Elsődleges meleg térfogat alakítások. Kohászati félkész gyártmányok előállítása
|
|
|
- Regina Illés
- 9 évvel ezelőtt
- Látták:
Átírás
1 Elsődleges meleg térfogat alakítások Kohászati félkész gyártmányok előállítása 1

2 Kohászati technológiák Kiinduló anyag: Öntött tuskó Kovácstuskó (közel négyzet keresztmetszetű) Előhengerelt buga (kissé lapos) Lemezbuga (lapos) Folyamatosan öntött rúd vagy szalag Az előzőeknél sokkal kisebb keresztmetszetű (pl. 120x120 mm) A méretek igény szerint módosulnak 2

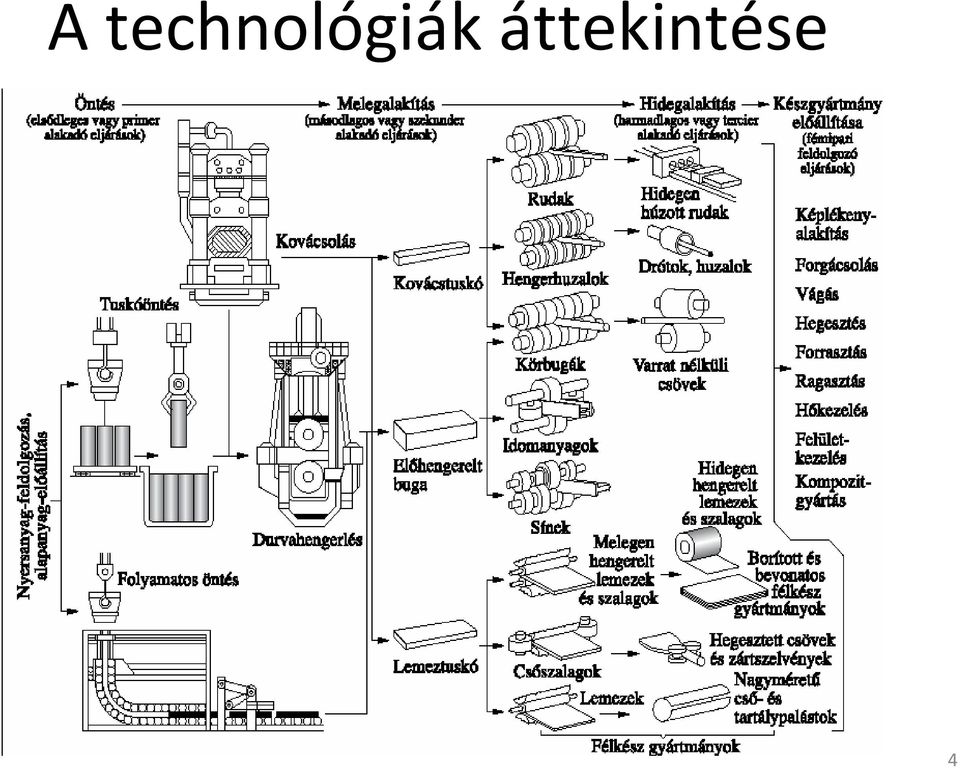
3 A kiinduló alakok továbbalakítása Melegalakítások Kovácstuskó Rudak Hengerhuzalok Körbugák Előhengerelt buga Idomacélok Sínek Lemezbuga Lemezek Szalagok Hidegalakítások Hidegen húzott rudak Drótok Varrat nélküli csövek Hidegen hengerelt lemezek Hegesztett csövek, zártszelvények (szalagból) 3

4 A technológiák áttekintése 4
5 Kohászati képlékenyalakító eljárások Hengerlés Kovácsolás Varratnélküli csőgyártás Rúd-, huzal- és csőhúzás Rúd- és csősajtolás Ezek mind melegalakító eljárások (újrakristályosodási hőmérséklet felett végzett alakítások) 5

6 Hengerlés (1) Lemez vagy szalag hosszirányú hengerlése Idom (pl. körszelvény) 6

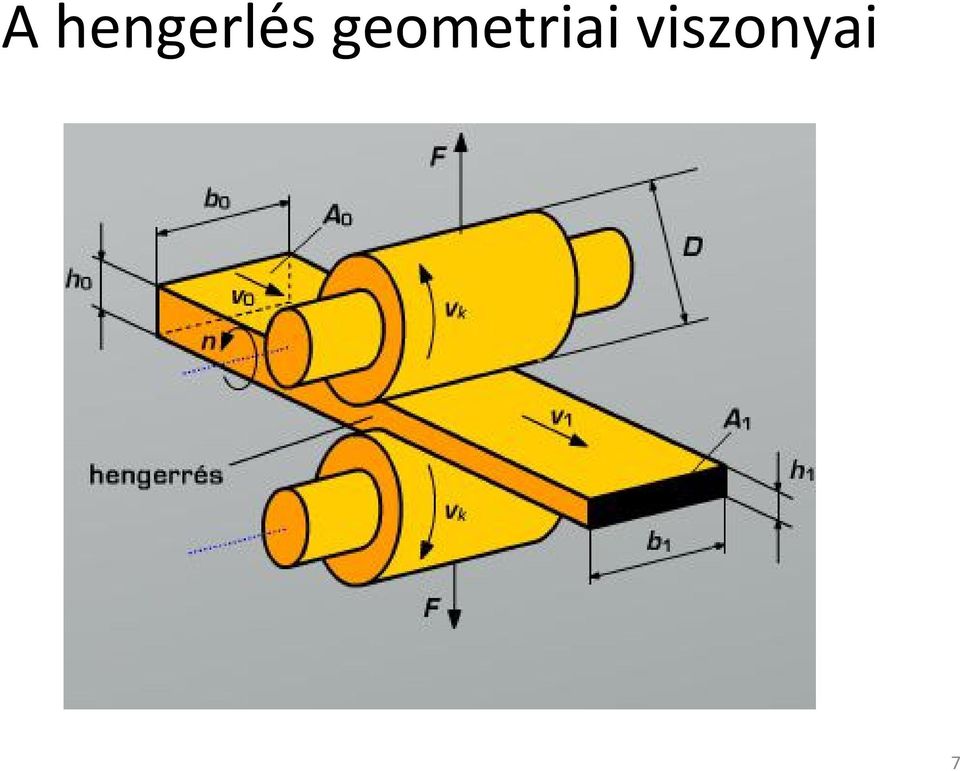
7 A hengerlés geometriai viszonyai 7
8 Hengerjáratok duó trió kvarto hengerlési elrendezések 8

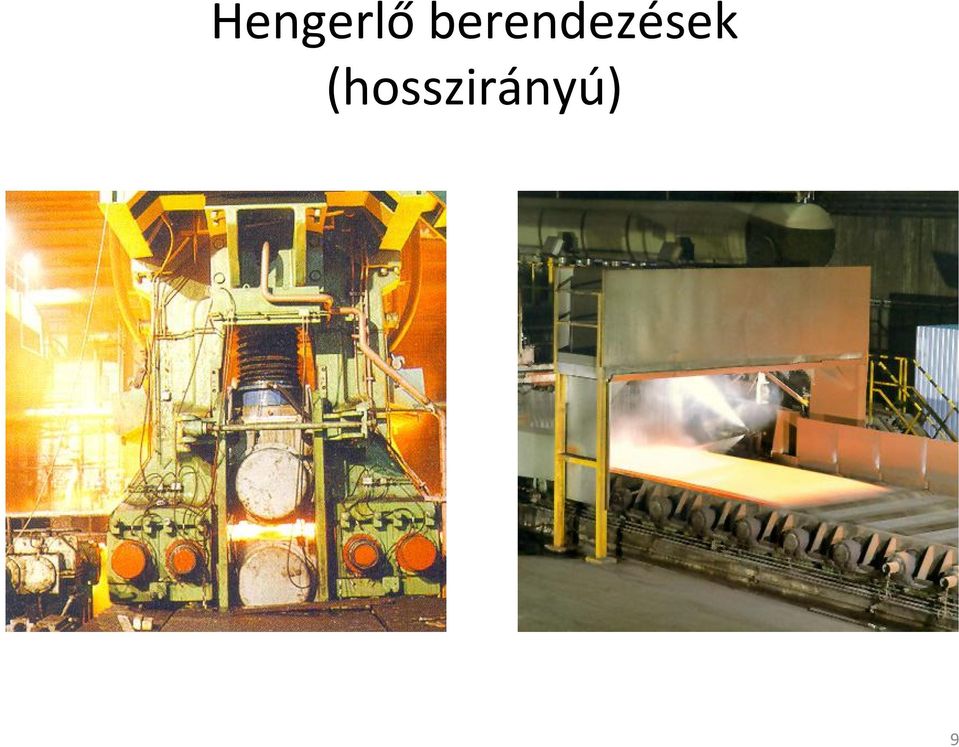
9 Hengerlő berendezések (hosszirányú) 9
10 Hengersorok Az egymást követő alakítási lépéseket célszerűen sorba rendezett hengerállványokon végzik Ilyenkor a hengerek beállításai a fogyási tervnek megfelelően követik egymást. 10

11 Folyamatos öntés és hengerlés Gazdaságos, új eljárás szalagok hengerlésére közvetlenül a folyamatosan öntött vékonybramma szalagból 11

12 Keresztirányú hengerlés A hengerlendő anyag a hengerek között forgó mozgást végez Ezzel az eljárással vállak, csapok alakíthatók ki hosszabb rudakon 12

13 Ferde irányú hengerlés A szögben elhelyezett két forgó henger között a munkadarab forog és tengelyirányban halad Ilyen a menet-hengerlés és a Mannesmann-féle csőgyártás (lásd később) Menethengerlés (hidegen) 13
")
14 Kovácsolás Elve: az újrakristályosodási hőmérséklet felett ütéssel vagy sajtolással (lassú nyomással) végzett alakítás Fajtái: Szabadalakító és Süllyesztékes kovácsolás 14

15 Szabadalakító kovácsolás A szerszám csak részben érintkezik az alakítandó darabbal Egyszerű szerszámokkal, durva előalakításra alkalmas Zömítés Duzzasztás Körkovácsolás 15

16 Tuskó szabadalakító kovácsolása 16

17 Süllyesztékes kovácsolás A melegalakítás zárt üregben történik, ez a süllyeszték A süllyeszték osztósíkja körül egy sorjacsatorna helyezkedik el, amely egyrészt gátolja az anyag kiáramlását, másrészt befogadja a felesleges anyagot A nyitás megkönnyítése érdekében az osztósíkra merőleges síkokat néhány fokos ferdeséggel kovácsolják 17

18 Példa: kovácsolt hajtórúd Előalakítás: nyújtó zömítés Előkovácsolás Kész alak, körben a sorjacsatorna 18

19 Példa: villáskulcs Darabolás Előalakítás Készreakaítás, sorjás munkadarab Sorjázott munkadarab 19

20 Példa: szelep Darabolás Előalakítás villamos duzzasztással Készre-alakítás, sorjázott munkadarab 20

21 Süllyesztékes kovácsoló műveletek 21
22 Süllyesztékes kovácsdarab tervezése A jól tervezett kovácsdarab figyelembe veszi az utólagos megmunkálást, a szükséges biztonsági határon belül jól megközelíti a készdarab alakját és méretét és lehetővé teszi a gazdaságos kovácsolást. 22
23 Példa: tengely Kész alkatrész 23
24 Példa: tengely Kovácsdarab Forgácsolási hozzáadással, oldalferdeséggel és lekerekítési sugarakkal ellátott tengely 24
25 Többüregű kalapácssüllyeszték 25
26 Vízszintes kovácsológép Ezzel az eljárással sorjamentes alakítás valósítható meg Bonyolult alakok kovácsolására alkalmas A süllyeszték felek osztottak Az eljárásnak hidegalakításos változata is ismert 26
27 Kovácshengerlés Az előgyártmányt forgó hengerpár palástján kialakított, az alakítási sorrendnek megfelelő üregekbe helyezik, a hengerpár egy fordulata egy alakítási lépést eredményez 27
28 Varrat nélküli csőgyártás (1) Speciális haránthengerlési eljárásnak tekinthető A szögben elhelyezett, forgó hengerek nyomó hatására a rúd belseje felreped, és a tüske bővíti a furatot 28
29 Varrat nélküli csőgyártás (2) A csőgyártás folyamata Lyukasztás ferde hengerek között (Mannesmann eljárásnak is nevezik) Tovább alakítás un. Pilger hengereken, ez a kovácshengerléshez hasonló eljárás Végső méretre alakítás csőhúzó gépeken 29
30 Rúd-, huzal- és csőhúzás elve rúdhúzás csőhúzás Mindegyik művelet kúpos üregben végzett alakítás A huzalhúzás végetlenített rúdhúzásnak tekinthető 30
31 Rúdhúzó gép vázlata Kúpos húzószerszám Láncos húzópad Rudak alakítása több lépésben történik, túl nagy fogyás beállítása a húzott szakasz elszakadásához vezetne. 31
32 Rúd- és idom sajtolás A felhevített matricába helyezett meleg előgyártmányból nagy nyomással rudat vagy profil anyagot sajtolnak Ez is kúpos üregben végzett alakítás, de a kúp az anyagfolyásból is alakulhat Elsősorban alumíniumot sajtolnak C o -on (sínek, profilok) 32
33 Rúdsajtolás változatai Direkt vagy előre sajtolás Indirekt vagy hátra sajtolás 33
34 Sajtolással gyártott profilok 34
35 Hidrosztatikus sajtolás A munkadarabot nyomásközvetítő folyadék sajtolja ki az üregből Nehezen sajtolható fémek megmunkálására használják 35
36 Ö N T É S - Öntészeti technológiák
37 Tömb, hulladék, folyékony fém Öntészet Alakos féltermék/ késztermék Öntés során: az olvadt fémet egy célszerűen kialakított üregbe formába öntik. A megdermedt öntvény alakját, méretét a forma határozza meg. Alkalmazhatósága: egyedi-, sorozat-, és tömeggyártás Öntvényanyagok: acél, öntöttvas, könnyű- és színesfémek, Öntés elvesző formába Öntészeti technológiák Öntés tartós formába - öntés homokformába - kokillaöntés - héjformázás - nyomásos öntés - keramikus formázás - centrifugális öntés - precíziós öntés
38 Fém, ötvözet előkészítése Kúpoló kemence Ellenállásfűtésű tégelykemence
39 Öntés homokformába A legismertebb és széles körben elterjedt öntési eljárás. Forma: az alkatrész alakjának megfelelő üreg az alkatrész negatívja. A forma anyaga: 8-15% agyagtartalmú kvarchomok + kötő- és adalékanyagok Minta: a formaüreg kialakítására szolgál, a kész öntvény pozitívja, anyaga: fa, műanyag, fém Mag: az öntvény üregeinek kialakítására szolgál, anyaga: hőálló homokkeverék, a formához magtámaszok révén illeszkedik, bonyolult öntvények esetén lehet osztott
40 öntvényrajz osztott minta a formaszekrény egyik fele öntésre összeállított formaszekrény formából kiemelt (nyers) öntvény A homokformába való öntés műveletei
41 d Az öntvény táplálásának elve
42 Formázás és öntés
43 Részben megmunkálva Féktuskó, anyaga: lemezgrafitos öntöttvas Tengelycsukló, anyaga: gömbgrafitos öntöttvas Csap, anyaga: Sr63 Homokformába öntött darabok
44 Héjformázás A minta fémből készül, amelyre agyag-mentes homokból és műgyantából készült kérget égetnek rá ( a mintalapot felmelegítik o C-ra, ráerősítik a formázóanyag tartályra, majd 180 o al átfordítják). Ezt a héjat 300 C o -on kikeményítik (térhálósodás), így jön létre a forma egyik fele, majd elkészítik a másik felet. A magokat magszekrényben készítik hasonló eljárással. A két felet összerakják (összeillsztik), formaszekrénybe teszik, körülveszik homokkal, és úgy öntik az alkatrészt. Előny: pontosabb a homokformánál.
45 Héjformázás többször használható minta, egyszer használható forma, nagy darabszám, kis méret
46 Példa héjformázással alkatrészekre előállított
47 Keramikus formázás Ez is egy héjformázási eljárás. Formázókeverék: tűzálló, iszapszerű, finomszemcsés cirkonlisztből, alumíniumoxidból és kvarchomokból álló massza, amelyet kötőanyaggal kevernek. Kötőanyag: hidrolizált etilszilikát. Ez a keverék a mintára juttatva megköt, utána lánggal szárítják (alkohol eltávolítása) és 1000 C o -on izzítják (etilszilikát hatására a kvarcszemcsék összetapadnak), majd beformázzák. Formázás után öntés következik a héjformázáshoz hasonlóan.
48 Előnyök: nagyméretű, bonyolult alakú, pontos öntvények készíthetők nehezen önthető fémekből (pl. szerszámacél) is.
49 Precíziós öntés A minta viaszból készül, melyet fémformába sajtolva állítanak elő. A viaszmintát etil-szilikátos kvarchomok pépbe mártják, és a bevonatot rászárítják a mintára, a mártást-szárítást az előírt falvastagságig végzik. Ezután a kérges formából a viaszt C o -on kiolvasztják, majd a formát C o -on kiégetik, a magas hőmérséklet hatására a forma megszilárdul (keramizálódik). A héjformát formázókeretbe helyezik, a héj és a forma közti teret kvarchomokkal kitöltik. Előnyök: bonyolult alakú, viszonylag kis méretű, pontos öntvények készíthetők
50 A precíziós öntés folyamata
51 A precíziós öntéssel készült alkatrészek, szobrok
52 Kokillaöntés A tartós formába való öntés termelékenyebb eljárás a homoköntésnél. Alak- és méretpontos, sima felületű, finom szövetszerkezetű öntvények készíthetők nagy sorozatban. Kokilla: fémforma lemezgrafitos öntöttvasból vagy melegszilárd szerszámacélból készülnek. A kokillaöntés módozatai: Gravitációs kokillaöntés Kiszorításos öntés Kisnyomású kokillaöntés
53 Gravitációs kokillaöntés Többször használható forma, nagy darabszám, bonyolult alak, közepes méret. Pl. dugattyúk, szerelvények, villamosgépalkatrészek öntése
54 A kokillába sajtolással préselik be a folyékony fémet, ezáltal kedvezőbb a forma kitöltése. Létezik vízszintes és függőleges elrendezésű változata. Kiszorításos kokillaöntés
55 Az olvadt fémet 0,02 0,05 MPa nyomású levegő préseli a kokillába A fémet rendszerint indukciós kemencében hevítik Pl.: gépjárművek keréktárcsái, forgattyús házak, Finomszemcsés, tömör öntvények. Kisnyomású kokillaöntés
56 Gravitációs kokillaöntés (fém kokilla, homok magok)
57 Példa gravitációs kokillaöntésre Motorblokk Fém kokilla, homok magok Bonyolult alakú, jó minőségű öntvény
58 Nyomásos öntés Alak- és méretpontos öntésmód (± 0,02 mm, jó felületi minőség). Az olvadékot nagy nyomással (7-100 MPa) sajtolják az öntőszerszámba, bonyolult alakú és/vagy vékonyfalú (1-3 mm), jó mechanikai tuljadonságokkal rendelkező öntvények gyártására alkalmas. A kokillaöntés továbbfejlesztett gépesített változatának tekinthető. Két változata van: melegkamrás és hidegkamrás öntés. Melegkamrás gépeket alacsony olvadáspontú ötvözetek (Sn, Pb, egyes Mg és Zn ötvözetek) öntésére használják. Az olvasztókemece a gép része, az adagolóegység a fémbe merül. Hidegkamrás gépeknél az olvasztókemence a berendezésen kívül található, főleg Al és Mg öntvények gyártására alkalmazzák. fémolvadékot öntőkanállal juttatják a nyomókamrába.
59 A nyomásos öntés elve a) melegkamrás öntés b) hidegkamrás öntés
60 Melegkamrás nyomásos öntés ( a nyomást gázzal vagy dugattyúval létesítik)
61 Hidegkamrás nyomásos öntés fémet dugattyú préseli a fémformába) ( a
62 Nyomásos öntéssel készült alkatrészek
63 Centrifugális öntés A forma (fém- vagy homokforma) forog ( ford/min), a folyékony fémet a centrifugális erő szorítja a falhoz,, dermedés erőhatás mellett. Az eljárás forgásszimmetrikus öntvények gyártására alkalmas (csövek, hengerek, gyűrűk, ). Függőleges és vízszintes tengelyű változata ismert. Az öntvény tömör, pórusmentes, réteges kompozitöntvények is készítehetők (acél + kopásálló ötvözet). Előnye: nincs szükség magra, beömlőre és tápfejre.
64 Centrifugális öntés homokformába Egyszer használható forma, forgástest gyártása
65 Centrifugális öntés kokillába Többször használható forma, forgástest gyártása, belső üreg mag nélkül
66 Porkohászat Fémporok gyártása és feldolgozása
67 A porkohászat folyamatai 1. Fémporok gyártása (színfémek, ötvözetek, metalloidok) 2. Fémporok osztályozása, keverése, adalékolása 3. Porsajtolás 4. Zsugorítás 5. Utókezelés
68 Miért gazdaságos a porkohászat? Olyan fémek és ötvözetek állíthatók elő, amelyek hagyományos eljárásokkal nem gyárthatók Az alkatrész tulajdonságai nagyon széles spektrumban változathatók (pl. porozitás, vezetőképesség, stb.) Közel végső alak érhető el a hagyományos fémek alakításakor is.
69 Alapanyagok Színfém porok (Fe, Cu, Ni, Ti, Co, W, Mo, stb.) Ötvözetek (gyorsacél, bronz, korrozióálló acél, stb.) Ferroötvözetek (pl. ferromangán, ferrokróm) Nemfém porok (grafit, fémkarbid, fémoxidok, stb.)
70 Por alapanyagok előállítása Mechanikus aprítás Őrlés Forgácsolás Fémporlasztás Redukálás gázatmoszférában Karbonil eljárás Elektrolízis
71 Példa: fém porlasztás
72 A porok alakja és mérete A porgyártás módja szerint eltérő alakú és méretű porok keletkeznek Méret tartomány: 0,001 1 mm Alakok: Gömbszerű Elnyúlt Szabálytalan Porózus
73 Fémporok kezelése Osztályzás (alak és méret szerint) Keverés (különböző porokat is) Adalékolás (elsősorban kenőanyagok a kedvezőbb sajtolás miatt) Cél: A felhasználás igényeinek megfelelő összetétel Kedvezőbb tulajdonságok a végterméknél
74 Sajtolás Kétirányú sajtolással a sűrűség eloszlás egyenletesebb, mint egyirányú sajtoláskor A keletkezett előgyártmány rideg, törékeny
75 A sajtolási paraméterek hatása a tulajdonságokra (1) Por méret-sűrűség, nyomás-sűrűség függvények: - a por optimális méret szerinti eloszlása növeli a sűrűséget (durva és finom por keveréke) - minél nagyobb a sajtolási nyomás, annál nagyobb a sűrűség > ez növeli a szilárdságot és a rugalmassági modulust
76 A sajtolási paraméterek hatása a tulajdonságokra (2) Sűrűség Színfém sűrűsége Végtermék tulajdonságai Szilárdság Vezetőképesség Sajtolt termék sűrűsége Nyúlás Sajtoló nyomás Sűrűség
77 Zsugorítás vagy szinterelés Célja a por szemcsék egyesítése Magas hőmérsékleten, speciális atmoszférában, hosszabb ideig tartó folyamat Végeredmény: nő a szilárdság, sűrűség (csökken a porozitás), homogén szerkezet alakul ki.
78 Zsugorítás: technológiai paraméterek Hőmérséklet: Egykomponensű por: T=0,65 0,75 T olv Többalkotós por: a fő alkotó olvadáspontja szerint számítva Izzítás ideje: 0,5 8 óra Atmoszféra: vákuum, semleges vagy redukáló Folyamatok: diffúzió, anyagszerkezeti változások, pórusok összenövése
79 A zsugorításkor végbemenő folyamatok Sűrűség Szilárdság Képlékenység Izzítás ideje Sajtolt darab Hidak a részecskék között A részecskék összenőnek A pórusok eltűnnek
80 A zsugorított termékek utókezelése Kalibráló sajtolás: növeli a méretpontosságot Hidegfolyatás, zömítés: módosítja az alakot és növeli a szilárdságot Porózus alkatrészeknél impregnálás: tömörít, csapágyaknál kenőanyaggal töltik fel a pórusokat Esetenként forgácsolás
81 Alkalmazás: Porkohászati gyorsacélok gyártása (1) a.) b.) a.) porkohászati b.) hagyományos gyorsacél karbideloszlása
82 Alkalmazás: Porkohászati gyorsacélok A feldolgozás folyamata. Nagy teljesítményű szerszám előgyártmányokat készítenek belőle (pl. kivágó szerszám) gyártása (2)
83 Alkalmazás: Keményfém lapkás szerszámok A keményfém lapkák volfrám és titánkarbid porból, kobalt kötőanyaggal készült porkohászati termékek Nagy teljesítményű forgácsoló szerszám lapkákat készítenek belőlük
84 Példák (1) gyűrű alakú alkatrészek
85 Példák (2) különféle alkatrészek
86 Példa: fogaskerék gyártás Forgácsolással Kovácsolás Esztergálás Fogazás Porkohászati eljárással Porkohászati előgyártmány Fogazás anyagkihozatal: 86% anyagkihozatal: 31%
87 Alkalmazási terület Öntés, kovácsolás, hidegfolyatás helyett alkalmazható Forgácsoláshoz képest jelentős anyagmegtakarítás Alakkal kapcsolatos kötöttségek vannak (alámetszés, éles sarok nem lehet)
88 Példa: hajtórúd Gyártási módok: Kovácsolás szerkezeti acélból Öntés gömbgrafitos öntöttvasból Porkohászati gyártás gyengén ötvözött vasporból Összehasonlítás: Anyagköltség Gyártási költség Tulajdonságok szempontjából
89 Porkohászati úton gyártott hajtórúd Por: olvadt fémből porlasztásos eljárással készített vaspor Por kezelés: grafit adalék + cinksztearát kenőanyag Sajtolás: 2,5:1 arányú tömörítés 80% sűrűségre Zsugorítás: 1120 C o -on 30 percig redukáló atmoszférában, porozitás 3 5% Gyártók (elsőként): Porsche 928 (V8-as motor) 1976 Toyota Camry (4 heng. 1,9 l) 1981
90 Összehasonlítás: 3 féle hajtórúd előgyártmány Kovácsolt Öntött Porkohászati Anyagköltség Jó Jó Közepes Előgyártmány költség Közepes 3 Jó 5 Gyenge 1 Készremunkálás költsége Gyenge 1 Közepes 3 Jó 5 Szilárdság Jó Közepes Jó 5 3 5
Fém megmunkálás. Alapanyag. Térfogat- és lemezalakítások. Porkohászat. Öntészet homokba öntés, preciziós öntés kokilla öntés. fémporok feldolgozása
 Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Mérnöki anyagismeret. Alapanyagok gyártása Alumínium és könnyűfém kohászat Réz és színesfém kohászat Öntészet
 Mérnöki anyagismeret Alapanyagok gyártása Alumínium és könnyűfém kohászat Réz és színesfém kohászat Öntészet A fémkohászat főbb folyamatai Bányászat Érc előkészítés Nyers fém kinyerése A nyers fém finomítása
Mérnöki anyagismeret Alapanyagok gyártása Alumínium és könnyűfém kohászat Réz és színesfém kohászat Öntészet A fémkohászat főbb folyamatai Bányászat Érc előkészítés Nyers fém kinyerése A nyers fém finomítása
Különböző gyártási eljárások pontossága. Anyagismeret Öntészet és porkohászat. Dr. Németh Árpád / Dr. Palotás Béla
 Budapesti Műszaki és Gazdaságtudományi Egyetem Anyagismeret Öntészet és porkohászat Dr. Németh Árpád / Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Anyagismeret Öntészet, porkohászat 1 Különböző
Budapesti Műszaki és Gazdaságtudományi Egyetem Anyagismeret Öntészet és porkohászat Dr. Németh Árpád / Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Anyagismeret Öntészet, porkohászat 1 Különböző
Gépészet szakmacsoport. Öntés és kohászat
 1 Öntés és kohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében GYÁRTÁSI FOLYAMATOK
1 Öntés és kohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében GYÁRTÁSI FOLYAMATOK
03 Előgyártmány választás
 Y Forgácsolástechnológia alapjai 03 lőgyártmány választás r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 z előgyártmány választás lépései Y lőgyártmány típus meghatározása Ráhagyás meghatározása
Y Forgácsolástechnológia alapjai 03 lőgyártmány választás r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 z előgyártmány választás lépései Y lőgyártmány típus meghatározása Ráhagyás meghatározása
Elıgyártmány típusok Hengerelt Húzott Kovácsolt Öntött Hegesztett
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Gépészet szakmacsoport. Porkohászat
 1 Porkohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében A porkohászat folyamatai
1 Porkohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében A porkohászat folyamatai
TARTALOMJEGYZÉK I. RÉSZ: ÁTTEKINTÉS ÉS ALAPANYAGGYÁRTÁS...
 I. RÉSZ: ÁTTEKINTÉS ÉS ALAPANYAGGYÁRTÁS... 17 1. BEVEZETÉS... 18 1.1. Alapfogalmak... 18 1.2. A technológia jellemz i... 19 2. A GYÁRTÁSI ELJÁRÁSOK ÁTTEKINTÉSE... 22 2.1. Felosztás... 22 2.2. Primer alakadó
I. RÉSZ: ÁTTEKINTÉS ÉS ALAPANYAGGYÁRTÁS... 17 1. BEVEZETÉS... 18 1.1. Alapfogalmak... 18 1.2. A technológia jellemz i... 19 2. A GYÁRTÁSI ELJÁRÁSOK ÁTTEKINTÉSE... 22 2.1. Felosztás... 22 2.2. Primer alakadó
Melegalakítás labor Melegalakítás labor. fajlagosan nagyobb szép felület,
 Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
KÉPLÉKENYALAKÍTÁSI FOLYAMATTAN
 KÉPLÉKENYALAKÍTÁSI FOLYAMATTAN KOHÓMÉRNÖK MESTERKÉPZÉS TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS A tantárgy/kurzus
KÉPLÉKENYALAKÍTÁSI FOLYAMATTAN KOHÓMÉRNÖK MESTERKÉPZÉS TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS A tantárgy/kurzus
Öntészet, porkohászat
 Öntészet, porkohászat Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Miről lesz ma szó? Egy ősi és egy újdonsült alakadó technológiáról Öntészet Porkohászat Mindkettő építkező
Öntészet, porkohászat Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Miről lesz ma szó? Egy ősi és egy újdonsült alakadó technológiáról Öntészet Porkohászat Mindkettő építkező
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Példatár Anyagtechnológia Elemi példa - 5.
 Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 5. Reprezentatív dugóhúzó gyártása Szerző:
Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 5. Reprezentatív dugóhúzó gyártása Szerző:
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
Példatár Anyagtechnológia Elemi példa - 4.
 Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 4. Termikus nyomásszabályzó-ház gyártása
Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 4. Termikus nyomásszabályzó-ház gyártása
Foglalkozási napló. Járműipari fémalkatrész-gyártó 11. évfolyam
 Foglalkozási napló a 20 /20. tanévre Járműipari fémalkatrész-gyártó 11. évfolyam (OKJ száma: 34 521 0) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre Járműipari fémalkatrész-gyártó 11. évfolyam (OKJ száma: 34 521 0) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Anyagtechnológia alapjai (BAEAT11BNE) egyéni feladatok
 egyéni feladatok") Anyagtechnológia alapjai (BAEAT11BNE) egyéni feladatok A félév során 2 egyéni feladatot kell a hallgatónak elkészítenie, a feladatokat adott határidőig a Moodle platformra fel kell töltenie. A feladatok
Anyagtechnológia alapjai (BAEAT11BNE) egyéni feladatok A félév során 2 egyéni feladatot kell a hallgatónak elkészítenie, a feladatokat adott határidőig a Moodle platformra fel kell töltenie. A feladatok
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
HELYI TANTERV. Technológiai alapismeretek
 HELYI TANTERV Technológiai alapismeretek Bevezetés Alapozza meg, segítse elő a későbbi tanulmányok speciális ismereteinek elsajátítását, segítse a tanulók rendszerszemléletének mielőbbi kialakulását, a
HELYI TANTERV Technológiai alapismeretek Bevezetés Alapozza meg, segítse elő a későbbi tanulmányok speciális ismereteinek elsajátítását, segítse a tanulók rendszerszemléletének mielőbbi kialakulását, a
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
Különböző öntészeti technológiák szimulációja
 Különböző öntészeti technológiák szimulációja Doktoranduszok Fóruma 2012. 11.08. Készítette: Budavári Imre, I. éves doktorandusz hallgató Konzulensek: Dr. Dúl Jenő, Dr. Molnár Dániel Predoktoranduszi időszak
Különböző öntészeti technológiák szimulációja Doktoranduszok Fóruma 2012. 11.08. Készítette: Budavári Imre, I. éves doktorandusz hallgató Konzulensek: Dr. Dúl Jenő, Dr. Molnár Dániel Predoktoranduszi időszak
A tételekhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: Az összefüggő szakmai gyakorlat megfigyelésének elemzése mellett a szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
A vizsgafeladat ismertetése: Az összefüggő szakmai gyakorlat megfigyelésének elemzése mellett a szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
SZÉCHENYI ISTVÁN EGYETEM. Kerámiák
 Kerámiák A kerámia a görög (kiégetett) szóból ered. Egykor kizárólag az agyagból, (AI2O3.2SiO2.2H2O)-kaolinból (porcelánföld) kialakított, majd kiégetett cserépporcelán tárgyakat értették kerámia alatt.
Kerámiák A kerámia a görög (kiégetett) szóból ered. Egykor kizárólag az agyagból, (AI2O3.2SiO2.2H2O)-kaolinból (porcelánföld) kialakított, majd kiégetett cserépporcelán tárgyakat értették kerámia alatt.
Forgácsnélküli alakítás NGB_AJ010_1. Beugró ábrajegyzék
 Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Gépipari technológiák - Összefoglaló kérdések
 Gépipari technológiák - Összefoglaló kérdések 1. Sorolja fel a primer alakító megmunkálásokat! Öntészet, Tétfogat- és lemezalakítások, porkohászat, speciális megmunkálások. 2. Soroljon fel primer alakadó
Gépipari technológiák - Összefoglaló kérdések 1. Sorolja fel a primer alakító megmunkálásokat! Öntészet, Tétfogat- és lemezalakítások, porkohászat, speciális megmunkálások. 2. Soroljon fel primer alakadó
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
KORSZERŰ ANYAGOK ÉS TECHNOLÓGIÁK (2+1; a gy - kr3) (annotáció)
 (annotáció)") KORSZERŰ ANYAGOK ÉS TECHNOLÓGIÁK (2+1; a gy - kr3) (annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban
KORSZERŰ ANYAGOK ÉS TECHNOLÓGIÁK (2+1; a gy - kr3) (annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Fejlődés a trochoidális marás területén
 New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
ThyssenKrupp Materials Austria GmbH
 GmbH Konszern organizáció, felépítés Business Area Materials Services 2 TKMA vállalat története 3 Központi Raktár - Freudenauer kikötő 8.000 m² csarnokfelület 1.200 m² irodaterület 69 dolgozó 17 db szalagfűrészgép
GmbH Konszern organizáció, felépítés Business Area Materials Services 2 TKMA vállalat története 3 Központi Raktár - Freudenauer kikötő 8.000 m² csarnokfelület 1.200 m² irodaterület 69 dolgozó 17 db szalagfűrészgép
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
1. Hidegalakítás, melegalakítás, félmelegalakítás
 Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
MAKMÖT303B ÖNTÉSZET ALAPJAI ANYAGMÉRNÖK ALAPKÉPZÉS TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR
 ÖNTÉSZET ALAPJAI ANYAGMÉRNÖK ALAPKÉPZÉS TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR METALLURGIAI ÉS ÖNTÉSZETI INTÉZET Miskolc, 2013. 1. Tantárgyleírás A tantárgy/kurzus
ÖNTÉSZET ALAPJAI ANYAGMÉRNÖK ALAPKÉPZÉS TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR METALLURGIAI ÉS ÖNTÉSZETI INTÉZET Miskolc, 2013. 1. Tantárgyleírás A tantárgy/kurzus
Szakmai ismeretek II.
 Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
A réz és ötvözetei jelölése
 A réz és ötvözetei jelölése A réz (Cuprum) vegyjele: Cu, neve Ciprus szigetének nevéből származik, amely már az ókorban fontos rézlelőhely volt. A réz folyamatosan 100%-ban újrahasznosítható anélkül, hogy
A réz és ötvözetei jelölése A réz (Cuprum) vegyjele: Cu, neve Ciprus szigetének nevéből származik, amely már az ókorban fontos rézlelőhely volt. A réz folyamatosan 100%-ban újrahasznosítható anélkül, hogy
KOVÁCSOLÁS TECHNOLÓGIÁJA
 KOVÁCSOLÁS TECHNOLÓGIÁJA ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELŐ ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
KOVÁCSOLÁS TECHNOLÓGIÁJA ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELŐ ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
Szóbeli vizsgatantárgyak. Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek /V
 Szóbeli vizsgatantárgyak Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Szakmai ismeretek tantárgy szóbeli vizsgatételei 1. a. Jellemeze az alábbi
Szóbeli vizsgatantárgyak Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Szakmai ismeretek tantárgy szóbeli vizsgatételei 1. a. Jellemeze az alábbi
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma
 Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük.
 5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Fémes szerkezeti anyagok
 Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
EcoCut ProfileMaster az új generáció
 New 2017. január Új termékek forgácsoló szakemberek számára ProfileMaster az új generáció Továbbfejlesztettük, hogy még jobb legyen! TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2 WNT Magyarország Kft. Madarász
New 2017. január Új termékek forgácsoló szakemberek számára ProfileMaster az új generáció Továbbfejlesztettük, hogy még jobb legyen! TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2 WNT Magyarország Kft. Madarász
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09.
 2009.11.09.") Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
rajz szerinti alkatrészek és műszaki szortimentek
 rajz szerinti alkatrészek és műszaki szortimentek tapasztalt partner az ön oldalán SZOLGÁLTATÁSAINK A kötőelemek és a rögzítéstechnika területén szerzett több mint 140 év tapasztalat biztos alapot kölcsönöz
rajz szerinti alkatrészek és műszaki szortimentek tapasztalt partner az ön oldalán SZOLGÁLTATÁSAINK A kötőelemek és a rögzítéstechnika területén szerzett több mint 140 év tapasztalat biztos alapot kölcsönöz
Katalógus FÚRÓSZERSZÁMOK
 Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
Katalógus FÚRÓSZERSZÁMOK KATALÓGUS TARTALOM Oldal CSIGAFÚRÓK CSIGAFÚRÓK - EXTRA RÖVID TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 3xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 5xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK 8xD TÖMÖR KEMÉNYFÉM CSIGAFÚRÓK
Öntészet (KÉZIRAT szerkesztés alatt) Németh Árpád
 Németh Árpád") 1 Öntészet (KÉZIRAT szerkesztés alatt) Németh Árpád Az öntészet alapelve szerint a megolvasztott fémet egy megfelelően kialakított üregbe öntik, a fém felveszi az üreg alakját, majd hagyják megdermedni.
1 Öntészet (KÉZIRAT szerkesztés alatt) Németh Árpád Az öntészet alapelve szerint a megolvasztott fémet egy megfelelően kialakított üregbe öntik, a fém felveszi az üreg alakját, majd hagyják megdermedni.
Hidegfolyató eljárások
 Indítsa el az animációkat! Figyelje meg a bélyeg és az anyag mozgását az előre- és a hátrafolyatás esetében! Döntse el, vajon miért nevezik előre és hátrafolyatásnak a műveleteket! Előrefolyatás Hátrafolyatás
Indítsa el az animációkat! Figyelje meg a bélyeg és az anyag mozgását az előre- és a hátrafolyatás esetében! Döntse el, vajon miért nevezik előre és hátrafolyatásnak a műveleteket! Előrefolyatás Hátrafolyatás
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Öntészeti szimuláció, hıfizikai adatbázis. Szerzı: Dr. Molnár Dániel
 Öntészeti szimuláció, hıfizikai adatbázis Szerzı: Dr. Molnár Dániel Tartalom 1. Fázisdiagramok...4 2. Öntészeti ötvözetek kémiai összetétele...7 2.1 Alumínium nyomásos öntészeti ötvözetek kémiai összetétele...7
Öntészeti szimuláció, hıfizikai adatbázis Szerzı: Dr. Molnár Dániel Tartalom 1. Fázisdiagramok...4 2. Öntészeti ötvözetek kémiai összetétele...7 2.1 Alumínium nyomásos öntészeti ötvözetek kémiai összetétele...7
Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány
 Hőkezelési szakirány") Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. Tantárgyleírás
Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. Tantárgyleírás
TARTALMI ÖSSZEFOGLALÓ
 TARTALMI ÖSSZEFOGLALÓ Ezen referencia dokumentum a vasfémiparban használható legjobb elérhető technikákról (Best Available Technique = BAT) az Európai Tanács 96/61/EK számú irányelvének 16 (2) szakasza
TARTALMI ÖSSZEFOGLALÓ Ezen referencia dokumentum a vasfémiparban használható legjobb elérhető technikákról (Best Available Technique = BAT) az Európai Tanács 96/61/EK számú irányelvének 16 (2) szakasza
SZAKMAI ISMERETEK. 1. Csoportosítsa az anyagokat! Definiálja az anyag alapvető fizikai, kémiai, mechanikai és technológiai tulajdonságait!
 SZAKMAI ISMERETEK Anyagismeret 1. Csoportosítsa az anyagokat! Definiálja az anyag alapvető fizikai, kémiai, mechanikai és technológiai tulajdonságait! 2. Ismertesse a szilárdsági vizsgálatok fajtáit, a
SZAKMAI ISMERETEK Anyagismeret 1. Csoportosítsa az anyagokat! Definiálja az anyag alapvető fizikai, kémiai, mechanikai és technológiai tulajdonságait! 2. Ismertesse a szilárdsági vizsgálatok fajtáit, a
Fémkohászat. Vas- és acél gyártás Alumínium gyártás Réz- és szinesfém kohászat
 Fémkohászat Vas- és acél gyártás Alumínium gyártás Réz- és szinesfém kohászat A fémkohászat főbb folyamatai Érc előkészítés (törés, őrlés, szétválasztás) Nyers fém kinyerése A nyers fém finomítása Ötvözés
Fémkohászat Vas- és acél gyártás Alumínium gyártás Réz- és szinesfém kohászat A fémkohászat főbb folyamatai Érc előkészítés (törés, őrlés, szétválasztás) Nyers fém kinyerése A nyers fém finomítása Ötvözés
Viaszvesztéses technológia
 Viaszvesztéses technológia Áttekintés Falvastagság Viaszmintázat - Szóló korona nemesfémből legalább 0.5 mm - Pillér korona nemesfémből legalább 0.5 mm - Szóló korona nem nemesfémből legalább 0.4 mm -
Viaszvesztéses technológia Áttekintés Falvastagság Viaszmintázat - Szóló korona nemesfémből legalább 0.5 mm - Pillér korona nemesfémből legalább 0.5 mm - Szóló korona nem nemesfémből legalább 0.4 mm -
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
Szóbeli vizsgatantárgyak. 1. Szakmai ismeretek 2. Anyag- és gyártásismeret 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek /V
 Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Anyag- és gyártásismeret 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Szakmai ismeretek tantárgy szóbeli vizsgatételei 1. a. Ismertesse
Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Anyag- és gyártásismeret 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Szakmai ismeretek tantárgy szóbeli vizsgatételei 1. a. Ismertesse
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
GÉPÉSZMÉRNÖKI SZAK. Anyagtudomány II. Szabványos acélok és öntöttvasak. Dr. Rácz Pál egyetemi docens
 GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Szabványos acélok és öntöttvasak Dr. Rácz Pál egyetemi docens Budapest 2011. Az acélok jelölés rendszere Az MSZ EN 10027-1 szabvány új jelölési rendszert vezetett be
GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Szabványos acélok és öntöttvasak Dr. Rácz Pál egyetemi docens Budapest 2011. Az acélok jelölés rendszere Az MSZ EN 10027-1 szabvány új jelölési rendszert vezetett be
Méret- és súlytáblázat
 Méret- és súlytáblázat ThyssenKrupp Ferroglobus TK Tisztelt Partnerünk! Ezzel a Méret- és súlytáblázattal segítséget kívánunk nyújtani Önnek a rendelések feladásánál, illetve az áru átvételénél. A táblázatok
Méret- és súlytáblázat ThyssenKrupp Ferroglobus TK Tisztelt Partnerünk! Ezzel a Méret- és súlytáblázattal segítséget kívánunk nyújtani Önnek a rendelések feladásánál, illetve az áru átvételénél. A táblázatok
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok 1 Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei, könnyűfémek és ötvözeteik Műanyagok Hőre lágyuló és hőre keményedő műanyagok, elasztomerek Kerámiák Kristályos,
Mérnöki anyagismeret Szerkezeti anyagok 1 Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei, könnyűfémek és ötvözeteik Műanyagok Hőre lágyuló és hőre keményedő műanyagok, elasztomerek Kerámiák Kristályos,
Új termékek forgácsoló szakemberek számára
 New 2017. október Új termékek forgácsoló szakemberek számára Új, nagy teljesítményű minőség rozsdamentes és erősen ötvözött acélok megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest
New 2017. október Új termékek forgácsoló szakemberek számára Új, nagy teljesítményű minőség rozsdamentes és erősen ötvözött acélok megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 03 Épület- és szerkezetlakatos
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 03 Épület- és szerkezetlakatos
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Öntöttvasak. Öntöttvasak
 MECHANIKAI TECHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Fémek technológiája Öntöttvasak Dr. Palotás Béla palotasb@eik.bme.hu Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k Öntöttvasak Szerzo:
MECHANIKAI TECHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Fémek technológiája Öntöttvasak Dr. Palotás Béla palotasb@eik.bme.hu Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k Öntöttvasak Szerzo:
Üreges testek gyártása
 1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
passion for precision Sphero-X simítás és nagyolás 40 és 70 HRC között
 passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
A négyzetes és téglalap alakú szilikon szalag termékeink extruziós technológiával készülnek folyóméteres kiszerelésben.
 Szilikon szalag szilikonok.hu /szilikon/szilikon-termekek/szilikon-szalag/ Szilikon szalagok Négyzet és téglalap keresztmetszetű tömör szilikon szalagok Négyzetes és téglalap alakú hőálló szilikon szalagok
Szilikon szalag szilikonok.hu /szilikon/szilikon-termekek/szilikon-szalag/ Szilikon szalagok Négyzet és téglalap keresztmetszetű tömör szilikon szalagok Négyzetes és téglalap alakú hőálló szilikon szalagok
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
TECHNOLÓGIAI ALAPISMERETEK. 10. évfolyam
 TECHNOLÓGIAI ALAPISMERETEK 10. évfolyam Számonkérés: feladatlap megoldása, szóbeli tétel húzása Szükséges eszközök: toll Témakörök: 1. Fémes szerkezeti anyagok Nyersvasak és jellemző összetételük Acélok
TECHNOLÓGIAI ALAPISMERETEK 10. évfolyam Számonkérés: feladatlap megoldása, szóbeli tétel húzása Szükséges eszközök: toll Témakörök: 1. Fémes szerkezeti anyagok Nyersvasak és jellemző összetételük Acélok
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
ALAKÍTÓ TECHNOLÓGIÁK ELMÉLETE. Házi Feladat. Süllyesztékes kovácsolás
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ALAKÍTÓ TECHNOLÓGIÁK ELMÉLETE Házi Feladat Süllyesztékes kovácsolás Teszt Tomi NEPTUN 2014. május 21. Licskó tanár úrnál
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ALAKÍTÓ TECHNOLÓGIÁK ELMÉLETE Házi Feladat Süllyesztékes kovácsolás Teszt Tomi NEPTUN 2014. május 21. Licskó tanár úrnál
Fémek. Fémfeldolgozás - Alumínium
 Fémek Fémfeldolgozás - Alumínium Felosztás - Vas - Nemvasfémek Nemvasfémek: - könnyűfémek (Al, Mg, Be, Ti) ρ < 5000kg / m3 - színesfémek (Cu, Pb, Sb, Zn) - nemesfémek (Au, Ag, Pt) Előfordulás - Elemi állapotban
Fémek Fémfeldolgozás - Alumínium Felosztás - Vas - Nemvasfémek Nemvasfémek: - könnyűfémek (Al, Mg, Be, Ti) ρ < 5000kg / m3 - színesfémek (Cu, Pb, Sb, Zn) - nemesfémek (Au, Ag, Pt) Előfordulás - Elemi állapotban
lasztás s I. (gyakorlati előkész
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
A négyzetes és téglalap alakú szilikon szalag termékeink extruziós technológiával készülnek folyóméteres kiszerelésben.
 Szilikon szalag szilikongumi.com /szilikon-termekek/szilikon-szalag/ Hőálló szilikon szalagok Négyzet, téglalap és lapos szilikon szalagok ipari, élelmiszeripari és gyógyszeripari célra Négyzetes és téglalap
Szilikon szalag szilikongumi.com /szilikon-termekek/szilikon-szalag/ Hőálló szilikon szalagok Négyzet, téglalap és lapos szilikon szalagok ipari, élelmiszeripari és gyógyszeripari célra Négyzetes és téglalap
Szóbeli vizsgatantárgyak. 1. Kohászati technológia 2. Kohászati géptan 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 52 5432 06/V
 Szóbeli vizsgatantárgyak 1. Kohászati technológia 2. Kohászati géptan 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Kohászati technológia tantárgy szóbeli vizsgatételei 1. a. Ismertesse
Szóbeli vizsgatantárgyak 1. Kohászati technológia 2. Kohászati géptan 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Kohászati technológia tantárgy szóbeli vizsgatételei 1. a. Ismertesse
Az ötvözet a fémek szilárd oldata, ami a következő anyagokból tevődik össze:
 Az ötvözet a fémek szilárd oldata, ami a következő anyagokból tevődik össze: alapfém: pl. vas, alumínium, ötvözőanyagok: amelyek kedvezően befolyásolják az alapfém tulajdonságait pl. a vas esetében a szén,
Az ötvözet a fémek szilárd oldata, ami a következő anyagokból tevődik össze: alapfém: pl. vas, alumínium, ötvözőanyagok: amelyek kedvezően befolyásolják az alapfém tulajdonságait pl. a vas esetében a szén,
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
2. AZ ALUMÍNIUM SZERKEZETGYÁRTÁS KÜLÖNLEGES VONATKOZÁSAI
 ALUMÍNIUM SZERKEZETEK TERVEZÉSE 2. AZ ALUMÍNIUM SZERKEZETGYÁRTÁS KÜLÖNLEGES VONATKOZÁSAI SZAKMÉRNÖKI KURZUS AZ ALUMÍNIUM TULAJDONSÁGAI Előnyök Kis térfogatsúly Alakíthatóság Korrózió állóság Viszonylag
ALUMÍNIUM SZERKEZETEK TERVEZÉSE 2. AZ ALUMÍNIUM SZERKEZETGYÁRTÁS KÜLÖNLEGES VONATKOZÁSAI SZAKMÉRNÖKI KURZUS AZ ALUMÍNIUM TULAJDONSÁGAI Előnyök Kis térfogatsúly Alakíthatóság Korrózió állóság Viszonylag
M 42 PlUTO Standard fogforma (S), állásszög M 42 PlUTO extra Karom fogforma (K), állásszög 10 pozitív
, állásszög M 42 PlUTO extra Karom fogforma (K), állásszög 10 pozitív") A SYRIUS BI-Metal fűrészszalag alapanyaga két komponensből áll, egy különleges, nagyon rugalmas acélötvözetből, melynek keménysége kb.50 HRC ez a hordozóanyag -, és egy HSS (gyorsacél) huzal, amelyet a
A SYRIUS BI-Metal fűrészszalag alapanyaga két komponensből áll, egy különleges, nagyon rugalmas acélötvözetből, melynek keménysége kb.50 HRC ez a hordozóanyag -, és egy HSS (gyorsacél) huzal, amelyet a
Alumínium ötvözetek. hőkezelése. Fábián Enikő Réka
 Alumínium ötvözetek hőkezelése Fábián Enikő Réka fabianr@eik.bme.hu Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
Alumínium ötvözetek hőkezelése Fábián Enikő Réka fabianr@eik.bme.hu Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
Inveio Uni-directional crystal orientation. GC4325 a hosszabb élettartamért. Tartós acél esztergálás
 Inveio Uni-directional crystal orientation a hosszabb élettartamért Tartós acél esztergálás Megbízható élek Az északi félteke egy kis országában a Sandvik Coromant szakemberekből álló csoportja olyan anyagminőséget
Inveio Uni-directional crystal orientation a hosszabb élettartamért Tartós acél esztergálás Megbízható élek Az északi félteke egy kis országában a Sandvik Coromant szakemberekből álló csoportja olyan anyagminőséget
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,