1. Hőkezelő technológiák
|
|
|
- Regina Soós
- 9 évvel ezelőtt
- Látták:
Átírás
1 1. Hőkezelő technológiák 1.1. Lágyítások Ha az acél a megkívántnál nagyobb keménységű, a forgácsolhatóság, hidegalakíthatóság stb. érdekében lágyítani kell. Az acél nagyobb keménységét vagy a hidegalakított termék alakítási keménysége okozza, vagy a melegalakítás illetve hőkezelés lehűtése olyan sebességű volt, hogy az acél részlegesen beedződött. A lágyítás tehát hidegalakított termékeknél és főleg ötvözött acéloknál szükséges, melyeknél a melegalakításkor történő levegőn való lehűlés is részleges edződést okozhat Újrakristályosító lágyítás A hidegalakított termékek hevítésekor az alakított szemcsék rovására alakítatlan szemcsék fejlődnek ( pont) A lágyított termékek tulajdonságait a kialakult szemcseméret határozza meg. Ez pedig a hidegalakítás mértékétől, a hevítés hőmérsékletétől és időtartamától függ. A várható eredményről az újrakristályosodási diagramm tájékoztat. Általában finomszemcsés állapotra kell törekedni, de például trafólemezeknél a mágneses tulajdonságok annál kedvezőbbek, minél durvábbak a szemcsék. Sok esetben részleges lágyítást kell alkalmazni, tehát az újrakristályosítást csak részlegesen kell megvalósítani. Így lehet például a rugókeményre húzott huzalokból félkemény huzalokat előállítani. A lágyítás sikerének ellenőrzésére keménységvizsgálat illetve szakító vizsgálat alkalmazható, alakítási technológiai próbákkal kiegészítve Teljes lágyítás Edzett vagy részlegesen beedződött darabok esetén célszerű lehet az egyensúlyi állapot visszaállítása ha, további forgácsolás vagy hőkezelés szükséges. Ezt teljes lágyítással lehet megvalósítani Az acélt gammaállapotnak megfelelő hőmérsékletre kell hevíteni, majd kemencében lassan lehűteni a gamma-alfa átalakulás befejeződéséig, kb. 600 C fokig. A lágyulás a hűtési sebességtől függ. Ezt követően levegőn történhet a további hűtés. A teljes lágyítást ötvözött melegalakított termékek forgácsolhatósága érdekében szokták alkalmazni. Sikerének ellenőrzése az előirt Brinell keménység kontrollálásával történik.

2 ábra: A lágyító hőkezelések

3 A 700 C fok alatti hőmérsékletű lágyítás A készre forgácsolt, de sikertelenül hőkezelt pld. nemesített alkatrészeket újabb hőkezelés előtt lágyítani kell. Teljes lágyítás esetén gamma-alfa átalakulás megy végbe, ami méretváltozást illetve vetemedést okozhat. Ezen kívül a nagy hőmérséklet miatt a felületi revésedés illetve dekarbonizálódás is káros lehet. Ezek elkerülésére a lágyítást az ausztenitesedést még nem okozó, nagy hőmérsékleten végzik, hosszabb hőntartással. A lágyulás a hőntartás alatt következik be, az edzett vagy részlegesen beedződött szövet egyensúlyi irányban történő megváltozásával. Ez az eljárás nyilván drágább, mint a teljes lágyítás Feszültségcsökkentő hőkezelések A különböző technológiák alatt a gyártmányokban káros saját feszültségek keletkezhetnek. Ezek két szempontból károsak. Egyrészt hozzáadódnak az üzemi terhelés okozta feszültségekhez, ezzel csökkentik a terhelhetőséget, illetve élettartamot, másrészt hosszú idő alatt a saját feszültségek relaxálása miatt az alkatrész méretváltozása vagy vetemedése következhet be. Célszerű tehát a saját feszültségeket feszültségcsökkentő hőkezelésekkel relaxáltatni. A leggyakoribb feladatok: Öntvények saját feszültségeinek relaxáltatása forgácsoló megmunkálás előtt, hogy a vetemedés még a megmunkálás előtt következzen be. Durva forgácsolás utáni és végső megmunkálás közötti feszültségmentesítés, hogy a vetemedés a végső méret kialakulása előtt menjen végbe. Hidegalakított termékek, vagy karcsú termékek hidegalakításos egyengetése utáni relaxáltatás, hogy az alakítási feszültségek relaxációja ne a raktározás vagy felhasználás során következzen be vetemedést okozva. Edzett alkatrészek illetve szerszámok feszültségcsökkentése a makroszkópikus és mikroszkópikus saját feszültségek relaxáltatásával, a törékenység csökkentése illetve az élettartam növelése érdekében. A saját feszültségek leépülése annál gyorsabb és tökéletesebb, minél magasabb hőmérsékleten történik a hevítés. A feszültségek újbóli keletkezésének megakadályozása érdekében a hevítést igen lassú lehűtés kell, hogy kövesse. A relaxáltató hőmérséklet megválasztásánál általános szabály, hogy azt a legmagasabb hőmérsékletet kell választani, melyen még nem mennek végbe egyéb szempontok szerinti káros folyamatok. Ennek megfelelően például: a hidegalakított termékek lágyulása nem haladhatja meg az előírtakat

4 ábra: Feszültségcsökkentő hőkezelések 5.3. ábra: A megeresztés hatása az acél szilárdságára és szívósságára A megeresztés hőmérsékletének növelésével az edzett anyag szilárdsága csökken, szívóssága nő. Hasonló hatása van a megeresztés időtartamának is. az edzett illetve nemesített termékek keménységcsökkenése nem haladhatja meg az előírtakat, stb.

5 5 Ezek alapján az öntvények és hegesztett szerkezetek feszültségcsökkentésére akár C is alkalmazható, de nemesített termékek esetén nem szabad a megeresztési hőmérséklet fölé hevíteni. Az edzett és hidegalakított termékek már 250 C fok fölött kezdenek lágyulni, kb. ez tekinthető, tehát a határhőmérsékletnek Normalizáló hőkezelés A normalizáló hőkezelés ausztenitesítésből és azt követően levegőn történő lehűtésből áll. Ez ötvözetlen vagy gyengén ötvözött acélok esetében közel egyensúlyi állapotot hoz létre. Természetesen a szerkezet finomabb szemcsés, mint teljes lágyítás után. A normalizálás fő alkalmazási területe a melegalakított /hengerelt, kovácsolt/ termékek adagon belüli tulajdonságszórásának mérséklése. A tulajdonságokat ugyanis a kémiai összetétel és a szerkezet határozza meg. Adagon belül a kémiai összetétel azonosnak tekinthető. A melegalakítási technológiák során viszont az adagon belül az egyes darabok alakítási hőmérséklete, alakítás utáni lehűtési sebessége, stb. lényeges eltéréseket mutathat. Ezért az egyes darabok szerkezete és így tulajdonságai sem azonosak. Az adag darabjait együtt újra ausztenitesítve és azonos sebességgel lehűtve a szerkezet azonossá válik, így a tulajdonságszórás az adagon belül mérséklődik. A normalizálással létrehozott közel egyensúlyi, de az egyensúlyinál finomabb szemcsés állapot előnyös lehet például a forgácsolhatóság egyenletessége szempontjából is. Az olcsóbb normalizálás így sok esetben helyettesítheti a drágább lágyító technológiákat. Indukciós edzés előtt a finom szerkezet és a mag tulajdonságai szempontjából általában nemesítést alkalmaznak. Mérsékeltebb igények esetén a nemesítés helyettesíthető a sokkal olcsóbb normalizálással Nemesítés A nemesítés összetett hőkezelés, edzésből és megeresztésből áll. Célja a finomszemcsés, úgynevezett szferoidites szövet előállítása. Ez az edzett szövet megeresztés alatti elbomlásával jön létre. Minél nagyobb a megeresztés hőmérséklete és minél hosszabb a hőntartás, a bomlási folyamat annál tökéletesebb. Ennek hatására a megeresztési hőmérséklet növelésével csökken a keménység és a szilárdság, ezzel szemben nő az ütőmunka és az alakíthatóság. Végül a hőmérséklet növelésével elérhető az edzés hatásának teljes megszűnése, visszaáll a lágyított állapot.

6 ábra: A normalizálás, az edzés, és a megeresztés

7 7 Adott acélminőség (kémiai összetétel) esetén a nemesítő hőkezelés paramétereit úgy kell meghatározni, hogy az előirt teljesítendő szilárdság és ütőmunka értéke is megfelelő legyen. Tehát bonyolult optimalizálási feladat megoldása szükséges Edzés Az edzés ausztenitesítésből és ezt követő edző hatású lehűtésből áll. Az ausztenitesités hőmérsékletét és idejét valamint a lehűtés sebességét kompromisszumos módon lehet meghatározni, adott acélminőség és gyártmány esetében. Az ausztenitesitéssel szemben az lenne a követelmény, hogy minél finomabb szemcsenagyságú és minél homogénebb szerkezet alakuljon ki. Ebből a szerkezetből hozható létre ugyanis a legnagyobb keménységű de egyben igen finom martenzit, melyből megeresztéssel a legkedvezőbb tulajdonságú finom szferoidit nyerhető. A vázolt követelmény ellentmondást tartalmaz, mert az ausztenit annál homogénebb, minél nagyobb az izzítás hőmérséklete. Ugyanakkor a hőmérséklet növelésével durvul az ausztenit szemcsenagysága. Az ausztenitesités paramétereit tehát esetenként kell optimalizálni, úgy, hogy a megvalósítható hűtési sebesség esetén a legkedvezőbb szerkezet jöjjön létre, melyből megeresztéssel a legkedvezőbb szilárdság/ütőmunka arány hozható létre A lehűlési sebesség illetve program (lépcsős hűtés) szintén optimalizálást igényel. Ugyanis minél nagyobb a lehűlési sebesség, annál nagyobb méretű darabok esetében hozható létre az edzett (martenzites) szövet. Nagy méretű darabok annál vastagabb felületű rétegében teljesülhet ugyanez (átedződés). Ugyanakkor a hűtési sebesség növelésével nő az edzési repedékenység veszélye. Nyilván az edzési repedést még éppen nem okozó maximális hűtési sebességre célszerű törekedni. Az edzés helyes technológiáját tehát igen sok szempont együttes figyelembevételével lehet meghatározni egy konkrét anyagminőségre és gyártmányra nézve. A kikísérletezett technológia pontos betartása biztosíthatja a megfelelő minőséget és az edzési repedés miatti selejt elkerülését Megeresztés Az optimális paraméterekkel edzett darabok megeresztési technológiáját szintén optimalizálási folyamat eredménye alapján lehet meghatározni. Az előírt szilárdság és ütőmunka figyelembevételével olyan megeresztési hőmérsékletet és időt kell választani, mely mindkét előírást azonos biztonsággal teljesíti. Előfordulhat, hogyha nem optimalizált az edzés, akkor az előírásokat semmilyen megeresztési technológiával sem lehet teljesíteni. Ugyanis nem található olyan megeresztési

8 ábra: Szerszámacélok jellegzetes hőkezelései

9 9 hőmérséklet, mely a szilárdság és az ütőmunka előirt értékét együttesen képes biztosítani. Ezért csak optimálisan edzett darabokra lehet a megeresztési technológiát optimalizálni. Nagyon szigorú követelmények előírása esetén még az is előfordulhat, hogy optimalizált edzés esetén sem alakítható ki olyan megeresztési technológia, mellyel az előírások biztonságosan teljesíthetők. Ilyen esetben javaslatot kell tenni az előírások racionalitásának felülvizsgálatára, illetve ha az előírások ténylegesen szükségesek, akkor más acélminőség alkalmazására kell javaslatot tenni Szerszámacélok hőkezelése A szerszámokat lágyított állapotú szerszámacélokból általában forgácsolással alakítják ki. Ezt követően a szerszámokat edzeni, majd feszültségmentesíteni illetve megereszteni kell. A szerszámacélok edzésénél és megeresztésénél több speciális szempont vetődik föl Szerszámacélok edzése Az ausztenitesítésnél figyelembe kell venni, hogy a szerszámacélok zöme karbidképző elemekkel erősen ötvözött. Az erős ötvözés miatt rossz a hővezető képesség, és ötvöző karbidok oldása igen magas edzési hőmérsékletet igényelhet. Ennek két következménye van: A rossz hővezető képesség miatt a felhevítési sebesség is repedést okozhat, ezért a szerszámacélokat csak óvatosan, (esetleg lépcsősen) szabad edzési hőmérsékletre hevíteni. Az edzési hőmérséklet igény elérheti az C-t is. Ez a szokásos hőkezelő kemencékkel nem valósítható meg, ezért a szerszámacélok hőkezelése speciális berendezéseket igényelhet. Az erős ötvözés miatt az edzéshez szükséges lehűtési sebesség kicsi. Ezért az olajhűtés mellett számításba jöhet a gázsugárral történő hűtés is, mely vákuumkemencében is megvalósítható. Szerszámacéloknál általában igen lényeges a felület védelme (revésedés, dekarbonizáció). Különösen az olyan szerszámoknál, melyeknél az edzést nem követi köszörülés (pl. reszelők), a nagy karbon tartalmú szerszámacéloknál az előírt edzési keménység teljesítése nem okozhat gondot. Önmagában az előírt keménység elérése azonban nem biztosítja a megfelelő minőséget. Egy szerszám annál jobb minőségű, minél nagyobb szívósság járul az előírt keménységhez, tudniillik annál nagyobb a szerszám töréssel szembeni biztonsága. A szívósság annál nagyobb, minél finomabb az acél szemcsenagysága. Ez pedig az ausztenitesítés optimalizálásával érhető el. Az ausztenitesítési hőmérsékletre lépcsősen hevítve az utolsó lépcső hőntartási idejét általában percekre korlátozzák, a szemcsedurvulás elkerülése érdekében.

10 ábra: Kérgesítő hőkezelések
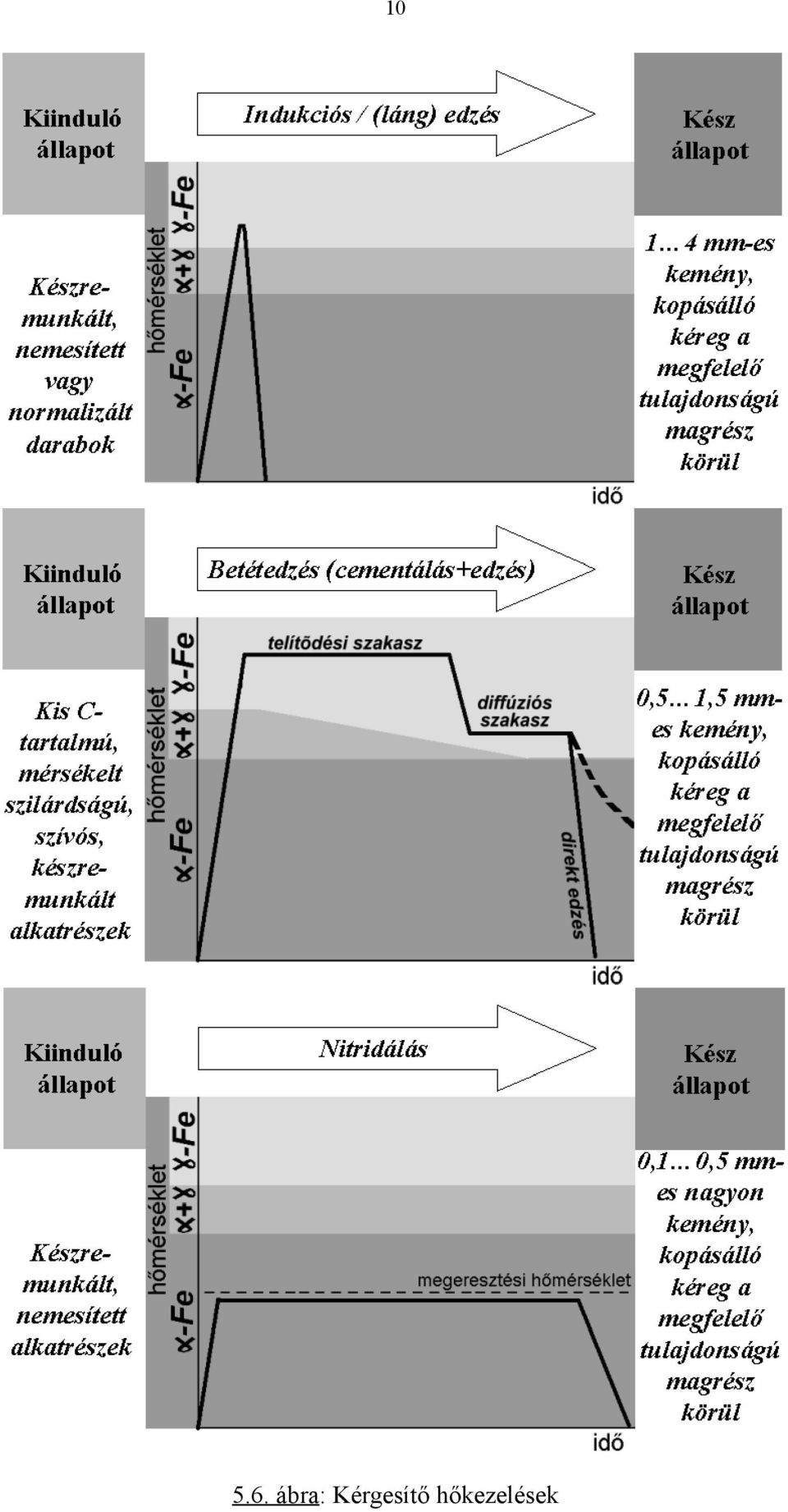
11 11 Mivel az ausztenitesítés optimalizálása a keménység, a kopásállóság és a szívósság szempontjából csak közvetett vizsgálatokkal lehetséges, a kialakított és már bevált technológia pontos betartása rendkívül lényeges A szerszámacélok megeresztése. Az ötvözetlen vagy gyengén ötvözött szerszámacélok keménysége a megeresztési hőmérséklet függvényében monoton csökken. A keménység csökkenés a szerszám kopásállóságát, éltartósságát stb. csökkenti. Ezért az edzési feszültségek relaxáltatása érdekében a szerszámtörékenység mérséklésére általában csak kis hőmérsékletű megeresztést (feszültségcsökkentést) szokás alkalmazni. Ezeknél az acéloknál a keménység 250 C fölött már rohamosan csökken. A szokásos feszültségmentesítés ezért C-on végzik. Ez alól kivételek azok a szerszámok, melyeknél a kopásállóság illetve éltartósság rovására munkabiztonsági vagy egyéb meggondolások szempontjából engedményt tesznek. (pl. kalapácsok kipattogzási veszélye vagy fűrészfogak kihajtogathatósága stb.). Ebben az esetben a megeresztési hőmérséklet akár C fokra is emelhető, tudomásul véve a drasztikus keménység csökkenést. Az erősen ötvözött melegalakító szerszámacélok szekundér keményedéssel rendelkeznek. Az edzett acélok megeresztési hőmérsékletét növelve a keménység eleinte a martenzit bomlás miatt csökken, majd a maradék ausztenit átalakulás illetve az ötvöző karbidok diszperz kiválása miatt emelkedik. A maximális keménység az acél minőségtől és az ausztenitesítés paramétereitől függően kb. 540 C-on érhető el. Ezeket az acélokat a szekundér keményedés maximumához tartozó hőmérséklet környezetében kell megereszteni. Többszöri megeresztés a szerszám szívóssága szempontjából előnyös Kérgesítő hőkezelések A kérgesítő hőkezelések célja általában az alkatrészek felületi kopásállóságának fokozása, oly módon, hogy az alkatrészek magja szívós, tehát töréssel szemben ellenálló legyen. Ez kétféle elven valósítható meg. Olyan hőkezeléssel, mely esetén a kémiai összetétel a darabban nem változik, de a hőkezelési állapot, azaz a szerkezet igen. Ilyen esetben a mag szívósságát nemesített állapot biztosítja, a kéreg edzett szerkezete pedig úgy hozható létre, hogy a nemesített darab kérgét lokálisan ausztenitesítik és edzik. Ez lángedzéssel, indukciós edzéssel, elektronsugaras edzéssel, lézeredzéssel, stb. valósítható meg. Legelterjedtebb az indukciós edzéssel történő kérgesítés. A kérgesítés másik módja a termokémikus kezelés. Ez esetben a darab felületét valamilyen elemmel diffúziósan dúsítják, tehát a mag és a kéreg különböző kémiai összetételű. Ezek közül az eljárások közül legelterjedtebbek a karbon diffundáltatással megvalósított betétedzés, és a nitrogén diffundáltatással járó nitridálás Indukciós edzés Indukciós edzéshez megfelelő minőségű és hőkezelési állapotú darab szükséges:
 szokás alkalmazni.")
12 12 Az alkalmazott acélok általában nagy karbon tartalmú nemesíthető acélok, vagy gyengén ötvözött szerszámacélok. Fontos, hogy a karbontartalom elérje azt a mértéket, ami az előírt keménység biztosításához szükséges. Például 54 HRC eléréséhez minimálisan 0,4 %, 62 HRC eléréséhez minimálisan 0,6 % karbon szükséges. A karbon további növelése fokozza a kéreg kopásállóságát, de növeli az edzési repedés veszélyét. Indukciós edzés előtt a darabot nemesíteni szokás, mégpedig két okból. Egyrészt nemesítéssel biztosítható a mag nagy szilárdsága melletti szívóssága, másrészt a nemesített finom szferoidites szövet gyorsan ausztenitesíthető, ez pedig követelmény az igen rövid idejű ausztenitesítéssel jellemzett indukciós edzésnél (másodpercekben mérhető idő intervallumról van szó). Kisebb igények esetén a nemesítés normalizálással helyettesíthető. Sőt nagy karbon tartalmú szerszámacélok felhasználása esetén a mag akár lágyított állapotú is lehet. Külön kell beszélni az indukciós edzés hevítési és hűtési technológiájáról: Az indukciós kérgesítéskor a hevítendő darabot egy induktor tekercs veszi körül. Váltakozó feszültséggel táplálva a tekercset a munkadarabban feszültség indukálódik, ami nagy áramerősséget eredményez, ennek hatására a darab fölhevül. A váltakozó feszültség frekvenciájának növekedésével jelentkezik a bőr hatás. Az áram sűrűség eloszlás a darabban nem egyenletes, minél nagyobb a frekvencia, az áram annál vékonyabb felületi rétegben folyik. A frekvencia szabályzásával tehát beállítható az a felületi rétegvastagság, melyet lokálisan hevíteni szándékozunk. A rétegvastagság a frekvencián kívül a munkadarab anyagának villamos vezető képességétől és mágneses permeabilitásától is függ, de a frekvencia a meghatározó paraméter. Az indukciós edző berendezések között vannak változtatható frekvenciájú és kötött frekvencián dolgozó egységek. Változtatható frekvencia esetén a hevített rétegvastagság a frekvenciával állítható be. Kötött frekvencia esetén a hevülő réteg vastagság is kötött, ez meghatározza a minimális hevülő rétegvastagságot. Nagyobb edzett rétegvastagsági igény esetén a hevítés idejét kell növelni, a mélyebb rétegek hővezetéssel hevülnek. Általában a lokális hevítés miatt rövid hevítési időre kell törekedni. A szükséges ausztenitesítési hőmérséklet annál nagyobb, minél gyorsabb a hevítés. Sok esetben az edzés csak felhevítésből és lehűtésből áll, hőntartás alkalmazása nélkül. Hőntartásra leginkább a kötött frekvenciájú berendezéseknél lehet szükség, ha nagyobb rétegvastagságot kell elérni. Indukciós hevítésnél a jellemző hevítési sebesség több száz C másodpercenként. Ez a nagy hevítési sebesség természetesen csak nagy teljesítményű áramforrás és optimálisan kialakított induktor (jó csatolás) esetén lehetséges. Az indukciós edzés lehet szakaszos és előtolásos. Például egy forgattyús tengely csapjait egyenként edzik, de egy hosszú tengely vagy golyósorsó palástját előtolásosan. Az induktor egyszerre csak rövid szakaszt hevít, az induktort a hossztengely mentén előtolva edzik végig a darabot. Ebben az esetben a hőciklus jellegét természetesen az előtolás sebessége is befolyásolja.

13 13 Az indukciós edzés ausztenitesítését követő lehűtése kétféle módon történhet. Nagy tömegű darabok felületének lokális edzése esetén a másodpercek alatt hevített felület lehűlési sebessége a darab hőelvonása miatt olyan nagy lehet, hogy kielégíti az edződés követelményeit. Ilyenkor külső hűtésre nincs szükség. Ettől eltérő esetben külső hűtés szükséges. Általában hűtő közeg zuhanyt alkalmaznak, mely szakaszos edzés esetén a felhevítés befejezésekor kapcsolódik be. Előtolásos technológiáknál a zuhany az induktor mögé van szerelve, állandóan működik, és előtolásosan hűti az induktor által fölhevített zónát Betétedzés A betétedzés lényege, hogy a kis karbon tartalmú acélok kérgébe karbont diffundáltatva a kéreg karbon tartalma a nemesíthető, sőt a szerszámacélokéra jellemző mértékűre növelhető. Ha ezt követően az egész darabot ausztenitesítik majd edzik, a mag a kis karbon tartalom miatt nem edződik be, lágy és szívós marad, a kéreg pedig a karbon tartalomnak megfelelő kopásállóságú lesz. A betétedzésű acélok lehetnek ötvözetlenek és ötvözöttek. Nagy mag szilárdsági és szívóssági követelmények esetén ötvözött minőségeket alkalmaznak. A betétedzés technológiája két lépésből áll. A szenítés (cementálás) szakaszából és az ezt követő edzés + feszültségmentesítés szakaszából: A cementálás céljából a darabot karbon leadó közegben ausztenites állapotra hevítik és ott hőn tartják. A felület karbonban telítődni igyekszik, és kialakul egy felületi karbon-eloszlás. A karbon tartalom a rétegben a felületi maximumtól az alapanyagra jellemző mag karbon tartalomig csökken. Az optimális karbon eloszlás a követelményektől az előírt keménységtől és rétegvastagságtól függ. Az hogy a felületen milyen karbon tartalom alakul ki, a karbon leadó közegnek az illető acélra nézve adott hőmérsékletre érvényes un. karbonpotenciáljától (telítési érték) függ. A telítés közeli karbon tartalom a felületen néhány óra alatt beáll, a további hőn tartás diffúziósan növeli a rétegvastagságot. A korszerű technológiák változtatható karbonpotenciálú közeggel dolgoznak. A folyamatot nagy karbon potenciálú közeggel indítják (szenítő szakasz) majd a karbon potenciált csökkentve (diffúziós szakasz) a karbon eloszlás módosítására adnak lehetőséget. A szenítő és a diffúziós szakaszok paramétereivel optimális karbon eloszlású és rétegvastagságú kérget lehet létrehozni. (Kéregvastagságnak általában az edzés után 550 HV keménységet adó hely felülettől mért távolságát tekintik.) A betétedzés szokásos rétegvastagsága néhány tized mm-től kb. 3 mm-ig terjed, a darabméretektől és az igényektől függően. A kéreg maximális keménysége általában HRC. A karbon leadó közeg lehet szilárd szemcsés (faszén vagy báriumkarbonát), sóolvadék (cianidok, szilíciumkarbid stb.), és gáz. Manapság csak a gáz cementálás tekinthető korszerűnek. A cementáló gázokat szénhidrogénekből illetve földgázból állítják elő (lásd 6.1. pont). A cementálás utáni hőkezelés általában edzés és feszültségmentesítés. Bizonyos esetekben a cementált darabot edzés előtt lágyítani kell. Erre akkor kerül sor, ha a cementálás után forgácsolni kell. Például ha a darab egyes helyein nem szabad kemény kéregnek lenni. Ezeken a helyeken a cementálás előtt forgácsolási ráhagyást alkalmaznak, melyet cementálás után leforgácsolnak. Korszerű technológiáknál

14 14 erre általában nincs szükség, mert a darab kijelölt felületein a cementálódás speciális festékkel meggátolható. A cementálás utáni edzést, minthogy a kéreg lényegében nemesíthető illetve szerszámacélnak tekinthető, az ott tárgyaltak figyelembevételével kell tervezni. Az edzés utáni feszültségcsökkentésre az ötvözetlen vagy gyengén ötvözött szerszámacéloknál leírtak szerint kerül sor Nitridálás A nitridálást nitrid képzőkkel ötvözött nemesített acélok kérgesítésére alkalmazzák. A nitridálás hőmérséklete valamivel kisebb, mint az acél megeresztési hőmérséklete. A betétedzéssel szemben ezért nitridálásnál méretváltozás és vetemedés gyakorlatilag nem jelentkezik. A nitridálás nitrogén leadó közegben történő hevítésből áll. A nitrogén a felületbe diffundálva ötvöző nitrideket alkot. Ezek igen nagy keménysége hozza létre a kéreg keménységet. A keménység meghaladhatja az l000 l200 HV keménységet, szemben a betétedzett kérgek maximálisan HV keménységével. A kialakuló rétegvastagság elérését természetesen a hőkezelés ideje befolyásolja. Döntő azonban az acél kémiai összetétele is. Minél erősebb nitridképzőkkel és minél erősebben ötvözött acélról van szó, annál hamarabb kialakul egy összefüggőnek tekinthető ötvöző nitrid kéreg, melyen keresztül a nitrogén diffúzió lehetősége korlátozott. Ezért nitridálással csak tized mm nagyságrendbe eső kérgek alakíthatók ki. A hagyományos nitridálás bontott ammóniában történik. Korszerű eljárások esetén a nitrogén beépülést légritkított térbe ionizált állapot létrehozásával nagy feszültség alkalmazásával gyorsítják

15 15 6. Hőkezelés közbeni felületvédelem illetve termokémikus és speciális technológiák 6.1. Gáz technológiák Gáz technológiás hőkezelési eljárásoknál a munkadarabot zárt térben hevítik, a teret a hőkezelés célja szerint választott gázkeverékkel töltik ki. A gáztechnológiás hőkezelés célja kétféle lehet: Hőkezelés alatt a felületi oxidációt, dekarbonizációt, stb. kívánjuk megakadályozni. Ebben az esetben az adott hőmérsékleten az adott anyaggal szemben semleges, úgynevezett védőgázt kell alkalmazni. Termokémikus hőkezeléseknél a felületet diffúziós úton pl. karbonnal illetve nitrogénnel dúsítják. Ebben az esetben karbon illetve nitrogén kínálatot biztosító gázt kell alkalmazni. Ugyancsak termikus hőkezelésnek számít a munkadarab felületének kémiai összetételét gyérítő eljárás, például a szándékos dekarbonizálás, stb Védőgázok A karbonpotenciál fogalmáról már esett szó. A védőgázokkal szembeni követelmény, hogy karbon potenciálja egyezzen meg a munkadarab felületi karbon tartalmával az egész hőciklust figyelembe véve. Ugyanakkor a darab felületét ne oxidálja. A védőgázokat szénhidrogének (lakkbenzin, földgáz stb.) részleges elégetésével állítják elő. Ezek a gázkeverékek nitrogént, oxigént, vizet, széndioxidot, szénmonoxidot, metánt stb. tartalmaznak. A gáz komponensek aránya a részleges elégetés légfelesleg tényezőjétől függ. A nitrogén semleges, a víz és széndioxid oxidáló és dekarbonizáló komponensek, a szénmonoxid és metán pedig karbonizáló komponensek. Az előállított gázkeverék karbon potenciálja a légfelesleg tényezővel szabályozható. A gázkeverék egyensúlya a hőmérséklet függvényében ismert módon változik. A gázkeverék összetétele tehát adott hőmérsékleten egyetlen komponens elemzése alapján is ismertnek tekinthető (számítható). A védőgázok előállítása régebbi berendezéseknél magában a kemencében is történhetett (pl. aknás kemencébe lakkbenzint csepegtettek). Korszerű üzemekben a védőgázokat gáz generátorokban állítják elő, többnyire kéntelenített földgázból. Ha a részleges elégetés légfelesleg tényezője olyan, hogy az égés önmagát fenntartja, akkor exogázról beszélünk. Nagyobb karbon potenciálú gáz csak olyan kis légfelesleg tényezővel hozható létre, melynél az égés nem önfenntartó. Ilyen esetben az égést külső hőközléssel kell biztosítani. Ezeket a gázokat endogázoknak nevezik. A gázgenerátorok ennek megfelelően két válaszfallal elkülönített térből állnak: a gázbontás tere és a külső ráfűtés tere. A gázgenerátor tartozhat egy-egy hőkezelő egységhez, ebben az esetben adott összetételű exo- vagy endogáz szolgáltatására kell beállítani. Van olyan megoldás is, hogy központi gázgenerátorral állítanak elő igen nagy karbon potenciálú endogázt. Ezt az egyes kemencékhez vezetve a kemencénél megfelelő arányban levegővel hígítják, így állítják be az egyedi igényeknek megfelelő karbon potenciált.

16 16 Védőgázként nitrogén felhasználása is indokolt lehet /oxigén előállítás mellékterméke/. A nitrogén minden esetben tartalmaz bizonyos mennyiségű oxigént, ezért önmagában oxidáló hatású. Ez a hatás endogáz keverésével kompenzálható. Legtökéletesebb védőgázok a nemesgázok (pl. argon) drágaságuk miatt csak speciális esetekben jöhetnek szóba (pl. védőgázas hegesztés, stb.) Aktív gázok A védőgázoknál leírt gázgenerátorokkal nagy karbon potenciálú endogázok előállításával szenítő hatású gázkeverékek állíthatók elő. Ezeket alkalmazzák a gázcementálás technológiájához. A nitridálás technológiájához nitrogén kínálatot biztosító atmoszféra szükséges. Az oldhatóság feltétele a nitrogén atomos állapota. (Normál körülmények esetén, pl. a levegőben a nitrogén molekuláris szerkezetű.) Az atomos nitrogén kínálat csak úgy biztosítható, hogy a nitridálás hőmérsékletén termikusan bomló nitrogén vegyületeket kell alkalmazni. Ezek folyamatos adagolásával kell biztosítani, hogy az atomos nitrogén kínálat a hőkezelés alatt végig fennálljon. A klasszikus eljárásoknál C-os intervallumban ammóniát alkalmaznak. A kombinált eljárásoknál (pl. nitrocementálás és karbonitridálás stb.) az endogázokat és az ammóniát keverve használják fel. Korszerű nitridáló technológiák esetén az ammóniát légritkított térben bontják. A kemencetok fala és a munkadarab egymástól villamosan szigetelt. Nagy gyorsító egyenfeszültséget alkalmazva az ionizált térben a nitrogén beépülés sebessége erősen fokozható. Aktív gáznak tekinthető a hidrogén atmoszféra, mely acélok szándékos dekarbonizálására (pl. trafólemezek) illetve porkohászati termékek zsugorító izzításakor használatos. Utóbbiaknál a fém szemcsék felületi oxid rétegét bontja a hidrogén, és így növeli a diffúziós kötések kialakulásának esélyét Vákuumtechnológiák A vákuumban történő hevítés tekinthető a legjobb felületi védelemnek, mert ebben az esetben (ha elég nagy a vákuum) minden reakció lehetősége kizárt. További előny, hogy vákuumban a munkadarab esetleges felületi szennyeződései elpárolognak, tehát igen tiszta aktív felületet lehet elérni. Figyelembe kell azonban venni, hogy könnyen párolgó ötvözők esetén a vákuum a felületet az illető elemre nézve gyéríteni képes. A vákuumba csak gondosan tisztított darabokat szabad berakni, mert a felületi szennyező anyagok párolgása hátráltatja a megfelelő mértékű vákuum kialakítását. A vákuum technológiáknál számolni kell néhány korlátozó tényezővel: Mivel vákuumban csak sugárzásos hőátadás lehetséges (sem vezetés sem áralmás nem jöhet szóba), a vákuumban való felhevítés kezdeti szakasza igen lassú. Ezen két módon igyekeznek javítani. Egyrészt nagy hőmérsékletű fűtőelemek illetve fókuszált tükröző felületek alkalmazásával a sugárzást a munkadarabra fókuszálják. Másrészt a hevítés kezdeti szakaszában védőgázt alkalmaznak, és a vákuumot (ennek leszívásával) csak nagyobb hőmérsékleten alakítják ki.

17 17 Vákuumban történő edzésnél az oxidáció elkerülésére a darabot a kemencében (nagy nyomású nitrogén fúvatás alkalmazásával) kell lehűteni. Ez azzal jár, hogy nem csak a darabot, de a kemencét is le kell hűteni. Ezért csak speciális igen kis hőkapacitású kemencék alkalmazhatók, és csak erősen ötvözött, kis hűtési sebesség igényű acélok edzésére kerülhet sor. A felsorolt korlátozó tényezők és az eljárás drágasága ellenére elterjedten alkalmazzák a vákuum technológiát, főleg speciális igények és anyagok esetén Só, fém, olaj stb. fürdők A sófürdőket hevítésre (edző sók) és megeresztésre (megeresztő sók) is elterjedten alkalmazzák. Olvasztásuk tégelykemencékben történik. A só fürdők igen nagy előnye a jó hőátadás, rövid hevítési idő, a felület kitűnő védelme (semleges sók), illetve a termokémikus kezelések lehetősége (cementáló illetve nitridáló sók). Mivel a használt sók veszélyes hulladékok, minden előnyük ellenére ezeket a technológiákat kiváltják a gáz és vákuum technológiák. A fémfürdők alkalmazása (pl. ólom) szintén háttérbe szorul a párolgó fémek toxikus hatása miatt. Az olaj fürdők alkalmazása viszont főleg alacsony hőmérsékleten, l C-os feszültségcsökkentő hőkezelésekre széles körben elterjedt. Erre a célra alkalmasak az elöregedett hűtőolajok is Fluid technológiák. Elterjedőben lévő korszerű eljárások a só és fém fürdők kiváltására. Az eljárás lényege, hogy apró szemcséjű kerámia port alulról gáz befúvásával lebegésbe tartanak. A lebegő por folyadékként viselkedik, látszólagos sűrűsége van. Ez a fúvatás intenzitásával szabályozható. Ha a fúvatás gáz égéstermékkel történik, a fluid kívánt hőmérsékletre hevíthető, ilyenkor mint hevítő közeg alkalmazható. A fúvatás történhet védő vagy aktív gázzal is, így védő atmoszférás illetve termokémikus eljárásra is alkalmas. Végül hideg gáz fúvatással kitűnően szabályozható hűtő közegként is alkalmazható Speciális technológiák A speciális technológiákat speciális hőforrásokkal, speciális közegekkel, és speciális egyéb tényezők kombinációjával alakítják ki. Pl.: Elektronsugaras hevítés (vákuumot igényel) Lézer hevítés Részleges felületi olvasztás és ötvözés lézerhevítéssel Porlasztott illetve párologtatott anyagok felületi lecsapatásával kialakított rétegek (szerszámok felületi bevonatai stb.)

Hőkezelési alapfogalmak
 Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet
 Budapesti Műszaki Főiskola Bánki Donát Gépészmérnöki Főiskolai Kar AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet Anyagtudományi és Gyártástechnológiai Intézet Anyag- és Alakítástechnológiai Intézeti
Budapesti Műszaki Főiskola Bánki Donát Gépészmérnöki Főiskolai Kar AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet Anyagtudományi és Gyártástechnológiai Intézet Anyag- és Alakítástechnológiai Intézeti
Hőkezelt alkatrészek vizsgálata
 Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka
 Hőkezelés- 2016/2017 ősz Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka [email protected] FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet teljes
Hőkezelés- 2016/2017 ősz Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka [email protected] FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet teljes
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Felületi hőkezelések Dr. Hargitai Hajnalka, február 18.
 Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla [email protected] Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla [email protected] Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet
 Budapesti Műszaki Főiskola Bánki Donát Gépészmérnöki Főiskolai Kar AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet Anyagtudományi és Gyártástechnológiai Intézet Anyag- és Alakítástechnológiai Intézeti
Budapesti Műszaki Főiskola Bánki Donát Gépészmérnöki Főiskolai Kar AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet Anyagtudományi és Gyártástechnológiai Intézet Anyag- és Alakítástechnológiai Intézeti
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
 NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád [email protected] Törköly Tamás [email protected] Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád [email protected] Törköly Tamás [email protected] Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád [email protected] A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád [email protected] A gyakorlat előkészítő előadás fő témakörei Az
Duplex felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
Alakítás és hőkezelés hatása az acél szövetszerkezetére
 Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Hőkezelés minőségbiztosítása. Hőkezelő berendezések. Dr. Fábián Enikő Réka
 Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka [email protected] HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet
Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka [email protected] HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
MUNKAANYAG. Aschenbrenner József. Fémötvözetek tulajdonságainak megváltoztatása hőkezeléssel. A követelménymodul megnevezése:
 Aschenbrenner József Fémötvözetek tulajdonságainak megváltoztatása hőkezeléssel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Aschenbrenner József Fémötvözetek tulajdonságainak megváltoztatása hőkezeléssel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Hőkezelési alapfogalmak
 Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai összetétel
Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai összetétel
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
lasztás s I. (gyakorlati előkész
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád [email protected] / [email protected] Anyagválasztás A gépészmérnöki
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád [email protected] / [email protected] Anyagválasztás A gépészmérnöki
Vasötvözetek hőkezelése Teljes keresztmetszetre kiterjedő hőkezelések. Fábián Enikő Réka
 Vasötvözetek hőkezelése Teljes keresztmetszetre kiterjedő hőkezelések. Fábián Enikő Réka [email protected] A hőkezelések csoportosítása Előírt szövetszerkezetet, így az előírt tulajdonságokat a darab,
Vasötvözetek hőkezelése Teljes keresztmetszetre kiterjedő hőkezelések. Fábián Enikő Réka [email protected] A hőkezelések csoportosítása Előírt szövetszerkezetet, így az előírt tulajdonságokat a darab,
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
Szilárdságnövelés. Az előkészítő témakörei
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla [email protected] Dr. Németh Árpád [email protected] Szilárdság növelés
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla [email protected] Dr. Németh Árpád [email protected] Szilárdság növelés
ALVAR 14 Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
SZERKEZETI ACÉLOK HEGESZTÉSE
 SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
Szilárdság (folyáshatár) növelési eljárások
 növelési eljárások") Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Megoldási példa az anyagválasztás feladathoz
 Megoldási példa az anyagválasztás feladathoz Feladat: Válasszon anyagot egy közepes méretű (50 50 50 mm befoglaló méretű) kúpfogaskerékhez. A fogaskerék egy ipari hajtóműben üzemel, közepes terhelésnek
Megoldási példa az anyagválasztás feladathoz Feladat: Válasszon anyagot egy közepes méretű (50 50 50 mm befoglaló méretű) kúpfogaskerékhez. A fogaskerék egy ipari hajtóműben üzemel, közepes terhelésnek
Alumínium ötvözetek. hőkezelése. Fábián Enikő Réka
 Alumínium ötvözetek hőkezelése Fábián Enikő Réka [email protected] Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
Alumínium ötvözetek hőkezelése Fábián Enikő Réka [email protected] Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer
 Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
ACÉLOK HEGESZTHETŐSÉGE
 ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ACÉLOK ÉS ALKALMAZÁSUK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla [email protected] A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla [email protected] A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ACÉLSZERKEZETEK GYÁRTÁSA 3.
 SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK HÕKEZELÉS
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK HÕKEZELÉS Kézirat Készítette: Csizmazia Ferencné dr. Minden jog fenntartva, beleértve bárminemû sokszorosítás, másolás, elektronikus médiumokban
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK HÕKEZELÉS Kézirat Készítette: Csizmazia Ferencné dr. Minden jog fenntartva, beleértve bárminemû sokszorosítás, másolás, elektronikus médiumokban
(C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
HOTVAR Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ HOTVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk HOTVAR egy Cr-Mo-V-ötvözésû nagyteljesítményû melegszerszámacél, melynek legfontosabb
SZERSZÁMACÉL ISMERTETÕ HOTVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk HOTVAR egy Cr-Mo-V-ötvözésû nagyteljesítményû melegszerszámacél, melynek legfontosabb
VANADIS 6 SuperClean
 SZERSZÁMACÉL ISMERTETÕ VANADIS 6 SuperClean Nagyteljesítményû porkohászati hidegmunkaacél Wherever tools are made Wherever tools are used Címlap foto: Poorsajtoló bélyeg VANADIS 6-ból. Kiváló eredményt
SZERSZÁMACÉL ISMERTETÕ VANADIS 6 SuperClean Nagyteljesítményû porkohászati hidegmunkaacél Wherever tools are made Wherever tools are used Címlap foto: Poorsajtoló bélyeg VANADIS 6-ból. Kiváló eredményt
Elõnemesített keretanyag
 SZERSZÁMACÉL ISMERTETÕ HOLDAX Elõnemesített keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A HOLDAX egy vákumkezelt króm-molibdénacél, mely edzett és megeresztett
SZERSZÁMACÉL ISMERTETÕ HOLDAX Elõnemesített keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A HOLDAX egy vákumkezelt króm-molibdénacél, mely edzett és megeresztett
VANADIS 60 SuperClean
 SZERSZÁMACÉL ISMERTETÕ VANADIS 60 SuperClean Co-ötvözésû nagyteljesítményû PM (porkohászati) gyorsacél Überall, wo Werkzeuge hergestellt und verwendet werden Alkalmazásiterületek A VANADIS 60 egy erõsen
SZERSZÁMACÉL ISMERTETÕ VANADIS 60 SuperClean Co-ötvözésû nagyteljesítményû PM (porkohászati) gyorsacél Überall, wo Werkzeuge hergestellt und verwendet werden Alkalmazásiterületek A VANADIS 60 egy erõsen
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás.
 1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás. 2. Milyen hatással van az újrakristályosítás az alakított fémek mechanikai tulajdonságaira?
1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás. 2. Milyen hatással van az újrakristályosítás az alakított fémek mechanikai tulajdonságaira?
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata
 Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
passion for precision Sphero-X simítás és nagyolás 40 és 70 HRC között
 passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
VANADIS 10 SuperClean Nagy kopásállóságú porkohászati (PM) hidegmunkaacél
 hidegmunkaacél") SZERSZÁMACÉL ISMERTETÕ VANADIS 1 SuperClean Nagy kopásállóságú porkohászati (PM) hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Mértékadó szerszámacéltulajdonságok NAGY SZERSZÁMTELJESÍTMÉNYHEZ
SZERSZÁMACÉL ISMERTETÕ VANADIS 1 SuperClean Nagy kopásállóságú porkohászati (PM) hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Mértékadó szerszámacéltulajdonságok NAGY SZERSZÁMTELJESÍTMÉNYHEZ
Egyensúlyitól eltérő átalakulások
 Egyensúlyitól eltérő átalakulások Egyensúlyitól eltérő átalakulások Az előzőekben láttuk, hogy az egyensúlyi diagramok alapján meg lehet határozni a kristályosodás, a fázis átalakulások stb. hőmérsékleteit.
Egyensúlyitól eltérő átalakulások Egyensúlyitól eltérő átalakulások Az előzőekben láttuk, hogy az egyensúlyi diagramok alapján meg lehet határozni a kristályosodás, a fázis átalakulások stb. hőmérsékleteit.
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Szóbeli vizsgatantárgyak. Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek /V
 Szóbeli vizsgatantárgyak Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Szakmai ismeretek tantárgy szóbeli vizsgatételei 1. a. Ismertesse a hőkezelés
Szóbeli vizsgatantárgyak Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Szakmai ismeretek tantárgy szóbeli vizsgatételei 1. a. Ismertesse a hőkezelés
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
SLEIPNER. Hidegmunkaacél. www.uddeholm.com SLEIPNER
 Hidegmunkaacél SLEIPNER www.uddeholm.com 1 Ezen brosura adatai az általunk ismert legfrissebb információkon és tudományos ismereteken alapulnak. Nem szolgálnak azonban garanciaként sem a speciális tulajdonságok,
Hidegmunkaacél SLEIPNER www.uddeholm.com 1 Ezen brosura adatai az általunk ismert legfrissebb információkon és tudományos ismereteken alapulnak. Nem szolgálnak azonban garanciaként sem a speciális tulajdonságok,
IMPAX SUPREME Elõnemesített szerszámacél mûanyag formákhoz
 SZERSZÁMACÉL ISMERTETÕ IMPAX Elõnemesített szerszámacél mûanyag formákhoz Überall, wo Werkzeuge hergestellt und verwendet werden 931204 Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen
SZERSZÁMACÉL ISMERTETÕ IMPAX Elõnemesített szerszámacél mûanyag formákhoz Überall, wo Werkzeuge hergestellt und verwendet werden 931204 Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Kerámia, üveg és fém-kerámia implantátumok
 Kerámia, üveg és fém-kerámia implantátumok Bagi István BME MTAT Bevezetés Kerámiák csoportosítása teljesen tömör bioinert porózus bioinert teljesen tömör bioaktív oldódó Definíciók Bioinert a szomszédos
Kerámia, üveg és fém-kerámia implantátumok Bagi István BME MTAT Bevezetés Kerámiák csoportosítása teljesen tömör bioinert porózus bioinert teljesen tömör bioaktív oldódó Definíciók Bioinert a szomszédos
VANADIS 30 SuperClean Co-ötvözésû nagyteljesítményû PM gyorsacél hidegalakító szerszámokhoz
 SZERSZÁMACÉL ISMERTETÕ VANADIS 3 SuperClean Co-ötvözésû nagyteljesítményû PM gyorsacél hidegalakító szerszámokhoz Überall, wo Werkzeuge hergestellt und verwendet werden Alkalmazási területek A VANADIS
SZERSZÁMACÉL ISMERTETÕ VANADIS 3 SuperClean Co-ötvözésû nagyteljesítményû PM gyorsacél hidegalakító szerszámokhoz Überall, wo Werkzeuge hergestellt und verwendet werden Alkalmazási területek A VANADIS
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 [email protected] www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 [email protected] www.cloos.hu
Felhasználási céljuk szerint: I.csoport: MSZ EN 10027-1 GS 355 J2 G1 W Cu 5 Számjel: 1 40 01
 Felhasználási céljuk szerint: I.csoport: a felhsználó számára valamely mechanikai, fizikai tulajdonság garantálása fontos. MSZ EN 10027-1(anyagminőség meghatározására szolgál) Rövid jel: az acélok minőségének
Felhasználási céljuk szerint: I.csoport: a felhsználó számára valamely mechanikai, fizikai tulajdonság garantálása fontos. MSZ EN 10027-1(anyagminőség meghatározására szolgál) Rövid jel: az acélok minőségének
1. ábra Ionimplantációs berendezés elvi felépítése
 5.2.1. Ionimplantáció Az ionimplantáció elsődlegesen az elektronikai technológiák fejlesztésekor került az érdeklődés középpontjába. Alapvető sajátossága, hogy a szilárd anyag felületének (felületi összetételének)
5.2.1. Ionimplantáció Az ionimplantáció elsődlegesen az elektronikai technológiák fejlesztésekor került az érdeklődés középpontjába. Alapvető sajátossága, hogy a szilárd anyag felületének (felületi összetételének)
FÉMÖTVÖZETEK HŐKEZELÉSE
 FÉMÖTVÖZETEK HŐKEZELÉSE ANYAGMÉRNÖK BSC KÉPZÉS (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI ÉS NANOTECHNOLÓGIAI INTÉZET
FÉMÖTVÖZETEK HŐKEZELÉSE ANYAGMÉRNÖK BSC KÉPZÉS (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI ÉS NANOTECHNOLÓGIAI INTÉZET
Akusztikus aktivitás AE vizsgálatoknál
 Akusztikus aktivitás AE vizsgálatoknál Kindlein Melinda, Fodor Olivér ÁEF Anyagvizsgáló Laboratórium Kft. 1112. Bp. Budaörsi út 45. Az akusztikus emissziós vizsgálat a roncsolásmentes vizsgálati módszerek
Akusztikus aktivitás AE vizsgálatoknál Kindlein Melinda, Fodor Olivér ÁEF Anyagvizsgáló Laboratórium Kft. 1112. Bp. Budaörsi út 45. Az akusztikus emissziós vizsgálat a roncsolásmentes vizsgálati módszerek
Felületkezelések Dr. Fábián Enikő Réka
 Hőkezelés- 2016/2017 ősz Felületkezelések Dr. Fábián Enikő Réka [email protected] Termokémiai kezelések A termokémiai kezelések célja az acél felületén meghatározott mélységig valamilyen fémes vagy nemfémes
Hőkezelés- 2016/2017 ősz Felületkezelések Dr. Fábián Enikő Réka [email protected] Termokémiai kezelések A termokémiai kezelések célja az acél felületén meghatározott mélységig valamilyen fémes vagy nemfémes
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
Fogyóelektródás védőgázas ívhegesztés
 Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
ÖNTÖTTVASAK HEGESZTÉSE
 Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák.
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2016/17. Szilárdságnövelés. Dr. Mészáros István Az előadás során megismerjük
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István [email protected] 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István [email protected] 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei. Szilárdság növelésének lehetőségei
 A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
1. A témakörök heti bontás (Ütemezés)
") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Anyagok és technológiák II. BAXAN23BNE
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Anyagok és technológiák II. BAXAN23BNE
Indukciós hevítési és edzési eljárások
 Indukciós hevítési és edzési eljárások BME-Gépészmérnöki Kar Anyagtudomány és Technológia Tanszék 2011.11.15. Farkas Árpád Inductoheat Europe GmbH Inductotherm Group 1 Miért az indukció? Az ipar fejlődésével
Indukciós hevítési és edzési eljárások BME-Gépészmérnöki Kar Anyagtudomány és Technológia Tanszék 2011.11.15. Farkas Árpád Inductoheat Europe GmbH Inductotherm Group 1 Miért az indukció? Az ipar fejlődésével
ACÉLSZERKEZETEK I. - 1. Előadás
 ACÉLSZERKEZETEK I. - 1. Előadás Dr. RADNAY László PhD. Főiskolai Docens Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: [email protected] [1] In Memoriam Prof. Dr. Fernezelyi Sándor Prof.
ACÉLSZERKEZETEK I. - 1. Előadás Dr. RADNAY László PhD. Főiskolai Docens Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: [email protected] [1] In Memoriam Prof. Dr. Fernezelyi Sándor Prof.
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
Acetilén és egyéb éghető gázok felhasználása pro és kontra. Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15.
 Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
HŐKEZELÉS BMEGEMTAGM3. Dr. Dévényi László Anyagtudomány és Technológia Tanszék
 HŐKEZELÉS BMEGEMTAGM3 Dr. Dévényi László Anyagtudomány és Technológia Tanszék Hőkezelés: szilárd halmazállapotú anyagon végzett, szándékozott anyagtulajdonságokat biztosító technológia, amit célszerűen
HŐKEZELÉS BMEGEMTAGM3 Dr. Dévényi László Anyagtudomány és Technológia Tanszék Hőkezelés: szilárd halmazállapotú anyagon végzett, szándékozott anyagtulajdonságokat biztosító technológia, amit célszerűen
Acélok hőkezelése. Hipereutektoidos acél. 1 ábra A Fe-C egyensúlyi állapotábra acélokra vonatkozó bal alsó sarka
 Acélok hőkezelése Az acél alapvetően Fe-C ötvözet, melynek tulajdonságainak javítására további anyagokkal ötvözhetnek. (Az ötvözetlen acélok maximális karbontartalma 2,1 %, de néhány erősen ötvözött szerszámacél
Acélok hőkezelése Az acél alapvetően Fe-C ötvözet, melynek tulajdonságainak javítására további anyagokkal ötvözhetnek. (Az ötvözetlen acélok maximális karbontartalma 2,1 %, de néhány erősen ötvözött szerszámacél
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel
 Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány
 Hőkezelési szakirány") Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. Tantárgyleírás
Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. Tantárgyleírás
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Rozsdamentes anyagok fertőződésének megelőzése
 Rozsdamentes anyagok fertőződésének megelőzése Nemesacél anyagok feldolgozása során rendkívül nagy figyelmet kell fordítani a felületkezelés szakszerűségére, megfelelő hegesztőanyagok és kötőelemek kiválasztására.
Rozsdamentes anyagok fertőződésének megelőzése Nemesacél anyagok feldolgozása során rendkívül nagy figyelmet kell fordítani a felületkezelés szakszerűségére, megfelelő hegesztőanyagok és kötőelemek kiválasztására.
1. Hidegalakítás, melegalakítás, félmelegalakítás
 Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
90 SUPREME Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ QRO 9 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden QRO 9 Általános információk A QRO 9 nagyteljesítményûcr-mo-vötvözésû melegszerszámacél, jellemzõi: Igen
SZERSZÁMACÉL ISMERTETÕ QRO 9 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden QRO 9 Általános információk A QRO 9 nagyteljesítményûcr-mo-vötvözésû melegszerszámacél, jellemzõi: Igen
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Szabványos acélok és öntöttvasak
 Szabványos acélok és öntöttvasak Acélok csoportosítása és nemzetközi jelölése - Egy termék, gyártmány tervezésekor a tervezőnek a várható igényeknek megfelelő anyagot kell választani. Az anyagválasztást
Szabványos acélok és öntöttvasak Acélok csoportosítása és nemzetközi jelölése - Egy termék, gyártmány tervezésekor a tervezőnek a várható igényeknek megfelelő anyagot kell választani. Az anyagválasztást
A szár átmérőjével megegyező átmérőjű, a munkadarabbal azonos térfogatú félkemény előgyártmány rajza:
 A szár átmérőjével megegyező átmérőjű, a munkadarabbal azonos térfogatú félkemény előgyártmány rajza: Látható, hogy a karcsúság miatt fennáll a kihajlás kockázata. Az egy lépésben maximálisan megengedhető
A szár átmérőjével megegyező átmérőjű, a munkadarabbal azonos térfogatú félkemény előgyártmány rajza: Látható, hogy a karcsúság miatt fennáll a kihajlás kockázata. Az egy lépésben maximálisan megengedhető
VIDAR SUPREME Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ VIDAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A VIDAR egy Cr-Mo-V-ötvözésû melegmunkaacél, jellemzõi: A hirtelen hõmérsékletváltozásokkal
SZERSZÁMACÉL ISMERTETÕ VIDAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A VIDAR egy Cr-Mo-V-ötvözésû melegmunkaacél, jellemzõi: A hirtelen hõmérsékletváltozásokkal
Szabadentalpia nyomásfüggése
 Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT!
 Cromkontakt galvánipari kft Cromkontakt galvánipari kft. KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT! Az Ön megbízható partnere a galvanizálásban! KAPCSOLAT 1214 Budapest, II. Rákóczi Ferenc út 289-295. Tel: +36-20-450-7284
Cromkontakt galvánipari kft Cromkontakt galvánipari kft. KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT! Az Ön megbízható partnere a galvanizálásban! KAPCSOLAT 1214 Budapest, II. Rákóczi Ferenc út 289-295. Tel: +36-20-450-7284
RAMAX S Elõnemesített korrózióálló Szerszám keretanyag
 SZERSZÁMACÉL ISMERTETÕ RAMAX S Elõnemesített korrózióálló Szerszám keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A RAMAX S egy króm ötvözésû, korrózióálló forma
SZERSZÁMACÉL ISMERTETÕ RAMAX S Elõnemesített korrózióálló Szerszám keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A RAMAX S egy króm ötvözésû, korrózióálló forma
Anyagismeret. 3. A vas- karbon ötvözet
 Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél: