SIKLÓCSAPÁGY KISFELADAT
 Dr. Lovas Lászl SIKLÓCSAPÁGY KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz Kézirat 2012 SIKLÓCSAPÁGY KISFELADAT 1. Adatválaszték pk [MPa] d [mm] b/d [-] n [1/min] ház anyaga 1 4 50 1 1440
Dr. Lovas Lászl SIKLÓCSAPÁGY KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz Kézirat 2012 SIKLÓCSAPÁGY KISFELADAT 1. Adatválaszték pk [MPa] d [mm] b/d [-] n [1/min] ház anyaga 1 4 50 1 1440
INFORMATIKA CAD ismeretek (Inventor) A versenyrész időtartama: 120 perc. Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése:
 A versenyrész időtartama: 120 perc. Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése:") INFORMATIKA 0557-06 CAD ismeretek (Inventor) INTERAKTÍV FELADAT A versenyrész időtartama: 120 perc O S Z T V 2 0 1 3. Pótlapok száma Tisztázati Piszkozati Jóváhagyta: Vizsgarészhez rendelt követelménymodul
INFORMATIKA 0557-06 CAD ismeretek (Inventor) INTERAKTÍV FELADAT A versenyrész időtartama: 120 perc O S Z T V 2 0 1 3. Pótlapok száma Tisztázati Piszkozati Jóváhagyta: Vizsgarészhez rendelt követelménymodul
Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
MUNKAANYAG. Pogonyi István. Mérési alapfogalmak és alapszámítások, hosszmérések. A követelménymodul megnevezése:
 Pogonyi István Mérési alapfogalmak és alapszámítások, hosszmérések A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem azonosító
Pogonyi István Mérési alapfogalmak és alapszámítások, hosszmérések A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem azonosító
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek emelt szint 1511 ÉRETTSÉGI VIZSGA 2016. május 18. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
Gépészeti alapismeretek emelt szint 1511 ÉRETTSÉGI VIZSGA 2016. május 18. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
3. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára
 c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára") 3. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TENGELYVÉG CSAPÁGYAZÁSA, útmutató segítségével d. A táblázatban szereplő adatok alapján
3. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TENGELYVÉG CSAPÁGYAZÁSA, útmutató segítségével d. A táblázatban szereplő adatok alapján
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK. Csősín csatlakozó. (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz.
 A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz.") NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK Csősín csatlakozó (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz. 1 A katalógus használata A táblázat tetején szerepel
NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK Csősín csatlakozó (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz. 1 A katalógus használata A táblázat tetején szerepel
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
Tájékoztató. Értékelés Összesen: 100 pont
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
7. Koordináta méréstechnika
 7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
Méretlánc átrendezés elmélete
 1. Méretlánc átrendezés elmélete Méretlánc átrendezés elmélete Egyes esetekben szükség lehet, hogy arra, hogy a méretláncot átrendezzük. Ezeknek legtöbbször az az oka, hogy a rajzon feltüntetett méretet
1. Méretlánc átrendezés elmélete Méretlánc átrendezés elmélete Egyes esetekben szükség lehet, hogy arra, hogy a méretláncot átrendezzük. Ezeknek legtöbbször az az oka, hogy a rajzon feltüntetett méretet
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA GÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 GÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK Tesztfeladatok 1. feladat 1 pont Az alábbi összetett mondat egy állításból és egy indoklásból áll. Írja a mondat utáni kipontozott helyre
GÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK Tesztfeladatok 1. feladat 1 pont Az alábbi összetett mondat egy állításból és egy indoklásból áll. Írja a mondat utáni kipontozott helyre
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek középszint 1221 ÉRETTSÉGI VIZSGA 2013. május 23. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
Gépészeti alapismeretek középszint 1221 ÉRETTSÉGI VIZSGA 2013. május 23. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
Méréstechnika II. Mérési jegyzőkönyvek FSZ képzésben részt vevők részére. Hosszméréstechnikai és Minőségügyi Labor Mérési jegyzőkönyv
 Méréstechnika II. ek FSZ képzésben részt vevők részére Összeállította: Horváthné Drégelyi-Kiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 009 Tartalomjegyzék. gyakorlat Mérőhasábok, mérési eredmény megadása.
Méréstechnika II. ek FSZ képzésben részt vevők részére Összeállította: Horváthné Drégelyi-Kiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 009 Tartalomjegyzék. gyakorlat Mérőhasábok, mérési eredmény megadása.
A műszaki ábrázolás rajzi változásai
 A műszaki ábrázolás rajzi változásai SZABVÁNYOK ISO 128-20:1996 A műszaki rajzokon alkalmazott vonalak típusai, a használatukkal kapcsolatos alapvető szabályok. ISO 128-24:1996 A géprajz vonalai -A műszaki
A műszaki ábrázolás rajzi változásai SZABVÁNYOK ISO 128-20:1996 A műszaki rajzokon alkalmazott vonalak típusai, a használatukkal kapcsolatos alapvető szabályok. ISO 128-24:1996 A géprajz vonalai -A műszaki
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
Segédlet a gördülőcsapágyak számításához
 Segédlet a gördülőcsapágyak számításához Összeállította: Dr. Nguyen Huy Hoang Budapest 25 Feladat: Az SKF gyártmányú, SNH 28 jelű osztott csapágyházba szerelt 28 jelű egysorú mélyhornyú golyóscsapágy üzemi
Segédlet a gördülőcsapágyak számításához Összeállította: Dr. Nguyen Huy Hoang Budapest 25 Feladat: Az SKF gyártmányú, SNH 28 jelű osztott csapágyházba szerelt 28 jelű egysorú mélyhornyú golyóscsapágy üzemi
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 1 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 1 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek középszint 1621 ÉRETTSÉGI VIZSGA 2016. október 17. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐORRÁSOK MINISZTÉRIUMA ontos
Gépészeti alapismeretek középszint 1621 ÉRETTSÉGI VIZSGA 2016. október 17. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐORRÁSOK MINISZTÉRIUMA ontos
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Alak- és helyzettűrések
 1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI. Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.*
 FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
GÉPÉSZETI ALAPISMERETEK
 Név:... osztály:... ÉRETTSÉGI VIZSGA 2014. május 20. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati
Név:... osztály:... ÉRETTSÉGI VIZSGA 2014. május 20. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati
Szerszámkészítő Szerszámkészítő
 É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
Mérési hibák 2006.10.04. 1
 Mérési hibák 2006.10.04. 1 Mérés jel- és rendszerelméleti modellje Mérési hibák_labor/2 Mérési hibák mérési hiba: a meghatározandó értékre a mérés során kapott eredmény és ideális értéke közötti különbség
Mérési hibák 2006.10.04. 1 Mérés jel- és rendszerelméleti modellje Mérési hibák_labor/2 Mérési hibák mérési hiba: a meghatározandó értékre a mérés során kapott eredmény és ideális értéke közötti különbség
Műszaki ábrázolás II.
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM KÖZLEKEDÉSMÉRNÖKI KAR Műszaki ábrázolás II. a BSc. mérnökképzés számára KÉZIRAT 2010. A II. Nemzeti Fejlesztési Terv Társadalmi Megújulás Operatív Program
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM KÖZLEKEDÉSMÉRNÖKI KAR Műszaki ábrázolás II. a BSc. mérnökképzés számára KÉZIRAT 2010. A II. Nemzeti Fejlesztési Terv Társadalmi Megújulás Operatív Program
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma
 Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Autógyártó Gépgyártósori gépkezelő, gépszerelő Háztartási gépgyártó Gépgyártósori gépkezelő, gépszerelő
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/010. (IV..) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/010. (IV..) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
MUNKAANYAG. Palotainé Békési Katalin. Jelképek jelölések a gépészeti rajzokon (menetek, fogazatok, mérethálózat, mérettűrés, alakpontosság,
 Palotainé Békési Katalin Jelképek jelölések a gépészeti rajzokon (menetek, fogazatok, mérethálózat, mérettűrés, alakpontosság, felületminőség, nem oldható kötések jelölése) A követelménymodul megnevezése:
Palotainé Békési Katalin Jelképek jelölések a gépészeti rajzokon (menetek, fogazatok, mérethálózat, mérettűrés, alakpontosság, felületminőség, nem oldható kötések jelölése) A követelménymodul megnevezése:
Méretlánc átrendezés a gyakorlatban
 Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZLEKEDÉSGÉPÉSZ ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 KÖZLEKEDÉSGÉPÉSZ ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 2 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
KÖZLEKEDÉSGÉPÉSZ ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 2 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
DR. ANDÓ MÁTYÁS GÉPIPARI TŰRÉSEK, ILLESZTÉSEK
 DR. ANDÓ MÁTYÁS GÉPIPARI TŰRÉSEK, ILLESZTÉSEK DR. ANDÓ MÁTYÁS GÉPIPARI TŰRÉSEK, ILLESZTÉSEK 2016 Gépipari tűrések 5 Tartalomjegyzék ISBN 978-963-12-4030-6 Andó Mátyás 2016. 1. Tűréshasználati elvek...
DR. ANDÓ MÁTYÁS GÉPIPARI TŰRÉSEK, ILLESZTÉSEK DR. ANDÓ MÁTYÁS GÉPIPARI TŰRÉSEK, ILLESZTÉSEK 2016 Gépipari tűrések 5 Tartalomjegyzék ISBN 978-963-12-4030-6 Andó Mátyás 2016. 1. Tűréshasználati elvek...
Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek emelt szint 11 ÉRETTSÉGI VIZSGA 01. május 5. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ NEMZETI ERŐFORRÁS MINISZTÉRIUM Fontos tudnivalók
Gépészeti alapismeretek emelt szint 11 ÉRETTSÉGI VIZSGA 01. május 5. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ NEMZETI ERŐFORRÁS MINISZTÉRIUM Fontos tudnivalók
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A mérés problémája a pedagógiában. Dr. Nyéki Lajos 2015
 A mérés problémája a pedagógiában Dr. Nyéki Lajos 2015 A mérés fogalma Mérésen olyan tevékenységet értünk, amelynek eredményeként a vizsgált jelenség számszerűen jellemezhetővé, más hasonló jelenségekkel
A mérés problémája a pedagógiában Dr. Nyéki Lajos 2015 A mérés fogalma Mérésen olyan tevékenységet értünk, amelynek eredményeként a vizsgált jelenség számszerűen jellemezhetővé, más hasonló jelenségekkel
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek emelt szint 1521 ÉRETTSÉGI VIZSGA 2015. október 12. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA
Gépészeti alapismeretek emelt szint 1521 ÉRETTSÉGI VIZSGA 2015. október 12. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA
ÍRÁSBELI FELADAT MEGOLDÁSA
 Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
EGYENESFOGÚ HENGERESKERÉK GEOMETRIAI REKONSTRUKCIÓJA 4. jegyzőkönyv
 EGYENESFOGÚ HENGERESKERÉK GEOMETRIAI REKONSTRUKCIÓJA. jegyzőkönyv A mérés helye: DE-MK Gépelemek Lbortórium A mérés időpontj:... A mérést végezte:... Gykorltvezető:... Tételszám:... Feldt: Mérési dtok
EGYENESFOGÚ HENGERESKERÉK GEOMETRIAI REKONSTRUKCIÓJA. jegyzőkönyv A mérés helye: DE-MK Gépelemek Lbortórium A mérés időpontj:... A mérést végezte:... Gykorltvezető:... Tételszám:... Feldt: Mérési dtok
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári)
") 2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Szerszámgépek, méretellenőrzés CNC szerszámgépen
 Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2007. május 25. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2007. május 25. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS
ÉRETTSÉGI VIZSGA 2007. május 25. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2007. május 25. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS
1.6 Profilsínvezetések PM sorozat
 1.6 Profilsínvezetések PM sorozat 1.6.1 A profilsínvezetés különleges tulajdonságai PMN sorozat A HIWIN PMN sorozatú profilsínvezetése a bevált MGN sorozaton alapul. A műanyagcsatornában megvalósuló optimalizált
1.6 Profilsínvezetések PM sorozat 1.6.1 A profilsínvezetés különleges tulajdonságai PMN sorozat A HIWIN PMN sorozatú profilsínvezetése a bevált MGN sorozaton alapul. A műanyagcsatornában megvalósuló optimalizált
Anyag és gyártásismeret 2
 Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Anyag és gyártásismeret Gyártási hibák: a kész
Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Mőszaki Fıiskola, Bánki Donát GépészGépész- és Biztonságtechnikai Mérnöki Kar Anyag és gyártásismeret Gyártási hibák: a kész
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek emelt szint 1621 ÉRETTSÉGI VIZSGA 2016. október 17. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA
Gépészeti alapismeretek emelt szint 1621 ÉRETTSÉGI VIZSGA 2016. október 17. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA
DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/
 DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/ ÖSSZEÁLLÍTOTTA: DEÁK KRISZTIÁN 2013 Az SPM BearingChecker
DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/ ÖSSZEÁLLÍTOTTA: DEÁK KRISZTIÁN 2013 Az SPM BearingChecker
Ék-, retesz- és bordás kötések
 Gépszerkezettan Ék-, retesz- és bordás kötések A különféle ék- és reteszkötésekkel tengelyek és agyak között létesítenek kapcsolatot. Az ékek lejtős kialakítású gépelemek, melyeknek beszorítása után nagy
Gépszerkezettan Ék-, retesz- és bordás kötések A különféle ék- és reteszkötésekkel tengelyek és agyak között létesítenek kapcsolatot. Az ékek lejtős kialakítású gépelemek, melyeknek beszorítása után nagy
Nemzeti Akkreditáló Hatóság. RÉSZLETEZŐ OKIRAT a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Hatóság RÉSZLETEZŐ OKIRAT a NAH-2-0124/2016 nyilvántartási számú akkreditált státuszhoz A TRIGO PRECÍZIÓS MÉRÉSTECHNIKA Kft. Kalibrálólaboratórium (1102 Budapest, Szent László tér 20.
Nemzeti Akkreditáló Hatóság RÉSZLETEZŐ OKIRAT a NAH-2-0124/2016 nyilvántartási számú akkreditált státuszhoz A TRIGO PRECÍZIÓS MÉRÉSTECHNIKA Kft. Kalibrálólaboratórium (1102 Budapest, Szent László tér 20.
10. előadás: Az építési méretpontosság biztosítás jogi, minőségügyi, mérésügyi és műszaki szabályozása, előírás módja
 10. előadás: Az építési méretpontosság biztosítás jogi, minőségügyi, mérésügyi és műszaki szabályozása, előírás módja Az építési méretpontosság biztosítás jogi, minőségügyi, mérésügyi és műszaki szabályozása,
10. előadás: Az építési méretpontosság biztosítás jogi, minőségügyi, mérésügyi és műszaki szabályozása, előírás módja Az építési méretpontosság biztosítás jogi, minőségügyi, mérésügyi és műszaki szabályozása,