Hegesztés az oktatásban 2017
|
|
|
- Anikó Gál
- 6 évvel ezelőtt
- Látták:
Átírás







1 Hegesztés az oktatásban 2017



2 A fejlődés legnagyobb ellensége az így szoktuk, a kiváló minőségé pedig a jól van az úgy... Kedves Tanárok és Oktatók! Kedves Diákok! A kézi ívhegesztés egy iparművészeti tevékenység, pontosabban: Mikrokohászati és -öntészeti kézműves iparművészet A hegesztőnek a villamos ív nyomán megolvadó fémet, a hegfürdőt kell bámulatos ügyességgel végigterelgetnie az alkatrészek érintkezési vonalain úgy, hogy esztétikus, hibátlan, óriási terheléseket elviselő varratok jöjjenek létre. Ez a művészet tudást, tapasztalatot, gyakorlatot, sőt tehetséget igényel, és ez mind nem is elég hozzá. Nagyon sok feltételnek is teljesülnie kell ahhoz, hogy ez a művészi munka örömteli lehessen és ne a kudarcok sokasága. Pontos előkészítés, tisztaság, kiváló gép, minőségi szerszámok, tökéletes védőfelszerelés és jó körülmények kellenek a hibátlan varratokhoz. 2 Mindezeknek alapja a tudás. Az anyagok, technikák, a korszerű eszközök és megoldások, vagyis a korszerű technológia ismerete. A tudás megszerzésének alapja pedig az oktatás. Az oktatók naprakész, jó felkészültsége, az iskolák korszerű felszereltsége és folyamatos kapcsolat az ipar kiemelkedő szereplőivel, akik élen járnak a korszerű, hatékony technológiák fejlesztésében, illetve alkalmazásában. A Hegesztés az oktatásban című kiadványunkkal segítséget kívánunk nyújtani az oktatási intézményeknek abban, hogy megtalálják az oktatást leginkább elősegítő, sőt kimondottan oktatási célú eszközöket, gépeket, berendezéseket. Szolgáltatói, tanácsadói hátterünkkel folyamatos támogatást nyújtunk abban, hogy az oktatók megismerhessék a legújabb fejlesztések eredményeit és naprakész információkkal rendelkezhessenek. Ezt célozza a REHM Partner-Program az oktatásban elnevezésű szolgáltatói csomagunk, amelynek keretében képzéseket és az oktatást segítő kiadványokat, eszközöket biztosítunk az oktatók tudásának szintentartása és folyamatos frissítése érdekében. Kiadványunk nem tartalmaz részletes műszaki adatokat, inkább ismeretterjesztő jellegű. Amennyiben valamiről bővebb információra van szüksége, kérem keresse munkatársainkat! Munkájukhoz sok sikert és sok sikerélményt kívánunk! Nagy Ferenc hegesztő szakmérnök ügyvezető



3 Mi a hegesztés? Kivitelezés szempontjából: Mikrokohászati és -öntészeti kézműves iparművészet Termék szempontjából: A legnagyobb igénybevételeknek kitett ipari termékek előállítása. 3 Technológiai fogalom-meghatározás: A hegesztés olyan oldhatatlan kötőeljárás, amelynek során a fémes vagy nem fémes anyagok elemi részeinek egyesítése megfelelő hőmérsékletre való hevítéssel történik, nyomóerő alkalmazásával, vagy anélkül, vagy csak nyomóerő alkalmazásával hevítés nélkül, hozaganyag felhasználásával, vagy anélkül. Fémek esetén a munkadarabok között az anyagok természetének megfelelő fémes (kohéziós) kötés jön létre.
 sugárenergia (elektronsugaras hegesztés, lézersugaras hegesztés) villamos ellenálláson fejlődő hő (ellenállás-hegesztés) súrlódó erőből származó hő (dörzshegesztés) A hegesztési")
4 4 Hegesztési eljárások csoportosítása és számjelei az MSZ EN ISO 4063:2016 szabvány szerint Hőforrás szerinti csoportosítás: éghető gáz és oxigén égéshője (lánghegesztés) villamos ív (ívhegesztés) plazmaív (PH) sugárenergia (elektronsugaras hegesztés, lézersugaras hegesztés) villamos ellenálláson fejlődő hő (ellenállás-hegesztés) súrlódó erőből származó hő (dörzshegesztés) A hegesztési eljárások számjelei: 1 Ívhegesztés 11 Fogyóelektródás, védőgáz nélküli ívhegesztés 111 Kézi ívhegesztés 112 Gravitációs ívhegesztés 114 Önvédő, porbeles huzalelektródás ívhegesztés 12 Fedett ívű hegesztés 121 Tömör huzalelektródás, fedett ívű hegesztés 122 Szalagelektródás, fedett ívű hegesztés 124 Fémpor-adagolású, fedett ívű hegesztés 125 Porbeles huzalelektródás, fedett ívű hegesztés 126 Porbeles szalagelektródás, fedett ívű hegesztés 13 Huzalelektródás, védőgázos ívhegesztés 131 Tömör huzalelektródás, semleges védőgázos ívhegesztés (MIG-hegesztés tömör huzalelektródával) 132 Porbeles huzalelektródás, semleges védőgázos ívhegesztés (MIG-hegesztés porbeles huzalelektródával 133 Fémportöltetű huzalelektródás, semleges védőgázos ívhegesztés (MIG-hegesztés fémportöltetű huzalelektródával) 135 Tömör huzalelektródás, aktív védőgázos ívhegesztés (MAG-hegesztés tömör huzalelektródával) 136 Porbeles huzalelektródás, aktív védőgázos ívhegesztés (MAG-hegesztés porbeles huzalelektródával) 138 Fémportöltetű huzalelektródás, aktív védőgázos ívhegesztés (MAG-hegesztés fémportöltetű huzalelektródával) 14 Volfrámelektródás, védőgázos ívhegesztés 141 Tömör huzallal/pálcával végzett volfrámelektródás, semleges védőgázos ívhegesztés (tömör hozaganyagos TIG hegesztés) 142 Hozaganyag nélküli, volfrámelektródás, semleges védőgázos ívhegesztés (hozaganyag nélküli TIG-hegesztés) 143 Porbeles huzallal/pálcával végzett volfrámelektródás, semleges védőgázos ívhegesztés (porbeles hozaganyagos TIG-hegesztés) 145 Tömör huzallal/pálcával végzett volfrámelektródás, redukáló védőgázos ívhegesztés (tömör hozaganyagos, redukáló védőgázos TIG-hegesztés) 146 Porbeles huzallal/pálcával végzett volfrámelektródás, redukáló védőgázos ívhegesztés (porbeles hozaganyagos, redukáló védőgázos TIG-hegesztés) Eljárás szerinti csoportosítás: ömlesztő eljárások (csak hőhatás) sajtoló eljárások (hő és erőhatás, vagy csak erőhatás) Gépesítettség szerinti csoportosítás: kézi részben gépesített gépesített automatizált (robot) 147 Volfrámelektródás, aktív védőgázos ívhegesztés, TAG-hegesztés 15 Plazmaívhegesztés 151 Huzalelektródás, semleges védőgázos plazmaívhegesztés (plazmasugaras MIG-hegesztés) 152 Poradagolásos plazmaívhegesztés 153 Átvitt ívű plazmaívhegesztés 154 Nem átvitt ívű plazmaívhegesztés, plazmasugaras ívhegesztés 155 Kombinált ívű plazmaívhegesztés 185 Mágnesesen mozgatott ívű hegesztés 2 Ellenállás-hegesztés 21 Ellenállás-ponthegesztés 211 Egyoldali ellenállás-ponthegesztés 212 Kétoldali ellenállás-ponthegesztés 22 Ellenállás-vonalhegesztés 221 Átlapolásos ellenállás-volnalhegesztés 222 Zömítéses ellenállás-vonalhegesztés 223 Él-előkészítéses, tompavarratos ellenállás-vonalhegesztés 224 Segédhuzalos ellenállás-vonalhegesztés 225 Fóliás, tompavarratos ellenállás-vonalhegesztés 226 Fóliás, átlapolásos ellenállás- vonalhegesztés 23 Ellenállás-dudorhegesztés 231 Egyoldali ellenállás-dudorhegesztés 232 Kétoldali ellenállás-dudorhegesztés 24 Leolvasztó ellenállás-tompahegesztés 241 Előmelegítéses, leolvasztó ellenállás-tompahegesztés 242 Előmelegítés nélküli, leolvasztó ellenállás-tompahegesztés 25 Zömítő Ellenállás-tompahegesztés 26 Ellenállás-csaphegesztés 27 Nagyfrekvenciás ellenállás-hegesztés 29 Egyéb ellenállás-hegesztési eljárások






5 Hegesztési pozíciók értelmezése az MSZ EN ISO 6947:2011 szabvány szerint Jelölések: PA vályúhelyzet PB vízszintes sarokhelyzet PC haránt helyzet PD vízszintes fej feletti hegesztés PE fej feletti hegesztés PF függőleges felfelé hegesztés PG függőleges lefelé hegesztés PH vízszintes tengelyű cső felfelé hegesztve PJ vízszintes tengelyű cső lefelé hegesztve forgatott cső rögzített cső rögzített cső forgatott cső rögzített cső rögzített cső forgatott cső rögzített cső J-L045 ferde tengelyű rögzített cső lefelé hegesztve H-L045 ferde tengelyű rögzített cső felfelé hegesztve PH PG PF PJ PA PE PB PC PD 5 Nem az számít, hogy a leggazdagabb ember legyek a temetőben. Ami igazán számít nekem, hogy úgy térjek nyugovóra éjszaka, hogy valami csodásat alkottunk. Steve Jobs
6 Bevontelektródás kézi ívhegesztés Az eljárás rövid ismertetése A bevontelektródás kézi ívhegesztés a leolvadó, bevont fémelektróda és a munkadarab között letett ívvel végzett ívhegesztés. Hegesztés közben a bevonatból a védelemhez szükséges gáz és salak képződik. Hozaganyagként maga a maghuzal szolgál, de kisebb-nagyobb mennyiségben a bevonatból is kerülnek fémötvözők a varratba. Az ívet az elektróda tárgyhoz érintésével létesítjük. A rövidzárlat felhevíti az elektróda csúcsát, majd az ív meggyullad és önmagát fenntartó folyamat révén állandósul. Az ív hőjének hatására a maghuzal közepes vagy nagy átmérőjű cseppek formájában leolvad. A cseppek (főleg rövid ívhossz és nagy cseppátmérő esetén) rövidzárlatokat is okozhatnak. A nemfémes bevonat hevítése közvetett, a benne található anyagok elégése vagy megolvadása lassabban következik be, így jellegzetes kúpos bevonatvég jön létre. A bevonatkúp javítja az ív védelmét és csökkenti a fröcskölést, ugyanakkor a már használt elektródával csak úgy tudunk ismételten ívet gyújtani, ha a bevonatkúpot előzetesen letörjük. A csepp, a hegfürdő és a varrat védelmét a bevonatból olvasztás révén létrejövő salak teszi teljessé. Alkalmazási paraméterek az elektróda maghuzal átmérő: d e = 1,5... 6mm az áramerősség: I= A az ívfeszültség: U= V a hegesztési sebesség: V heg = mm/min a kihúzási hossz: L ki = mm a kihúzási hossz (L ki ) az elektróda hasznos hosszával hegeszthető varrat hosszát jelenti a kihúzási hossz megadásával a varrat keresztmetszet és a hőbevitel (hegesztési sebesség) is kézben tartható elérhető beolvadási teljesítmény: 3,5 kg/h Hálózati csatlakozó 7 Testkábel csatlakozó 2 Áramforrás 8 Munkadarab 13 Bevonatból képződött gázok 3 Hegesztőkábel 9 Hegesztőív 14 Olvadt salak 4 Áram visszavezető (test) kábel 10 Maghuzal 15 Megdermedt salak 5 Elektródafogó 11 Elektróda bevonat 16 Olvadt fémfürdő 6 Bevont elektróda 12 Cseppátmenet 17 Megdermedt varrat





7 BOOSTER.PRO / A robusztus, IP23 védettségű házával és a legfeljebb 5,5 kg-os tömegével a BOOSTER.PRO a szerelések megbízható specialistája a legnehezebb munkakörülmények között is. Egyszerű kezelés Bevontelektródás hegesztésnél automatikusan kiválasztja a helyes gyújtóáramot Biztos és lágy érintéses ívgyújtás Az elektróda nem ragad le és nem izzik fel Optimalizált teljesítmény és csökkentett zajképződés Nagyteljesítményű elektródahegesztés AWI hegesztés Lift-Arc gyújtással Akár 100m-es hálózati hosszabbítás (1,5mm 2 ) esetén is biztos ívgyújtás és stabil ív BOOSTER SET 7
8 8 16 Huzalelektródás védőgázos ívhegesztés Az eljárás rövid ismertetése Ívhegesztéskor a kialakuló elektromos ív hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Amikor a levegő oxigénjétől az ívet és az alap- illetve hozaganyagot, valamint az ömledéket védőgáz védi, akkor védőgázos ívhegesztésről beszélünk. Amikor az ív az alapanyag és egy leolvadó huzalelektróda között alakul ki, azt az ívhegesztést huzalelektródás védőgázos ívhegesztésnek nevezzük. A huzalelektródás védőgázos ívhegesztés nemzetközi rövidítése: MIG/MAG MIG: Metal Inert Gas (semleges védőgázos huzalelektródás ívhegesztés) MAG: Metal Activ Gas (aktív védőgázos huzalelektródás ívhegesztés) Amikor az alkalmazott védőgáz kémiailag kötött vagy szabad formában oxigént vagy más aktív összetevőt tartalmaz, ami vegyi reakcióba léphet a hegesztendő fémmel, akkor aktív védőgázról beszélünk, ha a védőgáz nem tartalmaz aktív összetevőket, akkor semleges védőgázos hegesztésről beszélünk. Különféle fémek hegesztéséhez különböző védőgázokat, vagy ma már egyre inkább, az elérni kívánt célnak megfelelő összetételű gázkeverékeket alkalmaznak. Szénacél sokféle gázzal és gázkeverékkel hegeszthető. Alapvető és nagy mennyiségben használt védőgáz volt korábban a tiszta széndioxid (CO 2 ), ami a hegesztési eljárás megnevezésében is említésre került (széndioxid védőgázos hegesztés, vagy hétköznapi szóhasználatban helytelenül CO hegesztés). Ma már inkább a különféle argonbázisú gázkeverékeket alkalmazzák, mert ezekkel biztosítható a jobb varratminőség. Rozsdamentes acélok hegesztéséhez kb. 2-3% széndioxid, vagy oxigén tartalmú argonkeverék szükséges, hogy az aktív komponens stabilizálja az ívet. Alumínium csak semleges (Ar, He) védőgázzal hegeszthető. Rézbázisú anyagokat korábban tiszta argonnal hegesztettek, ma itt is megjelentek a kb. 1% aktív komponenst tartalmazó argonkeverékek Védőgáz palack 17 Védőgáz tömlő 18 Gáz-nyomáscsökkentő Villamos ív Huzalelektróda Huzaltekercs vagy dob Huzalelőtoló görgők Huzalvezető Pisztolykábel, ill. tömlőköteg Pisztolymarkolat Áramforrás Áramátadó 10 Védőgáz 11 Gázfúvóka 12 Varratömledék 13 Munkadarab 14 Testsaru 15 Testkábel A huzalelektródás védőgázos ívhegesztés különféle kialakítású hegesztőgépekkel végezhető el. Az egyszerűbb, fokozatkapcsolós gépeknél (Synergic.Pro 2 ) a fokozatkapcsolóval a használni kívánt lapos jelleggörbét lehet kiválasztani a fokozatkapcsoló megfelelő helyzetbe állításával. Ezzel a hegesztéshez szükséges feszültség-értéket lehet meghatározni. A huzalsebesség fokozatmentesen állítható be, amivel meghatározható a leolvadási teljesítmény, illetve a hegesztőáram mértéke. A korszerűbb huzalelektródás védőgázos hegesztőgépek már fokozatmentes feszültség beállítással illetve szinergikus vezérléssel rendelkeznek. A szinergikus vezérlésű gépek programozott jelleggörbékkel rendelkeznek és egy gomb segítségével egyszerre minden paraméter egymással összhangban változtatható. A huzalelektródás védőgázos hegesztő berendezések fontos egysége a huzalelőtoló, ami a hegesztőhuzal egyenletes, és a beállításnak megfelelő pontos előtolásáról gondoskodik. Amikor a huzalelőtoló az áramforrással egybeépített, akkor kompakt berendezésről beszélünk. Ennek a kialakításnak az az előnye, hogy egyszerűbb és olcsóbb a hegesztőgép, de hátránya, hogy a hegesztőgépet megfelelően közel kell vinni a hegesztés helyszínéhez. Alkalmazási paraméterek A kézi huzalelektródás védőgázos ívhegesztésnél az alábbi hegesztési paraméter-tartományokat alkalmaznak a gyakorlatban: a huzalelektróda átmérők: d= 0,6; 0,8; 1,0; 1,2; 1,6 mm az áramerősség: I= A a hegesztési sebesség: V heg = mm/min elérhető beolvadási teljesítmény: 8 kg/h



9 SYNERGIC.PRO2 fokozatkapcsolós huzalelektródás védőgázos hegesztőgépek 9





10 MEGA.PULS FOCUS impulzusívű huzalelektródás védőgázos hegesztőgépek 10 Teljeskörű megoldás minden felhasználási területre, és minden járatos anyaghoz FOCUS.PULS Abszolút gyors és hatékony Az alacsony energiaszintű, de erősen koncentrált impulzusív minden esetben az alábbi választási lehetőségeket kínálja: Hegeszthet ugyanolyan sebességgel, amilyennel az eddig használt szórtívvel tette, de akár 30%-kal kisebb ívteljesítménnyel, 30%-kal alacsonyabb energiaköltségek mellett. Akár 30%-kal megnövelheti a hegesztési sebességet anélkül, hogy az eddig megszokott szórtívhez viszonyítva, több energiát használna.
 mérése, dokumentálása Időráfordítások mérése, dokumentálása")

11 WWS Wireless Welding Supervisor Vezetéknélküli Hegesztés-Felügyelő 11 Kézi hegesztéshez optimalizálva Hegesztési paraméterek valós idejű mérése, elemzése, dokumentálása A hegesztő, a munkadarab és a hegesztőgép beazonosítása Anyagfelhasználás (huzal, védőgáz) mérése, dokumentálása Időráfordítások mérése, dokumentálása Vezeték nélküli kommunikáció Okos telefonokon, táblagépeken, Windows -os eszközökön megjeleníthető Rugalmasan testre szabható rendszer Ami elkészült, nem azonos azzal, amit elképzeltünk. Tömérdek kéz dolgozik a végrehajtáson, s ha mindegyik csak egy millimétert téved, szédületes különbség lesz a terv és a valóság között. Száraz Miklós György
12 Volfrámelektródás, védőgázos ívhegesztés Hálózati csatlakozás Áramforrás Hegesztőkábel Testkábel Testsaru Védőgáz palack Palack védőgáz tömlő Pisztoly markolat és fej Pálca/huzal 10 Munkadarab Az eljárás rövid ismertetése: Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az ívet és az alap- illetve hozaganyagot, valamint az ömledéket védőgáz védi, akkor védőgázos ívhegesztésről beszélünk. Az ív az alapanyag és egy nem leolvadó volfrámelektróda között alakul ki. A volfrámelektródás védőgázos ívhegesztés nemzetközi rövidítése TIG: Tungsten Inert Gas. Attól függően, hogy milyen anyag hegesztése a cél, kétféle áramnem jöhet szóba: alumínium és ötvözeteinek hegesztése a felületen kialakuló oxidréteg hathatós feltörése miatt váltakozó áramú hegesztőgépet igényel; a többi fém hegeszthető egyenáramú hegesztőgéppel. Volfrámelektródás hegesztésnél az ívgyújtás általában nagyfrekvenciával történik. Ha a hegesztés közelében a nagyfrekvencia alkalmazása számítógépet zavarna, mód van az érintéses gyújtás alkalmazására is, de ekkor a rövidzárlat miatt az elektróda hegye sérülhet, illetve annak varratba kerülése zárványt okozhat. A volfrám, a magas olvadáspontja miatt a legalkalmasabb fém elektródaként való alkalmazásra Volfrám elektróda 12 Szorítópatron 13 ív 14 Védőgáz 15 Gáz-nyomáscsökkentő Az eljárás elnevezéséből adódóan alapvetően semleges védőgáz (Ar, He) alkalmazható. Az európai országokban elsősorban az argon használata terjedt el. A hélium jobb hővezető képessége miatt az ívplazma hőmérséklete magasabb, és a beolvadási mélység nagyobb. Alkalmazása főleg ott célszerű, ahol nagyobb beolvadást, gyorsabb hegesztési sebességet szeretnének elérni. Használata javasolt akkor is, ha a hegesztőgép maximális terhelhetősége nem teszi lehetővé a nagyobb hegesztőáram beállítását, de a beolvadást növelni szükséges. Mivel a hélium alkalmazása a varrat alakjára is befolyással van, leginkább az argon-hélium célnak megfelelő arányú keveréke adja a legmegfelelőbb felhasználást. Ausztenites acélok hegesztéséhez javasolt az argon-hidrogén keverék, mert a hidrogén növeli az ívfeszültséget, jobb hővezető, mint az argon, ezért nagyobb beolvadás érhető el. Alkalmazási paraméterek a volfrámelektróda átmérők: d= 1,0; 1,6; 2,0; 2,4; 3,2; 4,0; 4,8; 6,4 mm az áramerősség: I= A a hegesztési sebesség: V heg = mm/min elérhető leolvadási teljesítmény: 0,5 kg/h






13 INVERTIG.PRO DC + AC/DC digital VILÁGBAJNOK A sokféle alkalmazás és az oktatás kiváló támogatója A Classic alkalmazás gondoskodik a maximális hegesztési varratminőség folyamatos fenntartásáról: a beállított paraméterek dinamikus megjelenése egyetlen ábrával szemlélteti a teljes hegesztési folyamatot. Az alkalmazás az arányosságokat, üzemmódokat és módszereket is leképezi ezidáig egyedülállóan átláthatóan és érthetően. A változások azonnal megjelennek és közvetlenül ellenőrizhetők, így a minőség magas színvonala biztosított. Assist üzemmódban a hegesztő megadja az anyagminőséget, vastagságot és a hegesztési pozíciót és azonnal rendelkezésre áll a legjobbak tapasztalata, mivel a szakértő-tudással teli könyvtár megadja az optimális beállításokat. Így automatikusan egy, a feladatnak megfelelő hegesztési folyamat kerül beállításra, amivel szükségtelenné válik a kísérletezgetés. A gép a beállított hegesztési feladatból kiindulva kínál fel gyakorlatorientált többlet információkat Hegesztési javaslat formájában. 13 A Program Manager alkalmazásban a gyakran használt hegesztési programokat tárolhatjuk felhasználók, vevők vagy anyagminőség szerint rendezve. Elég egy egyszerű gombnyomás, és a készülék elektronikája rááll az előre beprogramozott, ideális paraméterekre. A System az az alkalmazás, amelynek segítségével a funkciók és lefutások beállítása kényelmessé és áttekinthetővé válik. Ez lehetővé teszi, hogy a készülék minden egyes felhasználó és minden művelet igényeinek megfeleljen.






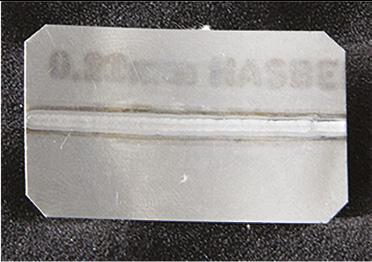
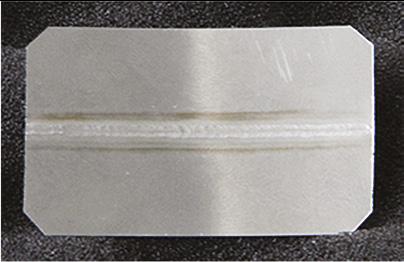
14 Mintha lézer lenne INVERTIG.PRO digital / COMPACT INVERTIG.PRO / COMPACT Lemezvastagság 0,2 mm, tompavarrat







15 Tekintse meg az INVERTIG.PRO digital különböző hullámalakjait bemutató filmünket SINUS HÁROMSZÖG NÉGYSZÖG Sinus hullámalak Zajoptimalizált AUTO Háromszög hullámalak Jobb beolvadás, mint Sinus hullámalak esetén AC-MATIC Négyszög hullámalak Legnagyobb beolvadás, jobb ívstabilitás, kisebb elektródaterhelés 15 Az AC hullámalak automatikusan alkalmazkodik az áramerősséghez SINUS Lábtávszabályzó alkalmazásával az áramerősség erősen változhat. NÉGYSZÖG alacsony áramerősség magas









16 VILÁGBAJNOK az egyfázisú, hordozható gépek kategóriájában TIGER High/Ultra DC+AC/DC 16 Tökéletes partner a szerelési munkákhoz 90 cm magasságig törésbiztos mindössze 7,9 kg Tekintse meg a TIGER berendezés törésbiztonságát bemutató kisfilmünket.






17 REHM Hyperpuls AC 17,5 khz REHM DualWave Így is meg lehet hegeszteni... DC-Hyperpuls alkalmazások Korlátok hegesztése Hyperpuls alkalmazásával ilyen is lehet... Alkatrészek fűzése DC Hyperpuls ívponthegesztő funkcióval 17 Ívpont hegesztés DC Hyperpuls 17,5 khz frekvenciával, közepes áramerősséggel, rövid idővel Egyforma, esztétikus fűzővarratok Gyors fűzés Egyenletes hőbevitel Lényegesen alacsonyabb hőbevitel, mint hagyományos fűzés esetén: csekély deformáció csekély elszíneződés bizonyos alkalmazásoknál elhagyhatjuk a gyökoldali védelmet
.")



18 Volfrámelektródák A precíz gép tudása csak kiváló minőségű volfrámelektróda használata esetén érvényesül Tórium (sugárzás) mentes elektródák Radioaktív, Tórium-tartalmú elektródák WP zöld: Tiszta volfrám, alumínium és magnézium hegesztéséhez hagyományos, transzformátoros gép esetén, váltakozóárammal (AC). 18 WLa 15 arany: A piros, radioaktív elektróda legjobb alternatívája egyenáram (DC) esetén. Leginkább a rozsdamentes acélokhoz, titánötvözetekhez, nikkelötvözetekhez és rézötvözetekhez alkalmazható, kiváló a gyújtása és az ívstabilitása. Csekély erózió jellemzi és széles áramerősség-tartományban terhelhető. WLa 20 kék: AC és DC alkalmazásra egyaránt alkalmas, minden anyagminőséghez. Alacsony áramerősségek esetén minden várakozást felülmúl. Kiváló választás mikroplazma-hegesztéshez és automatizáláshoz. WS2 WITSTAR türkiz: A világ legkiválóbb elektródája? A legmagasabb igényeket kielégítő AC és DC alkalmazásban egyaránt. Minden anyagminőséghez alkalmazható, és első osztályú gépesített, automatizált hegesztéshez. Kiváló gyújtás és ívstabilitás, magas élettartam jellemzi. WLa 10 fekete: Univerzálisan alkalmazható, alacsony adaléktartalmú elektróda. Kedvező árfekvés jellemzi. WCe 20 szürke: A világ legkedveltebb elektródája AC és DC alkalmazásban egyaránt, minden anyagminőséghez. Kiváló ívgyújtás, ívstabilitás és csekély erózió jellemzi. WZr 8 fehér: Kiváló alternatívája a zöld elektródának alumínium és magnézium hegesztéséhez, transzformátoros és inverteres gép esetére is. Jobb a gyújtás és az ívstabilitás, mint a zöld volfrámmal és nagyobb az áramterhelhetősége. LaYZr karthauzi: Rendkívül jó a mérettartása, csekély deformáció jellemzi, így kiváló az automatizált, illetve robotos hegesztéshez, ahol alacsony a feszültségingadozás. Minden anyag hegesztésére alkalmas AC és DC alkalmazásban egyaránt. Alacsony áramerősségek esetén is kiváló gyújtás jellemzi. Radioaktív, Tórium-tartalmú elektródák WT10 sárga 1 % ThO 2 WT20 piros 2 % ThO 2 WT30 lila 3 % ThO 2 WT40 narancs 4 % ThO 2 Magasan ötvözött (rozsdamentes) acélokhoz ideális elektródák, kiváló gyújtás és ívstabilitás jellemzi őket, DC alkalmazásban. A tóriumtartalom növekedésével javul az ívgyújtás, növekedik az élettartam és az áramterhelhetőség. Napjainkban már nincs szükség tórium-tartalmú elektródákra, mivel sugárzásmentes adalékok alkalmazásával hasonló, sőt jobb tulajdonságokkal rendelkező elektródák készülnek.







19 A volfrámelektróda a hegesztés minőségét erősen befolyásolja WS2 WITSTAR gyenge minőségű WT20 A gyenge minőségű elektródákban repedések, zárványok, pórusok lehetnek: zavarják, illetve megnehezítik az ívgyújtást rontják az ívstabilitást volfrámdarabok törhetnek ki és kerülhetnek a varratba. 150 ívgyújtás után szemmel látható a különbség. A gyenge minőségű elektróda felületi szerkezete erősen megromlott az elgőzölgés és a diffúzió következtében. A WS2 WITSTAR elektróda esetén ez a változás csak az elektróda hegyén tapasztalható. Elektróda közepe Adalékeloszlás - keresztmetszet Adalékeloszlás - hosszmetszet A gyenge minőségű elektródákban az adaléktartalom eloszlása nem egyenletes a keresztmetszet mentén. A közepe adalékban szegény, így hegyezést követően az elektróda hegye is adalékban szegény lesz, ellehetetlenítve ezzel a megfelelő ívgyújtást és ívstabilitást. gyenge minőségű elektróda hosszmetszeti képe az egyenetlen adalékeloszlással 19 Az ívgyújtás egyenetlen adalékeloszlású elektróda esetén rossz Az ívgyújtás megfelelő adalékeloszlású elektróda esetén
















20 Volfrámköszörülés Porszívó a por összegyűjtéséhez Kézi köszörülést segítő patronok 20 Hordozható kézi volfrámköszörű A volfrámelektródák köszörülését megfelelő körültekintéssel, odafigyeléssel, pontosan kell végezni: soha ne köszörüljünk körkörösen, hanem minden esetben kizárólag hosszirányban, a megfelelő ívgyújtás és ívstabilitás érdekében, az elektróda hegye középpontosan legyen kialakítva, különben nem ott gyújtunk ívet, ahol szeretnénk, a hegyezés szöge meghatározza a varratfürdő szélességét, ezért pontos munkához gépi köszörülést alkalmazzunk! A köszörülési szálirány hatása A középpontosság hiányának hatása A csúcsszög nagyságának hatása




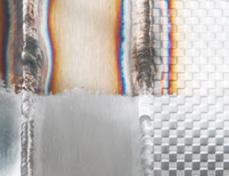













21 Varrattisztítás INTEGRA.PRO 1500 varrattisztítás polírozás feliratozás előtte 1500 W előtte utána utána Premiumline 6024 RS varrattisztítás polírozás feliratozás galvanizálás W TIG.CLINOX PRO varrattisztítás polírozás feliratozás előtte előtte utána utána 900 W


 Munkadarab Elektróda 5 6 7 8 9")

22 Kézi plazmavágás A plazmavágás minden fém vágására alkalmas, így az autogén eljárással szemben alkalmazható erősen ötvözött acélok, öntöttvasak, alumínium és ötvözetei, réz és ötvözeteik vágására, darabolására is. A plazmavágás elve A plazmavágó berendezés Vágási rés Plazmasugár (ív) Munkadarab Elektróda Fúvóka Plazmagáz Hűtőfolyadék Vágási irány Plazmavágó berendezés Plazmaégő Vízhűtés Testcsatlakozás Testkábel Gáz-nyomáscsökkentő A minőség azt jelenti, hogy akkor is jól csinálsz valamit, amikor nem látják Henry Ford


23 BARRACUDA RTC plazmavágó berendezések Az autogén vágással szemben a plazmavágás hőbevitele lényegesen alacsonyabb, így 4 mm alatti szerkezeti acélok esetén sokkal kisebb deformációkkal kiváló minőségű vágásra alkalmas. A kézi plazmavágás jól alkalmazható szerkezetek összeállítása során szükséges illesztő vágások elvégzésére, valamint bontási munkákra. Nem érzékeny a felületi szennyeződésekre, festékre, korrózióra, bármilyen fémszerkezet bontására kiválóan alkalmas. A kézi plazmavágáshoz plazmagázként leginkább sűrített levegőt alkalmazunk, ami egyrészt gazdaságosabb, másrészt egyszerűbb és biztonságosabb az alkalmazása, mint az autogén vágáshoz szükséges oxigén-acetilén keveréknek. Kompakt kialakítás és nagy teljesítmény Univerzális használhatóság Optimális vágási minőség Maximális gazdaságosság Biztos gyújtás Hosszú élettartam Szakaszos vágás perforált lemeznél Nagy biztonság az ember és gép számára Egyszerű kezelés 23









24 Iskolai hegesztő robotállomás Programozó és kezelő egység Precíz, robusztus huzalelőtoló egység Egyszerű és gyors programozást tesz lehetővé. Ikon alapú kezelés Hegesztési paraméterek egyszerű programozása, hegesztés közbeni változtatási lehetőséggel. FD-B4 robotkar 6 tengelyű, belső kábelezésű robotkar, amely könnyű hozzáférést tesz lehetővé összetett munkadarabok esetén is. AII-2PF Kéttengelyes pozícionáló 24 FD-11 robotvezérlés Kompakt, modulárisan felépített vezérlés, amely akár 54 tengely teljesen szinkronizált mozgatását teszi lehetővé. Welbee P500L hegesztő áramforrás Digitális, inverteres hegesztő áramforrás Welbee proceszszorral. Az OTC által fejlesztett Welbee nanotechnológián alapul, amely magas minőségű hegesztést tesz lehetővé a hegesztőáram és a hegesztési feszültség ultragyors, precíz szabályozásával.








25 FD-WD kereső szenzor Az FD-WD kereső szenzor a munkadarab helyzetének ellenőrzésére szolgál, a hegesztő huzal, vagy a gázfúvóka hozzáérintésével a munkadarabhoz. FD-AR ívszenzor Az FD-AR ívszenzor védőgázos eljárásoknál alkalmazható, amely automatikus varratkövetést végez a hegesztőpisztoly lengése segítségével. Lehetővé teszi a pontatlan munkadarabok varratvonalának követését. Közepes vastagságú lemezeknél (3mm felett) alkalmazható. Egyszerű programozás. FD-LT Lézeres varratkövető szenzor Nagy pontosságú 6D lézeres varratkövető, bonyolult munkadarab-geometriákhoz A pisztoly automatikusan az optimális pozícióba kerül. Felismeri a munkadarabok pozícióját. Vékony lemezekhez is alkalmazható. FD-AM PC ív-monitor A hegesztési folyamat minőségellenőrzése számítógép segítségével A hegesztési paraméterek vizuális megjelenítése: A monitoron a hegesztőáram, a hegesztési feszültség és a huzalelőtolás grafikusan megjelenik. Javított felügyeleti pontosság: Elődjéhez képest 10-szeresére nőtt a mintavételi frekvencia, így a pillanatnyi zavarok a hegesztési folyamatban könnyen felderíthetők. A hegesztési idők, a hibajelzések, továbbá a paraméterek és események lementhetők számítógépre. (A lementhető adatok száma függ a számítógép merevlemezének tárolókapacitásától) FD-ST OTC offline programozó szoftver A szoftver lehetőséget nyújt az FD szériás robotok nagypontosságú offline programozására és a mozgások szimulációjára. Osztott képernyős megjelenítés Teljes kompatibilitás az FD11 vezérléssel A program teljesen azonos képernyő felülettel rendelkezik, mint a programozó pult. Alkalmas a munkadarab-hozzáférés és a robot mozgástartományának ellenőrzésére. Az ütemidők pontosan meghatározhatók. Munkapozíció automatikus megjelenítése 25 Síkban mozgatás Párhuzamos eltolás Forgatás








26 26 Robotcellák és robotos gyártórendszerek offline programozása Rugalmasság. Funkcionalitás. Gördülékenység. Az OCTOPUZ szoftver poliphoz hasonló rugalmasságával és sokoldalúságával új szintre emeli a kezelőfelület áttekinthetőségét és teljesítményét, az optimális hatékonyság érdekében. COMPLEX MADE SIMPLE Mi az OCTOPUZ? Intelligens, CAD-CAM és offline robotprogramozó, szoftver, amely képes: több robotnak és azok perifériáinak könnyed programozására és szinkronizálására, pályák közvetlen támogatására a kívánt nyomvonalon, offline robotcella-fejlesztésre, beleértve a gépkezelés olyan lépéseinek tervezését, mint az alkatrészek betöltése és munkadarabok eltávolítása, a teljes gyártási folyamat és gépsor programozására és szimulációjára. OCTOPUZ alkalmazások Élkövetés vízsugaras vágás lézervágás élmegmunkálás sorjázás Forgácsolás 2D megmunkálás 3D többfelületű megmunkálás külső szerszám-középpont szerszám- vagy fejcsere szimulációja Gyártás hegesztés plazmavágás lézeres felrakás Szimuláció pick and place gépkiszolgálás PLC üzem alaprajz többrobotos rendszerek komponens-kommunikáció Anyagfelviteli eljárások adagolás kompozit bevonatolás porszórás hegesztés festés









27 Minőségtanúsítás, minőségbiztosítás és -felügyelet ívhegesztéshez Dokumentálás Felügyelet / hiba-felismerés WeldScanner WeldQAS ThermoProfilScanner Hegesztési paraméterek mérése és dokumentációja Hegesztési paraméterek felügyelete Hegesztési varrat hőprofiljának felügyelete Mérési értékek felvétele szenzorokon keresztül 27 Felügyeleti módszerek pontossága Hiba-felismerési arány Online hegesztési ívanalízis Burkológörbék Varrateltérések felismerési aránya Rögzített határértékek

















28 A minőségi munka feltételeinek biztosítása Kézi élmarók Külső és belső alakos kontúrok hegesztési élelőkészítése Egyenes kontúrok srégelése nyírótárcsával Élek lekerekítése Kézi élcsiszolók Termikus vágással történő srégelések felületének simítása, az égett réteg eltávolítása Asztali élmarók 28 Kontúrok simítása, merőlegesség helyreállítása, az égett réteg eltávolítása Kis- és nagyméretű alkatrészek, vastag anyagok srégelése nagyteljesítményű csiszológéppel


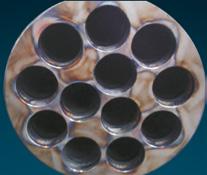
29 Élmaró berendezés speciálisan hegesztő szakiskoláknak és képzőközpontoknak A Gerima MMD 200 élmaró berendezést speciálisan hegesztő szakiskoláknak fejlesztették. Az MMD 200 segítségével lemezek, csövek, különösképpen hegesztési próbadarabok gyors és precíz élelőkészítése végezhető. Ennek köszönhetően a hegesztési próbadarabok egyformák és pontosak lesznek, biztosítva ezzel a vizsgáztatás azonos feltételrendszerét. Az MMD 200 természetesen termelésben is használható kisebb munkadarabok élelőkészítésére. csövek élelőkészítése 8 lapkás marófej lemezek élelőkészítése 29 Műszaki adatok: Hálózati csatlakozás 400 V / 32 A Fordulatszám /min Motor teljesítmény 5,5 kw Megmunkálható lemez méretek: Lemezvastagság: 4-40 mm Munkaasztal mérete: 360x310 mm Megmunkálható cső méretek: Csőhossz: mm Csőátmérő mm Falvastagság 4-20 mm Leélezési szélesség 2-30 mm Leélezési szög Marófej átmérő 100 mm méretbeállítás módja Kézi, digitális kijelzővel Előtolás Kézi Tömeg kb. 500 kg Méret (Mélység x Sz x M) x 920 x mm Alkalmazási előnyök: lemezek és csövek pontos élelőkészítése a váltólapkás marófej gazdaságos üzemeltetést biztosít az élelőkészítés szöge fokozatmentesen állítható a leélezés szélessége fokozatmentesen állítható egyszerű kézi beállítás kompakt, robusztus felépítés minden marásra alkalmas anyaghoz használható (műanyagok, alumínium, szerkezeti acélok, nemesacélok)

 A")



 Kötény (meleg")
")
 Bakancs (meleg")
 30 Egyedi")

30 Hegesztőpajzs (sugárzások, fröccsenő fém, mechanikai hatások) A hegesztő védelme Kámzsák, fejkendők Fej-, nyak-, tarkó-, vállvédelem Kesztyű (mechanikai hatások, áramütés, meleg anyagok, fröccsenő fém) Kötény (meleg anyagok, fröccsenő fém) Légzésvédő Karvédő (meleg anyagok, fröccsenő fém) Lábszárvédő (meleg anyagok, fröccsenő fém) Bakancs (meleg anyagok, fröccsenő fém, mechanikai hatások) 30 Egyedi füstelszívó berendezések




31 Hegesztőműhely kialakítása központi elszívással Köszörűs elszívós munkahelyek 31 Biztonságos munkavégzés a stabil anyagfelfogó alátétnek köszönhetően. Nagyobb munkadarabokhoz is használható, mivel az oldalfalak lehajthatóak. Alacsony zajkibocsátás a hangszigetelt oldalfalaknak köszönhetően. A hátfalon történő porgyűjtésnek köszönhetően hatékonyabban összegyűjthető a csiszoláskor keletkező por. Egyszerű tisztítás a salakfióknak köszönhetően. Kellemes munkavégzés az ergonómikus acéllemez-kialakításnak köszönhetően.





.")

32 Hegesztési varratok méreteinek és geometriájának gyors ellenőrzése és dokumentálása 32 Vevő műszaki előírásai Ipari szabványok Technológia minősítésének jegyzőkönyve Gyártói hegesztési utasítás Hegesztés előtti mérés: A WiKi-SCAN segítségével vizsgálható a kötéselőkészítés és -illesztés a hegesztést megelőzően. Miért kezdenék el a hegesztést, ha a kötésjellemzők az előírt tűréshatárokon kívül esnek? Hegesztés utáni mérés: A WiKi-SCAN méri a varratgeometriát, és összehasonlítja a beállított tűréshatárokkal. Jellemzők Felhasználóbarát kezelés a beépített kamerának és lézerirányzéknak köszönhetően: ránéz, mér és minősít. A mért értékeket összehasonlítja a beállított tűréshatárokkal. Dokumentálás céljából fényképek készíthetők a kötéskialakításról és/vagy varratról. A nagyítási funkció lehetővé teszi a porozitás, repedés és fröcskölés vizsgálatát és mérését. 16 GB-ig tárolja a vizsgálati eredményeket, amely kb vizsgálatnak felel meg. Hangfelvételeket és írásos megjegyzéseket csatolhat a vizsgálati feljegyzésekhez. A varrat területének megvilágításával megkönnyíti a szemrevételezést. Az eredmények táblázatos formátumban exportálhatók a későbbi kiértékelés céljából, pl. statisztikai folyamatirányítás (SPC). Minőségértékelés Megy/Nem megy minősítés Adatok a statisztikai folyamatszabályozáshoz (SPC) Hegesztői képességek felmérése A mérési eredmények dokumentálása Előnyök A varratvizsgáló személyek percek alatt jártasságot szerezhetnek a WiKi-SCAN kezelésében. Valós idejű folyamatkövetés a kötés vagy varrat gyors kiértékeléséhez. A vizsgálati feljegyzések wifi segítségével továbbíthatók a világ bármely pontjára. Az olyan, fáradás szempontjából lényeges jellemzők, mint a varratél hajlásszög, szélkiolvadás és repedések gyorsan mérhetővé válnak. Az előírt varratnagyságot meghaladó kötések számszerűsíthetők, ezáltal a felesleges hegesztési idő, hozaganyag és energiafelhasználás csökkenthető, pénzmegtakarítás érhető el. Bármely varrat vizsgálható, amelyet a kezelő elér.


33 Az ellenállás-hegesztés olyan hegesztési eljárás, ahol a fémes kötés hő- és erőhatás együttes alkalmazásával jön létre. A kötés létesítéséhez szükséges hőt a munkadarabon átvezetett áramnak az átmeneti ellenálláson, valamint a munkadarabban fejlődött hője adja. A kétoldali (direkt) ellenállás-ponthegesztés olyan ellenállás-hegesztési eljárás, amelynek során a pontszerű hegesztési varrat a munkadarabban ponthegesztő elektródák között jön létre, és a hegesztési varrat közelítőleg olyan keresztmetszetű, mint az elektródák csúcsai. Az eljárás során az elektródákra külső erőhatást fejtenek ki. Az ellenállás-dudorhegesztés olyan ellenállás-hegesztési eljárás, amelynek során az erőhatást és a hegesztőáramot az illeszkedő felületek egyikén vagy mindegyikén kialakított dudorok, vagy természetesen létező érintkezési pontok, kiemelkedések környezetére korlátozzák. A varratokat így hozzák létre és ezek a dudorok a hegesztés során megsemmisülnek, ill. az érintkező részek egymásba hatolnak. A hegesztőáramot és az erőhatást rendszerint nyomólapok, rögzítő- vagy befogókészülékek közvetítik. Az ellenállás-vonalhegesztés, ami leggyakrabban átlapolt kivitelű, olyan ellenállás-hegesztési eljárás, amelynek során az erőhatást folyamatosan, a hegesztőáramot pedig gyorsan váltakozva, vagy Ellenállás-hegesztés szakaszosan működtetik a vonalszerű hegesztési varrat létrehozásához, és a munkadarab vagy két tárcsaelektróda között helyezkedik el, vagy egy tárcsaelektróda és egy rúd- ill. tömbelektróda között. Az erőhatás és a hegesztőáram az eljárás során folyamatosan elforduló tárcsaelektródák és a munkadarab elmozdulása által hozza létre a hegesztési varratot. Képzési moduljaink Általános elméleti és gyakorlati ismeretek, gép beállítása és hegesztés Gépbeállítók és gyártáselőkészítők továbbképzése Gépkezelők képzése az MSZ EN ISO követelmények szerint Minőségbiztosítás és vizsgálatok (minőségellenőrök továbbképzése) Elektródaanyagok kiválasztása, és a különböző alapanyagok hegeszthetősége Hegesztő szakemberek felkészítése EWS-RW vizsgára Hegesztéstechnológia (WPQR) és hegesztési utasítás (WPS-RW) kidolgozása adott feladatokra AC és MFDC vezérlők használata a gyakorlatban XPegasus szoftvercsalád használata Ratia73 (AC) ill. GeniusHWI (MFDC) vezérléssel IQR paraméterek gyakorlati beállítása GeniusHWI vezérlésű NIMAK MFDC fogóval 33
 oktatógép.")


34 Ahogyan csak nagyon kevesen tanítanak! Mi így tanítjuk az ellenállás-hegesztési ismereteket a REHM-nél! Az ellenállás-hegesztés elméleti és gyakorlati oktatásának hatékonyabbá tételéhez rendelkezésünkre áll egy váltóáramú (AC) oktatógép. Segítségével a gyakorlatban is megismerhetők és megtanulhatók az ellenállás-ponthegesztés, -dudorhegesztés alapjai, továbbá a korszerű minőségi követelményeket is kielégítő vezérlések használata. A két különböző kivitelű vezérlésen túlmenően a gép rendelkezik az ellenállás-hegesztés több minőségbiztosítási eszközével, valamint több különálló speciális mérőműszer is használható a gép állapotának vizsgálatára, a hegesztési folyamat nyomonkövetésére, regisztrálására és kiértékelésére. Az elméleti oktatás során szerzett ismeretek az oktató gépeken a gyakorlatban is kipróbálhatók, megtapasztalhatók és még jobban elsajátíthatók. Oktató ponthegesztő gép PX1500 plus vezérlés mikroprocesszoros hegesztésvezérlés, 2 karakteres kijelzővel hegesztési idő beállítás hálózati periódus alapján, beállítható idők: -előtartás, -felfutás, -hegesztés, -utótartás, -szünetidő pontismétlés esetén két idő- és áramérték indítható teljesítmény állítása váltóáramú gyújtásvezérléssel beállítható az impulzusszám és az impulzus-szünetidő teljesítmény kompenzálás szennyezett vagy oxidált lemezekhez Ratia73 IQ1 vezérlés Többfunkciós moduláris vezérlés, amely illeszthető központi vezérlő egységbe vagy egyedi géphez. 128 program 128 számláló csoport áram és nyomóerő program elektróda kopás kompenzáció lineáris stepper (áramnövelő függvény) funkció elektróda menedzsment esemény naplózási funkció és diagnózis proporcionális szelep kezelése 3 2 indító funkció elektróda faragási program állandó áramú vezérlés pontismétlés hálózati működtetés Pegasus szoftver segítségével elmozdulás mérés XPegasus OPC szoftver segítségével Arányos szabályozó szelep Elektromos vezérlésű szelep a nyomóerő akár folyamat közben történő változtatható beállítására. Alkalmazása esetén a nyomóerő a vezérlésen beállítható paraméterré válik. 4 Analóg-digitális nagy pontosságú nyomásmérő A műszer a hegesztési folyamat közben, közvetlenül a nyomóhenger előtt, méri és kijelzi a nyomást, annak időbeli változását. Határértékek választhatók és programozhatók, alkalmas nyomáskapcsolóként is. 5 Elmozdulásmérő Leggyakrabban dudorhegesztés esetén alkalmazzák. A dudorhegesztés során a munkadarabon (pl. hegesztőanya dudorja) jelentős méretváltozás következik be, amelyet az elmozdulásmérővel lehet nyomonkövetni és ezzel a kötés minőségét ellenőrizni.






 inverteres berendezések képviselik a modern technológiát.")
 hegesztésére.")
 automatikus anyagvastagság felismerő")
35 Karosszéria-lakatosok képzése Csaphegesztő pisztoly C-fogó X-fogó Spotter típusú ellenállás-hegesztőgépek A karosszérialakatos gyakorlati képzés egyik legfontosabb hegesztőgépe. A részelemcserés javítások, a horpadáskihúzatások, lemezdudorok hőegyengetésének kiváló eszköze. A karosszéria-javítás során használt leggyakoribb mobil ellenállás-hegesztőgép, amely különböző teljesítményű (8 kva - 25 kva) lehet, és készülhet lég-, és vízhűtéses kivitelben. A hűtőegység a berendezés részét képezi. A kétoldali pneumatikus ponthegesztő fogó jellemzően X vagy C kivitelű, és gyakran kiegészül még egy egyoldali ponthegesztésre is alkalmas, csapok és alátétek felhegesztésére szolgáló pisztollyal. A hagyományos váltóáramú (AC) gépek mellett a középfrekvenciás egyenáramú (MFDC) inverteres berendezések képviselik a modern technológiát. Ezek kifejezetten alkalmasak a mai modern autók karoszszéria elemeinek (nagy szilárdságú acélok, bevonatos acélok stb.) hegesztésére. A vezérlésük leggyakrabban állandó áramú vezérlés. Számos modell ( C fogó esetén) automatikus anyagvastagság felismerő rendszerrel is rendelkezik. A berendezések mobilitása és a kis fogóméret miatt sok esetben alkatrészek (pl. kipufogók, lemezszekrények) gyártásában is alkalmazzák ponthegesztésre ezeket a hegesztőgépeket, elsősorban akkor, amikor kisebb teljesítményű berendezésekre van szükség. 35


36 ...dolgozni csak pontosan, szépen, ahogy a csillag megy az égen, ugy érdemes. József Attila INNOVADIDACT Bt Budapest, Róbert K. krt. 18/B Tel./Fax: +36 (1) info@innovadidact.hu Web: REHM Hegesztéstechnika Kft Tápiószele, Jászberényi út 4. Tel.: +36 (53) ; +36 (30) rehm@rehm.hu Web:
A TIG hegesztés csodálatos világa 2016
 A TIG hegesztés csodálatos világa 2016 Kedves Hegesztő Barátom! Kedves Kolléga! A kézi ívhegesztés egy iparművészeti tevékenység, pontosabban: Mikrokohászati és -öntészeti kézműves iparművészet A hegesztőnek
A TIG hegesztés csodálatos világa 2016 Kedves Hegesztő Barátom! Kedves Kolléga! A kézi ívhegesztés egy iparművészeti tevékenység, pontosabban: Mikrokohászati és -öntészeti kézműves iparművészet A hegesztőnek
Fogyóelektródás védőgázas ívhegesztés
 Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
MIG/MAG Hegesztőeljárás MIG/MAG hegesztés-simon János 1
 MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Hegesztési eljárások. Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések
 Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
Plazmavágógépek 400V LPH 35, 50, 80, 120
 Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Hidegsajtoló hegesztés
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 2. Sajtoló hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Hidegsajtoló hegesztés A fémfelületek kohéziós
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 2. Sajtoló hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Hidegsajtoló hegesztés A fémfelületek kohéziós
QINEO QinTron 400, 500, 600. Hegesztés egyszerűen. Weld your way. www.cloos.hu
 QINEO QinTron 400, 500, 600 Hegesztés egyszerűen. Weld your way. www.cloos.hu QinTron egyszerűen csak a Strapabíró. Dolgozzon bel- vagy kültéren, a QinTron hegesztőgép rögtön kitűnik kimagasló minőségével.
QINEO QinTron 400, 500, 600 Hegesztés egyszerűen. Weld your way. www.cloos.hu QinTron egyszerűen csak a Strapabíró. Dolgozzon bel- vagy kültéren, a QinTron hegesztőgép rögtön kitűnik kimagasló minőségével.
A modern hegesztés TIGER. AVI / Bevontelektródás ivhegesztés DC vagy AC/DC üzemmódban
 A modern hegesztés és vágás mércéje TIGER AVI / Bevontelektródás ivhegesztés DC vagy AC/DC üzemmódban TIGER 170/210 DC vagy AC/DC kivitelben A TIGER, az új AVI primer inverter egy energiacsomag minden
A modern hegesztés és vágás mércéje TIGER AVI / Bevontelektródás ivhegesztés DC vagy AC/DC üzemmódban TIGER 170/210 DC vagy AC/DC kivitelben A TIGER, az új AVI primer inverter egy energiacsomag minden
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Nagy Ferenc
 f DAIHEN Corporation profil és üzletágak Üzletágak éves forgalma OTC vállalati profil (2013, március) Név DAIHEN Corporation Alapítva 1919 december Tőke Forgalom Alkalmazottak száma 10.596 millió Japán
f DAIHEN Corporation profil és üzletágak Üzletágak éves forgalma OTC vállalati profil (2013, március) Név DAIHEN Corporation Alapítva 1919 december Tőke Forgalom Alkalmazottak száma 10.596 millió Japán
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Megbízhatóság, precizitás, minőség
 Professzionális bevontelektródás inverteres hegesztőgép Liftes (emeléses) AWI gyújtással Megbízhatóság, precizitás, minőség MMA - Bevontelektródás inverteres hegesztőgépek Liftes (emeléses) AWI Gyújtással
Professzionális bevontelektródás inverteres hegesztőgép Liftes (emeléses) AWI gyújtással Megbízhatóság, precizitás, minőség MMA - Bevontelektródás inverteres hegesztőgépek Liftes (emeléses) AWI Gyújtással
Minőségbiztosítás a hegesztésben. Méréstechnika. Előadó: Nagy Ferenc
 Minőségbiztosítás a hegesztésben Méréstechnika Minőségbiztosítás és -felügyelet HKS termékportfólió: ívhegesztéshez Dokumentálás Felügyelet / Hiba-felismerés WeldScanner WeldQAS ThermoProfilScanner Hegesztési
Minőségbiztosítás a hegesztésben Méréstechnika Minőségbiztosítás és -felügyelet HKS termékportfólió: ívhegesztéshez Dokumentálás Felügyelet / Hiba-felismerés WeldScanner WeldQAS ThermoProfilScanner Hegesztési
Példatár Anyagtechnológia TESZTFELADATOK
 Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Miért a MAHE? www.mahe.hu TERMÉKISMERTETŐ
 www.mahe.hu TERMÉKISMERTETŐ Német minőség, nagyipari felhasználásra, az ipar minden területére Miért a MAHE? Innovatív hegesztési eljárások Egyedülálló Chip tuning lehetőség 2 év garancia Itt mindenki
www.mahe.hu TERMÉKISMERTETŐ Német minőség, nagyipari felhasználásra, az ipar minden területére Miért a MAHE? Innovatív hegesztési eljárások Egyedülálló Chip tuning lehetőség 2 év garancia Itt mindenki
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
NEMZETGAZDASÁGI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
Az ITM International Kft. bemutatja
 Az ITM International Kft. bemutatja EWM kézi hegesztő berendezések A feladat Önnél a megoldás nálunk. e-mail: itminternationalkft@gmail.com website: www.itmwelding.com 4 Az ITM Hungary Kft. azzal a céllal
Az ITM International Kft. bemutatja EWM kézi hegesztő berendezések A feladat Önnél a megoldás nálunk. e-mail: itminternationalkft@gmail.com website: www.itmwelding.com 4 Az ITM Hungary Kft. azzal a céllal
Elszívóasztalok és vágóasztalok
 Tartalomjegyzék Elszívóasztalok és vágóasztalok Csiszolóasztal elszíváshoz 76 Hegesztőasztal elszíváshoz 77 Tavolex-asztal 78 Oktató-hegesztőasztal 79 Kézi vágóasztal 80 Filter-Table 81 Elszívóasztalok
Tartalomjegyzék Elszívóasztalok és vágóasztalok Csiszolóasztal elszíváshoz 76 Hegesztőasztal elszíváshoz 77 Tavolex-asztal 78 Oktató-hegesztőasztal 79 Kézi vágóasztal 80 Filter-Table 81 Elszívóasztalok
Német minőség, nagyipari felhasználásra, az ipar minden területére!
 A MAHE által kifejlesztett, a világon egyedülálló HYPER Pulse, HYPER Force, HYPER Cold, HYPER Vdown hegesztési eljárásoknak köszönhetően rendkívül precíz, kevesebb utómunkát igénylő, minőségi varratok
A MAHE által kifejlesztett, a világon egyedülálló HYPER Pulse, HYPER Force, HYPER Cold, HYPER Vdown hegesztési eljárásoknak köszönhetően rendkívül precíz, kevesebb utómunkát igénylő, minőségi varratok
HELIARC. AWI HEGESZTÉSBEN ÉLENJÁR.
 HELIARC. AWI HEGESZTÉSBEN ÉLENJÁR. ÖN ÉS A HELIARC. A HELIARC AZ AWI HEGESZTÉS EGYIK ÉLENJÁRÓJÁNAK SZÁMÍT, HOSSZÚ ÉVEK MUNKÁJÁVAL LETT TÖKÉLETESRE KIDOLGOZVA. AZ AWI AC ÉS DC HEGESZTÉS TERÉN KATEGÓRIÁJÁNAK
HELIARC. AWI HEGESZTÉSBEN ÉLENJÁR. ÖN ÉS A HELIARC. A HELIARC AZ AWI HEGESZTÉS EGYIK ÉLENJÁRÓJÁNAK SZÁMÍT, HOSSZÚ ÉVEK MUNKÁJÁVAL LETT TÖKÉLETESRE KIDOLGOZVA. AZ AWI AC ÉS DC HEGESZTÉS TERÉN KATEGÓRIÁJÁNAK
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
2 év teljeskörű, MMA AWI MIG BEVONTELEKTRÓDÁS WOLFRAMELEKTRÓDÁS FOGYÓELEKTRÓDÁS. háztól-házig garancia! Hegesztéstechnika 2014 A
 MMA AWI MIG BEVONTELEKTRÓDÁS WOLFRAMELEKTRÓDÁS FOGYÓELEKTRÓDÁS HOBBY, ÉS IPARI.. HEGESZTŐGÉPEK MAGYAR MINŐSÉG BIZTOSÍTÁS. EURÓPAI MEGFELELŐSSÉG. teljeskörű, háztól-házig garancia! Új típusok a megszokott
MMA AWI MIG BEVONTELEKTRÓDÁS WOLFRAMELEKTRÓDÁS FOGYÓELEKTRÓDÁS HOBBY, ÉS IPARI.. HEGESZTŐGÉPEK MAGYAR MINŐSÉG BIZTOSÍTÁS. EURÓPAI MEGFELELŐSSÉG. teljeskörű, háztól-házig garancia! Új típusok a megszokott
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Me gbízha tóság, pre cizitás, Minősé g
 BEVONTELEKTRÓDÁS koppintós AWI GYÚJTÁSSAL BLM MINI INNovatív FejlesztésekNek, a NagyteljesítméNyű IgBt -Nek, sajtolt hűtőb ordáknak köszönhetően teljesítményben ugyanazt TuDJA MINT A NAGYOK! aggregátorról
BEVONTELEKTRÓDÁS koppintós AWI GYÚJTÁSSAL BLM MINI INNovatív FejlesztésekNek, a NagyteljesítméNyű IgBt -Nek, sajtolt hűtőb ordáknak köszönhetően teljesítményben ugyanazt TuDJA MINT A NAGYOK! aggregátorról
HEGESZTÉSI ELJÁRÁSOK I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Weldi-Plas termékcsalád - Plazmavágók
 Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
QINEO QinTron 400, 500, 600
 QINEO QinTron 400, 500, 600 Hegesztés egyszerűen. Weld your way. www.cloos.de QinTron egyszerűen csak a Strapabíró. Dolgozzon bel- vagy kültéren, a QinTron hegesztőgép rögtön kitűnik kimagasló minőségével.
QINEO QinTron 400, 500, 600 Hegesztés egyszerűen. Weld your way. www.cloos.de QinTron egyszerűen csak a Strapabíró. Dolgozzon bel- vagy kültéren, a QinTron hegesztőgép rögtön kitűnik kimagasló minőségével.
Esseni vásári hírek szeptember CLOOS Tandem Weld Cold Weld
 Esseni vásári hírek A CLOOS cég 2013. szeptember 16-21. között, az esseni Schweissen und Schneiden vásáron mutatja be a hegesztés, vágás és felületfelhordás területén a legújabb eljárásokat, berendezéseket,
Esseni vásári hírek A CLOOS cég 2013. szeptember 16-21. között, az esseni Schweissen und Schneiden vásáron mutatja be a hegesztés, vágás és felületfelhordás területén a legújabb eljárásokat, berendezéseket,
Lincoln Electric EMEAR Lincoln Electric EMEAR SPEEDTEC 215C. Multifunkciós, egy fázisú, kompakt inverter. BK rev01
 Lincoln Electric EMEAR Multifunkciós, egy fázisú, kompakt inverter www.lincolnelectric.eu BK 2016-02-01 rev01 Főbb jellemzői Kiváló ívtulajdonságok - Ötvözetlen és ötvözött acél, valamint alumínium alapanyagokhoz
Lincoln Electric EMEAR Multifunkciós, egy fázisú, kompakt inverter www.lincolnelectric.eu BK 2016-02-01 rev01 Főbb jellemzői Kiváló ívtulajdonságok - Ötvözetlen és ötvözött acél, valamint alumínium alapanyagokhoz
Célunk volt, hogy a hegesztő szakemberek részére különféle hegesztési feladatok ellátásához áttekinthető, egyszerűen kezelhető berendezést gyártsunk.
 Az MM sorozatú hegesztőgépek továbbfejlesztett változataként gyártási programunkba került a SYNERGIKUS hegesztőgép család. Célunk volt, hogy a hegesztő szakemberek részére különféle hegesztési feladatok
Az MM sorozatú hegesztőgépek továbbfejlesztett változataként gyártási programunkba került a SYNERGIKUS hegesztőgép család. Célunk volt, hogy a hegesztő szakemberek részére különféle hegesztési feladatok
Egyéb eljárás szerinti hegesztő. Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
MicroMIG alacsony hőbevitelű eljárás robothegesztéshez
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. MicroMIG alacsony hőbevitelű eljárás robothegesztéshez Barabás Péter*, Klein, Markus**, Nagy Ferenc* *REHM Kft., **SKS Welding Systems
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. MicroMIG alacsony hőbevitelű eljárás robothegesztéshez Barabás Péter*, Klein, Markus**, Nagy Ferenc* *REHM Kft., **SKS Welding Systems
Volframelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései
 Vincze István Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és
Vincze István Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok
 feladatok") Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Fogyóelektródás hegesztő Hegesztő
 0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
DENER Plazmavágók. Típus: Mitsubishi DNR-I 1530 CNC. Dener plazmavágás. Dener plazmavágók. http://www.dener.com/sayfa/89/plasma-cutting.
 DENER Plazmavágók Dener plazmavágás Dener plazmavágók http://www.dener.com/sayfa/89/plasma-cutting.html Típus: Mitsubishi DNR-I 1530 CNC A képek illusztrációk A képek illusztrációk A képek illusztrációk
DENER Plazmavágók Dener plazmavágás Dener plazmavágók http://www.dener.com/sayfa/89/plasma-cutting.html Típus: Mitsubishi DNR-I 1530 CNC A képek illusztrációk A képek illusztrációk A képek illusztrációk
Volframelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
Nagysebességű Speed-Puls hegesztés
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Nagysebességű Speed-Puls hegesztés Paszternák László Qualiweld Welding & Trade Kft.; 8800 Nagykanizsa, Szemere utca 3. info@qualiweld.hu
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Nagysebességű Speed-Puls hegesztés Paszternák László Qualiweld Welding & Trade Kft.; 8800 Nagykanizsa, Szemere utca 3. info@qualiweld.hu
Huzalelektródás védőgázos ívhegesztés (13)
") ANYAGISMERET Huzalelektródás védőgázos ívhegesztés (13) A 13-as eljáráscsoportba tartozó huzalelektródás védőgázos ívhegesztéskor a folyamatosan dobról, vagy hordóból előtolt huzal és a munkadarab között
ANYAGISMERET Huzalelektródás védőgázos ívhegesztés (13) A 13-as eljáráscsoportba tartozó huzalelektródás védőgázos ívhegesztéskor a folyamatosan dobról, vagy hordóból előtolt huzal és a munkadarab között
LEMEZMEGMUNKÁLÓ GÉPEINK
 LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
Hegesztett alkatrészek kialakításának irányelvei
 Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegesztő-vágó gép kezelője Hegesztő 4 2/38
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2/ Hegesztő Hegesztő Fogyóelektródás védőgázas ívhegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében
 Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
2/ Hegesztő Hegesztő Hegesztő-vágó gép kezelője Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Bevontelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS?
 HEGESZTÉSTECHNIKA HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS? A hegesztés olyan két különálló fém alkatrészek közötti oldhatatlan kötés, amelyet az összekötendő alkatrészek saját anyagával, vagy hozaganyaggal
HEGESZTÉSTECHNIKA HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS? A hegesztés olyan két különálló fém alkatrészek közötti oldhatatlan kötés, amelyet az összekötendő alkatrészek saját anyagával, vagy hozaganyaggal
Cloos eljárásváltozatok
 Cloos eljárásváltozatok A Cloos, a már jól bevált, és az újító jellegű hegesztési eljárásváltozatok széles tartományával megoldásokat kínál a hatékonyság és termelékenység növelésére. A már bevált MIG/MAG
Cloos eljárásváltozatok A Cloos, a már jól bevált, és az újító jellegű hegesztési eljárásváltozatok széles tartományával megoldásokat kínál a hatékonyság és termelékenység növelésére. A már bevált MIG/MAG
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
A modern hegesztés és vágás mércéje MEGAPULS. MIG/MAG Impulzushegesztés
 A modern hegesztés és vágás mércéje MEGAPULS MIG/MAG Impulzushegesztés Digitális processzortechnika A digitális REHM mikroprocesszortechnika karöltve az innovatív gépépítési és hegesztési folyamatirányítási-technikákkal
A modern hegesztés és vágás mércéje MEGAPULS MIG/MAG Impulzushegesztés Digitális processzortechnika A digitális REHM mikroprocesszortechnika karöltve az innovatív gépépítési és hegesztési folyamatirányítási-technikákkal
2/ Bevontelektródás kézi ívhegesztő Hegesztő Hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Budapesti Műszaki és Gazdaságtudományi Egyetem ELLENÁLLÁS HEGESZTÉSI ELJÁRÁSOK. Dr. Palotás Béla. Mechanikai Technológia és Anyagszerkezettani Tanszék
 Budapesti Műszaki és Gazdaságtudományi Egyetem ELLENÁLLÁS HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Ellenállás hevítés A darabokon átfolyó áram Joule hője
Budapesti Műszaki és Gazdaságtudományi Egyetem ELLENÁLLÁS HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Ellenállás hevítés A darabokon átfolyó áram Joule hője
RAIL BULL KÖTÖTT PÁLYÁS HEGESZTŐTRAKTOR OSZCILLÁTORRAL
 RAIL BULL KÖTÖTT PÁLYÁS HEGESZTŐTRAKTOR OSZCILLÁTORRAL A Rail Bull olyan kötött pályás hegesztőtraktor, amelyet tompavarratok és sarokvarratok oszcillációval vagy anélkül való hegesztésére terveztek. A
RAIL BULL KÖTÖTT PÁLYÁS HEGESZTŐTRAKTOR OSZCILLÁTORRAL A Rail Bull olyan kötött pályás hegesztőtraktor, amelyet tompavarratok és sarokvarratok oszcillációval vagy anélkül való hegesztésére terveztek. A
FOGYÓELEKTRÓDÁS CO ÍVHEGESZTŐK
 FOGYÓELEKTRÓDÁS CO ÍVHEGESZTŐK 2012 A TRANSZFORMÁTOROS ÉS INVERTERES, MULTIFUNKCIÓS, SZINERGIKUS VEZÉRLÉSŰ ÉS KAROSSZÉRIÁS GÉPEK, TARTOZÉKOK SMARTMIG142 SMARTMIG2 MIG190 N PEARL 1804 XL PEARL 1802 MIG250
FOGYÓELEKTRÓDÁS CO ÍVHEGESZTŐK 2012 A TRANSZFORMÁTOROS ÉS INVERTERES, MULTIFUNKCIÓS, SZINERGIKUS VEZÉRLÉSŰ ÉS KAROSSZÉRIÁS GÉPEK, TARTOZÉKOK SMARTMIG142 SMARTMIG2 MIG190 N PEARL 1804 XL PEARL 1802 MIG250
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
MUNKAANYAG. Dabi Ágnes. Egyéb hegesztő eljárások paraméterei, anyagai, hozaganyagai. A követelménymodul megnevezése: Hegesztő feladatok
 Dabi Ágnes Egyéb hegesztő eljárások paraméterei, anyagai, hozaganyagai A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Dabi Ágnes Egyéb hegesztő eljárások paraméterei, anyagai, hozaganyagai A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
MMA/TIG DC Inverterek 230V
 MMA/TIG DC Inverterek 230V Caddy Arc 151i, 201i kezelőfelület A31, A33 A Caddy név a robusztus, tartós hegesztő berendezés szinonimája, amelyet professzionális hegesztőknek terveztek. A Caddy gépek ötödik
MMA/TIG DC Inverterek 230V Caddy Arc 151i, 201i kezelőfelület A31, A33 A Caddy név a robusztus, tartós hegesztő berendezés szinonimája, amelyet professzionális hegesztőknek terveztek. A Caddy gépek ötödik
Maxx Gázok. vedőgázok a gyors és tiszta hegesztéshez
 Maxx Gázok vedőgázok a gyors és tiszta hegesztéshez A szénacél, szénmangán-acél és alacsonyan ötvözött acélok MAG hegesztésénél a Ferromaxx gázok használata minőségi varratot, kiváló hegesztési penetrációt,
Maxx Gázok vedőgázok a gyors és tiszta hegesztéshez A szénacél, szénmangán-acél és alacsonyan ötvözött acélok MAG hegesztésénél a Ferromaxx gázok használata minőségi varratot, kiváló hegesztési penetrációt,
A kőkorszak sem azért ért véget, mert elfogyott a kő
 A kőkorszak sem azért ért véget, mert elfogyott a kő (Ahmed Zaki Jamani Sejk) Mi a célunk a hegesztőgépekkel? A munkadarabokon lévő varratok elkészítése az elvárt minőségben az elvárt határidőre Ki határozza
A kőkorszak sem azért ért véget, mert elfogyott a kő (Ahmed Zaki Jamani Sejk) Mi a célunk a hegesztőgépekkel? A munkadarabokon lévő varratok elkészítése az elvárt minőségben az elvárt határidőre Ki határozza
HEGESZTŐROBOT-ÁLLOMÁSOK A TERMELÉKENYSÉG NÖVELÉSÉRE
 Gerd-Volker Klaas Cloos Schweisstechnik GmbH, Haiger, Németország HEGESZTŐROBOT-ÁLLOMÁSOK A TERMELÉKENYSÉG NÖVELÉSÉRE A robotos hegesztési alkalmazások egyre nagyobb sze repet kapnak a termelékenység növelésében.
Gerd-Volker Klaas Cloos Schweisstechnik GmbH, Haiger, Németország HEGESZTŐROBOT-ÁLLOMÁSOK A TERMELÉKENYSÉG NÖVELÉSÉRE A robotos hegesztési alkalmazások egyre nagyobb sze repet kapnak a termelékenység növelésében.
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
Wave Form Controlled Technology. GMAW impulzus Power Mode Rapid Arc STT
 Wave Form Controlled Technology GMAW impulzus Power Mode Rapid Arc STT tartalom 1. Bevezetés 2. Az STT folyamat a) Alapáram b) Kezdeti rövidzárlat c) Pinch- áram d) A második áramesés e) Csúcsáram f) Áramlefutás
Wave Form Controlled Technology GMAW impulzus Power Mode Rapid Arc STT tartalom 1. Bevezetés 2. Az STT folyamat a) Alapáram b) Kezdeti rövidzárlat c) Pinch- áram d) A második áramesés e) Csúcsáram f) Áramlefutás
LSC LOW SPATTER CONTROL
 LSC LOW SPATTER CONTROL AZ A CÉLUNK, HOGY MINDEN ALKALMAZÁSHOZ MEGALKOSSUK A TÖKÉLETES ÍVET! JELLEMZŐK / 3 LSC: MÓDOSÍTOTT RÖVIDZÁRAS ÍV RENDKÍVÜL NAGY ÍVSTABILITÁSSAL. / Az eredmény: kiváló minőségű hegesztési
LSC LOW SPATTER CONTROL AZ A CÉLUNK, HOGY MINDEN ALKALMAZÁSHOZ MEGALKOSSUK A TÖKÉLETES ÍVET! JELLEMZŐK / 3 LSC: MÓDOSÍTOTT RÖVIDZÁRAS ÍV RENDKÍVÜL NAGY ÍVSTABILITÁSSAL. / Az eredmény: kiváló minőségű hegesztési
Budapesti Műszaki és Gazdaságtudományi Egyetem. SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 2. Melegsajtoló hegesztési eljárások. Dr.
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 2. Melegsajtoló hegesztési eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Dörzshegesztés Elve:
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 2. Melegsajtoló hegesztési eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Dörzshegesztés Elve:
Hegesztés 1. Általános elvek Kézi ívhegesztés. Dr. Horváth László
 Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
S-típus. Félautomata impulzus fóliahegesztő gépek. Csúcsminőség. Rugalmasság. Moduláris rendszer.
 S-típus Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Az S-típusú félautomata
S-típus Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Az S-típusú félautomata
Hidegsajtoló hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
31 521 11 0100 31 03 Fogyóelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Kötési eljárások csoportosítása
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
HEGESZTÉS BEVEZETÉS. Kötési eljárások csoportosítása. Budapesti Műszaki és Gazdaságtudományi Egyetem
 HEGESZTÉS BEVEZETÉS Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL ZÁRÓ SÚRLÓDÁSSAL ZÁRÓ ANYAGGAL ZÁRÓ Budapesti Műszaki és Gazdaságtudományi Egyetem Ék-, csap-, szegecskötés Karimás- és csavaros kötések
HEGESZTÉS BEVEZETÉS Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL ZÁRÓ SÚRLÓDÁSSAL ZÁRÓ ANYAGGAL ZÁRÓ Budapesti Műszaki és Gazdaságtudományi Egyetem Ék-, csap-, szegecskötés Karimás- és csavaros kötések
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0245-11/2 Volfrámelektródás semleges
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0245-11/2 Volfrámelektródás semleges
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
HEGESZTÉS BIZTONSÁGTECHNIKÁJA. Készítette: Bujnóczki Tibor Lezárva: 2005. március 1.
 HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
ÖMLESZTŐ HEGESZTÉS tantárgy követelményei a 2018/2019. tanév I. félévében
 tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
KEMPACT. KEMPACTMIG 2520 és 2530 hegesztıgép
 A gépcsalád tagjai fogyóelektródás védıgázas ívhegesztésre (MIG/MAG) alkalmas, kompakt felépítéső (a huzalelıtoló az áramforrással egybeépített kivitelő) hegesztı berendezések. Az inverteres áramforrású
A gépcsalád tagjai fogyóelektródás védıgázas ívhegesztésre (MIG/MAG) alkalmas, kompakt felépítéső (a huzalelıtoló az áramforrással egybeépített kivitelő) hegesztı berendezések. Az inverteres áramforrású
5.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
31 521 11 0000 00 00 Hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,