1) ÁLTALÁNOS ISMERETEK
|
|
|
- Zsófia Oroszné
- 7 évvel ezelőtt
- Látták:
Átírás

1 1) ÁLTALÁNOS ISMERETEK Fémtan, anyagvizsgálat (4 kp) 1. Ismertesse a vas-vaskarbid állapotábrát! Adja meg a jellemző átalakulási hőmérsékleteket és ismertesse az egyensúlyi átalakulásokat! Mutassa be az Fe-Fe3C állapotábrán az egyes karbon koncentrációkhoz tartozó jellemző szövetszerkezeteket! A vas legfontosabb ötvözője a karbon. (a vas előállítása oxidos érceiből redukcióval történik, a redukáló anyag karbon, ami majd ötvözőként is működik). Karbon a vassal intersztíciós 1.
 oldat olyan szilárd oldat, amelyben az oldott elem atomjai a befogadó elem atomrácsának atomjai _közé_ épülnek be; a szubsztitúciós (\"helyettesítő\") pedig olyan szilárd")

2 ( beékelődő ) szilárd oldatot alkot, oldhatósági határon túl elemi grafit, vagy intersztíciós vegyület, (Fe3C) vaskarbid formában válik ki. Az intersztíciós ("beékelődő") oldat olyan szilárd oldat, amelyben az oldott elem atomjai a befogadó elem atomrácsának atomjai _közé_ épülnek be; a szubsztitúciós ("helyettesítő") pedig olyan szilárd oldat, amelyben a vendég-atomok a fogadó elem kristályrácsában lévő rácspontokba (a fogadó elem atomját onnan kilökve) épülnek be. A Fe-C esetében a ferrit és az ausztenit a szilárd oldatok; mindkettő intersztíciós, tehát a C- atomok a Fe-rács atomjai közé ékelődnek. Olyan egyensúlyi diagramról van szó, ahol az egyik komponens a szín vas, a másik pedig a vaskarbid. A karbon a vasötvözetekben kétféle alakban jelenik meg: a. elemi karbon vagy grafit b. Fe 3 C, mint vaskarbid. A vas-vaskarbid és a vas-grafit ötvözetek állapotábráját egy koordináta rendszerben ábrázolva a Heyn_Charpy fél ikerdiagramot kapjuk. A grafitos rendszer a stabil. A vaskarbid ~1000 C-on történő izzításkor elbomlik, innen a karbidos rendszer METASTABIL elnevezése. Ezzel foglalkozunk. A vaskarbidos rendszerben az alkotók folyékony állapotban minden arányban, szilárd állapotban pedig korlátozottan oldják egymást. Egyensúlyi hűtés, átalakulás: Egyensúlyi körülmények között (igen lassú hűtést feltételezve) az ausztenit átalakulása a GOS (A 3 ) és SE (A cm ) görbék által jelzett hőmérsékleten kezdődik el és A 1 hőmérsékleten fejeződik be. Hipoeutektoidos acéloknál a perlites átalakulást ferrit átalakulás, hipereutektoidosoknál pedig szekunder cementit kiválás előzi meg. Ha egy eutektoidos acélt (0,8% C) ausztenites állapotról egyensúlyi módon hűtünk az A 1 hőmérsékleten a kiinduló ausztenit eutektoiddá, azaz perlitté alakul át. Hipoeutektoidos acél (pl. 0,4% C) esetében ausztenites állapotról hűtve az A 3 (GOS) hőmérséklet elérésekor indul meg az átalakulás, mely ausztenit-ferrit átalakulással kezdődik, majd A 1 hőmérsékleten ausztenit perlit átalakulással folytatódik, és ezen hőmérsékleten be is fejeződik. Meg kell jegyezni, hogy A 1 hőmérséklet alatt tercier cementit kiválása kezdődik meg a ferrit korlátolt karbonoldó képessége miatt (ferrit maximálisan 0,025% karbon képes oldani). A kivált tercier cementit mennyisége igen kevés, gyakorlati jelentősége nem számottevő. Hipereutektoidos acél esetében (pl. 1,4% C) ausztenites állapotról hűtve az A cm hőmérséklet elérésekor az ausztenitből szekunder cementit válik ki (SE korlátolt oldódást jelentő vonal), majd A 1 hőmérsékleten az ausztenit perlitté alakul. A fenti átalakulások egyensúlyi szövet egyensúlyi hűtésére, tehát nagyon lassú hűlés során végbemenő folyamat eredményére, érvényesek. 2.



3 Jellemző szövetszerkezetek Ausztenit γ intersztíciós szilárd oldat Egyfázisú szövetelem. Rácsszerkezete szabályos, felületen középpontos. Legfeljebb 2,06% C-t képes oldani 1147 C-on, minimális C oldóképessége 723 C-on 0,8% Jól alakítható, szívós, nem ferromágneses. 3.
4 723 C felett stabil. Ötvözőkkel (pl. Cr, Ni szobahőmérsékleten is stabillá tehető, ausztenites saválló acél.) Ferrit F _ α Egyfázisú szövetelem. Rácsszerkezete szabályos, térben középpontos. Legfeljebb 0,025% szenet képes oldani 723 C fokon (P pont) minimális C oldó képessége 20 C fokon 0,006% (Q pont). Elemi vasnak tekinthető. Jól alakítható, leglágyabb szövetelem, nyújtható pl. mélyhúzó lemezek 768 C alatt mágnesezhető Cementit Fe 3 C Egyfázisú szövetelem. nagyon rideg Romboéderes kristályrácsú 1252 C fok alatt fordul elő Fe 3 C intermetallikus vegyület, C tartalma 6,7%. Önmagában nagyon kemény, nem alakítható. Perlit P_α +Fe 3 C Ausztenitből 723 C képződik (ferrit+cementit). a maratott csiszolat gyöngyházfénnyel csillog. Kétfázisú, eutektoidos szövetelem. A szemcsék széntartalma 0,76%. A szemcsén belüli vaskarbid fázisú lemezek találhatók, melyeket α-vas fázis vesz körül. A vaskarbid lemezek vastagsága függ a hűtés sebességétől. Gyorsabb hűtés vékonyabb lemezeket eredményez. A durva perlit lágy, könnyen megmunkálható, a finomabb perlit keményebb és szívósabb. gyöngyházfénnyel csillog Ledeburit L_ γ+ Fe 3 C (eutektikum) Olvadékból 1147 C fokon képződő 4,3% C-t olvadékból tartalmazó, kemény, rideg, kopásálló, szobahőmérsékleten cementitből+perlitből álló eutektikum. Fázisai a képződés hőmérsékletén: ausztenit és vaskarbid. Az ausztenit szekunder cementit kiválása után perlitté alakul. Primer cementit 4,3%- nál nagyobb C tartalmú ötvözetekben olvadékból korlátozott C oldóképességet jelző D, C vonal alatt válik ki Szekunder cementit 0,76% és 4,3% közötti C tartalmú ötvözetekben ausztenitből korlátozott C oldóképességet jelző E, S vonal alatt válik ki. Tercier cementit 0,022% és 0,76% C tartalmú ötvözetekben ferritből, a korlátozott C oldóképességet jelző P, Q vonal alatt válik ki. Vas, Fe: allotróp elem, módosulatai: 911 C-ig TKK (térben középpontos köbös) - α-fe 911 C-1392 C FKK (felületen középpontos köbös)- γ-fe C TKK - α(δ)-fe Karbon, C: vasötvözetekben oldott formában, elemi karbonként grafit alakban, vagy vegyületben fordul elő. 4.
 α(δ)- szilárd oldat= δ FERRIT (TKK) γ-szilárd oldat maximális karbonoldó képessége: 2,06% (1147 C-on) - 0,8%(723 C-on) α-szilárd oldat és α(δ)- szilárd oldatban: 0,1% (1493 C-on)-")
 Vegyület fázis: Fe3C->CEMENTIT :intersztíciós fémvegyület ORTOROMBOS rácsba kristályosodik Grafit: Hexagonális rácsban DERMED, réteges szerkezetű Rendszer jellegzetes reakciói: Perlites reakció")
5 Szilárd oldatok: α-szilárd oldat=ferrit (TKK) (ferrum vas) γ-szilárd oldat=ausztenit(fkk) (W.C. Roberts-Austen) α(δ)- szilárd oldat= δ FERRIT (TKK) γ-szilárd oldat maximális karbonoldó képessége: 2,06% (1147 C-on) - 0,8%(723 C-on) α-szilárd oldat és α(δ)- szilárd oldatban: 0,1% (1493 C-on)- 0,006%(szobahőm.) Vegyület fázis: Fe3C->CEMENTIT :intersztíciós fémvegyület ORTOROMBOS rácsba kristályosodik Grafit: Hexagonális rácsban DERMED, réteges szerkezetű Rendszer jellegzetes reakciói: Perlites reakció 1493 C-on: Karbonnal telített 0,1% C tartalmú α(δ) 0,1 szilárd oldatból és a 0,51% szén tartalmú olvadékból olv 0,51, 0,16% karbontartalmú (FKK) γ 0,16 -szilárd oldat - AUSZTENIT alakul ki. α(δ) 0,1 +olv 0,51 -> γ 0,16 2. Miért C-alakú görbe jellemzi a diffúziós átalakulásokat az acélokban? Magyarázza ábrával és mutassa be a perlites és bénites átalakulás folyamatát, jellemzőit! Ha az átalakulás kezdetének és végének időszükségletét több hőmérsékleten meghatározzuk, hőmérséklet-lg idő koordinátarendszerben megrajzolhatjuk az átalakulásra jellemző diagramot, melyet az irodalom, alakjánál fogva C-görbének, angolul TTT (Transformation-Temperature- Time), diagramnak nevez. Minden csíraképződéssel kezdődő és kristálynövekedéssel járó diffúziós fémtani átalakulás kezdetét és végét hőmérséklet-idő koordinátarendszerben ábrázolva C alakú görbepár adódik. Ennek okai: 5.

6 -Nagy hőmérsékleten a diffúzió élénk, de kicsi a túlhűtés, tehát kicsi az átalakulási hajlam (kristályosodási képesség) s így ez utóbbi szabja meg a folyamat sebességét. Tehát az átalakulás időszükséglete nagy. -A túlhűtés fokozásával a folyamat sebessége egy ideig nő, mert növekszik az átalakulási hajlam. -További túlhűtés során a hőmérséklet csökkenésével az egyre lassuló diffúzió szabja meg a folyamat sebességét, tehát az átalakulási időszükséglet növekszik. Perlites átalakulás folyamata Lassú hűtés eredménye. Az ausztenit az A 1 hőmérséklet és kb. 550C között alakul át perlitesen. Az átalakulás az ausztenitkrisztallit határon megjelenő Fe 3 C csírákkal kezdődik. A C atomok az ausztenitből a cementit csíra felé vándorolnak, így a csíra környezete C-ben elszegényedik és átalakul ferritté. A keletkező szövetelem a lemezes szerkezetű perlit. A túlhűtés és a lehűlés sebessége úgy befolyásolja, hogy a nagyobb túlhűtés ill. sebesség a diffúzió feltételeit rontja, tehát a C atomok adott idő alatt rövidebb utat tudnak megtenni vagyis a lemezek méretek csökken. A kisebb vastagságú lemezből álló finomabb szövetszerkezet nagyobb folyáshatárral, keménységgel, de kisebb alakváltozó képességgel jellemezhető. Diffúziós átalakulás Csíraképződéssel jár, a kezdő csíra FE3C Bomlási folyamat γ α+fe3c Megfordítható reverzibilis folyamat Izotermikus és folyammatos hűtéssel is létrehozható A lehűtéskor képződő perlit mindig lemezes szerkezetű. Bainites átalakulás folyamata Ha az ausztenitet 550C és 250C közé hűtjük az átalakulás már más mechanizmussal megy végbe, mert sokkal nagyobb a túlhűtés (átalakulás hajtóereje), így a két részfolyamat közül a átalakulás van kedvezőbb helyzetben. Az ausztenit kristályokon megjelennek a tű alakú ferrit csírák. A folyamatot a ferrit kristályok növekedése szabályozza. A bainit képződést is természetesen befolyásolja a túlhűtés (T=500C). Ha a túlhűtés kisebb az ún. felsőbainitet kapjuk. Képződés: A túltelített ferritből azonban ezen a hőmérsékleten még ki tud diffundálódni a C, tehát a ferrit tűk mellett apró Fe3C korongocskák keletkeznek. A ferrit növekedési sebessége nagyobb, mint a diffúzió biztosította cementit képződés, ezért a cementit korongokat benövi a ferrit és kialakul a ferrit alapba ágyazott cementit korongocskákból álló bainit. Felső bainit: a ferrit karbontartalma a kedvezőbb diffúzió miatt alacsony (0,025-0,006% C), csaknem megközelíti az egyensúlyit. Alsó bainit: 350C alatt olyan nagy az átalakulás hajtóereje, hogy az ausztenit kristályhatáron karbonnal erősen túltelített ferrit tűk jelennek meg, és a nagyon kicsi diffúzió nem teszi lehetővé, hogy a C atomok jelentős mennyisége kidiffundáljon Fe 3 C korongokat képezve. A ferrit C tartalma meghaladja az egyensúlyit (0,15-0,3 %) diffúziós átalakulás 6.
7 csíraképződéssel jár, kezdőcsíra ferrit Bomlási folyamat γ α+fe 3 C Megfordítható reverzibilis folyamat Izotermikus és folyamatos hűtéssel is létrehozható, de 100% ban csak izotermikusan 3. Ismertesse az ausztenit martenzites átalakulási folyamatát, feltételeit! Rajzolja fel a martenzit jellemzőinek (keménység, az átalakulás kezdő és befejező hőmérséklete) változását a C-tartalom függvényében! Mit nevezünk maradék ausztenitnek, miért van? Ausztenit martenzites átalakulási folyamata: Az ausztenit átalakulását a diffúzió és a diffúzió nélküli folyamatok jellemzik. A diffúziós folyamatok hajtóereje a hőmérséklet ás a koncentráció különbség, a diffúzió nélkülié a túlhűtés mértéke. Az ausztenit 250 C alatti átalakulásánál a karbon diffúziója nem játszik már szerepet, az ausztenit FKK rácsa TKK-vá alakul. Ez természetesen csak a rácsszerkezet torzulásával lehetséges. Az auszteni diffúzió nélküli átalakulása a MARTENZITES átalakulás. A martenzites átalakulás kezdő hőméréskletét Ms, befejeződését jelentő hőmérsékletét pedig Mfel jelölik. Feltételei: Ha az ausztenitet nagyon gyorsan kb. 250C-ra le tudjuk hűteni úgy, hogy a diffúziós átalakulás ne jöhessen létre, az átalakulás egy új mechanizmussal, martenzitesen megy végbe. A két részfolyamat közül csak az egyik a rácsátalakulás következik be. A diffúziós átalakulások elkerüléséhez szükséges sebesség a felső kritikus sebesség. Az átalakulás rácsbillentéssel jön létre, a C atomok nem tudnak kidiffundálódni, az t.k.k rácsát tetragonálissá torzítják ugyanis a C atomok az oldaléleken, a Fe atomok közé beékelődve helyezkednek el. A torzítás mértéke az ausztenit C tartalmának függvénye. A torzulás nagy belső feszültséget eredményez, ami a martenzitet nagyon keménnyé és rideggé teszi. A martenzites átalakulás kezdő és befejező hőmérséklete a lehűlési sebességtől független; az csak a C tartalom függvénye. Az ábrán látható, hogy kb. 0,6 % C fölött az M f hőmérséklet a szobahőmérséklet alatt van, ezért szobahőmérsékletig hűtve jelentős mennyiségű át nem alakult maradék ausztenit lehet a szövetben. Jellemzői (összefoglalva): akkor jön létre ha v > v kritikusfelső 7.
8 nem diffúziós átalakulás, nem jár csira képződéssel rácsátbillenéssel jön létre csak folyamatos hűtés mellett megy végbe nem bomlási folyamat A M irreverzibilis, nem megfordítható, a martenzitből hevítéskor, nem ausztenit keletkezik Ms és Mf csak a C-tartalomtól függ, a lehűlési sebességtől nem Nem lehet 100% martenzitet létrehozni, mindig van maradék ausztenit Maradék ausztenit: Nem lehet 100%-os martenzitet létrehozni, mindig van maradék ausztenit. Az átalakulás előrehaladtával az energiaigény nő, mert: 1. a fajtérfogat növekedése miatt az át nem alakult részeket a martenzit összenyomja 2. a tűk mérete egyre kisebb lesz, így nő a felületi energia igény is 3. az ausztenit tömegével arányos energia csökken az átalakulás nem lehet 100%-os. Az át nem alakult ausztenit a maradék ausztenit. Megjegyzés: a maradék ausztenit mennyisége kb. 0,6 % C tartalom alatt 1 % körüli, annál nagyobb karbon tartalom esetén szobahőmérsékletig végzett hűtés esetén nő, mivel M f < 0. Mennyisége mélyhűtéssel csökkenthető. Jelentős mennyiségű maradék ausztenit marad vissza a betétedzett acélokban ill. a szerszámacélokban. 4. Ismertesse a fémes szerkezeti anyagok statikus mechanikai vizsgálatait (szakítóvizsgálat, keménységmérés), adja meg a vizsgálatokkal meghatározható anyagjellemzőket és jellemzőiket! A szerkezeti anyagok legfontosabb tulajdonsága, hogy ellenállnak a külső igénybevételekkel szemben, tehát terhelhetők. Az igénybevételek összetettek és különbőzőek. A szilárdsági számítások során ezeket az összetett igénybevételeket jól definiálható alapesetekre (egyszerű igénybevételekre) vezetjük vissza, és ezek szuperpozíciójaként értelmezzük a szerkezet terhelését. Igénybevétel hatása szerinti felosztása: teljes anyagtérfogatra ható igénybevételek felületre ható igénybevételeke Az igénybevétel időbeni lefolyása szerint : Statikus Dinamikus(lökésszerű) ismétlődő(fárasztó) Előbbi 3 kombinációja Statikus vizsgálatok: igénybevétel időben állandó, vagy csak igen lassan egyenletesen változik. SZAKÍTÓVIZSGÁLAT (STATIKUS IGÉNYBEVÉTEL) Célja az anyagok húzó igénybevétellel szembeni ellenállásának meghatározása. Szabványos próbatest Arányos próbatest esetén a jeltávolság : 5,65 o S L o 8.

 tüntetjük fel mm-ben.")

9 Kör keresztmetszet esetén Lo 5do Szakító diagram: A szakítógép a próbatest összes megnyúlásának függvényében rajzolja meg a próbatest által felvett erőt. A függőleges tengelyen az erőt (jele: F) N-ban vagy kn-ban, a vízszintes tengelyen pedig a jeltávolság megnyúlását (jele: L) tüntetjük fel mm-ben. A mérés menete röviden: a vizsgálatra előkészített próbatestek jellemző méreteit tolómérővel lemérjük. Bejelöljük a próbatesten a jeltávolságot. A jeltávozott próbatestet a szakítógépbe fogjuk, elhelyezzük rajta a finom nyúlásmérőt, és állandó sebességgel elszakítjuk. A vizsgálat során szakítódiagramot veszünk fel, melyet kiértékelünk. Lágyacél szakító diagramja: 9.

10 A szakítóvizsgálattal meghatározható anyagjellemzők Feszültség-nyúlás diagram: a próbatestben ébredő feszültséget az erő és a próbatest eredeti keresztmetszetének hányadosaként határozzuk meg. Megnyúlás pedig az alakváltozás és az eredeti hossz hányadosa. Mérnöki rendszer 1. feszültség: = F/S o [N/mm2] 2. alakváltozás, fajlagos nyúlás: Ɛ=L/Lo*100 (%) A szakítódiagram alapján kétféle rendszer szerint értelmezhetünk értékeket. A mérnöki rendszerben, az erő és alakváltozás értékeket az eredeti, kiinduló értékekhez viszonyítjuk, míg a valódi rendszerben a változásokat a pillanatnyi, tényleges értékekhez viszonyítjuk. Szilárdsági jellemzők Rugalmassági modulusz vagy Young modulusz: a rugalmas szakasz meredeksége. E=/ Ɛ Folyáshatár: a maradó alakváltozás kezdetét jelentő feszültség. R eh =F eh /S 0 [N/mm 2 ] A folyáshatár valódi feszültség, ami azt jelenti, hogy ennél a feszültségnél a próbatest minden krisztallitjában megindul a képlékeny alakváltozás. Ez a statikus méretezés alapja. Mi a teendő, ha nem jelenik meg egyértelműen a folyáshatár? A maradó alakváltozás kezdetét jelentő feszültséget abban az esetben is meg kell tudni határozni, ha nem mutatkozik határozott folyáshatár. Ebben az esetben megállapodás szerinti értékeket határozunk meg. o Névleges folyáshatár: azaz a 0,5 % teljes (rugalmas + maradó ) alakváltozáshoz Ft 0,5 tartozó feszültség Rt 0,5 [N/mm 2 ] S o Egyezményes folyáshatár: A terhelt állapotban mért egyezményes folyáshatár: A terheletlen állapotban mért egyezményes folyáshatár: 0 R F p0,2 p0,2 [N/mm 2 ] S0 F r0,2 r0,2 [N/mm 2 ] S0 R 10.
11 Szakítószilárdság: a mért legnagyobb terhelő erő és az eredeti keresztmetszet Fm hányadosa. R m N/mm2 S 0 Képlékenységi anyagjellemzők vagy alakváltozási mérőszámok: a próbatest a szakító vizsgálat során megnyúlik, keresztmetszete lecsökken. A szabványos alakváltozási mérőszámok, a mérnöki rendszer szerinti nyúlásnak és a keresztmetszet csökkenésnek egy jól definiálható ponthoz, általában a szakadáshoz tartozó értékei. (MSZ EN :2001 vagy ISO :2009 szerint: folyáshatár, szakítószil, nyúlás, kontrakció) Lu L Szakadási nyúlás: A 0 100% L Lm L Egyenletes nyúlás: A 0 m 100% L Fajlagos keresztmetszetcsökkenés (kontrakció): S0 Su Z 100% S0 Egyéb: Szabványos mérőszámok: folyáshatár, szakítószilárdság, nyúlás, kontrakció Kiegészítés: A080. Mi a 80? 80-as jeltávon mért egyenletes nyúlást jelenti. 0 0 KEMÉNYSÉGMÉRÉSEK Az anyagok egyik legfontosabb tulajdonsága a keménységük. A fémek és ötvözetek keménységmérése nagyon elterjedt. Keménység alatt a fémnek azt az ellenállását értjük, amelyet a fém egy nála keményebb test behatolásával szemben kifejt. Keménységmérés jellemzői: legelterjedtebb, gyors, egyszerű, roncsolásmentes, eredményéből más anyagjellemzőkre is következtethetünk (összefüggésekre alapozva), technológiai folyamatba beilleszthető Típusai: 1. alakváltozás létrehozásával mérő (klasszikus) 2. egyéb fizikai hatáson alapuló Alakváltozás előidézése szerint: statikus (szúró, karcoló), dinamikus Külső behatásra bekövetkező alakváltozás mérésének módja szerint: lenyomat felületét meghatározó (átló-, átmérőmérés), benyomódási mélységet mérő Statikus keménység mérés def.: szabvényos anyagú,alakú, méretű kemény testet, meghatározott ideig ható terheléssel a mérendő anyag felületébe nyomunk, es vagy a terhelő erő és a lenyomat felületének hányadosával(hb,hv) vagy a benyomódás mélységéből képzett számmal(hr) jellemezzük a keménységet. A terhelést lassan adjuk rá a benyomó szerszámra! 11.


")

12 Brinell keménységmérés Mérőszáma: pl: 185HB2,5/187,5/20 (D=2,5; F=187,5kp~1840N; t=20s; HB=185) 1N~101,97pond~0,1kp Alkalmazási területe: elsősorban öntöttvasaknál, könnyű- és színesfémeknél, kisebb keménységű, lágyított acéloknál használják (keményfém golyónál 450HB) egyébként 650 HB-nál keményebb anyagok mérésére nme alkalmas, mert a golyó deformálódhat vékony lemezek mérésére nm alkalmas 12.


13 Egyéb vizsgálat növelt hőmérsékleten műanyagok keménységmérése faanyagok keménységmérése Vickers keménységmérés Brinell hátrányai: csak 450HB-ig használható mérhető vele nagy lenyomatot ad vékony darabok és rétegek nem mérhetők vele vele Vickers előnyei: bármilyen keménységű anyag kis lenyomatot ad vékony darabok és rétegek mérhetők Rockwell C keménységmérés A mérés különbözik az eddigiektől, mert különböző benyomó szerszámokkal létrehozott mélységből következtet a keménységre. 13.
átmérőjű edzett acél golyó) >lágyabb anyagok, öntött vasak HRC (120 -os gyémánt kúp) ->szerszámacélok,kemény,edzett acélok (HRN és HRT) ->vékony felületi,kéregedzett rétegek Rockwell eljárások")
14 HRA, HRB, HRC: a benyomó szerszám 1,59mm átmérőjű edzett acél golyó (HRB) vagy 120 csúcszögű gyémánt kúp (HRA, HRC) Jelei: HRA (120 -os gyémánt kúp)->lágy acél/gyengén ötvözött acél HRB (1,59mm(1/16 )átmérőjű edzett acél golyó) >lágyabb anyagok, öntött vasak HRC (120 -os gyémánt kúp) ->szerszámacélok,kemény,edzett acélok (HRN és HRT) ->vékony felületi,kéregedzett rétegek Rockwell eljárások alkalmazási területei: 5. Ismertesse a törés folyamatát, szakaszait! Mitől függ az anyag töréssel szembeni (szívós-rideg) viselkedése (állapottényezők hatása)?. Charpy-féle vizsgálat bemutatása, ütőmunka (KU, KV) meghatározása. Átmeneti hőmérséklet fogalma, szívós-rideg átmenet. Törés def.: Az anyag törését a csúsztatófeszültségek hatására bekövetkező elnyíródás okozza. A technikai tisztaságú szerkezeti anyagokban a zárványok (szilikátok, nitridek), kiválások (karbidok) mentén üregek keletkeznek (kristályosodósból visszamaradt, vagy diszlokációkból felgyültek), melyek fokozatosan nagyobbodnak. A több tengelyű feszültségi állapotok hatására az üregek központi ép anyagrészek (hidak) a helyi kontrakció következtében sorra elszakadnak (transzkrisztallin üregegyesülés). Ennek eredménye a gödrös, méhsejtszerű szerkezetű töret. A törést jelentős nagyságú maradó alakváltozás előzi meg, amely sok energiát emészt fel. A töretfelület szakadozott, tompa fényű. (kivétel! a RIDEG, NEM KÉPLÉKENY törés: nagyon 14.
15 kicsi vagy semmilyen maradó alakváltozás nme előzi meg,viszonylag kevés energiát kell befektetni az anyag eltöréséhez) A darab viselkedése a repedés csúcsában kialakuló feszültségektől függ. A repedés instabil terjedése elérhető a feszültség növelésével és a repedés méretének a növelésével. Az anyag törésének folyamata: 1. repedés keletkezéséből 2. repedés terjedéséből: Lassú, ilyen a kúszás és kifáradás vagy a terhelés növelése mellett bekövetkező szívós törés. Gyors, instabil, ami alakváltozás nélküli rideg töréshez vezet. 3. majd az anyag végső szétválásából áll Az anyag töréssel szembeni viselkedése függ: magától az anyagtól és annak állapotától (összetétel, mikroszerkezet) De jelentős mértékben függ az úgynevezett állapottényezőktől: Hőmérséklet Feszültségállapot jellegétől Igénybevétel sebességétől Az anyag és annak állapota Rideg törésre rendkívül hajlamosak a: Kovalens vagy ionos kötés, alacsony kristályszimetria. Kerámiák, rideg kompozitok, nagy szilárdságú acélok, edzett szerszámacélok. Hexagonális rácsszerkezetű fémek, mint pld magnézium, bennük a legkisebb hiba is beindíthatja a rideg törést. Szívós anyagok: Fémek lapközepes köbös szerkezettel. Alumínium vagy réz Polimerek jelentős része alakváltozásra hajlamos, még nagyméretű hibák mellett is szívósan viselkednek. Az olyan anyagok, mint az acélok bizonyos körülmények között ridegen törhetnek. Bizonyos körülmények között nem ad elegendő biztonságot a hagyományos méretezés. (lásd katasztrófák híd, hajók stb ). Az állapottényezők hatása A hőmérséklet: az állapottényezők közül a hőmérséklet csökkenése segíti elő a rideg törést, mert akadályozza a képlékeny alakváltozást. (0,2% C acél) A feszültségállapot: Háromtengelyű nyomás hidrosztatikus állapot, mindhárom főfeszültség nyomó, még a rideg márvány esetében is eredményez képlékeny alakváltozást. Alakíthatósági vizsgálatok. Ennek ellentettje a háromtengelyű húzás, minden anyag esetében ridegtörést eredményez ha mindhárom feszültség egyforma nagy és húzó az anyag nem alakváltozhat. Ehhez hasonló többtengelyű feszültségállapot jön létre a bemetszéseknél a belső anyaghibáknál. Az igénybevétel sebessége: az igénybevétel sebességének növelése is a ridegséget segíti elő, ugyanis az alakváltozáshoz a diszlokációk mozgásához is idő szükséges. 15.
16 Anyagállapotok: Szívós anyag: fémek lapközepes köbös szerkezettel(pl.:alu, réz) polimerek jelentős része alakváltozásra hajlaos,még nagy méretű hibák mellett is szívósan viselkednek. Rideg anyag: Kovalens vagy ionos kötés, alacsony kristály szimmetria Kerámiák, rideg kompozitok nagyszilárdságú acélok (edzett szerszámacélok, hexagonális rácsszerkezetű fémek- Magnézium) Ridegtöréssel szembeni ellenállás vizsgálata: A rideg töréssel szembeni vizsgálat azt jelenti, hogy meghatározzuk az adott anyag, illetve szerkezet milyen feltételek esetén fog szívósan vagy ridegen viselkedni. szívósság ellenőrzése az átmeneti hőmérséklet alapján. törésmechanika. CHARPY FÉLE ÜTVE HAJLÍTÓ VIZSGÁLAT (MSZ EN ) Célja az anyag dinamikus igénybevétellel szembeni ellenállásának meghatározása. A dinamikus igénybevétellel szembeni ellenállás a szívósság. A kísérlet során, a próbatesten elnyelt munka az ütőmunka: A próbatest 10x10x55 mm méretű és 2mm mély U vagy V alakú bemetszéssel van ellátva. Az ütőmukát V alakú bemetszéssel ellátott próbatesten KV-vel ill. U alakú bemetszéssel ellátott próbatesten KU-val jelöljük. 16.

17 Átmeneti hőmérséklet fogalma Az S alakú görbe inflexiós pontjához tartozó hőmérsékletet átmeneti hőmérsékletnek nevezzük. A szerkezeti acél annál inkább megfelel minél kisebb az átmeneti hőmérséklete. Az átmeneti hőmérséklet a hidegalakítással nő, a lágyító hőkezeléssel csökken. A hőmérséklet függvényében (-196, 0, 25, 50, 93) C fok felvett ütőmunka görbék lehetővé teszik a szívós és rideg állapot közötti átmenet hőmérsékletének kijelölését. 6. Kifáradás jellemzői. Fáradt töret jellege. A kifáradás folyamata. Repedést nem tartalmazó tartalmazó szerkezetek vizsgálata. Wöhler görbe. Korrózió hatása, felület hatása Azt a jelenséget, amikor egy anyag az ismételt igénybevételek során bevitt, halmozódó károsodások határására a folyáshátárnál kisebb terhelés esetén eltörik kifáradásnak nevezzük. Az anyag kifáradása törésként jelentkezik, de a kifáradás folyamata legszorosabbab a képlékeny alakváltozással kapcsolatos. A fáradt töret jellege két részből áll: 1. egy kagylós barázdált 2. és egy szemcsés ridegen tort részből A kifáradásnál három részfolyamatot különböztetünk meg: (nagyon lényeges, mert a törési káresetek 70-80%-a a kifáradással kapcsolatos. A járműveknél ez az arány több is lehet!) 1. Repedés keletkezése 2. Repedés terjedés (lassú) 3. instabil repedés terjedés, törés Az ismételt igénybevételnél a feszültség általában kisebb, mint a folyáshatár. Repedés keletkezése (I. szakasz): a kedvező helyzetű krisztallitokban a folyáshatárnál lényegesen kisebb feszültség is megindíthatja a maradó alakváltozást. Ez a rugalmas alakváltozással összemérhető nagyságú (0,1-0,01%). Így a kedvező helyzetű krisztallitokban 17.


18 CSÚSZÓSÁVOK alakulnak ki. A csúszósávok vastagsága, távolsága, száma, az igénybevételtől függ. Statikus igénybevételnél a csúszósávok a terhelés növekedésével szélesednek, ismételt igénybevétel esetén azonban szélességük nem változik és az alakváltozás ezeken belül zajlik. Ez a jelenség legkönnyebben a felületen jöhet létre. A diszlokációk irreverzibilis mozgása, az alakváltozás eredményeként létrejövő felkeményedés, a csúszósávok alakváltozó képességének kimerülését eredményezik. Mikropórusok, szubmikroszkópos repedések jönnke létre. Itt a teherviselés lecsökken, az alakváltozás más helyen folytatódik. Repedés terjedés (lassú)-ii. szakasz: Ha a szomszédos kriszallit is kedvező helyzetű, a szubmikroszkópos repedés terjed. Ha a mikroszkópos repedés bizonyos nagyságot elér, makroszkópos repedéssé válik, és növekedését erősebben szabályozzák a húzó, mint nyíró feszültségek. A repedés maximális húzófeszültségre merőleges síkba fordul és terjed. A repedés ciklusonként növekszenek->barázdák kialakulásához vezet. Fontos, hogy az egyes szakaszok egy adott darab esetében csak adott helyen különíthetők el, mert a jelenségek darab felületén nagyon sok helyen kialakulnak, és nagyon eltérő stádiumban lehetnek. Instabil repedés terjedés, törés (III. szakasz): amikor a terjedő repedés mérete eléri a kritikus repedésméretet a terjedése instabillá válik, a darab ridegtöréssel eltörik. A repedés keletkezésével kapcsolatos jelenségek legkönnyebben a felületen jöhetnek létre, ezért az anyag kifáradással szemben ellenállásában a felületnek nagy szerepe van.( belső felület is lehet: zárvány vagy mikropórus) Vizsgálatai (a repedést nem tartalmazó kell): Repedést nem tartalmazó alkatrészek vizsgálata: Forgó-hajlító igénybevétel (Wöhler kísérlet) egyéb vizsgálati módszerek (adatfelvételi módszerek) o Weibull eloszlás o Probit módszer o Palmgren-Miner hipotézis 18.
19 o Manson-Coffin egyenlet Acélok Wöhler görbéje Wöhler kísérlet: A kifáradás során a feszültség az időben változik, és sokszor ismétlődik, legtöbbször a feszültség sinus görbe szerint változik. (de más jelalak szerint is változhat) A görbe aszimptotikusan közelít egy értékhez, így a terhelő feszültség csökkentésével, az acélokra meghatározható egy olyan jellemző feszültség, amellyel az akár végtelen sokszor terhelhető anélkül, hogy eltörne. Ezt a feszültséget az acél kifáradási határának nevezzük. Jele: σ D Két jól elkülöníthető szakaszból áll. Az első ferde, meredeken eső szakaszt élettartam szakasznak, a vízszintest, pedig kifáradási szakasznak nevezzük. A két egyenes acéloknál (2-5)x10 6 igénybevételnél metszi egymást. Nem minden anyagnak van kifáradási határa. Al ötvözetek, saválló acélok, nagyszilárdságú acélok esetében a Wöhler görbe második szakasza vízszintes, így a kifáradási határ nem értelmezhető. Korróziós környezet: A korrozív közeg a felületet károsítja, ezért jelentősen befolyásolja a kifáradást is. A felület hatása: A fáradt törés csírája a felület. A darab felületén lévő hibák, feszültség koncentrátorok elősegítik a darab kifáradását. A felület rontó hatása a nagyobb szilárdságú anyagoknál erőteljesebb A különböző mechanikus felületi kezelések, amelyek a darab felületének közelében nyomófeszültséget eredményeznek (pl.: felület görgőzése, szemcseszórás, sörétezés stb.) 19.
20 a kifáradási határt növelik. Szintén jelentősen javítják a fáradási tulajdonságokat a felületi hőkezelések (pl.: betétedzés, de különösen a nagyon vékony, kemény réteget biztosító nitridálás vagy nikotrálás. Mérnöki anyagok (4 kp) 7. Ismertesse a teljes keresztmetszetre kiterjedő hőkezeléseket. Adja meg alkalmazási területeit! A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely a felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab szövetszerkezetének illetve feszültségállapotának tudatos megváltoztatása, az előírt tulajdonságok elérése céljából. Hőkezelés közben a szerkezeti anyag szilárd halmazállapotú, részlegesen sem olvad meg, tehát a hőkezelést csak a szolidusznál kisebb hőmérsékleten végezzük. A hőkezelés alapja: Az allotróp átalakulások befolyásolása, az eutektoidos folyamat egyensúlyitól való eltérítése (vasötvözetek) a szilárd állapotban végbemenő oldódás és kiválás befolyásolása a diffúzió, a szilárd állapotban bekövetkező oldódás, ötvözés tudatos kihasználása feszültségmentesítés Hőkezelések csoportosítása: - teljes keresztmetszetre kiterjedő hőkezelések - felületi hőkezelések. Teljes keresztmetszetre kiterjedő hőkezelések: - lágyító és egyneműsítő - keménységet fokozó - szívósságot fokozó. 1. A lágyító és egyneműsítő hőkezelések célja a lágy, homogén finomszemcsés állapot biztosítása. - átkristályosodással nem járó hőkezelések (T<A C1 ); - teljes átkristályosodással ( átalakulás) járó hőkezelések (T>A C3 ). Átkristályosodással nem járó hőkezelések (T<A C1 ) (feszültségcsökkentés, lágyítás): Feszültségcsökkentés: célja az anyagban levő belső feszültségek csökkentése vagy megszüntetése. A belső feszültségek az öntést, kovácsolást, hengerlést és hegesztést követő egyenlőtlen hűtés valamint hidegalakítás során keletkeznek az acélokban. A feszültségcsökkentésnél a munkadarabot C hőmérsékleten 2-6 órán át hőntartjuk, majd kemencével együtt hűtjük. Alkalmazása: 20.
21 meleg és hidegalakítás után repedésre-vetemedésre hajlamos acéloknál nagyolás után, simítás előtt, köszörülés előtt, egyengetés után Lágyítás: célja: 0,3%-nál nagyobb C tartalmú ötvözetlen valamint ötvözött acélok forgácsolhatóságának, alakíthatóságának biztosítása. Elve: az acélt A c1 -nél 10-20C-kal kisebb hőmérsékletre ( C) hevítjük, itt hőntartjuk majd kemencében hűtjük. A hőntartás időtartama: ötvözetlen 2-3 óra, ötvözött 4-5 óra. A lágyítás Brinell keménységméréssel ellenőrizhető. Alk.: gyártási folyamatok megkönnyítésére főleg 0,3%-nál nagyobb karbontartalmú acéloknál. Átkristályosodással járó hőkezelések (T>A C3 ) (Izotermikus lágyítás, normalizálás) Normalizálás: célja a melegen alakított, hegesztett, öntött acéloktúlhevített, durvaszemcsés egyenlőtlen szemcseszerkezetének javítása. Ausztenitesítésből majd 5-10 perces hőntartás után nyugodt levegőn való lehűtésből áll. A keletkező szövetszerkezet a C tartalomtól függően ferrit, lemezes perlit vagy lemezes perlit és szekunder cementit. A normalizált acélok mechanikai jellemzői a szelvényátmérőtől függnek! Alk.: hegesztett kötéseknél, előkészítés felületi kérgesítéshez, kis karbontartalmú acélok szívósságának fokozása 2. A keménységet fokozó hőkezelések célja a martenzites szövetszerkezet, ezzel a legnagyobb keménység biztosítása. A martenzit úgy érhető el, hogy az acélt homogén ausztenites állapotból a felső kritikus lehűlési sebességnél is gyorsabban hűtjük. Ezt a műveletet nevezzük edzésnek. Az edzés célja a martenzites szövetszerkezet biztosítása. Az edzhetőség feltételei: 1. a szövetszerkezet a hűtés megkezdésekor legyen ausztenites. (hipoeutektoidos acéloknál A c C; eutektoidos acéloknál A c C; hipereutektoidos acéloknál A c C;) 2. a C tartalom legyen > 0,2%. 3. A lehűlési sebesség legyen nagyobb, mint a v fkf Edzhetőség: az acélnak azt a tulajdonságát, hogy ausztenites állapotból v kf -nél nagyobb sebességgel hűtve martenzitessé tehető, az acél edzhetőségének nevezzük. Átedzhetőség: ha a mag átmérője kisebb annál az értéknél, hogy a közepén is teljesül a v>vkf, akkor teljesen martenzites lesz és átedzhető, de ha a darab közepén ez nem teljesül, akkor a mag nem edzhető teljesen martenzitesre. Ideálisan vagy teljesen átedződő szelvényátmérő: amelynél az adott összetételű mdb teljes keresztmetszete martenzites lesz. v>vkf átedződő szelvényátmérő (DI): amelynél az adott összetételű mdb magja 50% martenzites, 50% bainites lesz. A gyakorlatban az átedzhető szelvényátmérőt (DI) tekintjük edzhetőségi kritériumnak. Átedzhetőséget befolyásoló tényezők: 1. ausztenit szemcsenagysága: minél nagyobb az ausztenit szemcsenagysága, annál jobb az átedzhetőség. 2. C tartalom növeli a martenzit keménységét, növeli az átedzhetőséget. 3. Egyes ötvözőelemek eltérő mértékben, de növelik az átedzhetőséget. (Mn, Cr, Mo, Si, Ni) 3. Szívósságot fokozó hőkezelés: a nemesítés. Célja az acélok legszívósabb állapotának 21.
22 biztosítása. - Nemesítés = edzés + nagyhőmérsékletű megeresztés ( C). A kialakuló szövetszerkezet a szferoidit, amely ferrites alapba ágyazott igen finom karbid rögöket jelent. Alk.: a nemesítést elsősorban dinamikus vagy ismételt igénybevételnek kitett alkatrészek anyagának kezelésére használják. A megeresztési hőmérséklet kb C., ideje fél-1 óra. - A kiválásos keményítés a szilárdságnövelés eszköze abban az esetben, ha az alapfém és az ötvöző egymással szilárd oldatot alkot, az oldás korlátozott, és a szilárd állapotban való kiválás az ötvöző és az alapfém vegyületének formájában történik. Alkalmazása: alu ötvözetek, mikroötvözetek, kúszásálló ötvözetek 8. Ismertesse a felületedzési technológiákat, a feltételeiket, jellemzőiket! Adja meg alkalmazási területeit! Ismertesse a kéregvastagság meghatározásának menetét! Az elvárás a kemény kopásálló felület (kéreg) és szívós mag. Így megkülönböztetünk: - összetételt nem változtató felületi edzéseket - összetételt változtató kérgesítő eljárásokat A felületi edzések alapelve az, hogy az edzéshez szükséges három feltétel közül mindhárom, csak a kéregben teljesül: 1. ausztenitesítés (hevítés T>A c3 ) 2. hűtés v kf -nél nagyobb sebességgel 3. C>0,2% Összetételt nem változtató felületi hőkezelések: felületi edzések A felületet meghatározott mélységig T>A c3 hőmérsékletre hevítik és onnan a vkf-nél gyorsabban hűtik. A kéregvastagságnak megfelelő mélységű hevítéshez rendkívül nagy hevítési sebességet kell elérni. A mag hőmérséklete és szövetszerkezete nem változik. Lángedzés Elve: a darab felületét nagyteljesítményű gázégőkkel hevítjük, majd vízzel hűtjük. Kéregvastagság: 1-5mm. A technológia lehet szakaszos vagy folyamatos. A darabot meg kell ereszteni. Alkalmazása: nagyméretű fogas- és lánckerekek, tengelyek, eszterga szánvezetékek, forgattyústengely csapok. Annál gazdaságosabb minél kisebb az edzendő felület az összfelülethez képest. Előnye: egyszerű, olcsó, kis darabszám esetén is gazdaságos lehet Hátránya: kéregvastagság nem lehet kisebb, mint 1mm és nem szabályozható. Indukciós edzés: elve: váltóárammal átjárt vezető erőterébe helyezett acél a benne fellépő mágneses és villamos veszteségek miatt felmelegszik. A hűtés vízzel vagy vizes oldattal történik. A darabot meg kell ereszteni. ( C). Elvárás: kemény, kopásálló felület (kéreg) és szívós mag. Alkalmazása: fogaskerék, bordástengely, gépjármű alkatrészek (vezérmű tengely bütykök), kormánygömb csapszeg Előnye: gyors, revementes, pontosan szabályozható, automatizálható mind a kéregvastagság mind a kéregkifutás tekintetében. Hátránya: nagy beruházási költség, mely csak nagy darabszámnál teszi gazdaságossá. Indukciós edzésre csak a 0,35%-nál (valahol >0,2%) nagyobb karbontartalmú acélok alkalmasak. 22.

23 Kéregvastagság meghatározása: 1. A csizolaton a felírás értelmezése (acél jelölése) 2. El kell dönteni, hogy milyen hőkezelési eljáráson esett át a darab 3. Kéreglefutási görbe megrajzolása mm papíron: a darab felületére merőleges irányban kell mérni a keménységeket (szükség szerinti oldalra kell kitérni, hogy a lenyomat közti távolság 2,5-3d legyen, mert a lenyomat körül az anyag felkeményedik.) 4. A mért keménység értékeket keménység-távolság (HV1-mm) diagramon kell ábrázolni. Így kapjuk meg a kéreglefutási görbét. 5. MSZ szerint: a felületre előírt keménység 80%-a. Vagy egy másik kidolgozás szerint: A kéregvastagság meghatározását szabvány írja elő: o pl.: SAE J 423 Dec83 vagy MSZ 2688 o a kéreghatár (DS) a felületre előírt keménység 80%-a felületi keménység mérése HV vagy HRC o előírás ált HRC magkeménység mérése: o a rajzon feltüntetett helyen kell mérni HRC vagy HV módszerrel. A méréseket a kéregvastagság meghatározására készített csiszolaton végezzük. 9. Ismertesse a betétedzés és nitridálás technológiákat, a feltételeiket, jellemzőiket! Adja meg alkalmazási területeit! Ismertesse a kéregvastagság meghatározásának menetét! Összetételt változtató ún. termokémiai (kérgesítő) hőkezelések Cél: az acél felületén meghatározott mélységig valamilyen fémes vagy nemfémes elem koncentrációját megnövelni, így a kéreg tulajdonságát a kívánt módon megváltoztatni. A felület kopásállóságának és a munkadarab kifáradással szembeni ellenállásának növelése a kemény kéreg és szívós mag biztosításával. Betétedzés Lényege, hogy a kis C tartalmú (<0,2%), nagyon szívós acélok felületi rétegét karbonnal dúsítják (cementálás), majd az ily módon a kérgében edzhetővé vált darabot edzik. Betétedzés = cementálás +edzés. Alk.: jelentős nyomó,hajlító,csavaró igénybevétellel terhelt, nagy fajlagos felületi terheléseket átvivő alkatrészek (fogaskerék, csapszeg, tányérkerék) kezelésére használják. Cementálás A cementálás során az alkatrészt karbont leadó közegben C on izzítjuk. A cementáló közeg lehet szilárd (faszén, koksz), folyékony (sófürdő+karbont leadó anyag), gáz. A kéregvastagság függ a hőmérséklettől, időtől és a C leadó közegtől. 23.
 - majd diffundálnak az anyag belsejébe (D diffúziós tényező) Cementálást követő hőkezelések: a cementálást követő edzésnél további gond, hogy a")
24 Két részfolyamata van: - a karbon atomok a cementáló közegből az ott lejátszódó reakciók következményeként az acél felületére mennek, ott megtapadnak. (karbontleadó képesség és a β karbonátmeneti szám) - majd diffundálnak az anyag belsejébe (D diffúziós tényező) Cementálást követő hőkezelések: a cementálást követő edzésnél további gond, hogy a kéreg 0,7-0,9% C tartalmú, míg a mag kisebb 0,2% C és így edzési hőmérsékletük eltérő további hőkezelés - edzés+megeresztés. (Régebben kettős edzés) Nitridálás, karbonitridálás A nitridálás célja az acél felületébe nitrogén bejuttatása, amely a felületen kemény kopásálló, korrózióálló, a kifáradással szemben ellenálló kérget hoz létre anélkül, hogy azt edzeni kellene. A kezelés előtt a darabot a legtöbb esetben nemesítik. Folyamata: a nitridáló közeg általában ammónia. A kezelés hőmérséklete C, óra. A darabot nitridálás előtt nemesítik. Gáznitridálásra nitridképző ötvözőkkel ötvözött acélok használunk (Cr, Al, Mo, V) HRC A karbonitridálás (nikotrálás) esetében a nitrogénnel egyidejűleg karbon is diffundál a felületbe, aminek hatására a nitrideken kívül kemény karbonitridek is keletkeznek. A gyakorlatban ez elterjedtebben alkalmazott. Elv: a közeg 50% ammónia, 50% cementáló gáz. A kezelés hőmérséklete 570C, 3-4 óra. A kéreg két részből áll: 10-20µm vegyületi kéreg (nitridek), alatta 0,3-0,5mm nitrogénben dús diffúziós zóna. Nitridálás, nikotrálás alkalmazása: koptató hatásnak és ismételt igénybevételnek kitett alkatrészeknél használják. Motor főtengely, vezérmű tengelyek, fogaskerekek, kipufogó szelep, bordástengely. Nitridált kéreg vastagsága: 0,2-0,8mm. A kéreg szerkezete nem egységes fehér kéreg. Kéregvastagság meghatározása: 1. A csizolaton a felírás értelmezése (acél jelölése) 2. El kell dönteni, hogy milyen hőkezelési eljáráson esett át a darab 3. Kéreglefutási görbe megrajzolása mm papíron: a darab felületére merőleges irányban kell mérni a keménységeket (szükség szerinti oldalra kell kitérni, hogy a lenyomat közti távolság 2,5-3d legyen, mert a lenyomat körül az anyag felkeményedik.) 4. A mért keménység értékeket keménység-távolság (HV1-mm) diagramon kell ábrázolni. Így kapjuk meg a kéreglefutási görbét. 5. MSZ szerint: a felületre előírt keménység 80%-a. 10. Ismertesse a vasötvözetek jelölési rendszereit! Adjon példákat a különböző típusú jelölésekre! Ismertesse az ötvözők vasötvözetekre gyakorolt hatását! Acélok szabványos jelölései (1. Csoport, 2. Csoport) MSZ EN szerint: 1. csoport: a jelölések az acélok felhasználására, mechanikai vagy fizikai tulajdonságaira vonatkozó információkat tartalmaznak. 24.











25 2. csoport: a jelölések az acélok kémiai összetételére utalnak. Acélok: pl. S 275 JR +M; 40 Cr Mn Mo 8-6, X 5 CrNi 18-10; HS ; Öntöttvasak: EN-GJS ; EN-GJV-350; EN-GJMW-400-5; EN-GJLA-XNiMn13-7, Alumínium ötvözetek: EN-AW-AlMg5, EN-AC-AlSi12 Ötvözők vasötvözetekre gyakorolt hatása Ötvözetek: két vagy több kémiai elemből álló fémes anyag. Az acélok fő ötvözői: Mn, Ni, Cr, Mo, V, W, Si, Ti, Ta, Zr, Co, Al Ötvözők általános jellemzői Az ötvözőelemek hatása a nem-egyensúlyi átalakulásokra, merre tolják C görbéket? Az ötvözőelemek mennyiségének növelése növeli a legrövidebb lappangási időket, azaz az átalakulási diagramokat: időtengely mentén jobbra hőmérséklet tengely mentén lefelé tolódik el Tehát a kritikus lehűlési sebesség csökken. Erősen ötvözött acéloknál különváló perlites és bainites mezőket hoznak létre. Az ötvözők késleltetik a diffúziós, és a diffúzió nélküli átalakulásokat is. Az átalakulás kezdetét és befejezését jelző görbéket eltoják jobbra. 25.
 Pl.")
26 *C (karbon) o növeli: folyáshatárt, szakító szilárdságot, keménységet, átedzhetőséget o csökkenti: szívósságot, alakíthatóságot Króm (Cr) o legszélesebb körben alkalmazott o Passzív hártya (korrózióállóság, hőállóság) Pl. 800 C-X8CrNiTi18-10, 1100 C- X8CrNi25-21) o Ferrit- és karbidképző o Szemcsefinomító o Cr>26% nehezen alakítható Nikkel (Ni) o Ausztenitképző alapötvöző o Szívósság növelő o Ellenálló az ált. és helyi korrózióval o A Ni mint ötvöző hatásai a Mn-hoz hasonló hatások, de ugyanazon hatás eléréshez Ni = 2xMn tartalom szükséges jellemzően a fizikai tulajdonságok ötvözője növeli a mágneses permeabilitást állandó mágnesek kedvelt ötvözője a rugalmassági modulust és a hőtágulási együtthatót tág intervallumban módosítja (Ni-acél alkalmazása) A hőtágulási tényezőre gyakorolt hatás hasznosítása: Ni=36 % : invar acél, legkisebb hőtágulási együttható precíziós műszerek, idomszerek, óraingák Ni=25 % : legnagyobb hőtágulási együttható: bimetall készítésre Ni=41 % : üveggel azonos hőtágulási együttható: izzószál bevezetésként üvegburákhoz szerkezeti és szerszámacélként leggyakrabban Cr ötvözővel együtt alkalmazzák Mangán (Mn) o Gyenge ausztenitképző o Szulfidképző, kristályosodási repedési hajlam csökken o Max 2% a korrózióálló acélokban o A Mn mint ötvöző legfontosabb jellemzői 26.
 1,2.")
 o Ferritet stabilizálja o Korróziós ellenállás nő (nagy hőmérsékleten reveképződést gátolja) o Szemcsedurvító o Karbon felvételt gátolja magas hőmérsékleten o Rontja a")
27 legerőteljesebb ausztenit képző a kritikus hűtési sebességet radikálisan csökkenti γ α átalakulás csak % Mn-tartalomig van csak az Mn < % tartalmú acélok edzhetők e fölött szobahőmérsékleten is ausztenites szövet a szövetszerkezetet a C-tartalom is befolyásolja Legismertebb típusa az austenites Mn-acél (kidolgozója után Hadfieldacél) 1,2...1,4 % C, % Mn Szilícium (Si) (Max 1% lehet! Korrózióálló acélokban) o Ferritet stabilizálja o Korróziós ellenállás nő (nagy hőmérsékleten reveképződést gátolja) o Szemcsedurvító o Karbon felvételt gátolja magas hőmérsékleten o Rontja a melegalakíthatóságot o Hegesztéskor kristályosodási repedési hajlam Molibdén (Mo) o Ferrit- és karbidképző o Lyukkorrózióval szembeni ellenállás (oxidhártya) o Szilárdság s kúszással szembeni ellenállás nő (diszperz karbid kiválás) o S, Se forgácsolhatóság javul, melegalakíthatóság romlik Réz (Cu) o Gyenge ausztenitképző o Feszültségkorrózióval szembeni ellenállás javul o Kiválásosan keményíthető korróziós acélok fontos ötvözője Alumínium (Al) o Erős ferrit és nitridképző o N-nel ötvözve: nő a szilárdság, csökken a szemcsedurvulási hajlam javul a hő és reveállóság (X10CrAlSi18-ferrites) 11. Ismertesse a szerszámacélokkal szembeni legfőbb követelményeket, a szerszámacélok 3 legfőbb csoportját, alkalmazási területeit. Rajzolja le a szerszámacélok megeresztési diagramjait, magyarázza a megeresztési hőmérséklet függvényében a keménység változását! Alkalmazási területük: fémes és nem fémes anyagok szerszámai és mérőeszközök. 27.


28 Szerszámacélokkal szembeni legfőbb követelmények: - keménység - szívósság - hőállóság - kopásállóság - edzhetőség - megmunkálhatóság Igények: keménység, szilárdság, edzhetőség, kopásállóság, nyomószilárdság, él- és mérettartóság. Szerszámacélok 3 legfőbb csoportja 1. ötvözetlen: Alkalmazási terület: kis igénybevételű forgácsoló szerszámok. A C-en kívül nem tartalmaznak egyéb ötvözőt. A C tartalmuk a szerkezeti acélok felső határától 0,6 %- tól 1,4 %-ig terjed. Jellemzők: csekély mértékű átedződés edzés során a maradék ausztenit mennyisége nő, elérheti a %-ot is. a hőmérséklet ne haladja meg a 200 C-ot Kis C tartalmúak szívósabbak 2. ötvözött: A felhasználási igényeknek megfelelően karbidképzőkkel ötvözik pl. Cr, W, V. Alkalmazási terület: hidegalakító: lyukasztó, kivágó, folyató szerszámok., melegalakító: kovácsszerszámok, öntőszerszámok. - műanyag megmunkáló acélok 3. gyorsacélok Forgácsolószerszámok anyaga. Karbidképzőkkel erősen ötvözött acélok. marószerszám, esztergakés Alkalmazási terület: pl. Szerszámacélok megeresztési diagramjai: megeresztési hőmérséklet 28.
29 Magyarázat: 1. diagram: minél magasabb hőmérsékleten zajlik a megeresztés annál lágyabb lesz a hidegalakító szerszámacél (a martenzit csökken) diagram: Cr, W, V ötvözők karbidjai (vegyület pl. WC, CrC, VC) kb. 500C-on kiválnak és növelik a keménységet kiválásos keményedés. Egyéb plusz anyag: Hidegalakító szerszámacélok (A megmunkáló műveletek során, a súrlódás következtében felületükön a hőmérséklet nem magasabb, mint 200 C.), o Hidegalakításról akkor beszélünk, ha az alakítás hőmérséklete kisebb, mint a megmunkált fém újrakristályosodási hőmérséklete. o A szerszámok üzemi hőmérséklete általában C-ot ritkán haladja meg. o fajtái: Daraboló szerszámok, Kivágó, lyukasztó szerszámok, Húzószerszámok, Sajtoló- folyató szerszámok, Hajlító szerszámok, Hideghengerek, (Idomszerek és mérőeszközök) Melegalakító és fémöntő szerszámacélok (200 C-nál magasabb hőfokon alkalmazzák őket, a szövetszerkezetükben nem történhet változás), o A melegalakító és fémöntő szerszámokkal végzett feldolgozási technológiák: Süllyesztékes kovácsolás, sajtolás, Sorjázás, Rúd-és csősajtolás, Kokillaöntés, Nyomásos öntés o A melegalakító szerszámok igénybevétele nagyon összetett. o Az összes melegalakító eljárás során érvényes, hogy a szerszám meghatározott ideig érintkezik a meleg darabbal, melynek hatására felmelegszik. o A felmelegedés a technológiától és a feldolgozott anyagtól függően több száz fok is lehet. Az érintkezés megszűntével illetve a hűtés hatására a szerszám hőmérséklete csökken. Ez a felmelegedés lehűlés sokszor ismétlődve termikus kifáradáshoz vezet. o Az ismételt hőigénybevétel mellett természetesen mechanikai igénybevételek is fellépnek. o A szerszám és a darab anyaga között fellépő súrlódás a meleg szerszámfalak, élek kopásához vezetnek. o Meg kell említeni, pl. a kovácssüllyesztékek esetében fellépő dinamikus igénybevételeket is. o Fémöntő szerszámokigénybevétel: Jelentős felmelegedés Ismételt hőingadozás A folyékony fém erodáló hatása Gyorsacélok. (Kémiai összetételük magas hőmérsékleten is keménység tartósságot és a megeresztés állóságot biztosít. 600 C-os igénybevételig forgácsoló és alakító szerszámok készülnek belőlük.) o Ált forgácsoló szerszámok o A forgácsoló szerszámokkal szemben két fő követelményt támasztanak. Eszerint a szerszám legyen alkalmas: a meghatározott anyagrész leválasztására, a munkadarab előírt méretpontosságának, alakhűségének és felületi érdességének biztosítására. 29.
30 Forgácsoláskor a szerszám a munkadarabról anyagrészeket távolít el az előírt alak, méret, felületi minőség eléréséig, úgy, hogy a forgácsolóél a munkadarabhoz képest elmozdul. A forgácsoló szerszámoknak tehát alkalmasnak kell lenni a forgács leválasztására, az előírt alak és felületi minőség megvalósítására. A forgácsolás gazdaságossága szempontjából nagyon fontos a szerszám éltartama, vagyis a szerszám két élezés (élfejújítás, élcsere) között forgácsolással eltöltött ideje. A leválasztandó réteg alakváltozása és a súrlódás leküzdésére befektetett munka jelentős része hővé alakul. A szívós, nagyszilárdságú anyagok forgácsolásakor nagyobb, míg a rideg anyagok esetében kisebb hőmennyiség keletkezik. A forgácsolási sebesség növelése is a keletkező hőmennyiség növekedését eredményezi. A keletkező hőmennyiség jelentős része távozik a forgáccsal, de mintegy 20 %-a a szerszámot terheli, jelentősen felmelegítve azt. A forgácsolószerszám főélének környezetében a forgácsolás feltételeitől függően C is mérhető. 12. Csoportosítsa az öntöttvasakat a töretük alapján és adja meg a főbb jellemzőiket! Rajzolja fel a Greiner-Klingenstein diagramot, és adja meg a szövetszerkezetet a főbb tartományokban (I-II-III). Öntöttvasak: (C%-2-4%) A legjobban önthető ötvözetek, az eutektikus összetételhez közel. legkisebb olvadáspontúak legkisebb az un. dermedési hőköz Öntöttvasak csoportosítása töretük alapján: fehértöretű öntöttvasak - C=2,2-3 %, Si=0,3-0,8% - perlit + vaskarbid - kemény, kopásálló, de rideg - fajtái: fehér temperöntvény fekete temperöntvény szürketöretű öntöttvasak - C=2-5 %, Si=0,8-3% - lassú hűtés: grafitos rendszer (összetétel és öntvényméret függő - fajtái: lemezgrafitos öntöttvasak (ferrit + perlit + lemezes grafit_feszültséggyűjtő hely) gömbgrafitos öntöttvasak (Mg vagy Ce kezelés), kedvezőbb mechanikai tulajdonságok o perlites gömbgrafitos öv. o ferrites gömbgrafitos öv. Lemezgrafitos öntöttvas Szerkezet: az alapszövet ferrit vagy perlit, amelyben a grafit lemezes formában található. A szilárdság növelés lehetőségei: - a perlit arányának növelése az alapszövetben 30.
31 - a grafit lemezek méretének csökkentése (modifikált öntöttvas csapoláskor FeSi by CaSi adagolással) Tulajdonságok: - jó önthetőség C ig hőálló - Kis szilárdság, kis nyúlás, inkább, rideg, inkább nyomó igénybetétellel terhelhető - Szabványos jelölése: GJL 100, GJL 150, GJL 200, - Rm= MPa között változik, függ az öntvény falvastagságától, és a lehűlés sebességétől - jól forgácsolhatók, jó a kopásállóságuk, kiváló rezgéscsillapású (grafitlemezek: önkenés) - Alkalmazása: gépalkatrészek, gépállványok, hajtómű házak, hengerblokk stb. Gömbgrafitos öntöttvasak Szerkezete: C: 3,2-3,8%, Si: 2,4-2,8%, Mn<0,5%. A grafit gömb alakban való kristályosodását hipoeutektikus öntöttvasaknál magnézium (0,5%), hipereutektikus öntöttvasaknál cérium (0,5%) beoltásával érik el. Bonyolult, költséges technológia. Szövetszerkezet: ferrites-perlites alapszövetbe ágyazott gömbös graft. Jól önthető, kedvező kopásállóságú, a lemezgrafitos öntöttvashoz képest kiváló a szilárdsága, hőállósága, reveállósága, rosszabb a rezgéscsillapítása, feleakkora a nyomószilárdsága, nemesíthető-szilárdságnövekedés Tulajdonságok: - jól forgácsolható, hegeszthető - Szabványos jelölése: GJS , GJS , GJS 700-2, (Rm/A) - Rm= MPa között változik, nyúlás 22-2% között, felületi edzéssel HRC keménység érhető el - Alkalmazása: gépalkatrészek pl. forgattyús tengelyek, hajtórudak, fogaskerekek, belső nyomásnak kitett házak, mezőgazdasági gépalkatrészek készítésére használatosak Temperöntvények-tempervasak Fe-C ötvözet, amely az öntőformában grafitmentesen, ledeburitosan dermed (olv.pontja C). 2,9-3,4 % C, 0,3-0,8% Si A temperöntvények alapanyaga a fehér nyersvas. (a karbon vaskarbid Fe 3 C alakban van jelen). Jellegzetes tulajdonságait a temperálás biztosítja. 1. Fehér temperöntvény: oxidáló atmoszféra, a vas elbomlik, a karbon felületre diffundál és ott kiég, a szerkezet ferrit-perlites lesz (C<0,35%) Rm: MPa, függ az öntvény falvastagságától, a nyúlás 15-4%, a keménység HB jól önthetők, de a karbon kiégés miatt csak kis falvastagságú és méretű öntvények készíthetők Alkalmazása: kisebb alkatrészek, használati eszközök pl. szekrénykulcsok, csőidomok készítésére használatosak 2. Fekete temperöntvény: Két lépcsős hőkezelés semleges atmoszférában: C-on, ledeburitos karbid ausztenitre és elemi grafitra bomlik 2. szabályzott hűtés C az ausztenit grafitosan alakul ál 4. teljes km. azonos szerkezet (a vaskarbid elbomlik): ferrites alapban egyenletes eloszlású temperszén 31.


32 Ha a 2. lépcső kimarad: perlites alapszövet. A fekete temperöntvény jelentősége napjainkban elenyésző. Rm: MPa, függ az alapszövettől, a nyúlás 12-1%, a keménység HB közötti jól önthetők a B jelű tempervasak csőidomokhoz használatosak a P jelűek nagyobb szilárdságú és kopásállóságú öntvényekhez pl. fékpofák Töretüket befolyásolja: o Lehűlési sebesség gyors hűtés cementites szövetet segíti elő lassú hűtés grafitos szövetet segíti elő o Ötvözőelemek cementites szövetet elősegítő ötvözők: S, Mn, Cr, W, Mo, V grafitos szövetet elősegítő ötvözők: C, Si, Al, Ni, Cu, Co Diagramhoz: minél vastagabb a fal, annál lassabban hül az anyag. 32.
33 Polimertechnika (4 kp) 13. Ismertesse a polimerek felépítését, típusait, tulajdonságait! Mutassa be a fémektől való eltérésüket! Ismertesse a kúszás és relaxáció jelenségét, adja meg modellezésüket! A polimer olyan hosszúláncú vegyület, amelyben tipikusan sok ezer elemi építőegység (monomer) kötődik egymáshoz elsődleges kémiai kötéssel. A műanyagokat mesterségesen állítják elő természetes és mesterséges alapanyagokból. Az óriásmolekulákat (polimereket) kismolekulákból az un. monomerekből állítják elő: polimerizációval, polikondenzációval vagy poliaddícióval. Lehetnek: természetes és mesterséges polimerek, azaz műanyagok. A polimerek felépítés szerinti csoportosítása: Homopolimer: olyan polimer, amelyben azonos monomerekből épül fel a molekula. Kopolimer: olyan polimer, ahol többféle monomerekből épül fel a molekula. Lineáris polimer: elágazás nélküli láncokból álló molekula. Elágazó polimer: a molekulaláncról oldalágak ágaznak le, melyek mérete összemérhető a láncéval. Térhálós polimer: a láncok hálószerűen kapcsolódnak egymáshoz, szerkezete amorf, rendezetlen. Lehet sűrűn, vagy gyengén térhálós. Polimerek csoportosítása: Természetes: fehérjék, cellulóz (gyapjú, bőr, fa) Mesterséges (műanyagok): o Természetes alapanyagú műanyagok: Kaucsuk alapúak (gumi) Cellulóz alapúak (műselyem, celofán, vatta, cellux, viszkózszivacs) Fehérje alapúak (műszaru gombok, fésű) o Mesterséges alapanyagú műanyagok: Polimerizációs Polikondenzációs Poliaddíciós Polimerizáció: A leghatékonyabb műanyag előállítási technológia, a szintetikus polimerek közel 90%-át ezúton állítják elő. Folyamatos reakció, melynek révén a monomereket (kis molekulájú vegyület) gyors láncreakcióban, melléktermék nélkül kapcsolhatjuk össze. A folyamat szabályozható pl. a fény, a koncentráció, a hőmérséklet vagy a nyomás változtatásával. Példák: PE, PP, PVC, PS, PTFE. Polikondenzáció: Lépcsős reakció műanyag előállítására. A kiindulási vegyületek (monomerek) hő vagy katalizátos hatására melléktermék (többnyire víz) keletkezése mellett reagálnak. Példák: PA, PC, PET. Poliaddíció: A kis molekulás (monomerek) (két- vagy többfunkciós alapvegyület) kapcsolódását reakcióképes átrendeződésre alkalmas funkciós csoportok biztosítják. Melléktermék nem keletkezik, lassú, lépcsős reakció. Pl: poliuretánok, epoxigyanták. A polimerek tulajdonságai, jellemzőik: kis sűrűség acélokénak 15-25%-a járműszerkezet, csomagolás stb. kedvező kopási és siklási tulajdonságok siklócsapágyak szakítószilárdságuk a fémeknél kisebb nagy a kúszásuk deformáció tartós terhelésre jelentős a feszültség relaxáció csavarkötések oldódása rugalmas- és maradó alakváltozás rugalmassági tényezőjük kicsi szerelést megkönnyíti pontatlanság esetén kedvező rezgéscsillapító hatás kiváló elektromos- és jó hőszigetelő képesség 33.
 molekulatömeg eloszlás (nincs egyetlen jól definiált molekulatömege: átlagos molekulatömeg).")
34 hővel szemben érzékenyek hőre lágyuló 100 C-ig, nem lágyuló 200 C-ig jó vegyszer- és korrózióállóság öregedésre hajlamosak pl. UV sugárzás polidiszperz rendszerek (különböző hosszúságú láncok alkotják) molekulatömeg eloszlás (nincs egyetlen jól definiált molekulatömege: átlagos molekulatömeg). Számszerinti molekulatömeg (M N ) és tömegszerinti molekulatömeg (M W ) polidiszperzitás foka (PDI = M W /M N ) polimeriációs fok: ismétlődő egységek (monomerek) száma monomer egységekből, makromolekulákból épül fel nagy molekulatömeg polidiszperz rendszerek, molekulatömeg eloszlás (PDI=Mw/Mn) viszkoelasztikus viselkedés (egyidejűleg többfajta deformáció) kis rendezettség, kristályosság nagy viszkozitás (struktúrviszkózus anyag) orientáció Fémektől való eltérés A kúszás állandó terhelés hatására bekövetkező időben növekvő alakváltozás. A relaxáció az anyagban konstans deformáció hatására ébredő feszültség csökkenése az idő függvényében. A tervezőknek tehát figyelembe kell venni a terhelés időtartamát is! Kúszás modellezése Relaxáció modellezése Viszkoelasztikus viselkedés húzás esetén A feszültség-nyúlás kapcsolat eltér a fémekétől: a feszültség-nyúlás kapcsolata nem lineáris. függ a hőmérséklettől a terhelési szinttől nedvességtartalomtól az igénybevétel időtartamától Hőmérséklet Alakváltozási sebesség 34.
! Mutassa be a kapcsolatot a folyóképesség és a viszkozitás között!")
 hatására (az idő függvényében).")
35 Nedvességtartalom Igénybevétel időtartama (Adott igénybevétel hatására kialakuló alakváltozás) Burgers modell (4 paraméteres modell) Legegyszerűbb minőségi modell, amely leírja mind a három deformáció komponenst. 14. Ismertesse a polimerek ömledékek reológiáját (folyás- és viszkozitás görbék)! Mutassa be a kapcsolatot a folyóképesség és a viszkozitás között! Ismertesse a polimer ömledékek különleges tulajdonságait! Reológia: a rheo a görög rheos szóból: folyam, folyás, áramlás Az anyagok folyását és deformációját tanulmányozza külső feszültségek (erők) hatására (az idő függvényében). Deformáció: a test pontjainak relatív elmozdulása. Két típus: Folyás: a deformáció irreverzibilis része: amikor a feszültség megszűnése után az anyag nem nyeri vissza az eredeti alakját (a munka hővé alakul). Elasztikus: vagy reverzibilis deformáció. (A munkát visszanyerjük és a test felveszi eredeti alakját.) A reológia gyakorlati jelentősége: a polimer feldolgozási technológiáknál felmerülő problémák megoldásánál. A folyási tulajdonságok alapvetően függenek: o A molekulatömegtől (víz: 10-3 Pas, műanyag: ) o A polimer láncszerkezetétől, pl. lineáris (HDPE, PP, PS) vagy elágazó (LDPE) o A feldolgozás hőmérsékletétől 35.

36 o Nyomás o Idő o Degradáció (molekulalánc tördelődés) o Nyírási sebesség Viszkozitás: belső súrlódás, folyással szembeni ellenállás. Annál kisebb, minél nagyobb az MFI. Egy gáz vagy folyadék belső ellenállásának mértéke a csúsztató feszültséggel szemben. Newton elmélet: Lamináris (réteges) áramlás: A különböző sebességű folyadék rétegek elcsúsznak, súrlódnak egymáson, amelynek következtében nyíróerő lép fel. τ csúsztató feszültség γ nyírási sebesség Folyóképesség A folyóképesség jellemzésére szolgáló szabványos folyási mutatószám az MFI [g/10 perc]: az a grammokban kifejezett anyagmennyiség, amely a vizsgálati és anyagszabványban előírt hőmérséklet és nyomás mellett a szabványos mérőkészülék kifolyónyílásán 10 perc alatt kifolyik. Jellemezhetjük a folyóképességet az MVR (Melt Volume Rate) [cm 3 /10 perc] mutatószámmal is. A folyási mutatószám meghatározására szolgáló készülék a kapilláris plasztométer. MFI: Melflow index, anyag folyóképessége [g/10min] Kis MFI érték nagy molekulatömegű, nagy viszkozitású anyagot jelent. Pszeudoplasztikus viselkedés Viszkozitás csökkenés növekvő nyírás esetén ( nyírásra vékonyodó ). Ez a viselkedés a nyírás hatására kiegyenesedő, illetve kigobozódó polimer láncok következménye. 36.

 és az alakváltozási sebességtől (γ ).")
37 Viszkozitás: Newtoni folyadékok esetén csak a hőmérséklettől függ. Nem-newtoni folyadékoknál változik a deformáció sebességével. A Newton típusú polimer ömledék reológiái tulajdonságai: Ez a reális folyadékok viselkedésének leírására is használatos modell az ömledékreológia alapmodellje. Az ideálisan képlékeny anyagban ébredt τ feszültség a γ deformáció sebességgel arányos. Arányossági tényező az η newtoni viszkozitási tényező (τ = η γ ). Az η-dinamikai viszkozitás kizárólag T hőmérsékletnek a függvénye így izoterm esetben állandó. Nem függ az igénybevételtől (τ) és az alakváltozási sebességtől (γ ). Olvadéktörés (lágytörés): Áramlástani rendellenesség. A lágytörés akkor jön létre, ha a polimer ömledéket nagy keresztmetszetről kis keresztmetszetre hirtelen akarjuk összenyomni (az ömledékben ébredő nyomófeszültség meghaladja az anyag nyomószilárdságát). A polimer ömledék nehezen viseli el a hirtelen és jelentős keresztmetszet csökkenést, így a lágytörés után a szűk keresztmetszetből kijövő anyag spirális alakú lesz. Jelenségek: Nyírási (nyomásra) vékonyodás (tixotróp anyagok) pl. festékek vagy nyírási vastagodás (dilatáns anyagok) Weissenberg effektus Amikor egy rudat megforgatunk egy Newtoni folyadékban a szabad felületen a folyadékszint kissé csökken, a folyadék tehetetlensége miatt. Viszko-elasztikus folyadék esetén a nyírás hatására ébredő normál feszültség miatt a folyadék felmászik a rúdra. Kifolyási duzzadás Szerszámból kilépve a szerszám falánál ébredő rugalmas nyíródeformáció következtében az ömledék visszarugózik, duzzad. 37.


38 A kapillárist elhagyó polimer ömledék rugalmasága miatt kirugózik, átmérője nő. Az extrudálásnál van jelentősége. Korlátozza a profilkialakítás szabadságát, és a kész termékek lehűtéskor, az extrudált profilokba befagyott feszültségek később, a tartós igénybevételek során helyileg eltérő relaxációs jelenségeket, méretváltozást torzulást, feszültségi repedezést, korai tönkremenetelt okozhatnak. Kaye hatás = cápabőr: az olvadék polimer külső molekuláinak a szerszámból történő kilépésekor fel kell gyorsulniuk. Ez egy húzó igénybevételt jelent. Ha ez a húzó igénybevétel nagyobb, mint az ömledék húzószilárdsága, akkor az ömledék felülete felszakadozik, pikkelyes, hártyás lesz. Oka: nagy extrudálási sebesség. Legtöbbször fóliaextrudáláskor vagy fóliafúváskor, rontja a fólia optikai tulajdonságait. 15. Ismertesse a hőre lágyuló polimerek folyamatos gyártástechnológiáit (extrudálás, kalanderezés). Tadmor ömledék modell. Hőre lágyuló polimerek hő segítségével megömleszthetőek, hűtéssel megszilárdíthatóak, és ez számtalanszor megismételhető. Feldolgozási eljárások felosztása: folyamatos eljárások: extrúzió, folia fúvás, kalanderezés, szálhúzás szakaszos eljárások: fröccsöntés, melegalakítás, prés-sajtolás Extrúzió alapjai Lencseszerű granulátumból szálat húzunk az adagolótölcsértől a forgó csigán keresztül a szerszámon át. A szállítás során a polimert tömörítjük, megolvasztjuk majd keresztül pumpáljuk a nyitott szerszámon, ahol felveszi a kívánt alakot mielőtt megszilárdulna a hűtés hatására. Extrúder részei: Meghajtás: csiga forgatás megadott sebességgel Tengelykapcsoló: megvédeni a csigát és a meghajtást a töréstől Adagoló tölcsér: anyagtárolás Etető garat: adagolás (hűtött) Fűtő- és hűtő rendszer: hőmérséklet szabályozás Csiga: szállítás, megömlesztés, homogenizálás Szerszám: alakadás Extrudálás folyamata: 1. Alapanyag eljuttatása az adagoló tölcsérbe. 2. Az alapanyag szállítása és megömlesztése, keveredése. 38.


39 3. Az ömledék átjuttatása a törőtárcsán. 4. Szerszámon való átjuttatás, alakadás. 5. A kívánt alak rögzítése hűtéssel. 6. A késztermék felcsévélése, vagy kívánt méretre való vágása. Hagyományos extrúder csiga (3 zónás magprogresszív csiga, csak forgó mozgás!) zónák kiemelése fontos Tadmor ömledék modell: A megömlesztés folyamata a melegebb hengerfallal érintkező anyagrészecskékkel kezdődik, majd a nyomás és a csigaforgás hatására a csiga menetárkaiban cirkuláris áramlás jön létre, mely meggyorsítja a polimer megömlesztését. Ömledék modell a hagyományos csigában: 1. szállítás, előmelegítés, tömörítés (Behúzó) 2. további tömörödés, frikciós (súrlódási) és fűtési hő, ömledk film 39.
 Meg nem ömlesztett granulátum szemcsék vagy eltérő hőmérsékletű és viszkozitású régiók maradhatnak az ömledékben.")

40 3. szilárd rész, ömledék film, ömledék fürdő 4. ömledék fürdő nő, nyírás nő! 5. szilárd rész felszakadás, meg nem olvadt granulátumok 6. maradék granulátum! (Homogenizáló) Meg nem ömlesztett granulátum szemcsék vagy eltérő hőmérsékletű és viszkozitású régiók maradhatnak az ömledékben. Az extrudátum egy nem egységes ömledék, amely rossz tulajdonságokat és szín keveredést okozhat. Barrier extrúder csiga A különbség a kompressziós zónában van, ahol két elkülönített csatorna van a szilárd és ömledék szekciónak. Ezt nevezzük barrier zónának. (tökéletesen megolvadt granulátum létrehozása) Ikercsigás extrúder (nagyobb kihozatal a hagyományos extrúderhez képest) Extrúder szerszámok Kiinduló alak mindig kör alakú, függetlenül hogy milyen keresztmetszetű terméket szeretnénk gyártani. - Szélesrésű szerszám Cél: a kiáramlás sebessége egyenletes legyen. Elosztó csatorna típusok: vállfa, halfarok, T elosztó, - Cső és tömlő szerszámok Tömlő átmérő kisebb mint 10mm, keresztfej szerszámon Cső nagy átmérő, átmenő cső szerszámon Kalanderezés Leggyakoribb alakadási technológia a nagy viszkozitású hőre lágyuló polimerek lemez gyártására, vagy a hő degradációra érzékeny polimerek feldolgozására. A kalander nagy mennyiségű anyag feldolgozásra képes kis mechanikus energia befektetése mellett (az extrúderhez képest). Az anyagnak minimum 3 műveleten kell keresztül haladnia: 40.
. Tadmor ömledék modell.")
41 etetés homogenizálás alakadás (méretre alakítás). Típusok: Egyik tekercsről a másikra történő átadás az eltérő sebesség, hőmérséklet vagy felületi érdesség alkalmazásával lehetséges. 16. Ismertesse a hőre lágyuló polimerek szakaszos gyártástechnológiáit (fröccsöntés, vákumformázás). Tadmor ömledék modell. Hőre lágyuló polimerek hő segítségével megömleszthetőek, hűtéssel megszilárdíthatóak, és ez számtalanszor megismételhető. Feldolgozási eljárások felosztása: folyamatos eljárások: extrúzió, folia fúvás, kalanderezés, szálhúzás szakaszos eljárások: fröccsöntés, melegalakítás, prés-sajtolás Fröccsöntés alapjai A fröccsöntés alapelve, hogy a polimer ömledéket, - amelyet az olvadáspont fölé melegítve kis viszkozitású folyadékállapotba vittünk, - nagysebességgel, szűk beömlőnyílá-son át zárt szerszámba fecskendezzük, és ebben a zárt szerszámban a nagy nyomás alatt kihűlő polimerből alakul ki a tetszőlegesen bonyolult formájú alkatrész, gyakorlatilag hulladékmentes, képlékeny alakítással, nagy méretpontossággal. Fröccsöntő berendezés részei: Gépállvány: a többi egység rendszerbe foglalása Szerszámzáró egység: szerszám rögzítés, mozgatás, záró erő biztosítása Plasztifikáló- és fröccsegység: alapanyag megömlesztése, szerszámba juttatása Vezérlő egység: szabályozás, kontrollálás Szerszám: alakadás Fröccsöntés lépései: 1. Adagolás (granulátum tölcsérbe juttatása) 2. Alakítható állapotba hozás (szállítás, előmelegítés, megömlesztés, homogenizálás) 3. Alakadás (befröccsöntés nagy nyomással) 4. Alakrögzítés (hűtés nyomás alatt) 5. Kidobás (szerszámból eltávolítás) Hagyományos csigadugattyú (Forgó és axiális mozgásra is képes!) 41.
 Nyomásos formázás Szabad felfúvás Szerszámba préselés Kétlépéses alakítás előnyújtással (pl.")
42 Melegalakítás alapjai Melegalakítás alatt a termoelasztikus állapotban lévő hőre lágyuló műanyag félkésztermékek (előgyártmányok, többnyire lemezek, fóliák) kis erőkkel történő alakítását értjük. Melegalakítás osztályozása: Egylépéses alakítások Vákuumformázás (pozitív, negatív) Nyomásos formázás Szabad felfúvás Szerszámba préselés Kétlépéses alakítás előnyújtással (pl. tejfölös doboz) Többlépéses alakítások Bélyeggel segített nyomásos formázás Légbuborékos formázás Vákuumformázás lépései (pl. tojásdoboz, virágcserép) 1.Alakítható állapotba hozás (melegítés termoelasztikus állapotig) 2.Alakadás (szerszámba/szerszámra vákuumozás) 3.Alakrögzítés (hűtés ventillátorral) 4.Kidobás (szerszámból) Pozitív vákuumformázás (külső felület megmunkálása) ( hiba van a rajzon! helyette scanneltet!) A termék rázsugorodik a szerszámra. A termék belső felülete jó minőségű. Olcsó szerszámgyártás 42.



43 Negatív vákuumformázás (bal oldali rajz kell+vákuumot beleírni) A termék kizsugorodik a szerszámból. A termék külső felülete jó minőségű. Drága szerszámgyártás Tadmor ömledék modell: A megömlesztés folyamata a melegebb hengerfallal érintkező anyagrészecskékkel kezdődik, majd a nyomás és a csigaforgás hatására a csiga menetárkaiban cirkuláris áramlás jön létre, mely meggyorsítja a polimer megömlesztését. Ömledék modell a hagyományos csigában: 43.
44 1. szállítás, előmelegítés, tömörítés (Behúzó) 2. további tömörödés, frikciós (súrlódási) és fűtési hő, ömledk film 3. szilárd rész, ömledék film, ömledék fürdő 4. ömledék fürdő nő, nyírás nő! 5. szilárd rész felszakadás, meg nem olvadt granulátumok 6. maradék granulátum! (Homogenizáló) Meg nem ömlesztett granulátum szemcsék vagy eltérő hőmérsékletű és viszkozitású régiók maradhatnak az ömledékben. Az extrudátum egy nem egységes ömledék, amely rossz tulajdonságokat és szín keveredést okozhat. 17. Ismertesse a polimerek mechanikai vizsgálatait (húzó, hárompontos hajlító és Charpyféle ütvehajlító vizsgálatok)! Mechanikai igénybevételek csoportosítása: A szerkezeti anyagokra ható mechanikai igénybevételeket az alábbi csoportosítás szerint rendszerezhetjük: Statikus, ha az igénybevétel időben állandó, vagy kvázi-statikus, ha az igénybevétel igen lassan, egyenletesen változik Dinamikus, ha a terhelés időben változik, hirtelen, ütésszerű, lökésszerű pl. motorok indítása,ütközés Ismételt igénybevétel (fárasztó), ha az igénybevétel időben változik, és sokszor ismétlődik. Alapvető mechanikai vizsgálatok: Húzóvizsgálat Hárompontos hajlító vizsgálat Charpy-féle ütve-hajlító vizsgálat SZAKÍTÓVIZSGÁLAT (HÚZÓVIZSGÁLAT) Rövid idejű mechanikai vizsgálat (statikus egytengelyű húzó igénybevétel). Célja: a gyártási körülmények megfelelőségének ellenőrzése, ill. minősítésre alkalmas anyagi mérőszám meghatározása. Az eredményeket csak azonos vizsgálati feltételek mellett lehet összehasonlítani. Eredményét a hőmérséklet és az idő jelentősen befolyásolja (viszkoleaszticitás - időfüggő mechanikai viselkedés). Elve: A szabványban leírt geometriájú próbatesten, meghatározott mérési körülmények között (szakítási sebesség, hőm., nedvességtartalom), egytengelyű húzó igénybevétel hatására mérik és regisztrálják a fellépő húzóerőt a hosszváltozás függvényében. Befolyásoló tényezők: A próbatest alakja és méretei: 44.

45 Próbatest gyártása: Szakítási sebesség: o Nagyobb szakítási sebesség merevebb viselkedés, nagyobb szilárdsági értékek. o Nyúlás értéke akár több 100%-os is lehet. o Szakítási sebesség fémek, kompozitok esetén 1 mm/perc, polimereknél 20 50, vagy nagyobb mm/perc Vizsgálati hőmérséklet: o Kis hőmérséklet változás is jelentősen befolyásolja a merevséget, a szilárdságot, illetve a szakadási folyamat jellegét. o Üvegesedési hőmérséklet (Tg) alatt ridegen, e felett (nagyrugalmas állapotban) szívósabban viselkednek és nagyobb a szakadási nyúlásuk. Nedvesség tartalom: o Lágyító hatás, csökkenti a rugalmassági modulust, szilárdságot, növeli a szakadási nyúlást (pl.pa6) 45.
46 Általános szakítódiagram: Műanyagok szakítódiagramjának típusai: 1. Merev, rideg: hőre keményedő: pl. bakelit, fenolgyanta, vagy olyan hőre lágyuló polimerek, amelyeknél a képlékeny alakváltozás valamilyen oknál fogva korlátozott (például polisztirol). 2. Szívós, képlékeny: különféle hőre lágyuló amorf és részben kristályos polimerek 2a) alakítási keményedést nem mutató (pl. polioximetilén) 2b) alakítás közben keményedő (pl. nylon) 3. Lágy, rugalmas: A feljasználás hőmérsékletén nagyfokú gumirugalmasságot tanúsító hőre lágyuló polimerek, illetve elasztomerek (pl. polietilén, teflon). Mechanikai jellemzők: erő nyúlás (F Δl) görbét rögzítünk, ez átparaméterezhető σ ε diagrammá Mérnöki feszültség: σ = F / A 0 [MPa] Relatív nyúlás: ε = Δl / L 0 *100 [%] σ y folyáshatár: az az első feszültség, amelynél a nyúlás a feszültség növekedése nélkül növekszik. A gyakorlatban bizonyos polimereknél fel sem lép a folyás jelensége, másoknál több 100%-os folyási alakváltozás következhet be, amelyet a próbatesten nyakképződés és szerkezeti átalakulás kísérhet. A folyást bizonyos polimerek esetén az ún. feszültségfehéredés jelezheti. σ M húzószilárdság: a maximális erő és a kezdeti keresztmetszet hányadosa. A maximális erő elérésekor az anyag a leggyengébb pontjában helyileg instabil állapotba kerül, ezen a helyen megkezdődik a keresztmetszet kontrakciója, helyi keresztmetszet csökkenése. A folyamat folytatódhat nyakképződéssel, vagy hirtelen szakadással. 46.
: ε M = L M L 0 L 0 100 [%] Szakadási nyúlás (ε B ): ε B = L B L 0 100 [%] L 0 Kezdeti rugalmassági modulus (E 0 ): 0,05% és 0,25% relatív")
47 σ B szakító szilárdság: a szakadáskor mért erő és a kezdeti keresztmetszet hányadosa. Alakváltozási mutatószámok: Nyúlás a maximális erőnél (ε M ): ε M = L M L 0 L [%] Szakadási nyúlás (ε B ): ε B = L B L [%] L 0 Kezdeti rugalmassági modulus (E 0 ): 0,05% és 0,25% relatív nyúlásértékhez tartozó görbepontokon átmenő egyenes meredeksége. Törési munka: szakítógörbe alatti terület. Rideg anyagoknál kisebb, szívós anyagoknál nagyobb. A törési munka és a rugalmassági modulus egymással fordítottan arányos. Tervezésnél kompromisszumot kell kötni, és az adott szerkezetre optimalizálva kell megválasztani az adott mechanikai tulajdonságokkal rendelkező anyagot. HÁROMPONTOS HAJLÍTÓ VIZSGÁLAT Statikus egytengelyű nyomóigénybevétel Állandó sebességű deformáció gerjesztés, azaz időben egyenletesen növelt lehajlás. Lehajlás függvényében regisztráljuk az ébredő erőt. Meghatározható mechanikai jellemzők: A hajlító szilárdság, vagyis a töréskor elérhető maximális hajlító feszültség A határhajlító feszültség A rugalmassági modulus Erő lehajlás görbe 47.
 értékekhez tartozó görbepontokon átmenő egyenes meredeksége.")
48 Meghatározható mérőszámok: Határhajlító feszültség 4 mm vastag próbatest esetén 6 mm lehajlásnál, ha nem törik, alátámasztási távolság 64 mm, a hajlítás sebessége pl. 2 mm/perc σ = M M = F l K = a b2 K 4 6 Kezdeti rugalmassági modulus 0,05% és 0,25% relatív elmozdulás (lehajlás) értékekhez tartozó görbepontokon átmenő egyenes meredeksége. CHARPY FÉLE ÜTŐVIZSGÁLAT BEMETSZETT MŰANYAG PRÓBATESTEKEN (ISO 179-1) Az ütő (ütve hajlító) vizsgálatok célja az anyagok dinamikus igénybevétellel szembeni ellenállásának meghatározása. Ezt az ellenállást szívósságnak, míg a kísérlet során a próbatestben elnyelt munkát ütőmunkának nevezzük. A magasból lendülő test energiája disszipálódik törési energiaként a próbatestben. Törés, ütésállóság: Törési típusok: Charpy-féle ütve hajlító vizsgálat: Charpy-féle ütve-hajlító szilárdság: h: a próbatest vastagsága b N : a bemetszésnél mért vastagság a c = E C h b N 10 3 [kj/m 2 ] 48.
49 18. Ismertesse a polimerek termomechanikai vizsgálatait (DSC, DMA)! Fizikai állapotok: azonos fázisállapotú (kristályos/amorf), de fizikai szerkezetében és a molekulaláncok hőmozgásának típusában eltérő polimer állapotok. Csak polimerekre jellemző! Üveges állapot: a makromolekula és egyes részei csak rezgő mozgásra képesek. Azt a hőmérsékletet, amely alatt üveges állapotról beszélünk üvegesedési hőmérsékletnek hívjuk és Tg-vel jelöljük (g: glass) Jellemzők ebben az állapotban: nagy merevség nagy szilárdság külső erő hatására energiarugalmas deformáció Nagyrugalmas állapot: un. Mikro-Brown mozgás jellemző. A molekula tömegközéppontja rögzített, a Tg hőmérséklet felett a molekulalánc egyes részei, a szegmensek csuklósan átbillenő, szabad rotációs hőmozgásba kezdenek. Egyes láncszakaszok ezáltal kiegyenesednek, mások összegombolyodnak, folyamatosan és véletlenszerűen. Jellemzők ebben az állapotban: merevség csökken szilárdság csökken nagymértékű reverzibilis deformáció Ömledék állapot: A hőre lágyuló polimerek feldolgozása ömledék állapotban történik. A T f olvadási hőmérséklet felett a molekulák egymáshoz képest elmozdulnak, folyamatosan mozognak, az un. Makro-Brown mozgás révén. Részben kristályos polimerek: a kristályos részek olvadáspontja alatt a hőmérséklettől függően az amorf részek a megfelelő fizikai állapotba kerülnek, míg a kristályos részek a helyükön maradnak. T m a kristályos részek olvadáspontja Termomechanikai görbék: Az egyes állapotok között átmenei hőmérsékletek (Tg=üvegesedési, T f =folyási, T m =kristályolvadási) meghatározzák a polimerek feldolgozhatóságát és alkalmazástechnikai jellemzőit. Az egyes állapotokban mutatott viselkedést, az átmeneteket a termomechanikai görbék írják le. Ezek a hőmérséklet függvényében ábrázolják a mechanikai jellemzőket. 49.

50 Vizsgálat Mind a statikus, mind a dinamikus terhelés lehet: erőhatás jellegű - pl. a próbatestben ébredő feszültség-, vagy deformáció jellegű-a próbatest lehajlása/megnyúlása A kiválasztott statikus és dinamikus erőt vagy feszültséget, illetve a próbatest deformációjának amplitúdóját a DMA készülék a mérés során állandó értéken tartja. DSC Differenciális termoanalízis (hőáram T függvényében) Ez a módszer az elektromos teljesítményt méri, ami ahhoz szükséges, hogy a mintát és a referencia anyagot (üres tégely) azonos hőmérsékleten tarthassuk. Méréstechnikai okokból ez pontosabb módszer mint a DTA módszer, ahol a minta és a referencia anyag közötti hőmérséklet különbséget követik. Méri az időegység alatt bevitt hőt, amely a minta és a referenciaanyag azonos hőmérsékleten tartásához szükséges a hőmérsékletprogram során (fűtés, hűtés, izoterm mérések) Alkalmazás: az előállítási paraméterek optimalizálása az anyag termo-mechanikai előélete anyagok azonosítása Hőáram-különbséget okoz: A minta hőkapacitása a hőmérséklet növelésével növekszik. Átalakulások játszódnak le a mintában. 50.
51 DSC görbe értelmezése: Olvadáskor endoterm, kristályosodáskor exoterm csúcsot kapunk, és hagyományosan a csúcshőmérsékletet tekintjük az átmenet hőmérsékletének. Az üvegesedés nem elsőrendű fázisátmenet, ott a hőkapacitás változik meg a hőmérséklet függvényében, és egy lépcsőt látunk a görbén. A csúcsok helyzetéből és alakjából következtetni lehet: A lezajlott átalakulások jellegére Meghatározhatók pl. átalakulási hőmérsékletek, az átalakuláshoz szükséges hő, az átalakulás aktiválási energiája. A módszer előnye: Kis anyagmennyiséget ( mg) igényel. Gyorsan, széles hőmérséklettartományban ad információt a lejátszódó folyamatokról. Olvadáspont meghatározása: Az olvadáspont a csúcs felfutó részének állandó meredekségű szakaszára illesztett egyenesnek az alapvonallal való metszete. Az olvadáshő a w(t) görbe idő szerint integrálja a minta tömegével normálva. A fajhőt ismerve a vizsgált minta kristályossága kiszámítható. Olvadási folyamat, kristályossági fok meghatározás: Az endoterm olvadási csúcs alakja, hőmérséklettartománya, nagysága a polimer rendezettségének, kristályosodási fokának függvénye. Ismerve a 100%-osan kristályos polimer olvadási entalpiáját, megmérve a minta olvadási entalpiáját, a kristályosodási fok számolható: X = H mért 100 H 100% DMA vizsgálat: A polimerek mechanikai tulajdonságait öt alapvető tényező befolyásolja: a terhelés időtartama, hőmérséklete, frekvenciája, feszültség és a deformáció. 1. A mintára ható feszültséget és annak frekvenciáját konstans értéken tartjuk a vizsgálat időtartama alatt. 2. A minta hőmérsékletét meghatározott módon (általában az időben egyenletesen) változtatjuk, és mérjük a kialakuló deformációt. 3. Ezekből és a minta geometriai adataiból (a készülékállandó ismeretében) a polimer mechanikai jellemzői számíthatók. 51.
, és nyers mérési adatok helyett azonnal (un.")


52 A korszerű, számítógéppel összekapcsolt DMA készülékek a vizsgálati körülmények szabályozásán (terhelőerő, frekvencia, hőmérséklet) kívül elvégzik saját maguk kalibrálását (készülékállandók meghatározása), és nyers mérési adatok helyett azonnal (un. real time) a kiszámított mechanikai jellemzőket jelenítik meg. DMA berendezés fő egységei: Mind a statikus, mint a dinamikus terhelés lehet: erőhatás jellegű pl. a próbatestben ébredő feszültés deformáció jellegű a próbatest lehajlása/megnyúlása A kiválasztott statikus és dinamikus erőt vagy feszültséget, illetve a próbatest deformációjának amplitúdóját a DMA készülék a mérés során állandó értéken tartja. Amorf termoplasztikus polimerek DMA görbéje: Az E* komplex rugalmassági modulus vetületmodulusai. Hőre lágyuló termoplasztok T R = ridegedési, T F =folyási, T B = bomlási, T G = üvegesedési 52.

53 Kristályos anyag DMA görbéje: Tm= kristályolvadási 19. Ismertesse a polimer kompozitok típusait, tulajdonságait (irányfüggőség, kiszerelés, mérethatás). Polimer kompozit fogalma Többfázisú, alkotóiban fázishatárokkal elválasztott összetett szerkezet. Minimum 2 komponens: befoglaló mátrix + erősítő anyag. A határfelületeken jó tapadás (adhézió), amely a deformáció, igénybevétel magas szintjén is tartósan fennmarad. Elv: a terhelést a merev, szilárd szál viseli, a mátrix közvetíti a szálak között. Kompozitok: A kompozitok vagy társított anyagok olyan szerkezeti anyagok, amelyeket két vagy több különböző anyag egyesítésével állítanak elő, és a köztük lévő kapcsolat a terhelés növelésével is megmarad. Kompozit = mátrix (polimer) + erősítő anyag (jellemzően szál). A szálerősítés alkalmazását több hatás is indokolja: Méret-hatás jelensége Ha a kompozitban lévő szálak átmérőjét minimalizáljuk, akkor a hibahelyek előfordulásának esélye, ezáltal a kompozit tönkremenetelének esélye is lecsökken. Az erősítő hatás tehát annál nagyobb, minél kisebb a szálátmérő. A szálak szilárdsága ebből adódóan a 10μm alatti tartományban exponenciálisan növekszik, ezzel számottevően növelve az erősítés hatékonyságát. Fajlagos felület növelése a határfelületen: döntő hatású a kompozit tulajdonságaira A kompozit tulajdonságait döntő mértékben meghatározza a fázisok érintkező felületének a nagysága, azaz az erősítő anyag fajlagos felülete. Fajlagos felület: A / V = 2 / l + 2 / r Maximális, ha: l >> r minimális átmérőjű hosszú szál (anizotróp, kitüntetett irányú erősítő hatás) r >> l vékony lapos korong (pl. lemezes csillám) 53.
54 (rövid vágott szálas kompozitokban a szálak l / d viszonyának is kitüntetett jelentősége van) Hajlékonyság: a szálak hajlékonysága nő az átmérő csökkenésével. Kompozitok csoportosítása Élő kompozitok: erős, lágy kollagén és a kemény, törékeny apatit társítása (fehérjerostok és kalcium-karbonát) CSONT Kemény ligninbe ágyazva erős és rugalmas cellulóz szálak FATÖRZS Hagyományos kompozitok: Vályog: szalma, agyagos sár Íj: állati és növényi eredetű anyagok kompozitja A magyarok íja: pl. fából, szürke marha szarvából és állati ínakból, az egyes rétegeket halenyvvel rögzítették egymáshoz. Vasbeton: megfelelően elhelyezett (feszített vagy feszítettlen) acél szerkezet, amit körülöntenek betonnal. Polimer kompozitok jellemző mátrix anyagai: Hőre lágyuló műanyagok (gyártás 85 90%-a) Feldolgozásuk képlékeny alakítással Hőre nem lágyuló (térhálós) polimerek (high-tech alkalmazások nagyobb teherbírású szerkezetek is előállíthatók) Feldolgozásuk reaktív technológia, a szerszámban, visszafordíthatatlan kémiai reakcióval alakítjuk ki a térhálót. A nagyszilárdságú polimer kompozitok legjobb befoglaló mátrix anyagai: telítetlen poliészter (UP) epoxi gyanta (EP) Ezek az anyagok szobahőmérsékleten folyékony halmazállapotúak és kisett vizskozitásuk révén jobban impregnálják az erősítőszálakat. A hőre nem lágyuló polimer kompozitok tulajdonságait elsősorban az erősítőszál tulajdonságai határozzák meg. Polimer kompozitok erősítő anyagai: Természeres szálak Növényi eredetű: pamut, len kender, farost, kókuszrost Állati eredetű: gyapjú, hernyóselyem, lószőr Ásványi eredetű: azbeszt Mesterséges szálak Szerves: aramid (kevlar), polietilánszál Szervetlen: szilikát (pl. üveg), szénszál, fém, fém-oxid Hibrid kompozit: a kompozit alkotói, a befoglaló mátrix vagy az erősítőanyag összetett, több alkotóból áll. 54.
55 Üvegszál erősítés: Legelterjedtebb, szilikát (55-65% SiO2 + egyéb fémoxidok), kb 10 um átmérőjű elemi szálak (egy kötegben (roving) 10 3 db) - előny: olcsó, nagy mennyiségben rendelkezésre áll, UV stabil, vegyszerálló, elektromosan szigetel - hátrány: erős koptató hatás egyes technológiáknál, nagy sűrűség, törékeny, alacsony rugalmassági modulus Szénszál erősítés: - előnye: alacsony sűrűség és hőtágulási együttható, magas rugalmassági modulus és szilárdsági érték - hátránya: rideg, drága Aramidszál erősítés: aromás poliamid, kevlar - >3000 MPA szakítási szilárdság, GPa húzó modolus kompozitja szívós, ütésálló, ütéssel, nyírással szembeni jó ellenállás - kompozitja rendkívül szívós ütésálló - kevlár szálak jól hasznosulnak szilárdságuk miatt a gumiabroncsokban Előnyei: - Alacsony sűrűség - Magas szilárdsági értékek - Jó dinamikai tulajdonságok - Hajlékony - Lángállóság Hátrányai: - - Gyenge ellenállás a környezeti hatásokkal szemben (UV, nedvesség) - Alacsony nyomószilárdság Polietilénszál erősítés (UHMWPE-Dyneema): - Gélfázisú szálképzéssel nagymértékű orientáció - Spectra, Dyneema - Igen nagy szilárdság, könnyű - Korlátozott hőállóság (140 C), gyenge kompatibilitás más polimerekkel A kompozit tulajdonságainak meghatározói: A szál mátrix határfelületi adhézió A mátrix mechanikai tulajdonságai és a szál mechanikai tulajdonságai A száltartalom A szálhossz, átmérő A szálak irányítottsága a mátrixban (orientáció) A gyártási technológia Erősítőszálak kiszerelési formái: Roving (köteg) vagy szalag (1D) 55.

56 Szőtt vagy nem-szőtt és kötött textíliák (2D) Vastag tűzött kelmék (3D) Szálak irányultsága bizonyos fokú orientáció Paplan: nincs mechanikailag kitüntetett irány Unidirekcionális réteg: szálak egy irányban állnak Szövet: szálak két irányban Multidirekcionális réteg: pl. három kitüntetett irány a síkban Húzószilárdság és rugalmassági modulus jellege a terhelési szög függvényében: Polárdiagram: Különböző morfológiájú szálerősítéses kompozitok: Polimer kompozitok tulajdonságai az acélhoz képest: Lineáris elasztikus jelleg a tönkremenetelig Nincs folyás Nagyobb szilárdság Kisebb szakadási nyúlás Versenyképes modulus (szénszálas kompozit) Tömegcsökkenés A szál-orientáció hatása: A polimer kompozitok ortotróp anyagok, a tulajdonságok irányfüggők. Unidirekcionális kompozitok: a szálak egy irányban, nagyobb szilárdság és merevség szálirányban 56.
57 Multidirekcionális kompozit laminátok: a szálak különböző irányokban, a tulajdonságok az igénybevételre szabhatók, akár izotróp jelleg is. Rm és E változása a szálak mennyiségének függvényében (számok nem fontosak): 80%-nál többel nem lehet létrehozni kompozitot. Kompozit anyagból készült szerkezet pl. kerékpárváz Réteges kompozitból készült szerkezetek: síléc, f1 autó váz, helikopter rotor a szerkezeti anyagok síkok mentén kapcsolódnak egymáshoz, és előállítsuk legtöbbször alakítással történik a szendvicsszerkezetű nagy-szilárdságú alumínium vagy titánlemezek közötti teret méhsejtszerűen elhelyezett polimerekkel kitöltött repülőgép burkolóelemek, ajtók, az alumíniummal bevont papír, a lakkal bevont alumínium stb. 20. Ismertesse a hőre nem lágyuló mátrixú polimer kompozitok gyártási technológiáit. A kompozitok vagy társított anyagok olyan szerkezeti anyagok, amelyeket két vagy több különböző anyag egyesítésével állítanak elő (erős határfelületi tapadás, jó adhézió), és a köztük lévő kapcsolat a terhelés növelésével is megmarad. Kompozit = mátrix (polimer) + erősítő anyag (jellemzően szál). Elv: A terhelést a merev, szilárd szál viseli, a mátrix közvetíti a szálak között. Kompozit előállítás, feldolgozás: Hőre nem lágyuló mátrixú: Kézi laminálás Prepreg gyártás (impregnált rétegek folyamatos eljárással) Vákuum injektálás stb. Hőre lágyuló mátrixú: Ömledékkeverés extruderben GMT, Hibrid flísz technológia Fröccsöntés stb. Hőre nem lágyuló kompozitok: Mátrix anyagok: általában epoxi, vinilészter és poliészter gyanták Erősítőanyagaik: elsősorban az üvegszál, szénszál és aramidszál Alkalmazás: autóipar, repülőgépgyártás, hajógyártás, építészet Hőre keményedő kompozit termékek gyártási technológiái: Fő műszaki előny: réteges felépítés Termék mechanikai tulajdonságainak optimalizálása minimális önsúly mellett az igénybevétel erővonalai mentén. A konstrukciós feladat lépései: A fő terhelési irányok meghatározása A rétegek méretezése A rétegrend kialakítása Egyéb gyárthatósági paraméterek: költségek, szériaszám, technológia Gyártástechnológia kiválasztása A hőre nem lágyuló kompozitok legfontosabb gyártási technológiái: Kézi laminálás, szálszórás, vákuumzsákos eljárás, vákuumos injektálás, Sajtolás (BMC, SMC, GMT), pultrúzió 57.
58 Kézi laminálás Prototípus, kis sorozatgyártás Formaleválasztó alkalmazása, akár több 10 réteg erősítőanyag Légzárvány kigörgőzése Beépíthetők bordák, fémbetétek, megvastagítások, stb. Szendvicsszerkezet is készíthető Utólagos emelt hőfokú térhálósítás ajánlott Alkalmazás: szél turbina lapátok, hajók, építészeti elemek Előnyök: Gyakran használt, elterjedt technológia Egyszerű, könnyen elsajátítható eljárás Alacsony eszköz és szerszámköltségű (ha szobahőmérsékleten térhálósodó gyantát használunk) Széles a felhasználható alapanyagok köre Magasabb száltartalom és hosszabb szálak, mint a szóró eljárásnál Tetszőleges geometria megvalósítható A termék felülete szép Hátrányok: A munkaerő drága A gyanta komponensek aránya, a laminátum száltartalma és minősége erősen függ a dolgozó gyakorlatától. A száltartalom növelésével növekszik annak a kockázata, hogy zárvány keletkezik a termékben. Hosszú a ciklusidő A kézi lamináláshoz használt alacsonyabb molekulasúlyú gyanták környezet és egészségvédelmi szempontból ártalmasabbak (könnyebben áthatolnak a ruházaton stb.) Csak gyenge vagy közepes mechanikai tulajdonságok alakíthatók ki. Szálszórás A laminálási technológia némileg gépesített változata Közepes széria Szórópisztolyból egyidejűleg szórunk fel akár függőleges felületre is vágott üvegszál-rovingot, iniciátorral és gyorsítóval kevert gyantát. Fontos a mátrix gyanta és az erősítőszál közé szorult levegő eltávolítása Előnyök: Több éve alkalmazott, elterjedt eljárás. Alacsony raktározási költségek. Alacsony szerszámköltség. Hátrányok: A laminátumok gyanta dúsak és ez által túl súlyosak lehetnek. Az alacsony száltartalom miatt a termékek mechanikai tulajdonságai korlátozottak. A szórásos eljáráshoz alacsony viszkozitású gyanta szükséges, ez negatívan befolyásolhatja a termék mechanikai / termikus tulajdonságait. Egészségkárosító hatás. Alkalmazása: közepes szériájú gyártást tesz lehetővé. Jellemző alkalmazási területei: a kis igénybevételnek kitett szerkezeti elemek (lakóautó panelek, teherautó burkolati panelek, fürdőkádak, zuhanytálcák stb.). 58.
59 Vákuumzsákos eljárás Hasonlít a kézi lamináláshoz, viszont itt a termék térhálósítása nyomás alatt történik, így magasabb száltartalom, jobb minőség érhető el, mivel nincsenek légzárványok. Elsősorban epoxi és fenolgyanták a mátrixanyagok, erősítőanyagként pedig számos, egyébként, nehezen nedvesedő, vastag erősítő szövet alkalmazható. A vákuumfólia alatti levegőt a vákuum szivattyú szívja ki a rendszerből, megfelelő nyomás (~0,8 bar) alatt tartva a laminátumot a térhálósodás ideje alatt. Előnyök: Magasabb száltartalom, mint a kézi laminálásnál. Alacsony sztirol emisszió. Az erősítő struktúrák jobban és egyenletesebben átitatódnak gyantával. Reprodukálható, egyenletes termék minőség. Hátrányok: Extra költségek, a több, csak egyszer felhasználható réteg miatt. Magasabb dolgozói képzettség szükséges. Jellemző felhasználás: széles körben használják, hajó és versenyautó elemek gyártásához. Vákuum-injektálás Az erősítőrétegeket előre a szerszámba helyezzük. Folyékony gyantával való feltöltés vákuummal, majd a szerszám felőli oldalon a laminátumot megszívjuk vákuummal. Előnyök: Hátrányok: Két csatlakozón: A levegő kiszívása a munkatérből egy vákuum szivattyú segítségével. A gyanta adagolása, amely a vákuum szívó hatására átnedvesítve az erősítőrendszereket, halad a szívócsonk felé. Gyantaadagoló spirál alkalmazása, amelyet a vákuumfólia alatt a szerszám szélén vezetnek körbe, megkönnyíti a gyanta bejutását ebben az esetben a szívó csonkot a termék közepén helyezik el. Nagy illetve bonyolult geometriájú termék esetén több adagoló csonkot alkalmaznak. Magas száltartalom, egyenletes falvastagság és minőség. Alacsony sztirol emisszió, kevésbé egészségkárosító hatású, mint a kézi laminálás vagy a szálszórás. Környezetbarát technológia (Minimális káros anyag emisszió, minimális hulladék) Bármilyen méret gyártható. Viszonylag alacsony szerszám költség. Magas képzettséget igényel. Csak alacsony viszkozitású gyanták alkalmazhatók. Csak az egyik felület lesz teljesen sima. Nagyon bonyolult szerszám geometria esetén nem impregnált területek előfordulhatnak. Alkalmazás: kisebb méretű hajók, teher- és gépjárműalkatrészek gyártása. 59.
 szálerősítésből és mátrix oligomerből SMC: Sheet Molding Compound: lemezformájú kompozit előgyártmány (")
60 Sajtolás (BMC, SMC) BMC Kétrészes fűtött szerszámban végzett nyomásos eljárás, amelyet sorozatgyártásnál alkalmaznak (pl. a korszerű kamion-vezetőfülkék, autóbusz és személyautó karosszériaelemek). Előgyártmány lehet: BMC: Bulk Molding Compound: alaktalan kompozit előimpregnátum ( premix ) szálerősítésből és mátrix oligomerből SMC: Sheet Molding Compound: lemezformájú kompozit előgyártmány ( prepreg ) tekercs alakban tárolva SMC Folytonos üzemű lemezgyártás: képlékeny (még nem térhálósított!) tekercselhető előtermék két elválasztó fólia között (PE-film) 30 40% vágott üvegszál: (~50mm hosszú) roving (>1000 elemiszál köteg, pászma) Telítetlen poliésztergyanta keverék adalékok passzív adalékok: olcsó töltőanyagok, zsugorodás csökk. (CaCo 3, talkum, PE-por). aktív adalékok: fémoxidok (MgO, ZnO) növelik a viszkozitást, a gyanta nem folyik ki az üvegszál mellől. Egyéb adalékok: csúsztatók, formaleválasztók, iniciátorok és gyorsítók hónapokig eltartható a térhálósítás előtt bar nyomás, C hőmérséklet, 1 2min/mm ciklusidő (teljes térhálósodás) Az SMC (prepreg) először ömledékállapotba kerül: megfolyik, kitölti a szerszámüreget, majd hamarosan a kémiai iniciátor hatására a viszkozitás újra növekedni kezd és kialakul a térhálós, szálerősített rendszer. Az SMC alapú teherautó- és személygépkocsi karosszériaelemek rendkívül nagy szilárdságúak, és nagyon jó ütésállóságú, szívós alkatrészek. Előnyök: Magas száltartalom, egyenletes termék minőség. Környezetbarát, tiszta technológia (minimális káros anyag emisszió, minimális hulladék). A gyantát speciálisan a termék céloknak megfelelően fejlesztik, nincs viszkozitás korlát. Automatizálható technológia. Hátrányok: Magasabb alapanyagköltségek. Általában autokláv szükséges. Csak az egyik felület lesz teljesen sima. Nagyon bonylult szerszám geometria esetén nem impregnált területek előfordulhatnak. Jellemző felhasználás: kisebb méretű hajók, teher- és gépjárműalkatrészek gyártása. 60.
, majd egy fűtött szerszámba vezetik a szerszámforma a gyártandó profil alakjának megfelelő")
61 Pultrúzió Folytonos technológia (az extrúzióhoz hasonlít), amely hosszirányú, folytonos szállal történő erősítést tesz lehetővé. A térhálósítás befejeztéig jelentős húzásnak van kitéve a termék. Technolgiai lépései: A szálkötegeket először gyantafürdőn vezetik át, így gyantával átitatják (impregnálják), majd egy fűtött szerszámba vezetik a szerszámforma a gyártandó profil alakjának megfelelő és ott egyesítik őket. A térhálósítás (kikeményítés) itt megy végbe állandó hosszirányú feszítés mellett. A szerszám elhagyása után a profilokat megfelelő hosszúságra vágják. Előnyei: Nagyon gyors és gazdaságos eljárás. A termék száltartalma pontosan beállítható. Az alapanyag költségek a szálak vonatkozásában alacsonyak, a gyári kiszerelésről direkt módon felhasználhatók. Magas száltartalmat lehet elérni, jó mechanikai tulajdonságú termék gyártható. Mivel a szálak gyantával történő átitatása zárt térben történik, alacsony a sztirol emisszió. Hátrányok: Csak állandó vagy közel állandó keresztmetszetű termékek gyártására alkalmas. Az előállítás költségét megnöveli a szerszám fűtése. Jellemző felhasználás: tartók és gerendák tetőszerkezetekhez, hidakhoz, létrákhoz, vázszerkezetek 61.
62 2) SZAKIRÁNYÚ ISMERETEK Gyártási folyamatok tervezése (4 kp) 1. Ismertesse az ipari termelés rendszereit és folyamatait, ezen belül adja meg és jellemezze a rendszer fogalmát, határozza meg, hogy mit értünk a rendszer irányítása (vezérlés, szabályozás ) alatt. Mutassa be a vállalatot, mint mikro gazdasági rendszert, adja meg a rendszerjellemzőit! k 1 : nyers- és segédanyagokkal, félkész termékekkel és kereskedelmi árukkal való ellátás folyamata k 2 : energiával való ellátás folyamata k 3 : gyártóberendezések, gépek, készülékek, szerszámok, mérőeszközök és egyéb technikai feltételek biztosításának folyamata (gyártóeszköz ellátás, karbantartás, stb.) k 4 : munkaerővel való ellátás folyamata A k 1 -k 4 együttesen a gyártás anyagi ellátásának, kiszolgálásának folyamatát jelentik. A technológiai folyamat-rendszer kapcsolatai k 5 : a gyártáshoz szükséges és annak során keletkező információk biztosításának, illetőleg feldolgozásának folyamata (gyártmány és gyártási tervek, gyártási programok kidolgozása, operatív gyártásirányítás, stb.) A k 1 -k 5 összefoglalóan a gyártás konstrukciós és technológiai előkészítését, valamint a gyártásirányítást jelenti. k 6 : a technológiai folyamat végtermékének felhasználási, hasznosítási folyamata (a szerelés technológiai folyamata, a kész gépek üzemeltetése a felhasználás területén stb.) k 7 : hulladékanyagok kezelésének, hasznosításának vagy megsemmisítésének folyamata k 8 : a hulladékenergia hasznosításának folyamata k 9 : a technológiai folyamatba bemenő anyagok, energia, élőmunka és információk ellenőrzésének folyamata k 10 : a technológiai folyamatot elhagyó végtermékek ellenőrzésének rendszere Gyártási folyamatok: azoknak a természeti és tudati folyamatoknak az összessége, amelyek eredményeként az anyagok és félkésztermékek a rendeltetésüknek megfelelő kész termékké (gyártmánnyá) válnak. Ide tartozik a beszerzés, raktározás, anyagmozgatás, technológiaitervezés, a termelőberendezések előkészítése, munkahelyek megszervezése, az alkatrészek elkészítésének minden fázisa, a szerelés, minőségbiztosítás, stb. Anyagi folyamatok: a gyártási folyamatok azon részei, amelyek közvetlenül kapcsolatosak a gyártás tárgya (a munkadarab, a szerelt részegység, stb.) geometriai, fizikai, kémiai, stb. tulajdonságainak a megváltoztatásával, valamint az olyan kiegészítő folyamatokkal, mint pl. az anyag adagolása, a gyártóeszköz (szerszám, készülék, mérőeszköz) biztosítása. Technológiai folyamatok: az anyagi folyamatok része, melynek eredményeként a gyártás tárgyának tulajdonságai (alakja, mérete, pontossága, felületi érdessége, anyagszerkezete, egyes felületeinek hőkezeltségi állapota) változnak. Információs folyamat: közvetlenül nem változtatják a gyártás tárgyának tulajdonságait, viszont hordozzák az előbbit megvalósító anyagi folyamatok tervezéséhez, ütemezéséhez, irányításához, végrehajtásához és ellenőrzéséhez szükséges adatokat. Jelentőségük a modern CNC vezérlés, a 62.
63 számítógépes irányítás, a rugalmas gyártásautomatizálás, az intelligens gyártás fejlesztésével és elterjedésével egyre növekszik. Gyártási rendszer: a gyártási folyamatok fizikai megvalósításának területe és eszköze. Rendszer: Rendszer alatt valamely közös ismérv alapján összetartozó, egymással meghatározott kapcsolatban lévő elemek (objektumok) jól körülhatárolható csoportját értjük. A rendszer legkisebb része az elem. A rendszer több, de legalább kettő elemből épülhet fel. Ezek az elemek azonos vagy különböző feladatot láthatnak el, s ettől függően azonos vagy különböző funkciót töltenek be. Z egyes elemek valamilyen cél érdekében együttműködnek, egymással kapcsolatban vannak. Az elemek széma, funkciójuk és kapcsolatuk alkotja a rendszer struktúráját. A rendszer nemcsak egy adott környezetben létezik, hanem azzal kapcsolatba is kerül. Azt a helyet, amelyen a rendszert a külvilág közvetlen hatása éri a rendszer bemenetének nevezzük. Hasonlóképpen a kimenet a rendszernek az a helye, amelyen közvetlenül hat a külvilágra. A rendszer logikai modellje: A rendszer működési lényege az, hogy a rendszer bemenetén érkező hatásokat (anyag, energia, információ, stb.) a rendszer elemei átalakítják (konvertálják) más szóval: transzformálják, és a kimeneten az átalakított hatásokat (termék, információ, stb.) kibocsátják. Közben azonban az elemek is megváltoznak. A transzformáció az a rend (törvény, szabály), amely szerint a bemeneti értékek a rendszerben átalakulnak kimeneti értékké. A rendszer irányítása: A rendszerek funkciójuk szerint tipizálható elemekből állnak. Megkülönböztetünk: irányító elemeket, és végrehajtó elemeket. A végrehajtó elem (operátor) funkciója az, hogy a rendszerbe érkező bemeneti értéket alakítsa kimeneti értékké. A gazdasági rendszer (vállalat) szempontjából ilyen végrehajtó elemnek kell tekinteni mindazon egységeket, szerveket, amelyek az anyagokat, árukat, termékeket, munkatárgyakat mozgatják, alakítják, a munkafeltételekről gondoskodnak (anyag, munkaeszköz, munkaerő, stb.). A folyamat megvalósításához azonban szükség van olyan elemekre is, amely az átalakítás előírásait, szabályait, módozatait, minőségjellemzőit stb. meghatározza, előírja, előírt értéken tartja. Ezt a funkciót ellátó elemet irányító elemnek (regulátor) nevezzük. 63.
64 A szabályozási kör elvi vázlata Egy végrehajtó és egy irányító elem együtt szabályozási kört alkot. Egy-egy ilyen szabályozási kört a rendszer alrendszerének nevezzük. Egy-egy alrendszer természetesen nem csak kettő, hanem több elemből is összetevődhet. Lényeges kritériuma azonban, hogy saját belső irányító elemmel rendelkezzék. Vezérlés: A vezérlésnél az irányító személy (vagy önműködő berendezés) az irányított folyamatban ténylegesen lejátszódó változásokról nem rendelkezik folyamatos információval, így azokat figyelembe venni sem tudja. A beavatkozás eredménye tehát nem hat vissza a vezérlőberendezésre, a rendszerre ható zavaró hatásokat nem képes kiküszöbölni. A vezérlés hatáslánca nyitott. Szabályozás: Szabályozásnál a szabályozott jellemző értékét egy ellenőrző szerv (érzékelő) figyeli, és eltérés esetén (azaz abban az esetben, ha a folyamat lefolyása eltér az előírttól) megváltoztatja a rendelkező jelet, és mindaddig korrigál, amíg a folyamat ismét az előírás szerint zajlik. A szabályozás hatáslánca zárt. A szabályozási művelet a negatív visszacsatolás elve alapján valósul meg. 64.
65 A vállalat, mint mikro gazdasági rendszer: A vállalat rendeltetése általában áruk (használati értékek) termelése, célja nyereség-profit elérése az áruk realizálása által. A cél eléréséhez a rendszer erőforrásokat (anyag, energia, munkaerő, információ) vesz fel környezetéből, melyeket átalakítva új használati értéket ad át a környezetének, s egyben nyereséget is realizál. A gazdasági rendszerben végbemenő állapotváltozások sorozatát gazdasági folyamatoknak nevezzük. A gazdasági folyamatok három részre tagolódnak: munkafolyamatok Anyag- és energiaátalakítási folyamatok: a gazdasági rendszerben az anyag és energiaátalakítás különböző technikai eszközök és emberi munkaerő által megy végbe, meghatározott tevékenységek (műveletek) révén. értékképző folyamatok A gazdasági rendszerben végbemenő anyag- és energiaátalakítás (munkafolyamat) az árutermelés viszonyai között egyben értékképző folyamat is, amennyiben a kifejtett munka (élő- és holtmunka) a termékben értékké tárgyiasul. hírfolyamatok A munkafolyamathoz és értékképző (értékesülési) folyamathoz kapcsolódó hírfolyamat lényegében nem más, mint ezen folyamatokra vonatkozó ismeretek összessége és dokumentálása. A hírfolyamat leglényegesebb eleme az információ. 65.
66 2. Mutassa be a termelési folyamat elemeit, a termelési folyamat tagozódását, definiálja a gyártási folyamatokat. Értelmezze a technológiai folyamatok és a technológiai lánc fogalmakat. Definiálja a gyártás tömegszerűségét, milyen gyártás típusokat ismer? Értelmezze a gyártás tömegszerűségét és mutatóit, minősítse a gyártás tömegszerűségét, ismertesse és jellemezze a gyártás szervezési típusait. A termelési folyamat elemei: A gyártást végrehajtó rendszerben a termelés időben zajlik le és ciklikusan megismétlődik. Egyegy termelési ciklus időintervallumát átfutási időnek nevezzük. Pontosabban, az átfutási idő azzal veszi kezdetét, hogy az előgyártmányt az anyagraktárakban előkészítik, onnan a gyártóhelyre szállítják, majd a szükséges műveletek sorozatán az egyes munkahelyeken végigviszik a gyártmány elkészültéig, s a kész áru raktározásának idejével fejeződik be. A termelési ciklus a termelési folyamat ciklusából és a termelési folyamat megszakításainak időtartamából tevődik össze. Termelési ciklus átfutási ideje a következő folyamatokból áll: munkaműveletek (munkaműveletek) munkarendi belső vagy külső megszakítások ellenőrzési folyamatok tárolási és raktározási folyamatok anyagmozgatási feladatok Termelési folyamat tagozódása: A telepített termelési folyamatoknak két tiszta alaptípusa létezik: a folyamatrendszer (flow shop) és a műhelyrendszer (job shop). Folyamatrendszer: A folyamatrendszerben a termék előállítása során egy összefüggő láncon, sokszor futószalagon halad végig, azaz a termelési folyamat egyes lépései aszerint követik egymást a térben, ahogyan azt a termék gyártási vagy összeszerelési lépései megkívánják. Műhelyrendszer: Azonos műveleteket végző gépek, vagy emberek vannak egy-egy műhelyben elhelyezve. Azaz az egyes műhelyek között, gyakorlatilag össze-vissza áramlik a termék, ahogyan a gyártás, a szerelés vagy a szolgáltatás menete azt megkívánja. Technológiai folyamatok szintjei: Munkamenet: valamely technológiai folyamat meghatározott módon rendezett műveleteinek összessége. Művelet: a technológiai folyamatnak olyan önmagában befejezettnek tekintethető része, amelyet egy munkás (munkáscsoport) egy munkagéppel (munkaeszközzel) egy munkahelyen, egy munkadarabon (szerelési részegységen), egy befogással (egy beállításban) megszakítás nélkül végez el addig, amíg a sorozat következő darabjának vagy más munkadarab megmunkálására (szerelésére) át nem tér. Műveletelem: a műveletnek még önállóan elemzett részét műveletelemnek nevezzük. Általános értelemben a műveletelem a műveletnek az a része, amelyet a gyártóeszköz a befogás, az alakítás helye, és a szerszám és technológiai adatok változtatása nélkül végez el. 66.

67 Fogás: a műveletelem végrehajtásának egy-egy lépését jelenti. Rendszerint a tárgy megfogását célzó nyúlással kezdődik, majd annak ellenőrzött mozgatását követő elengedésével fejeződik be, tehát legalább két helyzetváltoztatást tartalmaz. Fogáselem: a legkisebb még értelmezhető munkatevékenység, illetve e tevékenységen belüli megszakítás nélküli mozdulatok összessége. Pl. munkadarab megfogása, felemelése, fordítása stb. Mozzanat/mozdulat: a munkafolyamat legkisebb, elkülönítve megfigyelhető része, amely egy-egy helyzetváltozást és azzal kapcsolatos munkafeladat végrehajtását jellemzi Gyártási folyamatok: Főfolyamat: Azokat a folyamatokat, amelyek a gyár, az üzem termelési profiljának gyártására irányulnak, gyártási főfolyamatnak nevezzük. Azok a folyamatok tartoznak ide, amelyek a munkatárgyak munkába adásával kezdődnek és a késztermék elkészüléséig tartanak. A gyártási főfolyamatok nem önfenntartóak. Különböző kisegítő- és kiszolgáló folyamatok szükségesek ahhoz, hogy a folyamatos működés feltételei biztosítva legyenek. Segédfolyamat: A gyártási segédfolyamatok a főfolyamatok és a mellékfolyamatok működési feltételeinek megteremtését szolgálják. Segédfolyamatnak két része van: Kisegítő folyamatok Ide soroljuk az energia termelését, elosztását, a szerszámok és készülékek gyártását, mérő és ellenőrző eszközök gyártását, anyagmozgató, emelő-, szállító-, tárolóeszközök és berendezések gyártását megvalósító folyamatokat. Szolgáltató folyamatok Anyagmozgatási és raktározási folyamatok, mérési-, ellenőrzési-, vizsgáló folyamatok, üzemfenntartási-, karbantartási folyamatok, kísérleti-, gyártási és szerviz szolgáltatási folyamatok, egyéb kiszolgáló folyamatok (víz, gáz, telefon szolgáltatás) Mellékfolyamatok A gyártás során a főfolyamat által keletkező hulladékok hasznosításra és feldolgozásra szolgálnak. A mellékfolyamatok eredményeként létrejött termékek nem felelnek meg az üzem termelési profiljának, de mint melléktermék fogyasztásra vagy felhasználásra alkalmas áruként hagyja el az üzemet. NYAR: nyersanyag raktár, EGY: előgyártás, FÁR: félkész áru raktár, AGY: alkatrészgyártás, AR: alkatrészraktár, SZER: szerelés, VE: végellenőrzés, KÁR: készáru raktár 67.
68 Technológiai folyamatok, technológiai lánc: Technológiai folyamaton az anyag alakításával, tulajdonságainak megváltoztatásával, alkatrészek, részegységek stb. szerelésével közvetlenül kapcsolatos munkafolyamatok összességét értjük. A gyártási folyamat alapja a technológiai folyamat. A technológiai folyamat a munka végrehajtása céljából tovább tagozódik a munkameneteknek megfelelően műveletekre, műveleti elemekre, fogásokra, fogáselemekre, mozzanatokra. Különösen sorozat és tömeggyártás esetén indokolt és szükséges a technológiai folyamat teljes részletességű elemzése, kidolgozása. Technológiai lánc alatt legalább két vagy több külön álló technológiai folyamatnak a kapcsolódási fokozatok szerinti sorát értjük. Tömegszerűség: A gyártás tömegszerűségét a gyártási típussal minősíthetjük. Attól függően, hogy milyen mértékben szakadatlan a termék gyártása és milyen mértékű a gyártásban résztvevő helyek terhelése, háromféle gyártási alaptípust különböztetünk meg: Egyedi gyártás Lehet egyszeri egyedi- és ismétlődő gyártás attól függően, hogy az adott gyártóhelyen hányszor merül fel az adott termék gyártására vonatkozó igény. Sorozatgyártás Felbontható kissorozat- középsorozat- és nagysorozatgyártásra. Tömeggyártás Felbontható egyszerű tömeggyártás és folyamatos tömeggyártás. Egyedi gyártás: A gyártás típusa akkor tekinthető egyedi jellegűnek, ha széles skálájú profil mellett az egyes gyártmányfajtákat egyedileg vagy egészen kis (néhány darabos) mennyiségben állítják elő, és még az egyforma gyártmányok ismétlődése is rendszertelen. Ennek megfelelően az egyforma gyártmányokat is egymástól függetlenül gyártják, sem műszaki és ügyviteli előkészítésüket, sem gyártásukat nem koncentrálják meghatározott időpontra és ugyanazokra a munkahelyekre. Ilyen jellegű gyártásban készülnek a hidak, hajók, célgépek gyártóeszközök közül a speciális úgynevezett rajzszámos készülékek szerszámok, sablonok, idomszerek. Az egyedi gyártást a következők jellemzik: egyszeri, vagy a gyártás ismétlődésének időköze több mint kétszerese egy termék legyártásához szükséges idővel. a gyártmányok különbözősége univerzális gyártóeszközöket igényel (szerszámgép, készülék, szerszám, mérőeszköz stb.), az azonos technológiát kivitelező munkahelyeken végzett műveletek időtartama gyártmányonként különböző, ez megnehezíti a berendezések, gépek egyenletes kihasználását, az egy gyártmányra jutó műszaki előkészítési munka terjedelme nagy, minden egyes gyártmányt külön kell megkonstruálni, gyártását megtervezni és megszervezni, a gyártás átfutási ideje hosszú, jelentős várakozási idők a gyártási műveletek között, a gyártás csak viszonylag magas szakképzettségű dolgozókkal bonyolítható le, az állandóan változó feladatok miatt 68.
69 a gyártmányok folytonos változása jelentős anyagkészletek tárolását követeli meg Az egyedi gyártásnak jelentős hátrányai vannak a nagyobb tömegszerűséggel szemben, de ez a gyártási típus teljesen sohasem szüntethető meg Általában törekedni kell a nagyobb tömegszerűségre, pl. tipizálás, gyártás-szakosítás stb. növelésével. Sorozatgyártás: A gyártásnak az a típusa, amelyben meghatározott mennyiségű egyforma gyártmányt egyszerre adnak gyártásba. A gépipari - és különösen a járműipar - gyártmányainak jelentős része sorozatgyártással készül. A sorozatgyártás jellemzői: a műszaki és ügyviteli előkészítés az egész sorozatra egyszerre történik a gyártásba bevont munkahelyek csak a teljes sorozat legyártása után térnek át más termékek gyártására, műszaki ellenőr (MEO) csak a teljes sorozat legyártása után (műveletenként) minősíti a munkadarabokat (alkatrészek, szerelési részegységek), további megmunkálásra, szerelésre csak ezután kerülhetnek. Minél nagyobb a sorozat, a termék annál gazdaságosabban gyártható; a konstrukciós, gépesítési és felszerszámozási költségek egy darabra számítva folyamatosan csökkennek. A sorozatgyártás előnyei az egyedi gyártáshoz képest: a gyártás nagyobb tömegszerűsége következtében fokozottan alkalmazhatók célgépek, a készülékezés mértéke nagyobb, speciális szerszámok, speciális mérő- és ellenőrzőeszközök korszerűbb és termelékenyebb technológiai eljárások bevezetésére adnak lehetőséget, az átállások csökkentésével a berendezések, eszközök jobban, hatékonyabban kihasználhatóak; más termék gyártásának átállítására csak a sorozat legyártása után van szükség, gazdaságos a részletes műszaki-technológiai előkészítés, mely egyben szervezettebb munkát tesz lehetővé; műszaki normák (anyagnormák, időnormák, bérnormák, költségnormák stb.) előnyösen alkalmazhatóak, az átfutási idő jelentősen csökkenthető, a részletes műszaki előkészítés következtében a gyártás viszonylag alacsonyabb szakképzettségű dolgozókkal is megoldható, vagyis növelhető a betanított munkások részaránya, hatékony ellenőrzés mellett jelentősen csökkenthető a selejtveszély. Tömeggyártás: A tömeggyártás kevés fajtájú gyártmány állandó, megszakítás nélküli gyártását jelenti. A folyamat akkor minősíthető tömeggyártásnak, ha benne szerkezetileg azonosnak tekinthető termékek előállítása hosszú időn át, állandóan folyik, és ezek gyártásába más gyártmányok előállítása nem ékelődik. Az egyes berendezéseken, gépeken ugyanannak a termékfajtának ugyanazt a műveletét végzik. Ez jó lehetőséget nyújt a folyamrendszerű gyártás alkalmazására és 69.



![illető termék legyártásával való leterhelésének mértéke Gyártási feladat munkaigénye: T munkaigény [óra/év] Q- gyártási volumen [db/év] Σt](/docs-images/91/105483970/images/70-3.jpg "gyártásmennyiség előállításának időszükséglete [óra/db] Munkahely tömegszerűségi foka: T m adott munkahely tömegszerűségi foka t j a munkahelyen")
70 automatizálására. Főbb alkalmazási területe a szabványos gépelemek gyártása, pl. gördülőcsapágyak, szegecsek, csavarok stb. A tömeggyártásnak két változatát különböztetünk meg: Egyszerű tömeggyártás feltétele, hogy a műveletidők fele, vagy többsége azonos vagy nagyobb legyen, mint a gyártási ritmus, de a műveletidők nem közös többszörösei a gyártási ritmusnak. A műveletek többsége megszakítás nélküli. Folyamatos tömeggyártás, ha minden munkahely esetében elérjük a tömegszerűség maximumát. A gyártás tömegszerűségét a gyártási típussal minősíthetjük, amely a gyártás mennyiségi adataiból vezethető le, három mutatóval: gyártási volumen: munkaigény egyedi jellegű gyártás ismétlődő jellegű gyártás tömegszerűségi fok: adott termék legyártásához szükséges munkahelyek az illető termék legyártásával való leterhelésének mértéke Gyártási feladat munkaigénye: T munkaigény [óra/év] Q- gyártási volumen [db/év] Σt gyártásmennyiség előállításának időszükséglete [óra/db] Munkahely tömegszerűségi foka: T m adott munkahely tömegszerűségi foka t j a munkahelyen az adott terméken elvégzett j -edik művelet ideje R gyártási ritmus (a gyártási feladat ismétlődése) 70.
71 Gyártás tömegszerűségi foka: T f = Q m i j=1 t j m j=1 g j I j T f : Gyártás tömegszerűségi foka Q i : gyártási feladat volumene t j : adott gyártmány előállításához szükséges j-edik művelet ideje g j : átlagos gépállomány m: technológiai műveletek száma I j : a munkarendi időalapból levonandó kieső idők (pl. karbantartás) az j- edik munkahelyen Átlagos tömegszerűségi fok: 0 T 1 f 71.
72 3. Ismertesse a gyártás térbeli lefolyását és a tárgyalt gyártási rendszereket. Részletesen jellemezze a gyártási struktúrákat, a műhelyszerű gyártási rendszereket, valamint a tárgyielv alapján csoportosított gyártási rendszereket! Gyártás struktúrája A gyártási rendszerek meghatározó elemei a gyártóberendezések. Ezek elrendezésétől függ az adott alkatrész útja a gyártás során, ami jelentős hatással van a gyártásközi anyagmozgatás és raktározás, kapacitás-, idő- és költségigényére, az alkatrészgyártás átfutási idejére, a gyártási rendszer rugalmasságára. A gyártási rendszerek három fajtáját különböztetjük meg. Egy-egy vállalatnál általában ezek vegyesen fordulnak elő: folyamatrendszerű műhelyrendszerű csoportrendszerű A térbeli szervezés formáit a gyártási területen belül a munkahelyek térbeli elrendezése és a munkahelyeknek az anyagáramláshoz való hozzárendelése jellemzi. Műhelyrendszerű gyártás (funkcionális) A műhelyrendszerű gyártás lényege, hogy a gyártóberendezések fajtájaként vannak csoportosítva egy-egy helyen, amit általában műhelynek nevezzük. Ilyenkor alakul ki: esztergaműhely, maróműhely, köszörülőműhely, fogazóműhely, stb. A műhelyrendszerű gyártás esetében, ha az alkatrész megmunkálása több különböző típusú műveletből áll, akkor a munkadarab vándorol egyik műhelyből a másikba. Ez a hátránya ennek a gyártási formának, hiszen megnövekednek az anyagutak és hosszabb lesz a gyártás átfutási ideje. Ugyanakkor a rendszer technológiai szempontból rugalmas, a műhelyek gyártóberendezései által biztosított lehetőségeken belül bármilyen alkatrész megmunkálása elvégezhető. Rugalmas olyan szempontból is, hogy ha egy gyártóberendezés kiesik a termelésből, az adott műhelyen belül könnyen áttehető a gyártás másik gépre. Mivel egy-egy műhely azonos típusú gyártóberendezésekből áll, így egyszerűbb a műhelyirányítás is. A műhelyrendszerű gyártás tipikus alkalmazási területe az egyedi és kissorozat-gyártás. Összefoglalva: Homogén gépcsoport Az anyagáramlás pályái keresztezik egymást, a termék nehezen követhető Műveleti idők eltérőek. Nagy a műveletközi tárolás igénye. Ütemesség nem biztosítható. Hosszú az átfutási idő Anyagáramlás eszközei rosszul kihasználtak. Kis sorozat, egyedi gyártás, elavult gyártási struktúra. 72.


73 Tárgyi-elv alapján csoportosított gyártási rendszer Példa tárgyi elv alapján csoportosított munkahelyelrendezésre: Csoportszerű gyártás: A gyártóberendezések az azonos technológiai sor szerint megmunkálható gyártmányok, alkatrészek anyagáramlása szerint vannak sorban elrendezve. Kis-közép-nagysorozatgyártás. Folyamatszerű gyártás: A folyamatrendszerben a termék előállítása során egy összefüggő láncon, sokszor futószalagon halad végig, azaz a termelési folyamat egyes lépései aszerint követik egymást a térben, ahogyan azt a termék gyártási vagy összeszerelési lépései megkívánják. Lehet mereven láncolt ütemezett anyagáramlás vagy lazán láncolt, pufferolt anyagáramlás a munkaállomások között. Egyszerű termelésirányítás, magas termelékenység. Érzékeny a 73.


74 termékváltoztatásra. A magas tömegszerűségi mutató megengedi, hogy az adott alkatrész legyártásához célgépek, speciális szerszámok, készülékek alkalmazását. 4. Definiálja a gyártás időbeni átfutását és a technológiai idő meghatározását! Részletesen mutassa be a soros műveletkapcsolást (soros átfutás), a kombinált (vegyes) műveletkapcsolást, a párhuzamos műveletkapcsolást (párhuzamos kapcsolás). Mutassa be a tanult gép és gyártóberendezés elrendezési formákat, ismertesse a munkahelyek elrendezésének kialakítását, a munkahelytervezés módszereit, a területszükséglet elemeit, a gépek egymásközti távolságának szabályait, a közlekedési utak elhelyezésének szempontjait. A gyártmányok előállítása szempontjából a technológiai műveletek igénylik a legtöbb időt. Az átfutási idő vizsgálatát a technológiai műveletek vizsgálatával célszerű kezdeni: munkaműveletek ellenőrzési folyamatok ideje tárolás és raktározási folyamatok ideje anyagmozgatási folyamatok ideje munkarenden belüli és kívüli megszakítások ideje Egyetlen gyártmány technológiai átfutási idejét a szükséges technológiai műveletek ideje határozza meg. Ha ugyanolyan gyártmányból egyszerre többet adnak gyártásba, akkor a technológiai átfutási időt a következő tényezők befolyásolják: az egyszerre gyártásba adott mennyiség gyártmányok fajlagos műveleti időigénye műveletek időrendi kivitelezésének szervezési módja Soros műveletkapcsolás: Újabb művelet csak akkor kezdődik, ha már az előző művelet teljes sorozata befejeződött. Itt van a leghosszabb várakozási idő. Egyedi és kis sorozatgyártásnál alkalmazzák. A technológiai átfutási idő: n Z t = s t i i=1 74.


75 s: darabszám, t i az i-edik művelet ideje, n a műveletek száma Párhuzamos műveletkapcsolás: A gyártásba adott mennyiséget darabonként továbbítjuk műveletről műveletre. Tehát a munkadarabokon párhuzamosan végzik a különböző műveleteket. Emiatt az egyes munkahelyek terhelése az elvégzendő műveleti időtől függően különböző, ezért várakozási idők léphetnek fel. Ezt több gép beállításával orvosolhatjuk. A javulás feltétele, hogy a műveleti idők egymásnak egész számú többszörösei legyenek. (előnyei a tömeggyártásban). Legrövidebb termelési ciklus z tp : Párhuzamos műveletkapcsolás átfutási ideje Kombinált műveletkapcsolás: Nem várunk egy-egy munkahely csoportnál a sorozat teljes legyártására, hanem már közben elkezdjük a következő műveletet, a műveleti idő nagyságától függő gyártásindítás mellett. Kombinált átfutásnál a műveletkapcsolás attól függ, hogy a műveleti sorrendben egymást követő műveletek időigénye hosszabb vagy rövidebb. A : Előző művelet időtartama kisebb, mint az azt követő műveleté: Ilyenkor a soron következő művelet azonnal elkezdődik. B : Előző művelet idő tartama nagyobb, mint a következőé: A teljes sorozat végigmegy a műveleten és ennek befejezési pillanata határozza meg a következő kezdési időpontját. z tk : A kombinált műveletkapcsolás átfutási ideje 75.

76 Munkahelyek elrendezése, munkahelytervezés módszerei: Műhelyrendszerű elrendezés: A műhelyrendszerű gyártás lényege, hogy a gyártóberendezések fajtájaként vannak csoportosítva egy-egy helyen, amit általában műhelynek nevezünk. A műhelyrendszerű gyártás esetében, ha az alkatrész megmunkálása több különböző típusú műveletből áll, akkor a munkadarab vándorol egyik műhelyből a másikba. Ez a hátránya ennek a gyártási formának, hiszen megnövekednek az anyagutak és hosszabb lesz a gyártás átfutási ideje. Ugyanakkor a rendszer technológiai szempontból rugalmas, a műhelyek gyártóberendezései által biztosított lehetőségeken belül bármilyen alkatrész megmunkálása elvégezhető. Rugalmas olyan szempontból is, hogy ha egy gyártóberendezés kiesik a termelésből, az adott műhelyen belül könnyen áttehető a gyártás másik gépre. Mivel egy-egy műhely azonos típusú gyártóberendezésekből áll, így egyszerűbb a műhelyirányítás is. A műhelyrendszerű gyártás tipikus alkalmazási területe az egyedi és kissorozat-gyártás. Csoportrendszerű elrendezés: A gyártóberendezések az azonos technológiai sor szerint megmunkálható gyártmányok, alkatrészek anyagáramlása szerint vannak sorban elrendezve. Kis-közép-nagysorozatgyártás. Folyamatrendszerű elrendezés: A folyamatrendszerben a termék előállítása során egy összefüggő láncon, sokszor futószalagon halad végig, azaz a termelési folyamat egyes lépései aszerint követik egymást a térben, ahogyan azt a termék gyártási vagy összeszerelési lépései megkívánják. Lehet mereven láncolt ütemezett anyagáramlás vagy lazán láncolt, pufferolt anyagáramlás a munkaállomások között. Egyszerű termelésirányítás, magas termelékenység. Érzékeny a termékváltoztatásra. A magas tömegszerűségi mutató megengedi, hogy az adott alkatrész legyártásához célgépek, speciális szerszámok, készülékek alkalmazását. A gyártástervezés egyik fontos feladata, hogy megteremtse a gép- munkadarab-készülékszerszám-ember rendszer optimális működési feltételeit és hatékonyan fenntartsa azt. Munkahelyek elrendezése: A munkahely üzemen belüli általános elhelyezésének kritériumai: zavartalan anyagáramlás áttekinthető folyamatok jól megközelíthető szabad tér a rendszeres karbantartás számára A munkahely belső elrendezésének kritériumai: könnyen áttekinthető legyen minden eszköznek állandó helye legyen (5S módszer LEAN tétel) értékes, kényes eszközök védett helyen legyenek 76.
77 Munkahelytervezés módszerei: térbeli elrendezés alaptípusának meghatározása elrendezési struktúra kialakítása elrendezési terv készítése Területszükséglet elemei, gépek távolsága: Az ipari létesítmények belső területét a következő részekre osztjuk: közvetlen termelő terület: tényleges termelés folyik közvetve termelő terület: segédüzemek, szolgáltató üzemek helyezkednek el nem termelő terület: irodák,stb. Műhelyek belső területszükségletének tagozódása: gépek, berendezések összes területszükséglete műveleti tárolás összes területszükséglete közlekedési utak, szállítási utak összes területszükséglete minőség-ellenőrzés összes területszükséglete szabad területek egyéb Gép, berendezés területszükséglete: gép alapterülete kiszolgálási terület munkadarabok tárolási területe géptartozékok tárolási területe gépápolási terület forgácstárolási terület járulékos terület 77.

78 Gépek egymásközti távolsága a gépkezelés módjától függően 5. Ismertesse a gazdasági rendszer erőforrásait, térjen ki az erőforrások fő típusaira, teljesítőképesség fokozataira és tartalékaira. Határozza meg a gyártás gazdaságosságát, a közvetlen és közvetett költségeket, mutassa be a gazdaságos szérianagyság meghatározását, a technológiai szintváltás jelentőségét. Erőforrások típusai, teljesítőképesség fokozatai és tartalékai: A gazdasági rendszernek céljai eléréséhez erőforrásokra van szüksége, melyeket működése során hosszabb-rövidebb idő alatt elhasznál, s melyeket ezért időről-időre pótolnia kell. Erőforrások jellegük szerint: emberi technológia (gépi erőforrások) pénzügyi (állóeszközök, forgóeszközök) kereskedelmi (beszerzési erőforrások, értékesítési erőforrások) katalitikus erőforrások (elősegítik a vállalat működésének eredményességét) Teljesítőképesség: A termelőeszközöknek azt a tulajdonságát, hogy adott termékből, bizonyos idő alatt, meghatározott mennyiség legyártására alkalmasak, gyártási kapacitásnak nevezzük. A potenciális teljesítőképesség abszolút felső határa ismeretlen. A maximális teljesítőképesség (kapacitás) jellemzője, hogy tervezésekor számításokkal és tapasztalatokkal alátámasztott és elvileg megvalósítható legkedvezőbb tervezési körülményeket feltételezzük (pl. folyamatos üzemeltetés, veszteségidő-mentes termelés). A tervezhető teljesítőképesség, mely a tervbe vett műszaki-szervezési intézkedések végrehajtása esetén az adott berendezésen, gépen elérhető. A tényleges teljesítőképesség a teljesítőképességnek azon értéke, mely az adott berendezésen, gépen átlagos termelési körülmények és adott munkarend mellett elérhető. A már hasznosított termelési lehetőség. Gyártás gazdaságossága: A gazdaságos gondolkodás költségekben való gondolkodást jelent. A költségszámítás gazdasági mérlegelés, valamely beszerzési, gyártási vagy értékesítési tevékenységek azon változatának 78.
79 megállapítására, amely mellett a pénzben kifejezett élő és holtmunka ráfordítások összege a legkisebb. Ahhoz, hogy a gazdaságosság fokát megállapíthassuk legalább két változat ismerete szükséges. A termelés költségeit az előállított gyártmányokra kell számolni. A költségeket két nagy csoportba lehet osztani: közvetlenül gyártmányra számolható költség gyártmányra csak közvetetten számolható költség Közvetlen költségek: A termékekre, szolgáltatásokra közvetlenül számolható költségek, amelyekről egyértelműen megállapítható hogy mely terméknél, mely szolgáltatásnál merült fel. Ezek a következők: közvetlen anyagköltségek közvetlen bérköltségek és közterhei gyártási különköltségek értékesítési különköltségek Közvetett költségek: Azok, amelyekről pontosan nem állapítható meg, hogy mely terméket milyen arányban terhelnek. Lehetnek: üzemi általános költségek gyáregységi általános költségek vállalati általános költségek Gazdaságos szérianagyság, technológiai szintváltás Gazdaságos szérianagyság fedezeti pontja: A gyakorlati számításoknál abból indulunk ki, hogy egy bizonyos darabszám szükséges, ahhoz, hogy egy bizonyos nyereséget elérhessünk. Ez a kritikus darabszám. A kritikus darabszám a költségfüggvény és az árbevételi függvény metszéspontjában van. Ebben a pontban az árbevétel elegendő fedezetet nyújt a termelési költségekre, ebben az esetben a vállalatnak sem nyereség sem kára nincs. Gazdaságos szérianagyság fedezeti pontja 79.
80 Gazdaságos szérianagyság függvényében az állandó költségek ugrásszerűen változnak: A gazdaságos szérianagyság meghatározásának kiindulási feltételeit az árbevétel és a költségek viszonyából rendre kiszámítjuk, így úgynevezett haszonküszöb-lépcsőzet szerint megállapíthatjuk az összetartozó kritikus szérianagyság minimum értékeit. Fajlagos állandó költségek változása változatlan technológiai színvonal esetén a gyártási darabszám függvényében: Az állandó költségek nulla darabszámnál is jelentkeznek, a darabszám változására bizonyos határok között érzéketlenek. Lépcsőzetes ugrásszerű növekedést például plusz műszak bevezetése váltja ki. Fajlagos költségek változása változó technológiai színvonal esetén a gyártási darabszám függvényében: Ha a technológiai színvonal folyamatosan növekszik és a darabszám a legnagyobb műszaki színvonalon gyártható, akkor a fajlagos költségek a lehetséges minimumot érik el. 6. Definiálja a számítógéppel támogatott gyártástervezés fogalmát, térjen ki a digitális gyár fogalmára, indokoltságára. Mutassa be a szoftvereszközöket és alkalmazási területeiket a digitális gyár témakörében, vezesse le és jellemezze a szimulációs elemzés folyamatlépéseit. 80.
81 A számítógéppel támogatott gyártás: A digitális gyártás olyan nyílt megoldások és gyártási módszertanok együttese, amely előre mozdítja a gyártási folyamatokat és az üzleti kezdeményezéseket. Olyan megoldást nyújt, amely összekapcsolja az összes gyártási feladatot, beleértve a gyártási folyamattervezést, a folyamatok szimulációját/tervezését és a gyártásirányítását. Indokoltsága: Egy cég legnagyobb költségekkel dolgozó területe a gyártás. A termékekből származó versenyelőnyök semmivé foszlanak, ha a gyártási folyamatokban a várakozási idők, és költségeik megnőnek, tervezhetetlenné válnak. Az innovatív termékek gazdasági sikerének sarokpontja a gyártási folyamatok hatékonysága. A digitális gyártás révén a cégek nemcsak a gyártási folyamataik hatékonyságát tudják megnövelni, hanem a termékfejlesztés megtérülését és a beszállítói kapcsolatot is eredményesebbé tudják tenni. A digitális gyártás egyik legfontosabb célja az eddigi termék, folyamat, erőforrás és gyártási információk egyesítése. Minden gyártócég számára fontos, amely növelni kívánja a versenyképességét és profitabilitását. Szoftvereszközök és alkalmazási területeik Tecnomatix, FactoryCAD: Gyárelrendezés tervezés (intelligens gyármodellek) gyorsan és egyszerűen készíthetők intelligens gyármodellek 3D gyors objektumok alkalmazása a gyár összes erőforrását tartalmazhatják 2D-s rajzoknál gyorsabban elkészíthetők, áttekinthetőbbek, több információt tartalmaznak Tecnomatix, Plantsimulation: Gyártási folyamatok tervezése anyagáram szimuláció modellezése szűkkeresztmetmetszet, blokkolási helyzetek, fennakadások megjelenítése gyártási kapacitás vizsgálata, felmerülő problémák kiküszöbölése meglévő vagy tervezett gyártási folyamatok esetében is Tecnomatix, RobCAD: Robotszimuláció és programozás robotizált gyártósorok és cellák esetében átállási idők és költségek csökkentése a robotok számítógépen való off-line prgramozásával valós kinematikai mozgások tesztelési lehetősége ütközésvizsgálat Tecnomatix, Jack: Ergonómiai vizsgálatok ergonómiai szimuláció biomechanikai szempontból pontos embermodellel viselkedése elemezhető Szimulációs elemzés folyamatlépései Witness folyamatszimulációs csomag: Witness: - vállalati folyamat-szimulációs alapszoftver - valóságot alkotó eseménysorozatok modellezése, animálása - az elképzelt, vagy valóságos folyamatot annál finomabb megközelítése, minél részletesebb kezdőinformációk állnak rendelkezésre WITNESS Optimizer: - a folyamat azon beállításainak megkeresése, amelyek esetében a WITNESS modell a legjobb eredményeket hozza WITNESS Documentor: - az elkészült WITNESS modellekről nyomtatott dokumentációt készítése WITNESS VR (Virtual Reality): - 3D-s megjelenítő modul, amellyel a folyamatról fotorealisztikus képeket és valósághű animációkat készíthetünk a folyamat működése közben WITNESS Miner: 81.
82 - a kiterjedt vállalati adatbázisokban rejtett kapcsolatok feltárása (amellyekből ok-okozati összefüggések állíthatók fel, amelyeket a gyakorlati megfigyelésekkel lehetetlen volna megtalálni) Forgácsnélküli alakítás (4 kp) 7. Ismertesse a képlékeny alakváltozás megindulásának feltételét, a képlékeny alakváltozás csúszási mechanizmusát, az alakítási keményedés okát, hatásait, az alakítási texturát és az anizotrópiát. Ismertesse a képlékenységet befolyásoló külső és belső tényezőket (hőmérséklet, alakváltozási sebesség, feszültségi állapot). Alakváltozás megindulásának feltétele Ha két különböző feszültségi állapot összehasonlító feszültsége megegyező, akkor a két feszültségi állapot egyenértékű. Az alakváltozás megindulásának, illetve további fennmaradásának (folyásának) feltétele tehát, hogy σö feszültség érje el, az anyag kf alakítási szilárdságát: σö= kf Az alakváltozás mechanizmusa A fémek képlékenysége azon alapul, hogy a fém szövetszerkezetét felépítő egyes kristályokon belül egy határigénybevétel átlépésekor az atomsorok egymáson úgy csúsznak el, hogy közben a köztük lévő összetartás nem szűnik meg. A csúszás síkja és iránya a legtöbb esetben a fémnél a kristálytani sík, illetve irány, melyben az atomok a rácsszerkezetben a legsűrűbben fordulnak elő (legsűrűbb pakolású sík). A transzláció megindulásának feltétele, hogy a csúszási síkban a csúszás irányában a fémre jellemző nagyságú, kritikus csúsztató feszültség hasson. A fémek kristályos szerkezetéből és az atomok szabályos elrendeződéséből elméletileg számítható az atomkapcsolat megbontásához szükséges feszültség. A számított érték megközelíthetőleg 1000x-ese a valódi feszültségnek. A valós és a számított rugalmassági határok közötti eltérés magyarázata, hogy a fémek kristályszerkezete NEM TÖKÉLETES, bennük rácshibák vannak: pontszerű vonalszerű (diszlokáció) térbeli A képlékeny alakváltozás nem egyszerre megy végbe az egész csúszó-síkon, hanem a diszlokációk közvetlen környezete az a terület, ami az alakváltozásban részt vesz, és ezek a diszlokációk mozgásuk révén hozzák létre a képlékeny alakváltozást. Legjobb alakíthatók a FKK rendszerű fémek/ötvözeteik. Legkevésbé alakíthatók a hexagonális rendszerbeli fémek. Alakítási keményedés és következményei: A képlékeny alakváltozás tovább folytatása csak folyamatosan növekvő feszültséggel lehetséges. Ezt a jelenséget hidegen alakított fémek esetén alakítási keményedésnek nevezzük. Az alakítási keményedés kedvezőtlen következménye, hogy az alakított anyag alakváltozó képessége bizonyos mértékű alakítás után kimerül. Ugyancsak az alakítási keményedés kedvezőtlen következménye, hogy a növekvő alakváltozás egyre növekvő feszültséggel valósítható meg, azaz az alakítás egyre nagyobb erő- és energia befektetéssel jár. 82.
83 Anizotrópia: anyagok irányfüggősége. A kialakult egyirányú rendezettség az alakítási textúra miatt az alakítás irányában a polikrisztallin test sajátosságai mások, mint arra merőlegesen. Alakítási textúra: Az alakítatlan fém szövetszerkezetét szabálytalan szemcsék alkotják. Ezek hidegalakítás során megnyúlnak a legnagyobb alakváltozás irányába. A szemcséken belül a képlékeny alakváltozásban fontos szerepet játszó atomsíkok is rendeződnek közel azonos szöget bezárva a főalakváltozás irányával. Az így kialakult szövetszerkezet anizotróp. A képlékenységet befolyásoló tényezők: A képlékenység (alakíthatóság) nem abszolút tulajdonsága az anyagnak, hanem az állapottényezőknek is függvénye. Állapottényezők: Feszültségi állapot - A többtengelyű nyomófeszültségi állapot a képlékenységet javítja, a többtengelyű húzófeszültségi állapot rontja. Tehát a feszültségi állapot minél inkább a nyomótartományban van, annál jobb az alakíthatóság. (pl ezért lehet kisajtolással nagyobb alakváltozást elérni, mint húzással). A feszültségi állapot lehet egytengelyű (húzó, nyomó), síkbeli vagy kéttengelyű (tiszta húzó, tiszta nyomó, vegyes), térbeli (tiszta húzó, tiszta nyomó, 2 húzó-1nyomó, 2nyomó-1 húzó). Hőmérséklet Magasabb hőmérsékleten az alakíthatóság javul. Alakváltozási sebesség A sebesség növekedésével eleinte romlik, majd javul az alakíthatóság. Az alakítási szilárdság értékét befolyásoló tényezők Az alakítási hőmérséklet emelkedésével, csökken az alakítási szilárdság, ezzel együtt értelemszerűen csökken az alakításhoz szükséges erő. Növekszik a hibamentesen elérhető alakítás mértéke, ezzel emeli egyszeri alakváltoztatás mérétékét. Az alakváltozási sebesség az alakítási szilárdság kf-ra és az alakváltozás mértékére az alábbi hatással van: - csökkenti az alakváltozási tartományt max - meleg alakításnál, amikor az átalakulási sebesség nagyobb, mint az újrakristályosodási sebesség: az átalakulási seesség növekedése az alakítási sebesség növekedéséhez vezet. 83.
.")

84 - hideg alakításnál: az alakítási sebesség csekély befolyással bír A fémes anyagok folyásgörbéje az alakítási szilárdság változását mutatja meg az alakítás függvényében. 8. Ismertesse az alakítási szilárdság fogalmát, a fémes anyagok folyásgörbéjét (fogalmak, általános alak, egyszerűsítő feltételek, Nádai-féle matematikai alak). Folyásgörbék felvételének módjai (egytengelyű húzó, nyomó). Alakítási szilárdság: def1: Adott mértékű alakváltozás létrehozásához, illetve fenntartásához szükséges feszültséget alakítási szilárdságnak nevezünk. Jele: K f def2: A fémek képlékeny hidegalakítása során, egytengelyű feszültségállapotban, az alakváltozás hatására növekvő folyáshatárt (megkülönböztetésül az anyagvizsgálatban a folyás megindulásához tartozó R 0,2 - statikus folyáshatártól) alakítási szilárdságnak nevezzük. Alakítási szilárdság tehát az alakváltozás hatására felkeményedő fém mindenkori folyáshatára, egytengelyű feszültségállapotban. Az alakítatlan fém alakítási szilárdsága megegyezik a statikus folyáshatárral k f0 =R p0,2 A fémek alakítási szilárdsága a hőmérséklet növelésével csökken, az alakítás sebességét növelve növekszik. Adott anyagminőség alakítási szilárdsága: Minél nagyobb a szilárdsági együttható, annál nagyobb az anyag alakítási szilárdsága, és minél nagyobb a keményedési kitevő, annál nagyobb mértékben fog keményedni, illetve lesz képes alakváltozásra. Fontos, hogy ez a formula csak nagy alakváltozások esetén írja le az alakítást! Egyszerűsítő feltételek: Az összehasonlító alakváltozás-sebességet, mint független változót állandó értéken tartva, olyan kétváltozós függvénykapcsolathoz jutunk, amely egy felülettel ábrázolható. Bizonyos alakítási körülményeket biztosítva (szobahőmérséklet, állandó sebesség) az alakítási szilárdság csak az összehasonlító alakváltozás függvényeként felírható. k f =f( λ ö ) Folyásgörbe: az alakítási szilárdság változását leíró függvényt a fém folyásgörbéjének nevezzük. Általános alakja: k f =c λ n 84.

 i A vizsgálat során nyomó diagramot")


85 Folyásgörbe felvétele I.: Zömítő vizsgálattal: Az áltagnyomásra felírt képlet alapján belátható, hogy 0 súrlódás esetén: p i (k f ) i A vizsgálat során nyomó diagramot kell felvenni, ami az erőt ábrázolja a magasságcsökkenés függvényében. A nyomó diagram kezdeti szakasza a rugalmas alakváltozást mutatja, melyet nem veszünk figyelembe, ezzel korrigálni kell az adatokat. II.: Szakító vizsgálattal: 85.


86 9. Mutassa be a kovácsolás alapanyagát, hibáit (kovácstuskó, alakja, hibái). Ismertesse a szabadalakító kovácsolást, művelettervezését, főbb típusait. Ismertesse az átkovácsolási szám fogalmát, meghatározásának módját és hatását a mechanikai tulajdonságokra. Kovácsolás és sajtolás: azokat a képlékenyen alakító technológiákat jelenti, melyek során a munkadarab a szerszám ütéseivel (kovácsolás) vagy folyamatosan ható nyomásával (sajtolás) éri el a kívánt alakot. A kovácsolás célja nem kizárólag a nyers darab formázása, hanem annak mechanikai tulajdonságainak a javítása is. Kovácsolás alapanyaga (acél): a kovácsolás alapanyagát ma már szinte kizárólag elektrokemencében vagy konverterben állítják elő. Mivel az előírt acélösszetételt legjobban az ívfényes elektrokemencében lehet biztosítani, ezért az ötvözött acélokat inkább ezzel a módszerrel gyártják. A kovácsolási célra előállított folyékony acélt általában kokillába, néha folyamatosan öntik. A nagyméretű szabadon alakított kovácsdarabok kiinduló anyaga az öntött tuskó, a kis tömegű kovácsdarabok kiinduló anyaga pedig előalakított buga vagy rúdtermék. Az előalakítást hengerléssel vagy előkovácsolással végzik. Az öntött kovácstuskó készülhet alsó vagy felső öntéssel. Felső öntéskor az acélt olyan kokillába öntik, amelynek különleges lábrésze van. Itt gyűlhetnek össze a salakrészecskék, és a felfreccsenések többé-kevésbé elkerülhetők. Az alsó öntésű tuskók felülete tiszta, belsejének tisztasági foka viszont rosszabb, mint a felső öntésű tuskóé. Alakja: az öntött kovácstuskó tömege ált. 0,2 350t, rendkívüli igények esetén készíthetnek nagyobbat is. A magasság (hosszúság/átmérő) viszony 1,7 3,0 körül mozog. A hosszabb tuskók dúsulása kedvezőbb, a zömökebbek viszont duzzasztáskor kedvezőbbek, mert elférnek az alakító gépen. A kovácstuksó méreteinek, alakjának megválasztásakor meg kell vizsgálni, hogy a megfelelő átkovácsolás biztosítható-e. A kellő átkovácsolás érdekében a tuskó átmérőjének mindig igazodnia kell a kovácsdarab legnagyobb átmérőjéhez. A kovácstuksók alakja általában felfelé szélesedő csonkagúla, keresztmetszetük pedig négy,hat vagy nyolcszög. A nagy tömegű tuskókat még nagyobb szögszámmal vagy hullámos felülettel öntik. A kör keresztmetszetű tuskók hajlamosak a felületi repedésekre. A tuskó kialakításánál ügyelni kell az anyagkihozatalra, azaz, hogy a tuskó minél kisebb része legyen használhatatlan rész (pl. fej és láb). Hibái: Az egyenlőtlen dermedés miatt a tuskó magjában üregek, lyukak keletkeznek, és megnövekszik a foszfor- és kéntartalom (dúsulás). A tuskó fejrészében található üregek a lunkerek, amelyek szerencsétlen esetben akár a tuskó teljes hosszában végighúzódhatnak. A tuskóban előforduló szennyezők a lábrészben gyűlnek össze, így a megszilárdulás után a fej- és lábrész között jelentős lesz a különbség. Az öntés folyamán levegő és más gázok kerülnek az olvadékba. Amíg az acél folyékony, a gázok a felületre diffundálhatnak, megdermedéskor azonban bezáródnak az acélba. Ha a gázhólyagok felülete fémesen tiszta, akkor jó átkovácsolással összehegeszthetők. A felülethez 86.
 okozzák. Ezek a szennyezők az acék megdermedésekor a kristályok közé záródnak.")
87 közeli hólyagok azonban a kovácsolás folyamán felnyílhatnak, ezek nyújtás után hosszirányú repedések formájában jelennek meg. A legnagyobb problémát a nem fémes zárványok (salakés tűzállóanyag részecskék) okozzák. Ezek a szennyezők az acék megdermedésekor a kristályok közé záródnak. Nyújtáskor sorokban helyezkednek el, emiatt az acél szálas szövetű lesz, a szilárdsági tulajdonságok pedig eltérőek lesznek hossz- és keresztirányban. A nem fémes zárványok melegítéskor és edzéskor feszültségi repedéseket okozhatnak. A gázhólyagok, a nem fémes zárványok és a lunkerek mennyiségét a lehetőség szerinti minimumra kell csökkenteni. Ezt különleges alakú kokillákkal, vagy/és a hűlési-dermedési folyamat lassításával lehet elérni. Szabadalakító kovácsolás: a szabadalakító kovásolás széles mérethatárok között akár egyedi darabok, akár nagyobb mennyiségű alkatrész gyártására alkalmas. A technológiai módszert megválasztását a gyártási költségek határozzák meg. A gyártási és egyéb költségeket döntően a kovácsdarabok sorozatnagysága határozza meg. Gazdaságossági számításokkal állapítható meg az a sorozatnagyság, amely alatt csakis a szabadon alakító kovácsolás ill. ami fölött a süllyesztékes kovácsolás jöhet szóba. A gyártási költség több tényezőből tevődik össze. Szabadalakító kovácsolásnál mindig nagyobb forgácsolási hozzáadással kell dolgozni, ezért a forgácsolási költségek nagyobbak, nem beszélve az anyagköltségről. A szabadalaktó kovácsolás művelettervezése: A kovácsolási technológia tervezésekor sok, néha egymásnak ellentmondó követelménynek kell megfelelni. Az egyik ilyen tényező a helyes szálelrendeződés megvalósítása, mert ilyenkor kedvezőbbek a kész darab szilárdsági tulajdonságai. Minél nagyobb méretű viszont a darab, annál nehezebben lehet megszakítás nélküli szálelrendeződést biztosítani. Ilyenkor gyakran több részből kovácsolják a darabot, és a különálló részeket utólag egyesítik. A szabadon alakító kovácsolás gyártástechnológiájának lépései: 1. a kovácsdarab rajzának elkészítését, 2. a kiinduló darab tömegének és méreteinek meghatározását, 3. a műveleti sorrendet és a szükséges szerszámok megválasztását, 4. az átkovácsolás mértékének meghatározását, 5. a szükséges alakító berendezés(ek) kiválasztását, 6. a kemence típusának meghatározását, a melegítési és hűtési technológia rögzítését, 7. a szállító és emelő berendezések kiválasztását, 8. a munkaerő (létszám) megállapítását. Alapvető műveletei Nyújtás: 87.

88 Olyan alakító művelet, amely során a kovácsolt darab keresztmetszetét csökkentjük a hosszának növelése mellett. Nyújtás hatására jelentős szálasodás alakul ki, amely különösen szálirányban kedvezően hat a mechanikai tulajdonságokra. A nyújtás a legalapvetőbb kovácsolási művelet. Kalapácson vagy hidraulikus sajtón nyújtóbetétekkel végzik. A nyújtóbetét általában lapos, téglalap nyomófelületű szerszám. A nyújtóbetét éleit a begyűrődések elkerülése és a jobb nyújtóhatás érdekében mintegy mm sugárral lekerekítik. Az ilyen módon kialakított betét egyetlen hátránya az, hogy a nyújtott felület hullámos lesz, amit utólagos simító művelettel kell kiküszöbölni. Nyújtás közben a csökken a darab magassága, növekszik a szélessége és természetesen a hosszúsága. A darab és a szerszám egy téglalap alakú nyomott felület (Anyom=l0 bköz) mentén érintkezik egymással. Nyújtáskor fontos, hogy minél egyenletesebb legyen a darabon belül az alakváltozás, mert ellenkező esetben akár fel is szakadhat a darab belseje, belső repedések keletkezhetnek. Zömítés: A művelet során a munkadarab keresztmetszetét növeljük, hosszát, magasságát csökkentjük. Az alakítás mértéke a teljes keresztmetszetre kiterjed. Duzzasztás: Helyi alakító művelet, amely a munkadarab egy vagy több keresztmetszetére terjed ki. Jellemző duzzasztási művelet a csavar fej részének gyártása. A duzzasztást általában sík lapok között végzik, mégpedig úgy, hogy a kovácsdarab (kovácstuskó) felfekvő felületénél nagyobb legyen az alakító gép (hidraulikus sajtó vagy kalapács) nyomólapja. Duzzasztáskor a darab magassága csökken, miközben szélessége (átmérője) növekszik. Tipikus duzzasztott forma a hordó alak. Ha a duzzasztást túl nagy alakítási sebességgel végzik (pl. kalapácson), előfordulhat homorú alak is. A hordósodás oka a szerszám és a darab között fellépő súrlódás, mert ez a szerszámfelülethez közeli rétegekben csökkenti a szélesedést. Duzzasztott keresztmetszet: 1. zóna: a súrlódás miatt alig mozdul el az anyag 2. fő alakváltozás 88.

89 3. kismértékű, de egyenletes alakváltozás Átkovácsolás: A kovácsüzemi gyakorlatban az alakítás mértékét rendszerint az alakítás módjától vizsgálják, és az átkovácsolási számmal jellemzik. Az átkovácsolási szám 1-nél nagyobb, és az alábbiak szerint számítjuk: Ao A nyújtáskor : k 1 duzzasztáskor : k 1 A A ny z Az egymást követő alakítási műveletek eredő átkovácsolási számát a rész átkovácsolási számok szorzataként értelmezzük: k k k... e 1 2 k n Átkovácsolás hatása Az átkovácsolás következményeként az öntési szövet elroncsolódik, és az anyagban lévő salakés oxidzárványok, valamint a dúsulások az alakváltozás irányának megfelelően sorokba rendeződnek. A soros szövet miatt az eredetileg minden irányban azonos mechanikai tulajdonságokban anizotrópiát tapasztalunk. A mechanikai tulajdonságok a szálak irányában rendszerint kedvezőbbek, mint keresztirányban. A szálas szövet kialakulása elsősorban az acél képlékenységét jellemző mérőszámokra (kontrakció, nyúlás, fajlagos ütőmunka) van hatással. Ezen mérőszámok alakulását mutatjuk be a következő ábrán (a szakítószilárdság és a folyáshatár kevésbé függ a szálasodástól és az alakváltozás mértékétől). Átkovácsolási szám: A szálasodás a többszöri átkovácsolás során alakul ki. Teljes km.-ben történő átkovácsolást a zömítés és nyújtás biztosít. A zömítés szálasodásra gyakorolt hatása kisebb mértékű, mint a nyújtásé, ezért az összesített átkovácsolási szám meghatározásánál a zömítési műveletekre meghatározott átkovácsolási számot egynél kisebb tényezővel szorozzuk be. A gyakorlatban: =0,7-0,9. Az átkovácsolási szám az egyes zömítési, nyújtási műveletek során elért alakváltozási mérőszám. Összesített átkovácsolási szám: 10. Ismertesse a süllyesztékes kovácsolás célját és jellemzőit, a sorja szerepét, a sorjacsatornák típusait. Mutassa be a kovácsdarabok főbb tervezési szempontjait (általános szempontok, osztófelület, ráhagyások, fal-bordaméretek, fenékvastagságok, oldalferdeségek, lekerekítések, tűrések), valamint tervezési sorrendjét. Mutassa be egy 89.
: olyan alakító művelet, amely során a kovácsolási hőmérsékletre felhevített darabot a munkadarab alakjának megfelelő üregbe vagy süllyesztékbe nyomjuk vagy sajtoljuk.")
 - ha a kovácsolt darabok")
90 többüregű süllyesztékes kovácsszerszám főbb részeit és a kovácsolás technológiai tervezésének lépéseit. Süllyesztékes kovácsolás célja, jellemzői (pl. villáskulcs): olyan alakító művelet, amely során a kovácsolási hőmérsékletre felhevített darabot a munkadarab alakjának megfelelő üregbe vagy süllyesztékbe nyomjuk vagy sajtoljuk. Alkalmazása: - ha a kovácsolandó darab szabadalakító kovácsolással sok lépésben állítható elő. Nagyon időigényes. - ha nagy az előállítani kívánt darabszám vagy nagy a sorozat - ha fontos a munkadarabok alakhűsége és méretpontossága (sokkal pontosabb, mint a szabadalakító) - ha a kovácsolt darabok szövetszerkezetének azonosnak kell lennie. Csoportosítása: - zárt üregű süllyesztékes kovácsolás, sorja nélküli süllyesztékes kovácsolás. Nagyon pontos darabolást kíván. Ritkábban használatos. - sorjás süllyesztékes kovácsolás: az üregbe behelyezett kovácsolandó darab térfogata nagyobb, mint a kész munkadarab térfogata. A felesleges anyagmennyiség az üregből kiáramlik és ún. sorja (fánc) kelektkezik. A sorját a kovácsolás befejező műveleteként el kell távolítani ez a művelet a sorjázás. Együregű süllyesztékes kovácsolás elve: Menete: a kovácsolási hőmérsékletre felhevített kovácsdarabot a kész alaknak megfelelő üregbe helyezzük és egy-két ütéssel alakra hozzuk. A kovácsolt darabot sorjázni kell, amely a munkadarab körülvágásával történik. Sorja 90.



91 Biztosítja a süllyesztéküreg tökéletes kitöltését, befogadja a felesleges anyagmennyiséget. Két részből áll: 1. h s magasságú sorjahíd, amely megnehezíti az anyag kifutását a süllyesztéküregből, ún. sorjareakciót biztosít. 2. b 1 szélességű sorjazseb, amely a felesleges anyagmennyiség felvételére, tárolására szolgál. Sorjacsatorna típusok: A süllyesztékes kovácsolás előnyei: - az alakítás egy üregben végezhető, - olcsó, csak egy süllyesztékes tömbpárra van szükség - rövidebb a műveleti idő Hátrányai: - nagy az üreg igénybetévele - gyorsan kopik az üreg - kevés az egyes felújítások közt kovácsolható mdb. száma - gyakrabban fel kell újítani az üreget Többüregű süllyesztékes kovácsolás: Süllyesztékes kovácsdarabok tervezése: Több egymásra épülő és egymással összefüggő tervezési részfolyamat eredményeképpen jön létre. Két fő eleme van: a kovácsdarab megtervezése és a technológiatervezés (előkovácsolás, kiinduló darab meghatározása, hőmérsékleti viszonyok, alakító gép, ). Ezen tervezési részfolyamatok természetesen egymással szorosan összefüggnek. 91.


92 Általános szempontok A kovácsrajzon fel kell tüntetni az osztófelület helyét, meg kell jelölni az utólagos, forgácsoló megmunkálással eltávolítandó darabrészeket, a befogáshoz szükséges helyeket, a próbavétel helyét és módját, a szükséges felületi és hőkezeléseket, valamint az átvételi feltételeket. A kovácsdarabok tervezésekor mindig figyelembe kell venni a kovácsolás technológiai szempontokat, a kész darab alakját és az utólagos megmunkálásokat. A süllyesztékben sorjával kovácsolható darabok méretei néhány mm több m hosszúságig terjedhetnek. Az osztófelület megválasztása után a tervezéshez szükséges értékeket meghatározzuk, majd a gépészeti szempontok alapján megtervezett darabon elhelyezzük őket: - forgácsolási hozzáadások - oldalferdeség - élek lekerekítése A kovácsdarab és a gépészeti darab tömegének hányadosát anyagfelhasználási együtthatónak nevezzük (1-nél nagyobb szám): Osztófelület meghatározása Ahhoz, hogy az adott darabot osztott, kétrészes süllyesztékszerszámban lehessen kovácsolni, a kovácsolási technológiának megfelelően át kell szerkeszteni. Először megválasztjuk azt az osztófelületet, amely a legkedvezőbb kovácsolási lehetőséget és a legkisebb anyagfelhasználást biztosítja. Az osztófelület típusai: Sík felület Szimmetrikusan tört felület Aszimmetrikusan tört felület Az osztófelület a darabot két részre osztja, így az egyik fele az alsó, a másik a felső süllyesztékszerszámba kerül. Az osztófelület a helyétől függően az alábbiakat befolyásolja: A kovácsolás menetét (a kovácsdarab kivehető legyen a szerszámból, a két szerszámfelet eltoló erő nagysága minimális, vagy teljesen elkerülhető legyen), a kovácsdarab szerkezeti részleteit (az oldalferdeség, a fal- és bordaméretek az üregmélységtől függnek), a kovácsdarab minőségi tulajdonságait (a sorjacsatorna helyétől függ az anyagáramlás és a szálelrendeződés), a forgácsolási feltételeket (a jól megválasztott osztás minimális anyagtöbbletet biztosít, s ettől függhet a forgácsolási hozzáadásból származó anyagtöbblet mértéke is), a süllyesztékszerszám és a sorjázószerszám megmunkálását (ha egyéb szempontokkal nem ütközik, célszerűbb az egyszerűbb előállítási módot választani, pl. esztergálást marás helyett). Az osztófelület megválasztásakor alapvető követelmény, hogy a kovácsdarabot a süllyesztékszerszámból ki lehessen venni. Ezért az üreg az osztófelület felől nézve csak szűkülhet, alámetszés nem lehet. Az osztósík megválasztásának általános szempontjai: Ne legyenek alámetszések, a munkadarab kivehető legyen. A kovácsdarab ne legyen túl mély, túl magas az osztósíkhoz képest. 92.


93 Lehetőleg sík legyen. Ferde osztósík oldalirányú erőket ad át az alakító gépnek, amelyet lehetőleg kerülni kell. Ha mégis szükséges ferde osztósíkot választani, akkor gondoskodni kell a tömbben az oldalirányú erő felvételére, például egymással szemben két munkadarabot kovácsolunk egyszerre. Úgy válasszuk meg, hogy az oldalferdeségek miatti anyagtöbblet minimális legyen. Forgácsolási, technológiai hozzáadás A szabadalakító és a süllyesztékes kovácsolás méretpontossága a legtöbb esetben nem felel meg a különböző alkatrészek számára. Ebben az esetben a forgácsolt alkatrész méreteit meg kell növelni, úgynevezett megmunkálási hozzáadással. A kovácsdarab tervezésekor a forgácsolásra kerülő darab biztos befogásáról is gondoskodni kell. Ha nincs a darabon befogásra alkalmas felület, akkor különleges, ún. megmunkálási ráhagyást kell alkalmazni, amely lehetővé teszi a kovácsdarab befogását pl. egy esztergatokmányba. A forgácsolási hozzáadások mértékét sza-bványok írják elő. Az irányértékek a mindenkori legnagyobb táblázati értékek, amelyeket be lehet, és ennek megfelelően be kell tartani. Fal- és bordaméret A bordák olyan alakzatok a kovácsdarabon, amelyeknek magassága általában nagyobb, mint a szélessége, de kisebb, mint a hosszúsága és az alapfelületre merőlegesen helyezkednek el. Feladatuk többnyire a lapos darabok merevítése, a kihajlási szilárdság növelése. A bordák helyzete az alapfelülethez viszonyítva lehet külső vagy belső, egyoldali vagy kétoldali, hosszvagy keresztirányú. A darab osztásához viszonyítva a bordák lehetnek alsó vagy felső helyzetűek. A gazdaságos kovácsolásra való tekintettel a borda méretei egy határérték alá nem mehetnek. A nagyon keskeny bordák üregeit nem lehet tökéletesen kitölteni, az alakítási ellenállás annál nagyobb lesz, minél szűkebb az üreg. Ha túl keskeny a borda, számolni kell a becsípődés veszélyével is. A bordák lekerekítési sugarai sem lehetnek egy határértéknél kisebbek, mert az anyagáramlás miatt gyorsan elkopnak, illetve deformálódnak annyira, hogy esetleg a darabot nem lehet kivenni az üregből. Üregek, fenékvastagságok Üregrész: mélységüknek a szélességükhöz ill. átmérőjükhöz való viszonyukkal jellemezhetők Fenékrész: vékony, lapos alakzatok a kovácsdarabon. Egy fenékrészt vagy nem vesz körbe semmi vagy körbezárhat részben vagy egészben egy másik formájú alakzat. Vastagsága lehet egyenletes, lépcsőzetes vagy folyamatosan változó. 93.



94 Oldalferdeség Az oldalferdeség az a szög, ami a kovácsdarab felülete és az ütés, illetve a darabkiemelés iránya között mérhető. Ha az oldalferdeség nagyon kicsi, akkor a kovácsdarab beragadhat az üregbe. A megnövekedett érintkezési idő a darab és a szerszám között a szerszám felületi rétegeinek kilágyulásához vezet, a szerszám így idő előtt használhatatlanná válik, tehát a kovácsdarab süllyesztékből való kivételének megkönnyítését oldalferdeségekkel biztosítjuk. Az oldalferdeség mértéke függ a kovácsoló gép típusától, illetve attól, hogy az adott gép, illetve süllyesztéktömb tartalmaz-e kilökőt. Beépített kilökő esetén kisebb lehet az oldalferdeség. Oldalferdeség fajtái: Lekerekítések Minden kovácsdarab csak lekerekítési sugárral alakítható ki. Éles sarkok kovácsolásnál nem töltődnek ki rendesen, az anyag gyűrődését, rákovácsolását idézheti elő. A lekerekítéseket olyan nagyra kell választani, amennyire csak lehetséges. Ezzel az üreg kopását, deformálódását, a szerszámüreg megrepedését kerülhetjük el, az anyagáramlást megkönnyítjük, ugyanakkor elkerülhetjük a kis lekerekítésekkel gyakran együttjáró becsípődéseket. A belső lekerekítések általában nagyobbak a külső lekerekítésektől. A lekerekítési sugarak szabványból kiválaszthatók. Méretpontosság, tűrésezés Süllyesztékes kovácsdarab megtervezésének sorredje A kovácsdarabok megtervezését az alábbi sorrendben célszerű elvégezni: 1. az osztófelület megválasztása, 2. a bonyolultsági csoportszám megállapítása, 3. a gépészeti darab tömegének meghatározása, 4. a forgácsolási és a technológiai hozzáadások meghatározása, 94.
: 11.")
.")
95 5. a fal- és bordaméretek meghatározása, 6. a fenékvastagság meghatározása, 7. az oldalferdeségek meghatározása, 8. a lekerekítési sugarak meghatározása, 9. a kovácsdarab tömegének meghatározása, 10. a kovácsolási tűrések megállapítása. Kovácsolás technológiai tervezésének lépései: Többüregű süllyesztékszerszám (hajtókar kovácsolása): 11. Mutassa be a hidegalakítás tulajdonságait, hidegalakítás hatását a fémek mechanikai tulajdonságaira (mechanikai tulajdonságok és folyásgörbék változása). Ismertesse a hidegzömítés technológiáját, alkalmazási területei, az alaki jellemzőket (zömítési viszony, átmérőviszony, alakviszony). Ismertesse a technológiai tervezését, szerszámait és a zömítés során fellépő hibákat. Hidegalakítás: az anyagra jellemző újrakristályosodási hőmérséklet (kb. 0,4 T olv ) alatt végzett alakítás. Jellemzői: Az alakítás során az előtte izotróp, ill. kvázi izotróp fém anizotróppá válik, mechanikai és alakíthatósági tulajdonságai a terhelés irányától függőek lesznek. Az alakítás során a fém szilárdsági jellemzői növekednek, alakíthatósági tulajdonságai és szívóssága csökken, ridegedik. Ezt együtt felkeményedésnek nevezzük. A fém alakíthatósága kisebb, mint melegalakításnál, a munkadarab kevéssé lehet bonyolult, mint a melegen alakítotté. Az alakítás erő- és munkaszükséglete nagy, ahogyan az alakító szerszámok mechanikai terhelése is. Az alakított darabok méretpontossága, felületi minősége, alakhűsége sokkal jobb, mint a melegen alakítottaké. 95.


96 Technológiák: - hidegzömítés: csavar, szegecs, szöggyártás - redukálás: huzal,dróthúzás - hidegfolyatás: cső és edényszerű alkatrészgyártás Hidegalakítás hatása a mechanikai tulajdonságokra Hidegalakítás hatására a fém szakítószilárdsága, folyáshatára és keménysége növekszik. A folyáshatár közeledik a szakítószilárdsághoz. Ez azt jelenti, hogy csökken az alakíthatóság. A hidegalakítás okozta szövetszerkezeti változás, anizotrópia, alakíthatóság csökkenése (a ridegedés) káros a további alakítás és a gyártott alkatrész felhasználása szempontjából is. Ezért szükség lehet újrakristályosító hőkezelésre. Ennek során a darab mechanikai tulajdonságai, a fém szemcsefinomsága függ a hőntartás hőmérsékletétől, időtartamától és az alakítottság mértékétől. Az anizotrópia általában teljesen nem szüntethető meg. Újrakristályosító hőkezeléssel a fém keménysége az eredeti lágy állapotára csökkenthető. Képlékenyalakító szakember számára a felkeményedést jól szemléltetik a fémek szobahőmérsékleten felvett folyásgörbéi. Folyásgörbe: a fém alakítási szilárdságának változása az összehasonlító alakváltozás függvényében. Látható az ábrán, hogy a három különböző, a hidegalakítás gyakorlata számára fontos fém alakítási szilárdsága különböző. A hidegalakítási technológiák szempontjából azonban még fontosabb a görbék meredeksége, a felkeményedési képesség, hiszen ettől függ alakítás során, hogy milyen mértékben nő az alakítás erőszükséglete és a szerszámokat terhelő mechanikai igénybevétel pl. felületi nyomás. Fontos az is, hogy a felkeményedés együtt jár az alakíthatóság csökkenésével. Hidegzömítés fogalma, alkalmazási területei Zömítéssel huzal-, vagy rúdanyagból leválasztott előgyártmány teljes, vagy résztérfogatára kiterjedő keresztmetszet növeléssel lehet alkatrészeket gyártani. Az előgyártmány leggyakrabban hengeres, néha más (pl. hatszög, négyzet) szelvényű hengerelt vagy húzott huzalból vagy rúdból kerül leválasztásra. A hidegzömítés és a melegzömítés az iparban egyaránt elterjedt eljárás. jellegzetes felhasználási területei: - csavar, csapágygolyó - fejes csap, különféle kötőelemek - redukálással együtt: lépcsős tengely Alaki jellemzők, tervezési szempontok: A zömítő technológiát úgy kell megtervezni, hogy a zömítendő rész zömítés közben ne hajoljon ki, repedés nélkül viselje el a kívánt mértékű alakváltozást, 96.


97 a szerszám felületén ébredő átlagos nyomás ne haladja meg a szerszámanyagra megengedett értéket. Az alaki jellemzők a kész fej méreteiből és a kialakításához szükséges előgyártmány méreteiből határozhatók meg. A megfogalmazott követelmények teljesítéséhez az alaki jellemzőknek ki kell elégíteniük az alábbi feltételeket: Alapesetei és geometriai viszonyai Előzömítés: A zömítési viszony (l/d) nem lehet túl nagy a kihajlás elkerülése végett. A zömítendő kiinduló hosszméret a térfogat-állandóságból határozható meg. Előfordulhat, hogy a kiinduló darab hosszából a műveletre jellemzőnél nagyobb l/d viszony adódik. Ilyenkor előzömítést kell alkalmazni. Előzömítéskor a kiinduló hossznak csak egy részét alakítjuk, úgy hogy előzömítéssel egy kevésbé karcsú darabot állítunk elő, majd ezt zömítjük készre, a kihajlás veszélyének elkerülése reményében. Hidegzömítő folyamat lépései: 1. egyengetés, előtolás, ütköztetés, levágás 2. előzömítés 3. készre zömítés (fejrész) 97.
98 Gépei, szerszámai: - egynyomású hidegzömítő sajtó működése: 1. előtolás, ütköztetés 2. levágás, megfogás, áthelyezés 3. fejezés 4. kilökés - kétnyomású, osztott matrices sajtó működése: 1. előtolás, ütköztetés 2. szerszámzárás, levágás, megfogás 3. előzömítés 4. készrezömítés, fejezés 5. kilökés - osztott zömítő matricák (pofa-párok) - osztatlan zömítő matricák - tömör fejező betétek - keményfém betétes fejező és előzömítő szerszámok - levágóhüvely - előzömítő Előforduló technológiai problémák és fellépő hibák: 98.
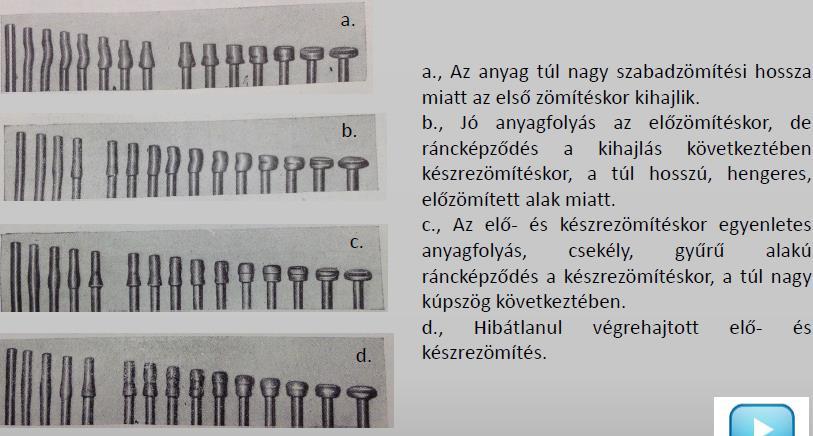
99 Zömítés technológiai tervezésének lépései: 99.
100 Alakító gépei: - erő jellegűek (hidraulikus sajtó) - úttól függő jellegűek (Maxima sajtó) - kalapácsok. dörzssajtók, mechanikus-forgattyús sajtók 12. Ismertesse a redukálás és a hidegfolyatás fogalmát, típusait, feszültségi viszonyait, szerszámait, technológiai tervezését alkalmazási példákkal (műveletösszevonások, matrica és bélyeg kialakítások, szerszámméretezések, szerszámanyagok). Redukálás: A redukálás során a D átmérőjű kiinduló darabból d átmérőjű darab lesz azzal, hogy a kiinduló darab egy részét átnyomjuk a kúpos szerszámüregen. A D átmérőjű rész nincs zárt szerszámban. Az alakító erő, ill. nyomás nem lehet túl nagy, azért, hogy a darab a kúpos üreg előtt ne zömüljön meg. Redukálás típusai: - tömör test redukálása - üreges test redukálása Redukálás előnyei: - nem igényel nagy méretű szerszámot - elmarad a falsúrlódás, kisebb erő és energiaszükséglet - könnyen összevonható másik művelettel (pl. redukálással, zömítéssel, előrefolyatással, hátrafolyatással) Műveletösszevonás: A redukálást a zömítéssel gyakran egy műveletben végzik. Például a kötőelem gyártásban, amikor a menetet képlékeny alakítással (mángorlás, hengerlés) készítik. Ekkor a kötőelem szárátmérőjét a menetes résznek megfelelő hosszon, a menet középátmérőjére kell gyártani. A fejező szerszám előremozgása közben tolja be a huzaldarabot a matricába. Amikor a huzalvég eléri a matrica redukáló kúpját, elkezdődik a szárátmérő csökkentése, vagyis a redukálás. Ez mindaddig folytatódik, amíg a redukált huzalrész vége el nem éri a kilökőt. Amikor felütközött, elkezdődik az anyag matricán kívüli részének zömítése, amely a fejező mellső holtponti helyzetében fejeződik be. A munkadarabot a kilökő távolítja el matricából. 100.

 függvény minimumát kell tehát keresnünk, amely a függvény első deriváltjából határozható meg.")
101 Kezdeti felzömülés: Erőszükséglet, feszültségek: Látható, hogy a redukáló szerszám félkúpszöge fontos tényező a redukálás erőszükséglete szempontjából. Növelésével nő a kúpos üregben ható csúsztató feszültségek torzító munkájából származó többlet erő, ugyanakkor csökken a kúpban fellépő súrlódó erők hatása. Ezért mindkét hatást figyelembe vevő kompromisszumra (optimális értékre) kell törekedni. Optimális félkúpszög alatt a minimális alakító nyomást eredményező félkúpszöget értjük. A red () függvény minimumát kell tehát keresnünk, amely a függvény első deriváltjából határozható meg. Ahhoz, hogy a munkadarabnak a redukáló kúp előtti része ne zömüljön be, a zömítő nyomásnak biztonságosan kisebbnek kell lenni, mint az anyag alakítás előtti alakítási szilárdsága. 101.


102 Redukálás és zömítés alkalmazása, csavargyártás: Technológiai lépések: A kiinduló huzal átmérője kb. 10 %- kal nagyobb a csavarszár átmérőjénél. Műveletek: - A kiinduló huzalt darabolása. - Redukálás a csavarszár átmérőjére. - Redukálás menetalapátmérőre + fejzömítés. - Fejkörülvágás. További műveletek: sarkítás, menethengerlés vagy menetmángorlás. Ezen technológia előnye: - Többnyire a fejzömítést egy lépésben el lehet végezni. - A kényszerű anyagátfutásnak köszönhetően az egyik szerszám kopása nem csökkenti a következő szerszám élettartamát. - A szokásos termelékenység mellett jelentős a felmelegedés, ami többnyire előnyös. Redukálás további alkalmazása (további összevonás) (villanymotorok tengelye): Hidegfolyatás és típusai A hidegfolyatással többféle tömör és üreges alkatrész is gyártható. Az alakító szerszámok és a képlékenyen folyó anyag mozgása irányának viszonyától függően beszélünk előre- és hátrafolyatásról. Előrefolyatásnál az anyag a bélyeg mozgásával azonos irányban, hátrafolyatásnál ellentétes irányban áramlik. Egy hidegfolyató műveleten belül megvalósulhat az előre- és hátrafolyatás is. Tömör és üreges test előrefolyatása: 102.
 Feszültségviszonyok, erőszükséglet: A különböző darabokat előállító hidegfolyató műveletekben az a közös, hogy az alakítandó darab nagyon zárt")

103 pl. spray flakonok, ketchup tubus (falv. kb. 0,2-0,4mm) Feszültségviszonyok, erőszükséglet: A különböző darabokat előállító hidegfolyató műveletekben az a közös, hogy az alakítandó darab nagyon zárt szerszámban helyezkedik el. Az alakított darab méretét igen kis nyílás (rés) határozza meg. Ily módon a darabban háromtengelyű nyomó feszültségi állapot ébred. Ilyen állapotban az anyag sokkal nagyobb képlékeny alakváltozást képes elviselni, mint pl. egytengelyű húzás (pl. szakítóvizsgálat) esetén. Fontos, hogy a hidegfolyató eljárásoknál a szükséges erők, a szerszámot terhelő belső nyomások is nagyon nagyok. 103.


104 Gépei: zárt és osztott matciás zömítő sajtók. Hidegfolyatás szerszámai: Folyató bélyegek, hátrafolyató matrica: Matricák: zárt és osztott kivitelűek. Zárt matrica: a zömítősajtón kialakított matricafészekbe kerül beépítésbe. Alakja a matricafészeknek megfelel, legtöbbször hengeres. A hengerpalástot csak a rögzítéshez szükséges lapolás szakítja meg. 104.
 Bélyegek: a készrezömítő bélyeg feladata a munkadarab fejének készrealakítása.")


105 Osztott matrica: az osztott matrica szerszámacélból készült két négyzetes hasáb, amelynek egymás felé fordított oldallapjaiba munkált üregrészek együtt adják a matricaüreget. Mind a négy oldallapon üregrészek képezhetők ki. (pofapárral több munkadb. gyárható) Bélyegek: a készrezömítő bélyeg feladata a munkadarab fejének készrealakítása. Az egynyomású sajtón gyártható munkadarabnál az első zömítő műveleteiben, 2-3 nyomásúnál első v. második előzömítő művelet után történik. A készrezömítő szerszám belső üregét a zömítendő munkadarab fejalakja határozza meg. Külső méretét a zömítősajtó szerszámtartó fészke. Szerszámelemek méretezései A hidegfolyató bélyegek terhelése egytengelyű nyomó feszültség. A bélyegek méretezése nyomó igénybevételre és kihajlással szembeni ellenállásra (stabilitásra) történik. Az alkalmazott szerszámanyagok nyomószilárdsága általában jelentősen nagyobb, mint a technológiákból fellépő folyató nyomás. Ezért szilárdsági szempontból fontosabb a bélyegek geometriája, azaz ne legyenek a bélyegeken feszültség-gyűjtő helyek, bemetszések, a bélyeg szárán szükséges átmeneteknél, keresztmetszet-változásoknál megfelelő lekerekítéseket kúpos átmeneteket alkalmazunk. A kihajlásra történő ellenőrzés szempontjából fontos a rúd alakú alkatrész geometriája (karcsúsága) és befogási módja, megvezetése. A kihajlásra történő ellenőrzés alapja a kritikus erő meghatározása, amely alatti terhelés esetén a kihajlással történő stabilitásvesztés (és törés) nem következnek be. Hidegfolyatással nagyméretű alakváltozások érthetők el. Az igen zárt matricákban fellépő belső nyomások a munkadarabban ébredő feszültségi és alakváltozási állapot vizsgálatával meghatározhatók. Az a nyomófeszültség, amely a munkadarabban ébred azonos a szerszámot terhelő belső nyomással. A folyató matricák szilárdsági méretezése: a folyató matricákat terhelő belső nyomás gyakran több, mint 1000 MPa. Ezt jelenleg egyetlen szerszámanyag sem bírja ki a szerszám falában ébredő húzófeszültség miatt! Vastagfalú csőnek tekinthetők méretezés szemponjából. Szilárdsági méretezés Mohr féle törési feltétellel elvégezhető: a darabot terhelő redukált feszültség kisebb kell legyen, mint az anyagban megengedett feszültség. Belátható, hogy egy 105.

 A szerszámok kiválasztásánál nagyon fontos annak ismerete, hogy a keménységüket milyen hőmérsékletig tartják meg A szerszám anyagának, kezelésének megválasztásakor mindig azt kell szem előtt")

106 folyató szerszám úgy erősíthető meg, hogy ha külső nyomást, azaz előfeszítő gyűrűt alkalmazunk. Anyagok kiválasztása Az anyagkiválasztásnál figyelembe kell venni: Megmunkálási technológiát Az előgyártmány típusát, alakját, méretét Speciális követelményeket (pl. forgácsolásnál beégési hajlam, polírozhatóság stb.) A szerszámok kiválasztásánál nagyon fontos annak ismerete, hogy a keménységüket milyen hőmérsékletig tartják meg A szerszám anyagának, kezelésének megválasztásakor mindig azt kell szem előtt tartani, hogy az adott célnak mechanikai, fizikai és technológiai szempontból leginkább megfelelő anyagot és szerszámot válasszuk ki. A többféle anyag, kezelés közül adott feladathoz rendszerint több is megfelel, ezért a kiválasztáskor gazdasági-és egyéb szempontokat is figyelembe kell venni. Megtakarítás ugyanis nemcsak az olcsóbb anyag használata folytán keletkezhet, hanem a drágább, jobb minőségű anyag használata esetén is, ha az azokból gyártott szerszámok élettartama, (termelékenysége) lényegesen nagyobb, és ha erre a nagy darabszámra szükség is van. A gazdaságosságot az dönti el, hogy melyik esetben jut kevesebb szerszámköltség beleértve a szerszámcsere miatt kieső idő költségét is- egy legyártott munkadarabra. Hidegalakító szerszámok: Melegalakító szerszámok: 106.


107 Lemezalakítás (4 kp) 13. Ismertesse nyíróerővel végzett vágási technológiák technológiai tervezését (sávtervek, tűrés számítások, nyomásközéppont, ütköztetések, léptetések, anyag kihozatali tényezők). Mutassa be a vágás folyamatát és a vágórés meghatározást, hatását. A kivágó és lyukasztó szerszámok fajtáit, felépítésüket, előnyeiket, hátrányaikat, technológiai tervezésüket (méretezés, vágólap áttörés kialakítások, bélyeg kialakítások) alkalmazási területeiket. Nyíróerővel végzett lemezalakítási műveletek: Cél az anyag szétválasztása és így új termékek gyártása, például darabolás, leszabás, kivágás, lyukasztás, finomkivágás. Ezekhez a műveletekhez általában két aktív szerszámelemre van szükség mint például az olló két éle, vagy vágólap és a bélyeg élei. Anyagkihozatal számítása: Sávtervezés: munkadarabok elrendezése a lemesávon, cél a legnagyobb kihozatal elérése. Sávterv készítésekor az egyes munkadarabok közt egy hidat kell hagyni, amely szerepe egyrészt a vágás biztonságossá tétele (ne forduljon bele a lemez a vágórésbe) másrészt a hulladék továbbítása a szerszámban. A hídszélesség függ a vágandó lemez anyagától, a lemez vastagságától, a vágandó híd hosszúságától. Hídveszteség értékeket anyag szerint táblázatból választani. Tűrésszámítások: fontos a jó darabok gyártásához és a szerszámélettartam szempontjából. Lyukasztásnál: Munkadarab méretét a bélyeg határozza meg, ezért FHb=FHmdb Alsó határ felé tud kopni a bélyeg. Kivágásnál: Munkadarab méretét a vágólap határozza meg, ezért Ahv=Ahmdb, felfelé tud kopni a vágólap. Vágólap gyártási pontossága IT 7-8, bélyegé IT 6-7, gyártható darabok IT


108 Nyomásközéppont: a szerszám helyes működése, a nem kívánatos oldalerők fellépésének csökkentése végett meg kell határozni a szerszám nyomásközéppontját. A sajtológépre való felhelyezésnél a nyomsáközéppontnak a befogócsap és/vagy a gép nyomószánja tengelyébe kell esnie. Meghatározásának alapja a súlyponti tétel, mely szerint a hatóerők tetszés szerinti tengelyre vonatkoztatott nyomatékainak algebrai összege egyenlő az eredő erők ugyanazon tengelyre vonatkoztatott nyomatékával. Meghatározása: szerkesztéssel (lassú, bonyolult, pontatlan), számítással (lassú, bonyolult, pontatlan), CAD-programmal (gyors, pontos, egyszerű) Előtolás határolási módok: ütköztetések, léptetések Ütközőcsapos előtoláshatárolás: Legegyszerűbb előtoláshatárosáli mód. Egyszerűbb szerszámoknál használatos 2mm lemezvastagságig. A sávot mindig át kell emelni a vágólapba épített ütközőcsapon, majd a sávból kivágott nyílás jól meghatározható részén ütköztetni. Rugós működésű ütközőcsap: Nagyon egyszerű kivitelű ütközőcsap, amely meggyorsítja a kézi adagolást. Nem szükséges a sáv átemelése az ütközőcsap fején, ami alapvetően nehéz műveletnek számít. Át kell tolni az ütközőcsap vége alatt, amely ferdén van kialakítva és a rugó ellenében felemelkedik. Később az ütköztetni kívánt helyen ütközésig visszahúzzuk a sávot. Általában 0,5mm-nél vastagabb, de 2mm-nél vékonyabb lemezek esetében használható. Oldal vágókéses előtoláshatároló: A legpontosabb előtoláshatárolási módszer. A fejlapba beépített oldalkéses (bélyegek) a sáv vagy csak az egyik, de akár mindkét oldalán is az 108.

109 előtolásnak megfelelő hosszúságban körülbelül a hídszélességnek megfelelő darabot levágnak. Az oldalvágókés mellett a sávhaladás irányában elhelyezett ütköző közt csak a keskenyebb, lecsípett sáv tud elhaladni. Az oldalkés vastagsága mm, szélessége pedig az előtolásnak megfelelő. Az anyagkihozatali tényező romlik, főleg a kétoldali oldalkés alkalmazása esetén. Előütköző: első pozíció helyét határozza meg. Oldalvezetők: a sáv vezetékben való mozgásterét csökkentik az oldalszorítók, így megnövelik a gyártott darab pontosságát. Anyag kihozatali tényezők: mivel a lemezalkatrészek árának körülbelül 90%át az anyagköltség teszi ki így nagy figyelem kell az anyagkihozatal fordítására. Számítani lehet ezt a tényezőt. Javítani lehet a kihozatali tényezőt, ha a munkadarabok elrendezése a lemezen úgy történik, hogy a lehető legnagyobb terület felhasználásra kerüljön. Veszteségek lehetnek: Alakveszteség: Munkadarab alakjából adódó elkerülhetetlen veszteség Hídveszteség: A sávon a munkadarabok közt lévő lemezanyag veszteség, ami szükséges hogy a lemez ne forduljon be a vásórésbe és a vágás elvégezhető legyen. Esetleges ütköztetésre lehet. Szél veszteség: szintén kellhet az ütköztetésre és a vezetési szempontokból Technológiai veszteség: például az oldalvágó veszteségei miatt szélesebb sáv szükséges. Lemezméret veszteség csökkentése: a lemezméret veszteség oka, hogy a szélességi méretének és az előtolás nagyságának általában a lemeztábla nem egész számú többszörösei veszteség keletkezik a daraboláskor. Csökkenthető a szabványos lemezméretek és szalagszélességek figyelembevételével. Szél és híd veszteség csökkentése: oka, hogy a lemezsáv vagy a szalag szélein az egymást követő kivágott munkadarab között a lemez alátámasztására elegendő anyagnak kell lennie. Takarékos hídszélesség alkalmazásával csökkenthető. Vagy hulladékszegény darabolással. Anyagveszteség csökkentése: - a munkadarab átszerkesztésével, módosításával - zárt felület kihasználásssal - a leeső hulladék újrafelhasználásával - sávfordítós vágással - kétbélyeges vágással - optimális elhelyezéssel Vágórés meghatározása: kivágás és lyukasztás során a bélyeg és a vágólap közti résnek, a vágórés nagyságának igen fontos szerepe van. A vágórés befolyásolja: a vágás erő és munkaszükségletét a vágási felület minőségét a vágás pontosságát a fellépő oldalirányú erőket 109.



110 Vágólap kialakítások: a vágólap egy viszonylag nem vastag lap, amelyben a kivágandó darab, ill. a lyukasztandó furat alakjának és méretének megfelelő átmérőnyílások találhatók. Anyagául a hidegen alakító ötvözött szerszámacélok közül választunk: leggyakrabban alkalmazott minőségek a krómmal erősen ötvözött hidegalakító szerszámacélok pl. X155CrVMo12 vagy mangánötvözött 90MnCrV8. Egyes vágólap áttörések nem lehetnek túl közel egymáshoz. Két áttörés közti pár mm vágólap vastagság már az első vágások során kitörhet a fellépő igénybevételek miatt. Ezért a nagyobb méretű áttöréseknek min. a vágólap vastagságának megfelelő távolságra szabad esniük. Ha ez nem lehetséges, akkor beiktatunk egy olyan lépést, ahol alakítás nem történik, ez a vaklépés. A vágólap felerősítésére ajánlott furatok középpontja a vágólap szélétől min. 1,5d távolságra lehet. menetes furat kerülendő, inkább hengeres átmenő furat. A vágólap áttörései (javasolt a és c): Vágólap javasolt keménységei: 110.
111 Kivágó- és lyukasztóbélyeg kialakítások - lépcsős bélyeg - szerelt bélyeg - forgácsolással kialakított fejek - melegen zömített fejkialakítás A bélyeg hosszának meghatározása: Kivágó- és lyukasztó bélyegek anyagai: Hasonló, mint a vágólapé. Függ a megmunkáladó anyagtól, szilárdságától és a kivágandó darabszámtól. Hidegen alakító ötvözött szerszámacélok közül választunk: leggyakrabban alkalmazott minőségek a krómmal erősen ötvözött hidegalakító szerszámacélok pl. X155CrVMo12 vagy mangánötvözött 90MnCrV8. Kivágó, lyukasztó szerszámok fajtái, felépítésük, előny-hátrány, alkalmazás A kivágás, lyukasztás aktív elemeit a vágólapot és a bélyegeket szerszámházba építik be. A szerszámháznak biztosítania kell a bélyeg pontos megvezetését a vágólaphoz képest. Csoportosításuk: - műveletek száma szerint: o egyműveletes o többműveletes (sorozatműködésű és blokkszerszám) - szerszámok vezetése szerint: o vezetés nélküli o vezetőlapos o vezetőoszlopos Blokkszerszám: Olyan szerszám, amely a munkadarab elkészítéséhez szükséges lépéseket egy műveletben egyesíti. Egy lépésen, műveletben végzi el a munkadarabon lévő áttörések lyukasztását és a munkadarab kivágását is. A szerszámban a különböző műveleteket aktív elemei egymásba vannak építve. Mindig vezetőoszlopos szerszámházban helyezik el. Előnyei: A munkadarabon a lyukak, áttörések helyzetét a szerszám gyártási pontossága határozza meg. A furatok helyzetpontossága nem függ az előtolás módjától, nem befolyásolja a sávezetés pontossága 111.


112 Nagy darabszámban gyártható tűrésen belüli pontosságú munkadarab Hátrányai: Elkészítése nehézkes, jól felszerelt szerszámműhelyt igényel A szerszám drága, csak nagysorozat esetén gazdaságos Vezetőlapos szerszám: A vezetőlapos szerszámok esetén a bélyeg vágólaphoz viszonyított vezetését a vágólap felett elhelyezkedő vezetőlap biztosítja. Ennek mefgelelően a bélyegek a felső szerszámfélben viszonylag lazán illesztettek. Az alsó szerszámfélben a vezetőlap és a vágólap helyzete egymáshoz képest illesztett, hiszen így biztosítható a bélyegek pontos megvezetése. Előnyei: A szerszám felépítése egyszerű Könnyen elkészíthető, önköltsége relatív kicsi Kis sorozatnál gazdaságos Hátrányai: A pontatlanabb vezetés miatt a szerszámban gyártott alkatéresz kevésbé pontosak. Gyorsan kopik a vezeték, nagyobb sorozat gyártására nem felel meg Vezetőoszlopos szerszám: A bélyegek és a vágólap összevezetését a munkatéren kívül elhelyezkedő veszetőoszlopok biztosítják. A vezetés lehet csúszóvezetésű illetve golyósvezetésű. A vezetőoszlopok átmérői nem egyformák, így biztosítják a szerszámot az esetleges helytelen összejáratás ellen. A fejlapon illetve az alalapon elhelyezett elemek helyzetét illesztőszegekkel kell biztosítani. Előnye: Pontosabb vezetés miatt pontosabbak a kivágott munkadarabok Nagy a szerszámvezetés élettartama, nagysorozatban történő alkatrészgyártásra alkalmas Hátrány: Bonyolultabb a szerszám felépítése, pontosabb megmunkálásokat igényel, nehezebb elkészíteni A szerszám önköltsége relatív nagy Kissorozatú gyártásnál nagyon drága az alkalmazása A vágás folyamata: A vágóél behatol a lemezbe, rugalmasan, majd képlékenyen deformálja (képlékenyen deformált zóna) a deformációs zónában a feszültségi állapot (összehasonlító feszültség) meghaladja az alakítási szilárdságot, megindul a képlékeny alakváltozás (nyírt felület), a deformációs zónában kezd kimerülni az anyag alakváltozó képessége, megjelennek a nyírási repedések (szakadozott felület), a nyírási repedések összeérnek, befejeződik a vágás. A lemez vágási felületén a fenti folyamatok is követhetők 112.



113 A vágórés és hatása Általában a lemezvastagság 5-10%-a lehet. A vágórés jelentős hatással van a vágási felület minőségére. Helytelenül kialakított vágórés erősen deformálja a vágási felületet. A vágórés jele z. Vágórés nagysága függ: vágandó lemez szilárdságától anyagminőségtől hidegalakítás mértékétől esetleges hőkezeltségi állapottól vágott lemez vastagságától. Kis vágórés hatása torzul a vágott felület nagyobb a súrlódás vágás közben gyorsabban kopnak a kések Nagy vágórés hatása vágott élet torzítja, szakítja görbíti a sávot Ha a vágórés értéke optimális, akkor a két repedés közvetlenül egymásba fut, míg ha kisebb, akkor egymást elkerülik, amelynek következtében egy összekötő felület (híd) alakul ki, majd az a vágóerő hatására szétszakad és ezzel befejeződik a vágás Ajánlott vágórés: 113.


114 Vágórés számítása 14. Mutassa be a hajlító igénybevétellel végzett lemezalakítási műveleteket, a hajlítás során kialakuló feszültségi viszonyokat, a hajlítás folyamatát, a visszarugózás jelenségét és kompenzálási lehetőségeit, a hengerlési irány hatását. Ismertesse a hajlítás technológiai tervezését (minimális hajlítási rádiusz, nyomatékszükséglet, teríték meghatározás). Ismertesse a hajlító szerszámok fajtáit, felépítésüket. A hajlítás anyagszétválasztás nélküli lemezalakító művelet, melynek során sík lemez egy részét adott szög alatt alakítjuk a többi részéhez képest. A hajlításnál a külső erők által létrehozott hajlítónyomaték hozza létre a képlékeny alakváltozást. A hajlítás helyén a lemezben húzó és nyomó feszültség ébred, amelyet a semleges szál választ el egymástól. A terhelés megszűnte után jelentős feszültségek maradnak vissza a hajlított lemezben, amely a lemez visszarugózását okozza. A semleges szálban nem ébred feszültség. Hajlítás folyamata 114.
115 A hajlító igénybevétellel végzett műveletek: Egyengetés - Kézi vagy gépi szerszámokkal végzett szabad hajlítás a hullámos részek kiegyenlítésére. A hengerlő egyengetés lemez vagy szalag egyengetése egymás utáni hengerek között, fokozatosan csökkenő hullámosítással. Élhajlítás - A lemez széleinek felhajlítása adott szögben és adott hajlítási sugárral. Behajlítás, Kihajlítás A lemez adott szögben vagy ívben hajlítása görbületi sugárral egy vagy több hajlítási tengely körül hajlítószerszámban. A lemez szélének szögbe hajlítását felhajlításnak, lehajlításnak vagy élhajlításnak is szokás nevezni. Korcolás A lemez szélek kötése a szélek egymásra hajlításával és összenyomásával. Göngyölítés Az előhajlított lemez gyűrű alakú behajlítása. Hullámosítás A sík lemez hullámos kialakítása fogazott hengerekkel, vagy alternáló mozgású szerszámmal. Tekercselés A lemez hajlítása csavarvonalban vagy csigavonalban. (rugók gyártása) Hajlítás fajtái és feszültségi állapotai: Hajlítás folyamata során a lemez hajlító igénybevételnek van kitéve: lemezterítéket a hajlítóbélyeg a hajlítóüregbe kényszeríti. A szerszám által igénybevett részen a lemez 115.

116 alakváltozást szenved az erők által kifejtett hajlítónyomaték által. Hajlítás során a lemez szálai részben nyomásra, részben húzásra vannak igénybe véve. A hajlítóbélyeg az anyag feléje eső részét nyomásra, a külső, hajlító prizma felé eső részt pedig húzásra veszi igénybe. A belső szál megrövidül, a külső szál pedig megnyúlik. Hengerlési irány: A húzott részen fellépő nagy feszültség miatt arra kell törekedni, hogy a hajlítás tengelye a lemez hengerlési irányára merőleges legyen, vagy azzal legalább 45 szöget zárjon be. (a lemez nyúlása mindig a hengerlési irányra a legnagyobb) Ellenkező esetben a húzott réteg könnyen elszakad. Hajlítás fajtái és feszültségi állapot: Hajlításkor nem csak a jelzett érintő irányú feszültségek (th és tny) ébrednek a lemezben. A hajlítás helyén ébredő sugárirányú feszültség az ún. nyomott és húzó részeken is mindig nyomófeszültség. A szélességéhez képest viszonylag vastag lemez keresztmetszete a hajlítás helyén jelentősen deformálódik. A lemezben szééességirányban feszültségek nem ébrednek. A vékony lemez keresztmetszete szélesség irányában a hajlítás helyén nem változik. Az alakváltozás tehát síkbeli. A lemez geometriája miatt nem csökken a húzott és nem növekszik a nyomott rész szélessége, a húzott szálban húzó, a nyomott szálban nyomó feszültség ébred szélesség irányban is. Feszültségi és alakváltozási állapot: Visszarugózás oka, mértéke és kiküszöbölésének módjai: A visszarugózás a hajlított munkadarab méret és alak pontosságát, minőségét befolyásolja. A hajlítás után a hajlítóerő megszűnésével a hajlított darab kinyílik, hajlítási szöve megváltozik. 116.


117 Visszarugózás okai: 1. A hajlított lemezdarabban a semleges réteg két oldalán összesen s r vastagságú rétegben az alakváltozás csak rugalmas. Ez az s r vastagságú rugalmasan deformálódott réteg képvisel egy nyomatékot. M f =k f0. K Ez a nyomaték a hajlító erő, vagy nyomaték, megszűnte után rugalmasa kinyitja az alfa szögben hajlított darabot. 2. A lemez képlékenyen hajlított külső és belső húzott és nyomott rétegeinek összalakváltozása rugalmas és képlékeny alakváltozások összege. A hajlítás befejezésekor a rugalmas deformáció megszűnik, azaz az alfa szögre hajlított darab kinyílik. A visszarugózás kiküszöbölése: A lemezhajlításnál cél a pontos szögben történő hajlítás. A hajlításnál jelentkező visszarugüzést korrigálni kell. Legkézenfekvőbb a túlhajlítás: Túlhajlítás: Ez azt jelenti, hogy a lemezalkatrészre előírt alfa szögnél a darabot kisebb, alfa-béta szögűre hajlítjuk. Ez egyszögű hajlításnál egyszerűen megoldható. Legfeljebb a visszarugózási szög mértékének bizonytalansága vagy a lemezanyag adagonkénti változása okoz gondot. A túlhajlítás U alakú hajlításnál mozgó szerszámelem nélkül is megoldható a hajlítóbélyeg megfelelő kialakításával. Vasalás: vastag illetve lágyabb lemezek esetén a visszarugózás kiküszöbölhető vasalással is. 117.
118 V alakú hajlításnál, ha a szerszám zárása pillanatán túl túlnyomást gyakorlunk a munkadarabra, csökken a visszarugózás mértéke. Igaz ez alakhibát okozhat. U alakú hajlításnál a vasalóerő csökkentése érdekében a hajlított lemeznek csak egy részét vasaljuk meg. Billenő tuskós és forgó görgős túlhajlítás: Többszögű hajlításnál rendszerint valamilyen pótlólagos mozgással valósítható meg. Ilyen megoldások a billenőtuskós és a forgó görgős szerszámokban történő hajlítás. 118.



. Az rn a gyakorlat számára elegendő pontossággal táblázat és a következő összefüggés szerint határozható meg: rn= r+x.")
119 A hajlítás technológiai tervezése: 1. A hajlítási mód megválasztása. 2. A hajlítás sugarának ellenőrzése. 3. A munkadarab kiterített hosszának meghatározása. 4. A visszarugózás számítása. 5. A hajlítóforma és bélyeg geometriájának meghatározása a túlhajlítást figyelembe véve. 6. A hajlítás erő és munkaszükségletének meghatározása. Minimális hajlítási sugár: A lemez alakváltozása függ az r/s viszonytól. Minél kisebb ez a hányados, minél kisebb a hajlítás sugara, annál nagyobb az alakváltozás mértéke. Így a hajlítás sugara nem lehet akármilyen kicsi. A hajlítás nyomatékszükséglete: a lemez feszültségi állapota és alakváltozása hajlítás közben bonyolult, két vagy háromtengelyű. Ezért a hajlítás nyomatéka két nyomaték összegeként is számítható: M= M rug. és M képl. levezetések után: A hajlított lemezalkatrész terítékének meghatározása A hajlított lemezalkatrész kerített hosszának meghatározásához a semleges réteg sugara ismerete szükséges (rn). Az rn a gyakorlat számára elegendő pontossággal táblázat és a következő összefüggés szerint határozható meg: rn= r+x.s, ahol x= korrekciós tényező (r/s-től függ, értéke táblázatból vehető) Hajlító szerszámok fajtái, felépítésük A hajlító szerszámokat működésük szerint egyműveletes és sorozatszerszámok, vezetésük szerint vezetés nélküli és vezetőlapos szerszámok, a munkadarab eltávolítása szerint kézi, rugós és 119.
120 kényszerkidobós szerszámok lehetnek. A hajlított darab alakjának, méretének és a sorozat nagyságának megfelelően különböző szerszámtípusokat alkalmazunk. Kis sorozat esetén nyitott szerszámot, közepes sorozat esetén rugós vagy kényszerkidobós szerszámot, a nagy sorozatú darabokhoz és a többszörösen összetett hajlított darabokhoz sorozatszerszámot szokás alkalmazni. Fajtái: lengőtuskós, forgógörgős, billenőpofás, oldalékes Oldalékes hajlítószerszám: Az oldalirányú mozgást az oldalékek biztosítják. A kétoldali derékszögű hajlítás után az oldalék a csúszkákat a bélyegre nyomja, miközben a bélyeg rugója összenyomódik. Billenőpofás, ellentartós hajlító szerszám: Főleg a pontos derékszögű U hajlításra alkalmas. Az ellentartó megakadályozza a lemez aljának kidomborodását. Ez a rugózás mértékét növeli, de az ellenpofákkal ellensúlyozni lehet a jelenséget. Hajlítás során a bélyeg válla rátámaszkodik a billenőpofákra, és azokat befelé billenti a csapok segítségével. A bélyeg visszaállását rugók segítik. Forgógörgős szerszám: A hajlítás során a bélyeg mikor eléri a forgógörgőket, azokat lefelé nyomja. A görgők elfordulás közben a bélyeg falára nyomják a lemez szárait. Lengőtuskós szerszám: A bélyeg lefelé haladáskor a lengőtuskókat csapjuk körüli elfordulásra kényszeríti. A tuskók a munkadarab alakjának megfelelően kiképzett bélyeg falára nyomják a lemezt. Hajlítás élhajlító sajtón: Több hajlítási szöggel bíró hosszú darabokat élhajlító gépen készítenek. A hajlítot darab néhány méretét ütközővel kell biztosítani. Fontos a hajlító műveletek sorrendjének meghatározása. Különösen a több szögű munkadarabok esetén. Mindi a teríték végein lévő hajlításokat kell először elvégezni. Korszerű élhajlító gépeken autómatizálható: ütközők helyzete, hajlító bélyeg gyor sebessége, a valasó erő, matrica forgatása megfelelő helyzetbe. Az ilyen NC/CNC vezérlésű élhajlító gépek különösen nem nagy dbszámú, de sokféle bonyolult darab esetén a mellékidők csökkentése során idő és költségmegtakarítást jelentenek. 120.

121 Hajlítás alakos hengereken: Hosszú, később 6m-es darabokra vágandó, esetleg végül zárt profilokká hegesztett szelvények folyamatos gyártására használják. A hajlítás az egyes hengerpárok között fokozatosan történik addig, míg a késztermék ki nem alakul. 15. Mutassa be a húzó igénybevétellel végzett lemezalakítási műveleteit, a mélyhúzás folyamatát és feszültségi állapotait. Ismertesse a mélyhúzás hibáit és kiküszöbölési lehetőségeiket, valamint a húzások számának meghatározását. Ismertesse a lemezek mélyhúzhatóságának megítélését, az anizotrópia hatását. Ismertesse a mélyhúzás technológiai tervezését és szerszámait (matrica és bélyeg kialakítások, ráncgátlás). Húzó igénybevétellel végzett lemezalakítási műveletek: - Mélyhúzás - Nyújtóhúzás - mélynyomás - alaknyomás Mélyhúzás definíciója: kezdő húzás sík lemezből és továbbhúzás üreges elő gyártmányból. Technológiája, folyamata: Mélyhúzás során sík lemezből elsősorban húzó igénybevétellel üreges testet alakítunk ki. Vékonyfalú üreges testek tömeges előállítására a leggazdaságosabb képlékeny alakító technológia. 121.


122 Felosztása: Alakváltozási állapot: Alakváltozási állapot: a mélyhúzás során a lemez bonyolult alakváltozási folyamaton megy keresztül. Feszültségi állapot: A mélyhúzás során a lemez egyes részet különböző feszültségi állapotba kerülnek. Alapvetően három jól elkülöníthető részt különböztetünk meg. A közbenső lekerekítéseknél három tengelyű feszültség állapot van. Mélyhúzás hibái, kiküszöbölési lehetőségei: - fülesedés - ráncképződés - repedés, szakadás Fülesedés: Oka a lemez anizotrópiája. A hengerelt lemezek egyirányú alakítást szenvednek a hengerlés során és a mechanikai tulajdonságaik a hengerlési iránytól függővé válnak. Azt mondjuk, hogy a lemez anizotróp. Mélyhúzás során a lemez körszimetrikus igénybevételnek van kitéve. Mivel a lemez tulajdonságai nem szimmetrikusak, így az anizotrópia miatt fülesedés alakul ki, ez veszteség a képződött füleket el kell távolítani, így növeli a teríték méretét, rontja az anyagkihozatalt. 122.

 ha nagy a teríték átmérője ha kicsi a lemez vastagsága Ráncgátló nem kell: ha D/s< 30 (40) vagyis ha kicsi a teríték átmérője ha vastag a lemez Húzások")
123 Ráncosodás, ráncgátlás: A mélyhúzás folyamatára jellemző, hogy egy nagyobb átmérőjű sík tárcsából ( D) egy kisebb átmérőjű csészét ( d) hozunk létre. Erre egy nyomó igénybevételre van szükség. Ez biztosítja a t feszültség. Ezen nyomófeszültség hatására a lemez kihajlana, felülete hullámosodna, ráncosodna. Ezt a ráncosodást akadályozza meg a ráncgátló. Ha a lemez vastagabb, a kiinduló tárcsaátmérő (D) kisebb a ráncosodás veszélye nem áll fenn, ráncgátló nélkül is eredményes lehet a mélyhúzás. Ráncgátlót kell alkalmazni: ha D/s>40 (30) ha nagy a teríték átmérője ha kicsi a lemez vastagsága Ráncgátló nem kell: ha D/s< 30 (40) vagyis ha kicsi a teríték átmérője ha vastag a lemez Húzások számának meghatározása: Ha a kiinduló tárcsaátmérő D, akkor az egyenes húzási fokozatokban az alábbi húzási tényezők határozhatók meg: Előhúzó fokozat: m = d 1 D 1. továbbhúzó fokozat: m 1 = d 2 d 1 2. továhhúzó fokozat: m 2 = d 3 d 2 n. továbbhúzó fokozat: m n = d (n+1) d n Ha a húzási tényező az előhúzó fokozatban m, akkor a továbhúzó fokozat mindegyikében m1, akkor a szükséges huzási fokozatok így számíthatóak: n = 1 + lgd n lg (md) lgm

 kevésbé, szélesség irányben ( b irány) könnyen változtassa")
124 Normális irányú anizotrópia: A L menyúlást szenvedett szakító próbatest szélességi és vastagsági irányába létrejött valódi nyúlások hányadosa. A szakítóvizsgálat során az s lemezvastagság helyett méréstechnikai okoból célszerűbb a próbatest b szélességét mérni és az s értékét a jeltávolságon belüli térogatrészre felírt térfogatállandóságból meghatározni. A normális irányú anizotrópia és a mélyhúzhatóság kapcsolata A lemez jó mélyhúzhatóságához az szükséges, hogy vastagság irányban ( s irány) kevésbé, szélesség irányben ( b irány) könnyen változtassa méretét a szakító próbates taz egyenletes nyúlás tartományban. Az állítás a mélyhúzás közben alakváltozó, félig kihúzott csésze jellegzetes helyein (ráncgátló alatti perem és ár kihúzott csészefal) alakváltozási állapotával igazolható. A peremben kijelölt réfogatelem alakváltozását szemlélteti az a ábra, amely szerint radiális irányban jelentős mértékű núlás, kerület irányban pedig rövidülés jön létre ugyanakkor lemezvastagság irányban alig van változás. A kihúzott csésze palástban (b ábra) kijelölt térfogatelem elsősorban a húzóbélyeg mozgásirányában nyúlik, kerület irányban a mérete változatlan, lemezvastagság irányban rövidülés jön létre. 124.
 mért normálirányú anizotrópia értéke 1 felett van.")

125 Anizotrópiai térkép: Átlagos normál irányú anizotrópia és Lankford szám A normál irányú anizotrópiánál megbízhatóbban jellemzi a mélyhúzhatóságot a Lankford szám, amely: r = r 0 + r r 45 4 Lágyacél lemezek jó mélyhúzhatóságához az r>1,1 feltétel teljesülése szükséges, ami biztonsággal akkor valósul meg, ha valamennyi irányban (0,45,90) mért normálirányú anizotrópia értéke 1 felett van. A síkbeli anizotrópia mérőszáma a normálirányú anizotrópia mérőszámainak felhasználásával az alábbi összefüggéssel határozható meg: r = 1 2 (r 0 + r 90 2 r 45 ) A lemez fülesedési hajlama szoros kapcsolatban van a síkbeli anizotrópiával. f = H max H min H max delta r 0 esetén az f értéke kicsi, vagyis a fülesedés elhanyagolható. Kedvezőtlen esetben f 0,1 0,15 értéket is elérheti. Lemezek mélyhúzhatósága: Lillet-diagram (r-n minősítés): képlékenységi anizotrópia és a keményedési kitevő függvényében osztályozza az anyagokat mélyhúzhatóságuk szerint. Mélyhúzás technológiai tervezése: Szerkesztés irányelvei: méretek helyes megválasztásával kevés húzási lépcsőre legyen szükség (H/D viszony!) lehetőleg forgásszimmetrikus alakra kell törekedni (az egymásra merőleges felületek növelik a szerkezeti anyag és a szerszámigénybevételt) a szerkezeti anyag megválasztásának elsődleges szempontja a jó alakíthatóság 125.


126 Szerszámai (matrica, bélyeg kialakítások, ráncgátlás): Szerszám főbb részei: mélyhúzó bélyeg- alakja a mélyhúzott munkadarab alakjának felel meg mélyhúzó gyűrű-alakja követi a mélyhúzó bélyeg alakját, attól a húzóréssel nagyobb ráncgátló- a húzandó lemez (teríték) ráncosodásának megakadályozására, nem minden esetben szükséges teríték- kiinduló mélyhúzandó lemez Geometriai kialakítások - Rugós ráncgátlós mélyhúzó szerszám - hidraulikus ráncgátlós mélyhúzó szerszám 126.


127 Szerszám elrendezések: 16. Ismertesse a karosszéria lemezalkatrészek alakításának tervezési szempontjait, technológiájának sajátosságait. Ismertesse a karosszéria gyártásban alkalmazott korszerű anyagokat. Mutassa be a karosszéria alkatrészek szerszámait és alakító gépeit. 127.



128 A karosszéria lemezek alakítástechnológia folyamata: Maga az alakítástechnológia tervezés előkészítése alapvetően négy, egymástól jól elkülöníthető technológiai lépésre bontható: 1. A kiinduló teríték alakjának meghatározása, figyelembe véve a húzóbordák és tehermentesítő lyukak helyszükségletét. 2. A karosszéria-elem sajtolás-nyújtva húzás, mélyhúzás- alakítástechnológiai tervezése 3. A sajtolt lemez kivágás technológiai tervezése. Többnyire nem egy, hanem 3-4 különböző szerszámban történő kivágás, lyukasztás stb jelent, mire a végleges elem kialakul. 4. Az utolsó művelet a kalibrálás, vagy utánalakítás, melynek célja az adott karosszéria elem mérethelyes végleges alakjának biztosítása. A technológia sajátosságai Húzóbordák alkalmazása: Húzóbordát-húzóhornyoknak a húzóléceknek is nevezik- főként szabálytalan alakú üreges testek húzásakor nagyméretű szerszámokon használnak. Megkülönböztetünk befolyó és fekező bordát. A megkölünböztetést egyrészt a feladat és a cél, másrészt a szerkezeti felépítés indokolja. 128.


129 Befolyóborda: megszakítás nélkül körülveszi a húzóélt, közvetlenül csatlakozik hozzá és részben a húzóél szerepét tölti be. A befolyóbordát mindig a húzógyűrűre helyezik el. A befolyóborda sugara r= 0,01ds, ahol d- üreges test átmérője, vagy belső szélessége; s- a lemez vastagsága. A legömbölyítés után kifelé 45fokos szög alatt lejt, majd 2r sugarú ívbe megy át. A befolyóborda jó szolgálatot tesz ovális körvonalú üreges testek húzásakor. ív- félgömb alakú üreges testet egy lépcsőben majdnem mindig befolyógyűrűvel húzzák. A kopásállóság növelése céljából a húzóbodra edzett gyűrűs betét, melyet a süllyesztékre külön szerelnek fel, hasonlóan a fékezőbordákhoz. Fékező borda: Lényegesen jelentősebb nagy húzószerszámokon a fékezőborda szerepe. A karosszéria alkatrészek húzása olyan változatos, hogy nehéz az egész területre a húzóborda szerepét bemutatni, lényege, hogy szabályozza az anyag kívánt mértékű alakváltozását. A megfelelő helyekre elhelyezve, arra kell trekedni, hogy lehetőleg minél kiegyenlítettebb legyen a teljes nyújtva húzott lemezen az alakítás. Ott kell elhelyezni, ahol az anyag nem kívánatosan könnyen és akadálymentesen csúszna a húzóéleken. Ez az eset, a szabálytalan alakú szögletes húzott alkatrészeknél az egyenes és kis ívű szakaszokon van, ahol a kismérvű hajlító igénybevételen kívül további alakítás nem volna. Itt a bélyeg a lemezt akadály nélkül behúzná. A nagymérvű feszültség különbség miatt a sarkokon a darabok ráncosodnak, esetleg szakadnának is. Ezért mindent meg kell tenni, hogy egyrészt a sarkokon az igénybevételt enyhítsük, másrész a többi oldalakon az anyag folyását fékezzük. Ez a szerepe a fékezőbordának, melyet több sorban is elhelyeznek az igényeknek megfelelően. Tehermentesítő lyukak alkalmazása: Egyes karosszéria elemek húzásakor a helyi nagy alakítási igény miatt nehezen lehetne a megkívánt 15-25% helyi alakváltozás mérték keretében maradni. Pl. ajtó, vagy az oldalfal elemek. Ilyen esetben a terítéken-, vagy az előhúzáskor előlyukasztással az alakításhoz szükséges plusz lemezanyag szükséglet a több irányból is oda tud folyna a megkívánt mértékben. A külső élek körülvágások és az ablaknyílások kivágását követően ezek a beszakadások kivágásra kerülnek. Arra kell vigyázni, hogy a lyukak mérete és helye úgy legyen meghatározva, hogy ezek az átszakadások a kész alkatrészt ne érjék el és a szakadások húzás közben az R szakadási vonalak mentén képződjenek. Korszerű karosszéria anyagok 129.
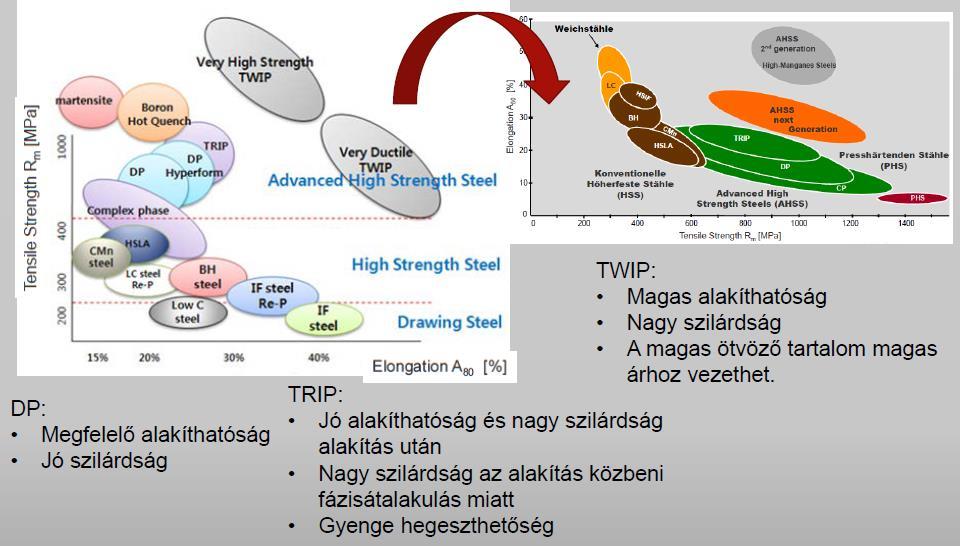
130 130.
 TRIP")

 acélok TWIP")

131 DP (Dual Phase: duál fázisú acélok) TRIP (Transformation-Induced Plasticity: fázisátalakulással kiváltott képlékenységgel rendelkező) acélok TWIP (Twinning-Induced Plasticity: ikresedéssel előidézett képlékenységgel rendelkező) acélok Karosszéria alakatrész szerszámai: 131.

132 Minden felesleges anyag, művelet, időráfordítás hatalmas költség veszteséget jelent. Ezért a karosszéria elem a szimulán engineering tervezés komplex folyamatában általános törekvés: - a karosszéria elemek számának csökkentése - karosszéria fő részeinek variációja: egy alapvázon különböző felépítményeket lehessen ráépíteni pl. limuzin, kupé, terepjáró, sedan, kombi - egy-egy főegység különböző márkába vagy típusba legyen felhasználható pl. Opel Astra H motortartó szerkezeti alváza = Chevrolet Cruze, Saab 9-3 hoz is beépíthető A különböző szerszámok a műveleti sorrendek szerint kerülnek a felépítménybe. Ha a munkadarabot kevesebb, mint öt szerszámmal elő lehet állítani akkor a egyes szerszámhelyet üresen hagyják és oda a munkadarab tartót szerelik be. Már a tervezés előkészítés fázisában pontosan kell tudni, hogy az adott karosszéria elem gyártása mely sajtoló gépeken vagy sajtoló transzferen történik majd. Éppen ezért már a tervezés-előkészítés fázisában pontosan kell tudni, hogy az adott karosszéria elem gyártása mely sajtoló gépeken sajtoló sor présutcájában vagy sajtoló-transzferen fogják gyártani. Az első munkahelyen történik mindig a sajtolás, a következő munkahelyek a kivágás, lyukasztás, kicsípés munkahelyei és az utolsó, a kalibráló munkahely. Az alsó-, felső szerszámfelületek összevezetése oszlopokkal vagy lapokkal történik, Ezek az elemek szabványosítottak. Az oszlopok egységes furatainak illesztése h6, a perselyeké H7, melynek anyaga többnyire sárgaréz. Az oszlopos vezetés előnye a vezetőlapossal szemben a helyzet-meghatározás egyérteműsége, valamint az oszlop bármilyen irányű igénybevételt azonos biztonsággal elvisel. Nagy szerszámokon négy, keményfémbetétes vágószerszámokon néha még hat oszlopot is használnak. Alakítás közben egyes szerszámelemek haránt irányú mozgása szükséges. Célja, hogy a hiányzó anyagot a megfelelő helyre kényszerítse, vagy a vezetés nélküli felületeket vezesse és ezéltal a ráncképződés kisebb mértékű legyen. Alakító gépei: Karosszéria elemek peremezését általában présszerszámokkal végzik. Az alakítást nem szakaszosan, hanem teljes kötési hosszban két-három műveletre osztva készítik el. A külső peremeket felhajtják 90 fokban, utána peremet 45 foka tovább hajlítják, majd a kövekező lépésben készre hajlítják. A karosszéria elmeket sajtolásához az előgyártmány a különböző minőségú finomlemez, amely a sajtoló üzemekbe felcsévélve nagy tekercsben érkezik. 2 teríték lemeztechnológia: tekercsekből a lemez lecsévélése, egy vagy két lépésben a terítékek lyukasztása és kivágása. A kivágás illetve a lyukasztás a stancolón szakaszosan működik. Szükség van egy tartalék szakaszra, mely megfelelő pufferként szolgál és egyben a lemez síkba fektetését is elvégzi, a ráncsokkal elkerített aknában, balesetmentesen. 132.

133 17. Ismertesse a finomkivágás elvét, folyamatát, szerszámait és alkalmazási területeit. Mutassa be a rugalmas közeggel történű kivágás és mélyhúzás technológiáját. Ismertesse a falvékonyító mélyhúzás technológiáját. Finomkivágás elve A szokásos kivágási műveletekkel IT9-12 pontossági fokozat biztosítható. A vastagabb lemezek, (2-3 mm felett) kivágásánál a vágási pontosság fokozható a finomkivágás alkalmazásával. A finomkivágás elvéből adódóan a kivágott darab és a lyukasztott lemez nyírt felüle szinte a teljes lemezvastagság mentén képlékenyen nyírt, köszörült felület minőségű, merőleges a lemez síkjára. A munkadarab méretpontossága IT 7-8. A finomkivágáshoz többszörös működésű présgép szükséges ahhoz, hogy a vázlaton jelzett erők és mozgások biztosítva legyenek. Finomkivágás folyamata: Az a ábrán az aktív elemek és a sáv vagy szalag kiinduló helyzete látható A második fázisban a szerszám zár és az ékgyűrűt Fgy erővel a szalagba nyomja. b Következő lépésben a kivágóbélyeg megkezdi a kivágást az Fell ellenbélyegerővel szemben. c A kivágási folyamat alatt az ékgyűrűlapot leszorító Fgy erő végig fennmarad. A bélyeg szűk vágórés miatt nem jár a vágólapba, a vágólap felső síkja felett 0,01 0,02 mm-nél megáll, ezzel a munkadarab leválasztási folyamata befejeződött. d 133.


134 A kivágott darab a fényes vágott felületének sérülésmentessége érdekében nem nyomható vissza a sávba. A szerszám felső rész nyitásának megkezdése előtt az ellenbélyeg az alsó holtponti helyzetésben reteszelődik. A szerszám felső rész nyit, a kivágó bélyeg és az ékgyűrűlap kiinduló helyzetébe megy, a sáv vagy szalag a vágólap síkjáról felemelkedik. Megszűnik az ellenbélyeg reteszeltsége, kiinduló helyzetébe emelkedik, ezzel egyidőben a munkadarbot a vágólap felső síkjára emeli. A szerszám munkateréből a darabot a levegő fuvatássalvagy kézzel távolítják el, melynek folyamatát gondosan ellenőrizni kell. A munkatérben maradt munkadarab a következő ciklusban súlyos kásokat okozhat a szerszámban. Finomkivágás pontossága: Alkalmazási területei: Finomkivágás szerszámai, gépei Rugalmas közeggel való kivágás Rugalmas közeggel történő alakításkor az egyik szerszámgél merev, a másik szerszámfél valamilyen rugalmas közeg gumi, vagy poliuretán. Ez a szerszám jóval olcsóbb a hagyományosnál, kis sorozat esetén a lemezlakításban jól haszonsítható. Ma már 0,05...0,1 mm és 2,0...2,5 mm közötti vastagságú acéllemez is vágható poliuretán elasztomerrel. A vágás pontossága az IT fokozatnak felel meg. A kisebb vastagsági lemezek vágásához tartozik a nagyobb pontosság, amely különösen figyelemre érdemes, mert a kisebb lemezvastagsághoz tartozó kis vágórés elkészítése igen pontos megmunkálást igényel hagyományos szerszámoknál. 134.


135 A poliuretán párna függőleges mozgásával a vágóbélyegre szorítja a kivágandó lemezt és elkezdi a bélyeg körvonalán kívül eső részt a leszorító lapra hajlítani. Amint a lemez eléri a leszorító lapot, a felületi érdesség és a súrlódási erő ellenére közeledik a vágóbélyeghez. Nvöekszik a párnanyomás, ezért a hulladékrész egyre nagyobb felületen érintkezik a leszorító lappal, mely következtépen a súrlódási erő növekszik. A lemez elmozdulása akkor szűnik meg, amikor a úrlódó erő nagyobb a behúzó erőnél. A növekvő párnanyomás miatt a hulladékon kialakuló rádiusz csökkenése a lemez alakváltozása és nyúlása miatt lehetséges. A poliuretán párna nyomásának növekedésével és a rádiusz csökkenésével a lemez annyira megnyúlik hogy elszakad. így létrejön a kivágás. Mélyhúzás poliuretán párnával (elasztomerrel) Ennél a műveletnél a bélyegkontúr határozza meg a kívánt munkadarab alakját. Az ellenszerszám egy rugalmas közegből álló egyszerű geometriai alakú, könnyen alakítható párna. Rendszerint gumi,vagy poliuretán elasztomer. A kettő között helyezkedik el az alakítandó lemez. a) Régi eljárás: A gumipárna egy köpenyen belül meg van vezetve és ezen belül nyomjuk rá a lemezt a szilárdan nyugvó bélyegre. Gyakorlatilag ez ráncfogó nélküli mélyhúzásnak számít, így a mélyhúzási viszony igen korlátozott. Jelentős a köpenyben fellépő csúszósurlódási erő is, amely megnöveli az erőszükségletet és jobban igénybe veszi az alkalmazott gumiárnát. b) Guerin eljárás: A fent nevezett hátrányok kiküszöbölésére kifejlesztett eljárás a b ábrán látható. Itt már a rugalmas párna nem súrlódik olyan nagy mértékben a köpenyen, de ez is a ránctrtó 135.


136 nélküli mélyhúzásnak számít, és itt is korlátozott a húzási viszony. Mindkét eljárás megfelel lapos és héjszerű alkatrészek (pl. burkoló elemek) előállítására. A húzott alkatrészeken a meredek függőleges oldalfal biztosítás szinte nem lehetséges mert ez a rugalmas párna alsó helyzetében annak nagymértékű nyúlását igényelné. c) Marform eljárás: Ennek a hátránynak a kiküszübülésére fejlődött ki a Marform eljárás, amely már tuladonképpen egy ráncfogós mélyhúzás. Ebben az esetben az alakítandó lemezt az egy szintben elhelyezkedő ráncfogóra és bélyegre helyezzük. Az alakítás során a rugalmas párna hozzászorítja a lemezt a ránfogóhoz, ammely a beállított ellenynomás elérése után folyamatosan süllyed, míg merevenrögzített bélyeg elvégzi a munkáját. d) Hidraw eljárás: A Marform eljárás egy másik variációja a Hidraw eljárás, amelynél a bélyeg is elmozdul a ráncfogóval ellentétes irányban. Ez utóbbi két módszer előnye, hogy nagy húzási viszony érhető el és a mélyhúzott csésze lemezvastagságának az eltérése nem nagy. Falvékonyító mélyhúzás: A falvékonyító mélyhúzás a jellemző feszültségi állapot és a végbemenő falvékonyító alakváltozási folyamat alapján lényegében térfogat-alakító művelet. Kiinduló darab lehet vastag lemez, melyet először edénnyé mélyhúzunk esetleg kismértékű falvastagság csökkenéssel. Kovácsolt vagy folytatott vastag falú edény is lehet a falvékonyító mélyhúzás előgyártmánya. A fal-(ill. lemez) vastagság változása jelentősebb, mint az átmérő (középátmerő) csökkenés. A falvékonyító gyűrű félkúpszöge fontos szerszámozási kérdés. 136.


137 Falvékonyító mélyhúzás feszültségi és alakváltozási állapot: A falvékonyító gyűrű optimális félkúpszöge Befolyásolja a művelet erőszükségletét. 137.

138 18. Ismertesse a lemezanyagok alakíthatósági vizsgálatait (Erichsen-féle mélyítő próba, csészehúzó vizsgálat). Ismertesse az alakítási határdiagramok elvét, alkalmazási területeit, valamint felvételük módjait. Finomlemezek s<3mm Technológiai vizsgálatok: - Erichsen - csészehúzó - félgömb kupola teszt Erichsen-féle mélyítő próba A vizsgálattal a lemez szakadásig elviselt nyúlása (níújthatósága) állapítható meg kéttengelyű húzó igénybevétel mellett. A próbatest mérete 70x70 [mm] A próbatest vastagsága: s=0,2 2 [mm] A bélyeg sebessége: 5-10 [mm/min] A próbatestet a ráncgátló elcsúszásmentesen szorítja a matricához. A bélyeg és a lemez között kenést alkalmazva, az első repedés megjelenéséig kell a bélyeggel a mélyítést végezni. Az Erichsen-féle mélyítési szám (IE) az első repedés megjelenéséig mérhető bélyegelmozdulás mmben. Vizsgálat előnyei: Az alakváltozott rész felületének minősége jellemző a lemez anyagána szemcsenagyságára (durva szemcsézet esetén a felület narancshéjra emlékeztet) A repedés alakja, illetve a repedés környezetében kialakuló kontrakciós vonal jellemző a lemez anizotróp tulajdonságaira. Hátrányai: A vizsgálat végrehajtás és a kiértékelés szubijetív hibái miatt csak nagy szórással jellemzi a lemezanyagokat A vizsgálatnál kialakuló feszültség-és alakváltozás állapot eltér a mélyhúzásétól, ezért a mérőszám elsősorban a nyújthatóságot jellemzi, a mélyhúzhatóságot csak közvetetten. Csészehúzó vizsgálat A mélyhúzási folyamatot modellezi, tulajdonképpen kísérleti húzásnak tekinthető. Ez a vizsgálat elvében is eltér az Erichsen féle mélyítővizsgálattól. A két vizsgálat által kapott mérési eredmények között nincs kapcsolat, ezért nem is helyettesítik egymást. 138.



![A húzóbélyeg átmérője: d=33 [mm] A szerszámkészlethez három darab húzóbélyeg](/docs-images/91/105483970/images/139-3.jpg "tartozik egységesen 33mm-es átmérővel, de különböző lekerekítési sugárral")
139 A vizsgálat elve: A vizsgálandó lemezből a mintavételi szabvány előírásainak megfelelő helyről kivágott, fokozatosan növekvő Do átmérőjű tárcsákat, adott lekerekítés, azonos átmérőjű húzóbélyeggel csészévé húznak. A még szakadás nélkül csészévé húzható tárcsaátmérőt tekintik a mélyhúzhatóság jellemzőjének és IG-vel jelölik. A kihúzott csészén meghatározható a vizsgált anyag fülesedési hajlama is. A húzóbélyeg átmérője: d=33 [mm] A szerszámkészlethez három darab húzóbélyeg tartozik egységesen 33mm-es átmérővel, de különböző lekerekítési sugárral [RL=5mm, RA=12mm, RG=16,5mm]. Alakítási határdiagramok: 139.
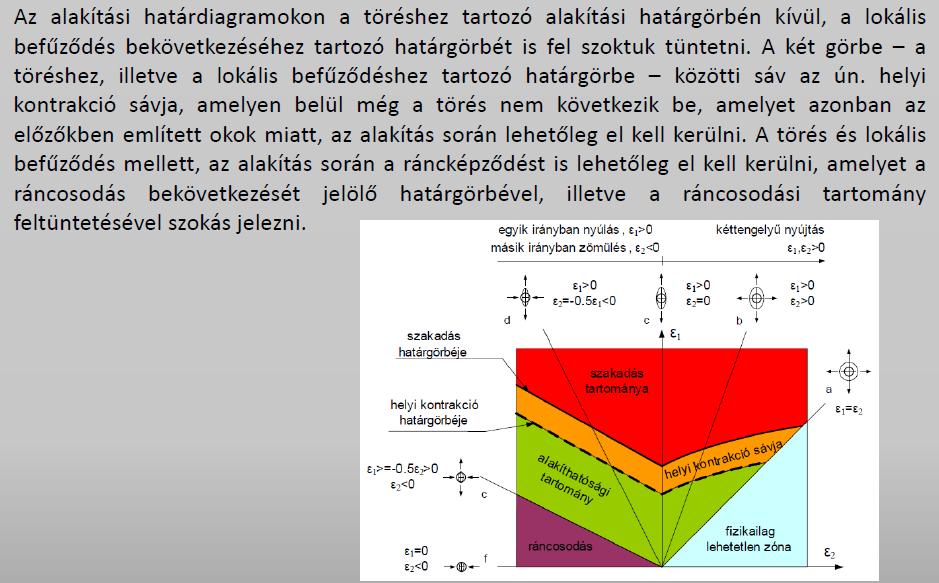
140 140.

141 FLD görbék felvétele, Nakazima vizsgálat Alkalmazási példák: - jármű alkatrész gyárthatósági vizsgálata - alakváltozások számítása és ábrázolása - összehasonlítás az alakíthatósági határgörbével 141.
142 Forgácsoló megmunkálás (4kp) 19. Esztergálási műveletek és azok technológiája: a munkadarab befogó készülékek, szerszámok, váltólapkás szerszámok lapkabefogás módjai! Kúp és alakos felületek esztergálási módjai. Esztergálás: forgástestek megmunkálása (tengely, persely, tárcsa). Egyélű szerszámmal állandó keresztmetszetű forgács leválasztásával. Főmozgás forgó mozgás mdb. végzi, Egyenes vonalú mellékmozgás előtoló mozgás szerszám végzi - nagyolás: pontossága IT12-14, érdessége Ra=12,5µm - félsimítás: pontossága IT10-11, érdessége Ra=3,2-12,5µm - simítás: pontossága IT7-9, érdessége Ra=1,6-6,3µm Az esztergálás műveletei: Hosszesztergálás: Olyan esztergálás, amely hengeres felületet hoz létre. Az előtolás a munkadarab tengelyével párhuzamos. Rendszerint nagyolásból és simításból áll. A nagyolás célja, hogy a munkadarabról a legrövidebb idő alatt a legnagyobb mennyiségű forgácsot távolítsuk el. A nagyoló kések merevek, anyaguk gyorsacél, vagy keményfém, fontos a hűtésük. A simítás célja a pontos és finom felületű munkadarab elkészítése. Simításhoz nagy forgácsolási sebességet, kis előtolást és kis fogásmélységet alkalmazunk. A simítókés mindig rádiuszos kialakítású (R > 2,5 f) Lépcsős esztergálás: Olyan hosszesztergálás, amit különböző hosszokon és különböző átmérőkön végzünk. Sík esztergálás: olyan esztergálás, amelynél a munkadarab forgástengelyére merőleges előtolással végezzük a forgácsolást. A darab homlokfelületét esztergáljuk. Általában ez az első művelet, amelynek során a munkadarabnak előbb az egyik végét, majd ha kell, a másik végét is tisztára esztergáljuk, addig, amíg megkapjuk a hosszméretet. Ha a munkadarabot esztergálás közben csúccsal meg kell támasztani, akkor oldalazás után központfuratot kell készíteni a munkadarab homlokfelületébe. Beszúrás: A munkadarab palástfelületén körbefutó horony esztergálása. A horony egyenes, vagy rádiuszos lehet. A kést a horony alakjának megfelelően kell köszörülni. Az előtolás keresztirányú Leszúrás: forgácsolással végzett darabolás. Az elkészített munkadarabot a megfelelő hosszméretre leszúrjuk a rúdról. A munkadarab esztergálásának utolsó művelete. 142.

143 Kúpesztergálás: a kés mindkét tengely irányában végez egyidejű előtoló mozgást. Alakesztergálás: különböző alakos felületek készíthetők alakos késekkel, vagy másolással. Menetkészítés: az egyetemes esztergán menetet menetmetszővel, menetfúróval, fésűs menetkéssel és menetesztergálással készíthetünk. A menetesztergálás során a menetet egy meghatározott menetprofilú kés segítségével fogásonként készítjük el. Az előtolás hosszirányú, és fordulatonkénti értéke megegyezik a vágandó menet menetemelkedésével. A menetet több nagyoló, és néhány simító fogással alakítjuk ki. A késsel végzett menetesztergáláskor az előtolást a vezérorsó biztosítja. Fúrás, dörzsárazás: szintén végezhető esztergán. A csigafúrót (vagy dörzsárat) a szegnyeregbe fogjuk, és előtoló mozgását a szegnyereg kézi kerekének forgatásával tudjuk megvalósítani. Technológia: Munkadarab befogó készülékek, módok: 1. A tokmány az eszterga tartozéka, amely általában szabályos (kör, hatszög) keresztmetszetű munkadarabok befogására használatos. Befogja és központosítja a munkadarabot, és a forgácsoláshoz szükséges teljesítményt is közvetíti. Leggyakoribb a 3 pofás tokmány, alkalmazása rövid tengelyű (L/D<3) alkatrészeknél ajánlott. 2. A síktárcsát elsősorban szabályos és szabálytalan, öntött, kovácsolt, sajtolt, lángvágott előgyártmányok megfogására használják. A munkadarabot a tárcsa vagy a pofák homlokfelületéhez ütköztetik. Az erőt a pofák adják át, ezeket sugárirányban külön-külön csavarorsók mozgatják. A síktárcsa nem központosít, ezért csak akkor használható, ha a munkadarab túl nagy, más tokmányba nem lehet befogni, vagy nem forgásszimmetrikus. A nem forgásszimmetrikus vagy bonyolult alakú munkadarab a tárcsán kialakított hornyain átdugott csavarokkal rögzíthető. Mivel az alkatrész nem forgástest, ezért ellensúlyok segítségével gondoskodni kell a kiegyensúlyozásáról. 143.



144 3. Tengelyszerű alkatrészeket gyakran két csúcs között esztergálnak. A legpontosabb felfogási módszer, mert a megmunkálás során nem változik a központfurat helyzete, így a bázisváltási hibák minimálisak. A mérsékelt szorítóerő miatt csak kis fogás és előtolás alkalmazható, az egyenetlen forgó tömegek miatt a fordulatszám behatárolt. Ebben az esetben a forgó főmozgást a főorsóra szerelt menesztő tárcsa és a munkadarabra szerelt esztergaszív közvetíti. Ez a befogás nem teszi lehetővé a munkadarab teljes hosszban való megmunkálását. Ilyenkor a munkadarab menesztésére homlokmenesztőt használnak. A munkadarabot támasztó csúcsok lehetnek álló- és forgócsúcsok. Az állócsúcsokat nagyobb méretű munkadarabok megmunkálásakor alkalmazzák kis fordulatszámokon, míg a forgócsúcsok főleg nagy fordulatszámok esetén használhatók előnyösen. A két csúcs között történő megmunkálás akkor ajánlott, ha 3<L/D<12 közé esik. 4. Szorítópatronok. Húzott előgyártmányok külső megfogására alkalmas készülék a szorítóhüvely. A futáspontosság garantált, a köszörült kúpok tökéletesen illeszkednek egymásba. Mivel szinte teljes átmérőn szorít, viszonylag kis tengelyirányú erő elegendő a rögzítéshez, melyet a patron főorsó végéből történő meghúzásával érnek el. A tengelyirányú erő biztosítására más konstrukció is ismert, történhet a fej szorításával, gyorsoldású mechanizmus segítségével. A patronok méretválasztéka és kialakítása igazodik a kereskedelemben kapható húzott előgyártmányokhoz, így a járatos egészátmérők és a négyszög, hatszög szelvényű profilokhoz is kaphatók. 144.
, rugalmas alakváltozás elvén működő, ún. feszítőtüskék.")
145 5. Esztergatüskék. Előmunkált furatú munkadarabok központos megfogására esztergatüskéket használnak, amelyekre a már megmunkált furatú munkadarabot ráhúzzák. Az esztergatüske szabványos, névleges átmérője 3 mm-től 50 mm-ig terjed. Működési elvük alapján vannak fix kúpos (önzárás elvén működő), rugalmas alakváltozás elvén működő, ún. feszítőtüskék. A feszítő esztergatüske H8- H9 tőrésű furatokhoz használható. A két irányban hasított készülék a munkadarab furata szerint cserélhető. A kúpos központosító feszítőtüske két egymással szemben elhelyezett, recézett felületű központosító kúpból áll. Az egyik kúp mereven ékelődik a tengelyre, a másik anyával állítható. Hátránya, hogy a furat széle benyomódik, illetve a felfogás pontatlan. 6. Bábok (álló báb, mozgó báb a szerszámmal szemben): Karcsú munkadarabok (l/d >12) kihajlás elleni megtámasztására alkalmazzuk. Két fajtája van az álló illetve a futóbáb. Szerszámok: Az esztergálás szerszáma a különféle kialakítású, egyélű forgácsoló kés. A befogórész szárkeresztmetszete lehet négyzet, téglalap vagy kör szelvényű. Maximális méretét a gép befogószerkezete határozza meg. A dolgozórész készülhet szerszámacélból, gyorsacélból, keményfémből és kerámiából, ritkán szuperkemény szerszámanyagból. A dolgozórészen vannak kialakítva a forgácsoló élek. Aszerint, hogy a szerszám dolgozórésze a befogórészhez képest hogyan helyezkedik el, megkülönböztetünk egyenes, hajlított forgácsoló késeket. Az előtolás iránya szerint az élkialakítás lehet "R" jobbos, "L" balos vagy "N" semleges. A szerkezeti kialakítás szempontjából a forgácsoló kés lehet tömör, tompán hegesztett vagy (forrasztott, ragasztott, szerelt) lapkás. A tömör forgácsoló kések szerszámacélból készülnek. A tompán hegesztett kések forgácsoló része gyorsacélból, befogó része szerkezeti acélból készül. 145.


146 A lapkás forgácsoló kések szerkezeti acélból készült szárára gyorsacél, keményfém vagy kerámialapkát erősítenek hegesztéssel, keményforrasztással, ragasztással vagy mechanikusan. Az alábbi ábrán a forrasztott lapkás esztergakések láthatóak. A lapkás rögzítési módokat egyre inkább kiszorítják a szerelt szerszámok. A váltólapkás szerszámok előnye, hogy a lapka rögzítésének művelete egyszerűsödik, és az él elhasználódása esetén élezésre nincs szükség. A szabályos geometriai alakú lapkákat, miután az élük elhasználódott, többször lehet fordítani, ezáltal új forgácsoló élek adódnak. A késszárak és lapkák változatait és jelöléseit nemzetközi szabvány (ISO) írja elő. A váltólapkás esztergakéseknél különösen igaz, hogy egy-egy szerszámfajta többféle megmunkáláshoz is használható, ezért arra kell törekedni, hogy adott művelethez minél kevesebb szerszámot kelljen a késtartóba fogni. Ez lehetőséget biztosít arra, hogy az összes művelethez szükséges szerszám elfér a késtartóba. Egyélű szerszámok csoportosítása: Forgácsolás irány szerint: - jobbos - balos - semleges Jellege szerint: - külső - belső Kivitele szerint: - tömör - forrasztott lapkás 146.
 - Tömör gyorsacél: az esztergálás élgeometriáját köszörüléssel alakítjuk ki a HSS")
,")


147 - szerelt- váltólapkás Anyaga szerint: - HSS - HW, HT, HC, HF - CA, CM, CN, CC, CR - BN, DP, (CBN, PKB, PKD) - Tömör gyorsacél: az esztergálás élgeometriáját köszörüléssel alakítjuk ki a HSS hasábból - Forrasztott lapkás kések: -Szerelt lapkás szerszám: P - hosszú forgácsot adó acélok M rozsdamentes acélok K rövid forgácsot adó N nem vas fémek S hőálló szuperötvözetek (Ni,Co alapú), titánötvözetek H edzett anyagok Váltólapkás szerszámok Forgácsolás iránya szerint lehet: jobbos, balos, semleges Jellege szerint: külső, belső Kivitele szerint: Tömör, forrasztott, váltólapkás Anyaga szerint: HSS, HW, HT, HC, HF, CA, CBN, PKD stb. Lapkabefogás módjai: Szögemelős lapka rögzítés: Az alátét lapka a forgácsoló lapka törse eseténa szerszámtestben kialakított fészket védi. 147.
 P: Csap/ék vagy fülescsap A rögzítő csavar meghúzásával a fülescsap biztosítja a lapka rögzítését az ülékbe. Szabad forgácsáramlást biztosít.")
148 Szerszámbefogási módok D: körmös/furatos lapkák A lapkát egy köröm szorítja le a fix kialakítású lapka ülékbe. (külső megmunkáláshoz) P: Csap/ék vagy fülescsap A rögzítő csavar meghúzásával a fülescsap biztosítja a lapka rögzítését az ülékbe. Szabad forgácsáramlást biztosít. C: köröm Furatnélküli lapkákhoz, ahol a lapka egy köröm segítségével kerül rögzítésre, az új kivitelben keményfém lappal is fel van szerelve. S: csavar A lapka egy központi csavarral kerül rögzítésre. M:csap/köröm Kúp felületek esztergálási módjai: A felső, vagy kézi szán állításával Ferdeélű késsel Vezetőléc segítségével Késszán elfordítással Szegnyereg eltolással, állítással Kúpvonalzóval Az esztergakés ferde beállításával. (Módszer csak rövid kúpok előállítására alkalmas.) A munkamódszer megválasztásakor mértékadó a kúp hajlásszögének nagysága, a kúp hossza és az esztergapad kivitele. (Pl. vezetőléccel el van e látva.) Rövid, meredek kúpok esztergálása a felsőszán állításával A kúpesztergálás állandóan változó átmérőjű hosszesztergálás. A kúposság mértékét vagy a kúp hajlásszögével, vagy a kúposság arányával adják meg. Pl.: 1:k = 1:20 kúp-arány alatt azt értjük, hogy az átmérő 20 mm kúphosszon 1 mm-rel emelkedik. Hosszú, karcsú kúpok esztergálása Hosszú, kis kúpszögű kúpok esztergálása a szegnyereg állításával. 148.
149 Alakos felületek esztergálási módszerei: görbe vonalú felületeket alakos felületeknek nevezzük. Alakos felületek esztergálhatók kézi vezérléssel, alakos késsel, másolóberendezéssel. Kézi vezérléssel az esztergakést keresztszán és a kézi szán összehangolt mozgatásával kell az alkotónak megfelelően vezetni. A kapott felületet minden fogás után méret, és alakhűség szempontjából ellenőrizzük. - Esztergálás alakos késsel: az alakos kés a megmunkálandó felület körvonalának megfelelően van kialakítva. Az alakos kés egyszerre nagy forgácsot választ le. A kést röviden, és szilárdan fogjuk be. A központosságra és az alakhűségre figyeljünk. Esztergáláskor a felületet kézi vezérléssel nagyoljuk, majd kis fordulatszámmal, és előtolással a felületet alakkéssel simítjuk. - Esztergálás másolóberendezéssel: A másolóberendezés vezetőlécét a test körvonalainak megfelelően készítik el. A körvonalaknak megfelelő kényszerpálya vezérli a szánszerkezetet. Esztergáláskor az orsót kiiktatjuk. A szerszám pontszerűleg érintkezik a megmunkálandó felülettel. Ez lehetővé teszi, hogy nagyobb vágósebességgel esztergáljunk. A nem kör alakú idomok esztergálásához segédberendezésre van szükség, amely biztosítja az alakos felület kialakításához a megfelelő mellékmozgást. 20. Furatok és furatrendszerek megmunkálásának műveletei és technológiája: a fúrási műveletek megmunkálási pontossága, a jellegzetes fúrókészülékek, a furatmegmunkálás szerszámai! Furatok és furatrendszerek megmunkálásának műveletei: A furatmegmunkálás belső forgásfelületek előállítására alkalmas forgácsoló eljárás. A forgácsolt felületek általában belső henger- vagy kúppalást, sík-, illetve ezekből összetett általános forgásfelületek. Több fajta furatmegmunkálás létezik. Ezeket a változatokat a furat kiindulási állapota (tömör, előfúrt), a furat alakja (hengeres, lépcsős, kúpos), a szerszám jellege (csigafúrós, süllyesztő, dörzsár, fúrórúd), esetenként a pontossági követelmények különböztetik meg egymástól. Ezek alapján megkülönböztetünk központfúrást, telibe fúrást, felfúrást, hengeres süllyesztést, csúcssüllyesztést, vezetőcsapos süllyesztést, dörzsölést és fúrórudas bővítést. Fúrás: tömör anyagba furatot készítünk. Főmozgás, forgó mozgás szerszám végzi Előtoló mozgás tengelyirányban [mm/ford] szerszám végzi Szerszám: kétélű csigafúró jellemzően A fúrásnak három esetét különböztetjük meg: - Fúrás: tömör anyagba (telibe fúrás, felfúrás-furatbővítés) elérhető méretpontosság: IT felületi érdesség: Ra= 12,5 25 μm - Süllyesztés, központfúrás: előfúrt, öntött, vagy lyukasztott furatok bővítése, sík és kúpos felületek forgácsolása elérhető méretpontosság: IT felületi érdesség: Ra= 3,2 6,3 μm 149.


150 - Dörzsárazás: furatok átmérőjének pontosítása, felületi érdesség javítása elérhető méretpontosság: IT 6-8 felületi érdesség: Ra= 0,8 2,5 μm Furatmegmunkálás szerszámai: Csigafúró: Hengeres vagy kúpos szárú, általában 118 fokos, de ez az anyagkeménységtől függően változhat. Anyaga: HSS vagy Lehet tömör vagy cserélhető végű illetve váltólapkás is. Bevonatos tömör fúrókkal akár IT8 is elérető! Gazdaságosan, csak a közepes teljesítményű, rövid, és normál furatok fúrásához használhatjuk. l/d < 10, és Ø 50 felett nem ajánlott. A keresztmetszete kicsi, a furat méretpontossága IT 12-13, így csak nagyolásra használható. Nagyobb előtolás esetén kihajlik, és ez pontatlanságot okoz, ezért számos esetben fúróperselyben vezetik meg. A horony emelkedési irány a legtöbb esetben jobbos. Az élezés mindig a hátfelület élezésével történik. A két hátfelület egymást egy egyenesben metszi, ez a keresztél, nagy negatív homlokszöge van, és a sebessége kicsi. A csigafúró fontosabb részei: - dolgozó rész: a csigafúrónak forgácshoronnyal ellátott része - forgácsoló rész: a csigafúrónak forgácsolóéllel ellátott része - vezetőrész: a csigafúrónak a forgácsolórésztől a nyakig terjedő része - szár: a csigafúrót befogó rész, lehet hengeres vagy kúpos kivitelű - nyak: a csigafúró vezetőrésze és a szára közötti szakasz Csigasüllyesztő 150.


151 Laposfúrók: A korszerű, merev felépítésű számjegyvezérlésű esztergák nagy teljesítményű fúrószerszáma a laposfúró. A keményfémbetétes kések alakja egyszerű, könnyen cserélhető. A használatos átmérőtartomány: mm. A szerszámszalag 0,1/50 arányban hátrafelé kúpos. Központfúrók: A nagyobb pozíciós pontosság elérése miatt a fúrást megelőző művelet a központfúrás. Ha a munkadarabot csúcsok közé kell befogni, akkor központfuratokra (csúcsfészkekre) van szükség. Ezeket a furatokat rendszerint szabványos központfúrókkal készítik. A központfúró lényegében a fúró és a kúpsüllyesztő párosításából származó kombinált szerszám. A központfúrók védősüllyesztő nélkül és védősüllyesztővel készülnek. A védőkúpos központfúró szerszám a 60 -os kúpon kívül még egy rövidebb, 120 -os kúpot is készít, ami a 60 -os központosító kúp külső szélének elverődésétől, sérülésétől védi meg a furatot. Dörzsárak Simítási célra, befejező forgácsolási művelet. Furatok érdességének javítását, méreteinek pontosítását szolgáló jellegzetes kis forgácsvastagsággal dolgozó szerszámok. Elérhető pontosság: IT6 8 Felületi érdesség: Ra = 0,8 2,5 μm Jellemzője a kisebb alakhiba miatti egyenlőtlen fogelosztás, és a páros élszám. Megkülönböztetünk kézi, és gépi dörzsárakat, az előbbiek hosszabb dolgozó résszel, és nagyobb fogszámmal rendelkeznek. A dörzsárazás szerszáma a több élű szerszám. Kivitelük szerint lehetnek: 1. kézi vagy gépi dörzsár, 2. merev vagy állítható dörzsár, 3. átmenőfurat vagy fenékfurat dörzsár, 4. tömör vagy feltűzhető dörzsár. Nem használható helyzetpontosság javítására. A kisszámú újraélezési lehetőség miatt drága eljárás. Menetfúrók Egyenes vagy spirálhornyú. A főmozgás forgó, a mellékmozgás egyenes vonalú. Létezik kézi és gépi menetfúrás. Az előtolás a menetemelkedéssel egyenlő. Kézi, gépi készletek. 151.

152 Mélyfuratok készítéséhez: Ágyfúró: a homlokszöge 90, a keresztél hiánya miatt jó a szerszám iránytartása, forgácseltávolítási, és hűtési nehézségek, csak rövid furatok készítésére, 10 < l/d < 60 Csőfúró: él csak a szimmetriatengely egyik oldalán van, a szerszámtesten kialakított furaton keresztül jut el az olaj az élhez, magával sodorja a forgácsot is, 60 < l/d < 600 Magfúrás szerszáma: váltólapkás önszorítású Szerszám befogás: Hengeres szár esetén: patronba (kötött átmérőjű tokmány) Kúpos főorsó esetén: Kúpos szárú fúrók, végükön menesztő csap ami MORSE kúpos az orsóból való kiütéshez. A jellegzetes fúrókészülékek: Azok a készülékek, amelyek a munkadarab és a szerszám közötti kapcsolatról gondoskodnak, szerszámvezető készülékeknek nevezzük. (munkadarab befogó készülékek) Nagyobb darabok esetén: lefogás szorító vasakkal Kisebb darabok esetén: Gépsatu lágypofás vagy keménypofás Körasztal Osztófej Speciális befogás: készülék a darabhoz készítve. Fúrópersely: Mély furatok és nagy előtolás esetén, vagy hosszú vékony szerszámok megtámasztására, kihajlás elkerülésére. Edzett köszörült felületű perselyek. Fúrógépek Ipari környezetben az oszlopos fúrógépek és a sugárfúrógépek terjedtek el a legszélesebb körben, az oszlopos fúrógépeket a kisebb, kézzel mozgatható munkadarabok fúrásához, a sugárfúrógépeket nagyobb méretű és nagyobb sorozatban gyártott alkatrészek fúrásához lehet a legcélszerűbben alkalmazni. 152.
153 Asztali fúrógép A fordulatszám viszonylag állandó az asztali fúrógéppel történő fúrás során, az előtoló mozgást a gép oldalán lévő (általában 3 ágú) kar forgatásával, izomerővel végezzük. Ha a munkadarab megfelelően van rögzítve, az előtolást egyenletesen végezzük a kézi fúrógépekhez képest jelentősen pontosabb furatokat tudunk készíteni, hiszen a főorsó stabil tengelyirányú megvezetéssel rendelkezik. Ezzel a géptípussal biztonsággal Ø15 mm-ig tudunk acélokban furatokat készíteni. Oszlopos fúrógép Az oszlopos fúrógépek az asztali fúrógépekből fejlődtek ki, az egyik legfontosabb funkció, amit a minőségi furatkészítés érdekében meg kellett oldani a gépi előtolás kialakítása volt. Az egyik ok az volt, hogy a nagyobb átmérőjű furatok készítésénél már jelentős mértékű előtolóerőt fárasztó volt izomerővel kifejteni, a másik a nagyobb munkadarabok nem fértek be az asztali fúrógépen az orsó alá. Így alakult ki az oszlopos fúrógépek alapvető konstrukciója, mely fő elemeiben sok-sok év alatt sem sokat változott. Az asztalra T-hornyok segítségével lehet közvetlenül a munkadarabot rögzíteni, vagy a munkadarab megfogására szolgáló satut, készüléket. Sugárfúrógép Amint azt az oszlopos fúrógépeknél láttuk a furat középpontjához úgy állítottuk be a szerszámot, hogy a munkadarabot és a gépasztalt mozgattuk az állandó helyzetben lévő főorsó forgástengelye alá. A nagy tömegű és méretű munkadarabok mozgatása nehézkes, különösen a furatközéppontok helyzetpontosságától általában elvárt ±0,1 0,3 mm pontossággal. Ezért a sugárfúrók konstrukciója olyan, hogy a rögzített munkadarabon lévő furatközéppontok fölé a főorsót pontosan be tudjuk állítani. A fúráshoz a fúrógépeknek négy fő feladatot kell a fúrás művelete közben ellátniuk: 1. megfelelő fordulatszámú forgó mozgást kell biztosítania a fúrószerszámnak 2. fordulatonként egyenletes előtolás biztosítása 3. a fúrószerszám tengelyirányú pontos megvezetése 4. a munkadarab és a fúrógép egymáshoz viszonyított helyzetének pontos rögzítése 1. A fúráshoz a megfelelő fordulatszámot a fúró átmérője és a fúrt anyag minősége határozza meg. 2. A kézi fúrásnál az előtolást szintén a szakember érzékszervei által jónak ítélt előtolóerő határozza meg. Ebben az esetben nem a fordulatonkénti előtolás hosszmértéke a meghatározó, hanem a szakember által kifejtett tengelyirányú erő 3. A fúrószerszámot a készítendő furat tengelyének irányában pontosan és mereven kell ahhoz megvezetni, hogy a furat mérete ne legyen nagyobb, esetleg kúpos, vagy ne történhessen meg a szerszám megszorulása és törése. 4. A kézi fúrásnál többnyire a munkadarabot satuba rögzíti. 21. Mutassa be a marási műveleteket és technológiájukat: a marás munkadarab befogó készülékeit, a marószerszámokat Ismertesse az egyen- és ellenirányú palástmarást! Marás: Főmozgás, forgó mozgás szerszám végzi Mellékmozgásegyenes vonalú mdb. vagy a szerszám végzi vf [mm/min] Szerszám: szabályos többélű, A szerszám élei fordulatonként egyszer kerülnek forgásba változó vastagságú forgács keletkezik Marási műveletek: Homlokmarás: Forgácsleválasztást a maró homlokfelülete végzi, Az előtolást végezheti a munkadarab vagy a szerszám is. A teljesítménye kétszerese a palástmaróénak. Az elérhető pontosság nagyoláskor: IT10-12, az érdesség: Ra = 12,5-100 mm. Simításkor a pontosság: IT8-9, az érdesség: Ra = 3,2-12,5 mm. 153.
154 Palástmarás: A forgács leválasztást a maró palástja végzi. Megmunkálhatók sík felületek, hornyok, alakos felületek Pl. Pfauter. Pontossága nagyoláskor: IT11-13, simításkor: IT9-10. Az érdesség nagyoláskor: Ra = mm, simításkor Ra = 6,3-12,5 mm. Lehet ellenirányú és egyenirányú palástmarás. Profilmarás: profilmarás tartalmazza a konvex és konkáv alakzatok többtengelyű marását két és három dimenzióban. Minél nagyobb a munkadarab, és minél bonyolultabban programozható annál fontosabbá válik a folyamattervezés. A megmunkálási folyamat legalább három művelettípusra osztható: Nagyolás/előnagyolás, Elősimítás, Simítás Néha szükség van tükrös simításra is, amelyet gyakran nagy sebességű megmunkálási technikákkal végeznek. A maradékanyagok marása, amelyet néha maradékmarásnak hívnak, az elősimítási és simítási műveletek közé tartozik. A legnagyobb pontosság és termelékenység eléréséhez ajánlott a nagyolást és simítást külön gépeken végezni, és külön kiválasztott szerszámokat használni az egyes műveletekhez. A simítási műveletet egy 4/5 tengelyű gépen el lehet végezni modern szoftverrel és programozási technikákkal. Ez jelentősen csökkentheti, vagy teljesen meg is szüntetheti az időrabló manuális műveleteket. A végső eredmény egy jobb geometriai pontosságú és jobb felületi minőségű termék. Sarokmarás: A derékszögű sarokmarás egyszerre két felületet hoz létre, amelyhez a palást és a homlokmarás kombinációjára van szükség. A ténylegesen kilencven fokos váll elérése az egyik legfontosabb követelmény. A sarokmarás hagyományos derékszögű sarokmarószerszámokkal végezhető, de szármarókkal, kukorica-marókkal és palást- és homlokmarókkal is elvégezhető. A számtalan lehetőség miatt fontos a műveleti követelmények alapos mérlegelése az optimális lehetőség kiválasztásához. Horonymarás: A palást- és homlokmaró szerszámok hosszú, mély, nyitott hornyokat készítenek hatékonyan, és ehhez a típusú maráshoz a legnagyobb stabilitást és termelékenységet biztosítják. A szármarást rövidebb, sekélyebb hornyok esetén javasolt használni, különösen zárt hornyok és zsebek, valamint reteszhornyok marásához. A szármaró az egyetlen típusú szerszám, amellyel olyan zárt hornyok marhatók, amelyek: Egyenesek, íveltek vagy szögben állnak 154.
155 Szélesebbek, mint a szerszámátmérő, zsebek. A nehezebb horonymarási műveleteket gyakran kukorica marókkal végzik. Esztergáló marás: Az esztergáló marás ívelt felület marása a munkadarab tengelye körüli forgatása mellett. Excentrikus formákat vagy alakokat, amelyeket a hagyományos marási vagy esztergálási műveletekkel nehezebb megmunkálni, gyakran készítenek esztergáló marással. A módszer nagy anyagleválasztási sebességet és kiváló forgácskezelést biztosít. Fogmarás: Lefejtő fogmarás-pfauter eljárás: Egyenes és ferde külső fogazású homlokkerék, csigakerekek, bordás tengelyek, sőt egyéb lefejtéssel megmunkálható alkatrészek fogazására való. Ferde fogú homlokkerék megmunkálásakor a marószerszámot bizonyos szögben meg kell dönteni, valamint a szerszám függőleges előtolásának függvényében a fogazandó keréknek pótfordulatot kell adni. A főmozgás előállításához motorra és főhajtóműre van szükség. Mellékmozgások közül az asztal forgómozgása a maró forgásának függvénye. Az asztal forgatása tehát a maró forgásából indul ki. A két mozgás arányát a munkadarab fogszáma és a maró bekezdésszáma határozza meg, ennek beállításához mellékhajtóműre van szükség. Munkadarab befogás: Nagy darabok: közvetlenül leszorítva a gép asztalára szorítóvasakkal. Kisebb darabok: Gépsatuba fogva, keménypofás és lágypofás, szögben állítható. Forgatáshoz, szögosztáshoz: o Osztófej: Sokszög darabok gyártására egyenlő osztósik kivitelezésére. Spirálhorony gyártására alkalmas. o szögskálás vagy osztótárcsás körasztalra; függőleges tengely körüli elfordulást tesz lehetővé, szögmérős skálával állítható. Készülék, befogó Marószerszámok: A homlokmarók és a palástmarók döntően váltólapkás szerszámok. A pfauter maráshoz és a szármarók anyagaként alkalmazzuk még a bevonatos vagy nyers HSS-t. A váltólapka lehet HSS bevonatos vagy bevonat nélküli. Szinterelt keményfém (főleg bevonatos). PKD és CBN is. Kukoricamaró, szármaró, modul tárcsamaró, síkmaró, süllyesztékmaró, Anyag szerint: HSS, HSS-PM, HW, HT, HC, PKD, PKB, CN Kialakítása szerint: - tömör (HSS, HW, HT- bevonatolt!), - forrasztott (HW), - váltólapkás (HSS-PM, HW, HT, HC, CA, CN, PKD, PKB) Lapka befogás: - testbe (közvetlenül, lapkatartóba) - kazettába (fix, állítható) 155.

156 Szerszámbefogás: A marók befogásakor két szempontot kell figyelembe venni: egyrészt megfelelő legyen a futáspontosság, másrészt biztosítható legyen a nyomatékátadás. Ezt a maróorsók furatának meredek- vagy Morse-kúpos kiképzésével, és behúzószár alkalmazásával oldják meg. Palástmarók: retesszel hajtva és axiálisan rögzítve a marógép főorsójára. Homlokmarók: rendszerint marótüskére fogva és a tüske behúzószárral behúzva a kúpos főorsóba. Menesztő reteszekkel hajtva. Lehetővé válik a belső hűtés alkalmazása. Szármarók: Hengeres szár miatt patronos marótüskébe fogva, így már be lehet húzni a kúpos orsóba. Egyen és ellenirányú palástmarás ismertetése: Ellenirányú marás: 0 forgács vastagság mellett kezd forgácsolni a szerszám max. forgács vastagság mellett hagyja el a munkadarabot 0 forgács vastagság miatt a marás kezdetekor a szerszám megcsúszik a mdb. felületén jelentős hátkopás 0 forgácsvastagságnál lép be, csúszik az él kisebb éltartam általánosan használt Egyenirányú marás (kedvezőbb): max. forgács vastagság mellett kezd forgácsolni a szerszám és halad a 0 forgács vastagság felé a megcsúszás és a hátkopás itt nem jelentkezik a megmunkált felület szebb lesz mivel minden fordulatkor a szerszám ütést szenved fokozottabb igénybevétel belépés a legnagyobb forgácsvastagságnál nagyobb éltartam merev, játékmentes gép (behúzza a munkadarabot) 22. Foglalja össze a befejező megmunkálási műveleteket, a köszörülés technológiáját: külső palástfelületek-, furatok- és síkfelületek köszörülési műveletelemeit, a köszörűszerszámokat, a munkadarab befogás változatait köszörüléskor! A köszörülés az abrazív megmunkálások közé tartozik, szabálytalan élgeometriájú, sokélű szerszámmal végzett forgácsolás, amellyel nagy pontosságú, sima, sőt tükrös felületeket lehet előállítani. A köszörülés főleg befejező megmunkálás, de néhány nagyteljesítményű köszörűgép 156.
157 alkalmas előkészítő vagy nagyoló műveletekhez is. A forgó főmozgást a szerszám végzi, a mellékmozgást végezheti a darab és a szerszám is. Köszörüléssel nagyon sokféle felület megmunkálható (hengeres, sík, kúpos, alakos). Pontossága: IT6-7, az átlagos érdesség: Ra = 0,16-1,25 μm. Külső palásfelületek köszörülési műveletei: Palástköszörülés: Hengeres vagy kúpos, de akár lépcsős forgástestek megmunkálására alkalmas eljárás. A síkköszörüléshez hasonlóan itt is nagy pontosságú gépeket alkalmazunk, általában befejező megmunkálásra, a munkadarab hőkezelése után. A megmunkált felület párhuzamos a köszörűkorong palástfelületével. Kúpköszörülés: rövid kúp esetén főorsó elfordítással csak kopási köszörülés lehetséges hosszú kúp esetében tárgyasztal elfordítása alternálva Beszúró köszörülés: Ezt a módszert általában kis hosszúságú forgástestek köszörülésekor alkalmazzák. Oldalelőtolás nincs, legfeljebb 1 3 mm-es oszcilláció. Beszúró palástköszörüléssel lépcsős tengelyek vállainak a köszörülését is el lehet végezni. Csúcsnélküli köszörülés: A csúcs nélküli köszörüléskor a munkadarab egy vezetösínen (támasztóléc) támasztódik és két korong között helyezkedik el: egyik a szabályzókorong, amely a munkadarabot meghajtja és másik a köszörükorong, amely a felületet forgácsolja. A hengerköszörülés olyan változata, melynél központ furat nélküli mdb-okat munkálhatunk meg. Furatok köszörülési műveletei: Míg a palástköszörülés a forgástestek külső palástfelületét munkálja meg, addig a furatköszörüléssel belső felületek munkálhatók meg. Mivel a köszörűszerszámnak be kell férni a megmunkálandó furatba, ezért csak kis átmérőjű korongokat használhatunk. A nagy kerületi sebesség elérése céljából a korongok igen nagy fordulatszámmal üzemelnek, ami több fordulatot jelent percenként. a) hosszelőtolásos: tárcsaszerű forgástestek furataihoz b) beszúró: alakos profilokhoz 157.

158 Síkfelületek köszörülési műveletei: A síkköszörülés a köszörűkorong palástjával vagy homlokfelületével végezhető. A korongpalásttal végzett síkköszörülés lassú, kis termelékenységű, de pontos eljárás. A koronghomlokkal végzett síkköszörülés nagy termelékenységű módszer, minden löket vagy kettőslöket után lehet fogást venni, oldalirányú előtolás nincs. Kis teljesítményű gépeken a korong fazék alakú, nagy teljesítményű gépeken szegmensbetétes. A nagy teljesítményű síkköszörű gépek a keményfémlapkás homlokmarásnak megfelelő anyagleválasztási sebességgel is képesek dolgozni. Köszörűszerszám Köszörűkorong: a köszörűszerszámok külsőre korong alakú szabályos forgástestek, valójában szabálytalan élgeometriájú, sokélű szerszámok, amelyek a forgácsolást nagy sebességű karcolással végzik. A köszörűszerszámok legjellegzetesebb paraméterei: szemcseanyag, szemcsenagyság, kötőanyag, kötéskeménység, tömörség, alak és főméretek. Önéleződés: A köszörűkorongban található szemcsék forgácsolás közben eltörnek, ezzel új élek alakulnak ki. 158.
159 Ha túl lágy anyagot köszörülünk, akkor az önélezési funkció nem működik, ezt külső eszközzel kell biztosítanunk. Ezek lehetnek szabályzórudak, szabályzócsillagok vagy akár ipari gyémántos szabályzó. Felszabályozás: A szabályozásnak két fajtája ismert: a profilozás és az élezés. o Profilozáskor az eredeti profil helyreállítását a kötőanyag és a szemcsék Kopások: o leválasztásával oldják meg, miközben javítják a körfutást és a hengerességet is. Élezéskor a kopott szemcsék és a kötőanyag eltávolításával a cél csupán korong forgácsoló-képességének helyreállítása, az éles szemcsék helyzetbehozása a korong felületén. a) normális kopás kopás+töredezés önélezés kedvező nem kell szabályozni b) morzsolódó kopás lágy korongok c) hegedés kopás kemény korong Elv: Ha kopott a szerszám nem cserélik le felújítást végeznek szabályozással: új ép szemcséket hoznak létre és a megkopott réteget eltávolítják. Munkadarab befogás: Hengeres munkadarabok: tokmány, csúcsok közé (szívvel meneszt), síktárcsa, patron, vezetőléccel támaszt a csúcsnélküli köszörülésnél. Lényegében ugyan az, mint az esztergálásnál volt! Lapos, szögletes munkadarabok esetén: Mágnesasztal, gépsatu vagy speciális készülék. e-mágneses felfogólap Szerszámanyagok: természetes csiszolóanyagok elektrokorund A Al2O3 szilicumkarbid SiC C köbös bórkarbid CBN gyémánt D Munkadarab befogás változatai: Egyetemes palástköszörű esetén a munkadarabot tokmányba, csúcsok közé, vagy patronba lehet befogni, amit külön hajtómű forgat. Csúcsnélküli köszörűk esetén a munkadarab a köszörű- és a továbbító korong között helyezkedik el, alulról vezetősín (támasztóléc) vezeti, ill. támasztja meg. Sík köszörűgépek esetén a darabot leggyakrabban elektromágneses felfogólap rögzíti az asztalhoz, de elterjedtek még a szögben elfordítható mágnes asztalok is. Furatköszörű (lyukköszörű) gépek esetén a munkadarabot tokmányba vagy patronba lehet fogni. 159.

 Fogazási művelet: eljárásnak megfelelően Hőkezelés ha van (Általában valamilyen kérgesítő eljárás: nitridálás, esetleg bevonatolás, nemesítés lángedzés, indukció) Köszörülés, ha szükséges (Evolvens")
160 23. Mutassa be a fogaskerékgyártás műveleteit, a profilozó és a lefejtő fogazási eljárásokat. A hengeres fogaskerekek gyártási műveleteinek három fő szakasza különböztethető meg: a fogazást megelőző műveletek, a fogazás műveletei, a fogazást követő műveletek Fogaskerékgyártás főbb műveletei: Bázisválasztás Tengelyfurat kialakítása (általában ez a felfogás helye, vagy a csúcsok közé fogva, esetleg tokmányban, például a nyeles tengelyek.) Fogazási művelet: eljárásnak megfelelően Hőkezelés ha van (Általában valamilyen kérgesítő eljárás: nitridálás, esetleg bevonatolás, nemesítés lángedzés, indukció) Köszörülés, ha szükséges (Evolvens profil biztosítása miatt) Fogazási technológiák: a szerszám hordozza-e a vele készítendő fogazat geometriai alakját (profilozó), vagy az evolvens profil a szerszám és a munkadarab geometriailag helyes legördülése során jön létre (lefejtő). Profilozó eljárások: A fogárok alakja és a szerszám profilja megegyezik. Profilozó marással egyenes-, ferdefogú és nyílfogazatú homlokkerekek gyárthatók. Emellett lánckerekek, fogaslécek gyártása is megvalósítható. A fogak osztása és a fogprofil alakja viszonylag pontatlan, ezért az ilyen technológiával gyártott alkatrészek csak alárendeltebb feladatra használhatók, illetve a különösen nagyméretű (akár több méter átmérőjű) fogaskerekek gyártása valósítható meg profilozó marással. A kimunkálandó fogárok profilját a marószerszám hordozza. Az eljárás során a szerszám profilja rámásolódik a munkadarabra. Profilozás tárcsamaróval: egyedi és kis sorozat esetén, egyszerű és pontatlan eljárás, egyenes és ferde fogú kerekek, nyíl, lánckerék, fogasléc gyártására alkalmas. Szerszám: modulmaró: azonos modulon belül fogszám-csoportokhoz van rendelve. (Anyaguk leggyakrabban EMo5Co5 jelű gyorsacél) Profilozás ujjmaróval: Csak nagy méretű kerekek fogazására alkalmazzák. Nagyobb modulú (m = ) fogaskerekek profilozó megmunkálásához fogcsoportokra szerkesztett modul-ujjmarót használnak. A fogazás kinematikája hasonló a modul- 160.
161 tárcsamarós fogazáséhoz. A különbség a szerszám működtetéséből adódik. Ezzel az eljárással ferde fogazat és zárt nyíl fogazat is készíthető. A modul-ujjmaró gyorsacélból készül - hasonlóan a tárcsamaróhoz -, feltűzhető kivitelben. A szerszámot meredekkúpos csatlakozóval fogatják fel a szerszámgépre.) Lefejtő eljárások: A homlokfogaskerekek gyártására alkalmas lefejtő eljárások közös jellemzője, hogy a fogprofilt egy vele kapcsolódó, szerszámként kialakított gépelem (fogasléc, fogaskerék) segítségével hozza létre. A szerszámon a szokásos módon élek, homlok és hátfelületek vannak kialakítva. A fogprofil ún. burkolóvágással jön létre úgy, hogy a szerszám alternálva vagy forogva, vc forgácsolósebességgel, véséssel, marással vagy köszörüléssel választja le a fogácsot, miközben a munkadarab és a szerszám legördül egymáson (1. ábra). Előnye ennek az eljárásnak a profilozó fogazáshoz képest az, hogy csak modulonként van szükség új szerszámra. Lefejtő gyalulás fésűs késsel: (MAAG-féle eljárás) A szerszám fel-le mozog (alternáló mozgást végez) a munkadarab tengelyére merőlegesen. A munkadarab forog és a legördülésből adódóan haladó mozgást is végez. A munkadarabot hengeres expanziós tüskére fogják fel és az alsó homloklapon ütköztetik. A szerszám fogasléc profilú fésűskés, ami a megmunkálás során átlagsebességű véső-alternáló mozgást végez, és a munkadarab nw fordulatszámmal és vf előtolósebességgel legördül a szerszámon. A pontosság növelése érdekében a szerszámból általában három (nagyoló, elősimító, simító) fokozatot használnak, melyek a fogszélességben térnek el egymástól. Gyakran előfordul, hogy a fogasléc hossza nem elegendő a teljes fogazat kialakításához, ilyenkor a lefejtés fogcsoportonként történik, osztással. Az eljárással külső, egyenes és ferde fogazatú, valamint nyitott nyílfogazatú homlokkerekek gyárthatók. lefejtő eljárás: a mdb. a fogasléc szerszámon gördül le a mdb. forgó és haladó mozgást végez a szerszám véges hossza miatt a mdb. több legördítő ciklusban szakaszosan- készül el lassú, kevésbé termelékeny, de pontos eljárás egyenes és ferde fogazatú külső fogazatú hengerek kerekek készítésére 161.
162 Lefejtő gyalulás metszőkerékkel: (FELLOWS-féle eljárás) A metszőkerekes, vagy Fellows-féle lefejtő fogazáskor a szerszámmá alakított fogaskereket járatunk össze a megmunkálandó fogaskerékkel. A munkadarabot - hasonlóan a Maagfogazáshoz - hengeres expanziós tüskére fogják fel és az alsó homloklapon ütköztetik A szerszám a megmunkálás során átlagsebességű véső-alternáló mozgást végez, és a munkadarab nw, a szerszám ns fordulatszámmal forog. Ezzel az eljárással egyenes és ferde, külső és belső fogazatú hengeres fogaskerekek készíthetők, folyamatos lefejtéssel, de alkalmas nyitott nyílfogazat előállítására is. Ferde fogazatnál a szerszám is ferde fogazatú, és megmunkáláskor a munkadarab pótlólagos forgást kap. a metszőkerékkel dolgozó fogvésőgép szerszáma kettőslöketszerű, függőleges irányú egyenes vonalú főmozgást végez a szerszám és a mdb. folyamatos forgó mozgást végeznek külső, belső fogazatokhoz egyaránt alkalmazható csoportkerekek gyártása (kis szerszámkifutás miatt) speciális fogvéső gépen ellipszis alakú fogaskerék is készíthető Fogazás lefejtő maróval: (PFAUTER-féle eljárás-fogmarás) Az eljárással egyenes és ferde külső fogazatú hengeres fogaskerekek készíthetők, folyamatos lefejtéssel. A szerszám zfh számú forgácshoronnyal ellátott menetes lefejtő, vagy más néven csigamaró, melynek normálmetszeti profilja egyenesekkel határolt, fogasléc profil. Anyaga legtöbbször bevonatos vagy bevonat nélküli gyorsacél, de nagyobb modulokhoz készülnek keményfém lapkás, szerelt kivitelű szerszámok is. A szerszám bedöntése a fogiránynak is függvénye. legelterjedtebb legtermelékenyebb a legördítés folyamatos a szerszáma az evolvens csiga szerszám folyamatos főmozgás, a munkadarab folyamatos forgó mozgása 162.

163 a legördítés a csigahajtás kinematikai kapcsolatának felel meg differenciálmű: ferdefogazathoz gyártásánál szükséges, legördítő mozgás korrekciója pótforgást ad csigakerék radiális vagy tangenciális eljárással 24. Forgácsoló szerszámok élgeometriája, élszögek. Forgácstípusok, forgácsformák. Élrátátképződés, mesterséges forgácstörés. Élgeometria: szögparaméterek összessége. Legegyszerűbb forg.szersz., az esztergakés alapján elemezni. Esztergakés fő részei: Homlokfelület: amelyen a forgács lesiklik. Főhátfelület: a dolgozórész azon felülete, amellyel szemben a forgácsolt felület elhalad. A homlokfelülettel találkozó éle a főél. Mellékhátfelület: a mellékélhez tartozó hátfelület. Főforgácsolóél (főél): az élnek azon része, amely a forgácsolt felület egészét vagy nagy részét kialakítja. Mellékforgácsolóél (mellékél): az él azon része, amely a forgácsoló csúcsból indul és a főéllel ellentétes irányban terjed. Szerszámcsúcs: a forgácsoló él azon része, ahol a fő- és mellékforgácsoló él találkozik. Általában a két él között lekerekített. 163.
164 Szögek: Alapsík Pr: A forgácsolóél kiválasztott pontjában a szerszám tájolására használt felületre merőleges, vagy azzal párhuzamos sík. Mindig merőleges a forg. Irányra. A FORGÁCSKÉPZŐDÉS EGY KÉPLÉKENY-ALAKÍTÁSI FOLYAMAT, AMELY ANYAGSZAKADÁSSAL ZÁRUL. Az anyag a nyírási síkban erősen deformálódik majd anyagszakadás következik be. Fő igénybevétel: nyírás. Forgács formák/típusok: a) A töredezett/elemi forgács különálló darabokból áll, akár por alakú is lehet. Főleg rideg anyagok forgácsolásakor keletkezik. Hátrány, hogy a forgácsolóerő nem állandó. b) Nyírt/átmeneti forgács esetén a forgácselemek összehegednek, és összefüggő szalagot képeznek. A forgácselemek szabad szemmel is megkülönböztethetők. Általában szívós anyagok közepes sebességgel történő forgácsolásakor keletkezik. Hátránya szintén az, hogy nem állandó a forgácsoló erő. c) A folyamatos/folyó forgács összefüggő szalagot képez. Akkor keletkezik, ha szívós anyagot nagy sebességgel forgácsolnak. 164.

165 Forgácstörés Természetes forgácstörés: minél kisebb a forgács görbületi sugara, annál könnyebben törik el időszakonként. Mesterséges forgácstörés: Hosszú forgács balesetveszélyes, rátekeredik a szerszámra, a darabra, rontja a felületi minőséget és hőt képvisel. Ezért nagyon fontos, hogy a forgácsot össze kell törni és el kell távolítani a forgácsolás közeléből. A forgács törés mesterséges módjai közé tartozik a forgácstörőárok illetve a forgácstörő elem alkalmazása. Ha a természetes forgácstörés nem következik be, mesterséges forgácstörést alkalmaznak, aminek lényege, hogy a forgács útjába akadályt tesznek jelentős alakváltozás a forgács darabokra törik vagy tömött rétegekbe feltekeredik kezelésük szempontjából kedvezőek. Élsisak keletkezése: a szerszám éle előtt a forgácstő anyagából egy kemény anyagrész képződik. Élrátétképződés: Az oka az, hogy a szerszámél előtt a nagy hő és nyomás következtében a fogácsolt anyag szemcséi a főélre adhezíven tapadnak. Hatásai: az élretát fogácsol ezáltal rossz 165.

166 lesz a felületi minőség és a szerszámot is koptatja. Kiküszöbölés lehetséges a forgácstő hűtésével és a forgácsolási sebesség növelésével. Oka: a szerszám élénél fellépő nagy nyomóerő, jelentős súrlódás és keletkező hő. Keletkezése megváltoztatja a forgácsolási viszonyokat. Elkerülhető: - deformáció - súrlódás - hőmérséklet csökkentésével. Élsisak/élrátét Élrátétképződés: keletkezik a forgácsolási sebesség hatására. A szerszám homloklapjának él közeli részén egy olyan zóna alakulhat ki a magas hőmérséklet hatására, ahol az anyagrétegek egymást közt valamint a szerszám anyagával erős kötéssel összehegedhetnek. Sorjaképződés: nem tervezett képződmény a munkadarab anyagából származik. 25. Milyen kopásfajtákat ismer, mitől alakulnak ki és hogyan csökkenthető a kialakulásuk? Szerszáméltartam fogalma, Taylor-összefüggés. A forgácsolás során az érintkező felületek elsősorban a nagy nyomás, a magas hőmérséklet és a nagy sebesség miatt kopnak. Szerszáméltartam: az az idő, amelyet a szerszám utánélezés vagy csere nélkül forgácsolásban eltölt. Éltartamkritérium: éltartamot a maximálisan megengedhető kopás (t) nagyságával határozzák meg. Taylor összefüggés: Az éltartam elsősorban a technológiai adatok - különösen a forgácsolósebesség - függvénye, és az egyszerű Taylor-egyenlet szerint közelítőleg a következő tapasztalati képletből számítható: 166.
167 C v =T m. v c cv= állandó, T-éltartam, m-éltartam kitevő, vc.forgácsolási sebesség, t-megengedhető kopás Anyagra jellemző egyenes meredeksége mérések alapján beállított értékekből. Bizonyos forgácsolási sebességnél mérik ezt az éltartamot. A sebességen kívül a többi paraméter állandó! Taylor görbe: A kezdeti gyors kopás (a) oka az, hogy a szerszám fogásban levő részéről az előzetes megmunkálásból visszamaradt roncsolódott részek gyorsan lekopnak, a szerszám mintegy "bekopik". A bekopást követi az egyenletes kopás szakasza (b), amikor egyenlő idő alatt közel egyenlő anyagmennyiség kopik le a szerszámról. Ebben a szakaszban a szerszám súrlódási és hőmérsékleti viszonyai csak kismértékben változnak. A kopás növekedésével azonban a szerszám forgácsolóképessége csökken, súrlódó felülete növekszik, és egyenlőtlenné válik. A forgácsolás körülményeitől függően egy bizonyos kopásérték elérésekor a súrlódás hirtelen megnő (c szakasz), növekszik a szerszámél hőmérséklete, és csökken az él környezetében a szerszám szilárdsága. A kisebb szilárdságú részecskéket a tárgy és a forgács anyaga lesodorja, a szerszámkopás intenzitása megnövekszik, a szerszámél leég vagy lemorzsolódik. Az ilyen jellegű kopást túlkopásnak nevezzük. 167.

168 Kopási folyamat: Kopásfajták Adhéziós kopás: - a határfelületek között kialakult kötés mikro felhegedés következtében jön létre, amikor a kötés a tangenciális mozgás következtében megszűnik és a szerszám felületéről apró részecskék válnak le. - alacsony hőfok, sebesség tartományra jellemző ez a kopásforma ferrites, ausztenites acéloknál. Abrazív kopás: - leggyakrabban előforduló kopás a két súrlódó felület között - az érdességi csúcsok benyomódnak a felületbe és mikro forgácsot képezve barázdát húznak abba Diffúziós kopás: - kémiai folyamat, mely nagy hőmérsékleten és nyomáson megy végbe - acél keményfém szerszámmal történő forgácsolásnál elsősorban kobalt atomok diffundálnak a szerszámba és a munkadarabba Oxidációs kopás: - magas hőmérsékleten a környezet levegőjével a legtöbb fém oxidálódik, a keletkező oxidok tulajdonságai igen különbözőek. - a wolfram és a kobalt könnyen leváló réteget alkot, melyet a forgács visz magával. Fáradásos kopás: - a váltakozó hő- és mechanikai terhelés következtében jön létre. 168.

169 Szerszám kopásformák: Élsisak, élfelrakódás: - forgácsolási sebesség, előtolás növelése - bevonatos keményfém - pozitív élgeometria - felrakódás-gátló hűtőfolyadék használata vagy a hűtés megszüntetése Hátkopás: - kopásállóbb keményfém - forgácsolási sebesség növelése, előtolás csökkentése - intenzívebb hűtés Kráteres kopás: - kopásállóbb keményfém - bevonatos lapka - forgácsolás sebesség csökkentése - pozitív élgeometria 1. Hátkopás megelőzése: Kopásállóbb keményfém, Vágósebesség (Vc) csökkentése, Előtolás növelése, Intenzívebb hűtés. 2. Kráteres kopás megelőzése: Kopásállóbb keményfém, Bevonatos lapka, Vágósebesség csökkentése, Pozitív élgeometria, Intenzívebb hűtés. 3. Főél hasítékos kopás csökkentése: Bevonatos (Al2O3), kopásálló lapka 169.
170 Forgácsot egyenlőtelnül kell elosztani (homloklap-forgácstörő kialakítás) Vágósebesség csökkentése Beállítási szög csökkentése 4. Max. hasítékos kopás: Bevonatos (Al2O3), kopásálló lapka Forgácsot egyenlőtelnül kell elosztani (homloklap-forgácstörő kialakítás) Vágósebesség csökkentése 5. Oxidációs vájat a mellékélen elkerülése: Bevonatos (Al2O3), kopásálló lapka Jó kenőhatású és fokozott hűtés Vágósebesség csökkentése 6. Plasztikus deformáció (C) elkerülése: Kopásálló keményfém Vágóseb. Csökkentése Előtolás csökkentése Hűtőemulzió, intenzív hűtés Nagyobb csúcs-sugarú lapka Nagyobb csúcs-szögű lapka 7. Élrátét (A-A) (Élsisak képződés) elkerülése: Vágóseb. Növelés Előtolás növelés Bevonatos keményfém Pozitív élgeometria Nagyobb felrakódás-gátlós hűtőfolyadék, vagy a hűtés megszüntetése 8. Fésűs repedések elkerülése: Levegős hűtés Szívósabb lapka Vágósebesség csökkentése 9. Kifáradásos repedés elkerülése: Szívósabb keményfém Szerszám be- és kilépés változtatása Vágási feltételek változtatása Él-geometria módosítása 170.
171 Előtolás módosítása 10. Kitöredezés fogáson kívül csökkentése: Szívósabb keményfém lapka Eltérő vágási geometria alkalmazása Fogás kezdetén csökkentett előtolás Kevésbé intenzív vágási feltételek 11. Szerszámcsúcs roncsolás csökkentése: Szívósabb keményfém Nagyobb csúcs-sugár Nagyobb csúcs-szögű lapka Más élgeometria A fogás elején csökkentett előtolás 26. Foglalja össze a forgácsoló megmunkálások energetikai összefüggéseit és a forgácsolási jellemzők meghatározásának alapösszefüggéseit! (Forgácsoló erő, forgácsolási hő, forgácsleválasztás teljesítményszükséglete, fajlagos forgácsolóerő és fajlagos forgácsteljesítmény). Forgácsoló erő: A forgácsolással szemben az anyag ellenállást fejt ki. Az anyag ellenállásának legyőzéséhez erőt kell kifejteni, ami a forgácsoló erő. A forgácsoló erő nagyságát jelentősen befolyásolja: Megmunkálandó anyag szilárdsága, összetétele, hőkezeltsége Leválasztandó forgácskeresztmetszet nagysága A szerszám forgácsoló-ékének geometriája és felületi minősége Szerszám élgeometriája: pozitív homlokszög csökkenti, míg a negatív homlokszög növeli Szerszám anyaga, bevonata, élanyag, élgeometria (surlódásból adódó ellenállás) Forgácsolási paraméterek (forgácskm, előtolás, Vc) Hűtés-kenés, súrlódási viszonyok javítása, tapadás valamint élrátét csökkentése F eredő = F a + F f + F Vc = Eredő forgácsolási erő Az erő ismerete szükséges: Gyártóeszközök (szerszámgép, szerszám, készülék) kiválasztásához Új eszközök tervezéséhez Megmunkálási pontosság technológiai meghatározásához Forgácsolási teljesítmény meghatározásához 171.

172 Szívós anyagok esetén a fajlagos forgácsoló erő és a szakítószilárdság, rideg anyagoknál pedig a fajlagos forgácsoló erő és a Brinnel-keménység között összefüggés állapítható meg: 1 KW teljesítménnyel 1 perc alatt leválasztott forgács mennyisége. Technológiai összehasonlításra használják?? Forgácsolási hő: Forgácsolás során a forgácsolási hő az alakváltozás során fellépő hőhatásból (anyag belső súrlódása) és a surlódásból adódó hőből tevődik össze Hatása: Munkadarabra terhelődő hő: méret változás és felületi rétegen anyagszerkezeti változások Szerszámra átadódó hő: diffúziós lágyulás, éltartam csökkenés, kilágyulás gépre átadódó hő: Pontosság csökkenés Csökkentésére: Hűtés, kenés = súrlódás csökkentésére Bevonatolás szintén Főél elhelyezési szöge ha nő, akkor kisebb az élhossz, így a forgáccsal az élre átadódó hő növekszik Nagy fogásmélység = Forgács és a szerszám súrlódó felülete nő, így nagyobb lesz a hőmérséklet Forgácsolási hőmérséklet: a forgácsolás hőmérséklete alatt az érintkező felületek közepes hőmérsékletét értjük. A forgácsolási hőmérséklet befolyásolása: A fogásban levő élvonalhossz növelésévek jut a szerszámba irányuló hőátadás. A forgácsvastagság növelésekor megnövekszik a forgács nyomása a szerszámon és nagyobb lesz a 172.
173 szerszám homloklapján a forgács súrlódó felülete is. A forgácsolási hőfok nagyságára hatással van a szerszám kiképzése is. Forgácsleválasztás teljesítményszükséglete: A forgács leválasztás során a szerszámmal munkát végzünk. Az időegység alatt végzett munka a teljesítmény. p = F v [W] F = forgácsoló erő [N] v = forgácsolási sebesség [ m s ] Fajlagos forgácsteljesítmény:?? A forgácsolási erő, ami 1mm 2 területű forgács leválasztásához szükséges. Különböző technológiák és paraméterek összehasonlítására használják. 27. Ismertesse a forgácsképződési folyamatot és a forgácsképződést kísérő kinematikai-, gyártásgeometriai-, képlékenységtani-, szilárdságtani-, termodinamikai-, és tribológiai jelenségeket! A forgácsképződés egy képlékenyalakítási folyamat, amely anyagszakadással zárul. Az anyagrészecskék egy meghatározott síkban egymáson elcsúsznak, az anyag nyíródik. A leválasztott forgács alakja, mérete függ a megmunkálandó anyagtól és a forgácsolás körülményeitől. Szívós-képlékeny anyagok (acél) forgácsolása esetén a forgács lehet elemi, lemezes vagy folyó forgács. Rideg anyagoknál (öntött vas) általában elemi vagy töredezett forgács válik le. A forgácsképződés fázisai: A forgácsképződést a szabadforgácsolás esetén lehet vizsgálni. Ennek az a lényege, hogy csak egyetlen él forgácsol, a megmunkált felület azonos a forgácsolt felülettel. A forgácsképződés menete eszerint úgy történik, hogy a szerszám előrehaladva az anyagban, a homlokfelület előtti anyagrészt összetömöríti, majd amikor az igénybevétel egy síknak feltételezett felület (iránysík) mentén meghaladja az anyag nyírószilárdságát, a forgács elnyíródik, és elcsúszik a szerszám homlokfelületén. Forgácsolási erő és összetevői szabadforgácsolás esetén (szélesebb a kés, mint a felület): 173.
174 A forgácsképződés eszerint a következő részfolyamatok sorozata: rugalmas alakváltozás, képlékeny alakváltozás, elcsúszás az iránysíkban, azaz a forgácselem létrejötte, a forgácselem elmozdulása a szerszám homlokfelületén. Ezeknek a mozzanatoknak az állandó ismétlődése révén jön létre a forgács. A forgács felületén gyakran szabad szemmel is jól láthatók a forgácselem-csúszások. A képződött forgács alapvetően három fajta lehet: A töredezett forgács különálló darabokból áll, akár por alakú is lehet. Főleg rideg anyagok forgácsolásakor keletkezik. Nyírt forgács esetén a forgácselemek összehegednek, és összefüggő szalagot képeznek. A forgácselemek szabad szemmel is megkülönböztethetők. Általában szívós anyagok közepes sebességgel történő forgácsolásakor keletkezik. A folyó forgács összefüggő szalagot képez. Akkor keletkezik, ha szívós anyagot nagy sebességgel forgácsolnak. A forgács milyensége azonban az anyagminőségen kívül több más tényezőtől is függ, például a forgácsolási sebességtől és a forgácsvastagságtól. Szívós anyagból is kaphatunk töredezett forgácsot kis forgácsoló sebességgel és nagy előtolással, viszont rideg anyagból (akár üvegből is) tudunk folyó forgácsot leválasztani nagy forgácsoló sebességgel, kis forgácsvastagság esetén. A szerszám dolgozó részének az az eleme, amelyik ék formájában hatol be az anyagba és forgácsot választ le, mechanikai-, hő-, és kémiai igénybevételeknek van kitéve. Ezek lehetnek az időben állandóak (pl.: esztergáláskor), vagy időben változóak is (pl. marásnál). A forgácsolóék két jellegzetes felületét, a homlokfelületet és a hátfelületet érő erő adja a szerszám mechanikai igénybevételét. A szerszám fő méreteinek meghatározásához a mechanikai igénybevételek eredőjére van szükség, a szerszám lokális geometriájának vizsgálatához pedig az igénybevétel eloszlásának az ismerete is szükséges. Kinematikai jelenség: A megmunkálás közben fellépő rezgések. A forgácsolási folyamat bizonyos feltételek mellett a rezgés fokozódása következtében elveszti stabilitását, ezért a rezgéseket a megmunkáló rendszerben károsnak kell tekinteni. Egy rendszer lengő mozgását okozó belső erő (gerjesztőerő) a nyugvásbeli és a mozgásbeli súrlódási tényezők különbsége miatt ébred. A gerjesztőerő a rendszer paramétereitől függ (a merevségétől, a súrlódási tényezőtől és annak sebességétől való függésétől). A forgácsolási folyamatban elsődleges és másodlagos gerjesztőerőket különböztetünk meg. Elsődlegesnek 174.
175 nevezzük a lengéseket kiváltó gerjesztőerőket, másodlagosnak nevezzük az elsődleges gerjesztőerők miatt keletkezett erőket. Termodinamikai jelenség: Forgácsolási hő képződik a megmunkálás során. A hő egy része a képlékeny alakváltozásból egy másik része pedig a súrlódái hőből adódik. A hőhatás rontja a pontosságot, deformációkat okoz. Az él előtt keletkező nagy felületi nyomás és hő hatására a munkadarab anyarészecskéi adheziv módon magtapadnak a forgácsoló élén így élsisak keletkezik, ami rontja a felületi minőséget, szakítja az anyagot. Az adhezív kötés nagyon erős, így miikor a sisak leválik, erősen roncsolja a szerszám felületét. Csökkenthető a vc növelésével és intenzívebb hűtéssel Tribológiai jelenség: az egymással kölcsönös mozgási viszonyban lévő felületeket kutató tudományág (a súrlódás, kopás, kenés tudománya. A forgács leválasztás során jelentős súrlódás lép fel a munkadarab (forgács és a szerszám között), ami jelentős hőt generál, ami a fentebb említett hatásokkal van a folyamatra. A súrlódás és a vele fellépő hőhatások csökkentésére hűtő-kenő folyadék alkalmazása: a kopás sebességének csökkenése és a szerszám munkaképességének növelése, a felületi minőség javulása, a forgácsolási erő és a forgácsolási teljesítmény csökkenése, hődeformációk csökkenése és a megmunkálási pontosság növelése, forgácseltávolítás megkönnyítése. Anyagfelrakódás a szerszámon A szerszám élének környezetében nagy alakváltozás megy végbe, miközben a megmunkált anyag felmelegszik. A sajátos anyagáramlás egyes esetekben a szerszám közvetlen felületétől időszakosan vagy folyamatosan eltávolodik, mert a szerszám a munkadarab anyagának felrakódott részével megnövekszik. Élsisakképződés: A forgácsleválasztás jellegzetes, kedvezőtlen jelensége az élsisak- vagy élrátétképződés. Az élsisak a szerszámcsúcson keletkezik összetorlódott fémrészecskékből. Egy ideig növekszik, majd periodikusan szétesik. Nem kívánatos jelenség, mert kedvezőtlenül hat a forgácsolt felült minőségére és magára a szerszámra is. Megfelelő forgácsolási sebesség választásával elkerülhető. Oka: a szerszám élénél fellépő nagy nyomóerő, jelentős súrlódás és a keletkező hő. Keletkezése megváltoztatja a forgácsolási viszonyokat. Elkerülhető a deformáció, a súrlódás és a hőmérséklet csökkentésével. Nemfémes réteg képződése a szerszámon: A fémekben található oxid-, szilikátzárványok a forgácsolószerszám felületére rakódhatnak. Az így képződő nemfémes réteg vastagsága legfeljebb néhány század milliméter, tehát a forgácsleválasztás folyamatát nem zavarja, a felület minőségét nem rontja. Ellenkezőleg, ez az anyagfelrakódás kedvező, mert a szerszám kopását jelentős mértékben csökkenti. 175.

176 A szerszám és munkadarab fémes kölcsönhatásai: A forgács keletkezésekor néhány jól elkülöníthető mechanizmust különböztetünk meg a megmunkálandó anyag, a forgácsolóék és a környezet kölcsönhatásban lévő elemei között: a fémes anyag alkotóelemei kölcsönhatása külső erő hatására, a környezet és a fémfelület kölcsönhatása, a két fémfelület statikus együtthatása, két egymáson elmozduló fémes felület kölcsönhatása. A fémfelületek kölcsönhatása forgácsolás közben: A forgácsolásnál lejátszódó jelenségek bonyolultsága miatt a szerszámkopás mechanizmusa ez ideig még nem teljesen tisztázott, csupán néhány hipotézis létezik, melyekkel igyekeznek magyarázatot adni a kopás fizikai természetére. E hipotézisek szerint a szerszámkopás főbb okai a következők: a munkadarab koptató hatása (abrazív kopás), a munkadarab és a szerszám anyagai közötti adhézió hatása (adhéziós kopás), a szerszámanyag összetevőinek diffúziós oldódása a munkadarab anyagában (diffúziós kopás), a kémiai jelenségek a szerszám és a munkadarab kontaktfelületein (oxidációs kopás). Forgácsképződés fázisai szívós anyag forgácsolása esetén: 1. rugalmas alakváltozás 2. képlékeny alakváltozás 3. elmozdulás a nyírási síkban 4. elmozdulás a homlok felületen 5. folyamatos forgácslemez képződés Fő forgácsfajták Elemi forgács keletkezik, ha kis forgácsoló sebességgel, kis homlokszögű szerszámmal nagy vastagságú forgácsot választunk le. A képlékeny alakváltozást szenvedő forgácselemek körülbelül megegyező méretűek, és általában nem kapcsolódnak egymáshoz. Lemezes forgács szívós anyagokból közepes forgácsoló sebességgel, rideg anyagoknál c sak igen nagy forgácsoló sebességnél keletkezik. Ezekben az esetekben a leváló forgácselemek a keletkező hő és nagy nyomás hatására részelgessen összehegednek. A forgácsnak a szerszám homloklapján lefutó oldala sima, a másik oldalon a forgácselemek szabad szemmel is jól láthatóak. 176.

177 Folyóforgács szívós és képlékeny anyagok nagy sebességgel történő megmunkálásakor keletkezik. A folyóforgács is forgácselemekből áll, de szabad szemmel már nem lehet megkülönböztetni az elcsúszási síkokat. Töredezett forgács kemény rideg anyagok forgácsolásakor keletkezhet. A különálló és egymással nem kapcsolódó forgácselemek térfogata és alakja jelentősen eltér. Az ilyen jellegű forgács keletkezése során képlékeny alakváltozás nincs, a megmunkált felület érdes lesz. Forgácstörés: A forgácsolás során a forgácsot megfelelő irányba kell terelni, és a folyóforgácsot megfelelően kis darabokra kell tördelni. A forgács elevezetése - a megmunkált felület védelme érdekében - a terelőszög helyes megválasztásával lehetséges. A hosszú folyóforgács kedvező méretre darabolása elsősorban a balesetveszély elkerülésére szükséges, ugyanakkor az összedarabolt forgács könnyebben eltávolítható és kisebb helyet foglal. A forgácstörést a szerszám homloklapjának megfelelő kialakításával (hornyok, szemölcsök) ill. mechanikus forgácstörők alkalmazásával érhetjük el. A forgácslefutást a terelőszög is befolyásolja. A terelőszög ()a szerszám főéle és az alapsík által bezárt szög. Lehet pozitív és negatív értékű. Ha a főél a csúcs felé lejt, negatív, ha ellenkező lejtésű, akkor pozitív a terelőszög. 28. Ismertesse és jellemezze az ultrapreciziós (UP), a nagysebességű megmunkálást (HSCt), a minimálkenést! Ultrapreciziós (UP) megmunkálás! Az UP fejlődését a teljesítménylézerek kifejlesztése és az infravörös optika elterjedése ösztönözte. Szokásos elnevezések: szubmikronos UP, nanotechnológia, mikroforgácsolás Mikroforgácsolás illetve mikroköszörülés, ahol a megkövetelt pontosság: Alakhiba/érdesség: < 1 µm / < 0.1 µm nagyon pontos felület előállítására képes IT5 rendkívül kicsi forgácsméretekkel dolgozó szabályos élgeometriával rendelkező szerszám (v= m/min, ra=0,01-1m, Fv=0,1N-10N) szerszámanyag: fémtükrök számára jól reflektáló anyagokat alkalmaznak (réz, Al,Ni, Au,Ag,Platinum) darabok befogása: általában vákuumtokány, de pl. üveget ragasztják 177.
: freznellencse, germániumlencse, napelemek lencséi o mechanikai elemek (HDD, vákuumtömítés, léggyapágy")



178 vastartalmú anyagok gyémánt éllel nem forgácsolhatók (Fe D grafit) helyette CBN, mely nem igényel hűtést Alkalmazási terület: o fényvisszaverő optikai elemek (tükrök): scanner a megmunkáló lézerekhez, fénymásoló és lézernyomtató dobok o áteresztő optikai elemek (lencsék): freznellencse, germániumlencse, napelemek lencséi o mechanikai elemek (HDD, vákuumtömítés, léggyapágy alkatrész) Fokozott termelékenység: a forgácsolási idők jelentős csökkentése; Bonyolult geometriák: sorozatnagyságtól függetlenül előállíthatók; Tetszőleges kontúr: sík, kúp, szférikus vagy aszférikus optikai felületek; Extrém nagy pontosság: 1 µm, alakhiba: 0,5 µm alatti, 10 nm felületi érdesség. Költséghatékonyság: az utólagos megmunkálások (polírozás, szuperfinishelés, hónolás) időigénye lényesen lecsökken. Nagy keménység: akár HRC munkadarabok is gyárthatók az IT 3-5 tűrésmezőkön belül. Széles anyagválaszték: edzett acél, keményfém, egzotikus anyagok (pl.: ultrafinom szemcsés, Cr-Ni-Ti szuperötvözetek HSC-High speed cutting_nagysebességű forgácsolás cél: termelékenység növelése előtolás, főmozgás sebességének növelése HSC korábbi álláspont a Taylor összefüggés: C v =T m. v c csak egy meghatározott határsebességig érvényes utána halál völgye (drasztikus forgácsolási hőmérséklet és szerszámkopás) ha v=500m/min meghaladja HSC-ről beszélünk a forgácsoló él előtt az anyag rideggé válik a forgács a forgácstőnél képlékeny alakváltozás nélkül letörik egyenirányú marás alkalmazása csökken a forgács leválasztásához szükséges energia 178.



 száraz kenőanyag nélküli megmunkálás")
179 jó felületi érdesség (Ra=0,2m) kedvező szerszám éltartam hűtés nagy nyomású levegővel Alkalmazási területek: szerszámgyártás, kisméretű alkatrészek gyártása, repülőgép alkatrész, járműipar, elektronikai ipar, orvosi műszer Minimálkenést: (MMS) alkalmazásával jelentősen csökken a kenőanyag (2-50 ml/h) a hagyományos elárasztásos hűtéshez képest (2-10 l/h) száraz kenőanyag nélküli megmunkálás fejlődik EU projektek változatai: 179.


180 Külső kenés (kívülről fúvókákon keresztül): előnyök: egyszerű felépítés, minden gépen lehetséges az alkalmazása hátrányok: szóródási vesztésegek, forgácsszállítás rossz, csekély furatmélység Belső kenés (a szerszámgép főorsó ill. a szerszám csatornáin keresztül): előnyök: egycsatornás egyszerű kivitel; kétcsatornás nem gyűlik össze a hűtőfolyadék a csatornákban hátrányok: egycsatornás hajlam ködképződésre; kétcsatornás ráfordításigényes elrendezés támogatása Egycsatornás elv hátránya, hogy a kenőanyag részlegesen kicentrifugálódik, továbbá nem kívánatos lerakódások keletkeznek a vezetőcsatornák áramlási útvonalai mentén. A kétcsatornás elv megvalósítja a felhasználás helyéhez közeli levegő és olaj összekeverést. Alkamazása: acél és Al anyagok megmunkálásánál hagyományos emulziós megmunkáláshoz hasonló paramétereket lehet elérni Szerszámgéppel szemben támasztott követelmények: biztosítani kell a forgács szabad leesését folyamatos forgácselvezetés biztosítása elkerülni a forgácsfészkek kialakulását hőszigetelésről + elszívásról gondoskodni kell 29. Ismertesse a CNC gépek alapelvét. Mik a pont-, szakasz- és pályavezérlés jellemzői? Mit jelentenek a 2D, 2,5D, 3D,,5D jelölések? A CNC vezérlések alapelve, hogy a vezérlés az általa elvégzendő feladatokat egy, a programozó által megírandó alkatrészprogramból ismeri. Ennek a programnak tartalmaznia kell a teljes megmunkálási folyamatot. Tehát nem csupán a kívánt elmozdulások végkoordinátáit kell a programban meghatározni, hanem a megmunkálás technológiai paramétereit, az előtolást, fordulatszámot, vágási sebességet. De természetesen programozni kell az alkalmazott szerszám tárban elfoglalt helyzetét és a szerszám méreteit is. A vezérlés pedig ezen program által vezérli a szerszámgép tengelyeit. 180.

181 CNC géppel szemben támasztot követelmények: 1. a gép alkalmas legyen programtároló segítségével az elmozdulási igények tárolására. 2. a programot a szerszámgép vezérlésébe lehessen tölteni. 3. a vezérlésnek az elérendő pozíciókig közbenső pontokat kellett tudni számolni ahhoz, hogy a szerszámgép tengelyeit irányítani tudja. Az NC programban megadandó gyártási információk: NC specifikus adatok (pozicionálási, méretmegadási mód stb.) Geometriai adatok Technológiai adatok Programtechnikai adatok Végrehajtási sorrend Az utasítások típusai a fentiek alapján: Elıkészítı vagy G-utasítások Geometriai és interpolációs utasítások (X, I stb.) Technológiai és segédutasítások (M, S, T, F ) Programtechnikai utasítások és vezérlı karakterek A végrehajtási sorrendet a leírás sorrendje adja! A helyzet-meghatározási feladatok alatt a munkadarab és a szerszám egymáshoz viszonyított helyzetének, tehát a szánok mozgásának meghatározását értik. A helyzetreállás szempontjából készülnek: pontvezérlésű, szakaszvezérlésű és pályavezérlésű szerszámgépek. Pontvezérlés: A pontvezérlés során a szerszám programozott pontját az általunk kiválasztott munkatérben úgy mozgatják, hogy a szerszámmozgatás közben nem végez megmunkálást és a mozgatási sebesség általában gyorsmenet. A szerszám megmunkálást csak a célpont elérése után végez. Az egyes elmozdulási irányokban végzett mozgások között nincs matematikai, illetve geometriai függvénykapcsolat. Alkalmazási területe: koordináta-fúrógépek, ponthegesztőgépek. Szakaszvezérlés: Szakaszvezérlésnél a szerszám végezhet megmunkálást az egyes elmozdulások folyamán. Ennek kapcsán egy időben csak egy koordinátatengely mentén lehet forgácsolást végezni. Alkalmazási területe egyszerű vállas, lépcsős darabok esztergálása, tengelyekkel párhuzamos marás. 181.

182 Pályavezérlés: Pályavezérlésnél a szerszám vezérelt pontja az előirt pályán mozog, amely pályasík, vagy térgörbe is lehet. Az egyes koordinátatengelyek mentén értelmezett sebességek között különböző függvénykapcsolat valósítható meg az interpolátor segítségével. A vezérlésben levő interpolátor folyamatosan számítja a pályagörbe kezdő- es végpontja közötti aktuális koordinátaértékeket. A pályavezérlés alkalmazási területe: esztergagépek, fúró- és marógépek, megmunkáló központok, huzalos szikraforgácsológépek, lángvágógépek stb. A pályavezérlés a számjegyvezérlés legsokoldalúbb megjelenési formája, rendelkezik a pont- és a szakaszvezérlés adta lehetőségekkel. 2D, 2,5D, 3D, 5D D : Az egy időben, összehangoltan működő, vezérelt szabadságfokok, "tengelyek" száma. A három lineáris tengelyt kiegészítő egy, vagy két forgótengely. Többtengelyes megmunkálások esetében a vezérelhető tengelyek száma szerint megkülönböztetünk 2D-, 3D-, 4D- stb. vezérlést ( D Direction=irány). Azokat a pályavezérléseket nevezzük 2,5 D (un. két es fel dimenziós ) vezérlésnek, amelyekben egyidejűleg két tengely mentén folyik a megmunkálás, a harmadik tengely menten csak 182.
183 fogásvétel van. Ahány tengelyt kívánunk egyidejűleg mozgatni, annyi dimenziós pályavezérlésről beszélünk (D= Direction). Nagy körültekintéssel kell eljárni az öttengelyes marógépek programozásakor és az üresjárati mozgások tervezésekor is. Ugyanis a forgácsolás kezdőpontjának megközelítésekor, vagy a munkamenetek befejezésekor a szerszám ütközhet a munkadarabbal. 30. Mi jellemzi a CNC technológiában a komplex megmunkálás gépeit és technológiai alkalmazásukat? Ismertesse a CNC gépre történő művelettervezés jellemző technológiai dokumentációit. Komplex megmunkálás gépeinek jellemzői: Különböző műveletek egy felfogásban történő elvégzése, készre munkálása, műveletkoncentráció megvalósítása. Elvégezhető műveletek: fúrás, marás, dörzsölés, menetvágás, stb. CNC vezérlés. Automatikus szerszámcsere. Osztó, forgó asztal, a munkadarab négy oldalának megmunkálására. Automatikus munkadarab (paletta) csere. A három lineáris tengelyt (3D) kiegészítő egy, vagy két forgó tengely (4D, 5D) Szerszámtár és szerszámcserélő rendszer elhelyezése a főorsó közelében. A munkadarab cserét biztosító állandó asztalmagasság. A rugalmas gyártócellák és -gyártórendszerek alapját képezik. A megmunkáló központok többféle forgácsolási móddal egy felfogásban munkálják meg a darabot. Így például egy gépen (esztergaközpont) elvégezhető az esztergálás, fúrás, dörzsölés, menetmarás, horonymarás, fogazás művelete. Más gépek a vízszintes fúró-marógép alapelvén elvégzik az összes fúrási és marási feladatokat. Az egy felfogásban való megmunkálás növeli a pontosságot és csökkenti a mellékidőket. A megmunkáló központok alkalmazása gazdaságos, számuk az utóbbi időben rohamosan nő. Az esztergaszerű megmunkáló központok vagy esztergaközpontok ferde ágyas csúcsesztergákhoz, vagy revolveresztergák- hoz hasonlóak, amelyeket gyakran automatikusan működő szerszámtárakkal szerelnek fel. A tengelyirányra merőleges fúrási, marási feladatokat (pl. ékhorony marás) az ágyra felszerelt maró- és fúrófejek végzik el, amelyek munkáját ugyanúgy, mint az esztergálási munkákat a vezérlőmű irányítja. Többszános szerszámtartó esetében, amíg az egyik szán a megmunkálást, a másik a szerszámváltást végzi. A nem dolgozó szán a váltott szerszámmal megközelíti a munkadarabot és szinte mellékidő veszteség nélkül azonnal megkezdheti munkáját, amint az előző műveletelem befejeződött. A fúrási és marási munkákat végző megmunkáló központ, mint említettük, a vízszintes fúrómarómű alapelvén épül fel. A munkadarabot, a tér bármely irányába mozgó, rendszerint forgó, osztási műveletekre is alkalmas asztalra fogják fel. Művelettervezés jellemző technológiai dokumentációi: 1. Műhelyrajz (CAD rajz) ami a gyártáshoz feltétlen szükséges információkat tartalmazza, CAD modell 2. Előgyártmány rajz (CAD rajz) / Alak, méret, anyag, előgyártmánytípus / 3. Felfogási terv 4. Szerszám terv 5. Műveleti terv 6. Technológiai terv 7. CNC program 183.

184 A CNC szerszámgépek alkalmazásának jellemzői Előnyei: Csökken a felszerszámozási idő, a szerszámváltások ideje Visszatérő sorozatok gyorsan indíthatók Pontos és folyamatosan ellenőrzött gyártás, kisebb a minőség-ellenőrzés ideje, Egyenletes a gyártás minősége, Készülékezési költség csökken vagy elmarad Standard szerszámok alkalmazása Jobb a gépi idő kihasználtsága, termelékenyebb Elektronikus adattárolás miatt csökken a gépidő. Hátrányai: Nagy a gép beszerzési ára Kvalifikált munkaerő kiképzése Drágább a gép szervizelése Nagy a szerszám és az opciók beszerzési ára darabjegyzék Gyártási lap Műveletterv Műveleti utasítás Műveleti és műveletelőzési sorrend Szerszám vagy készülék szerkesztését kérő lap gyártás indító lap A műveleti sorrend tartalmi követelményei: műveletterv száma lapszám művelet jele művelet leírása készíti szerszámgép készülék, szerszám, mérőeszköz jellemző technológiai adatok A gyártásindító lap tartalmi követelményei: Hivatkozási szám, kérelmező neve, vevői rendelési szám, indítási dátum, rajszám, darabszám, megjegyzés, elkészülés dátuma, projektfelelős nyilatkozata, gyártásvezető nyilatkozata A technológiai tervezés lépései: 1. Az alkatrész műhelyrajzának átvétele, tanulmányozása 2. Rajzbírálat, a javított műhelyrajz elkészítése 184.
185 3. A gyártás típusának meghatározása a tételnagyság alapján 4. Előgyártmány meghatározása 5. Bázisfelületek meghatározása 6. A műveleti sorrend összeállítása a technológiai műveletek és műveletelemek sorrendjének és tartalmának megoldásával 7. Anyagnorma számítás, ráhagyásszámítás, tűrések meghatározása 8. Forgácsolási adatok és műveletenkénti időnormák meghatározása 9. Gépek, eszközök meghatározása 10. Műveletterv elkészítése Műhelyrajz: Hagyományos eszköznek tekinthető a gyártás dokumentálását nézve. Műhelyrajzokkal a gyártásra előkészített alkatrészeket, az összeállítási rajzokkal a részegységeket és az összeszerelt végtermékeket dokumentáljuk. Hátránya, hogy kétdimenziós, míg a termék háromdimenziós. Probléma hogy sok nézet, metszet, kinagyított részlet, bonyolult alkatrész esetében nehezen értelmezhető, ezért egy háromdimenziós test nehezen rekonstruálható. Másik problémát az analitikusan nem leírható felületek okozzák, mert ezek meghatározása a rajzon hiányos, pontatlan, így az alkatrész végső alakja nem lesz tökéletes. Előgyártmány: rajza a CAD rajz. Tartalmazza az összes adatot, amely az adott munkadarab (előgyártmány) alakjára, méretére, anyagára, típusára pl.: öntött, vonatkozik. Típusai: - szálanyag, rúdanyag - darabolt - félkész - öntött - kovácsolt Felfogási terv: tartalmazza mindazon eszközöket, módszereket, amelyek a munkadarab mérethelyes és biztonságos, valamint gazdaságos gyártáshoz szükséges. Ezek: - befogók (satuk, központfogók, stb.) - ülékek, tájolók, ütközők, központosítók Szerszámterv: Meg kell szervezni a gyártáshoz szükséges szerszámok anyagát, típusát, éltartamát, befogási módját, helyét. Szerszámhely: a megmunkálás közben az NC szerszámgépeken rendszerint több szerszámot alkalmazunk. A szerszámok pozíciót optimalizálni kell. A szerszámok eltérnek egymástól típusban, méretben. A megmunkálás esetén vagy a szerszámváltás közben ütközés léphet fel. Ha a szerszámhely nincs optimalizálva, akkor a csere ideje, ezen keresztül a mellékidő növekszik, ami költségnövekedést eredményez. 185.
186 Műveleti terv: ebben írjuk elő a gyártás folyamatában az egymást követő műveletek sorrendjét. Rövid utasításokat tartalmaz az adott műveletre vonatkozóan. Megjelenik a befogóeszköz, ami a felfogási terv eleme és a befogás, beállítás módja is. Technológiai terv: Megmunkáláshoz szükséges adatok, előírások adják a tartalmát. Az adatokat a fordulat, előtolás, fogásmélység, fogásszám. Technológiai tervét a művelettervvel egyesítve is készíthetjük. Műveletterv és technológiai terv együttes formája ábrákat tartalmazzon, ahol eszközökre, gépekre, a befogás beállítás módjára is utasításokat rögzítünk. Ugyanakkor a munkadarab gyártásának lépéseit ábrákkal jelenítjük meg a dokumentációkban, jelképekkel előírva a befogó- beállító eszközöket. 186.
A töréssel szembeni ellenállás vizsgálata
 A töréssel szembeni ellenállás vizsgálata 1 Az anyag viselkedése terhelés hatására Az anyagok lehetnek: szívósak, képlékenyek és ridegek. 2 Szívós vagy képlékeny anyag Az anyag törését a csúsztatófeszültségek
A töréssel szembeni ellenállás vizsgálata 1 Az anyag viselkedése terhelés hatására Az anyagok lehetnek: szívósak, képlékenyek és ridegek. 2 Szívós vagy képlékeny anyag Az anyag törését a csúsztatófeszültségek
Egyensúlyitól eltérő átalakulások
 Egyensúlyitól eltérő átalakulások Egyensúlyitól eltérő átalakulások Az előzőekben láttuk, hogy az egyensúlyi diagramok alapján meg lehet határozni a kristályosodás, a fázis átalakulások stb. hőmérsékleteit.
Egyensúlyitól eltérő átalakulások Egyensúlyitól eltérő átalakulások Az előzőekben láttuk, hogy az egyensúlyi diagramok alapján meg lehet határozni a kristályosodás, a fázis átalakulások stb. hőmérsékleteit.
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
Vas- karbon ötvözetrendszer
 Vas- karbon ötvözetrendszer Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos, és szaggatott vonallal is fel vannak
Vas- karbon ötvözetrendszer Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos, és szaggatott vonallal is fel vannak
Ismételt igénybevétellel szembeni ellenállás
 Ismételt igénybevétellel szembeni ellenállás 1 Azt a jelenséget, amikor egy anyag az ismételt igénybevételek során bevitt, halmozódó károsodások hatására a folyáshatárnál kisebb terhelés esetén eltörik
Ismételt igénybevétellel szembeni ellenállás 1 Azt a jelenséget, amikor egy anyag az ismételt igénybevételek során bevitt, halmozódó károsodások hatására a folyáshatárnál kisebb terhelés esetén eltörik
Hőkezelt alkatrészek vizsgálata
 Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Anyagismeret I. A töréssel szembeni ellenállás vizsgálata. Összeállította: Csizmazia Ferencné dr.
 Anyagismeret I. A töréssel szembeni ellenállás vizsgálata Összeállította: Csizmazia Ferencné dr. Az anyag viselkedése terhelés hatására Az anyagok lehetnek: szívósak, képlékenyek és ridegek. Szívós vagy
Anyagismeret I. A töréssel szembeni ellenállás vizsgálata Összeállította: Csizmazia Ferencné dr. Az anyag viselkedése terhelés hatására Az anyagok lehetnek: szívósak, képlékenyek és ridegek. Szívós vagy
Vas- karbon ötvözetrendszer. Összeállította: Csizmazia Ferencné dr.
 Vas- karbon ötvözetrendszer Összeállította: Csizmazia Ferencné dr. 1 Vas- Karbon diagram 2 Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Vas- karbon ötvözetrendszer Összeállította: Csizmazia Ferencné dr. 1 Vas- Karbon diagram 2 Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Szilárdság (folyáshatár) növelési eljárások
 növelési eljárások") Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások.
 Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka [email protected] BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka [email protected] BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla [email protected] Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla [email protected] Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
5. Az acélszerkezetek méretezésének különleges kérdései: rideg törés, fáradás. BME Szilárdságtani és Tartószerkezeti Tanszék
 MAGASÉPÍTÉSI ACÉLSZERKEZETEK 5. Az acélszerkezetek méretezésének különleges kérdései: rideg törés, fáradás. FERNEZELYI SÁNDOR EGYETEMI TANÁR Az acél szakító diagrammja Lineáris szakasz Arányossági határnak
MAGASÉPÍTÉSI ACÉLSZERKEZETEK 5. Az acélszerkezetek méretezésének különleges kérdései: rideg törés, fáradás. FERNEZELYI SÁNDOR EGYETEMI TANÁR Az acél szakító diagrammja Lineáris szakasz Arányossági határnak
A szerkezeti anyagok tulajdonságai és azok vizsgálata
 A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minőség, élettartam A termék minősége
A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minőség, élettartam A termék minősége
Anyagszerkezet és vizsgálat. 4. Előadás: Vas-karbon ötvözetrendszer
 SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 4. Előadás: Vas-karbon ötvözetrendszer 2010. 10. 11. Dr. Hargitai Hajnalka (Csizmazia Ferencné dr.
SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 4. Előadás: Vas-karbon ötvözetrendszer 2010. 10. 11. Dr. Hargitai Hajnalka (Csizmazia Ferencné dr.
A metastabilis Fe-Fe 3 C ikerdiagram (Heyn - Charpy - diagram)
") A metastabilis Fe-Fe 3 C ikerdiagram (Heyn - Charpy - diagram) A vas-karbon egyensúlyi diagram alapvető fontosságú a vasötvözetek tárgyalásánál. Az Fe-C ötvözetekre vonatkozó ismereteket általában kettős
A metastabilis Fe-Fe 3 C ikerdiagram (Heyn - Charpy - diagram) A vas-karbon egyensúlyi diagram alapvető fontosságú a vasötvözetek tárgyalásánál. Az Fe-C ötvözetekre vonatkozó ismereteket általában kettős
Mérnöki anyagok Járműszerkezeti anyagok. Vas-karbon ötvözetrendszer Egyensúlyi átalakulások
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Mérnöki anyagok Járműszerkezeti anyagok Vas-karbon ötvözetrendszer Egyensúlyi átalakulások Dr. Hargitai Hajnalka (Csizmazia Ferencné dr.
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Mérnöki anyagok Járműszerkezeti anyagok Vas-karbon ötvözetrendszer Egyensúlyi átalakulások Dr. Hargitai Hajnalka (Csizmazia Ferencné dr.
A töréssel szembeni ellenállás vizsgálata
 A töréssel szembeni ellenállás vizsgálata 1 Az anyag viselkedése terhelés hatására Az anyagok lehetnek: szívósak, képlékenyek és ridegek. 2 Szívós vagy képlékeny anyag Az anyag törését a csúsztatófeszültségek
A töréssel szembeni ellenállás vizsgálata 1 Az anyag viselkedése terhelés hatására Az anyagok lehetnek: szívósak, képlékenyek és ridegek. 2 Szívós vagy képlékeny anyag Az anyag törését a csúsztatófeszültségek
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
Felületi hőkezelések Dr. Hargitai Hajnalka, február 18.
 Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat, keménységmérés
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
Anyagismeret. 3. A vas- karbon ötvözet
 Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Anyagszerkezet és vizsgálat
 SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék. Ötvözők hatása, a vasötvözetek tulajdonságaira
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Ötvözők hatása, a vasötvözetek tulajdonságaira E275K2+Q 1.0035 34CrNiMo6 1.6582 X38CrMoV16 1.2316 HS10-4-3-10 (W-Mo-V-Co) EN-GJS-350-22 EN-GJLA-XNiMn13-7
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Ötvözők hatása, a vasötvözetek tulajdonságaira E275K2+Q 1.0035 34CrNiMo6 1.6582 X38CrMoV16 1.2316 HS10-4-3-10 (W-Mo-V-Co) EN-GJS-350-22 EN-GJLA-XNiMn13-7
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei. Szilárdság növelésének lehetőségei
 A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
Színfémek és ötvözetek egyensúlyi lehőlése
 Színfémek és ötvözetek egyensúlyi lehőlése 1 Színfém lehőlési görbéje (nincs allotróp átalakulás) F + Sz = K + 1. K = 1 1. Szakasz F=1 olvadék Sz =1 T változhat 2. Szakasz F=2 olvadék + szilárd Sz= 0 T
Színfémek és ötvözetek egyensúlyi lehőlése 1 Színfém lehőlési görbéje (nincs allotróp átalakulás) F + Sz = K + 1. K = 1 1. Szakasz F=1 olvadék Sz =1 T változhat 2. Szakasz F=2 olvadék + szilárd Sz= 0 T
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Hőkezelési alapfogalmak
 Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
A nagytermi gyakorlat fő pontjai
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2008/09 Fe-C állapotábra Dr. Reé András [email protected] Fe-C 1 A nagytermi gyakorlat fő pontjai A Fe-C állapotábra felépítése Stabil (grafit) rendszer Metastabil
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2008/09 Fe-C állapotábra Dr. Reé András [email protected] Fe-C 1 A nagytermi gyakorlat fő pontjai A Fe-C állapotábra felépítése Stabil (grafit) rendszer Metastabil
ACÉLOK ÉS ALKALMAZÁSUK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla [email protected] A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla [email protected] A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
 NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád [email protected] Törköly Tamás [email protected] Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád [email protected] Törköly Tamás [email protected] Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
A szerkezeti anyagok tulajdonságai és azok vizsgálata
 A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
5. Az acélszerkezetek méretezésének különleges kérdései: rideg törés, fáradás.
 MAGASÉPÍTÉSI ACÉLSZERKEZETEK 5. Az acélszerkezetek méretezésének különleges kérdései: rideg törés, fáradás. KÉSZÜLT FERNEZELYI SÁNDOR EGYETEMI TANÁR ELŐADÁSI JEGYZETEI ÉS AZ INTERNETEN ELÉRHETŐ MÁS ANYAGOK
MAGASÉPÍTÉSI ACÉLSZERKEZETEK 5. Az acélszerkezetek méretezésének különleges kérdései: rideg törés, fáradás. KÉSZÜLT FERNEZELYI SÁNDOR EGYETEMI TANÁR ELŐADÁSI JEGYZETEI ÉS AZ INTERNETEN ELÉRHETŐ MÁS ANYAGOK
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla [email protected] Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla [email protected] Készült: Dr. Krállics György (BME,
(C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
Anyagismeret I. Nyomó, hajlító vizsgálat Keménységmérés. Összeállította: Csizmazia Ferencné dr.
 Anyagismeret I. Nyomó, hajlító vizsgálat Keménységmérés Összeállította: Csizmazia Ferencné dr. Mechanikai tulajdonságok Statikus igénybevétel Nyomó igénybevétellel szembeni ellenállásának meghatározása
Anyagismeret I. Nyomó, hajlító vizsgálat Keménységmérés Összeállította: Csizmazia Ferencné dr. Mechanikai tulajdonságok Statikus igénybevétel Nyomó igénybevétellel szembeni ellenállásának meghatározása
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK HÕKEZELÉS
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK HÕKEZELÉS Kézirat Készítette: Csizmazia Ferencné dr. Minden jog fenntartva, beleértve bárminemû sokszorosítás, másolás, elektronikus médiumokban
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK HÕKEZELÉS Kézirat Készítette: Csizmazia Ferencné dr. Minden jog fenntartva, beleértve bárminemû sokszorosítás, másolás, elektronikus médiumokban
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2016/17. Szilárdságnövelés. Dr. Mészáros István Az előadás során megismerjük
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István [email protected] 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István [email protected] 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád [email protected] A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád [email protected] A gyakorlat előkészítő előadás fő témakörei Az
Fe-C állapotábra ábra A Fe-C ötvözetek állapotábrája
 41 Fe-C állapotábra Nagy ipari jelentőségük miatt a Fe C ötvözetek állapotábrája volt az első, amit a XX. század elején megszerkesztettek. Azóta az anyagszerkezeti ismeretek jelentősen bővültek, a mérőeszközök
41 Fe-C állapotábra Nagy ipari jelentőségük miatt a Fe C ötvözetek állapotábrája volt az első, amit a XX. század elején megszerkesztettek. Azóta az anyagszerkezeti ismeretek jelentősen bővültek, a mérőeszközök
Szilárdságnövelés. Az előkészítő témakörei
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla [email protected] Dr. Németh Árpád [email protected] Szilárdság növelés
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla [email protected] Dr. Németh Árpád [email protected] Szilárdság növelés
GÉPÉSZMÉRNÖKI SZAK. Anyagtudomány II. Szabványos acélok és öntöttvasak. Dr. Rácz Pál egyetemi docens
 GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Szabványos acélok és öntöttvasak Dr. Rácz Pál egyetemi docens Budapest 2011. Az acélok jelölés rendszere Az MSZ EN 10027-1 szabvány új jelölési rendszert vezetett be
GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Szabványos acélok és öntöttvasak Dr. Rácz Pál egyetemi docens Budapest 2011. Az acélok jelölés rendszere Az MSZ EN 10027-1 szabvány új jelölési rendszert vezetett be
lasztás s I. (gyakorlati előkész
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád [email protected] / [email protected] Anyagválasztás A gépészmérnöki
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád [email protected] / [email protected] Anyagválasztás A gépészmérnöki
ÖNTÖTTVASAK HEGESZTÉSE
 Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Alumínium ötvözetek. hőkezelése. Fábián Enikő Réka
 Alumínium ötvözetek hőkezelése Fábián Enikő Réka [email protected] Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
Alumínium ötvözetek hőkezelése Fábián Enikő Réka [email protected] Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
Alakítás és hőkezelés hatása az acél szövetszerkezetére
 Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Öntöttvasak. Öntöttvasak
 MECHANIKAI TECHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Fémek technológiája Öntöttvasak Dr. Palotás Béla [email protected] Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k Öntöttvasak Szerzo:
MECHANIKAI TECHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Fémek technológiája Öntöttvasak Dr. Palotás Béla [email protected] Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k Öntöttvasak Szerzo:
Fémek és ötvözetek termikus viselkedése
 Anyagtudomány és Technológia Tanszék Fémek és ötvözetek termikus viselkedése Dr. Szabó Péter János [email protected] Anyagszerkezettan és anyagvizsgálat BMEGEMTBGA1 2018/2019/2 Az előadás során megismerjük
Anyagtudomány és Technológia Tanszék Fémek és ötvözetek termikus viselkedése Dr. Szabó Péter János [email protected] Anyagszerkezettan és anyagvizsgálat BMEGEMTBGA1 2018/2019/2 Az előadás során megismerjük
Mérnöki anyagok NGB_AJ001_1
 NGB_AJ001_1 Szerszámacélok Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor A vasötvözetek 1600 1500 1400 1300 1200 1100 A H N J B E' E + olv. + olv. C' C D' D F' F 1000 900 G acél öntöttvas 800 700 P'
NGB_AJ001_1 Szerszámacélok Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor A vasötvözetek 1600 1500 1400 1300 1200 1100 A H N J B E' E + olv. + olv. C' C D' D F' F 1000 900 G acél öntöttvas 800 700 P'
Anyagszerkezettan vizsgajegyzet
 - 1 - Anyagszerkezettan vizsgajegyzet Előadástémák: 1. Atomszerkezet 1.1. Atommag 1.2. Atomszám 1.3. Atomtömeg 1.4. Bohr-féle atommodell 1.5. Schrödinger-egyenlet 1.6. Kvantumszámok 1.7. Elektron orbitál
- 1 - Anyagszerkezettan vizsgajegyzet Előadástémák: 1. Atomszerkezet 1.1. Atommag 1.2. Atomszám 1.3. Atomtömeg 1.4. Bohr-féle atommodell 1.5. Schrödinger-egyenlet 1.6. Kvantumszámok 1.7. Elektron orbitál
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet
 Budapesti Műszaki Főiskola Bánki Donát Gépészmérnöki Főiskolai Kar AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet Anyagtudományi és Gyártástechnológiai Intézet Anyag- és Alakítástechnológiai Intézeti
Budapesti Műszaki Főiskola Bánki Donát Gépészmérnöki Főiskolai Kar AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet Anyagtudományi és Gyártástechnológiai Intézet Anyag- és Alakítástechnológiai Intézeti
Építőanyagok I - Laborgyakorlat. Fémek
 Építőanyagok I - Laborgyakorlat Fémek Az acél és a fémek tulajdonságai Az acél és fémek fizikai jellemzői Fém ρ (kg/m 3 ) olvadáspont C E (kn/mm 2 ) Acél 7850 1450 210000 50 Alumínium 2700 660 70000 200
Építőanyagok I - Laborgyakorlat Fémek Az acél és a fémek tulajdonságai Az acél és fémek fizikai jellemzői Fém ρ (kg/m 3 ) olvadáspont C E (kn/mm 2 ) Acél 7850 1450 210000 50 Alumínium 2700 660 70000 200
BME ANYAGTUDOMÁNY ÉS. Mechanikai anyagvizsgálat. Szakítóvizsgálat. A legelterjedtebb roncsolásos vizsgálat
 BME ANYAGTUDOMÁNY É TECHNOLÓGIA Anyagismeret TANZÉK Mechanikai anyagvizsgálat Dr. Lovas Jeno [email protected] Dr. Krállics György [email protected] zakítóvizsgálat A legelterjedtebb roncsolásos vizsgálat
BME ANYAGTUDOMÁNY É TECHNOLÓGIA Anyagismeret TANZÉK Mechanikai anyagvizsgálat Dr. Lovas Jeno [email protected] Dr. Krállics György [email protected] zakítóvizsgálat A legelterjedtebb roncsolásos vizsgálat
Fázisátalakulás Fázisátalakulások diffúziós (egyedi atomi mozgás) martenzites (kollektív atomi mozgás, diffúzió nélkül)
 martenzites (kollektív atomi mozgás, diffúzió nélkül)") ázisátalakulások, P, C változása új (egyensúlyi) állapot Új fázis(ok): stabil, metastabil ázisátalakulás: folyamat, amelynek során a régi fázis(ok)ból új, más szerkezetű (rács, szövet) vagy halmazállapotú
ázisátalakulások, P, C változása új (egyensúlyi) állapot Új fázis(ok): stabil, metastabil ázisátalakulás: folyamat, amelynek során a régi fázis(ok)ból új, más szerkezetű (rács, szövet) vagy halmazállapotú
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
Szilárdságnövelés. Az előadás során megismerjük. Szilárdságnövelési eljárások
 Anyagszerkezettan és anyagvizsgálat 2015/16 Szilárdságnövelés Dr. Szabó Péter János [email protected] Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti alapjait; Technológiai
Anyagszerkezettan és anyagvizsgálat 2015/16 Szilárdságnövelés Dr. Szabó Péter János [email protected] Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti alapjait; Technológiai
Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor
 Dr. Kausay Tibor") Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor Dr. Kausay Tibor 1 Charpy-kalapács, 10 m kp = 100 J legnagyobb ütőenergiával A vizsgálatot
Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor Dr. Kausay Tibor 1 Charpy-kalapács, 10 m kp = 100 J legnagyobb ütőenergiával A vizsgálatot
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Az ismételt igénybevétel hatása. A kifáradás jelensége
 Az ismételt igénybevétel hatása A kifáradás jelensége 1 A kifáradás jelensége Azt a jelenséget, amikor egy anyag az ismételt igénybevételek során bevitt, halmozódó károsodások hatására a folyáshatárnál
Az ismételt igénybevétel hatása A kifáradás jelensége 1 A kifáradás jelensége Azt a jelenséget, amikor egy anyag az ismételt igénybevételek során bevitt, halmozódó károsodások hatására a folyáshatárnál
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
Anyagtudomány - 11. Előadás. Acélok nem-egyensúlyi átalakulási diagramjai Izotermás és folyamatos hűtésű átalakulási diagramok
 - 11. Előadás Acélok nem-egyensúlyi átalakulási diagramjai Izotermás és folyamatos hűtésű átalakulási diagramok 1 Az izotermikus átalakulási diagramok t 1 A túlhűtöttség hatása (K k és G hatása) T 1 C-görbe
- 11. Előadás Acélok nem-egyensúlyi átalakulási diagramjai Izotermás és folyamatos hűtésű átalakulási diagramok 1 Az izotermikus átalakulási diagramok t 1 A túlhűtöttség hatása (K k és G hatása) T 1 C-görbe
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
ACÉLOK HEGESZTHETŐSÉGE
 ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 016. OKTÓBER KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 016. OKTÓBER 1. feladat Témakör: Közlekedési ismeretek Milyen találmány fűződik John
016. OKTÓBER KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 016. OKTÓBER 1. feladat Témakör: Közlekedési ismeretek Milyen találmány fűződik John
1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás.
 1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás. 2. Milyen hatással van az újrakristályosítás az alakított fémek mechanikai tulajdonságaira?
1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás. 2. Milyen hatással van az újrakristályosítás az alakított fémek mechanikai tulajdonságaira?
SZERKEZETI ACÉLOK HEGESZTÉSE
 SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
Fogorvosi anyagtan fizikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek
 Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
Vasötvözetek hőkezelése Teljes keresztmetszetre kiterjedő hőkezelések. Fábián Enikő Réka
 Vasötvözetek hőkezelése Teljes keresztmetszetre kiterjedő hőkezelések. Fábián Enikő Réka [email protected] A hőkezelések csoportosítása Előírt szövetszerkezetet, így az előírt tulajdonságokat a darab,
Vasötvözetek hőkezelése Teljes keresztmetszetre kiterjedő hőkezelések. Fábián Enikő Réka [email protected] A hőkezelések csoportosítása Előírt szövetszerkezetet, így az előírt tulajdonságokat a darab,
Duplex felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok 1 Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei, könnyűfémek és ötvözeteik Műanyagok Hőre lágyuló és hőre keményedő műanyagok, elasztomerek Kerámiák Kristályos,
Mérnöki anyagismeret Szerkezeti anyagok 1 Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei, könnyűfémek és ötvözeteik Műanyagok Hőre lágyuló és hőre keményedő műanyagok, elasztomerek Kerámiák Kristályos,
Az atomok elrendeződése
 Anyagtudomány 2015/16 Kristályok, rácshibák, ötvözetek, termikus viselkedés (ismétlés) Dr. Szabó Péter János [email protected] Az atomok elrendeződése Hosszú távú rend (kristályok) Az atomok elhelyezkedését
Anyagtudomány 2015/16 Kristályok, rácshibák, ötvözetek, termikus viselkedés (ismétlés) Dr. Szabó Péter János [email protected] Az atomok elrendeződése Hosszú távú rend (kristályok) Az atomok elhelyezkedését
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata
 Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
Felhasználási céljuk szerint: I.csoport: MSZ EN 10027-1 GS 355 J2 G1 W Cu 5 Számjel: 1 40 01
 Felhasználási céljuk szerint: I.csoport: a felhsználó számára valamely mechanikai, fizikai tulajdonság garantálása fontos. MSZ EN 10027-1(anyagminőség meghatározására szolgál) Rövid jel: az acélok minőségének
Felhasználási céljuk szerint: I.csoport: a felhsználó számára valamely mechanikai, fizikai tulajdonság garantálása fontos. MSZ EN 10027-1(anyagminőség meghatározására szolgál) Rövid jel: az acélok minőségének
Mechanikai tulajdonságok Statikus igénybevétel. Nyomó igénybevétellel szembeni ellenállásának meghatározása
 Mechanikai tulajdonságok Statikus igénybevétel Nyomó igénybevétellel szembeni ellenállásának meghatározása 1 Nyomó igénybevétel megvalósítása (nyomóvizsgálat) 2 Az anyagok viselkedése nyomó igénybevétel
Mechanikai tulajdonságok Statikus igénybevétel Nyomó igénybevétellel szembeni ellenállásának meghatározása 1 Nyomó igénybevétel megvalósítása (nyomóvizsgálat) 2 Az anyagok viselkedése nyomó igénybevétel
Szabványos vasötvözetek
 Szabványos vasötvözetek 1. A SZÍNVAS (FE) TULAJDONSÁGAI Fizikai tulajdonságok: Színe: szürke Olvadáspontja: 1536 C A nehézfémek csoportjába tartozik, sűrűsége: ρ=7,8 kg/dm 3 Hő és villamos vezetőképessége
Szabványos vasötvözetek 1. A SZÍNVAS (FE) TULAJDONSÁGAI Fizikai tulajdonságok: Színe: szürke Olvadáspontja: 1536 C A nehézfémek csoportjába tartozik, sűrűsége: ρ=7,8 kg/dm 3 Hő és villamos vezetőképessége
Anyagtudomány. Ötvözetek egyensúlyi diagramjai (állapotábrák)
") Anyagtudomány Ötvözetek egyensúlyi diagramjai (állapotábrák) Kétkomponensű fémtani rendszerek fázisai és szövetelemei Folyékony, olvadék fázis Színfém (A, B) Szilárd oldat (α, β) (szubsztitúciós, interstíciós)
Anyagtudomány Ötvözetek egyensúlyi diagramjai (állapotábrák) Kétkomponensű fémtani rendszerek fázisai és szövetelemei Folyékony, olvadék fázis Színfém (A, B) Szilárd oldat (α, β) (szubsztitúciós, interstíciós)
Felkészülést segítő kérdések
 Felkészülést segítő kérdések 1. Rajzolja fel egy lágyacél szakító diagramját. Nevezze meg a jellegzetes szakaszokat. 2. Definiálja a szabványos alakváltozási jellemzőket. 3. Definiálja a szabványos feszültségi
Felkészülést segítő kérdések 1. Rajzolja fel egy lágyacél szakító diagramját. Nevezze meg a jellegzetes szakaszokat. 2. Definiálja a szabványos alakváltozási jellemzőket. 3. Definiálja a szabványos feszültségi
Réz és ötvözetei. Katt ide! Technikusoknak
 Réz és ötvözetei Katt ide! Technikusoknak Tartalomjegyzék Réz Sárgaréz Ónbronz Alumíniumbronz Bemutató vége Réz tulajdonságai Hidegen jól alakítható, nagy gázoldó képessége miatt rosszul önthető. Kémiailag
Réz és ötvözetei Katt ide! Technikusoknak Tartalomjegyzék Réz Sárgaréz Ónbronz Alumíniumbronz Bemutató vége Réz tulajdonságai Hidegen jól alakítható, nagy gázoldó képessége miatt rosszul önthető. Kémiailag
Acélok hőkezelése. Hipereutektoidos acél. 1 ábra A Fe-C egyensúlyi állapotábra acélokra vonatkozó bal alsó sarka
 Acélok hőkezelése Az acél alapvetően Fe-C ötvözet, melynek tulajdonságainak javítására további anyagokkal ötvözhetnek. (Az ötvözetlen acélok maximális karbontartalma 2,1 %, de néhány erősen ötvözött szerszámacél
Acélok hőkezelése Az acél alapvetően Fe-C ötvözet, melynek tulajdonságainak javítására további anyagokkal ötvözhetnek. (Az ötvözetlen acélok maximális karbontartalma 2,1 %, de néhány erősen ötvözött szerszámacél
Mechanikai tulajdonságok és vizsgálatuk
 Anyagszerkezettan és anyagvizsgálat 215/16 Mechanikai tulajdonságok és vizsgálatuk Dr. Krállics György [email protected] Az előadás fő pontjai Bevezetés Rugalmas és képlékeny alakváltozás Egyszerű igénybevételek
Anyagszerkezettan és anyagvizsgálat 215/16 Mechanikai tulajdonságok és vizsgálatuk Dr. Krállics György [email protected] Az előadás fő pontjai Bevezetés Rugalmas és képlékeny alakváltozás Egyszerű igénybevételek
ANYAGISMERET A GYAKORLATBAN. KATONA BÁLINT ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
 ANYAGISMERET A GYAKORLATBAN KATONA BÁLINT ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK [email protected] MIRŐL LESZ SZÓ? ANYAGISMERET A GYAKORLATBAN? ANYAGVIZSGÁLATOK METALLO- ÉS FRAKTOGRÁFIA IPARI PÉLDÁK MIRŐL
ANYAGISMERET A GYAKORLATBAN KATONA BÁLINT ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK [email protected] MIRŐL LESZ SZÓ? ANYAGISMERET A GYAKORLATBAN? ANYAGVIZSGÁLATOK METALLO- ÉS FRAKTOGRÁFIA IPARI PÉLDÁK MIRŐL
Atomerőművi anyagvizsgálatok 4. előadás: Fémtan
 Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI) Atomerőművi anyagvizsgálatok 4. előadás: Fémtan Tárgyfelelős: Dr. Aszódi Attila Előadó: Kiss Attila 2012-2013. ősz
Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI) Atomerőművi anyagvizsgálatok 4. előadás: Fémtan Tárgyfelelős: Dr. Aszódi Attila Előadó: Kiss Attila 2012-2013. ősz
ELLENŐRZŐ KÉRDÉSEK. Anyagtudomány c. tantárgyból a 2009/10. tanév I. félévében Gépészmérnöki és Informatikai Kar, Gépészmérnöki Szak, BSc képzés
 ELLENŐRZŐ KÉRDÉSEK Anyagtudomány c. tantárgyból a 2009/10. tanév I. félévében Gépészmérnöki és Informatikai Kar, Gépészmérnöki Szak, BSc képzés 1. Sorolja fel a szilárd halmazállapotú kristályos anyagokban
ELLENŐRZŐ KÉRDÉSEK Anyagtudomány c. tantárgyból a 2009/10. tanév I. félévében Gépészmérnöki és Informatikai Kar, Gépészmérnöki Szak, BSc képzés 1. Sorolja fel a szilárd halmazállapotú kristályos anyagokban
Anyagszerkezettan és anyagvizsgálat 2015/16. Törés. Dr. Krállics György
 Anyagszerkezettan és anyagvizsgálat 2015/16 Törés Dr. Krállics György [email protected] Az előadás során megismerjük az állapottényezők hatását; a törések alapvető fajtáit, mechanikai és fraktográfiai
Anyagszerkezettan és anyagvizsgálat 2015/16 Törés Dr. Krállics György [email protected] Az előadás során megismerjük az állapottényezők hatását; a törések alapvető fajtáit, mechanikai és fraktográfiai
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2007/08. Károsodás. Témakörök
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2007/08 Károsodás Dr. Lovas Jenő jlovas@ eik.bme.hu Dr. Éva András [email protected] Témakörök Bevezetés Tönkremeneteli módok Fáradás, méretezés
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2007/08 Károsodás Dr. Lovas Jenő jlovas@ eik.bme.hu Dr. Éva András [email protected] Témakörök Bevezetés Tönkremeneteli módok Fáradás, méretezés
Atomerőművi anyagvizsgálatok. 2. előadás: Roncsolásos anyagvizsgálati eljárások elvének ismertetése I. rész (a jegyzet 4.
 Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI) Atomerőművi anyagvizsgálatok 2. előadás: Roncsolásos anyagvizsgálati eljárások elvének ismertetése I. rész (a jegyzet
Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI) Atomerőművi anyagvizsgálatok 2. előadás: Roncsolásos anyagvizsgálati eljárások elvének ismertetése I. rész (a jegyzet
Mechanikai tulajdonságok Statikus igénybevétel. Nyomó igénybevétellel szembeni ellenállásának meghatározása
 Mechanikai tulajdonságok Statikus igénybevétel Nyomó igénybevétellel szembeni ellenállásának meghatározása Nyomó igénybevétel megvalósítása (nyomóvizsgálat) Az anyagok viselkedése nyomó igénybevétel során
Mechanikai tulajdonságok Statikus igénybevétel Nyomó igénybevétellel szembeni ellenállásának meghatározása Nyomó igénybevétel megvalósítása (nyomóvizsgálat) Az anyagok viselkedése nyomó igénybevétel során
Anyagtudomány. Vasötvözetek fémtana. Gyakorlati vas-karbon ötvözetek Ötvözetlen acélok, öntöttvasak
 Vasötvözetek fémtana Gyakorlati vas-karbon ötvözetek Ötvözetlen acélok, öntöttvasak 1 Vasötvözetek osztályozása Két alapvető csoport: 1. Acélok (0 % < C < 2,06 %) Hypo-eutektoidos acélok (C < 0,8 %) Eutektoidos
Vasötvözetek fémtana Gyakorlati vas-karbon ötvözetek Ötvözetlen acélok, öntöttvasak 1 Vasötvözetek osztályozása Két alapvető csoport: 1. Acélok (0 % < C < 2,06 %) Hypo-eutektoidos acélok (C < 0,8 %) Eutektoidos