MUNKAANYAG. Várnagy Csaba. Varratképzés bevonelektródás kézi ívhegesztéssel. A követelménymodul megnevezése: Hegesztő feladatok
|
|
|
- Gusztáv Tamás
- 9 évvel ezelőtt
- Látták:
Átírás
1 Várnagy Csaba Varratképzés bevonelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: A tartalomelem azonosító száma és célcsoportja: SzT

2 VARRATKÉPZÉS BEVONT ELEKTRÓDÁS KÉZI ÍVHEGESZTÉSSEL ESETFELVETÉS-MUNKAHELYZET A munkahelyünk a dolgozók munkába szállításához autóbuszt használ. A téli útviszonyok miatt sérülés érte a buszt. Az előzetes felmérés szerint meg kell bontani az oldallemezelést és a váz szerkezetet javítani kell. Az autóbusz karosszéria váza zártszelvényből és acél csőből készült. Ez a váz tartja a különböző rögzítő elemeket. A sérült darabokat ki kell vágni és cserélni. A javítást zömében bevont elektródás kézi ívhegesztéssel kell elvégezni. A továbbiakban elsajátítjuk a munkához szükséges bevont elektródás kézi ívhegesztés alapjait ábra Korszerű hegesztő labor 1

3 Hegesztéssel két, rendszerint fémes anyag között, azok részleges megolvasztásával olyan nem oldható kötést hozunk létre, amelynek tulajdonságai viszonylag jól megközelítik az összekötni kívánt fémes anyagokét. Az ívhegesztés során a kötésben részt vevő anyagok részleges megolvasztása villamos ív segítségével történik. A hegesztés kohéziós kapcsolatot létesít az összekötendő részek között. A kapcsolatra jellemző, hogy a kötés folytonos és technológiailag fejlett technika szükséges a létrehozásához. A BEVONT ELEKTRÓDÁS KÉZI ÍVHEGESZTÉS. Hegesztéskor a hőt elektromos energiával hozzuk létre a varrat védelme folyékony salak bevonattal történik. A salak a munkavégzésekor az elektródáról leolvadva automatikusan fedi be a varratot ábra. Kézi ívhegesztés 2

4 003. ábra. Kézi ívhegesztés folyamata. 004.ábra. Az oktatást elősegítő fényvédő 3

5 A villamos ív tulajdonképpen két elektróda között kialakuló, részben ionizált gázokból álló vezetési csatorna, amelynek hőmérséklete C közötti, és amelyben az áramsűrűség A/cm2 között változik. Az ívet megfelelő nagyságú, de életveszélyt lehetőleg nem okozó feszültséggel hozzák létre, amely rendszerint kevesebb, mint 100 V. A hegesztőív azonban változó alakú áramvezető csatorna: mérete és vezetőképessége többek között függ az áramerősségtől. Főbb jellemzőinek változását, valamint a hegesztés során benne lejátszódó folyamatokat az áramforrásnak, a hegesztő berendezésnek meglehetős rugalmassággal kell követnie az ív fenntartása érdekében. A hegesztőáramforrásoknak ugyanakkor biztosítani kell a megszakadt ív könnyű újragyújthatóságát is. A hosszantartó elektromos kisülés (hegesztő ív) megömleszti az alapanyagot és a bevont elektródát és ez az ömledék megdermedve hozza létre a varratot. MMA-hegesztés az angol rövidítés Manual Metal Arc alatt a bevont elektródás ívhegesztést értjük. Ez az egyik leginkább ismert és elterjedt hegesztési eljárás, mivel gyakorlatilag minden hegesztési helyzetben alkalmazható. Az elektródán levő bevonat feladata az ív stabilitásának biztosítása és az ömledék védelme az oxidációtól. A hegesztő felszerelés főbb részei: áramforrás, hegesztőkábel, elektródafogó, testkábel, továbbá a bevonatos elektróda. Az eljárás fontosabb jellemzői: az üzembe helyezése egyszerű, kicsi a beruházási költsége, a bevonatos elektródák nagy választékban állnak rendelkezésre és könnyen beszerezhetők, nehezen hozzáférhető helyek hegesztésére is alkalmas, ötvözetlen, erősen ötvözött acélok, nem vas alapú fémek, és öntöttvas hegesztésére egyazon áramforrással alkalmas, továbbá más hegesztő eljárásokhoz képest kevéssé érzékeny a munkadarabok tisztaságára és illesztésük pontosságára. A bevont elektródás ívhegesztéshez rendszerint egyenáramú áramforrást alkalmaznak, amely általában egy hegesztőtranszformátor, tirisztoros vezérléssel, egyenáramú dinamó mely szabályozása kis áramerőségeknél is kitűnő, korszerű frekvencia átalakítós hegesztő berendezések (inverteres). A mai korszerű hegesztő berendezések mikroprocesszoros vezérléssel rendelkeznek, ami biztosítja a nyugodt ívtartást és a biztos gyújtást ábra. A hegesztő berendezés fő részei 4

6 Kézi ív hegesztésekor a következő lépéseket tudjuk megkülönböztetni: 006. ábra. A kézi ívhegesztés fázisai Látjuk, hogy az áramforrás feszültsége, áramerőssége hogyan változik a hegesztési művelet lépései alatt. A lépések magyarázata egyenáramú hegesztésre vonatkozik. Váltóáram esetén számításba kell venni a frekvenciát. 1. Első lépés munkavégzés nincs. - Az elektróda távolsága nagy a munkadarabtól - Hőmérséklet egyenlő a környezeti hőmérséklettel - Az áramforrás feszültsége megegyezik a gyújtó feszültséggel (40-90 V.) - Áramerősség egyenlő nullával 2. Az elektródával megérintjük a munkadarabot, ez az ívkeltés kezdete - Az elektróda és a munkadarab között a távolság gyakorlatilag nulla - A hőmérséklet az elektróda és a munkadarab érintkező felületein igen rövid idő alatt ~1538 C 0 -ra emelkedik (olvadáspont) - Az áramforrás feszültsége a rövidzárás miatt U=0 lesz 5

7 - Az áramerősség az áramforrás műszaki paraméterei által behatárolt maximumra emelkedik I z 3. Ívkeltés. - Az elektróda az ív fenntartásához szükséges távolságra van az alapanyagtól - A hőmérséklet a mérés helyétől függően C 0 -ig terjed és kialakul egy olyan indukciós mező, ami elősegíti az ömledék leválását - Az áramforrás feszültsége beáll az ívhúzáshoz szükséges nagyságra - Az áramerősség nagyságát a beállított paraméterek és az ív fenntartása határozza meg 4. Az elektróda csepp leválása - A csepp leválása pillanatnyi rövidzárral jár, csökken a hőmérséklet mintegy ~1600 C 0 -ra a teljes leválás után beáll az ív keltés állapota a jellemzőkkel, majd az egész ismétlődik. - A villamos ívben a következő folyamatok játszódnak le: - Az ív begyújtásához meg kell szakítani az áramkört. Az elektróda és a munkadarab közötti levegő a villamos áram hőhatása következtében ionizálódik oly módon, hogy a semleges atomok negatív töltésű elektronokra és pozitív töltésű ionokra bomlanak, a negatív sarokra kapcsolt felizzott elektródáról pedig elektronok lépnek ki. - A pozitív sarokról az ionok a negatív sarok felé-, a negatív töltésű elektronok a pozitív sarok felé áramlanak nagy sebességgel. Felütődéskor az elektronok nagy mozgási energiájukkal felizzítják a munkadarab felületét, míg az ionok az elektróda végét tartják izzásban. A hegesztőív hőmérséklete kb C. Ez az érték azonban az egyes pólusokon változó. - A pozitív ionok becsapódási helyét katódfoltnak nevezzük. - Az ívgyújtás és ívtartás folyamatát az alábbi ábra szemlélteti: 007. ábra. Fém csepp leválása 6

8 - a) rövidzárlat - b) ívkeltés - c) folyékony fémhíd kialakulása - d) ívújragyújtás A kézi ívhegesztéshez egyenáramú, és váltóáramú áramforrás is használatos. Egyenáram esetén, a pozitív póluson nagyobb a felmelegedés, mint a negatív póluson, mert az elektronok mozgási energiája nagyobb, mint az ionoké. Ezért kell a méretében és tömegében nagyobb méretű munkadarabot a pozitív-, míg a kisebb méretű elektródát a negatív pólusra kapcsolni. A hegesztőív gyújtásához és fenntartásához aránylag kis feszültség, de nagy áramerősség szükséges. Az ív begyújtásakor ügyelni kell arra, hogy a pálca ne ragadjon. Ez akkor következik be, ha a pálca az áramkör rövidre zárásához túl sokáig érintkezik a munkadarabbal. Az odaragadt pálcát csavarással lehet leszakítani a munkadarabról ábra. Munkadarabhoz ragadt hegesztő pálca 7

9 A BEVONT ELEKTRÓDÁS KÉZI ÍVHEGESZTÉS ESZKÖZEI. Dinamó Az öngerjesztő egyenáramú generátort dinamónak nevezik. A hegesztődinamó a legtöbbször két fő részből áll: az egyenáramú dinamóból, és a dinamó forgó részét, az armatúrát hajtó villanymotorból. A két villamos gép közös házban dolgozik, közös a tengelyük. Készítenek olyan hegesztődinamót is, amelyet belsőégésű motor hajt, így a segítségével, elektromos hálózattal ki nem épített helyeken is lehet hegeszteni. Kézi ívhegesztésre nem alkalmas önmagában sem a főáramkörű, sem a mellékáramkörű dinamó. Ezeknek ugyanis vízszintes a karakterisztikájuk. A hegesztéshez szükséges karakterisztikát az ún. compaund tekercselésű gépekkel jól meg lehet közelíteni. Ezek pólusain egy főáramkörű és egy mellékáramkörű tekercs található ábra. Dinamó felépítésének elvi vázlata Az S jelű tekercset a forgórésszel sorba kapcsolták, míg az M jelűt párhuzamosan. Üres járáskor a remanens mágnesség hatására áram indukálódik a forgótekercsben, és az M jelű tekercsen átfolyva annak mágneses terét tovább erősíti, vagyis öngerjesztés jön létre. A gép mint mellékáramkörű dinamó felgerjed, és az üres járási feszültséget szolgáltatja. Terhelés alatt az S jelű tekercsben a hegesztőáram folyik, és miután ennek mágneses mezője (Fs) ellentétes az M tekercs mágneses mezőjével (Fm), annál jobban gyengíti a gerjesztett mágneses teret (Fm), minél nagyobb a terhelőáram. Ezzel létrejön a hegesztéshez optimális meredek karakterisztika. A hegesztődinamó előnyei: - a hálózati feszültségingadozásra kevésbé érzékeny, - a kis áramerősségi tartományban is jól szabályozható, - jó ívgyújtási és hegesztési tulajdonság, - meredek karakterisztikájú, a legtöbb elektródatípussal való hegesztésre alkalmas. 8

10 A hegesztődinamó hátrányai: - alacsony hatásfok (50-60%), - túlterhelésre érzékeny, - a szénkeféket gyakran kell cserélni, - zajos, - nedvességre, porra érzékeny, ezért kültéri használatra nem javasolt. 1. Hegesztőtranszformátor A transzformátor a legegyszerűbb esetben két tekercsből áll, amelyek közös, zárt vasmagon helyezkednek el. Az egyik tekercsre váltakozó feszültségű generátort, a másikra fogyasztót kötünk. Az energiaforráshoz kapcsolt tekercset primer tekercsnek, a fogyasztóhoz kapcsolt tekercset szekunder tekercsnek nevezzük ábra. Transzformátor A transzformátor a váltakozó feszültségű primer áramkörből felvett villamos energiát mágneses mező közvetítésével a szekunder kör fogyasztójának adja át változatlan frekvenciájú, de más feszültségű villamos energia formájában. A hálózati 230V illetve 380V feszültséget 20-90V-os feszültséggé alakítja ábra. Ellentétes irányú mágneses teres hegesztő transzformátor 9

11 A hegesztőtranszformátorok lényegesen egyszerűbbek a hegesztődinamónál. Mozgó alkatrészük nincs, ezért élettartamuk hosszú. Az indukált váltakozó áramot szilícium és germánium diódák egyen irányítják. Az ívhegesztéshez szükséges eső jellegű karakterisztikát a primer és a szekunder tekercsekben folyó áramok ellentétes irányú mágneses tere hozza létre. Minél nagyobb a szekunder tekercsből levehető hegesztőáram, elektromágneses tere annál jobban lerontja a primer tekercsét. A terhelés növekedésével tehát csökken a gép feszültsége. A hegesztőtranszformátor beállítása. Az áramerősséget csakis a gép üresjáratában, tehát nyitott áramkör esetén szabad változtatni. Az áramerősség változtatásának egyik lehetősége a mágneses sönt alkalmazása. Ez a zárt vasmag egy kivágott szelete, amely közelíthető, ill. távolítható a vasmag másik darabjához képest. A primer tekercs által gerjesztett mágneses erővonalak részben a szekunder tekercs vastestén, részben a vasmaghoz légréssel kapcsolódó állítható vastesten záródnak. Az erővonalak annál nagyobb része záródik a vastesten, minél kisebb a légrés. A vasmag elrendezésben az állítható mágnes híd az erővonalakat eltereli, ennek megfelelően gyengül a szekunder tekercset gerjesztő fluxus, tehát csökken a transzformátor hegesztőárama ábra. Szórt fluxusú hegesztő trafó 10

12 Az áramerősség változtatásának további lehetősége a tekercsek menetszámának megváltoztatása, változtatható ellenállás beiktatása, illetve a primer és a szekunder tekercs távolságának változtatása. A kereskedelmi forgalomban többféle hordozható, a ház körüli munkákra alkalmas transzformátort lehet kapni. Fontos tudnivaló, hogy a transzformátor bázikus elektróda használatára nem alkalmas. A hordozható transzformátorok bekapcsolási ideje általában %, tehát a hegesztésre szánt idő mintegy negyedét lehet csak effektív a varratkészítésre fordítani, a többi időtartamban a transzformátornak hűlnie kell. Hátránya a transzformátornak, hogy a kis áramerősség tartományban alacsony az üresjárati feszültsége, ami gyakran még a rutilos elektróda gyújtásához sem elegendő. Nagyon érzékeny a hálózati feszültség ingadozására. Ha pl. két hegesztő dolgozik egy hálózatról, mindkét ív együtt égésekor előfordulhat, hogy az egyik ív leáll. Ekkor a hálózati feszültség a terhelés lecsökkenése miatt %-kal is megnövekedhet. Ez a másik hegesztőnél olyan mértékű leolvadás növekedést eredményezhet, hogy az ő íve is megszakad. A 70-90V váltakozó áramú feszültség az emberi szervezetre veszélyesebb, mint az egyenáram azonos gyújtófeszültsége. Összefoglalva a hegesztőtranszformátor előnyei: - egyszerű felépítés, barkács méretben olcsón beszerezhető, - üres járásban kis teljesítményfelvétel, - forgó, kopó alkatrészt nem tartalmaz, - az ívre mágneses fúvóhatása nincs, - a katódfolt követi a pálca mozgását, az ív nem hajlik el. A hegesztőtranszformátor hátrányai: - hálózati terhelése aszimmetrikus, - színesfémek hegesztésére, ötvözött elektróda használatára nem alkalmas. 2. Inverter: A frekvencia átalakítós (inverteres) áramforrásban (2.14. ábra) először a hálózati feszültséget diódás egyenirányító egyen irányítja, majd félvezető elemekből felépített frekvenciaváltó (inverter) középfrekvenciás ( khz) lüktetőfeszültséggé alakítja át. Ezt a feszültséget középfrekvenciás transzformátor csökkenti a megfelelő kis értékre. A transzformátor szekunder tekercséhez csatlakozik a diódás egyenirányító, ill. a simító fojtótekercs, amely a hegesztéshez szükséges egyenfeszültséget adja. A rendszer hatásfoka a többszöri energiaátalakítás ellenére is jobb, mint a hagyományos áramforrásoké. 11

13 013. ábra. Frekvencia átalakítós (inverteres) hegesztő berendezés A BEVONT ELEKTRÓDÁS KÉZI ÍVHEGESZTÉS ALKALMAZÁSA. Az ipar minden területén alkalmazzák egyszerűsége, olcsósága miatt. Gyakorlatilag minden anyag hegesztéséhez létezik elektróda nem igényel jelentős beruházást és könnyen megtanulható. Használható erősen ötvözött acélokhoz szerkezeti acélokhoz kötő és felrakó hegesztéshez. A műveletekhez különböző típusú (vastagságú, bevonatú) elektródák állnak rendelkezésre. A technológia hátránya a kis leolvadási teljesítmény és a hegesztő jelentős szerepe. Nem vasfémekhez nehezebben alkalmazható. 1.A bevonatok. A különböző alkalmazásokhoz más és más típusú bevonatot kell alkalmazni. A savas bevonatot akkor célszerű alkalmazni, ha egyszerű helyzetben mély beolvadásra van szükség. Cellulóz bevonat csövek gyökhegesztésénél szükséges. Rutilos bevonatot a barkácsolásnál, egyszerűbb hegesztési feladatoknál és közepes szilárdsági követelményeknél. Bázikus bevonat szükséges fokozott mechanikai követelményekhez. 2.A bevonat feladatai. - Ívstabilitás (K, Na, Ca csökkenti a kilépési munkát, ionizációs potenciált) - Védőgáz képzés (szerves anyagok, pl. cellulóz és CaCO 3 -ból) - Dezoxidálás, denitrálás (Mn, Si, Al, V, Ti, stb.) 12

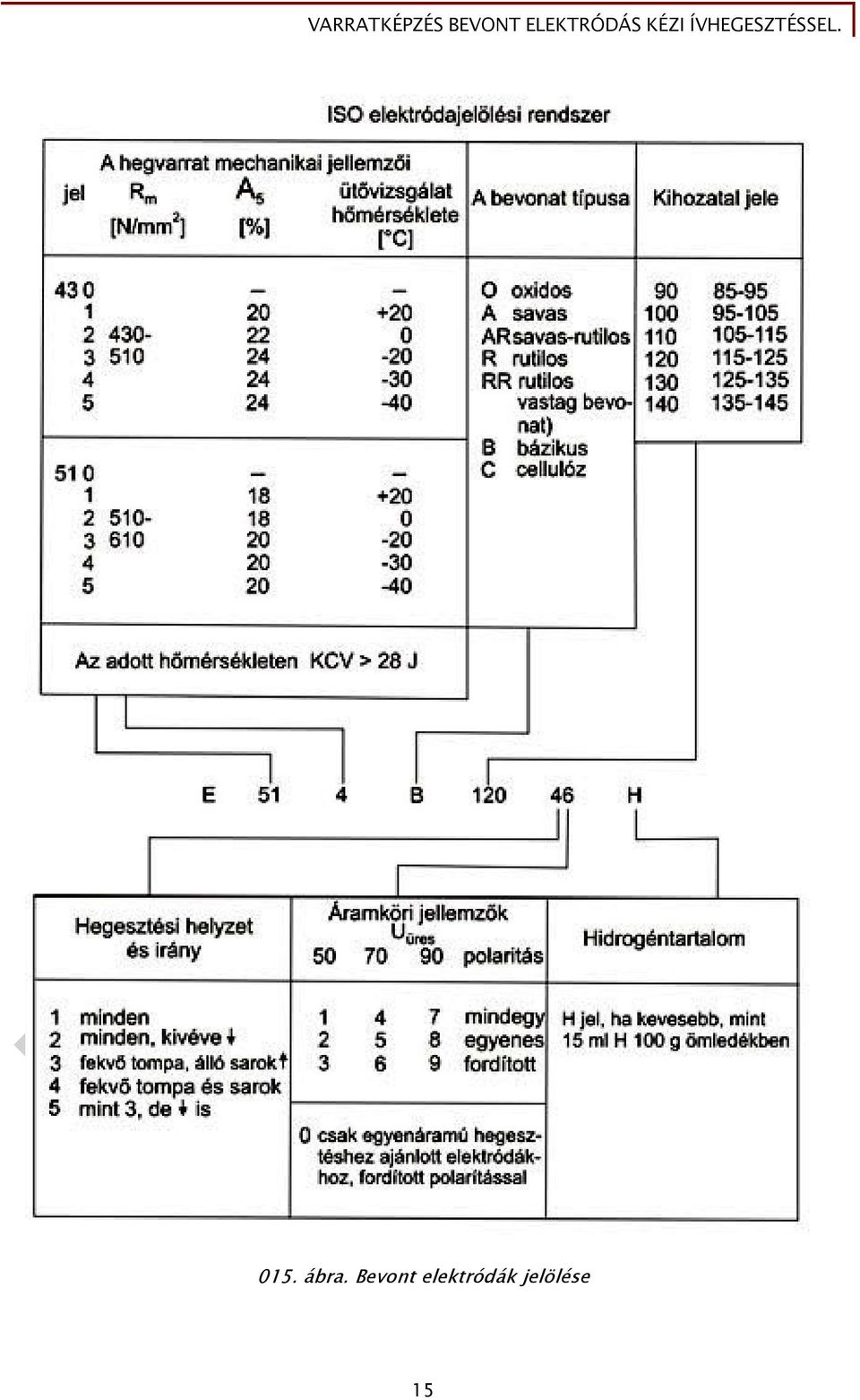
14 - Ötvözés (alapanyagtól függő ötvözők, ferro-ötvözetek formájában) - Salakképzés (rutilból, szerves anyagokból, SiO 2 -ből, MnO-ból stb.) - Lehűlési sebesség csökkentése, metallurgiai folyamatok - Leolvadási sebesség növelése A HEGESZTŐELEKTRÓDÁK SZABVÁNYOS JELÖLÉSE A hegesztő elektródák szabványos jelölését az MSZ 6947 szabvány írja le. A jelölés hét számjegyből áll: - 1. A kézi ívhegesztés jele - 2. A folyáshatár és a szakítószilárdság kódja - 3. Az ütőmunka és a nyúlás1. számjele, min. 28 J - 4. Az ütőmunka és a nyúlás 2. számjele, min. 28 J - 5. A bevonat típusának számjele - 6. A hegesztési helyzetek számjele - 7. Az áramnem számjele A pontonkénti jelöléseket a vonatkozó szabvány tartalmazza 014. ábra. Vastag bevonatú kézi ívhegesztő elektróda Hegesztési helyzetek: - PA Fekvő vízszintes - PB Haránt vízszintes - PC Haránt helyzet - PD Haránt fejfeletti helyzet - PE Fej feletti helyzet - PF Függőleges felfelé hegesztés - PG Függőleges lefelé hegesztés 13

15 A legmegfelelőbb elektróda átmérők: Lemezvastagság L.v. mm. Elektróda átmérő d. mm , ,5-3, ,

16 015. ábra. Bevont elektródák jelölése 15
17 HEGESZTÉSI FELÜLETEK ELŐKÉSZÍTÉSE Hegesztett szerkezeteknél előkészítő műveleteket kell végezni a hegesztés megkezdése előtt. Az előkészítő műveletek sorrendben a következők: előrajzolás, leszabás, az élek megmunkálása a varrat alakjának megfelelően, a felületek megtisztítása, az egyes elemek beállítása, összeállítása ábra. Él kiképzés villamos ívhegesztéshez 16

18 Az élek megmunkálásának alakját az határozza meg, hogy milyen varrattal kell az egyes darabokat összehegeszteni. Az alakra, méretre, illesztési hézagra vonatkozó előírásokat szabvány szabályozza. A szennyeződések erősen rontják az ív stabilitását és csökkenti a varrat szilárdságát. Ezért a felületek tisztítása gondos munkát igényel. Az összehegesztendő munkadarabokat végleges helyzetükbe rögzíteni kell. (készülék, sablon, fűzés) ábra. Él kiképzés Y varrat Az elektróda átmérő helyes megválasztásától nagymértékben függ a készített varrat minősége és a termelékenység. A vastagabb elektróda használata nagyobb termelékenységgel jár, de ennek határt szab a munkadarab vastagsága, másrészről túl vastag elektródával nem lehet hozzáférni a gyök alsó részéhez. Túl vékony elektróda esetén az hamarabb megolvad, szétfolyik. Az elektróda megválasztásakor figyelembe kell venni a munkadarab vastagságát, a varrat helyzetét, a hőelvezetés módját. A gyakorlatban használt elektróda átmérők: 2, 2,5, 3,25, 4, 5, 6 mm az elektróda hossz 450 mm a vékonyaké 350 mm. Az áramerősség megválasztásánál több tényezőt kell figyelembe venni: - Az elektróda átmérője - Az elektróda fajtája - A munkadarab anyaga - A hegesztési helyzet - A hegesztő gyakorlottságát - Az évszakot (külső munkánál) - A gép statikus jelleggörbéjét - Az elektróda felmelegedését - A munkadarab nagyságát 17

19 - A varrat jellegét - A hegesztési helyzetet - A tényleges áramerősség eltér a gépen beállított értéktől (hosszabb kábelek) 018. ábra. Hőelvezetés különböző kötéseknél AZ ÁRAMERŐSSÉGET MEGHATÁROZÓ SZEMPONTOK nagyobb Áramerősség kisebb Hegesztő gyakorlottsága kevésbé gyakorlott gyakorlott Évszak télen nyáron A gép statikus jelleggörbéje Kis rövidzárási áramerősségnél Nagy rövidzárási áramerősségnél Munkadarab nagysága nagy kicsi Varrat jellege sarokvarratok tompavarratok Hegesztés helyzete vízszintes Függőleges és fejfölötti Kábel hossza hosszú rövid A hegesztőgép üzembe helyezése előtt meg kell győződni a kábelsaruk állapotáról, és meg kell vizsgálni a berendezés földelését. Rendellenesség esetén a berendezést a javításig nem szabad üzembe helyezni. A HEGESZTÉS TECHNOLÓGIÁJA. 1. Az elektróda tartása és vezetése. Az elektródának a hegesztés síkjához viszonyított helyzete döntően befolyásolja a beolvadás mértékét, a varrat alakját és minőségét. 18

20 019. ábra. Az elektróda tartása és vezetése. - Vékonyan bevont elektródák esetén az alfa szög = 15 - Vastagon bevont elektródák esetén az alfa szög = Ebben az esetben az ív a salakot felszorítja a lehűlő varratra, így megakadályozza a gyors lehülést ábra. Elektróda tartása V X átlapolt, és sarokvarratok esetén. 19

21 V és X varratok esetén nem szabad oldalra dönteni az elektródát, mert csak az egyik oldalon lesz beolvadás. Függőleges hegesztés esetén, ha felülről lefelé haladunk, akkor alfa szög értéke 15. Ha alulról felfelé haladunk, akkor az alfa és a béta szög is egyenlő nullával ábra. Elektróda tartása függőleges hegesztésnél ábra. Az elektróda tartása a függőleges síkban fekvő vízszintes varrat hegesztésénél. 20
22 023. ábra. függőleges síkban fekvő vízszintes varrat Fejfölötti hegesztésnél az elektródát az alábbi ábra szerint kell tartani úgy, hogy az alfa szög értéke 15 legyen ábra. Az elektróda tartása fejfeletti hegesztésnél. A megadott szögértékek az elektróda tartására vonatkozóan csak irányértékeknek kell tekinteni, amelyeket a hegesztő úgy módosíthat, hogy a kívánt varratot a legjobban tudja kialakítani. 21
23 025. ábra Az elektródavezetési módok. Az elektróda tartásán kívül nagy hatása van a hegesztésre az elektróda vezetésének is. - A keskeny varratokat, valamint a gyökvarratokat az elektróda oldalirányú mozgatása nélkül készíthetjük. (a ábra) - Szélesebb varratok esetén az elektródával keresztirányú lengő mozgást végzünk. (b ábra) - Vastagon bevont elektródák használata esetén keresztirányú ívelő mozgást végzünk, amely a széleknél egy kissé visszafelé hajlik, és ez a salak visszaszorítását segíti elő. (c ábra) - A vékonyan bevont elektródák használata esetén a keresztirányú ívelő mozgás előre irányul. (d ábra) - Sarokvarratok készítésére a háromszögű vezetés a legjobb. (e ábra) - Függőleges varratok készítésére a háromszögű vezetés a legmegfelelőbb, ha a gyökvarrat készítése már befejeződött. (e ábra) - Függőleges síkban vízszintes varrat készítésénél az elektródát f ábra szerint vezetjük. A gyakorlat tapasztalata alapján az elektródát a varrat felső részén lassan, míg az alsó részén gyorsan kell vezetni, azért, hogy megakadályozzuk a heganyag lecsurgását. - A fejfölötti varrat készítése a legnehezebb, mert az ömledék könnyen lecsurog. Az elektróda vezetése a d ábra szerint történik, de alkalmazzák a h ábra szerinti módot is. 22
24 A helyes elektródatartásnak és vezetésnek az a célja, hogy tökéletes varratot készítsünk, amelynél jó beolvadást érjünk el, és elkerüljük a salakzárványok és gázlyukak keletkezését a varratban. Ennek elérése céljából az elektróda tartását és vezetését gyakoroltatni kell a tanulókkal ábra. Hegesztési gyakorlat, különböző varrat helyzetekben. Fontos követelmény hegesztés közben az ívhossz állandó értéken való tartása. Kezdő hegesztőknél az ívhossz erősen változó, ami a varrat minőségét rontja, mivel az ív hosszának változásával a feszültség és az áramerősség is változik, erősebb lesz a fröcskölés és csúnya lesz a varrat ábra. Helytelenül tartott és vezetett elektróda által készített varrat képek. 23
25 A VARRATHERNYÓ ÉS A BEOLVADÁS. A varrat egyrétegű hegesztés esetén egy hernyóból, több rétegű hegesztés esetén több egymás mellé vagy fölé rakott hernyóból áll. A varrathernyó egy fémréteg, amely az alapanyagból és az elektróda anyagából képződik. A hernyónak az alapanyaghoz való jó kötése bizonyos beolvadást tételez fel. A beolvadás alatt az alapanyagnak azt a részét értjük, amely a hegesztéskor megömlött. A jó beolvadáshoz szükséges: - Az elektróda átmérő helyes megválasztása - Az áramerősség jó beállítása - A szükséges ívhossz állandó tartása - Az elektróda helyes tartása és vezetése ábra. A feltételek alkalmazására egy pár példa - a) ábra a szükségesnél kisebb áramerősség alkalmazása - b) ábra a szükségesnél nagyobb áramerősség alkalmazása - c) ábra túl lassan vezetett elektródával készített varrat. A varrat szélein feleslegesen megolvadt fém helyezkedik el. - d) ábra a szükségesnél hosszabb ívvel készített varrat. - e) ábra a jó beolvadáshoz szükséges feltételeket helyesen választottuk meg. 24
26 HEGESZTÉSI SORREND 029. ábra. Helyes beolvadás Hegesztési sorrend alatt a varratsorrendet és a rétegsorrendet értjük. Varratsorrend alatt a szerkezeti egységek hegesztésének egymás utáni sorrendjét értjük. A jó sorrend fontos a hegesztés közbeni elhúzódások minimalizálása miatt. Rétegsorrend alatt a több rétegből álló varrat hegesztési sorrendjét értjük ábra. Rétegsorrend 031. ábra. Rétegsorrend 25
27 A HEGESZTÉS MEGSZAKÍTÁSA ÉS ÚJRAKEZDÉSE. A hegesztés során gyakran előfordul, hogy a hegesztést megszakítjuk, majd újrakezdjük. Az újrakezdés jó minőségű elvégzése még a gyakorlott hegesztőnek is komoly feladatot jelent. Az ív megszűnésével a varrat végén egy kis mélyedés (kráter) keletkezik. 032.ábra. Az ív megszűnésekor keletkező mélyedés. A hegesztés újrakezdésekor arra kell ügyelni, hogy a varrat folytatása a lehető legkisebb mértékben térjen el a korábban készített varrattól külsőleg. A helyes újrakezdés sorrendje ívgyújtás a kráter előtt vagy mellett, az ívet a kráter fölé visszük, itt addig tartjuk, amíg azt jól kitölti az ömledék, ezután a hegesztés irányába visszük az elektródát. A HEGESZTÉS HALADÁSI SEBESSÉGE. A kifogástalan varrat készítésének egyik tényezője a helyesen megválasztott haladási sebesség, amelynek arányosnak kell lenni a leolvadással. A gyakorlati tapasztalat szerint az elektróda haladási sebessége mindig akkora legyen, hogy a salak a dermedésben levő varratot fedje be. 26
28 A HEGESZTÉS UTÁNI MUNKÁLATOK. A hegesztés utáni munkák alatt a készített varrat felületének letisztítását értjük. A vékony bevonatú elektródával készített varrat felületéről a vékony salakréteget, valamint a fröcsköléseket salakleverő kalapáccsal, drótkefével, esetleg hidegvágóval távolíthatjuk el. A vastagon bevont elektródával készített varrat felületéről már dermedéskor magától leválik a salak, ha nem válik le, akkor a varrat nem egyenletes vizsgálata szükséges. Több rétegű hegesztésnél a varrat tisztítást különös gonddal kell elvégezni, mert ellenkező esetben salakzárvány keletkezik. A salak eltávolítása után tiszta, fémesen csillogó egymást követő pikkelyes varrathernyó felületet látunk ábra. Jól elvégzett hegesztés. Sok esetben a varratok után megmunkálását nem engedik meg biztonsági, és minőségi okokból. A varrathernyó külső kinézete árulkodik a varrat minőségéről. HEGESZTETT KÖTÉSEK KÉSZÍTÉSE. A hegesztési munka megkezdése előtt ellenőrizzük az egyéni védőfelszerelést és használjuk azokat. A hegesztő munkahely jól elkülönített, pld. Paravánokkal körülvett tükröződő felületektől mentes hely. Lássuk az egyéni védőeszközöket: 27
29 034. ábra. Hagyományos fényvédő pajzs A "sötét üveg" számozással van, ellátva a nagyobb szám a sötétebb üveget jelenti. A fényvédő sötét üveg előtt sima üvegből készült védőüveg található, mely cserélhető ábra. Fényre reagáló üveggel rendelkező fényvédő pajzs ábra. Védőkesztyű. 28
30 037. ábra. Hegesztő kötény ábra. Lábszár és cipővédő. A védőeszközök a hőhatás miatt bőrből készülnek a védőfelszerelés alatt pamutból készült munkaruha szükséges. 29
31 A hegesztés közbeni helyes testtartás: 039. ábra. Hegesztéshez kész szakmunkás. - Az elektródafogót könnyedén kell a kezünkbe tartani, míg a másik kezünkkel a védőpajzsot fogjuk, - Az elektróda minden szükséges mozgását a hegesztő a kezével és nem az egész testével végzi - A hegesztőnek teljes figyelmét az elektróda tartására, az ív és a hegfürdő követésére kell összpontosítania. Az ívgyújtást az elektróda végének az alapanyaghoz való hozzáérintésével, majd rövid távolságra való elhúzásával végezzük. Az ívet úgy tudjuk fenntartani, ha az elektródát leolvadási mértékének megfelelően közelítjük az alapanyaghoz. A tanulóknak gyakorolnia kell az ívgyújtást. Ha az ívgyújtás és az ívtartás nem okoz nehézséget, akkor a munkadarabon az egyenes varrathernyó felrakását kell elvégezni, amelyhez szükség szerint krétával előrajzolunk egy egyenest. Ügyelünk a helyes elektróda, áramerősség választásra. A hegesztésnél vigyázunk a helyes elektróda szög betartására. Próbáljuk ki a különböző haladási sebességek hatását. Változtassuk a hegesztési paramétereket és figyeljük meg a készített varratot. 30
32 Egyrétegű sarokvarrat: 040. ábra. Egy biztató próbálkozás ábra. Sarokvarrat készítésénél a helyes elektródatartás. Sarok varrat esetén a két lemezt egymásra merőlegesen helyezzük el, és a varratot a vízszintes síkban készítjük. Az átmenő lemez hőelvezetése nagyobb ezért úgy tartjuk az elektródát, hogy az több hőt kapjon, így egyforma lesz a beolvadás. Ezek után gyakoroljuk a sarokvarratok készítését. 31
33 I varrat készítése vízszintes helyzetben ábra. Sarokvarrat készítése. I varrat vagy tompa varrat a legegyszerűbb varratnak tekinthető. A lemez éleit nem kell előmunkálni. Az I varratok készíthetők: - Egy oldalról 4 mm-es lemezvastagságig, illesztési hézagot nem vagy igen kicsit hagyunk. - Két oldalról 4-8 mm-es lemezvastagságig, illesztési hézagot 1-3 mm kell hagyni. Vékony lemezek hegesztésénél alkalmazzuk az egy oldalról készített tompa varratot (I). A 3 vagy 4 mm-es lemezek összehegesztése már nem okoz különösebb nehézséget, de pl. az 1 mm-es vastagságú lemezek összehegesztése már nagy gyakorlatot igényel. A vékony lemezeket rögzíteni kell, hogy az élek szembe kerüljenek és a hegesztési deformáció hatására ne mozduljanak el. Ebből a célból használjuk a fűző varratokat, amelynek hossza a lemezvastagságtól függ. A két oldalról készített tompa (I) varrat esetében igen fontos, hogy az első varratelkészítése után a varrat gyök oldaláról gondosan távolítsuk el a salakot. 32
34 V varrat készítése: 043. ábra. Tompa varrat készítésénél látható átégés. A V varratok készítése a hegesztőtől nagy kézügyességet kíván meg. A V varratoknál nagy súlyt kell fordítani a varratgyök tökéletes átolvasztására, a varrat heganyaggal való kitöltésére, salakzárványok, beolvadási hibák elkerülésére. A vízszintes V varrat készítésének módja: - A lemezek fűzése úgy történjen, hogy a gyökben a szabványnak megfelelő méretű hézag legyen, - A gyökvarratot 2,5 mm átmérőjű elektródával hegesztjük, keresztben ívelő mozgással úgy, hogy egy körte alakú nyílást állandóan fenntartsunk. A gyökvarrat felületének nem szabad domborúnak lenni a belső felületén, míg az alsó oldalon kis mértékben kidomborodik a lemezek síkja alá. A tökéletesen hegesztett gyöknél az alsó oldalról nem szabad át nem hegesztett lemez éleket látni (a ábra). 33
35 Függőleges helyzetű varratok készítése ábra. Vízszintes helyzetű V varrat. Függőleges síkon függőleges vagy vízszintes varratot készíthetünk. Az ívgyújtás és ívtartás hasonló az előzőekben ismertetett varratfajtáknál alkalmazott módszerekhez. Nagyobb átmérőjű elektródákat a túl nagy hegfürdő nehéz kezelhetősége miatt nem használunk. Általában a használatos elektródák 2,5-3,25. Az elektróda kiválasztásánál figyelembe kell venni a hegesztési helyzetre vonatkozó utalást, a keletkező salak hígfolyósságát és mennyiségét. A hegesztési áramot %-al alacsonyabb értékre állítjuk. Függőleges sarok varrat készítése úgy történik, hogy a varratgyököt aluról fölfelé hegesztjük 2,5 mm átmérőjű elektródával, és eközben az elektródát háromszög alakban egyenletesen mozgatjuk. A varratgyök felületének laposnak kell lennie. A hegesztőáram erősségét úgy kell beállítani, hogy a lehető legkisebb ívvel lehessen a folyékony heganyagot vékony rétegben a keletkező gyökvarratra felrakni. A következő rétegeket 3,25 mm-es átmérőjű elektródával aluról fölfelé haladva keresztirányú mozgatással, és a széleknél megállva rakjuk fel. 34
36 045. ábra. Elektróda vezetése függőleges sarokvarrat készítésénél. A függőleges V varrat készítése az élek megmunkálásával kezdődik az illesztési hézag állandóságát fűzővarrattal biztosítjuk. A gyökvarratot 2,5 mm-es elektródával készítjük, amellyel ívelő mozgást végzünk oly módon, hogy a körte alakú nyílást állandóan fenntartjuk. Nagyon fontos a helyes áramerősség beállítása. A nagyobb áramerősség a fém kifolyását okozza a varratból. A kisebb áramerősség az elektróda odaragadását eredményezi. Csövek hegesztése 046. ábra. Függőleges V varrat készítése. 35
37 047. ábra. Varrat készítése csövön. A csövek hegesztése esetén a hegesztési paraméterek beállítása az eddigiek szerint történik. Az összekötendő élek megmunkálása fontos, mert itt csak egy oldalról hegeszthetünk általában. Az elektródát és az áramerősséget úgy válasszuk meg, hogy az átégés tökéletes legyen. Nehézséget okoz, hogy hegesztéskor a leolvadási sebességnek megfelelően forgatni kell a munkadarabot és a forgatási sebesség erősen befolyásolja a varrat minőséget. Ha forgatás nélkül készítjük a varratot, akkor a varrat befejezés és kezdés okoz problémát. TANULÁSIRÁNYÍTÓ Tanulja meg a szakmai anyagot és a tanuláshoz kérjen segítséget oktatójától! Lépésről lépésre haladjon az elméleti anyagon és sajátítsa el a következőket: - Hegesztés fogalma - A bevont elektródás kézi ívhegesztés fogalma és folyamata - Villamos ív tulajdonsága - Hegesztő felszerelés fő részei - Bevont elektródás kézi ívhegesztés fázisai - Dinamó felépítése, előnyei, hátrányai, szabályozása - Hegesztőtranszformátor, előnyei, hátrányai, szabályozása 36
38 - A frekvencia átalakítós (inverteres) berendezés működése - A bevont elektródás kézi ívhegesztés alkalmazása - Elektróda bevonatok fajtái, tulajdonságai - Hegesztőelektródák jelölése - Hegesztési felületek előkészítése - Az áramerősség megválasztásának tényezői - Az elektróda átmérő megválasztása - Az elektróda tartása és vezetése különböző hegesztési helyzetekben - Hegesztéskor használatos egyéni védőeszközök A szakmai információk elsajátítása után segítség nélkül válaszoljon a következő kérdésekre: - Mi jellemzi az egyenáramú, illetve a váltakozó áramú ívet? - Milyen előnyei és hátrányai vannak az egyenárammal való hegesztésnek? - Milyen tulajdonságai vannak az egyenáramú hegesztő berendezéseknek? - Milyen előnyös tulajdonságai vannak a bevont elektródáknak? - Milyen elektróda típusokat használunk? - Hogyan rendezne be egy hegesztő munkahelyet? - Ismertesse a hegesztő berendezés fő részeit. - Milyen egyéni védőeszközöket használunk a hegesztésnél? - Milyen hegesztést előkészítő műveleteket ismer? - Milyen szempontok szerint válasszuk ki az elektróda átmérőjét és a hegesztés áramerősségét? - Milyen vizsgálatokat, ellenőrzést végez el a hegesztő berendezés üzembe helyezése előtt? - Mi szükséges a jó beolvadás eléréséhez? - Milyen varratot kapunk akkor, ha: a szükségesnél kisebb, illetve nagyobb az áramerősség? - Milyen varratot kapunk akkor, ha: túl lassan illetve gyorsan vezetjük az elektródát? - Milyen varratot kapunk akkor, ha: a szükségesnél hosszabb ívvel hegesztünk? - Mire kell ügyelni a hegesztés újrakezdésekor, és mi a helyes újrakezdés sorrendje? - Mi a következménye a helytelen ívgyújtásnak? - Mi okoz szegélybeégést, átfolyást, átégést? - Milyen munkálatokat kell elvégezni hegesztés után? - Mi a teendő, ha: nem lehet ívet húzni? - Mi a teendő, ha: a kábel és az elektródafogó erősen melegszik? - Mi a teendő, ha: az elektróda izzani kezd? - Mi a teendő, ha: az elektróda gyakran a munkadarabhoz ragad? - Mi a teendő, ha: az ív erősen serceg, az elektróda fröcsköl? - Mi a teendő, ha: a beolvadás mélysége nem elegendő? - Mi a teendő, ha: a varratban sok a salakzárvány? Ellenőrizze a válaszok helyességét, és ha hibátlanul teljesített, akkor tovább léphet a megoldásokra. Ahol bizonytalanságot érez ismételten nézze át az elméleti anyagot, és kérjen segítséget az oktatótól. 37
39 ÖNELLENŐRZŐ FELADATOK 1. feladat: Az előre leszabott 4 mm vastag durva acéllemez darabokat tompavarrattal kell összehegeszteni PA helyzetben (200 mm hosszon). Végezze el a hegesztést a tapasztalatait írja le a megadott helyre. 1.1 Határozza meg az elektróda átmérőt és indokolja 1.2 Határozza meg a lemezek egymáshoz való rögzítésének módját hegesztés előtt és indokolja! 38
40 1.3 A hegesztési tapasztalatok leírása. 2. feladat Sorolja fel a képen látható hegesztő egyéni védőfelszerelését: 39
41 3. feladat. A képen látható hegesztési varratokat nevezze meg megállapítva a hegesztési helyzetet is! 40
42 4. feladat. Milyen hegesztési hibákat fedez fel és hogyan hárítaná el azokat! Hegesztési hibák a.) b.) c.) 41
43 42
44 5. feladat. Milyen védőfelszerelés hiányzik a hegesztést végző tanulón és milyen szabálytalanságot vesz még észre! 43
45 6. feladat. Írja le a kézi ívhegesztés fázisait. Figyelemmel az elektróda távolságára a munkadarabtól, a hőmérséklet, feszültség és áramerősség változásaira! 44
46 7. feladat. A munkadarab nagysága (vastagsága) hogyan befolyásolja az áramerősség megválasztását? 8. feladat. Válassza ki a betűvel jelölt varratok közül az ábrán láthatót (karikázza be a megfelelő betűt). Majd az előre leszabott alkatrészeket állítsa össze és végezze el a hegesztést a kiválasztott paraméterekkel. (Elektróda típusa, átmérője, áramerősség) A munkadarab anyaga 6 mm-es durvalemez. - a.) Sarokvarrat - b.) Domború sarokvarrat - c.) Homorú sarokvarrat - d.) Aszimmetrikus peremvarrat - e.) I-varrat - f.) 1/2V-varrat - g.) Kettős 1/2 V-varrat - h.) Kettős J-varrat - i.) Szakaszos sarokvarrat - j.) Gyökhegesztett 1/2 Y-varrat - k.) Kettős sarokvarrat - l.) sarokvarrat és kettős sarokvarrat - m) Nem teljes keresztmetszetű U-varrat - n.) K-varrat - o.) X- varrat 45
47 46
48 MEGOLDÁSOK 1. feladat megoldás 1.1 Rutilos vastagbevonatú elektróda Átmérő 2,5 vagy 3,25 mm A durva acéllemez jól hegeszthető szerkezeti acél Az áramerősség helyes megválasztásával jó minőségű szép varrat készíthető 1.2 A 4 mm-es lemezt tűzőhegesztéssel lehet egymáshoz rögzíteni hegesztés előtt ami biztosítja az egymáshoz viszonyított helyzetüket Egyéb mechanikus rögzítést is alkalmazhatunk 47
49 feladat megoldás Hegesztő pajzs (fényre sötétedő) Hegesztő kötény Hegesztő kesztyű Lábszárvédő Cipővédő 48
50 3. feladat megoldás 1. sarok él varrat PA 2. V varrat PE 3. sarok varrat PB 4. sarok varrat PF 5. V varrat PF 6. V varrat PB 7. Kettős sarok varrat PA 8. V varrat PA 49
51 4. feladat megoldás a.) Szegélybeégés. Oka túl nagy áramerősség, az elektróda helytelen tartása, hajlásszöge és vezetése A paraméterek helyes beállításával érhetjük el a jó varrat minőséget. Javítása a hibás rész eltávolításával és újra hegesztésével történhet b.) A hegesztő varrat nem kellően ég be, nincs jó beolvadás. Oka lehet a kicsi áramerősség, helytelen pálca átmérő választás, gyors elektróda haladás. Javítása a hibás varrat eltávolítása után a helyes paraméterek beállításával és újra hegesztésével c.) Heganyag lefolyás. Oka az erős áramerősség, helytelen elektródatartás. Javítása a hibás varrat eltávolításával és újra hegesztéssel 5. feladat megoldás A hegesztést végző tanulón hiányos az egyéni védőfelszerelés. A munka közben nem viseli a védőkesztyűt. Szabálytalanul fel van gyűrve a munkaruha ujja, így égési sérüléseket szerez 50
52 6. feladat megoldás Munka végzés nincs. Az elektródával megérintjük a munkadarabot, ez az ívkeltés kezdete Ívkeltés. Az elektróda csepp leválása 51
53 7. feladat megoldása A munkadarab nagysága a jobb hőelvezetés miatt nagyobb áramerősséggel hegeszthető A hőelvezetés módja is indokolhatja a nagyobb illetve kisebb áramerősség használatát. Mindenesetre a próbahegesztés után indokolt a varrat vizsgálata 8. feladat k.) kettős sarok varrat rutilos 3,25 elektróda 52
54 IRODALOMJEGYZÉK G.Herden Hegesztési kézikönyv Műszaki könyvkiadó Faber Gusztáv. Hegesztett szerkezetek Műszaki könyvkiadó Sebestyén Jenő Gépműhelyi gyakorlatok. Műszaki könyvkiadó Baránszky-Jób Imre: Hegesztési kézikönyv, Műszaki Könyvkiadó, Budapest, AJÁNLOTT IRODALOM Fenyvessy Tibor-Fuchs Rudolf-Plósz Antal Műszaki Táblázatok. NSZFI Frischherc-Dax-Gubdelfinger-Haffner-Itschner-Kotsch-Staniczek. Táblázatok. B*V kiadó Fémtechnológiai 53
55 A(z) modul 014-es szakmai tankönyvi tartalomeleme felhasználható az alábbi szakképesítésekhez: A szakképesítés OKJ azonosító száma: Hegesztő A szakképesítés megnevezése A szakmai tankönyvi tartalomelem feldolgozásához ajánlott óraszám: 19 óra
56 A kiadvány az Új Magyarország Fejlesztési Terv TÁMOP / A képzés minőségének és tartalmának fejlesztése keretében készült. A projekt az Európai Unió támogatásával, az Európai Szociális Alap társfinanszírozásával valósul meg. Kiadja a Nemzeti Szakképzési és Felnőttképzési Intézet 1085 Budapest, Baross u. 52. Telefon: (1) , Fax: (1) Felelős kiadó: Nagy László főigazgató
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Hegesztés 1. Általános elvek Kézi ívhegesztés. Dr. Horváth László
 Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz
 ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Bevontelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0243-11/2 Bevont elektródás kézi ívhegesztő
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0243-11/2 Bevont elektródás kézi ívhegesztő
A hegesztési eljárások áttekintése. A hegesztési eljárások osztályozása
 A hegesztési eljárások áttekintése A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében
A hegesztési eljárások áttekintése A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében
MÁGNESES TÉR, INDUKCIÓ
 Egy vezetéket 2 cm átmérőjű szigetelő testre 500 menettel tekercselünk fel, 25 cm hosszúságban. Mekkora térerősség lép fel a tekercs belsejében, ha a vezetékben 5 amperes áram folyik? Mekkora a mágneses
Egy vezetéket 2 cm átmérőjű szigetelő testre 500 menettel tekercselünk fel, 25 cm hosszúságban. Mekkora térerősség lép fel a tekercs belsejében, ha a vezetékben 5 amperes áram folyik? Mekkora a mágneses
31 521 11 0100 31 01 Bevontelektródás hegesztő Hegesztő
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0245-11/2 Volfrámelektródás semleges
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0245-11/2 Volfrámelektródás semleges
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
Pótvizsga hegesztési alapismeretek 2019
 Pótvizsga hegesztési alapismeretek 2019 Írásbeli 1 db tesztfeladatlap, az alábbiakból összeállatva. + 1db szóbeli feladat megoldása az alábbi feladatokból. 1. Beszéljen arról, hogy a fémek egyik fontos
Pótvizsga hegesztési alapismeretek 2019 Írásbeli 1 db tesztfeladatlap, az alábbiakból összeállatva. + 1db szóbeli feladat megoldása az alábbi feladatokból. 1. Beszéljen arról, hogy a fémek egyik fontos
Fogyóelektródás védőgázas ívhegesztés
 Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok
 feladatok") Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA.
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Gépészeti alapozó feladatok Elérhető
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Gépészeti alapozó feladatok Elérhető
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
NEMZETGAZDASÁGI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 522 02 Elektromos gép- és készülékszerelő
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 522 02 Elektromos gép- és készülékszerelő
Elektromos ellenállás, az áram hatásai, teljesítmény
 Elektromos ellenállás, az áram hatásai, teljesítmény Elektromos ellenállás Az anyag részecskéi akadályozzák a töltések mozgását. Ezt a tulajdonságot nevezzük elektromos ellenállásnak. Annak a fogyasztónak
Elektromos ellenállás, az áram hatásai, teljesítmény Elektromos ellenállás Az anyag részecskéi akadályozzák a töltések mozgását. Ezt a tulajdonságot nevezzük elektromos ellenállásnak. Annak a fogyasztónak
Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
31 521 11 0100 31 03 Fogyóelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Volframelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
2.) Fajlagos ellenállásuk nagysága alapján állítsd sorrendbe a következő fémeket! Kezd a legjobban vezető fémmel!
 Fajlagos ellenállásuk nagysága alapján állítsd sorrendbe a következő fémeket! Kezd a legjobban vezető fémmel!") 1.) Hány Coulomb töltést tartalmaz a 72 Ah ás akkumulátor? 2.) Fajlagos ellenállásuk nagysága alapján állítsd sorrendbe a következő fémeket! Kezd a legjobban vezető fémmel! a.) alumínium b.) ezüst c.)
1.) Hány Coulomb töltést tartalmaz a 72 Ah ás akkumulátor? 2.) Fajlagos ellenállásuk nagysága alapján állítsd sorrendbe a következő fémeket! Kezd a legjobban vezető fémmel! a.) alumínium b.) ezüst c.)
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 522 02 Elektromos gép- és készülékszerelő
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 522 02 Elektromos gép- és készülékszerelő
MUNKAANYAG. Bellák György László. Mechatronikai elemek. A követelménymodul megnevezése: Mechatronikai elemek gyártása, üzemeltetése, karbantartása
 Bellák György László Mechatronikai elemek A követelménymodul megnevezése: Mechatronikai elemek gyártása, üzemeltetése, karbantartása A követelménymodul száma: 0944-06 A tartalomelem azonosító száma és
Bellák György László Mechatronikai elemek A követelménymodul megnevezése: Mechatronikai elemek gyártása, üzemeltetése, karbantartása A követelménymodul száma: 0944-06 A tartalomelem azonosító száma és
Bevontelektródás kézi ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
Hegesztőeljárások. Dr. Németh György főiskolai docens. Hegesztőeljárások energiaforrás szerint. A hegesztőeljárás. aluminotermikus.
 Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
LSC LOW SPATTER CONTROL
 LSC LOW SPATTER CONTROL AZ A CÉLUNK, HOGY MINDEN ALKALMAZÁSHOZ MEGALKOSSUK A TÖKÉLETES ÍVET! JELLEMZŐK / 3 LSC: MÓDOSÍTOTT RÖVIDZÁRAS ÍV RENDKÍVÜL NAGY ÍVSTABILITÁSSAL. / Az eredmény: kiváló minőségű hegesztési
LSC LOW SPATTER CONTROL AZ A CÉLUNK, HOGY MINDEN ALKALMAZÁSHOZ MEGALKOSSUK A TÖKÉLETES ÍVET! JELLEMZŐK / 3 LSC: MÓDOSÍTOTT RÖVIDZÁRAS ÍV RENDKÍVÜL NAGY ÍVSTABILITÁSSAL. / Az eredmény: kiváló minőségű hegesztési
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
31 521 11 0100 31 01 Bevontelektródás hegesztő Bevontelektródás hegesztő
 023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
Hegesztett alkatrészek kialakításának irányelvei
 Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Volframelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
Német minőség, nagyipari felhasználásra, az ipar minden területére!
 A MAHE által kifejlesztett, a világon egyedülálló HYPER Pulse, HYPER Force, HYPER Cold, HYPER Vdown hegesztési eljárásoknak köszönhetően rendkívül precíz, kevesebb utómunkát igénylő, minőségi varratok
A MAHE által kifejlesztett, a világon egyedülálló HYPER Pulse, HYPER Force, HYPER Cold, HYPER Vdown hegesztési eljárásoknak köszönhetően rendkívül precíz, kevesebb utómunkát igénylő, minőségi varratok
ÍRÁSBELI FELADAT MEGOLDÁSA
 34 521 06-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 34 521 06 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Gépészeti
34 521 06-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 34 521 06 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Gépészeti
Épületlakatos Épületlakatos
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
RAIL BULL KÖTÖTT PÁLYÁS HEGESZTŐTRAKTOR OSZCILLÁTORRAL
 RAIL BULL KÖTÖTT PÁLYÁS HEGESZTŐTRAKTOR OSZCILLÁTORRAL A Rail Bull olyan kötött pályás hegesztőtraktor, amelyet tompavarratok és sarokvarratok oszcillációval vagy anélkül való hegesztésére terveztek. A
RAIL BULL KÖTÖTT PÁLYÁS HEGESZTŐTRAKTOR OSZCILLÁTORRAL A Rail Bull olyan kötött pályás hegesztőtraktor, amelyet tompavarratok és sarokvarratok oszcillációval vagy anélkül való hegesztésére terveztek. A
Fogyóelektródás hegesztő Hegesztő
 0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései
 Vincze István Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és
Vincze István Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
MUNKAANYAG. Palotai Zoltán. Kézi reszelés. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
1 kérdés. Személyes kezdőlap Villamos Gelencsér Géza Simonyi teszt május 13. szombat Teszt feladatok 2017 Előzetes megtekintés
 Személyes kezdőlap Villamos Gelencsér Géza Simonyi teszt 2017. május 13. szombat Teszt feladatok 2017 Előzetes megtekintés Kezdés ideje 2017. május 9., kedd, 16:54 Állapot Befejezte Befejezés dátuma 2017.
Személyes kezdőlap Villamos Gelencsér Géza Simonyi teszt 2017. május 13. szombat Teszt feladatok 2017 Előzetes megtekintés Kezdés ideje 2017. május 9., kedd, 16:54 Állapot Befejezte Befejezés dátuma 2017.
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
MUNKAANYAG. Vincze István. Ívhegesztő elektródák. A követelménymodul megnevezése: Hegesztő feladatok
 Vincze István Ívhegesztő elektródák A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30 ÍVHEGESZTŐ ELEKTRÓDÁK
Vincze István Ívhegesztő elektródák A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30 ÍVHEGESZTŐ ELEKTRÓDÁK
Az elektromágneses indukció jelensége
 Az elektromágneses indukció jelensége Korábban láttuk, hogy az elektromos áram hatására mágneses tér keletkezik (Ampère-féle gerjesztési törvény) Kérdés, hogy vajon ez megfordítható-e, és a mágneses tér
Az elektromágneses indukció jelensége Korábban láttuk, hogy az elektromos áram hatására mágneses tér keletkezik (Ampère-féle gerjesztési törvény) Kérdés, hogy vajon ez megfordítható-e, és a mágneses tér
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Egyenáram tesztek. 3. Melyik mértékegység meghatározása nem helyes? a) V = J/s b) F = C/V c) A = C/s d) = V/A
 V = J/s b) F = C/V c) A = C/s d) = V/A") Egyenáram tesztek 1. Az alábbiak közül melyik nem tekinthető áramnak? a) Feltöltött kondenzátorlemezek között egy fémgolyó pattog. b) A generátor fémgömbje és egy földelt gömb között szikrakisülés történik.
Egyenáram tesztek 1. Az alábbiak közül melyik nem tekinthető áramnak? a) Feltöltött kondenzátorlemezek között egy fémgolyó pattog. b) A generátor fémgömbje és egy földelt gömb között szikrakisülés történik.
írásbeli vizsgatevékenység
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0896-06 Villanyszerelési munka előkészítése, dokumentálása Vizsgarészhez rendelt vizsgafeladat száma, megnevezése: 0896-06/3 Mérési feladat
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0896-06 Villanyszerelési munka előkészítése, dokumentálása Vizsgarészhez rendelt vizsgafeladat száma, megnevezése: 0896-06/3 Mérési feladat
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
A kísérlet, mérés megnevezése célkitűzései: Váltakozó áramú körök vizsgálata, induktív ellenállás mérése, induktivitás értelmezése.
 A kísérlet, mérés megnevezése célkitűzései: Váltakozó áramú körök vizsgálata, induktív ellenállás mérése, induktivitás értelmezése. Eszközszükséglet: tanulói tápegység funkcionál generátor tekercsek digitális
A kísérlet, mérés megnevezése célkitűzései: Váltakozó áramú körök vizsgálata, induktív ellenállás mérése, induktivitás értelmezése. Eszközszükséglet: tanulói tápegység funkcionál generátor tekercsek digitális
A II. kategória Fizika OKTV mérési feladatainak megoldása
 Nyomaték (x 0 Nm) O k t a t á si Hivatal A II. kategória Fizika OKTV mérési feladatainak megoldása./ A mágnes-gyűrűket a feladatban meghatározott sorrendbe és helyre rögzítve az alábbi táblázatban feltüntetett
Nyomaték (x 0 Nm) O k t a t á si Hivatal A II. kategória Fizika OKTV mérési feladatainak megoldása./ A mágnes-gyűrűket a feladatban meghatározott sorrendbe és helyre rögzítve az alábbi táblázatban feltüntetett
Programozható vezérlő rendszerek. Elektromágneses kompatibilitás II.
 Elektromágneses kompatibilitás II. EMC érintkező védelem - az érintkezők nyitása és zárása során ún. átívelések jönnek létre - ezek csökkentik az érintkezők élettartamát - és nagyfrekvenciás EM sugárzások
Elektromágneses kompatibilitás II. EMC érintkező védelem - az érintkezők nyitása és zárása során ún. átívelések jönnek létre - ezek csökkentik az érintkezők élettartamát - és nagyfrekvenciás EM sugárzások
Szerkezetlakatos Szerkezetlakatos
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Mágneses mező tesztek. d) Egy mágnesrúd északi pólusához egy másik mágnesrúd déli pólusát közelítjük.
 Egy mágnesrúd északi pólusához egy másik mágnesrúd déli pólusát közelítjük.") Mágneses mező tesztek 1. Melyik esetben nem tapasztalunk vonzóerőt? a) A mágnesrúd északi pólusához vasdarabot közelítünk. b) A mágnesrúd közepéhez vasdarabot közelítünk. c) A mágnesrúd déli pólusához
Mágneses mező tesztek 1. Melyik esetben nem tapasztalunk vonzóerőt? a) A mágnesrúd északi pólusához vasdarabot közelítünk. b) A mágnesrúd közepéhez vasdarabot közelítünk. c) A mágnesrúd déli pólusához
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
MUNKAANYAG. Szám János. Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen. A követelménymodul megnevezése:
 Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
31 521 11 0000 00 00 Hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
Nagyállattenyésztési és Termeléstechnológiai Tanszék VILLAMOSÍTÁS. Gépjármű-villamosság. Készítette: Dr.Desztics Gyula
 Nagyállattenyésztési és Termeléstechnológiai Tanszék VILLAMOSÍTÁS Gépjármű-villamosság Készítette: Dr.Desztics Gyula Járművek elektromos berendezései A traktorok és közúti járművek villamos berendezései
Nagyállattenyésztési és Termeléstechnológiai Tanszék VILLAMOSÍTÁS Gépjármű-villamosság Készítette: Dr.Desztics Gyula Járművek elektromos berendezései A traktorok és közúti járművek villamos berendezései
33 522 04 1000 00 00 Villanyszerelő 4 Villanyszerelő 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
7. L = 100 mh és r s = 50 Ω tekercset 12 V-os egyenfeszültségű áramkörre kapcsolunk. Mennyi idő alatt éri el az áram az állandósult értékének 63 %-át?
 1. Jelöld H -val, ha hamis, I -vel ha igaz szerinted az állítás!...két elektromos töltés között fellépő erőhatás nagysága arányos a két töltés nagyságával....két elektromos töltés között fellépő erőhatás
1. Jelöld H -val, ha hamis, I -vel ha igaz szerinted az állítás!...két elektromos töltés között fellépő erőhatás nagysága arányos a két töltés nagyságával....két elektromos töltés között fellépő erőhatás
MIG/MAG Hegesztőeljárás MIG/MAG hegesztés-simon János 1
 MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Elektromos áram, áramkör
 Elektromos áram, áramkör Az anyagok szerkezete Az anyagokat atomok, molekulák építik fel, ezekben negatív elektromos állapotú elektronok és pozitív elektromos állapotú protonok vannak. Az atomokban ezek
Elektromos áram, áramkör Az anyagok szerkezete Az anyagokat atomok, molekulák építik fel, ezekben negatív elektromos állapotú elektronok és pozitív elektromos állapotú protonok vannak. Az atomokban ezek
FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS
 Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
1. számú ábra. Kísérleti kályha járattal
 Kísérleti kályha tesztelése A tesztsorozat célja egy járatos, egy kitöltött harang és egy üres harang hőtároló összehasonlítása. A lehető legkisebb méretű, élére állított téglából épített héjba hagyományos,
Kísérleti kályha tesztelése A tesztsorozat célja egy járatos, egy kitöltött harang és egy üres harang hőtároló összehasonlítása. A lehető legkisebb méretű, élére állított téglából épített héjba hagyományos,
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 522 02 Elektromos gép- és készülékszerelő
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 522 02 Elektromos gép- és készülékszerelő
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
írásbeli vizsgatevékenység
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0896-06 Villanyszerelési munka előkészítése, dokumentálása Vizsgarészhez rendelt vizsgafeladat száma, megnevezése: 0896-06/2 Folyamatábra
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0896-06 Villanyszerelési munka előkészítése, dokumentálása Vizsgarészhez rendelt vizsgafeladat száma, megnevezése: 0896-06/2 Folyamatábra
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
MUNKAANYAG. Macher Zoltán. Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I.
 Macher Zoltán Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
Macher Zoltán Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
Hidegsajtoló hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 03 Épület- és szerkezetlakatos
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 03 Épület- és szerkezetlakatos
Elektromosság, áram, feszültség
 Elektromosság, áram, feszültség Elektromos alapjelenségek Egymással szorosan érintkező ( pl. megdörzsölt) felületű anyagok a szétválás után elektromos állapotba kerülnek. Azonos elektromos állapotú anyagok
Elektromosság, áram, feszültség Elektromos alapjelenségek Egymással szorosan érintkező ( pl. megdörzsölt) felületű anyagok a szétválás után elektromos állapotba kerülnek. Azonos elektromos állapotú anyagok
Elektromágneses indukció kísérleti vizsgálata
 A kísérlet célkitűzései: Kísérleti úton tapasztalja meg a diák, hogy mi a különbség a mozgási és a nyugalmi indukció között, ill. milyen tényezőktől függ az indukált feszültség nagysága. Eszközszükséglet:
A kísérlet célkitűzései: Kísérleti úton tapasztalja meg a diák, hogy mi a különbség a mozgási és a nyugalmi indukció között, ill. milyen tényezőktől függ az indukált feszültség nagysága. Eszközszükséglet:
Orvosi jelfeldolgozás. Információ. Információtartalom. Jelek osztályozása De, mi az a jel?
 Orvosi jelfeldolgozás Információ De, mi az a jel? Jel: Információt szolgáltat (információ: új ismeretanyag, amely csökkenti a bizonytalanságot).. Megjelent.. Panasza? információ:. Egy beteg.. Fáj a fogam.
Orvosi jelfeldolgozás Információ De, mi az a jel? Jel: Információt szolgáltat (információ: új ismeretanyag, amely csökkenti a bizonytalanságot).. Megjelent.. Panasza? információ:. Egy beteg.. Fáj a fogam.
2 év teljeskörű, MMA AWI MIG BEVONTELEKTRÓDÁS WOLFRAMELEKTRÓDÁS FOGYÓELEKTRÓDÁS. háztól-házig garancia! Hegesztéstechnika 2014 A
 MMA AWI MIG BEVONTELEKTRÓDÁS WOLFRAMELEKTRÓDÁS FOGYÓELEKTRÓDÁS HOBBY, ÉS IPARI.. HEGESZTŐGÉPEK MAGYAR MINŐSÉG BIZTOSÍTÁS. EURÓPAI MEGFELELŐSSÉG. teljeskörű, háztól-házig garancia! Új típusok a megszokott
MMA AWI MIG BEVONTELEKTRÓDÁS WOLFRAMELEKTRÓDÁS FOGYÓELEKTRÓDÁS HOBBY, ÉS IPARI.. HEGESZTŐGÉPEK MAGYAR MINŐSÉG BIZTOSÍTÁS. EURÓPAI MEGFELELŐSSÉG. teljeskörű, háztól-házig garancia! Új típusok a megszokott
Elektromágnesség tesztek
 Elektromágnesség tesztek 1. Melyik esetben nem tapasztalunk vonzóerőt? a) A mágnesrúd északi pólusához vasdarabot közelítünk. b) A mágnesrúd közepéhez vasdarabot közelítünk. c) A mágnesrúd déli pólusához
Elektromágnesség tesztek 1. Melyik esetben nem tapasztalunk vonzóerőt? a) A mágnesrúd északi pólusához vasdarabot közelítünk. b) A mágnesrúd közepéhez vasdarabot közelítünk. c) A mágnesrúd déli pólusához
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
Négypólusok helyettesítő kapcsolásai
 Transzformátorok Magyar találmány: Bláthy Ottó Titusz (1860-1939), Déry Miksa (1854-1938), Zipernovszky Károly (1853-1942), Ganz Villamossági Gyár, 1885. Felépítés, működés Transzformátor: négypólus. Működési
Transzformátorok Magyar találmány: Bláthy Ottó Titusz (1860-1939), Déry Miksa (1854-1938), Zipernovszky Károly (1853-1942), Ganz Villamossági Gyár, 1885. Felépítés, működés Transzformátor: négypólus. Működési
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
2/ Hegesztő Hegesztő Hegesztő-vágó gép kezelője Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF