Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka
|
|
|
- Dezső Bognár
- 8 évvel ezelőtt
- Látták:
Átírás
1 Hőkezelés- 2016/2017 ősz Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka

2 FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet teljes egészében vagy részlegesen olyan termikus folyamat hatásának van kitéve, amelynek hatására létrejön a tulajdonságaiban és/vagy szerkezetében szükséges változás. Az adott kezelendő termék vegyi összetétele ezen műveletek során esetleg megváltozhat ez a termokémiai hőkezelés
,")
3 kiegyenlítő, lágyító, keménységnövelő, Fajtái szívósságot növelő (pl. nemesítés=edzés+ magas hőmérsékleten megeresztés), Kéregötvöző,
4 Acél: Olyan ötvözet, amelynek alapanyaga a vas és karbon tartalma max. 2% - a C felső határát módosíthatják a nagyobb mennyiségben jelen levő nagy mennyiségű karbidképző elemek Ausztenitesítési hőmérséklet: Az a legnagyobb hőmérséklet, amelyen ausztenitesítéskor a vasötvözetet hőn tartják.
5 Ausztenitesítés: olyan művelet, amelynek során a terméket felmelegítik olyan hőmérsékletre, amelyen az alapszövet ausztenites lesz a ferrit átalakulása nem fejeződik be, akkor az ausztenitesítést részlegesnek nevezik.
6 Cementálás: termokémiai kezelés vasötvözet felületi rétegének karbonnal való dúsítására ausztenites állapotban ezt az edzés követi, Edzés: ausztenitesítés, majd olyan sebességgel végzett hűtés, hogy az ausztenit többé-kevésbé teljes egészében martenzitté, esetleg bénitté alakuljon át és ennek hatására a keménység növekedjék.
7 Edzési hőmérséklet: az a hőmérséklet, amelyről a munkadarabot edzéskor hűtik, Edzhetőség: valamely acélnak az a tulajdonsága, HOGY MARTENZITES ÉS/Vagy bénites átalakulásra alkalmas,
8 Edződési mélység: valamely vasötvözet felülete és azon határ közötti távolság, amelyet az edzés behatolása jellemez. Egyenértékű átmérő: azonos minőségű acélból való (legalább 3d hosszúságú d átmérőjű) henger, amelynek közepén a lehűtési sebesség megfelel annak a lehűtési sebességnek, amelyet azonos hűtési feltételek között a hűtött munkadarabban mérnek.
9 Előmelegítés: az a művelet, amelynek során valamely vasötvözet hőmérsékletét a kiinduló és a legnagyobb hőmérséklet között efgy vagy több közbenső hőmérsékletre növelik és bizonyos ideig azon tartják, Hevítés: a munkadarab hőmérsékletének növelése,
10 Felhevítés: oxidáló közegben olyan hőmérsékleten végzett művelet, amelyen a vasötvözet csiszolt felületén vékony, folytonos, jól tapadó, sötét színű oxidréteg jelenik meg, Hevítési idő: a hevítési folyamat két meghatározó hőmérsékletét elválasztó időintervallum,
11 Hevítési sebesség: a hőmérséklet változását jellemzi a hevítés során eltelt idő függvényében két fogalom van: - az adott hőmérsékletnek megfelelő pillanatnyi sebesség, - az adott hőmérséklet-tartományban meghatározott átlagsebesség,
12 Hőkezelési ciklus: a hőkezelés során a hőmérséklet változása az idő függvényében, Feszültségcsökkentő izzítás: a munkadarab izzítása megfelelő nagy hőmérsékleten, majd lassú hűtés a maradó feszültségek csökkentésének céljából anélkül, hogy a szövetszerkezet és az anyag tulajdonságai jelentősen megváltoznának,
13 Feszültségcsökkentő megeresztés: a teljesen vagy részlegesen martenzites szerkezetű termék megeresztése általában 200 ⁰ C nál kisebb hőmérsékleten a maradó feszültségek csökkentésére a karbidkiválás kezdetével az anyag keménységének jelentős csökkentése nélkül,
14 Hőkezelési repedés: a hevítés vagy a hűtés hatására közvetlenül vagy később bizonyos acélokban jelentkező repedés, Hűtés: az acél hőmérsékletének csökkentése ez a művelet egy vagy fázisban is végezhető,
15 Hűtési időtartam: az az időtartam, amely a lehűlési függvény két karakterisztikus hőmérsékletét elválasztja ezeket a hőmérsékleteket mindig pontosan meg kell határozni, Hűtési mód: azon körülmények összessége, amelyek között a vasötvözet hűtése végbemegy, a hűtőközeg jellemzői és hőmérséklete, relatív mozgások, keverés, stb.,
16 Kiválásos keményedés: valamely vasötvözet olyan keményedése, amelyet a túltelített szilárdoldat egy vagy több komponensének a kiválása idéz elő, Kiválásos keményítés: oldókezelésből és ezt követő öregítő kezelésből álló hőkezelés,
17 Kritikus hűtési görbe: olyan hűtési görbe, amely még a megadott átalakulás teljes lefolytatását biztosítja, ennél lassúbb hűtés ezt már nem teljesíti, Kritikus hűtési sebesség: a kritikus lehűtési függvénynek megfelelő hűtési sebesség, Lehűtési függvény: a vizsgált vasötvözet valamely pontjában a hőmérséklet változása az idő függvényében, a lehűlés kezdetétől a művelet végéig,
18 Megeresztés: edzett vagy más módon hőkezelt acél felmelegítése az A c1 nél kisebb hőmérsékletre, majd hőntartása és azt követő célszerű hűtése megfelelő (előírt() tulajdonság elérése céljából, Megeresztési ridegség: bizonyos edzett és megeresztett (nemesített) acélokban adott hőmérsékleten való hőntartás és lassú lehűtés során bekövetkező ridegedés.
19 Művelet: a hőkezelési cikluson belül végrehajtandó elemi tevékenységek, Öregítés: vasötvözetek olyan hőkezelése, amely után alkalmazott oldóizzítás célja a tulajdonságoknak a szükséges szintre való beállítása,
20 Öregedés: az a jelenség, amely vasötvözetek esetében a tulajdonságok módosulását eredményezi annak következtében, hogy szobahőmérsékleten vagy ahhoz közeli hőmérsékleteken a beékelődött, intersticiós elemek elvándorlása jelentkezhet,
21 Temperálás: hőkezelés, amelynek célja a fehérnyersvas szerkezetének átalakítása tempervassá a cementit dekarbonizációja vagy grafitosodása során, Termokémiai kezelés: adott közegben végzett hőkezelés az alapfém felülete vegyi összetételének megváltoztatására,
22 Termomechanikai kezelés: olyan alakítási művelet, amelynek során a végső képlékeny alakítás meghatározott hőmérséklettartományon belül történik, aminek eredménye olyan anyagszerkezeti és anyagjellemzők, amelyek egyszerű hőkezeléssel nem valósíthatók vagy nem őrizhető meg. Vetemedés: valamely munkadarab hőkezelés során bekövetkező alak-; és méretváltozása.
23 Technológia
24 Technológia
25 Technológia
26
27
28 Technológia

29 Hőkezelő kemencék A hőkezelő kemencék az elérhető hőmérséklet, a hevítőtér nagysága és atmoszférája tekintetében is különböznek, de főként konstrukciós kialakításuk szerint csoportosíthatók Elsősorban a különböző acélok és egyéb fémek hőkezelő technológiájához készülnek szakaszos üzemű (kamrás, kocsifenekű, harang, tokos-, sugárzócsöves-, aknás-, harang-, tégelykemencék vagy egyéb különleges szerkezeti kialakítással) folyamatos üzemű (alagút-, szállítószalagos-, mozgófenekű-, gurító-, toló-) kemencék.

30 Hőkezelő kemencék A hőkezelés atmoszférikus, védőgázos vagy vákuumos tűztérrel is történhet. HK-24/1200 C Hőker kft. K típusú kamrás kemence Laboratóriumi tokos kemence, LMH típus

31 Kamrás hőkezelő kemence
 Földgáztüzelésű, kocsis hőkezelő kemence Csepeli Hőkezelő Kft.")
32 Kocsis hőkezelő kemencék Földgáztüzelésű, kocsis izzítókemence, HÁMOR Zrt. (Miskolc) Földgáztüzelésű, kocsis hőkezelő kemence Csepeli Hőkezelő Kft. (Budapest),

33 Kocsis fenekű hőkezelő kemencék Megnevezés: Adagszélesség max: Adagmagasság max: Adaghosszúság max. Betéttömeg max: Égők száma: Teljesítmény égőnként: Teljesítmény összesen: Felfűtési sebesség: Hőntartási idő: Lehűtési sebesség: Hőmérsékleti zónák száma: Kocsis fenekű kemence mm mm mm 100 tonna 32 darab 100 kw kw C / óra igény szerint C / óra 4 darab Maximális hőmérséklet: 950 C Hőmérséklet-pontosság: ± 5 C (automata üzemben) OFU nagy terű feszültségmentesítő kocsis kemence Kiszolgáló egységek a ANTAL Ipari és Kereskedelmi Kft. -nél: Kiszolgáló daru: Sörétszóró berendezés: 100 tonna (2 x 50 tonna / 12,5 tonna) 5m x 5m x 15 m

34 Hőfokszabályzók

35 Edzés atmoszférikus kamrás kemencében

36 Harangkemence

37 Hőmérséklet megoszlás a harangkemencében (Szentes Tibor: Hőmérséklet-egyenletesség ellenőrzése gáztüzelésű harangkemencéknél, Anyagok Világa, )

38 Cementálás

39 Aknás kemence Aknás, retortás kemence SLR-5 többcélú aknás kemence Alkalmas gázban történő cementálásra, nitrocementálásra, védőgázban történő lágyításra, edzésre SLR-4 nitridáló kemence Alkalmas nitridáslásra karbonitridálásra, védőgáz alatti feszültségcsökkentésre

40 Izzító kemence nitrogénnel KEs kamrás izzító kemence nitrogénnel Méretek (adag): hossza: 900 mm szélessége: 500 mm magassága: 600 mm Üzemi hőmérséklet: C-ig Harangkemence nitrogénnel

41 A lángedzés

42 Indukciós edzés 503 f ρ = anyagra jellemző fajlagos ellenállás f = frekvencia μ= permeabilitás f=3 10kHz δ= mm f= KHz δ= 1.0,4 mm f=27 MHz δ 0,1 mm

43 Indukciós edzés
44 Felületkezelő berendezések ( elektronsugaras kezelés)
")
45 Felületkezelő berendezések ( elektronsugaras kezelés)
46 Lézersugaras felületkezelés

47 Lézersugaras felületkezelés
48 Felületkezelő berendezések TSD 400-as magnetronos porlasztással működő gép Az ARC típusú gép nagy áramerősséggel dolgozik, ez alatt az ív értendő ami a targetből porlasztja ki a fémionokat. Ennek következménye, hogy a target felületén helyileg megolvad az anyag, így nem csak ionok válnak ki, hanem dropletek (cseppek) is amelyek néhány molekulából összeálló komponensek, amik szintén a bevonandó munkadarab felületére tapadnak. Ez viszont nem jelent mindenképp hátrányos tulajdonságot, mivel akadnak megrendelők, akik az alkatrészeikre kifejezetten ilyen érdesebb bevonatot szeretnének, nagyobb súrlódási tényező elérése érdekében.
 π 80 -as berendezés [http://platit.")
49 Felületkezelő berendezések Forgó katódíven alapuló LARC berendezés (LAteral Rotating Cathodes = forgó katódívű) szerszámacél, gyorsacél és keményfém bevonatolására (200 C-tól 700 C-ig) π 80 -as berendezés [
50 Védőgázok A védőgázokkal szembeni követelmény, hogy karbon potenciálja egyezzen meg a munkadarab felületi karbon tartalmával az egész hőciklust figyelembe véve. Ugyanakkor a darab felületét ne oxidálja. A védőgázokat szénhidrogének (lakkbenzin, földgáz stb.) részleges elégetésével állítják elő. Ezek a gázkeverékek nitrogént, oxigént, vizet, széndioxidot, szénmonoxidot, metánt stb. tartalmaznak. A gáz komponensek aránya a részleges elégetés légfelesleg tényezőjétől függ. A nitrogén semleges, a víz és széndioxid oxidáló és dekarbonizáló komponensek, a szénmonoxid és metán pedig karbonizáló komponensek. Az előállított gázkeverék karbon potenciálja a légfelesleg tényezővel szabályozható. A gázkeverék egyensúlya a hőmérséklet függvényében ismert módon változik. A gázkeverék összetétele tehát adott hőmérsékleten egyetlen komponens elemzése alapján is ismertnek tekinthető (számítható).
51 Védőgázok A védőgázok előállítása régebbi berendezéseknél magában a kemencében is történhetett (pl. aknás kemencébe lakkbenzint csepegtettek). Korszerű üzemekben a védőgázokat gáz generátorokban állítják elő, többnyire kéntelenített földgázból. Ha a részleges elégetés légfelesleg tényezője olyan, hogy az égés önmagát fenntartja, akkor exogázról beszélünk. Nagyobb karbon potenciálú gáz csak olyan kis légfelesleg tényezővel hozható létre, melynél az égés nem önfenntartó. Ilyen esetben az égést külső hőközléssel kell biztosítani. Ezeket a gázokat endogázoknak nevezik. A gázgenerátorok ennek megfelelően két válaszfallal elkülönített térből állnak: a gázbontás tere és a külső ráfűtés tere.
52 Védőgázok A gázgenerátor tartozhat egy-egy hőkezelő egységhez, ebben az esetben adott összetételű exo- vagy endogáz szolgáltatására kell beállítani. Van olyan megoldás is, hogy központi gázgenerátorral állítanak elő igen nagy karbon potenciálú endogázt. Ezt az egyes kemencékhez vezetve a kemencénél megfelelő arányban levegővel hígítják, így állítják be az egyedi igényeknek megfelelő karbon potenciált. Védőgázként nitrogén felhasználása is indokolt lehet /oxigén előállítás mellékterméke/. A nitrogén minden esetben tartalmaz bizonyos mennyiségű oxigént, ezért önmagában oxidáló hatású. Ez a hatás endogáz keverésével kompenzálható. Legtökéletesebb védőgázok a nemesgázok (pl. argon) drágaságuk miatt csak speciális esetekben jöhetnek szóba (pl. védőgázos hegesztés, stb.).
53 Aktív gázok A védőgázoknál leírt gázgenerátorokkal nagy karbon potenciálú endogázok előállításával szenítő hatású gázkeverékek állíthatók elő. Ezeket alkalmazzák a gázcementálás technológiájához. A nitridálás technológiájához nitrogén kínálatot biztosító atmoszféra szükséges. Az oldhatóság feltétele a nitrogén atomos állapota. (Normál körülmények esetén, pl. a levegőben a nitrogén molekuláris szerkezetű.) Az atomos nitrogén kínálat csak úgy biztosítható, hogy a nitridálás hőmérsékletén termikusan bomló nitrogén vegyületeket kell alkalmazni. Ezek folyamatos adagolásával kell biztosítani, hogy az atomos nitrogén kínálat a hőkezelés alatt végig fennálljon. A klasszikus eljárásoknál C-os intervallumban ammóniát alkalmaznak. A kombinált eljárásoknál (pl. nitrocementálás és karbonitridálás stb.) az endogázokat és az ammóniát keverve használják fel. Korszerű nitridáló technológiák esetén az ammóniát légritkított térben bontják. A kemencetok fala és a munkadarab egymástól villamosan szigetelt. Nagy gyorsító egyenfeszültséget alkalmazva az ionizált térben a nitrogén beépülés sebessége erősen fokozható. Aktív gáznak tekinthető a hidrogén atmoszféra, mely acélok szándékos dekarbonizálására (pl. trafólemezek) illetve porkohászati termékek zsugorító izzításakor használatos. Utóbbiaknál a fém szemcsék felületi oxid rétegét bontja a hidrogén, és így növeli a diffúziós kötések kialakulásának esélyét.
54 Só, fém, olaj stb. fürdők A sófürdőket hevítésre (edző sók) és megeresztésre (megeresztő sók) is elterjedten alkalmazzák. Olvasztásuk tégelykemencékben történik. A só fürdők igen nagy előnye a jó hőátadás, rövid hevítési idő, a felület kitűnő védelme (semleges sók), illetve a termokémikus kezelések lehetősége (cementáló illetve nitridáló sók). Mivel a használt sók veszélyes hulladékok, minden előnyük ellenére ezeket a technológiákat kiváltják a gáz és vákuum technológiák. A fémfürdők alkalmazása (pl. ólom) szintén háttérbe szorul a párolgó fémek toxikus hatása miatt. Az olaj fürdők alkalmazása viszont főleg alacsony hőmérsékleten, l C-os feszültségcsökkentő hőkezelésekre széles körben elterjedt. Erre a célra alkalmasak az elöregedett hűtőolajok is.
55 A hőkezelt munkadarab vizsgálata, Egyengetésre vonatkozó utasítások, Hőkezeléshelyes konstrukció készítéséhez irányelvek megadása, A lehetséges hibákra vonatkozó rizikó becslések többtényezős probléma több ok is van ami hibát okoz.
56 Technológia
57 Technológia
58 Technológia
59 Technológia
60 Technológia
61 Technológia
62 Technológia
63 Technológia
64 Technológia
65 Technológia
66 Technológia
67 Technológia
68 Technológia
69 Eht- edzési mélység, Rht széledződési mélység, Nth nitrált edzési mélység
70 Technológia
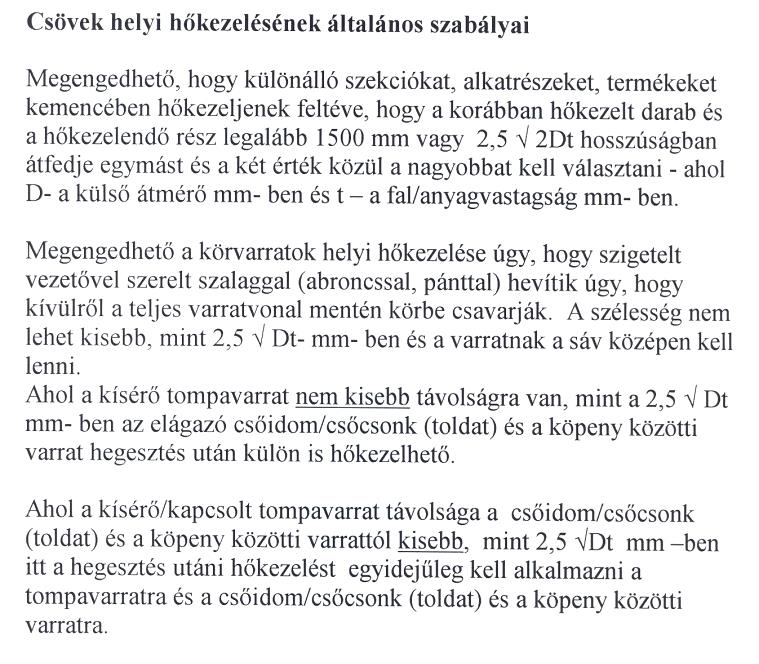
71 Hegesztés utáni hőkezelési technológia Célja: hegesztés után, hegesztett munkadarabon végzik, hogy a visszamaradó feszültségek csökkenjenek és a munkadarab élettartama a számított, előírt legyen, illetve hogy a hegesztett kötés szövetszerkezetét megváltoztassák és az előírt legyen Az alapfogalmak egyeznek a hőkezelésre meghatározottakkal.
72 Hegesztéshez kapcsolódó hőkezelések minőségbiztosítása ISO 17663:2009
73 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
74 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
75 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia

76 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia

77 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia

78 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
79 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
80 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
81 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia

82 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
83 Hegesztés utáni hőkezelési technológia
84 Hőkezelés minőségbiztosítása
85 Hőkezelés minőségbiztosítása
86 Hőkezelés minőségbiztosítása
87 Hőkezelés minőségbiztosítása
Hőkezelés minőségbiztosítása. Hőkezelő berendezések. Dr. Fábián Enikő Réka
 Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka fabianr@eik.bme.hu HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet
Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka fabianr@eik.bme.hu HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet
1. Hőkezelő technológiák
 1. Hőkezelő technológiák 1.1. Lágyítások Ha az acél a megkívántnál nagyobb keménységű, a forgácsolhatóság, hidegalakíthatóság stb. érdekében lágyítani kell. Az acél nagyobb keménységét vagy a hidegalakított
1. Hőkezelő technológiák 1.1. Lágyítások Ha az acél a megkívántnál nagyobb keménységű, a forgácsolhatóság, hidegalakíthatóság stb. érdekében lágyítani kell. Az acél nagyobb keménységét vagy a hidegalakított
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Hőkezelt alkatrészek vizsgálata
 Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Vasötvözetek hőkezelése Teljes keresztmetszetre kiterjedő hőkezelések. Fábián Enikő Réka
 Vasötvözetek hőkezelése Teljes keresztmetszetre kiterjedő hőkezelések. Fábián Enikő Réka fabianr@eik.bme.hu A hőkezelések csoportosítása Előírt szövetszerkezetet, így az előírt tulajdonságokat a darab,
Vasötvözetek hőkezelése Teljes keresztmetszetre kiterjedő hőkezelések. Fábián Enikő Réka fabianr@eik.bme.hu A hőkezelések csoportosítása Előírt szövetszerkezetet, így az előírt tulajdonságokat a darab,
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Hőkezelési alapfogalmak
 Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Felületi hőkezelések Dr. Hargitai Hajnalka, február 18.
 Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
Alakítás és hőkezelés hatása az acél szövetszerkezetére
 Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
 NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet
 Budapesti Műszaki Főiskola Bánki Donát Gépészmérnöki Főiskolai Kar AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet Anyagtudományi és Gyártástechnológiai Intézet Anyag- és Alakítástechnológiai Intézeti
Budapesti Műszaki Főiskola Bánki Donát Gépészmérnöki Főiskolai Kar AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet Anyagtudományi és Gyártástechnológiai Intézet Anyag- és Alakítástechnológiai Intézeti
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Szilárdság (folyáshatár) növelési eljárások
 növelési eljárások") Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások.
 Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
ACÉLSZERKEZETEK GYÁRTÁSA 3.
 SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
Duplex felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
Szilárdságnövelés. Az előkészítő témakörei
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla palotasb@eik.bme.hu Dr. Németh Árpád arpinem@eik.bme.hu Szilárdság növelés
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla palotasb@eik.bme.hu Dr. Németh Árpád arpinem@eik.bme.hu Szilárdság növelés
SZERKEZETI ACÉLOK HEGESZTÉSE
 SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák.
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
ACÉLOK ÉS ALKALMAZÁSUK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
Alumínium ötvözetek. hőkezelése. Fábián Enikő Réka
 Alumínium ötvözetek hőkezelése Fábián Enikő Réka fabianr@eik.bme.hu Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
Alumínium ötvözetek hőkezelése Fábián Enikő Réka fabianr@eik.bme.hu Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2016/17. Szilárdságnövelés. Dr. Mészáros István Az előadás során megismerjük
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK HÕKEZELÉS
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK HÕKEZELÉS Kézirat Készítette: Csizmazia Ferencné dr. Minden jog fenntartva, beleértve bárminemû sokszorosítás, másolás, elektronikus médiumokban
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK HÕKEZELÉS Kézirat Készítette: Csizmazia Ferencné dr. Minden jog fenntartva, beleértve bárminemû sokszorosítás, másolás, elektronikus médiumokban
ALVAR 14 Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
Villamos melegítés, hajtások
 Villamos melegítés, hajtások ANYAGMÉRNÖK BSC KÉPZÉS Hőenergia és szilikát-technológiai szakirány (nappali) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ENERGIA- ÉS MINŐSÉGÜGYI
Villamos melegítés, hajtások ANYAGMÉRNÖK BSC KÉPZÉS Hőenergia és szilikát-technológiai szakirány (nappali) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ENERGIA- ÉS MINŐSÉGÜGYI
Acetilén és egyéb éghető gázok felhasználása pro és kontra. Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15.
 Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei. Szilárdság növelésének lehetőségei
 A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
Felületmódosító technológiák
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
Általános adatok. Steinhoff GmbH & Cie. OHG 1908, Friedrich Steinhoff. Ügyvezetők: Steinhoff Karl és Otto ők a 4. generáció
 Cégáttekintés 1 Általános adatok Steinhoff GmbH & Cie. OHG Alapítás: 1908, Friedrich Steinhoff Ügyvezetők: Steinhoff Karl és Otto ők a 4. generáció Székhely: Dinslaken (Düsseldorftól 50 kmre északra) Alapterület:
Cégáttekintés 1 Általános adatok Steinhoff GmbH & Cie. OHG Alapítás: 1908, Friedrich Steinhoff Ügyvezetők: Steinhoff Karl és Otto ők a 4. generáció Székhely: Dinslaken (Düsseldorftól 50 kmre északra) Alapterület:
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
ÖNTÖTTVASAK HEGESZTÉSE
 Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Egyensúlyitól eltérő átalakulások
 Egyensúlyitól eltérő átalakulások Egyensúlyitól eltérő átalakulások Az előzőekben láttuk, hogy az egyensúlyi diagramok alapján meg lehet határozni a kristályosodás, a fázis átalakulások stb. hőmérsékleteit.
Egyensúlyitól eltérő átalakulások Egyensúlyitól eltérő átalakulások Az előzőekben láttuk, hogy az egyensúlyi diagramok alapján meg lehet határozni a kristályosodás, a fázis átalakulások stb. hőmérsékleteit.
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
Anyagismeret. 3. A vas- karbon ötvözet
 Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére
 Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
Az alakítással bevitt energia hatása az ausztenit átalakulási hőmérsékletére Csepeli Zsolt Bereczki Péter Kardos Ibolya Verő Balázs Workshop Miskolc, 2013.09.06. Előadás vázlata Bevezetés Vizsgálat célja,
1. A témakörök heti bontás (Ütemezés)
") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Anyagok és technológiák II. BAXAN23BNE
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Anyagok és technológiák II. BAXAN23BNE
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Fogyóelektródás védőgázas ívhegesztés
 Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
VILLAMOS MELEGÍTÉS, HAJTÁSOK
 VILLAMOS MELEGÍTÉS, HAJTÁSOK ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI, HŐKEZELÉSI ÉS HŐENERGIA-GAZDÁLKODÁSI SZAK- IRÁNY, ÉS HŐENERGIA MODUL TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI
VILLAMOS MELEGÍTÉS, HAJTÁSOK ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI, HŐKEZELÉSI ÉS HŐENERGIA-GAZDÁLKODÁSI SZAK- IRÁNY, ÉS HŐENERGIA MODUL TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI
1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás.
 1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás. 2. Milyen hatással van az újrakristályosítás az alakított fémek mechanikai tulajdonságaira?
1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás. 2. Milyen hatással van az újrakristályosítás az alakított fémek mechanikai tulajdonságaira?
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány
 Hőkezelési szakirány") Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. Tantárgyleírás
Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. Tantárgyleírás
Elõnemesített keretanyag
 SZERSZÁMACÉL ISMERTETÕ HOLDAX Elõnemesített keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A HOLDAX egy vákumkezelt króm-molibdénacél, mely edzett és megeresztett
SZERSZÁMACÉL ISMERTETÕ HOLDAX Elõnemesített keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A HOLDAX egy vákumkezelt króm-molibdénacél, mely edzett és megeresztett
Szilárdságnövelés. Az előadás során megismerjük. Szilárdságnövelési eljárások
 Anyagszerkezettan és anyagvizsgálat 2015/16 Szilárdságnövelés Dr. Szabó Péter János szpj@eik.bme.hu Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti alapjait; Technológiai
Anyagszerkezettan és anyagvizsgálat 2015/16 Szilárdságnövelés Dr. Szabó Péter János szpj@eik.bme.hu Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti alapjait; Technológiai
MUNKAANYAG. Aschenbrenner József. Fémötvözetek tulajdonságainak megváltoztatása hőkezeléssel. A követelménymodul megnevezése:
 Aschenbrenner József Fémötvözetek tulajdonságainak megváltoztatása hőkezeléssel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Aschenbrenner József Fémötvözetek tulajdonságainak megváltoztatása hőkezeléssel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
Constant 2000 palack-nyomásszabályozók
 Termékjellemzôk: Egy- és kétlépcsôs kivitel, belépô nyomás kiegyenlítôvel. Ergonómiailag jól kialakított kezelô elemek. Duplán biztosított kilépô nyomás határolás. A maximális nyomást mechanikus fékezô
Termékjellemzôk: Egy- és kétlépcsôs kivitel, belépô nyomás kiegyenlítôvel. Ergonómiailag jól kialakított kezelô elemek. Duplán biztosított kilépô nyomás határolás. A maximális nyomást mechanikus fékezô
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Preferred Packaging Food
 Preferred Packaging Food Petruzalek Kft. Sörház utca 3/b 1222 Budapest Tel.: +36 1 424-0540 Preferred Packaging Food A csomagológépek legújabb generációja, a fóliahegesztő és vákuumcsomagoló gépek alkalmasak
Preferred Packaging Food Petruzalek Kft. Sörház utca 3/b 1222 Budapest Tel.: +36 1 424-0540 Preferred Packaging Food A csomagológépek legújabb generációja, a fóliahegesztő és vákuumcsomagoló gépek alkalmasak
A tételekhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: Az összefüggő szakmai gyakorlat megfigyelésének elemzése mellett a szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
A vizsgafeladat ismertetése: Az összefüggő szakmai gyakorlat megfigyelésének elemzése mellett a szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
lasztás s I. (gyakorlati előkész
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
Kemencék. 120 literes kemence. 175 literes kemence. Hobby Glass kemence (kivitele megegyezik a fenti típusokkal, a fedél gázrugó nélküli) XXX 951.
 XXX 951.") 120 literes kemence XXX 951.002 Hasznos tûztér térfogat: 120 liter Tûztér hosszúsága: 800 mm Tûztér szélessége: 600 mm Tûztér mélysége: 250 mm Villamos teljesítmény: 3x1,4 kw 380V, 3x10A Maximum hõmérséklet:
120 literes kemence XXX 951.002 Hasznos tûztér térfogat: 120 liter Tûztér hosszúsága: 800 mm Tûztér szélessége: 600 mm Tûztér mélysége: 250 mm Villamos teljesítmény: 3x1,4 kw 380V, 3x10A Maximum hõmérséklet:
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
(C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
A szár átmérőjével megegyező átmérőjű, a munkadarabbal azonos térfogatú félkemény előgyártmány rajza:
 A szár átmérőjével megegyező átmérőjű, a munkadarabbal azonos térfogatú félkemény előgyártmány rajza: Látható, hogy a karcsúság miatt fennáll a kihajlás kockázata. Az egy lépésben maximálisan megengedhető
A szár átmérőjével megegyező átmérőjű, a munkadarabbal azonos térfogatú félkemény előgyártmány rajza: Látható, hogy a karcsúság miatt fennáll a kihajlás kockázata. Az egy lépésben maximálisan megengedhető
HŐKEZELÉS BMEGEMTAGM3. Dr. Dévényi László Anyagtudomány és Technológia Tanszék
 HŐKEZELÉS BMEGEMTAGM3 Dr. Dévényi László Anyagtudomány és Technológia Tanszék Hőkezelés: szilárd halmazállapotú anyagon végzett, szándékozott anyagtulajdonságokat biztosító technológia, amit célszerűen
HŐKEZELÉS BMEGEMTAGM3 Dr. Dévényi László Anyagtudomány és Technológia Tanszék Hőkezelés: szilárd halmazállapotú anyagon végzett, szándékozott anyagtulajdonságokat biztosító technológia, amit célszerűen
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
KORSZERŰ ANYAGTECHNOLÓGIÁK (2+1; a gy - kr3)
") (annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban alkalmazott korszerű öntészeti eljárások. Az öntött
(annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban alkalmazott korszerű öntészeti eljárások. Az öntött
KEZELÉSE. Felületi hőkezelések
 ANYAGUDOMÁNY ÉS ECHNOLÓGIA ANSZÉK Anyagismere ACÉLOK HŐKEZELH KEZELÉSE Dr. Paloás Béla paloasb@eik.bme.hu Felülei hőkezelések Cél: Kopásálló réeg Szívós mag lérehozása Felülei hőkezelések Felülei edzések
ANYAGUDOMÁNY ÉS ECHNOLÓGIA ANSZÉK Anyagismere ACÉLOK HŐKEZELH KEZELÉSE Dr. Paloás Béla paloasb@eik.bme.hu Felülei hőkezelések Cél: Kopásálló réeg Szívós mag lérehozása Felülei hőkezelések Felülei edzések
Felületkezelések Dr. Fábián Enikő Réka
 Hőkezelés- 2016/2017 ősz Felületkezelések Dr. Fábián Enikő Réka fabianr@eik.bme.hu Termokémiai kezelések A termokémiai kezelések célja az acél felületén meghatározott mélységig valamilyen fémes vagy nemfémes
Hőkezelés- 2016/2017 ősz Felületkezelések Dr. Fábián Enikő Réka fabianr@eik.bme.hu Termokémiai kezelések A termokémiai kezelések célja az acél felületén meghatározott mélységig valamilyen fémes vagy nemfémes
KULCS - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KULCS - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KULCS - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040
 SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
Öntöttvasak. Öntöttvasak
 MECHANIKAI TECHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Fémek technológiája Öntöttvasak Dr. Palotás Béla palotasb@eik.bme.hu Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k Öntöttvasak Szerzo:
MECHANIKAI TECHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Fémek technológiája Öntöttvasak Dr. Palotás Béla palotasb@eik.bme.hu Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k Öntöttvasak Szerzo:
FOLYAMATOS ÜZEMŰ SZÁLLÍTÓSZALAG- BERENDEZÉS MÉLY OLAJSÜTŐ
 Food Processing Equipment ProfiFry FOLYAMATOS ÜZEMŰ SZÁLLÍTÓSZALAG- BERENDEZÉS MÉLY OLAJSÜTŐ A ProfiFry univerzális, folyamatos üzemű, mély olajsütő egy megbízható és univerzális megoldás termékek széles
Food Processing Equipment ProfiFry FOLYAMATOS ÜZEMŰ SZÁLLÍTÓSZALAG- BERENDEZÉS MÉLY OLAJSÜTŐ A ProfiFry univerzális, folyamatos üzemű, mély olajsütő egy megbízható és univerzális megoldás termékek széles
HOTVAR Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ HOTVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk HOTVAR egy Cr-Mo-V-ötvözésû nagyteljesítményû melegszerszámacél, melynek legfontosabb
SZERSZÁMACÉL ISMERTETÕ HOTVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk HOTVAR egy Cr-Mo-V-ötvözésû nagyteljesítményû melegszerszámacél, melynek legfontosabb
K60/1200 típusú. kemence. használati útmutató és szervizkönyv. KALÓRIA Hőtechnikai Kft
 KALÓRIA Hőtechnikai Kft 1071 Budapest, Bethlen Gábor u. 43. T/F.: 36 1 322-5122, 36 1 322-6047 info@kaloriatech.hu www.kaloriatech.hu K60/1200 típusú kemence használati útmutató és szervizkönyv A kemence
KALÓRIA Hőtechnikai Kft 1071 Budapest, Bethlen Gábor u. 43. T/F.: 36 1 322-5122, 36 1 322-6047 info@kaloriatech.hu www.kaloriatech.hu K60/1200 típusú kemence használati útmutató és szervizkönyv A kemence
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
. -. - Baris A. - Varga G. - Ratter K. - Radi Zs. K.
 2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
Energiagazdálkodás és környezetvédelem 3. Előadás
 Energiagazdálkodás és környezetvédelem 3. Előadás Tüzeléstechnika Kapcsolódó államvizsga tételek: 15. Települési hulladéklerakók Hulladéklerakó helyek fajtái kialakítási lehetőségei, helykiválasztás szempontjai.
Energiagazdálkodás és környezetvédelem 3. Előadás Tüzeléstechnika Kapcsolódó államvizsga tételek: 15. Települési hulladéklerakók Hulladéklerakó helyek fajtái kialakítási lehetőségei, helykiválasztás szempontjai.
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Mérésadatgyűjtés, jelfeldolgozás.
 Mérésadatgyűjtés, jelfeldolgozás. Nem villamos jelek mérésének folyamatai. Érzékelők, jelátalakítók felosztása. Passzív jelátalakítók. 1.Ellenállás változáson alapuló jelátalakítók -nyúlásmérő ellenállások
Mérésadatgyűjtés, jelfeldolgozás. Nem villamos jelek mérésének folyamatai. Érzékelők, jelátalakítók felosztása. Passzív jelátalakítók. 1.Ellenállás változáson alapuló jelátalakítók -nyúlásmérő ellenállások
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Négyszögrúd. Körrúd. Ötvözet: EN-AW-6060, 6063, 6005A Súly (kg/m) = 0,0027 x a2 mm (ha r=0) Hossz 6 méter. * EN-AW-6082 (AlMgSi1) Sapa profil
 = 0,0027 x a2 mm (ha r=0) Hossz 6 méter. * EN-AW-6082 (AlMgSi1) Sapa profil") Négyszögrúd (kg/m) = 0,0027 x a2 mm (ha r=0) a r kg/m a r kg/m 40098 * 8 1 0,172 40071 * 22 1 1,306 40001 * 10 1 0,270 40026 * 25 1 1,687 40004 * 12 1 0,389 40031 * 30 1,5 2,430 40007 * 14 1 0,529 40083
Négyszögrúd (kg/m) = 0,0027 x a2 mm (ha r=0) a r kg/m a r kg/m 40098 * 8 1 0,172 40071 * 22 1 1,306 40001 * 10 1 0,270 40026 * 25 1 1,687 40004 * 12 1 0,389 40031 * 30 1,5 2,430 40007 * 14 1 0,529 40083
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
HŐKEZELÉS ÉS HEGESZTÉS
 HŐKEZELÉS ÉS HEGESZTÉS (GEMTT004-B, 2+2, a, k, 4kr) című tantárgy követelményei (a tanszéki egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + 2 gy, a - k A félév elismerésének (aláírás,
HŐKEZELÉS ÉS HEGESZTÉS (GEMTT004-B, 2+2, a, k, 4kr) című tantárgy követelményei (a tanszéki egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + 2 gy, a - k A félév elismerésének (aláírás,
Feladatlap X. osztály
 Feladatlap X. osztály 1. feladat Válaszd ki a helyes választ. Két test fajhője közt a következő összefüggés áll fenn: c 1 > c 2, ha: 1. ugyanabból az anyagból vannak és a tömegük közti összefüggés m 1
Feladatlap X. osztály 1. feladat Válaszd ki a helyes választ. Két test fajhője közt a következő összefüggés áll fenn: c 1 > c 2, ha: 1. ugyanabból az anyagból vannak és a tömegük közti összefüggés m 1
Fogorvosi anyagtan fizikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek
 Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
VANADIS 30 SuperClean Co-ötvözésû nagyteljesítményû PM gyorsacél hidegalakító szerszámokhoz
 SZERSZÁMACÉL ISMERTETÕ VANADIS 3 SuperClean Co-ötvözésû nagyteljesítményû PM gyorsacél hidegalakító szerszámokhoz Überall, wo Werkzeuge hergestellt und verwendet werden Alkalmazási területek A VANADIS
SZERSZÁMACÉL ISMERTETÕ VANADIS 3 SuperClean Co-ötvözésû nagyteljesítményû PM gyorsacél hidegalakító szerszámokhoz Überall, wo Werkzeuge hergestellt und verwendet werden Alkalmazási területek A VANADIS
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 016. OKTÓBER KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 016. OKTÓBER 1. feladat Témakör: Közlekedési ismeretek Milyen találmány fűződik John
016. OKTÓBER KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 016. OKTÓBER 1. feladat Témakör: Közlekedési ismeretek Milyen találmány fűződik John
Kerámia, üveg és fém-kerámia implantátumok
 Kerámia, üveg és fém-kerámia implantátumok Bagi István BME MTAT Bevezetés Kerámiák csoportosítása teljesen tömör bioinert porózus bioinert teljesen tömör bioaktív oldódó Definíciók Bioinert a szomszédos
Kerámia, üveg és fém-kerámia implantátumok Bagi István BME MTAT Bevezetés Kerámiák csoportosítása teljesen tömör bioinert porózus bioinert teljesen tömör bioaktív oldódó Definíciók Bioinert a szomszédos
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel
 Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Hőkezelő- és mechanikai anyagvizsgáló laboratórium (M39)
") Hőkezelő- és mechanikai anyagvizsgáló laboratórium (M39) A laboratóriumban elsősorban fémek és fémötvözetek különböző hőkezelési eljárásainak megvalósítására és hőkezelés előtti és utáni mechanikai tulajdonságainak
Hőkezelő- és mechanikai anyagvizsgáló laboratórium (M39) A laboratóriumban elsősorban fémek és fémötvözetek különböző hőkezelési eljárásainak megvalósítására és hőkezelés előtti és utáni mechanikai tulajdonságainak
Vas- karbon ötvözetrendszer
 Vas- karbon ötvözetrendszer Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos, és szaggatott vonallal is fel vannak
Vas- karbon ötvözetrendszer Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos, és szaggatott vonallal is fel vannak
Vas- karbon ötvözetrendszer. Összeállította: Csizmazia Ferencné dr.
 Vas- karbon ötvözetrendszer Összeállította: Csizmazia Ferencné dr. 1 Vas- Karbon diagram 2 Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Vas- karbon ötvözetrendszer Összeállította: Csizmazia Ferencné dr. 1 Vas- Karbon diagram 2 Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Acélok hőkezelése. Hipereutektoidos acél. 1 ábra A Fe-C egyensúlyi állapotábra acélokra vonatkozó bal alsó sarka
 Acélok hőkezelése Az acél alapvetően Fe-C ötvözet, melynek tulajdonságainak javítására további anyagokkal ötvözhetnek. (Az ötvözetlen acélok maximális karbontartalma 2,1 %, de néhány erősen ötvözött szerszámacél
Acélok hőkezelése Az acél alapvetően Fe-C ötvözet, melynek tulajdonságainak javítására további anyagokkal ötvözhetnek. (Az ötvözetlen acélok maximális karbontartalma 2,1 %, de néhány erősen ötvözött szerszámacél
Igazolás. Miskolc,... hallgató. Az igazolást átvettem. Miskolc,... tanszékvezető
 Igazolás Alulírott Mazula Kristóf (Neptun kód: AU9TD9, született: 1994.03.25.) igazolom, és büntetőjogi felelősségem tudatában kijelentem, hogy a leadott szakdolgozat a saját munkám. Miskolc,... hallgató
Igazolás Alulírott Mazula Kristóf (Neptun kód: AU9TD9, született: 1994.03.25.) igazolom, és büntetőjogi felelősségem tudatában kijelentem, hogy a leadott szakdolgozat a saját munkám. Miskolc,... hallgató