Nagy sebességű marás (HSC)
|
|
|
- Virág Bartané
- 9 évvel ezelőtt
- Látták:
Átírás
1 Nagy sebességű marás (HSC) A nagy sebességű marás HSC = High Speed Cutting Nagy sebességű marás alatt a lehetőség szerint nagy forgácsolási sebességet értjük felületek megmunkálása során. Ezért a megmunkálási sebességet felület per időegység formátumban, mm 2 /perc-ben adjuk meg. A nagy teljesítményű marással ellentétben, ahol a lehető legnagyobb vertikális és oldalsó fogásvételekre törekszünk, hogy a lehető legnagyobb anyagleválasztást érjük el, a nagy sebességű marásnál függőleges irányban kisebb fogásmélységekkel dolgozunk. A nagy teljesítményű szerszámoknak és nagy forgácsolási sebességeknek kombinálva a nagyon nagy előtolásokkal köszönhetően olyan leválasztási teljesítmény érhető el, amely többszöröse lehet a konvencionális marás leválasztási teljesítményének. Jellemző alkalmazási területek a szabad formafelületek (3Dfelületek), pl. PET palackok alumínium formái, vagy mikromegmunkálások kis szerszámokkal az óra- és ékszeripar területén.

2 Nagy sebességű marás, folyamatláncolat Csak az összes folyamat-faktor optimális összehangolása vezet nagy megmunkálási sebességekhez és jó eredményekhez az alkatrészen. Nagy teljesítményű szerszámok Nagy tel- jesítményű orsók Nagyon dina- mikus tengelyhajtások CNCvezérlés Alkalmas marási stratégiák Szerszámgép befolyása HSC FOLYAMAT




3 Nagy sebességű marás, szerszámok Tóruszmaró Nagy teljesítményű szerszám az előmegmunkáláshoz a legnagyobb forgácsolási teljesítménnyel, 4-, 6- vagy 8 éllel. Ésszerű kiegészítés a Time-S-Cut családhoz. Gömbmaró Nagy teljesítményű szerszám a készre munkáláshoz. Legnagyobb előtolási sebességgel, 4-, 6- vagy 8 éllel. Figyelem: csak felületre merőleges helyzetben használható ki az összes vágóél. A HSC-szerszámok fontosabb jellemzői Nagy teljesítményű keményfém Kopásállóság Felületbevonatolás a nagy vágási sebességhez Nagyfokú stabilitás Nagyon jó futáspontosság Homlokgeometria: 2 köszörült vágóél, középpontra kifuttatva


4 Nagy sebességű marás, szerszámok Innovatív marószerszámok a mikro-forgácsoláshoz

5 Fontosabb mértékegységek és jelölések Feltételek vágás közben Vf Vc Forgácsolási sebesség [m/perc] n Fordulatszám [ford./perc] Vf Előtolási sebesség [mm/perc] fz Fogankénti előtolás [mm] z Fogak száma [#] n = Vc 1000 : (d 1 π) Vf = n z fz

6 Fontosabb mértékegységek és jelölések Munkadarab ap Maró szerszám ae ap Fogásmélység [mm] ae Fogásszélesség [mm] Q Forgácsolt térfogat [cm 3 /perc] Q = ap ae Vf : 1000
![Fogásmélység [mm] ae Fogásszélesség [mm]](/docs-images/40/81596/images/page_6.jpg "Q Forgácsolt térfogat [cm 3 /perc] Q = ap")

7 Hűtő-kenő anyagok HSC megmunkáláshoz Hűtő-kenő anyag (KSM) Víz, 3 10 % olaj adalékkal Nem hatásos HSC megmunkálásnál, mert a nagy szerszám fordulatszám (forgácsolási sebesség) miatt a hűtő-kenő folyadék nem is éri el a vágóélt. Ezen kívül a víztartalmú hűtőközeg sokkszerűen hűti le a szerszámot, ami mikrorepedéseket okoz, és ezzel tönkre teszi a szerszámbevonatot. Ezért szinte kizárólag a minimál mennyiségű kenést vagy csak levegőhűtést alkalmaznak gyakorlatilag az összes megmunkálandó anyaghoz. Minimál mennyiségű kenés (MMS) (Levegő/olajköd kenés) Levegő, minimális mennyiségű szintetikus vagy biológiailag lebomló olajjal Sűrített levegő

8 Nagy fordulatszámú főorsó ford./perc, HSK-E P(W) = n( min ) M 1
 = n( min )")
 3 Motor 4 Labirintus-tömítés 1 7 1 3 2 5 8 4 6 5")
 6 Hőmérséklet érzékelő 7 Gyorsulás érzékelő APS-hez (opció) 8")
9 Motororsó metszeti ábrája 1 Elülső csapágyazás (fix) 2 Hátsó csapágyazás (úszó) 3 Motor 4 Labirintus-tömítés Analóg érzékelő (jelen van-e a szerszám?) 6 Hőmérséklet érzékelő 7 Gyorsulás érzékelő APS-hez (opció) 8 Szerszámbefogó rendszer HSK-interfészhez
 6 Hőmérséklet érzékelő 7 Gyorsulás érzékelő APS-hez (opció) 8")

10 Mikron Advanced Process System (APS) Az APS előnyei Vibrációk feljegyzése a megmunkálási folyamat közben Excesszív vibrációk elkerülése aktív beavatkozás által Megnövelt szerszámélettartam Megnövelt főorsó élettartam Jobb felületminőség és alkatrész pontosság Gyorsulásérzékelő

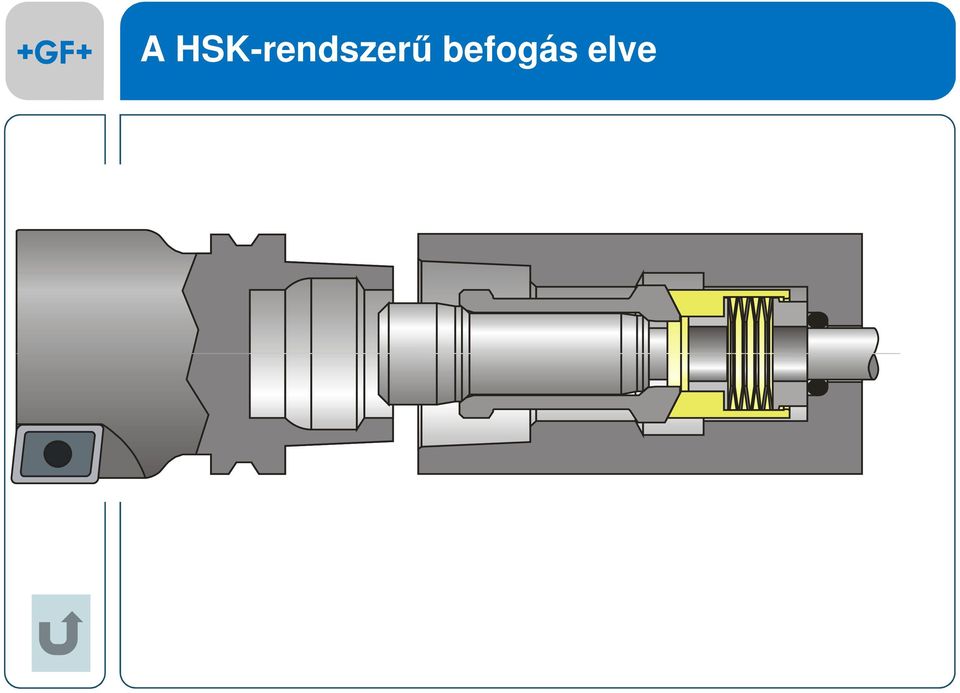
11 Merev és precíz szerszám-interfész Nagy teljesítményű interfész HSK Meredek kúp (ISO, BT, CAT) Relatív kis merevség Rossz axiális precizitás Fordulatszám korlátozott Üreges kúp (HSK) Kitűnő statikus és dinamikus merevség Kitűnő axiális és radiális precizitás Nagy fordulatszámok lehetségesek

12 A HSK-rendszerű befogás elve


![gyorsulása [m/s 2 ] 14.](/docs-images/17/81596/images/13-2.jpg "5 CNC Cyclone X/Y/Z [mm]")
![400/450/350 Főorsó [min -1 ]](/docs-images/17/81596/images/13-3.jpg "30k/42k/60k")


 Dynafix 7 Magnum")
13 Egy nagy sebességű megmunkáló központ konfigurációja Előtolás [m/perc] 80 Tengelyek gyorsulása [m/s 2 ] 14.5 CNC Cyclone X/Y/Z [mm] 400/450/350 Főorsó [min -1 ] 30k/42k/60k Szerszámváltó(HSK 40E) 18/36/54 Szerszámváltó (HSK 32E) 20/40 Munkadarab tömeg [kg] 200 Palettaváltó kapacitása (pl. System 3R) Dynafix 7 Magnum 20 Macro 48 Szerszámgép méretei (Mé Szé Ma) [m] 2.4x3.2x2.7 Szerszámgép tömege [t] 6.5
![5 CNC Cyclone X/Y/Z [mm] 400/450/350 Főorsó [min -1 ] 30k/42k/60k Szerszámváltó(HSK 40E) 18/36/54](/docs-images/40/81596/images/page_13.jpg "Szerszámváltó (HSK 32E) 20/40 Munkadarab tömeg [kg] 200 Palettaváltó kapacitása (pl.")


14 State of the Art CNC vezérlés Kis CAM tűrések => Hosszú maróprogramok, akár 50 MB vagy nagyobb itnc 530 Nagyon kis távolság a pontok között lehetséges Heidenhain itnc 530 WOP workshop optimized programming vagy párhuzamos programozás Az alap egy nagyon gyors PC-processzor 15 színes síkképernyő Ethernet vagy USB interfészek Mondat-feldolgozás < 0.5 ms == mondat másodpercenként Automatikus szerszámhossz kompenzáció Koordináta rendszer elforgatása Változtatható look ahead (mondatelőfeldolgozás) Spline-interpoláció Nagyméretű merevlemez: > 25 GigaByte

.")
15 Programozás A TNC vezérlés a gépkezelő számára különböző lehetőségeket kínál a programozásban. Közvetlenül a szerszámgépen lehetséges a programozás vagy ISO-kódban vagy Heidenhain-utasításokkal (WOP = workshop optimized programming). Napjainkban szinte kizárólag CAD/CAM rendszerek segítségével programoznak. Egy virtuális 3D modell alapján (lentebb kék ill. piros színű modellek) határozzák meg a marási és megmunkálási stratégiát, és ennek alapján a rendszer kiszámítja a szerszámpályákat. Ezeket az adatokat aztán egy posztprocesszor segítségével a gépvezérlés számára értelmezhető NC-programmá, pl. Heidenhain ciklusokká vagy ISO kódokká alakítják át. Az, hogy a programozás CAD/CAM rendszerrel vagy közvetlen adatbevitellel a gép vezérlésén történik, különböző tényezőktől függ: pl. időráfordítás, munkadarab (megmunkálás) összetettsége.
 határozzák meg a marási és megmunkálási stratégiát, és ennek alapján a rendszer kiszámítja a szerszámpályákat.")
16 És a gyakorlat
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
CNC Függőleges megmunkálóközpont
 GO98 AKCIÓ a Bemutatóteremből egyenesen az Ön üzemébe CNC Függőleges megmunkálóközpont HSM-116A Mozgástartomány X tengely 1,100mm Y tengely 650mm Z tengely 600mm GO98 SZERSZÁMGÉPEK HSM-116A Oldal: 1-12
GO98 AKCIÓ a Bemutatóteremből egyenesen az Ön üzemébe CNC Függőleges megmunkálóközpont HSM-116A Mozgástartomány X tengely 1,100mm Y tengely 650mm Z tengely 600mm GO98 SZERSZÁMGÉPEK HSM-116A Oldal: 1-12
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT
 FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
ESZTERGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 Rendelési oldalak 26 Műszaki melléklet 96
 ESTEGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 endelési oldalak 26 Műszaki melléklet 96 FÚÁS Walter Titex Tömör keményfém fúrók 104 endelési oldalak 106 Műszaki melléklet 122 Walter Felfúrás
ESTEGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 endelési oldalak 26 Műszaki melléklet 96 FÚÁS Walter Titex Tömör keményfém fúrók 104 endelési oldalak 106 Műszaki melléklet 122 Walter Felfúrás
MAXXMILL 630. Függőleges maróközpont 5-oldalas megmunkáláshoz MARÁS EMCO-WORLD.COM
 MAXXMILL 630 Függőleges maróközpont 5-oldalas megmunkáláshoz MARÁS EMCO-WORLD.COM Kompakt függőleges maróközpont Az új Maxxmill 630 függőleges CNC marógép hatékonyan és pontosan munkál meg 445 x 445 x
MAXXMILL 630 Függőleges maróközpont 5-oldalas megmunkáláshoz MARÁS EMCO-WORLD.COM Kompakt függőleges maróközpont Az új Maxxmill 630 függőleges CNC marógép hatékonyan és pontosan munkál meg 445 x 445 x
Fejlődés a trochoidális marás területén
 New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
passion for precision ArCut X okos választás ahhoz, hogy a legrövidebb időn belül briliáns felületeket hozzon létre
 passion for precision ArCut X okos választás ahhoz, hogy a legrövidebb időn belül briliáns felületeket hozzon létre Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási megmunkálásokhoz
passion for precision ArCut X okos választás ahhoz, hogy a legrövidebb időn belül briliáns felületeket hozzon létre Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási megmunkálásokhoz
Gildemeister-Bielefeld NEF-480 80.1222.06229
 EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
motor teljesítménye 12\15 kw orsó kúp BT 40 Fanuc 2000 R-2000iA 165F Gyártási év: 2007
 MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
MIKRON HSM 400, 400U 600, 600U, 800
 HU MIKRON HSM 400, 400U 600, 600U, 800 Alkalmazások 3-tengely MIKRON HSM 400, 600, 800 Grafit elektróda Óra alkatrészek MIKRON HSM 400 Különbözõ anyagok Óraipar/ mikromechanika Nagy kontúr- és pozícionálási
HU MIKRON HSM 400, 400U 600, 600U, 800 Alkalmazások 3-tengely MIKRON HSM 400, 600, 800 Grafit elektróda Óra alkatrészek MIKRON HSM 400 Különbözõ anyagok Óraipar/ mikromechanika Nagy kontúr- és pozícionálási
HORVÁTH ATTILA EV. CÉG alapítva:1989. www.mechanika.hu
 HORVÁTH ATTILA EV. CÉG alapítva:1989 www.mechanika.hu TMT új L sorozatú CNC eszterga-gépcsaládja egyenlő: minőség, átlagon felüli teljesítmény. Nagy pontosság, maximális stabilitás! Hatékony TMT- esztergák,
HORVÁTH ATTILA EV. CÉG alapítva:1989 www.mechanika.hu TMT új L sorozatú CNC eszterga-gépcsaládja egyenlő: minőség, átlagon felüli teljesítmény. Nagy pontosság, maximális stabilitás! Hatékony TMT- esztergák,
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz
 passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
Szabad formájú mart felületek mikro és makro pontosságának vizsgálata
 2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
2018. Január 25-26. 1034 Budapest, Doberdó u. 6. Varga Bálint Témavezető: Dr. Mikó Balázs Szabad formájú mart felületek mikro és makro pontosságának vizsgálata AZ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA UNKP-17-3
2011. tavaszi félév. CNC forgácsolás. Balla Sándor
 2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
ArCut X szuper felületek a legrövidebb idő alatt
 passion for precision ArCut X szuper felületek a legrövidebb idő alatt ÚJ: ToolExpert ArCut X forgácsolási adat kalkulátor Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási
passion for precision ArCut X szuper felületek a legrövidebb idő alatt ÚJ: ToolExpert ArCut X forgácsolási adat kalkulátor Az ArCut X egy termelékenység-fokozó a kiváló felületminőséget megkívánó simítási
Melléklet MŰSZAKI PARAMÉTEREK. MVD ibend B / SZAKMAI JELLEMZŐK. Hidraulikus CNC vezérlésű élhajlító
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel
![E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel](/thumbs/92/109590145.jpg "E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel") [ E[M]CONOMy ] means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260 CNC oktatás ipari teljesítménnyel Concept MILL 260 Az új Concept Mill 260 egyesíti a korábbi, kiváló CM 250 összes előnyét más, széleskörű
[ E[M]CONOMy ] means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260 CNC oktatás ipari teljesítménnyel Concept MILL 260 Az új Concept Mill 260 egyesíti a korábbi, kiváló CM 250 összes előnyét más, széleskörű
E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel
![E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel](/thumbs/56/38009336.jpg "E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel") [ E[M]CONOMy ] means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260 CNC oktatás ipari teljesítménnyel Concept MILL 260 Az új Concept Mill 260 egyesíti a korábbi, kiváló CM 250 összes előnyét más, széleskörű
[ E[M]CONOMy ] means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260 CNC oktatás ipari teljesítménnyel Concept MILL 260 Az új Concept Mill 260 egyesíti a korábbi, kiváló CM 250 összes előnyét más, széleskörű
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Kiemelkedő pontosság "nehézsúlyban". MMV 3200
 [ E[M]CONOMY ] jelentése: ÚJ Kiemelkedő pontosság "nehézsúlyban". MMV 3200 Mozgó állványos megmunkáló központ MMV 3200 Mozgó állványos megmunkáló központ max 5000 kg tömegű munkadarabokhoz [ Tengelyek
[ E[M]CONOMY ] jelentése: ÚJ Kiemelkedő pontosság "nehézsúlyban". MMV 3200 Mozgó állványos megmunkáló központ MMV 3200 Mozgó állványos megmunkáló központ max 5000 kg tömegű munkadarabokhoz [ Tengelyek
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
CNC programozás. Alap ismeretek. Készített: Hatos István
 CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
FORM 2000 és FORM 3000 a legnagyobb precizitáshoz összetett alkalmazásoknál
 Alkalmazások FORM 2000 és FORM 3000 a legnagyobb precizitáshoz összetett alkalmazásoknál Kis aláméretezés Tömbös szikraforgácsolás egy kis aláméretezésû elektródával Munkadarab anyaga: Acél 1.2343 Elektróda
Alkalmazások FORM 2000 és FORM 3000 a legnagyobb precizitáshoz összetett alkalmazásoknál Kis aláméretezés Tömbös szikraforgácsolás egy kis aláméretezésû elektródával Munkadarab anyaga: Acél 1.2343 Elektróda
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
passion for precision Sphero-CVD Keményfém nagy teljesítményű marása gyémánt marószerszámokkal
 passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
MicroX Okos megoldás nagy pontosságú mikromaráshoz
 passion for precision MicroX Okos megoldás nagy pontosságú mikromaráshoz ToolExpert 2.0 Forgácsolási adat kalkulátor A MicroX sikertörténet négy összetevője [ 2 ] Bemutatjuk az új széles körűen kibővített
passion for precision MicroX Okos megoldás nagy pontosságú mikromaráshoz ToolExpert 2.0 Forgácsolási adat kalkulátor A MicroX sikertörténet négy összetevője [ 2 ] Bemutatjuk az új széles körűen kibővített
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06
 MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
a.) b.) a.) b.) a.) b.)
 b.) a.) b.) a.) b.)") 1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
1. Ismertesse az alkatrészprogram részeit, a mondatfelépítés szabályait, valamint az alprogram és szubrutin technika lényegét, alkalmazásának lehetőségeit, valamint programozásának szabályait! Mutasson
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2200 és BNC-2600 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2200 és BNC-2600 típusú CNC
POWER TOOLS Kft. Rövid bemutató
 POWER TOOLS Kft. Rövid bemutató Megmunkálási & Technológiai központ POWER TOOLS Kft. Megmunkálási & Technológiai központ Készülékgyártás Prototípus termék gyártás Szériatermékgyártás Egyedi lapkás forgácsolószerszámok
POWER TOOLS Kft. Rövid bemutató Megmunkálási & Technológiai központ POWER TOOLS Kft. Megmunkálási & Technológiai központ Készülékgyártás Prototípus termék gyártás Szériatermékgyártás Egyedi lapkás forgácsolószerszámok
HYUNDAI Wia i-cut400t FANUC 0i Tapping Center
 HYUNDAI Wia i-cut400t FANUC 0i Tapping Center Merev, öntöttvas gépváz biztosítja a hosszútávon is pontos megmunkálást. Nagy teljesítményű főorsó, 12 000 fordulat/perces főorsó fordulatszám BBT-30 szerszámbefogó
HYUNDAI Wia i-cut400t FANUC 0i Tapping Center Merev, öntöttvas gépváz biztosítja a hosszútávon is pontos megmunkálást. Nagy teljesítményű főorsó, 12 000 fordulat/perces főorsó fordulatszám BBT-30 szerszámbefogó
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (MARÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait: a)
Effect of the different parameters to the surface roughness in freeform surface milling
 19 November 0, Budapest Effect of the different parameters to the surface roughness in freeform surface milling Balázs MIKÓ Óbuda University 1 Abstract Effect of the different parameters to the surface
19 November 0, Budapest Effect of the different parameters to the surface roughness in freeform surface milling Balázs MIKÓ Óbuda University 1 Abstract Effect of the different parameters to the surface
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
HX-NVS: 10x gyorsabb bemerülési sebesség nagy keménységű acélok HPC és HDC megmunkálásakor
 passion passion for precision for precision X-NVS: x gyorsabb bemerülési sebesség nagy keménységű acélok PC és DC megmunkálásakor Nagyoló megmunkálás nagy keménységű edett alanyagokban [ 2 ] RC feletti
passion passion for precision for precision X-NVS: x gyorsabb bemerülési sebesség nagy keménységű acélok PC és DC megmunkálásakor Nagyoló megmunkálás nagy keménységű edett alanyagokban [ 2 ] RC feletti
Lyukfűrészek. 1.11 Keményfém lyukfűrészek, alacsony vágórésszel A RUKO keményfém lyukfűrészek kézi és oszlopos
 » LYUKFŰRÉSZEK Lyukfűrészek -G lyukfűrészek A RUKO új -G lyukfűrészek kézi és oszlopos fúrógépekben alkalmazhatóak. Oszlopos fúrógépek esetén csak kézi előtolást alkalmazzon. Alkalmas acélokhoz (800 N/²
» LYUKFŰRÉSZEK Lyukfűrészek -G lyukfűrészek A RUKO új -G lyukfűrészek kézi és oszlopos fúrógépekben alkalmazhatóak. Oszlopos fúrógépek esetén csak kézi előtolást alkalmazzon. Alkalmas acélokhoz (800 N/²
Forradalmi újdonság a marási technológia területén!
 Forradalmi újdonság a marási technológia területén! ORKOHÁSZATI HSS ARÓK ONLY ONE ORKOHÁSZATI 60 BEVONATOS HSS ARÓK 60 BEVONATOS ORKOHÁSZATI HSS ARÓ Tökéletes megoldás, hogy megvédje a forgácsolás okozta
Forradalmi újdonság a marási technológia területén! ORKOHÁSZATI HSS ARÓK ONLY ONE ORKOHÁSZATI 60 BEVONATOS HSS ARÓK 60 BEVONATOS ORKOHÁSZATI HSS ARÓ Tökéletes megoldás, hogy megvédje a forgácsolás okozta
FRÖCCSÖNTŐ SZERSZÁMOK AKTÍV RÉSZEINEK KORSZERŰ TECHNOLÓGIÁJÁNAK TANULMÁNYOZÁSA
 Műszaki Tudományos Közlemények vol. 8. (2018) 89 94. https://doi.org/10.2478/mtk-2018-0021, https://eda.eme.ro/handle/10598/30277 Angol nyelven: https://doi.org/10.2478/mtk-2018-0022 Abstract FRÖCCSÖNTŐ
Műszaki Tudományos Közlemények vol. 8. (2018) 89 94. https://doi.org/10.2478/mtk-2018-0021, https://eda.eme.ro/handle/10598/30277 Angol nyelven: https://doi.org/10.2478/mtk-2018-0022 Abstract FRÖCCSÖNTŐ
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Nagy teljesítmény Az új FORMAT GT
 Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
Nagy teljesítmény Az új FORMAT GT Érvényes 2019. 0. 30-ig _00_0001-001_GT_HU 1 UNIVERÁLIS nagy teljesítményű maró Mostantól gyorsabban haladhat. Szerszám univerzális megmunkáláshoz Egyenetlen spirál és
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
MFC-R nagy teljesítményű multifunkcionális marószerszám Megoldás 3D megmunkáláshoz!
 passion for precision MFC-R nagy teljesítményű multifunkcionális marószerszám Megoldás 3D megmunkáláshoz! ÚJ: ToolExpert MFC forgácsolási adat kalkulátor Multifunkcionalitás, mint kulcstényező a teljes
passion for precision MFC-R nagy teljesítményű multifunkcionális marószerszám Megoldás 3D megmunkáláshoz! ÚJ: ToolExpert MFC forgácsolási adat kalkulátor Multifunkcionalitás, mint kulcstényező a teljes
Web: www.smtech.hu Rövid cégnév: Smtech Kft.
 Web: www.smtech.hu Rövid cégnév: Smtech Kft. E-mail: office@smtech.hu Tel: +36/30/325-3428 (Hederics Tamás Kereskedelmi Igazgató) Rólunk mondták: Eddig 3 gépet rendeltünk a Sheet Metál Technológia Kft-től.
Web: www.smtech.hu Rövid cégnév: Smtech Kft. E-mail: office@smtech.hu Tel: +36/30/325-3428 (Hederics Tamás Kereskedelmi Igazgató) Rólunk mondták: Eddig 3 gépet rendeltünk a Sheet Metál Technológia Kft-től.
Szerszámgépek, méretellenőrzés CNC szerszámgépen
 Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
Mérés CNC szerszámgépen Szerszámgépek, méretellenőrzés CNC szerszámgépen Dr. Markos Sándor BME GTT, SZMSZ Geometriai mérés CNC szerszámgépen? Nagy méretű munkadarabok. Szerszámbefogási hibák Szerszámgépmérés
CoroMill QD. Nagy biztonságú horonymarás
 CoroMill QD Nagy biztonságú horonymarás A horonymarásban a legnagyobb kihívás általában a forgácselvezetés, különösen mély és keskeny hornyok megmunkálásánál. A CoroMill QD, az első ilyen típusú maró,
CoroMill QD Nagy biztonságú horonymarás A horonymarásban a legnagyobb kihívás általában a forgácselvezetés, különösen mély és keskeny hornyok megmunkálásánál. A CoroMill QD, az első ilyen típusú maró,
E[M]CONOMY. jelentése: Spóroljon meg időt, pénzt és helyet! MAXXMILL 500. Függőleges maróközpont 5-tengelyes megmunkáláshoz
![E[M]CONOMY. jelentése: Spóroljon meg időt, pénzt és helyet! MAXXMILL 500. Függőleges maróközpont 5-tengelyes megmunkáláshoz](/thumbs/55/35429294.jpg "E[M]CONOMY. jelentése: Spóroljon meg időt, pénzt és helyet! MAXXMILL 500. Függőleges maróközpont 5-tengelyes megmunkáláshoz") [ E[M]CONOMY ] jelentése: Spóroljon meg időt, pénzt és helyet! MAXXMILL 5 Függőleges maróközpont 5-tengelyes megmunkáláshoz MAXXMILL 5 A MAXXMILL 5 ideális függőleges maróközpont kis és közepes darabszámú
[ E[M]CONOMY ] jelentése: Spóroljon meg időt, pénzt és helyet! MAXXMILL 5 Függőleges maróközpont 5-tengelyes megmunkáláshoz MAXXMILL 5 A MAXXMILL 5 ideális függőleges maróközpont kis és közepes darabszámú
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel
 TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
SZABAD FORMÁJÚ MART FELÜLETEK
 SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
SZABAD FORMÁJÚ MART FELÜLETEK MIKRO ÉS MAKRO PONTOSSÁGÁNAK VIZSGÁLATA DOKTORANDUSZOK IX. HÁZI KONFERENCIÁJA 2018. JÚNIUS 22. 1034 BUDAPEST, DOBERDÓ U. 6. TÉMAVEZETŐ: DR. MIKÓ BALÁZS Varga Bálint varga.balint@bgk.uni-obuda.hu
Moduláris szögfejek. Evolution termékcsalád MTC SOROZAT ATC SOROZAT. Fôbb mûszaki jellemzôk
 Moduláris szögfejek Evolution termékcsalád Válassza Ön is az EVOLUTION moduláris szögfej-család több mint 30 féle STANDARD szögfejének egyikét speciális gyártási feladatai megoldásához. Moduláris felépítésük
Moduláris szögfejek Evolution termékcsalád Válassza Ön is az EVOLUTION moduláris szögfej-család több mint 30 féle STANDARD szögfejének egyikét speciális gyártási feladatai megoldásához. Moduláris felépítésük
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Melléklet MŰSZAKI PARAMÉTEREK. MVD ishear A / SZAKMAI JELLEMZŐK. Mechanikus lemezolló gép
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
MIKRON HPM 600 HD HU
 HU MIKRON HPM 600 HD A MIKRON HPM 600HD 3-tengelyes CNC megmunkáló központ a GF AgieCharmilles-tól erõteljes és robosztus kostrukció, ezért kiválóan alkalmazható a HPM (Nagy Teljesítményû Megmunkálás)
HU MIKRON HPM 600 HD A MIKRON HPM 600HD 3-tengelyes CNC megmunkáló központ a GF AgieCharmilles-tól erõteljes és robosztus kostrukció, ezért kiválóan alkalmazható a HPM (Nagy Teljesítményû Megmunkálás)
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
7. Koordináta méréstechnika
 7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
Kiemelkedő pontosság "nehézsúlyban" is. MMV 2000
 [ E[M]CONOMY ] jelentése: Kiemelkedő pontosság "nehézsúlyban" is. MMV 2000 Mozgó állványos megmunkáló központ MMV 2000 Mozgó állványos megmunkáló központ max. 2200 kg tömegű munkadarabokhoz. [ Tengelyek
[ E[M]CONOMY ] jelentése: Kiemelkedő pontosság "nehézsúlyban" is. MMV 2000 Mozgó állványos megmunkáló központ MMV 2000 Mozgó állványos megmunkáló központ max. 2200 kg tömegű munkadarabokhoz. [ Tengelyek
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Din6527K, VHM-TSM33, z=4, spirál: 30, sarokletörés. Ajánlott: acélhoz 1300 MPaig, öntöttvashoz, alumíniumhoz, rézhez, mőanyagokhoz.
 Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
Alphacam Router. Faipari megoldások
 Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
MicrospheroXG és MicrotoroXG extrém pontosság és tartósság grafitban
 passion for precision MicrospheroXG és MicrotoroXG extrém pontosság és tartósság grafitban ToolExpert 2.0 Forgácsolási adatkalkulátor MicrospheroXG és MicrotoroXG a sikertörténet négy eleme [ 2 ] A vonzó
passion for precision MicrospheroXG és MicrotoroXG extrém pontosság és tartósság grafitban ToolExpert 2.0 Forgácsolási adatkalkulátor MicrospheroXG és MicrotoroXG a sikertörténet négy eleme [ 2 ] A vonzó
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUMACH FBE
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUMACH FBE
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TMV-710C és -710A Nagysebességű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TMV-710C és -710A Nagysebességű
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
A profit kulcsa UMILL 1500 / tengelyes maró-eszterga központ komplett megmunkáláshoz MILLING EMCO-WORLD.COM
 A profit kulcsa UMILL 1500 / 1800 5-tengelyes maró-eszterga központ komplett megmunkáláshoz MILLING EMCO-WORLD.COM Umill gépek 5-tengely 1 KOMPAKT KONSTRUKCIÓ Maximális pontosság és dinamika a rendkívül
A profit kulcsa UMILL 1500 / 1800 5-tengelyes maró-eszterga központ komplett megmunkáláshoz MILLING EMCO-WORLD.COM Umill gépek 5-tengely 1 KOMPAKT KONSTRUKCIÓ Maximális pontosság és dinamika a rendkívül
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A FRAISA a és között megrendezésre kerülő budapesti MACH-TECH szakkiállítás A csarnok, 311C pavilonjában
 Újdonságok és innovációk: A FRAISA a 2017.05.09. és 2017.05.12. között megrendezésre kerülő budapesti MACH-TECH szakkiállítás A csarnok, 311C pavilonjában A budapesti MACH-TECH a legnagyobb magyar gépészeti
Újdonságok és innovációk: A FRAISA a 2017.05.09. és 2017.05.12. között megrendezésre kerülő budapesti MACH-TECH szakkiállítás A csarnok, 311C pavilonjában A budapesti MACH-TECH a legnagyobb magyar gépészeti
Akció! Über. special campaign
 + 3,5 % 2013. 05. 01-től PRÄZISION Precíziós keményfém marószerszámok Széles választék az Ön üzeme számára! Precision milling tools in solid carbide program choices for your production Über Akció! special
+ 3,5 % 2013. 05. 01-től PRÄZISION Precíziós keményfém marószerszámok Széles választék az Ön üzeme számára! Precision milling tools in solid carbide program choices for your production Über Akció! special
Négyszögrúd. Körrúd. Ötvözet: EN-AW-6060, 6063, 6005A Súly (kg/m) = 0,0027 x a2 mm (ha r=0) Hossz 6 méter. * EN-AW-6082 (AlMgSi1) Sapa profil
 = 0,0027 x a2 mm (ha r=0) Hossz 6 méter. * EN-AW-6082 (AlMgSi1) Sapa profil") Négyszögrúd (kg/m) = 0,0027 x a2 mm (ha r=0) a r kg/m a r kg/m 40098 * 8 1 0,172 40071 * 22 1 1,306 40001 * 10 1 0,270 40026 * 25 1 1,687 40004 * 12 1 0,389 40031 * 30 1,5 2,430 40007 * 14 1 0,529 40083
Négyszögrúd (kg/m) = 0,0027 x a2 mm (ha r=0) a r kg/m a r kg/m 40098 * 8 1 0,172 40071 * 22 1 1,306 40001 * 10 1 0,270 40026 * 25 1 1,687 40004 * 12 1 0,389 40031 * 30 1,5 2,430 40007 * 14 1 0,529 40083
Walter felfúró és finom-kiesztergáló szerszámok: Rendszerben a sikerért.
 _ SZAKÉRTELEM A FORGÁCSOLÁSBAN Walter felfúró és finom-kiesztergáló szerszámok: Rendszerben a sikerért. Szerszámmegoldások Felfúrás és finom-kiesztergálás Walter Boring Walter Capto -val. Megszakított
_ SZAKÉRTELEM A FORGÁCSOLÁSBAN Walter felfúró és finom-kiesztergáló szerszámok: Rendszerben a sikerért. Szerszámmegoldások Felfúrás és finom-kiesztergálás Walter Boring Walter Capto -val. Megszakított
ENS-SA3. Jellemzõk. Általános felhasználhatóság acél (55 HRC-ig) rozsdamentes acél öntöttvas nagyolás és elôsimítás
 rozsdamentes acél öntöttvas nagyolás és elôsimítás") Keményfém marószerszámok Gst a r széria általános megmunkálásokhoz Jellemzõk Általános felhasználhatóság acél (55 HRC-ig) rozsamentes acél öntöttvas nagyolás és elôsimítás Hosszú szerszámélettartam köszönhetôen
Keményfém marószerszámok Gst a r széria általános megmunkálásokhoz Jellemzõk Általános felhasználhatóság acél (55 HRC-ig) rozsamentes acél öntöttvas nagyolás és elôsimítás Hosszú szerszámélettartam köszönhetôen
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-18 típusú CNC esztergagép árlistája
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-18 típusú CNC esztergagép árlistája
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
Versenyző kódja: 12 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 03-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
34 521 03-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
Oktatás a gyártás közben. CONCEPT TURN 460. CNC oktatás ipari színvonalon TURNING
 Oktatás a gyártás közben. CONCEPT TURN 60 CNC oktatás ipari színvonalon TURNING emco-world.com CONCEPT SZERSZÁMVÁLTÓ férőhelyes, axiális VDI0 szerszámbefogás 6 meghajtott szerszám (opció) Poligon felületek
Oktatás a gyártás közben. CONCEPT TURN 60 CNC oktatás ipari színvonalon TURNING emco-world.com CONCEPT SZERSZÁMVÁLTÓ férőhelyes, axiális VDI0 szerszámbefogás 6 meghajtott szerszám (opció) Poligon felületek
Zsugorbefogás gazdaságosan
 New 2016. július Új termékek forgácsoló szakemberek számára Zsugorbefogás gazdaságosan Maximális forgatónyomatékok rendkívül karcsú szerkezeti forma mellett a hidroszorítású befogástechnika következő generációja
New 2016. július Új termékek forgácsoló szakemberek számára Zsugorbefogás gazdaságosan Maximális forgatónyomatékok rendkívül karcsú szerkezeti forma mellett a hidroszorítású befogástechnika következő generációja
ÉRVÉNYES: ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK
 ÉRVÉNYES: 2019.02.11-2019.06.30. 2019 ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK A VÁLASZTÁS SZABADSÁGA 70.000 PRÉMIUM MINŐSÉGŰ SZERSZÁM EGY HELYEN A BESZERZÉS ÚJ VILÁGA: www.hahn-kolb.hu
ÉRVÉNYES: 2019.02.11-2019.06.30. 2019 ÁRFORGÁCSOLÓ FÚRÓSZERSZÁMOK SÜLLYESZTŐSZERSZÁMOK MENETSZERSZÁMOK MARÓK A VÁLASZTÁS SZABADSÁGA 70.000 PRÉMIUM MINŐSÉGŰ SZERSZÁM EGY HELYEN A BESZERZÉS ÚJ VILÁGA: www.hahn-kolb.hu
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás