DOI: /ME MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR
|
|
|
- Gréta Kovácsné
- 4 évvel ezelőtt
- Látták:
Átírás

1 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TERMIKUS SZÓRÁSSAL KÉSZÜLT NiCrBSi RÉTEGEK MINŐSÉGÉNEK JAVÍTÁSA LÉZERSUGARAS ÚJRAOLVASZTÁSSAL PHD ÉRTEKEZÉS Készítette: Molnár András okleveles kohómérnök, okleveles hegesztő szakmérnök, EWE/IWE SÁLYI ISTVÁN GÉPÉSZETI TUDOMÁNYOK DOKTORI ISKOLA GÉPÉSZETI ANYAGTUDOMÁNY, GYÁRTÁSI RENDSZEREK ÉS FOLYAMATOK GÉPÉSZETI ANYAGTUDOMÁNY ÉS MECHANIKAI TECHNOLÓGIA TÉMACSOPORT Doktori Iskola vezető: Dr. Tisza Miklós a műszaki tudomány doktora, egyetemi tanár Témacsoport vezető: Dr. Tisza Miklós a műszaki tudomány doktora, egyetemi tanár Tudományos vezetők: Dr. Balogh András PhD, egyetemi docens Dr. Buza Gábor PhD, egyetemi tanár Miskolc 2018.
2 TARTALOMJEGYZÉK TARTALOMJEGYZÉK... I I. TÉMAVEZETŐI NYILATKOZAT... IV II. TÉMAVEZETŐI NYILATKOZAT... VI III. JELÖLÉSEK ÉS RÖVIDÍTÉSEK JEGYZÉKE...VIII 1. BEVEZETÉS, CÉLKITŰZÉSEK MEGFOGALMAZÁSA Előzmények A rétegfelviteli módszerek fejlődése, különös tekintettel a NiCrBSi ötvözetekre A termikus szórás és a lézersugaras technológiák fejlesztése A kutatómunka célkitűzései NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL NiCrBSi ötvözetek összetétele és tulajdonságai NiCrBSi porötvözetek fejlesztése, előállítása és választéka NiCrBSi bevonatok felviteli eljárásai Szóróhegesztés lánggal Plazmaíves felrakóhegesztés por hozaganyaggal Lézersugaras rétegfelviteli eljárás NiCrBSi bevonatok létrehozása termikus szórással Termikus szórás lánggal Nagysebességű szórások Plazmasugaras szórás Lézersugaras szórás Termikus szórással és azt követő újraolvasztással készített bevonatok NiCrBSi anyagú bevonatok létrehozása nagysebességű LMD eljárással A NiCrBSi bevonatok felviteli eljárásváltozatainak összehasonlítása A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA NiCrBSi bevonatok jellemzői A minőségjavítás célja A kereskedelemben kapható porokban előforduló hibák Termikus szórással készült NiCrBSi bevonatok hibajelenségei A termikus szórással készült NiCrBSi bevonatok minőségének javítási lehetőségei A termikusan szórt NiCrBSi bevonatok újraolvasztása Különböző hőforrásokkal végzett újraolvasztás A NiCrBSi bevonatok újraolvasztása lánggal A bevonat újraolvasztása kemencében...28 I
3 TARTALOMJEGYZÉK A bevonat újraolvasztása indukciós hevítéssel A bevonat újraolvasztása ellenálláshevítéssel A bevonat újraolvasztása W-ívvel Lézersugaras újraolvasztás A felvitt NiCrBSi réteg minőségének javítása az újraolvasztási művelet közbeni rezgetéssel Mechanikus rezgetés Ultrahangos rezgetés Az újraolvasztott bevonat minőségének további javítási lehetőségei Mechanikus javítási lehetőségek Lézersugaras javítási lehetőség Hőkezeléssel végzett javítási lehetőségek A szakirodalmi feldolgozásból levonható alapvető következtetések A KUTATÁSOK SORÁN ALKALMAZOTT ANYAGVIZSGÁLATI MÓDSZEREK A termikus szóráshoz előkészített felület érdességvizsgálata A felhasznált por elemzése, szemcseméret eloszlás vizsgálat A termikus szórással készült és újraolvasztott NiCrBSi bevonatok metallográfiai vizsgálata Próbatestek előkészítése a metallográfiai vizsgálatokhoz Optikai mikroszkópos vizsgálatok Pásztázó (SEM) elektronmikroszkópos vizsgálatok A termikusan szórt bevonatok vizsgálata optikai mikroszkóppal Az alaptest és a réteg közötti átmeneti zóna vizsgálata, a felhígulás meghatározása Fáziselemzés röntgendiffrakciós (XRD) vizsgálattal Mikrokeménység vizsgálat, mikrovickers eljárás Ultrahangos keménységmérés A NICRBSI ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA A vizsgálatok tervezése A NiCrBSi porok vizsgálata A bevonatokban előforduló hibák elemzése Lánggal szórt és lánggal újraolvasztott bevonatok vizsgálata A lánggal újraolvasztott NiCrBSi bevonat szövetszerkezete Kis sebességű (LV) és nagysebességű (HVOF) szórással felvitt és CO 2 lézersugárral újraolvasztott NiCrBSi bevonatok vizsgálata Próbatestek készítése kis- és nagynagysebességű szórással A szórt réteg újraolvasztása CO 2 lézersugaras hőforrással A termikusan szórt és az újraolvasztott bevonat mikrokeménység vizsgálata A bevonat fázisösszetételének vizsgálata A vizsgálatok eredményeinek összefoglalása, következtetések...68 II
4 TARTALOMJEGYZÉK 5.6. Nagysebességű szórással felvitt és kevert lézerrel újraolvasztott NiCrBSi bevonatok vizsgálata Próbatestek készítése a további vizsgálatokhoz Felületi érdességvizsgálat A felhasznált por SEM vizsgálata Termikus szórás nagysebességű oxigén-propán láng hőforrással A termikus szórással felvitt rétegek újraolvasztása A termikusan szórt és az újraolvasztott bevonatok keménysége A bevonat szövetszerkezetének vizsgálata optikai fénymikroszkóppal Képelemzés Pásztázó elektronmikroszkópos vizsgálatok A bevonat fázisösszetételének változása Mikrokeménység vizsgálat A nagysebességű szórással felvitt NiCrBSi rétegek CO 2 lézersugaras és kevert lézersugaras újraolvasztásának összehasonlítása Az elvégzett vizsgálatok eredményeinek összefoglaló értékelése AZ ÚJRAOLVASZTÁSI TECHNOLÓGIA TOVÁBBFEJLESZTÉSI LEHETŐSÉGEI A réteg alapanyaggal való felhígulásának csökkentése a módosított technológia alkalmazásával A technológia további javítási lehetőségei A bevonat minőségének javítása mechanikai rezgetéssel A bevonat minőségének javítása nitridálással A bevonat minőségének további javítási lehetősége TÉZISEK, ÚJ TUDOMÁNYOS EREDMÉNYEK EREDMÉNYEK ÖSSZEFOGLALÁSA IPARI HASZNOSÍTÁSI LEHETŐSÉGEK SUMMARY...1 KÖSZÖNETNYILVÁNÍTÁS...1 IRODALOMJEGYZÉK...1 A DISSZERTÁCIÓHOZ KAPCSOLÓDÓ JELENTŐSEBB PUBLIKÁCIÓK...1 AZ ÉRTEKEZÉS MELLÉKLETEI...30 III
5 I. TÉMAVEZETŐI NYILATKOZAT I. TÉMAVEZETŐI NYILATKOZAT A kohómérnöki diplomával rendelkező jelölt 1974-ben fejezte be a hegesztőszakmérnöki tanulmányait, ahol az anyagtudományi képzettségét hasznosítva érdeklődése a sokféle metallográfiai kihívást kínáló felrakóhegesztés felé fordult. A munkahelyén elkezdett és a Nehézipari Műszaki Egyetem szellemi-technikai segítségét is igénybe vevő kutatómunkája eredményeiről több munkát publikált. Ez a tevékenysége 2009-től kezdődően folyamatossá vált és ettől kezdve minden évben legalább öt cikke vagy konferencia-előadása jelent meg nyomtatásban vagy elektronikus felületen. Korábbi munkásságának ismeretében és erős szakmai elkötelezettségét, ipari tapasztalatait és a termikus szórások kutatására-fejlesztésére vonatkozó elkötelezettségét értékelve kezdeményeztem és a tudományos vezetői feladatok elvállalásával támogattam a Sályi István Doktori Iskolába való felvételét. A jelölt a termikus szórás és felrakóhegesztés elméleti és alkalmazási kérdéseivel az es évek közepe óta foglalkozik. Ezeken a szakterületeken országosan és a szomszédos országokban is jelentős ismertséggel rendelkezik és munkájával elismertséget szerzett. Önzetlenül segíti a gyakorlati szakembereket és a Mechanikai Technológiai Tanszék (mai nevén Anyagszerkezettani és Anyagtechnológiai Intézet) hegesztő szakirányos hallgatói és EWE, IWE szakos szakmérnök hallgatói előadások, személyes konzultációk, TDK, diplomaterv és szakdolgozati konzulensi tevékenysége révén hasznos útmutatást kapnak tőle. A hazai iparban dolgozó mérnökök gyakran keresik fel problémáikkal, amelyek megoldásában jelentős és önzetlen segítséget nyújt számukra. Publikációs tevékenysége elsősorban felületi rétegkialakítási technológiák (ezen belül termikus szórás és felrakóhegesztés) gyakorlati kivitelezésére és azok vizsgálatára terjed ki óta aktívan foglalkozik a lézersugaras rétegfelvitellel és rétegkezeléssel. Szakmai publikációs tevékenységét a doktori képzés ideje alatt kiemelkedően aktívan folytatta, különféle tudományos fórumokon a kutatási témájához kapcsolódóan rendszeresen tartott magyar és angol nyelvű előadásokat. Részemről is erőteljesen támogatott módon rendszeres résztvevője és előadója volt az Erdélyi Magyar Műszaki Tudományos Társaság (EMT) Gépészeti Szakosztálya által minden évben megszervezett OGÉT, emellett kiemelten a Debreceni Egyetemen évi rendszerességgel megrendezett ISCAME nemzetközi konferenciáknak és a publikációs listában felsorolt további rangos tudományos fórumoknak. Különösen értékesnek tartom a jelölt azon törekvését, hogy a termikusan szórt rétegek minőségének javítását a réteg valamilyen hőforrással (láng, villamos ív vagy lézersugár) való újraolvasztásával igyekszik elérni. A választott kutatási téma időszerűsége és fontossága miatt a hazai hegesztő szakemberek elsőszámú szakfolyóiratában, a Hegesztéstechnika című folyóiratban is elkezdett publikálni. Ebben a folyóiratban megjelenő cikkeket tartalmilag (és nem IV
6 I. TÉMAVEZETŐI NYILATKOZAT mellesleg a magyar nyelvű szakkifejezések helyes használatának vonatkozásában) a Szerkesztőbizottság szakértő tagjai kontrollálják. Ugyancsak értékes a GÉP című folyóiratban megjelentetett, neves szakemberek által lektorált cikke is. Az angol nyelvű tanulmányai közül különösen kiemelkedőnek tartom az ITSC International Thermal Spray Conference Hamburgban megtartott konferencia kiadványában már megjelent cikkeket. Publikációs munkásságának azon része, amely a termikusan szórt réteg minőségi (elsősorban kötési) tulajdonságainak javításával foglalkozik, a választott tudományos téma szempontjából kiemelkedő fontosságú. Jelölt igen aktív és magas színvonalú, magyar és angol nyelven kifejtett publikációs tevékenysége, tudományos eredményeinek hazai és nemzetközi fórumokon való bemutatása és megvitatása garancia arra, hogy értekezését az eljárás indításától számított két éven belül sikeresen megvédje, ezért az eljárás indítását feltétlenül támogatom. Miskolc, november 19. Dr Balogh András egyetemi docens, témavezető V
7 II. TÉMAVEZETŐI NYILATKOZAT II. TÉMAVEZETŐI NYILATKOZAT A jelölt 1970-ben kohómérnöki, majd 1974-ben hegesztőszakmérnöki oklevelet szerzett júniusától a hegesztési szakterületen dolgozott, ezen belül a kohászati termelőeszközök és alkatrészek felrakó- és javítóhegesztésében szerzett jelentős tapasztalatot. Ezen a szakterületen jól hasznosította az anyagtudományban szerzett ismereteit és azt tovább mélyítette a hegesztőanyagok területén. Egyetemi doktori értekezésének készítésekor megfelelő szakismeretre tett szert a metallográfiai vizsgálatok területén is. A hegesztőszakmérnöki oklevél megszerzése után 1974-ben az akkor még újnak számító termikus szórási technológiák területén szerzett bővebb ismereteket. A munkahelyén elkezdett és a Nehézipari Műszaki Egyetem szellemi-technikai segítségét is igénybe vevő kutatómunkája eredményeiről több munkát publikált. Ez a tevékenysége 2009-től kezdődően folyamatossá vált és ettől kezdve minden évben legalább öt cikke vagy konferencia-előadása jelent meg nyomtatásban vagy elektronikus felületen. Korábbi munkásságának ismeretében és erős szakmai elkötelezettségét, ipari tapasztalatait és a termikus szórások kutatására-fejlesztésére vonatkozó elkötelezettségét értékelve kezdeményeztem és a tudományos vezetői feladatok elvállalásával támogattam a Sályi István Doktori Iskolába való felvételét. A jelölt a termikus szórás és felrakóhegesztés elméleti és alkalmazási kérdéseivel az es évek közepe óta foglalkozik. Ezeken a szakterületeken országosan és a szomszédos országokban is jelentős ismertséggel rendelkezik és publikációival elismertséget szerzett. Önzetlenül segíti a gyakorlati szakembereket és a Mechanikai Technológiai Tanszék (mai nevén Anyagszerkezettani és Anyagtudományi Intézet) hegesztő szakirányos hallgatói és EWE, IWE szakos szakmérnök hallgatói előadások, személyes konzultációk, TDK, diplomaterv és szakdolgozati konzulensi tevékenysége révén hasznos útmutatást kapnak tőle. A hazai iparban dolgozó mérnökök gyakran keresik fel felmerülő, akut problémáikkal, amelyek megoldásában önzetlen segítséget nyújt számukra. Publikációs tevékenysége elsősorban felületi rétegkialakítási technológiák (ezen belül termikus szórás és felrakóhegesztés) gyakorlati kivitelezésére és azok vizsgálatára terjed ki óta aktívan foglalkozik a lézersugaras rétegfelvitellel és rétegkezeléssel. Szakmai publikációs tevékenységét a doktori képzés ideje alatt kiemelkedően aktívan folytatta, különféle tudományos fórumokon a kutatási témájához kapcsolódóan rendszeresen tartott magyar és angol nyelvű előadásokat. Részemről is erőteljesen támogatott módon rendszeres résztvevője és előadója volt az Erdélyi Magyar Műszaki Tudományos Társaság (EMT) Gépészeti Szakosztálya által minden évben megszervezett OGÉT, emellett kiemelten a Debreceni Egyetemen évi rendszerességgel megrendezett ISCAME nemzetközi konferenciáknak és a publikációs listában felsorolt további rangos tudományos fórumoknak. VI
8 II. TÉMAVEZETŐI NYILATKOZAT Különösen értékesnek tartom a jelölt azon törekvését, hogy a termikusan szórt rétegek minőségének javítását a réteg valamilyen hőforrással (láng, villamos ív vagy lézersugár) való újraolvasztásával igyekszik elérni. A választott kutatási téma időszerűsége és fontossága miatt a hazai hegesztő szakemberek elsőszámú szakfolyóiratában, a Hegesztéstechnika című folyóiratban is elkezdett publikálni. Ebben a folyóiratban megjelenő cikkeket tartalmilag (és nem mellesleg a magyar nyelvű szakkifejezések helyes használatának vonatkozásában) a Szerkesztőbizottság szakértő tagjai kontrollálják. Ugyancsak értékes a GÉP című folyóiratban megjelentetett, neves szakemberek által lektorált cikke is. Az angol nyelvű tanulmányai közül különösen kiemelkedőnek tartom az ITSC 2011 International Thermal Spray Conference Hamburgban megtartott konferencia kiadványában már megjelent cikkeket. Publikációs munkásságának azon része, amely a termikusan szórt réteg minőségi elsősorban kötési tulajdonságainak javításával foglalkozik, a választott tudományos téma szempontjából kiemelkedő fontosságú. Jelölt igen aktív és magas színvonalú, magyar és angol nyelven kifejtett publikációs tevékenysége, tudományos eredményeinek hazai és nemzetközi fórumokon való bemutatása és megvitatása garancia arra, hogy értekezését az eljárás indításától számított két éven belül sikeresen megvédje, ezért az eljárás indítását feltétlenül támogatom. Miskolc, november 30. Dr. Buza Gábor egyetemi tanár, témavezető VII
9 III. JELÖLÉSEK ÉS RÖVIDÍTÉSEK JEGYZÉKE III. JELÖLÉSEK ÉS RÖVIDÍTÉSEK JEGYZÉKE TS Thermal spray Termikus szórás APS Atmospheric plasma spraying Plazmaszórás BM Base material Alapanyag FS Flame spraying Lánggal végzett termikus szórás, láng(por)szórás FZ Fusion zone Újraolvadt réteg HAZ Heat affected zone Hőhatásövezet HT High temperature Magas hőmérséklet HVOF FS High velocity oxy-fuel spray Nagysebességű oxigén-acetilén szórás PTA Plasma transferred arc Direkt plazmaív SEM-EDS Scanning electron microscopy with energy dispersive spectroscopy Pásztázó elektronmikroszkóp energia diszperzív szonda XRD X-ray Diffraction Röntgendiffrakció LBW Laser beam welding Lézersugaras hegesztés H Hardness Keménység LVFS Low velocity flame spray Kis sebességű lángszórás HVOF FS High velocity flame spray Nagysebességű lángszórás LASER Light amplification by stimulated emission of radiation Fényerősítés gerjesztett sugárzási emisszióval BPP Beam parameter product Sugárparaméter szorzat M 2 Sugárminőség faktor, mm mrad d o Sugárátmérő, mm d V Térfogati sűrűség, % V Térfogat, mm 3 c Üreg s Salak l Réteg CO 2 laser Széndioxid lézer Nd:YAG lézer Neodymium-doped yttrium aluminum garnet Nd:YAG lézer EXCIMER laser EXCIMER lézer, kémiai lézertípus CALPHAD Computer coupling of phase diagrams and thermochemistry Termokémiai alapon számított állapotábrák DSC Differential scanning calorimetry Differenciális pásztázó kalorimetria Wall Colmonoy Co Wall Colmonoy Corporation VIII
10 III. JELÖLÉSEK ÉS RÖVIDÍTÉSEK JEGYZÉKE HPDL High power diode laser Nagy teljesítményű diódalézer HPDDL High power direct diode laser Nagy teljesítményű direkt diódalézer LMD Laser mixed diode Kevert diódalézer HPMDL High Power Mixed Direct Diode Laser Nagyteljesítményű kevert diódalézer EF Fényáteresztő él λ 1-n Különböző hullámhosszúságú fénysugarak ML Mixed laser Kevert lézer CVD Chemical Vapor Deposition Kémiai gőzfázisú leválasztás PVD Physical Vapor Deposition Fizikai gőzfázisú leválasztás T, C Temperature Hőmérséklet HÖGENAS HÖGENAS porgyártó cég SWI Semlegesgáz-védelmű, volfrámelektródos ívhegesztés ISO code 52 Laser beam welding Lézersuaras hegesztés ISO code 521 Solid state laser beam welding Szilárd-test lézersugaras hegesztés ISO code 522 Gas laser beam welding Gáz-lézersugaras hegesztés ISO code 523 Diode laser beam welding Dióda-lézersugaras hegesztés P Power, W Teljesítmény, W v Travel speed, mm/min A lézerfej haladási sebessége, mm/min D A lézersugár-nyaláb átmérője a réteg felületén, mm TAFA JP 5000 A TAFA cég által gyártott termikus szórópisztoly típus Al 2 O 3 Korund a szemcseszórással végzett érdesítéshez Fanuc 710iC A Fanuc cég által gyártott hattengelyes robot típus RW NiCrBSi portípus, a Castolin Eutectic cég gyártja MOGUL N 60 A MOGUL cég által gyártott, 60 HRC keménységbesorolású NiCrBSi porötvözet NV No vibration Nincs rezgetés IX
11 1. BEVEZETÉS, CÉLKITŰZÉSEK MEGFOGALMAZÁSA 1. BEVEZETÉS, CÉLKITŰZÉSEK MEGFOGALMAZÁSA 1.1. Előzmények A felületmódosító technológiák bevezetése időszerű feladat az iparban és más termelő területeken. Korszerű kutatásokat csak akkor lehet végezni, ha ahhoz a megfelelő infrastruktúra rendelkezésre áll. Az elmúlt években a tudományos kutatómunkámat a lézeres felületkezelés, ezen belül a termikus szórással készült rétegek minőségének újraolvasztással történő javítása képezte. Az értekezésemet megelőző években elvégzett kísérletsorozatok, valamint mérések alapul szolgáltak a technológia további finomításához. A Miskolci Egyetem MTA-ME Anyagtudományi Kutatócsoportjával, a Gépészmérnöki és Informatikai Kar Anyagszerkezettani és Anyagtechnológiai Intézet Mechanikai Technológiai Intézeti Tanszékével, a Műszaki Anyagtudományi Kar Fémtani, Képlékenyalakítási és Nanotechnológiai Intézet Fémtani és Képlékenyalakítási Intézeti Tanszékével, a Bay Zoltán Közhasznú Nonprofit Kft. Anyagtudományi és Technológiai Intézetével, a Debreceni Egyetem Műszaki Karának Gépészmérnöki Tanszékével és nem utolsó sorban a Budai Benefit Kft. lézertechnológiai üzemével való együttműködés tette lehetővé, hogy e területen kutatásokat folytassak. A hazai legkorszerűbb műszaki berendezések megléte lehetővé tette, hogy ezen a fontos szakmai területen nemcsak elméleti, hanem a gyakorlat számára is fontos kutatásokat végezzek. Ugyanakkor ezek az elméleti és gyakorlati kutatási eredmények előrevetítik a termikus szórással készült rétegek lézersugaras újraolvasztásának hasznosságát és alkalmazásának jobb megalapozását A rétegfelviteli módszerek fejlődése, különös tekintettel a NiCrBSi ötvözetekre A termikus szórással felvitt és lézersugárral megolvasztott rétegek alkalmazása a kopásnak ellenálló bevonatok kialakításában egyre nagyobb teret hódít. A Ni-alapú ötvözeteket főleg növelt hőmérsékleten ható korróziónak és koptató hatásnak kitett felületi rétegek felvitelénél használják. A Ni-alapú ötvözetek B és Si tartalma megkönnyíti a szórási és olvasztási folyamatot. A Si és B jelenléte növeli a Ni-alapú ötvözet hígfolyósságát és olvadási, illetve kristályosodási hőmérsékletét. A sokféle hatásáról közismert B jelenléte kb. 3,6 tömegszázalékig elősegíti a kemény fázisok kialakulását [1]. A Si ötvözés elsősorban a szórt réteg hígfolyósságának javítására szolgál. A Cr-nak fontos szerepe van a NiCrBSi ötvözetek alkalmazásánál, mivel növeli a felvitt szórt és újraolvasztott réteg keménységét és javítja annak mechanikai tulajdonságait, továbbá jelentősen növeli a kopásállóságot. 1

12 III. JELÖLÉSEK ÉS RÖVIDÍTÉSEK JEGYZÉKE Egyes vizsgálatok bizonyítékot szolgáltattak arra, hogy a rugalmassági modulus (E) is gyakorolhat erős befolyást a bevonat koptató hatásnak való ellenállására. Bevonatok készítéséhez különböző NiCrBSi ötvözeteket fejlesztettek ki, elsődlegesen azért, hogy a felszórt réteg mechanikai tulajdonságait javítsák, és annak érdekében, hogy a bevonat koptató hatással szembeni viselkedését kellő pontossággal előre meg tudják határozni. Jól ismert, hogy a keménység (H) és a rugalmassági modulus (E) hányadosa jól alkalmazható az anyagok rugalmas deformáció képességének jellemzésére [2]. A lánggal végzett kisés nagysebességű termikus szórást széles körben alkalmazzák koptató hatásnak ellenálló bevonatok készítéséhez. Ezekre a bevonatokra a nagy porozitás ( %) és az alapfémhez való kötődés gyenge minősége a jellemző [3]. A termikus szórás technológiája az 1910-es években került megalapozásra M. U. Schoop szabadalmai alapján [4] ábra. A termikus szórás fejlődése A termikus szórás fejlődését C. C. Berndt foglalta össze, az összeállítás elsősorban a különféle bevonatok és a szórókészülékek fejlesztésére alapozott (1.1. ábra). A bevonat porozitásának csökkentése, valamint a réteg és az alapfém közötti kötés minőségének javítása a szórt réteg utólagos lézersugaras megolvasztásával jól irányíthatóan megoldható. Az utólagos lézersugaras megolvasztással kombinált bevonattal ellátott alkatrészek és termékek jellemzője a korrózióval és a koptató hatással szembeni ellenállás növekedése és ennek következtében a szembetűnő élettartam növekedés. A bevonatban lévő folytonossági hiányok (porozitás, üregek, nem megolvadt részecskék, nemfémes-zárványok) miatt a szórt réteg nem tökéletes. A hibátlan, tömör réteg kialakítása érdekében alkalmazott lézersugaras megolvasztással a bevonat tömörsége nagymértékben javul. A réteg szerkezetének finomodása miatt a bevonat mechanikai jellemzői nagyobbak lesznek és a réteg kopásállósága is jelentős mértékben javul. A lézersugaras újraolvasztáskor a koncentrált hőbevitel és az alaptest által elvont hőmennyiség a gyorsan megszilárduló fémbe- 2

13 III. JELÖLÉSEK ÉS RÖVIDÍTÉSEK JEGYZÉKE vonatban repedéseket okozhat, amely a próbatest, vagy a munkadarab előmelegítésével és szabályozott visszahűtésével elkerülhető. A termikus szórással felvitt réteg minősége lézersugaras újraolvasztással egyértelműen javítható. A megfelelő lézersugaras hőforrás megválasztása nagyon fontos a réteg újraolvasztása szempontjából. A rendelkezésre álló lézerek sugárnyalábja mm átmérőjű, ezért az újraolvasztott réteg szélessége egy lépésben nem haladja meg az 5 mm értéket. Célszerű lenne olyan lézersugaras hőforrás alkalmazása, amelynél a sugárnyaláb szélesebb sáv újraolvasztását teszi lehetővé (pl. diódalézeres sugárforrás) A termikus szórás és a lézersugaras technológiák fejlesztése Mintegy 50 évvel ezelőtt a lézer felfedezése számos tudományágban új távlatokat nyitott. Az első évtizedben elsősorban laboratóriumi körülmények között kezdődött meg a lehetséges alkalmazások feltérképezése. A második évtized már hozott jó néhány vitathatatlan eredményt a méréstechnikától egészen a távérzékelésig, amíg a harmadik évtizedben a lézer az ipari eszközök rangjára emelkedett. A kiépült és a fejlesztés alatt álló technológiai háttér révén a tömeggyártásban való alkalmazás is gazdaságossá válik. A lézer szó az angol LASER (Light Amplification by Stimulated Emission of Radiation fényerősítés kényszerített fénykibocsátás útján) betűszóból származik. A szó egy eszközcsalád működési elvét jelenti, de használják magára a berendezésre is. Sokfajta lézer létezik (1.2.ábra) [5]. Ezek a fizikai méret, a teljesítmény, a sugárzás hullámhossza, az előállítási költségek tekintetétében lényegesen különböznek egymástól [6] ábra. A lézer felhasználási területei a sugárparaméter és a teljesítmény függvényében különböző alkalmazási területekhez 3
 a divergenciából és a sugárderék átmérőjéből számítják [7]: BPP = d 0 Θ 1.1. 4 1.3. ábra.")
14 III. JELÖLÉSEK ÉS RÖVIDÍTÉSEK JEGYZÉKE Az egyik nagyon gyakran alkalmazott sugárminőséget jellemző számot, a sugárparaméterszorzatot (1.3. ábra) a divergenciából és a sugárderék átmérőjéből számítják [7]: BPP = d 0 Θ ábra. A sugárminőség faktor és a sugárparaméter-szorzat összefüggése A lézeres megmunkáló rendszerek megjelenésükkel az iparban teljesen új alkalmazási teret nyitottak. Jelenleg a lézertechnika alkalmazása a gazdasági és privát élet valamennyi területét lefedi. A távközlésben lézervezérelt üvegszálas technológiát alkalmaznak az adatok leolvasásánál, a lapolvasók felépítésénél, a CD-lejátszóknál, a távvezérléseknél, stb. Mindezen alkalmazások lényegesen alacsonyabb teljesítményt igényelnek, mint az anyagmegmunkáláshoz használt lézerek [8]. Az 1.1. és az 1.2. ábra a lézeralkalmazásokat vázolja, különböző területeken (méréstechnika, gyártástechnológia, közlekedés, képzés és szórakozás, kereskedelem és ipar, gyógyászat, kommunikáció, valamint energetika és környezetvédelem) való felhasználásuk szerint. Ugyanakkor az ábrán fel vannak tüntetve a különböző alkalmazásoknál használt lézertípusok is (CO 2, Nd:YAG, EXCIMER, Ar-ion, HeNe, Dióda). A piros körök a kereskedelmi forgalomban kapható diódalézereket jelzik. A zöld kör a 200 W teljesítményű szilárdtest lézert jelzi. A lézerek fejlődését a [9] tanulmány szerzői részletesen ismertetik. E szerint a diódalézereket az 1990-es évek végén fejlesztették ki és ezért a fejlesztésért Z. Alferov és H. Kroemer fizikai Nobel-díjat nyert a évben A kutatómunka célkitűzései A termikusan szórt NiCrBSi ötvözetből készült rétegek felszórás utáni újraolvasztásának célja a réteg kötésének kohéziós jellegűvé alakítása és a bevonat tömörségének növelése, vagyis a porózus, üreges, salakos szerkezet minél tömörebbé formálása. A réteg újraolvasztásának egy nagyon fontos követelménye, hogy az így módosított bevonat alapanyaggal való felkeveredése, felhígulása a lehető legkisebb legyen [7]. A réteg újraolvasztásánál fontos szerepe van az alkalmazott hőforrásnak és ezzel együtt a hőbevitelnek, amelyet a technológiai paraméterek megfelelő beállításával lehet elérni. Az újraolvasztás egyik nem elhanyagolható célja a 4
15 III. JELÖLÉSEK ÉS RÖVIDÍTÉSEK JEGYZÉKE termikus szórásból eredő szövetszerkezet megváltoztatása, továbbá a réteghibák maradéktalan eltávolítása. Ezeknek a feladatoknak a megoldásához kiválóan alkalmas a lézersugaras hőforrás [8, 9]. A kutatómunkám kezdetén azt a célt tűztem ki, hogy a termikus szórással felvitt NiCrBSi réteg újraolvasztása során a réteg minőségét a lehető legnagyobb mértékben javítsam. A megfelelő technológiai körülmények (pl. előmelegítési hőmérséklet, a hőforrás helyes megválasztása, stb.) mellett a próbatestben, vagy akár a kész munkadarabban a hőhatásövezet a lehető legkisebb kiterjedésű legyen [8]. A kutatómunka elkezdésekor célként tűztem ki a felhasználásra kerülő NiCrBSi ötvözetek irodalmi adatokra alapozott részletesebb leírását. További célként fogalmaztam meg, hogy az újraolvasztási kísérletek során különös figyelmet kell fordítanom az újraolvasztott réteg alapanyaggal való felhígulásának alacsony értéken való tartására. A megfelelő minőségű NiCrBSi porhozaganyagok kiválasztása során különös tekintettel voltam arra, hogy a későbbi alkalmazások során a lehető legszélesebb gyakorlati alkalmazási területet tudjam lefedni és azok vizsgálatokkal való megalapozása minél hitelesebb legyen. A réteg újraolvasztása jelentős mennyiségű hőbevitel mellett történik, amely megnöveli a darabban maradó mechanikai feszültségeket. Célul tűztem ki két olyan technológia vizsgálatát, melyek alkalmazása során a hőbevitel jelentős (a réteg újraolvasztása lánggal), és vizsgáltam azt, amikor a hőbevitel minimális értéken tartható (lézersugaras újraolvasztás). A gyakorlati alkalmazások során mindkét újraolvasztási technológia fontos szerepet tölt be, ezért egyiket sem lehet figyelmen kívül hagyni. Az újraolvasztott réteg mátrixféme a nikkel, amelyben különböző keményfázisok (Cr 23 C 6, CrB, stb.) válnak ki, és amelyeknek az elhelyezkedése a lehűlés után teljesen kaotikus. A réteg újraolvasztásakor és lehűlése közben alkalmazott rezgetéssel ezek elhelyezkedése várhatóan rendezettebbé tehető. A bevonat kialakításához felhasznált porötvözet mennyiségének csökkentése szükséges azért, hogy a kész méretre való megmunkáláskor minimális anyag menjen veszendőbe. A rétegben a nem megfelelő újraolvasztás során jelentős számú és mennyiségű hiba képződhet. Ezek a hibák akkor kerülnek a felszínre, amikor az alkatrész, vagy szerszám készre munkálásra kerül. A vizsgálataim további célja, hogy az újraolvasztott bevonatban lévő hibákat csökkenteni, illetve minimalizálni tudjam. A vizsgálatok további célja olyan kiváló minőségű NiCrBSi bevonatok létrehozása termikus szórással és azt követő újraolvasztással, amelyet az ipar, a gyártó, vagy a felhasználó rövid időn belül hasznosítani tud. 5
16 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓ- RÁSSAL 2.1. NiCrBSi ötvözetek összetétele és tulajdonságai A Ni-alapú ötvözetek termikus szóráshoz, plazma- és lézersugaras felületmódosító eljárásokhoz széles körben használatosak. Ezeket az ötvözeteket (különösen a NiCrBSi ötvözeteket) számos olyan helyen alkalmazzák, ahol a kopás vagy korrózió elleni védelem lényeges követelmény. A likvidusz és a szolidusz hőmérsékletek ismerete nagyon fontos a fázisegyensúlyok és az ötvözetek összetételének megtervezésében ábra. A Si-B rendszer A szerzők a Si-B bináris rendszert (2.1. ábra) a CompuTherm Pandat szoftver segítségével a termodinamikai törvényeket alapul véve írták le [10]. A szoftveres modellezés során SiB 3, SiB 6 SBn vegyületeket azonosítottak. A különböző fázisok Gibbs féle energiáit meghatározó termodinamikai paramétereket és a fázisok egyensúlyát kiszámították, továbbá a Si-B fázisok létrejöhető formáit előre jelezték. A [11] munka szerzői a Ni-Si-B ternér rendszeren, amely a Ni-bázisú bevonatokhoz szükséges anyagok kifejlesztése szempontjából különösen fontos, termodinamikai vizsgálatot végeztek. A termodinamikai modellen alapuló közelítő számításokkal az egyes fázisok bináris (2.2. ábra) és terner rendszerében (2.3. ábra) a Gibbs energiákat meghatározták. Az egyes fázisok termodinamikai paramétereit a fázishatárok és más kapcsolódó termodinamikai tulajdonságok rendelkezésre álló kísérleti információi alapján értékelték. Hőelemzési kísérleteket végeztek több ternér ötvözeten is, hogy újra megvizsgálják a fázishatárokra vonatkozó kísérleti adatokat. 6
17 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL 2.2. ábra. A Ni-B-Si rendszer kísérleti értékek alapján számított metszete 10 % B tartalomnál 2.3. ábra. A Ni-Si-B rendszer számított izotermikus metszete 850 o C-on A fázisdiagramokat CALPHAD termodinamikai szoftver felhasználásával és a ThermoPlus DSC8270 készülékkel határozták meg. A [12] munka szerzői a Ni-Cr-Si ternér rendszert vizsgálták 1000 és 1100 o C hőmérsékleten. A vizsgálatokat elektronpróba mikroanalizátorral (EMPA) és röntgendiffrakciós (XRD) módszerrel végezték (2.4. ábra). Bebizonyították, hogy a σ (Cr 13 Ni 5 Si 2 ), π (Cr 3 Ni 5 Si 2 ), τ 1 (Cr 2 Ni 2 Si) és τ 2 (Cr 3 Ni 3 Si 4 ) ternér vegyületek mind 1000 C, mind 1100 C hőmérsékleten léteznek. A bináris γ (Ni 31 Si 12 ), δ (Ni 2 Si) és CrSi fázisok jelentős oldékonysága egy harmadik elemnek köszönhető (feltételezhetően a B-nak). Ezenfelül a 15,5...21,3% Cr és a 22,1...25,1% Si tartományokban 1100 C-on folyadékfázis található. 7

18 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL 2.4. ábra. A Ni-Cr-Si ternér ötvözet állapotábrájának metszete 1000 o C hőmérsékleten A fázisdiagramok nagyon jó tájékoztatást adnak arról, hogy az egyes por és az abból létrejövő bevonat összetételeknél milyen keményfázisokra lehet számítani [12]. A NiCrBSi ötvözetrendszer meglehetősen összetett, így csak arra van lehetőség jelenleg, hogy a két-, vagy háromalkotós rendszereket vegyük figyelembe NiCrBSi porötvözetek fejlesztése, előállítása és választéka A NiCrBSi ötvözetek gyártása a porkohászati porok előállításához kapcsolódik. A porokat a fejlesztés kezdetén (1938) porlasztással állították elő és a Wall Colmonoy cégnél mindössze négy változatának a gyártása indult meg. A szóbanforgó ötvözeteket indukciós kemencében megolvasztották és vízsugárral porlasztották, majd szárították és szemcsenagyság szerint egy szitarendszerrel osztályozták. A fejlesztés ma a NiCrBSi ötvözetek területén a választék szélesítésére és a minél jobb minőségű porok előállítására irányul. Számos cég a fejlesztéseket a különböző igénybevételekhez igazítja. Az ötvözetek összetételének és tulajdonságaiknak feldolgozott állapotban (felületi rétegként) meg kell felelni az adott igénybevételnek (pl. kopás, korrózió növelt hőmérsékleten). Ma a porok előállítása vákuumindukciós kemencében történik és a folyékony fémötvözet porlasztását minden esetben valamilyen gázzal végzik. A porlasztáshoz levegőt, nitrogént, vagy nemesgázt (legtöbb esetben argont) használnak. A legjobb minőségű porokat Ar porlasztógáz felhasználásával gyártják. A porok minőségét minden esetben az határozza meg, hogy az egyes szemcsék mennyire közelítik meg a gömb alakot, illetve mennyire egybefüggően tömör a szerkezetük, továbbá a méreteloszlás megfelel-e a kívánt szóróberendezés vagy szórókészülék követelményeinek. A forgalomba hozott porok nem tartalmazhatnak törött és belül üreges szemcséket, mert ez megnehezíti a felhasználást (pl. a nem egyenletes porszállítás miatt a réteg egyenetlen és szennyezett lesz). Minden ilyen hiba főleg a felhasználónál jelentkezik és 8

19 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL sok esetben csak akkor derül ki, amikor a munkadarab a szórást követően megmunkálásra kerül. A 2.5. ábrán egy, a porok előállítására szolgáló korszerű berendezés vázlatos felépítése látható [11]. Az ábra nem tartalmazza az osztályozó berendezést és a további egységeket ábra. A termikus szóráshoz használt porok gyártási elve A 2.1. táblázatban az Európában egyik legszélesebb választékot kínáló gyártó Ni alapú porait foglaltam össze. Számos porminőséget a megrendelők kérésére különleges igénybevételekhez gyártanak. A felhasználók üvegipari szerszámok gyártásához az Alloy 40 ötvözetminőséghez tartozó porokat részesítik előnyben. A kísérleti munkám során olyan por felhasználására törekedtem, amely a járműipari motoralkatrészek javításakor és gyártásakor jöhet szóba, ezért minden esetben a 60 HRC keménységet adó porok felhasználását részesítettem előnyben. A termikus szórással felvitt réteg újraolvasztás utáni keménységét (60 HRC) minden esetben azokkal a porokkal lehet elérni, amelyek krómtartalma % között van. A táblázat szerint ez a Niborit 6-P-vel és a Niborit 7-P-vel, vagy ennek megfelelő összetételű porokkal érhető el. 9
20 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL Minőség 2.1. táblázat A Deutsche Edelstahlwerke cég porválasztéka [12] Összetétel tömegszázalékban Ötvözettípus C Si Cr Mo Co W Fe B Egyéb elem Niborit 20-P 0,05 3,0 2,5 2,0 A Niborit 4-P Alloy 40 0,3 3,5 8,0 3,0 1,6 A Niborit 45-P Alloy 45 0,4 3,5 9,0 3,0 2,0 A Niborit 5-P Alloy 50 0,5 3,8 11,0 4,0 2,5 A SZW 5029 Alloy 56 0,6 4,0 12,5 4,0 2,8 A Niborit 6-P Alloy 60 0,8 4,3 16,0 4,5 3,5 A Niborit 7-P Alloy M16C 0,5 3,7 17,0 4,5 2,0 3,7 Cu 2 A Niborit Al 0,8-P 0,3 3,1 4,2 1,0 0,8 Al 1,2 A Niborit Al 1-P 0,2 2,7 6,5 2,0 1,1 P 1,2 A Niborit 234-P Alloy 234 0,2 2,8 4,3 3,0 0,2 1,1 P 1,8 A Niborit 237-P Alloy 237 0,2 2,8 4,4 3,7 0,3 1,3 P 1,8 A SZW 5050 Ni 105 0,06 10,0 19,0 A SZW 5052 Ni 102 0,06 4,5 7,5 3,0 A HTL-6P Ni 106 0,06 P 11 A HTL 7-P Ni 107 0,06 14,0 P 10 A Nibasit NiAl-95-5 Al 5,0 0,03 Al 5-P A Nibasit C-276-P Nibasit 625-P Nibasit T7-P Nibasit NiCr70 Nb-P Nibasit 60-P Alloy C- 276 Alloy IN 625 0,02 16,0 15,5 0,7 3,5 6,0 V 0,2 A 0,05 22,0 9,0 4,0 Nb 3,6 A Alloy T700 0,08 15,5 32,0 1,0 A Nicro 82 0,03 20,0 1,5 Mn 3,0 Nb 2,5 Alloy Ni 60 0,55 3,2 17,5 17,0 A Ni A 10
21 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL 2.3. NiCrBSi bevonatok felviteli eljárásai Szóróhegesztés lánggal A termikus szórás szabadalmaztatása óta az eljárás számos technikai változatát fejlesztették ki. Ezeket párhuzamosan, valamelyik termikus szóróeljárás módosításával, vagy az ahhoz használatos szóróanyag felhasználásával alkották meg. Ezekben az eljárásokban az a közös vonás, hogy poranyag felhasználása mellett, valamelyik energiafajta (általában láng vagy villamos áram) segítségével alakul ki a réteg. Ezek közül a NiCrBSi poralakú ötvözetek felviteléhez legyakrabban alkalmazott lánggal végzett szóróhegesztés érdemli a legnagyobb figyelmet (A szóróhegesztés megnevezés nem vált elfogadottá, ma már nem használják). A szóróhegesztés kifejlesztése a Wall Colmonoy Co. nevéhez kötődik. Ugyanakkor a lánggal végzett szóróhegesztés első szabadalma B. Ronay-tól származik [13], aki 1942-ben Ni-alapú ötvözetporral készített rétegeket. Az eljárás elterjedését nagymértékben megkönnyítette a lánghegesztő pisztolyhoz szerkesztett poradagoló szerkezet és a Colmonoy típusú NiCrBSi önfolyó keményötvözetek kifejlesztése [14] Plazmaíves felrakóhegesztés por hozaganyaggal A plazmaíves felrakóhegesztés elvieben egy ömlesztő hegesztő eljárás [15]. A plazmaégőbe a szállítógázzal automatikusan bevitt port a munkadarab felületére olvasztva egy tömör, hegesztett réteg alakul ki. Az ívet az áramló plazmagáz (pl. Ar) és egy különleges kialakítású rézből készült fúvóka szűkíti össze, ahonnan a plazmasugár megközelítőleg párhuzamos sugárnyaláb formájában lép ki. A plazmaívben a hőmérséklet C között lehet. A belső poradagolás miatt a por viszonylag hosszú ideig áramlik a sugárnyalábban, garantálva ezzel a nagyobb méretű részecskék megolvadását is. A munkadarabba átvitt hő jól szabályozható, ezért az alapanyaggal való felkeveredés kézben tartható Lézersugaras rétegfelviteli eljárás A módszert E. J. Whitney és munkatársai fejlesztették ki (General Electric Co.) és az eljárás 1991-ben kapott szabadalmi engedélyt [16]. A lézersugár útjába egy, a plazmaégőknél alkalmazott vízhűtéses fúvókarendszert beépítve a párhuzamos sugárnyaláb további szűkítése érhető el. A felszórásra kerülő port szállítógázzal, a lézersugár fókuszpontjába szögben vezetik be, ahol a por megolvad és a munkadarab felületére sodródik, és a felületen jól tapadó réteget képez (2.6. ábra) [17]. A 2.6. ábra bal oldalán egy mezőgazdaságban használatos kapa (a talaj koptató hatásának kitett) felületének NiCrBSi réteggel való élettartam növelése látható. Az eljárás rendkívüli előnye, hogy a plazmaszórásnál szokásos sugár alig szennyezett és ezért a megfelelő gondossággal előkészített felületű munkadarabon kiváló minőségű rétegek alakíthatók ki. 11

.")
22 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL 2.6. ábra. Lézersugaras rétegfelviteli eljárás 2.4. NiCrBSi bevonatok felvitele termikus szórással A termikus szórás elnevezés egy anyagfelviteli módszercsaládot jelöl, amelynek tagjaira az jellemző, hogy az anyagok (fémek, kerámiák, fém-kerámia kompozitok, polimerek) porszemcséit az olvadáspont közelébe, vagy afölé hevítik, valamilyen módon felgyorsítják, és a megolvadt cseppeket, vagy a majdnem megolvadt szemcséket a bevonandó felületre irányítják ábra. A termikus szórással készülő réteg kialakulása Ütközéskor ezek foltokban elterülnek, átlapolódnak és bevonatot alkotnak (2.7. ábra). A termikus szórás történhet láng, ív, plazma- vagy lézersugár hőforrás alkalmazásával Termikus szórás lánggal A lángszórás fémes és nemfémes anyagok felületi réteggel történő bevonására használható. A szórásra használt port (ritkábban porlasztandó huzalt vagy pálcát) az acetilén-oxigén láng megolvasztja, majd sűrített levegő vagy más gáz kinetikus energiája az előkészített munkada- 12
23 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL rab felületére repíti. A felszórt réteg sokféle lehet, pl. cink, alumínium, réz, vas és egyéb fémek ötvözete (pl. króm-nikkel acél) [18, 19, 20]. Az acetilén-oxigén láng relatíve nagy hőmérséklete lehetővé teszi azt is, hogy a nagy olvadáspontú anyagok (mint pl. a molibdén) is szórhatók legyenek. A lánggal szórt rétegek az ipar valamennyi területén jól beváltak, pl. kopásvédő vagy korrózióvédő rétegekként gépelemek javításához Nagysebességű szórások A nagysebességű termikus szórási eljárások első lépéseit az 1950-es években a Union Carbide Co.-nál tették meg. A nagysebességű eljárás bevezethetőségére (bizonyíthatóan először) 1958-ban kaptak szabadalmi engedélyt, így lehetővé vált a magas olvadáspontú nemfémes anyagok (pl. oxidok) felszórása oly módon, hogy a bevonat rendkívül tömör volt (a porozitás 1% alatt maradt) [21]. A kiinduló anyag a készülék kialakításától függően por, vagy huzal volt. Főleg Co-alapú ötvözetek felszórásával alakítottak ki egyenletes tömör rétegeket. Az alkalmazott por szemcséinek mérete átlagosan 300 µm volt. Az ütközés pillanatában a szórt részecskék sebessége elérte a 610 m/s-ot, mely jóval meghaladja a levegőben mérhető hangsebességet. Ennél az eljárásnál az éghető gázt az égőkamrában nagy nyomás alatt oxigénnel elégetik, ahol nagysebességű kiömlő gázsugár jön létre Plazmasugaras szórás A plazmasugaras szórópisztoly elve a Gerdien típusú plazmagenerátoron alapszik [20]. A plazmasugaras szórópisztoly kifejlesztését számos kutató segítette elő [22, 23 24, 25]. A plazmasugár használatával végzett szórási folyamatot és a hozzá tartozó berendezést 1962-ben szabadalmaztatták [26, 27,28, 29] Lézersugaras szórás Az előzőekben tárgyalt összes eljárásnál a felszórt részecskék felhevítésére és felgyorsítására a kémiai és villamos energiát használták. A lézersugaras szórás új koncepciója a nagy energiájú lézerforrásból származó koherens és monokromát fény energiáját alkalmazza, abból a célból, hogy a felszórandó részecskéket megolvassza [30]. A 10 kw-os CO 2 lézersugár a szórásra szánt felülettel párhuzamosan mm átmérőre fókuszálható [31]. A 0,3 µm méretű részecskéket a különleges tervezésű poradagolóból adagolják be és injektálják a lézersugárba (2.8. ábra). Ezt az eljárást alkalmazták pl. a magas olvadáspontú szupervezetők felrakásához [32, 33]. Az eljárást F. Uchiyama és munkatársai fejlesztették ki Termikus szórással és azt követő újraolvasztással készített bevonatok A lánggal végzett porszóró eljárásoknál kis- és nagysebességű változatok léteznek. A termikus szórást kissebességűnek kell tekinteni, ha szórófejből kilépő sugár sebessége nem haladja meg a kb. 340 m/s értéket, vagyis a levegőben mért hangsebességet. Az olyan termikus szórási eljárásokat, ahol a kilépő gázsugár sebessége meghaladja a hangsebességet, nagysebességű eljárásoknak nevezzük. A hagyományos nagysebességű eljárásoknál a kiáramló gázsugár sebessége 450 m/s felett van [34]. Mind a kissebességű, mind a nagysebességű eljárásváltozatot széles körben alkalmazzák kopásálló bevonatok készítéséhez [35, 36, 37, 38, 39]. A 13


24 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL kissebességű eljárással felvitt bevonatokra a nagy porozitás ( %) és az alaptesthez való kötés gyengesége a jellemző. A bevonat porozitásának csökkentése, valamint a réteg és az alapfém közötti kötés szilárdságának javítása érdekében a termikus szórással készült bevonatot valamilyen hőforrással újraolvasztják. Az utólagos újraolvasztással kombinált bevonattal ellátott alkatrészek és termékek jellemzője a korrózióval és a koptató hatással szembeni ellenállás növekedése és ennek következtében a szembetűnő élettartam növekedés [40, 41] ábra. Lézersugaras felrakóhegesztés por hozaganyaggal 2.9. ábra. Termikusan szórt réteg lézersugaras újraolvasztása A két módszer közötti jellemző különbség az, hogy az egylépéses eljárás során por hozaganyaggal és lézersugárral lényegében felrakóhegesztést végzünk. A második esetben termikus szórással (pl. nagysebességű láng-, vagy plazmaszórással) felvitt réteget újraolvasztunk (2.9. ábra). Mindkét módszernek megvan a maga előnye. A lézersugaras felrakóhegesztéskor jelentős felhígulás következhet be, amíg a második esetben a felhígulás mértéke jobban kézben tartható és sokkal egyenletesebb minőségű bevonat hozható létre. A [42] szerint a plazmaszórással készült NiCrBSi anyagú bevonatokat nagy energiájú diódalézeres hőforrás alkalmazásával olvasztották meg. Ez az utókezelés a réteg tulajdonságainak jelentős javulását eredményezte. Korábban a plazmaszórással készült NiCrBSi bevonatokat 14
25 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL CO 2 lézerrel olvasztottak újra. A kerámia anyagú, ún. hőgát bevonatok kezelésénél alkalmazott lézersugaras megolvasztás egyenletesebb mikroszerkezetet és nagyobb tapadószilárdságot eredményezett, emellett a bevonat porozitása is jelentős mértékben csökkent [43]. A bevonat hibái (üregek, porozitás, nem megolvadt részecskék, salakzárványok) miatt a szórt réteg nem tökéletes. A hibátlan, tömör réteg kialakítása érdekében alkalmazott lézersugaras megolvasztás elősegíti a porozitás teljes elkerülését, így a bevonat csaknem hibátlanul tömör lesz. A réteg szerkezetének finomodása miatt a bevonat mechanikai tulajdonságai jobbak lesznek és a kopásállósága is jelentős mértékben javul [44, 45]. A koncentrált hőbevitellel operáló lézersugaras utókezelés a megszilárduló bevonatban repedéseket okozhat, mely a próbatest vagy a munkadarab előmelegítésével és/vagy szabályozott visszahűtésével elkerülhető [46] NiCrBSi anyagú bevonatok létrehozása nagysebességű LMD eljárással AZ LMD eljárás angol kifejezés kezdőbetűit jelenti, amely magyar fordításban kevert diódalézer megjelőlést jelent, és amely arra utal, hogy maga a lézersugaras hőforrás több lézerdióda egység különböző hullámhosszúságú diódaegység energiáját hasznosítja. A rövidített LMD megjelölést a drezdai Fraunhoffer Intézet és a Laserline cég munkatársai használták először, utalva az általuk kifejlesztett berendezésre [47] ábra. Kevert lézersugár előállítása n-számú, különböző hullámhosszúságú diódaköteg kapcsolásával Az eljárás hőforrása több különböző hullámhosszúságú sugárzási tartományban koherens fényt kibocsátó diódaköteg fényenergiájának összegyűjtésével nyert sugár-nyaláb, amelyet különböző szűrőkön és prizmákon át vezetve egy optikai kábelen keresztül juttatunk el a hevítendő közeghez (2.10. ábra). Jelen esetben ez maga a por hozaganyag, vagy a felületre termikus szórással felvitt NiCrBSi réteg. A hatékonyság fokozása érdekében dielektromos élszűrőket alkalmaznak[48]. Négy különböző hullámhosszúságú (940, 980, 1030 és 1060 nm) lézersugarat előállító nyolc db. lézerdióda-egység által szolgáltatott energia szuperponálásával létrehozott kevertlézer hőforrás elvi vázlata a ábrán látható. Az ábra szerint a kevert diódalézer hőforrások- 15


26 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL nál alkalmazott különböző hullámhosszúságú tartományban sugárzó diódakötegek fényenergiáját összegyűjtik és egy egységes energiasugárrá alakítják [49, 50] ábra. Kevert diódalézer hőforrás A ábrán egy 1200 W kimenő teljesítményű, 938 nm hullámhosszúságú lézersugarat előállító vízhűtéses diódalézer egységet mutatunk be, amely 12 db, egyenként 100 W-os lézerdiódát tartalmaz [51] ábra. Jenoptik JOLD-x-QANN-xA típusú kevert diódalézer 16



27 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL A lézerdióda egységek minden diódája előtt egy optikai lencserendszer található, amelyek feladata a kibocsátott koherens fény fókuszálása. A ábrán a fókuszáló optikával létrehozható különböző hullámhosszúságú lézerdióda kötegek által összefogott sugárnyaláb egyesítésével létrehozható fókuszfelületek láthatók [49] ábra. Az LMD kevert lézersugaras hőforráshoz tartozó optikával az alapfémen létrehozható fókuszfelületek geometriája A ábrán látható fókuszfelületek a fókuszáló optika segítségével állíthatók be és azok méretei, továbbá a felületre ható sugárteljesítmény viszonylag széles határok között változtatható. A bal felső ábrán lévő téglalap fókusz szélessége pl mm és hosszúsága mm között változtatható ábra. A száloptika a fókuszáló egységgel és a sugárcsatlakozóval [52] 17
. Az LMD hőforrások alkalmazása a felületbevonási technikát forradalmasíthatja.")
28 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL Az összekapcsolt lézerdióda egységek által szolgáltatott, különböző hullámhosszúságú lézersugár-nyaláb egy száloptikán keresztül vezetve kapcsolódik a főkuszáló optikához (a ábrán kinagyítva). Az LMD hőforrások alkalmazása a felületbevonási technikát forradalmasíthatja. A lézersugaras por-felrakóhegesztésnél a hőenergia 80 %-a az alapfém hevítésére fordítódik és ezzel egy hegesztett felületi réteg jön létre, amely az alapanyaggal bizonyos mértékben felhígul. Az LMD hőforrás azonban sokkal kisebb intenzitással hevíti a felületet, mint a hagyományos CO 2, vagy Nd:YAG lézersugaras hőforrások (2.2. táblázat) [56] táblázat. Különböző felviteli eljárásokkal létrehozott rétegek tulajdonságai Jellemzők Termikus szórás Felrakóhegesztés Lézersugas felületbevonás Rétegvastagság, mm 0,05...0, ,15...1,5 Rétegszélesség, mm nagyon széles Hőhatásövezet, mm 0,2...0, ,4...2 A réteg minősége porózus pórusmentes pórusmentes Szövetszerkezet finom durva finom Kötés az alapanyaghoz adhéziós kohéziós kohéziós Vetemedés nagyon kicsi magas közepes Az LMD hőforrást a termikusan szórandó por hevítésére koncentrálva, egy sokkal tömörebb és megbízhatóbb réteg létrehozására van lehetőség (2.15. ábra) [53] ábra. Különböző LMD lézersugaras eljárások összehasonlítása A két eljárás közötti különbséget a ábrán egy 1 m hosszú és 50 mm átmérőjű hidraulikus dugattyú példáján keresztül mutatom be. A hidraulikus dugattyú hagyományos lézersugaras eljárással való bevonásának anyagszükséglete 0,843 kg NiCrBSi por és 1,75 h alatt lehet elkészíteni 270 Euro költséggel. Az ultra-nagysebességű eljárás anyagszükséglete mindössze 18
 különbség [54]. 2.16. ábra.")

 látható, a felületre ható sugárenergia egyenletesen oszlik el a kezelt felületen és a felrakott réteg")
29 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL 0,373 kg és 0,3 h alatt elvégezhető, jóval kisebb, 70 Euro-s költséggel. A ábrán látható a két eljárás közötti (elsősorban gazdasági szempontból nagyon fontos) különbség [54] ábra. Hagyományos LMD hőforrással és ultra-nagysebességű lézersugaras hőforrással végzett felületbevonás összehasonlítása 2.7. A NiCrBSi bevonatok felviteli eljárásváltozatainak összehasonlítása Az LMD hőforrás energianyalábjának hőáramsűrűség eloszlása (profilja) eltér a hagyományos lézersugaras hőforrásokétól. Amint az a ábrán (bal felső ábrarészlet) látható, a felületre ható sugárenergia egyenletesen oszlik el a kezelt felületen és a felrakott réteg keveredése minimális [55] ábra. A különböző lézersugár típusok hőáramsűrűségének eloszlása 19

30 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL A hagyományos Gauss-eloszlást követő lézersugár olyan rétegfelvitelt tesz lehetővé, amelynél a varrat közepén az alapfémmel való erős felhígulás tapasztalható. Az egyes hőforrások intenzitásképét a ábra mutatja be azok előnyeivel és hátrányaival. A lézersugár intenzitás profilja egy felületen oszlik el, vagy Gauss eloszlást mutat, esetleg egy szórt fókuszban fejti ki a hatását. Az első esetben a kevert lézersugár-hőforrás energiája nagy felületen oszlik el, ezért különösen alkalmas a különböző felületi technológiákhoz (hőkezelés, a felület újraolvasztása, vagy a felszórt felületi réteg újraolvasztása). A ábra a különböző felületi bevonatok vastagságára világít rá. Az LMD hőforrást alkalmazó ultra nagysebességű eljárással jelentős rétegvastagság ( µm) érhető el; ennek a jövőben komoly alkalmazási fejlődése várható [57,58] ábra. Különböző felületbevonó eljárásokkal létrehozható rétegek vastagsága A 2.3. táblázatban a különböző lézerek tulajdonságait hasonlítom össze [59]. Megállapítható, hogy az LMD lézersugaras hőforrás mind a teljesítmény, mind az élettartam tekintetében messzemenőkig jó értékeket mutat. További előnyként említhető, hogy a hőforrás által szolgáltatott kilépő energia és a fókuszfelület geometriája bizonyos határok között változtatható. Hátránya ennek a hőforrásnak a magas beszerzési ár és a jelentős működési költségek. A kutatómunkám során megismertem a különböző hőforrásokkal végzett felületbevonó eljárásokat. Elterjedtségére és ismertségére tekintettel különös figyelmet tanúsítottam a felszórt rétegek lánggal végzett újraolvasztására. A különböző irodalmi forrásokból szerzett ismereteim alapján arra a következtetésre jutottam, hogy az újraolvasztáshoz célszerű lézersugaras hőforrást használni, ezen belül a felületi technológiákhoz leginkább alkalmas kevertlézer sugárforrást kell előnyben részesíteni. 20
31 Tulajdonság 2. NiCrBSi ÖTVÖZETEK ÉS FELVITELÜK TERMIKUS SZÓRÁSSAL CO táblázat. Különböző lézertípusok összehasonlítása Nd:YAG lp Lézertípus Nd:YAG HPDL dp LMD* Hullámhossz, µm 10,6 1,06 1,06 0,8...0,94 0,94...0,98, 1,03...1,06 Hatásfok, % Átlagos kimenő lézerteljesítmény, kw Átlagos hőáramsűrűség, W/mm Használati idő, h Száloptika csatlakozás Nem Igen Igen Igen Igen Sugárparaméter szorzat, mm mrad Megjegyzés: lp -lámpával gerjesztett, dp diódával gerjesztett, LMD* a irodalmi forrás [59]alapján kiegészítve 21

32 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA 3.A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉ- GÉNEK JAVÍTÁSA 3.1. NiCrBSi bevonatok jellemzői A NiCrBSi bevonatokat általában termikus szórással viszik fel az előkészített felületre. A NiCrBSi bevonatok különféle felrakóhegesztési eljárásokkal is létrehozhatók. Ezeket a bevonatfelviteli módszereket a 2. fejezet részletesen tartalmazza. A bevonatokat elsősorban a mikroszerkezetükkel, kopással és korrózióval szembeni viselkedésükkel jellemzik. Ritkábban előfordul, hogy a kifáradási tulajdonságaik jellemzése vagy a hőhatással szemben mutatott ellenállás vizsgálata céljából hőfárasztást végeznek. A szórt réteg alapanyaghoz való kötésének jellemzésére különféle szabványosított kötésszilárdság vizsgálati módszereket dolgoztak ki. A termikusan szórt NiCrBSi (az alapfémhez gyenge adhéziós kötéssel kapcsolódó) bevonatot szinte minden esetben a kötés minőségének és a réteg tulajdonságainak javítása érdekében újraolvasztási műveletnek vetik alá. Az így újraolvasztott réteg az eredetihez képest jobb tulajdonságokkal rendelkezik. Nagysebességű szórással felvitt és különböző hőforrásokkal újraolvasztott rétegeket mutat be a 3.1. ábra [60] ábra. Nagysebességű szórással felvitt NiCrBSi ötvözet különböző hőforrásokkal újraolvasztott rétegéről optikai mikroszkóppal készült felvételek: a) lánggal újraolvasztott, b) ellenálláshevítéssel újraolvasztott, c) kemencében újraolvasztott, d) lézersugárral újraolvasztott rétegek 22
33 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA A termikusan szórt réteg számos belső hibája újraolvasztással javítható, ugyanakkor az újraolvasztott réteg minősége erősen függ az alkalmazott hőforrástól. A legjobb eredményt a lézersugaras újraolvasztással érték el. A [61, 62, 63, 64] források szerint a termikusan szórt rétegben a maradó feszültségek nyomó jellegűek, ezek az újraolvasztás során húzó-maradó feszültségekké alakulhatnak, amelyek a megszilárdult bevonatban (különösen vastagabb bevonatok esetében) repedéseket idézhetnek elő. A [65, 66, 67, 68] munkák szerint a termikusan szórt bevonat újraolvasztása során csökken a réteg keménysége. A kopással szembeni viselkedést pin-on-disk módszerrel vizsgálták [69, 70, 71] és az újraolvasztott bevonatok a csak szórt bevonatokhoz képest szembetűnően jobb eredményt mutattak, ugyanakkor az egyes újraolvasztási módszerek kevésbé befolyásolták a kopással szembeni ellenálló képességet [72, 73, 74]. A NiCrBSi ötvözetek kopással és korrózióval szembeni ellenállásukat magas hőmérsékleten is megtartják, ezért alkalmazásuk számos iparágban elterjedt [75]. A termikus szórással felvitt bevonatokban átlagosan % porozitás van és a kötésük az alapfémhez adhéziós jellegű. A réteg újraolvasztásával ez a porozitás 0,3 5 %-ra csökkenthető, és az alaptestbevonat réteghatáron kohéziós kötés alakul ki. A bevonat újraolvasztás közbeni zsugorodása jelentős, akár a 20 %-ot is elérheti. A réteg újraolvasztásakor fényes egybefüggő felület alakul ki. A porötvözetből a bevonatba átkerülő B-nak és Si-nak dezoxidáló szerepe is van. Az újraolvasztás közben a felületen boroszilikát salak képződik (lásd a 3.1. reakcióegyenletet), amely megakadályozza a bevonatban lévő ötvöző elemek további oxidációját és elősegíti a porozitás, az üregek és az oxidok mennyiségének csökkenését [76]. (FeCr) xo x+y+2b+si=xfe+xcr+b2ox SiOy (3.1.) A B-nak és a Si-nak további szerepe van a diffúziós kohéziós kötés létrejöttében is [14, 15, 16]. A hagyományos (NiCrBSi) ötvözetekkel szórt bevonatok mátrixa Ni-ben gazdag szilárd oldat és alacsony olvadáspontú Ni-Ni 3 B eutektikum. A szórt bevonatban nagyon kemény krómkarbidok (Cr 7 C 3, Cr 3 C 2 ) és krómborid (CrB) részecskék is jelen vannak. A (CrFe) 23 C 6 komplex karbid jelenlétéről szintén vannak közlemények [77, 78, 79]. Az újraolvasztott bevonatban a Ni szilárd oldata melett szintén jelen vannak a nagyon kemény krómkarbidok és a krómborid (CrB) részecskék. A Ni nagyon kis mértékben oldja a bórt [19]. A bevonatban szintén előfordulnak ún. η karbidok (M 6 C,) és W 2 B, Cr 5 B 3, M 7 C 3, M(BC) és M 3 C további kemény fázisok [80]. A króm és a szilícium tartalomtól függően bináris szilicidek (Ni 5 Si 2 és Ni 3 Si) is keletkezhetnek Az újraolvasztás során a stabil Ni Ni 3 B eutektikumot a metastabil Ni Ni 2 B eutektikum váltja fel [81] A minőségjavítás célja A NiCrBSi rétegek minőségének javítása minden ezzel a témakörrel foglalkozó kutató célja. A minőségjavítás során a bevonat valamelyik kiemelt tulajdonságának, vagy egyidejűleg több jellemzőjének javítása a cél. Ezek a minőségjavítási törekvések a réteg kötésének minőségére, a szövetszerkezet egyenletességére, a rétegben jelentkező hibák nagyságának és mennyiségének csökkentésére vonatkoznak. Nagyon sok esetben, a rétegben maradó feszültségek csökkentésére tettek kísérletet. A maradó feszültségek erősen rontják a kifáradási tulajdonságokat. 23
. 3.3. A kereskedelemben kapható porokban előforduló hibák A NiCrBSi porokat gáz- vagy folyadék-porlasztással állítják elő.")

34 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA A minőségjavítás célja több esetben a réteg keménységének növelése, annak elllenére, hogy ez sok esetben együtt jár a repedési hajlam fokozódásával [82] ábra. A porozitás csökkenése A kemencében való különböző idejű és hőmérsékletű hőntartás során a bevonat porozitása csökken (3.2. ábra) A kereskedelemben kapható porokban előforduló hibák A NiCrBSi porokat gáz- vagy folyadék-porlasztással állítják elő. Az indukciós kemencében megolvasztott és átkevert olvadékot valamilyen porlasztóközeg segítségével (pl. víz, levegő, nitrogén, argon) porlasztják. Az így előállított port szárítják, majd osztályozzák. A porlasztóközegtől függően számos olyan hiba fordulhat elő, amelyek a NiCrBSi porok minőségét rontják. A legjobb minőségű porokat argon gázzal való porlasztással nyerik, amint az a 3.3. ábrán látható. A porhibák közül legveszélyesebbek azok, amelyeknél a szemcsék belső hibákat tartalmaznak. Nagyon fontos a szemcseeloszlás egyenletessége és nem engedhető meg a töredezett, alaktalan szemcsék előfordulása sem [83]. A 3.4. ábrán olyan (a kereskedelemben kapható) NiCrBSi por SEM felvétele látható, amelyet bevonatok készítéshez ajánlanak, és jelentős károkat okoznak a felhasználásukkal, mivel maga a por szennyezett, töredezett, az egyes szemcsékben belső üregek vannak és a hibák a kész bevonatban is jelentkeznek [84] ábra. A bevonatok készítéséhez felhasználható, hibátlan NiCrBSi por 24

![jelentkező hibákról [84]. 3.4. ábra. A bevonatok készítéséhez nem ajánlott, hibás NiCrBSi por A 3.5.](/docs-images/104/163285123/images/35-1.jpg "ábrán az egyik legnagyobb porgyártó vállalat (HÖGENAS) különböző bevonatkészítési eljárásokhoz kidolgozott ajánlása látható [85]. 3.5. ábra.")
35 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA A gyártók a bevonat készítési eljárásokhoz különböző szemcseméretű porokat ajánlanak. Amennyiben nem a megfelelő szemcse-eloszlású por kerül alkalmazásra, úgy jelentős mértékben megnő a kárba vesző mennyiség, nem beszélve a bevonatban jelentkező hibákról [84] ábra. A bevonatok készítéséhez nem ajánlott, hibás NiCrBSi por A 3.5. ábrán az egyik legnagyobb porgyártó vállalat (HÖGENAS) különböző bevonatkészítési eljárásokhoz kidolgozott ajánlása látható [85] ábra. A különböző felületbevonó eljárásokhoz használható porötvözetek ajánlott méreteloszlása 25

36 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA 3.4. Termikus szórással készült NiCrBSi bevonatok hibajelenségei A termikus szórással készülő bevonatokban számos hibajelenség fordulhat elő. A bevonat kialakulása során a felhevített és részben megolvadt részecskék a láng, plazma- vagy lézersugár közvetítésével kerülnek a munkadarab felületére és ott az ütközéstől ellapulva és folyamatosan egymáshoz tapadva építik fel a réteget. A deformálódott, összetapadt részecskékből kialakuló réteg (3.6. ábra) számos hibát (pórusok, üregek, oxidzárványok, meg nem olvadt részecskék) tartalmaz. A réteg kötése az alapfémhez adhéziós tapadáson alapul, ezért a felületi tisztaságnak és érdesítésnek az eljárás sikeres alkalmazásában nagy szerepe van. Ezek a 3.6. ábrán szemléltetett hibák erősen rontják a réteg minőségét. Megállapítást nyert, hogy a termikus szórással készülő rétegben keletkező hibák kialakulásában az alkalmazott szóró eljárásnak is jelentős szerepe van. Megfigyelték, hogy a réteg porozitása a becsapódó részecskék sebességétől függően változik. Nagyobb becsapódási sebességeknél (pl. nagysebességű szórások) a bevonat porozitása sokkal kisebb, mint a kis sebességű eljárások esetében [86, 87] ábra. A termikusan szórt réteg szerkezete A szórt bevonatokban előforduló hibák mennyiségét erősen befolyásolhatja a nem megfelelő előkészítés és a technológiai előírások megszegése [87, 88, 89, 90, 91, 92]. Az előforduló hibák, amelyek lehetnek üregek, gázzárványok, meg nem olvadt szilárd részecskék vagy oxidok, gyengítik a réteg mechanikai tulajdonságait és ezzel rontják a termék használhatóságát A termikus szórással készült NiCrBSi bevonatok minőségének javítási lehetőségei A jó minőségű szórt réteg megvalósítása érdekében a felszórást csak az alaptest (alkatrész, szerszám) teljes vegyszeres lemosása és az azt követő mechanikus tisztítás és felületi érdesítés után lehet megkezdeni. Az érdesítés után a felszórást h-n belül el kell végezni. A szórt bevonatok minőségének javítása érdekében további műveletek (például újraolvasztás közbeni 26
37 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA rezgetés, vagy az elkészült bevonat utólagos hőkezelése, mechanikus felületjavítása) iktathatók a műveleti sorba [93]. A réteg minőségjavításának előfeltétele a felhasznált alapanyag (általában acél), a termikus szóráshoz felhasznált porminőség (NiCrBSi por) megfelelősége és a termikus szórásra és újraolvasztásra vonatkozó, és korábban kísérletileg már igazolt technológiai paraméterek szigorú betartása A termikusan szórt NiCrBSi bevonatok újraolvasztása Különböző hőforrásokkal végzett újraolvasztás A termikus szórással készített NiCrBSi rétegek újraolvasztásával a bevonat számos jellemzője kedvező irányban változtatható meg. Az újraolvasztáshoz alkalmazható hőforrásokat és a réteg újraolvasztása szempontjából szóba jöhető lehetőségeket a 3.7. ábra foglalja össze ábra. A termikusan szórt bevonatok újraolvasztásához rendelkezésre álló hőforrások A 3.7. ábra szerint négyféle újraolvasztási módszer közül választhatunk. A kemencében és az ellenálláshevítésnél a réteg a szolidusz és likvidusz közötti hőmérséklet-tartományban újra olvad. A statikus (a hőforrás mozgása nélküli) újraolvasztáskor az olvadékban nincs jelentős anyagáramlás. A termikusan szórt rétegben csak a hőmérséklet- és sűrűségkülönbségek következtében fellépő minimális felfelé áramlás következhet be. Ennek az a következménye, hogy a szórt rétegben lévő zárványok felületre kerülését csak gyenge erőhatások támogatják. Az indukciós hevítésnél (amennyiben az alkalmazott induktor frekvenciáját és a további villamos jellemzőket megfelelően állították be), az olvadékban egy olyan erősebb áramlás indul meg, amely elősegíti az olvadékban lévő szennyeződések és üregek eltávolítását. A lánggal és volfrám ívvel végzett (a hőforrás mozgásával járó, ún. dinamikus) újraolvasztás során az olvadékban a felszíni feszültségek eltérése indukálta gyűrű alakú áramlás indul meg, amely annak 27

38 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA intenzív metallurgiai tisztulását eredményezi. A következő csoportban olyan hőforrásokkal végzett újraolvasztás látható, amelyek fokozottan nagy hőenergia átadást tesznek lehetővé az olvadék egy nagyon kis felületén. Az ilyen hőforrások alkalmazásakor az anyagáramlások hatása fokozottan érvényesül A NiCrBSi bevonatok újraolvasztása lánggal A lánggal való újraolvasztás a legrégebbi rétegjavítási technológia. Ez a módszer viszonylag egyszerű, olcsó és könnyen kivitelezhető. A termikus szórással felvitt réteg alapanyagban való felhígulása nem jellemző, továbbá az újraolvasztott réteg tiszta és egyenletes marad. A módszer hátránya viszont az, hogy a jelentős hőbevitel miatt a munkadarab alapanyagának a szövetszerkezete teljesen megváltozik. Az előzetesen felszórt NiCrBSi réteg lánggal való újraolvasztása a 3.8. ábrán látható, amelynél a hőbevitel jelentős, ugyanakkor az állandó hőmérséklet megtartása meglehetősen körülményes [94] ábra. Termikusan szórt NiCrBSi bevonat újraolvasztása lánggal A szerkezetérzékeny munkadaraboknál, mint például a járműalkatrészek, ez a túlzott hőhatás nem engedhető meg. A munkadarab szövetszerkezetének megváltozása és a mérhetően nagy termikus deformációk ennek az eljárásnak a korlátolt alkalmazhatóságát eredményezik A bevonat újraolvasztása kemencében A termikusan szórt NiCrBSi réteg kemencében végzett újraolvasztása egy nagyon egyszerű és jól szabályozható művelet, mivel a szabályozott kemenceatmoszférában a hevítési sebesség, az újraolvasztási hőmérséklettartomány és a hőntartási idő jól szabályozható. A kemencében végzett újraolvasztás elsősorban nagyobb számú alkatrész gyártásakor gazdaságos. Ennek a módszernek az alkalmazásakor számolni kell azzal, hogy az újraolvasztott bevonatban szennyeződések maradhatnak vissza. A 3.9. ábra jobboldali felén az alaptest és a bevonat közötti részen piros körrel jelölt, a termikusan szórt rétegre jellemző szennyeződések helyzete nem változott [95]. 28

; c) és d) ábra az indukciós módszerrel újraolvasztott réteggel (keretezett rész, N = 1000x) A próbatest")
39 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA 3.9. ábra. HVOF technikával szórt NiCrBSi bevonat kemencében végzett újraolvasztás utáni képe. N = 100x, Marószer 3 % HNO A bevonat újraolvasztása indukciós hevítéssel A [96] munka szerzői plazmaszórással két réteget vittek fel a 100 mm hosszú és 30 mm átmérőjű 42CrMo acél próbatestre. Az első réteg µm vastagságú NiCrBSi réteg volt, amelyet egy további µm vastag NiCrBSi+TiN felvitele követte (3.10. ábra) ábra. a) és b). A NiCrBSi-TiN réteg teljes keresztmetszete plazmaszórással készült réteggel (N = 350x); c) és d) ábra az indukciós módszerrel újraolvasztott réteggel (keretezett rész, N = 1000x) A próbatest felületén lévő kettős réteget SP 25 AB márkajelű nagyfrekvenciás hevítő berendezéssel olvasztották újra. Az újraolvasztást 800 A áramerősséggel, 40 s idő alatt végezték el. Az újraolvasztás alatt a bevonat átlagos hőmérséklete 1200 o C volt. A plazmaszórt, majd nagyfrekvenciás-indukciós módszerrel újraolvasztott bevonatot pásztázó elektronmikroszkóppal vizsgálták és kopásvizsgálatokat végeztek. Megállapították, hogy az újraolvasztott fedőré- 29
 rétegnél is.")
.")
40 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA teg (NiCrBSi TiN) homogén és a termikus szórásra jellemző adhéziós tapadás kohéziós kötéssé alakult át. Ugyanezt figyelték meg az átmeneti (NiCrBSi) rétegnél is. A kopásvizsgálataik során megállapították, hogy az újraolvasztott réteg sokkal jobb eredményeket mutatott (a réteg kevésbé kopott), mint a szórt bevonat esetében A bevonat újraolvasztása ellenálláshevítéssel A NiCrBSi bevonat újraolvasztását egy Smithweld típusú ellenálláshevítő berendezéssel végezték 10 x 10 x 100 mm méretű próbatesteken (3.11. ábra). A lehűlt próbatest szövetszerkezeti képe a ábrán látható [95] ábra. A NiCrBSi ötvözettel termikusan felszórt próbatest felületi rétegének újraolvasztása ellenálláshevítéssel ábra. HVOF technikával szórt NiCrBSi ellenálláshevítéssel újraolvasztott bevonat szövetképe N=100x, Marószer 3 % HNO 3 ] A ábrán látható réteg hibátlan szövetéről készült fotó egy nagyon egyenletes tömör réteget mutat (baloldali kép), míg az jobboldali képen a szerzők bemutatják a réteghatáron látható hibát. A kemencében végzett olvasztáshoz hasonlóan az ellenálláshevítéssel való újraolvasztásnál a teljes munkadarabot a bevonat olvadási hőközének likvidusz hőmérséklete fölé kell hevíteni. Visszahűtéskor az alaptest (pl. C45E acél) szövetszerkezete teljesen megváltozik, a szemcseszerkezet eldurvul. Az ilyen módszerrel újraolvasztott réteggel ellátott alkatrészt aligha lehet olyan helyre beépíteni, ahol a koptató hatás mellett fárasztó igénybevétel is fellép [96, 97, 98]. 30
41 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA A bevonat újraolvasztása W-ívvel A termikus szórással felvitt bevonatok újraolvasztása SWI hegesztőégővel is lehetséges. A szerzők a vizsgálataikhoz 17 % Cr tartalmú NiCrBSi port használtak, amelyet plazmaszórással vittek fel a próbatest előkészített felületére. A próbatestek készítéséhez a 3.1. táblázatban szereplő technológiai jellemzőket alkalmazták. A szórt és az újraolvasztott bevonat keménységeloszlását diagramban foglalták össze, amely a ábrán látható. Az alaptestben jelentős felhígulás figyelhető meg, erre abból lehet következtetni, hogy a rétegre jellemző keménységi értékek az alaptest felé tolódnak el és nem a réteghatáron kezdenek csökkenni [99]. Eljárás Szemcseszórás Plazmasugaras szórás Újraolvasztás SWI égővel 3.1. táblázat. A próbatestek készítésének adatai Technológiai jellemzők megnevezése értéke Levegőnyomás, MPa 0,7 Szórási távolság,mm 300 Szórási szög, o 90 Feszültség, V 60 Áramerősség, A 500 Szórási távolság,mm 150 Az alapfém hűtése levegő fúvatással Generáló gáz térfogatárama, l/min Ar (16), H 2 (40) Bevonat vastagsága, µm 800 Áramerősség, A 90 Ívhosszúság, mm 2 Argon térfogatárama, l/min 10 Az SWI égő sebessége, mm/min 150 Átfedés, mm ábra. A plazmaszórt és SWI égővel újraolvasztott réteg keménységeloszlása. 31

42 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA A munka során a kísérletekhez felhasznált NiCrBSi por és a réteg fáziseloszlását röntgendiffrakciós vizsgálattal határozták meg. A vizsgálat eredményeit a ábra szemlélteti [100] ábra. A NiCrBSi por és az újraolvasztott réteg felületének és alapfémhez közeli részének fáziseloszlása ábra. Az újraolvasztott bevonat alapfémmel való felhígulási zónája. a) Felhígult zóna b) A felhígult zóna részlete 1000x-es nagyításban c) Az E pontban mért öszszetétel d) Az F pontban mért összetétel 32
43 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA A szórt bevonat SWI égővel való újraolvasztással megfelelő minőségű rétegfelület érhető el, viszont a vizsgálatok alapján jelentős alapanyaggal való felhígulás tapasztalható (3.15. ábra) [101]. Az újraolvasztáskor az olvadékban történő áramlás következtében az alaptest anyaga is megolvad, így nagy, és változó méretű felhígult réteg alakulhat ki, amely a felhasználó szempontjából nem kívánatos jelenség Lézersugaras újraolvasztás A termikus szórással felvitt rétegek újraolvasztásának egy nagyon praktikus, új módszere a lézersugár hőforrás alkalmazása. A nagy hőáramsűrűségű hagyományos lézersugaras technológiával végzett újraolvasztásnál a fókuszfelülethez tartozó átmérő mindössze 1,5 3 mm méretű, ezért nagyon keskeny újraolvasztási felületeket lehet elérni. A sávos újraolvasztás hibája, hogy az egymás melletti sávokban ismételt újraolvasztás történik, amely az alapanyaggal való felhígulást nagymértékben elősegíti. A lézersugaras újraolvasztást ennek ellenére sok esetben alkalmazzák, mivel ezzel a módszerrel a koncentrált hőbevitel mellett egyenletes felületi réteget lehet létrehozni Újraolvasztás CO 2 vagy Nd:YAG lézersugaras berendezéssel A [102] tanulmány szerzői C45E minőségű acélnak megfelelő alapanyagra % Cr-ot tartalmazó port vittek fel, majd a plazmasugaras réteget CO 2 lézersugárral olvasztották újra. Az újraolvasztás technológiai adatai a 3.2. táblázatban találhatók táblázat. A lézersugaras újraolvasztáskor beállított technológiai adatok Lézersugár teljesítménye, P, W A lézerfej haladási sebessége, v, mm/min A lézersugárnyaláb átmérője a réteg felületén D, mm , , ,5 A vizsgálatok során megállapítást nyert, hogy mind a három lézersugár teljesítménynél a réteg alapanyaggal való felhígulása jelentős volt. Ezt a megállapítást alátámasztja a réteg és az alapanyag közötti felület egyenetlensége is [102, 103]. Az elkészült próbatesteken a metallográfiai előkészítés után főleg az alapanyag és a réteg közötti átmeneti zónát vizsgálták. A ábrán látható 400 W újraolvasztási teljesítménynél a szórt réteg és az alaptest határfelületéhez tartozó vonal helyzete nem változott (3.16. a/ábra), az 500 W teljesítménynél határozott hegesztett kötés alakult ki (3.16. b/ábra), a 600 W teljesítménynél egy túlhevítés miatt az alaptest anyag már hígult a réteggel (hullámos rétegalaptest határvonal, c/ábra). 33
 400 W, b) 500 W, c) 600 W újraolvasztási teljesítmény 3.6.7.2.")
44 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA ábra. Az alaptest és aréteg közötti határvonal alakja különböző lézer hőteljesítmények alkalmazásakor; a) 400 W, b) 500 W, c) 600 W újraolvasztási teljesítmény Újraolvasztás nagy teljesítményű diódalézeres hőforrással A NiCrBSi bevonatok újraolvasztására korábban számos kísérletet végeztek hagyományos Nd:YAG lézerekkel. A nagy energiájú diódalézerek (HPDDL) alkalmazása új távlatokat nyitott a NiCrBSi rétegek újraolvasztásának területén. A nagy energiájú diódalézerekkel létrehozott energiasugár jól alkalmazható különböző felületi technológiák esetében (pl. felületi hőkezelés és termikus szórással felvitt rétegek újraolvasztása). A diódalézerek által létrehozható fókuszfelület (pl. 10x6 mm) jóval nagyobb, mint a hagyományos (pl. Nd:YAG) lézerek esetében. A fókuszfelületre koncentrált hőenergia jól szabályozható és szélesebb újraolvasztási sávot tesz lehetővé, következésképpen egyenletesebb lesz az újraolvasztott réteg felszíne [103, 104, 105, 106]. Egy másik tanulmány szerzői a a szemcseszórással előkészített felületre a NiCrBSi bevonatot TAFA JP 5000 nagysebességű szórópisztollyal vitték fel A felület előkészítéséhez 0,8 1,0 mm szemcseméretű korundszemcséket használtak. A felszórt próbatestek mérete 200x100x10 mm, anyaga ötvözetlen laposacél volt. Nagysebességű termikus szórással, a 3.3. táblázatban adott kísérleti beállításokkal átlagosan 400 µm vastagságú réteget vittek fel. A réteg újraolvasztásához a ábrán látható lézer hőforrást használták, amely 808 nm hullámhosszúságú, 4280 W maximális kimenő teljesítményű lézersugár előállítását teszi lehetővé. A fókuszfelületet 1x12 mm méretű téglalap szelvényre állították be, amelynél a hőáramsűrűség eloszlása a rövidebb tengely (1 mm) mentén Gauss jellegű volt [107]. 34

45 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA ábra. HPDD Coherent lézerfej újraolvasztáshoz 3.3. táblázat. A réteg újraolvasztásakor beállított paraméterek és a felületi keménység Próbatest sorszáma A lézerfej sebessége cm/min A fókuszfelület méretei mm x mm A fókuszfelületre jutó enegiasűrűség J/mm 2 Az újraolvasztott réteg mikrokeménysége HV0, x 1 21,4 809 ± x 1 24,4 779 ± x 1 43,5 669 ± x 6 38,9 800 ± x 6 43,8 778 ± x 6 93,2 781 ± 31 A lézerfejből kilépő energiasugár hosszúsága 90 mm volt. A próbatestet a szórt réteg újraolvasztása előtt 250 C-ra melegítették. Az újraolvasztásnál W kimenő teljesítményt alkalmaztak és a lézerfej mozgási sebességét cm/min között változtatták. A lézerfejet Fanuc 710iC típusú, hat tengelyű ipari robotra szerelték fel. A tanulmány szerzői által készített, a ábrán látható metallográfiai kép alapján az a következtetés vonható le, hogy a réteg túlhevült és réteg alapanyaggal való keveredése, vagyis a felhígulás jelentős volt [107]. 35

")
46 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA ábra. Az újraolvasztott NiCrBSi bevonat Megállapítást nyert, hogy a nagysebességű szórással felvitt NiCrBSi bevonatok nagy kimenő teljesítményű diódalézeres hőforrással történő újraolvasztásakor a finom szemnagyságú kiválások révén jelentős keménységnövekedés érhető el, ugyanakkor a nagy vastagságú, felkeményített rétegben repedések keletkezésével is számolni kell (3.19. ábra) ábra. Az újraolvasztott bevonatban észlelt repedés A próbatest előmelegítése és a lézerfej kisebb mozgási (szkennelési) sebessége megoldást jelenthet a repedések biztonságos elkerülésére, de ennek kidolgozása további kutatásokat igényel [107]. 36
47 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA 3.8. A felvitt NiCrBSi réteg minőségének javítása az újraolvasztási művelet közbeni rezgetéssel Az újraolvasztási művelet közben a megszilárdulási folyamat mechanikus rezgetéssel befolyásolható. Ezt a műveletet a kohászatban (elsősorban a könnyűfém öntvények gyártásánál) széleskörűen alkalmazzák [108] Mechanikus rezgetés A mechanikus rezgetés jól alkalmazható kohászati alkatrészek felrakóhegesztéssel való javításánál is [109]. A finomszemcsés szerkezet létrehozásakor 10 khz-es és annál magasabb frekvenciákat használtak, de jelentős eredményeket értek el a kisebb, 10 Hz és 1000 Hz közötti rezgetési frekvenciák alkalmazásával. Más munkákban a 20 Hz és 100 Hz frekvenciájú rezgéseket és 500 µm és 600 µm rezgésamplitúdókat használtak bronz öntvények készítésénél [110]. A rezgetés alkalmazásával jelentős szemcsefinomodást és sűrűségnövekedést tapasztaltak, továbbá a mechanikai tulajdonságok is javultak. A rezgetéssel való olvadékkezelés pozitív hatásairól az alumíniumötvözetek öntése során szerzett kedvező tapasztalatokról a [110, 111] munkákban számolnak be a szerzők. A [112] tanulmány szerint lézersugaras újraolvasztás közben mechanikus rezgetést alkalmazva (75 Hz rezgetési frekvencia és 197 µm amplitúdó beállítással) a megszilárdulás során a réteg homogén finomszemcsés szerkezetűvé alakult és a pórusok mennyisége 80 %-al csökkent. A plazmaíves felrakóhegesztéssel készülő bevonatok előállításakor a [113] szerint a rezgetés alkalmazásával a szemcseméret finomodása mellett a bevonat kopásállósága és mikrokeménysége is megnövekedett. A legjobb eredményeket 50, 100, 150 Hz frekvencia és 90 µm állandó amplitúdó alkalmazása mellett érték el. A rezgetéssel való kezelést a hegesztési gyakorlatban leginkább a maradó feszültségek csökkentésére használják [114, 115]. A bevonatok tekintetében a rezgetés alkalmazása szintén csökkenti a maradó feszültségeket és ezzel az adott alkatrész kifáradási tulajdonságai is javulnak. A [115] tanulmány szerint a hegesztésből származó maradó feszültségek legnagyobb csökkenését 79,6 Hz, 83 Hz, és 84,4 Hz rezgetési frekvencia alkalmazásánál figyelték meg. A [116] szerint a mechanikus rezgetés alkalmazásával jelentős szemcsefinomítást értek el. A [117, 118] tanulmányban a szerzők lánggal szórt NiCrBSi bevonat újraolvasztása és megszilárdulása közben alkalmazott rezgetés során elért tapasztalataikról számolnak be. A szerzők a C45E minőségű acél alaptestre felvitt NiCrBSi ötvözet újraolvasztása során vizsgálták a 20 Hz, 100 Hz, 200 Hz, 1000 Hz, 2000 Hz és 10 khz frekvenciákkal való rezgetés hatását. A ábra szerint a rezgetési frekvencia és az amplitúdó változása a réteg keménységét és annak vastagságát szignifikánsan befolyásolja [118]. 37

![A [118] tanulmány szerzői megállapították, hogy a vizsgált próbatestekre termikus szórással felvitt NiCrBSi réteg újraolvasztásakor a mechanikai rezgetéssel a réteg felületi érdessége (3.21.](/docs-images/104/163285123/images/48-1.jpg "ábra) és a réteg vastagsága (3.22. ábra)")
48 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA ábra. A mikrokeménység és a rétegvastagság a különböző rezgetési frekvenciák függvényében A szerzők 100 Hz rezgetési frekvenciával és 75 µm amplitúdóval vizsgálták a réteg vastagságát és mikrokeménységét. A [118] tanulmány szerzői megállapították, hogy a vizsgált próbatestekre termikus szórással felvitt NiCrBSi réteg újraolvasztásakor a mechanikai rezgetéssel a réteg felületi érdessége (3.21. ábra) és a réteg vastagsága (3.22. ábra) befolyásolható. Az újraolvasztás és az olvadék kristályosodása állandó rezgetési frekvencia (100 Hz) mellett történt ábra. A rezgetési amplitúdó hatása a bevonat felületének R a érdességére A [118] tanulmány szerzői Castolin Eutectic RW12497-es NiCrBSi jelű port és Rototec 80 típusú szórópisztolyt használtak, Motoman 100 robotkarra szerelve. Az újraolvasztást a Castolin Eutectic cég CastoFuse típusú nagyteljesítményű égőjével végezték. 38

49 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA ábra A rezgetési frekvencia hatása a bevonat vastagságára Ultrahangos rezgetés A kohászati eljárásokkal és bevonatkészítési technológiákkal kapcsolatban több esetben számolnak be az ultrahangos rezgetésről [119, 120, 121, 122]. A [120] szerint az ultrahangos rezgetés lehetővé teszi a bevonat komplex tulajdonságainak (kötésszilárdság, sűrűség és rétegkeménység) javítását. Az ultrahangos rezgetés széleskörű alkalmazása a csatlakoztatási nehézségek miatt nem terjedt el Az újraolvasztott bevonat minőségének további javítási lehetőségei Mechanikus javítási lehetőségek A termikusan szórt és újraolvasztott rétegek minőségét valamilyen mechanikus felületszilárdító módszerrel tovább lehet javítani. A mechanikus felületszilárdításnál figyelembe kell venni a réteg keménységét. Ez a rétegjavítási módszer nem jöhet szóba nagyobb felületi keménységű (>50 HRC) rétegeknél, tekintettel arra, hogy a fellépő Hertz feszültség következtében a réteg összetöredezne [121]. Az újraolvasztott NiCrBSi rétegek minőségének javítása mechanikus módszerekkel (görgőzés, hengerlés, szemcseszórás) nem elterjedt technológiai megoldás. Ennek ellenére kísérleti úton bizonyították, hogy a hengeréssel (görgőzéssel) való felületkezelés eredményes volt (3.23. ábra). Más, alkalmazható módszerekkel összehasonlítva a munkadarab fáradási szilárdsága jelentős mértékben növekedett [122] Lézersugaras javítási lehetőség Amennyiben a munkadarab felületét rövid idejű (ns) és nagy hőáramsűrűségű (MW/mm 2 ) lézersugár impulzusok hatásának teszik ki, a felületen egy nagynyomású plazmaréteg képződik és a munkadarabban nyomófeszültségek keletkeznek [123]. A kezelt munkadarab felületi rétegében keletkező nyomófeszültségek hatására a munkadarab kifáradási tulajdonságai javulnak. Ennek a módszernek két eljárása ismert: a ábrán látható közvetlen csatolóközeg nélküli eljárás és amikor a csatolásra közbenső vízréteget alkalmaznak [124]. 39
 rétegeknél, készre munkált felületi rétegeknél jöhet")
50 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA ábra. A fáradási szilárdság növelésére szolgáló módszerek összehasonlítása A lézerimpulzusokkal való felületkezelés a kisebb keménységű (50 HRC alatti) rétegeknél, készre munkált felületi rétegeknél jöhet szóba. A kísérletek azt mutatták, hogy a lézersugaras impulzuskezelés (LSP) sokkal jobb eredményeket hozott, mint más felületszilárdító eljárás ábra. Lézerimpulzusokkal való felületkezelés a) közvetlen módszer és b) csatolóközeg alkalmazása Hőkezeléssel végzett javítási lehetőségek A [125] tanulmány szerzői közepes karbontartalmú, ötvözetlen acél próbatestre nagysebességű szórással 500 µm vastag NiCrBSi + 60 % WC réteget vittek fel, ezt követően kemencében argon védőgáz alatt 4 o C/min sebességgel 1200 o C-ra hevítették és 1 h-án át hőntartották, majd 800 o C-ra hűtötték vissza. A próbatestek 800 o C-ról szabad levegőn hűltek le szobahőmérsékletre. A próbatestek pásztázó elektronmikroszkópos és röntgendiffrakciós elemzése után kopásvizsgálatokat végeztek. Megállapították, hogy a hőntartás (1200 o C-on 1 h) hatására egy kb. 50 µm vastag diffúziós zóna keletkezett (3.25. ábra). 40

51 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA ábra. Az NiCrBSi+WC réteg újraolvasztása 1200 o C hőmérsékleten 1 h időtartamig Ar védőgáz alatt A nagyhőmérsékletű hőntartás hatására a keménységi értékek megnövekedtek: szerzők a rétegben 900 és 1130 HV0,3 közötti keménységi értékeket mértek. Ugyanakkor az alapanyag szemcsedurvulásáról nem számoltak be. Egy további munka szerint a réteg keménységét szintén hőkezeléssel kísérelték megnövelni és a koptatóhatással szembeni ellenálló képességet javítani [126]. Szerzők a termikus szórási művelet során a port St.3 minőségű 100x100x16 mm méretű acéllemezre vitték fel, majd 1,4 1,6 kw teljesítményű CO 2 lézersugárral 180 mm/min sebességgel haladva, 6,0x1,5 mm fókuszfelületet beállítva újraolvasztották. A kísérletek során PG- 10N-01 márkajelű port használtak, melynek összetételét az 3.4. táblázat tartalmazza. A lézersugárral újraolvasztott rétegű próbatesteket különböző hőmérsékleten végzett hőntartás követte táblázat. A felhasznált NiCrBSi por összetétele PG-10N-01 jelű por, szemcseméret: µm Vegyi összetétel tömegszázalékban C Cr Fe Si B Ni 0,8 16,0 5,0 4,0 3,5 Maradék A ábrán a vizsgált NiCrBSI rétegek jellemző szöveteit mutatják be. Az ábrán látható szövetképek magyarázata: a) A vizsgált réteg szövetszerkezete lézersugaras újraolvasztás után 1) γ-ni, 2) Cr 7 C 3, 3) Ni 3 B, 4) CrB, b) A vizsgált réteg szövetszerkezete 800 C-on való 1 órás hőntartás után 1) γ-ni, 2) M 7 (C, B) 3, 3) Ni 3 B, 4) CrB, c) A vizsgált réteg szövetszerkezete 900 C-on való 1 órás hőntartás után 1) γ-ni, 2) M 7 (C,B) 3, 3) M 3 (B, C. 41

52 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA ábra. A vizsgált NiCrBSi rétegek szövetszerkezete Az elvégzett hőkezeléssel jelentősen megnövelték a réteg mikrokeménységét, amit a különböző keményfázisok mennyiségének növekedésével hozták öszefüggésbe (3.5. táblázat) táblázat. NiCrBSi réteg hőkezelésével elért eredmények Hőntartási idő 1 h Hőntartási hőmérséklet, o C Mért keménységérték HV0, A szakirodalmi feldolgozásból levonható alapvető következtetések A termikusan felszórt NiCrBSi rétegek minőségének javítása egy nagyon fontos kutatási feladat és ezzel a témakörrel számos kutató foglalkozott és ért el kiemelkedő eredményeket. A réteg minőségének javítása nem képzelhető el önmagában, csak az alaptesttel összefüggésben vizsgálható. Ugyanakkor a gyakorlati alkalmazást nem minden esetben veszik figyelembe. Példaként három esetet lehet említeni: 1. A NiCrBSi réteg keménységének növelése hosszantartó kemencében való hevítéssel [67], 2. A NiCrBSi réteggel ellátott próbatestek likvidusz közeli hőmérsékleten tartása, majd visszahűtése és egy következő lépcsőben szabad levegőn való lehűtése [82], 42
53 3. A TERMIKUSAN SZÓRT NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA 3. A NiCrBSi réteggel ellátott próbatestek újraolvasztás közben mechanikus rezgetése [104]. Mindhárom esetben valamilyen eredményről számolnak be, pl. az első és második esetben megnövelik a réteg keménységét és annak kopásállóságát, ugyanakkor nem veszik figyelembe, hogy mi történik az alapanyaggal (pl. jelen esetben C45E minőségű, ötvözetlen, nemesíthető acéllal). A hosszantartó, nagyhőmérsékletű hőntartással az alaptest szemcseszerkezete olyan mértékben durvul, hogy fárasztó igénybevételnél eltörik. Nem látom értelmét annak, hogy a szórt réteggel ellátott munkadarabot a likvidusz hőmérséklet alá hevítik és ott különböző ideig hőntartják. Ebben az esetben ugyanis a termikus szórás során kialakult réteg csak részben olvad meg és számos üreg, oxidzárvány benn marad a rétegben. A mechanikus rezgetés alkalmazása elősegítheti a réteg minőségének javulását, de ennek a módszernek az alkalmazása nehezen képzelhető el egy átlagos bonyolultságú munkadarabra felvitt réteg újraolvasztásakor. A réteg újraolvasztásakor azoknak az eljárásoknak van létjogosultsága, amely egy hőnyaláb (pl. láng, villamos ív, vagy lézersugár) segítségével hevíti fel a réteget. Ebben az esetben a megolvadt rétegen belüli anyagáramlás elősegíti a szórt rétegben lévő üregek, zárványok felszínre kerülését. A kemencében végzett újraolvasztásnál ez az áramlás nem jön létre és ezért számos hiba marad a lehűlt rétegben. A túlzott hőbevitel ugyanakkor a réteg újraolvasztásakor az alaptest anyagát is képes megolvasztani és ilyenkor az anyagáramlás fokozottan keveri a réteg és az alaptest anyagának olvadékát, ami olyan mértékű felhígulást eredményez, hogy a réteg használhatatlanná válik. Az előző három esetből levont tanulságok alapján olyan jelentős hőenergiát szolgáltató hőforrást kerestem, amely egy ún. lágyabb, de jól szabályozható koncentrált hősugárzást tesz lehetővé kisebb hőbevitel mellett. Az irodalomból nyert tapasztalatok azt mutatták, hogy ezt a hőforrást a nagyenergiájú diódalézerek területén kell keresni. Ezek diódalézerek lézerek (alternatív néven félvezető lézerek) kisebb intenzitású hősugárzás mellett nagyobb fókuszfelületen (pl. 2 x 20 mm) tudnak hevíteni. Az időnként megfigyelt rétegrepedés arra hívja fel a figyelmet, hogy az újraolvasztásra kerülő kemény réteg vastagsága nem lehet tetszőleges. A nagysebességű termikus szórásnál a rétegvastagság lehetőleg ne haladja meg az 500 µm értéket. Az újraolvasztás közbeni kezelésnél, ha lehetőség van rá, akkor lehetőleg csak az olvadék és az éppen kristályosodó anyagtérfogat rezgetése kívánatos. Ezt a megoldást későbbi kutatásaim céljaként tűztem ki. 43
54 4. A KUTATÁSOK SORÁN ALKALMAZOTT ANYAGVIZSGÁLATI MÓDSZEREK 4. A KUTATÁSOK SORÁN ALKALMAZOTT ANYAGVIZS- GÁLATI MÓDSZEREK 4.1. A termikus szóráshoz előkészített felület érdességvizsgálata A vizsgálatnál az EN ISO 4287 és EN ISO szabvány előírásai mérvadók [127, 128]. A tényleges profil a maximális érdességet eredményező keresztmetszeti profil, amely a felületjellemző mintázatára merőleges nyomvonalú síkkal történő metszésekor keletkezik. A mért profil a tényleges profil tapintóval történő pásztázásából (szkenneléséből) származik. A mérési adatok így mechanikusan kerülnek szűrésre, amelyet a tapintó r tip csúcssugara és a vezető csúszka eredményez. A felületminőséget jellemző számos paraméter közül a szabvány csak a mikro-geometriailag értelmezhető felületi érdességre és hullámosságra vonatkozó mérési elveket és módszereket ismerteti (EN ISO 8785) [129]. Az elsődleges profil (P-profil) az a profil, amely a mért, levágott hullámhosszú profil elektronikus aluláteresztő szűréséből származik. Ez a folyamat eltávolítja a legrövidebb hullámhosszú összetevőket, amelyeket úgy ítéltek meg, hogy az érdesség mérése szempontjából nem relevánsak. A paraméterekre ki van jelölve a P és mintavételi hosszokon belül értékelik őket. A 4.1. ábrán ez egyenlő az l n értékelési hosszal (a felületi profil teljes hossza van rögzítve) ábra. Az elsődleges profil és az átlag vonal az elsődleges profil (λs levágott - cut off) szűrőre vonatkozóan Az érdességi profil (R-profil) az a profil, amely a cut-off hullámhosszal rendelkező elsődleges profil elektronikus felüláteresztő szűréséből származik. Ez a folyamat eltávolítja a hoszszabb hullámhosszú komponenseket. A paraméterek jelölése az R és értékelésük az l n értékelési hosszon belül történik, amelyek általában öt mintavételi hosszból állnak. A mintavételi hossz megfelel a λc profil szűrőhöz tartozó cut-off hullámhossznak (4.2. ábra). A 4.3. ábrán az Ra átlagos érdesség értelmezése látható. A vizsgálatainknál (a felületi érdesség ellenőrzésénél) ezt a vizsgálatot fogjuk végrehajtani és dokumentálni. 44

![1998 szerint [130] 4.3. ábra. Az Ra átlagos érdesség értelmezése 4.2.](/docs-images/104/163285123/images/55-1.jpg "A felhasznált por elemzése, szemcseméret eloszlás vizsgálat A NiCrBSi porok pásztázó elektronmikroszkópos elemzése kiterjed a por morfológiai, öszszetételi és szemcseméret ellenőrzésére [131].")
55 4. A KUTATÁSOK SORÁN ALKALMAZOTT ANYAGVIZSGÁLATI MÓDSZEREK 4.2. ábra. Az érdesség és hullámosság jellemzők szeparálására alkalmazott szűrők átviteli paraméterei. Gauss szűrő a DIN EN ISO 11562: 1998 szerint [130] 4.3. ábra. Az Ra átlagos érdesség értelmezése 4.2. A felhasznált por elemzése, szemcseméret eloszlás vizsgálat A NiCrBSi porok pásztázó elektronmikroszkópos elemzése kiterjed a por morfológiai, öszszetételi és szemcseméret ellenőrzésére [131]. A felhasználási tapasztalatok azt mutatják, hogy megfelelő minőségű termikusan szórt és az azt követően újraolvasztott réteg csak kiváló minőségű és az alkalmazott eljáráshoz kifejlesztett porral hozható létre. A por-hozaganyagban lévő hibák (nemfémes szennyeződés, a szemcse üregessége, vagy akár a törött szemcsék jelenléte) a legtöbb esetben átmegy a szórt, majd az újraolvasztott bevonatba. Ezek a hibák a legtöbb esetben elkerülhetők, ha a gyártáshoz, vagy az alkatrészek javításához felhasználni kívánt porokat megfelelő ellenőrzésnek vetik alá. Az ellenőrzés a következőkre terjedjen ki: vegyi összetétel ellenőrzése, szemcseméret ellenőrzés, egyszerűbb esetben szita analízis. Ezeket a vizsgálatokat a por előállítójának kellene elvégezni (mivel csak ezek alapján állíthat ki minőségi tanúsítványt), de feltehetően ezt nagyon sok esetben nem teszik, vagy nem elég gondossággal teszik meg. A bekövetkező bevonathibák pedig már a felhasználás közben jelentkeznek, ezért célszerű nagyobb pormennyiség felhasználása előtt a vizsgálatokat független céggel elvégeztetni és csak utána vásárolni A termikus szórással készült és újraolvasztott NiCrBSi bevonatok metallográfiai vizsgálata Az optikai mikroszkóp segítségével történő mikro-szövetszerkezeti jellemzés bármely új bevonat kifejlesztésénél és a legtöbb bevonat előállításánál ma már kötelező vizsgálattá vált. A termék minőségellenőrzésének legegyszerűbb módja a felszórt darab felületének vizuális vizsgálata. Ez a megfigyelés a nagyméretű anyaghibák (adhéziós hibák, felületi szabálytalanságok, az éleken jelentkező repedések, stb.) felfedezését teszi lehetővé. 45
56 4. A KUTATÁSOK SORÁN ALKALMAZOTT ANYAGVIZSGÁLATI MÓDSZEREK A vizsgálat elvégzésekor ügyelni kell arra, hogy megfelelő csiszolási és polírozási eljárás kerüljön kiválasztásra, azért, hogy a bevonat mikroszkopi képét ne hamisítsa meg semmilyen, a metallográfiai előkészítés folyamán keletkező mesterséges termék. Amennyiben az előállított bevonat minőségének ellenőrzésére a mikroszkópi vizsgálatot használják akkor fontos annak biztosítása, hogy a próbadarabra ugyanolyan módon végezzék a felszórást, mint a gyártáskor előállított darabra (a szórást egyidejűleg kívánatos végezni). A korszerűbb mikroszövetszerkezeti vizsgálatot pásztázó elektronmikroszkóppal (SEM-el, amely szekunder elektronnal, visszaverődő elektronnal és esetlegesen röntgensugár detektorral van ellátva), röntgensugár diffrakciós eljárással (XRD), transzmissziós elektronmikroszkóppal (TEM), vagy más eljárással lehet végezni. A bevonat tulajdonságai határozzák meg a bevonatok használat közbeni viselkedését. Az a legjobb vizsgálat, amikor azokat a valós feltételeket szimulálják, melyek között a bevonatot használni fogják. Ilyen vizsgálat elvégzése nem mindig lehetséges, így a bevonatokat leggyakrabban a fizikai és kémiai tulajdonságaikkal jellemzik Próbatestek előkészítése a metallográfiai vizsgálatokhoz A mikroszkópi vizsgálat előtt a felszórt próbadarabot metallográfiai előkészítésnek kell alávetni. A megfigyelés a bevonat hosszirányú vagy keresztirányú metszetén végezhető el. A (bevonatfelületre merőleges) hosszmetszet információt nyújt az alapfém felületéről és a mikroszövetszerkezetnek a bevonat növekedése folyamán előforduló esetleges változásáról. Ezt a módszert nagyon gyakran alkalmazzák. Mivel a teljes mikroszkópos megfigyelési mező nem nagyobb, mint néhány négyzetmilliméter, ezért fontos, hogy a felszórt darab egy tipikus részét válasszuk ki a minőségellenőrzési szakaszban, vagy a darab olyan részét, ahol az élek, vagy éles sarkok jól megfigyelhetők. A kiválasztott részt kis viszkozitású gyantával impregnálni lehet. Ezt az eljárást különösen a pórusos vagy rideg (törékeny) bevonatokhoz ajánlják [132]. Az impregnált próbadarabot darabolják. Általában mm átmérőjű 0,3 0,6 mm vastagságú és /min fordulatszámú gyémántporos csiszolókorongokat használnak. Ügyelni kell arra, hogy a csiszolókorong először a bevonatba kapjon bele, azután az alapfémbe, máskülönben a kis adhéziójú bevonat (pl. a fémre FS eljárással felszórt NiCrBSi bevonat) leválhat az alaptestről [133]. A kis sebességű vágás kisebb mértékben hevíti a vágandó anyagot és ezért inkább ezt alkalmazzuk. A próbadarabot a vágás közben vízzel kell hűteni. A feldarabolt próbadarabot gyantába ágyazzák. A jellemző foglalat mm átmérőjű. A beágyazást kis viszkozitású, hidegen keményedő gyanta (mint pl. az EpofixTM) alkalmazásával végzik. A melegen keményedő rideg lakkbevonatokat kerülni kell, mivel azok a beágyazás közben széttörhetnek. A pórusos bevonatokhoz a vákuumban végzett beágyazást ajánlják [134]. A befoglalt próbadarabokat csiszolják, amely sima anyagfelületet biztosít annál a darabrésznél, amit a darabolás termikusan már nem befolyásolt (legalább 0,2 2 mm-t le kell csiszolni). A csiszolást általában durva ( ) minőségi fokozatú SiC papírral végzik. Ezt a papírt a forgótárcsához erősítik és egy, vagy több lépésben használják. A tömör próbadarabot mintegy 300 N terheléssel kell csiszolni, a porózus próbadarabot pedig sokkal kisebb terheléssel. A porózus bevonat csiszolásakor nagyobb terhelés alkalmazása szétkenődést okozhat, azaz a bevonatban található üregek mesterséges feltöltődhetnek. 46
57 4. A KUTATÁSOK SORÁN ALKALMAZOTT ANYAGVIZSGÁLATI MÓDSZEREK A durva SiC papírral végzett csiszolást gyémántszemcse szuszpenzióval történő tükrösítés követi (6 µm-es gyémánt szemcsékkel) önkenő vagy más kemény szövet (posztó) felületen. A metallográfiai előkészítés ezen szakaszában a próbadarabnál meg kell őrizni a szövetszerkezet sértetlenségét annak biztosítása céljából, hogy a tényleges pórusok szétkenődése vagy a kevésbé kötött részecskék kiszakadása ne jöhessen létre. A bevonat sértetlenségének hangsúlyozása céljából a [135] és [136] szerzői azt javasolták, hogy a metallográfiai próba előkészítés ezen részét próbadarab integritási szakasznak nevezzék. Ebben a szakaszban a terhelés általában kisebb, mint a csiszolásnál (a bevonat porozitásától függően N). A metallográfiai előkészítés befejezése a polírozással történik. A próbadarab felületének a finom karcolódásoktól mentesnek, és a mikroszkópos vizsgálat elvégzéséhez pedig tükörfényesnek kell lennie. A végső polírozást általában gyémánt szuszpenzióval vagy fokozatosan csökkenő szemcseméretű (3 µm-től egészen 0,25 µm-ig) pasztákkal végzik kemény szövetfelületen és esetleg Al 2 O 3 szuszpenzió lágy szöveten való alkalmazásával fejezik be. Az előkészítés utolsó lépését azért végzik, hogy a bevonaton belül a lemezek közötti érintkezést láthatóvá tegyék. A polírozást egyenletesen csökkenő terheléssel végzik. A kémiai maratás a szórás után megömlesztett, önfolyósodó NiCrBSi ötvözetből készült, FS eljárással felvitt, igen tömör bevonatok mikro-szövetszerkezetének feltárására [136], vagy a hőhatásövezet megfigyelésére alkalmazható [137] Optikai mikroszkópos vizsgálatok A termikusan szórt bevonatok mikro-szövetszerkezetének vizsgálatánál a nehézséget a megfelelő vizsgálati módszerek kiválasztása jelenti. Másrészről, a mikro-szövetszerkezeti kutatás egy közbenső és szükséges lépés a bevonatkészítés, azaz a szórási paraméterek kiválasztása és a bevonat kitűzött funkcionális tulajdonságainak elérése között. A bevonat mikroszövetszerkezetének teljes leírása a következő információkat tartalmazza [138]: a szemcsék morfológiája és orientációja (textúra), a pórusok, üregek, salakzárványok, a szekunder fázisok mennyisége és eloszlása. A termikusan szórt bevonatok mikro-szövetszerkezetének jellemzésére használható módszerek kiválasztása nem könnyű feladat. A módszerek kiválasztásánál azt az elvet követtem, hogy azokat a módszereket használom, amelyek a legismertebbnek és a legnépszerűbbek, és amelyek a termikus szórással foglalkozó kutatók között a leginkább elfogadott. A bevonat tulajdonságainak jellemzésére szolgáló olyan módszerek kiválasztására törekszem, amelyek a bevonatok tulajdonságainak összehasonlítását teszik lehetővé. A ritkán használt módszerek közül csak néhányat ismertetek, olyanokat, amelyek egyre nagyobb jelentőségűek az olyan jelenségek tisztázásában, mint a részecskéknek a lángban végbemenő oxidációja vagy redukciója. Az optikai mikroszkópos vizsgálat csiszolatait metallográfiai vizsgálatokhoz rendszeresített eszközökkel (gyémánttárcsával ellátott daraboló, csiszoló és polírozó gép, stb.) kell előkészíteni. Ha ezt az előkészítést nem elég gondosan végzik, akkor a próbadarabokon a kiszakadásból vagy a szétkenődésből olyan jelenségek alakulnak ki, amelyek az azt követően végzett elemzést negatívan befolyásolják. Ez az oka annak, hogy az optikai mikroszkóppal végzett vizsgálat részletesebben kerül ismertetésre, mint a 47
58 4. A KUTATÁSOK SORÁN ALKALMAZOTT ANYAGVIZSGÁLATI MÓDSZEREK röntgensugaras elemzés (XRD). Az optikai mikroszkóppal végzett vizsgálatot jelenleg majdnem minden felszóró üzemben használják és ez a módszer a bevonatról valamint az alapfém mikro-szövetszerkezetéről alapvető tájékoztatást nyújt. Az optikai mikroszkóp a következők elemzését teszi lehetővé [139]: a bevonatban levő pórusok és üregek méretét és részarányát, a bevonatban levő meg nem olvadt részecskék méretét és részarányát, az alapfém réteg közeli részének (mechanikai vagy hőhatásra kialakuló) alakváltozását, olyan részecskék jelenlétét a bevonatban, amelyek a lángban kémiai reakcióba léptek (redukálódtak vagy oxidálódtak), szilárd zárványok jelenlétét. A bevonatok mikroszkópos megfigyelését általában világos látóterű beállítással végzik Pásztázó (SEM) elektronmikroszkópos vizsgálatok A SEM eljárásnál a max. 50 kev energiájú és lefelé egészen az 5 nm átmérőjű elektronsugarat a próbadarab felületén fókuszálják. A letapogatott területek négyszögletes alakúak, az oldalhosszúságuk 5 µm és 1 mm között van. Az elektronsugár a felületközeli atomokat ionizálja és így max. 50 ev energiájú szekunder elektronok emissziójára kerül sor, ami lehetővé teszi a felület topológiájának megfigyelését. A primér elektronsugár elektronjait, amelyek a próbadarabon belül szétszóródnak, visszaszóródó elektronoknak nevezik, és azokat a bevonaton belüli elemek összehasonlítására használják. Az elemek atomszámai közötti különbség legalább három legyen [140]. A visszaszóródó elektronok egyenes irányban mozognak és ez az üregekből jövő jel gyengülését okozza. A SEM eljárással vizsgált próbadarab felületének elektromosan vezetőnek kell lennie. A szigetelő anyagokat elgőzölögtetett szénből vagy porlasztott aranyból készült vékony, vezető filmréteggel kell borítani. A megfigyelt felület törését röviddel a SEM vizsgálat előtt kell végezni, azért, hogy a környezettel való érintkezést a minimumra csökkentsük. Az SE detektorral ellátott letapogató elektronmikroszkópot, mint rutin módszert a következők megfigyelésekre használják: szórásra előkészített felületek, közvetlenül a felszórás utáni (kezeletlen) bevonatok felülete, közvetlenül a felszórás után a bevonatok törött/repedezett felülete, a hőfáradás, vagy kopás miatt [141] szétmálló bevonatok repedezett felülete, a bevonat metszetének metallográfiai eljárással polírozott felülete. Az EDS (detektorral ellátott) letapogató elektronmikroszkóp a különböző atomszámú bevonatokon belüli fázisok összehasonlítására alkalmazható. Ezt a módszert alkalmazták a plazmaszóró eljárással felvitt krómoxid bevonatokban levő SiO 2 zárványok megkülönböztetésére [142]. A szerzők arról számolnak be, hogy a BSE lehetővé teszi a különbségtételt a redukált Cr(II) és Cr(III) között, mivel az előbbi némileg eltérő színű, mint a Cr(III). Az elektron mikropróba elemzést (EMPA) a felszórt bevonatok kiválasztott helyein a vegyelemzés elvégzésére használják. A kevésbé precíz eljárásnál, az energia szétszóródásos spektrométerben (EDS) cseppfolyós nitrogénnel hűtött SiLi detektort használnak, amely a max. 60 ev-os próba által kibocsátott röntgensugarak energia felbontását és az egészen 0,1 %-os elem-koncentráció 48
 diffrakciós spektrométerben (WDS) a Bragg féle diffrakciós kristályokat használják, amelyeknél ismert d-osztás-távolságú diffrakciós síkok vannak [142")
59 4. A KUTATÁSOK SORÁN ALKALMAZOTT ANYAGVIZSGÁLATI MÓDSZEREK elemzését teszi lehetővé. A 11-es rendszámtól (Na) kezdődő elemeket fel lehet tárni. A hullámhossz (szétszórásos) diffrakciós spektrométerben (WDS) a Bragg féle diffrakciós kristályokat használják, amelyeknél ismert d-osztás-távolságú diffrakciós síkok vannak [142] A termikusan szórt bevonatok vizsgálata optikai mikroszkóppal Az egyszerű inverz mikroszkóp a kvantitatív metallográfiai elemzésnél használatos. Az elemzés az automatikus képelemző (AIA) segítségével végezhető el, amely a mikroszkóphoz csatlakoztatható. Az automatikus képelemző a mikroszkópi képen a szürkeségi szintek megkülönböztetésének elvén működik. Az AIA lehetővé teszi a 0,5 µm-nél nagyobb pórusok és üregek mennyiségi elemzését (ami az optikai mikroszkóp képfelbontási határa). Azt, hogy a kisebb pórusokból összetevődő porozitás milyen mértékben járul hozzá a teljes porozitáshoz, az egyszerű töretvizsgáló sztereo (pl. Olympus SZH 1) mikroszkóppal nem lehet meghatározni. A bevonatban található nem megolvadt részecskék arányát az automatikus képelemzővel nem lehet meghatározni, mert a mátrixhoz viszonyított fényerő különbségek nem elégségesek. Ezt a mikro-szövetszerkezeti sajátosságot kézi készülék segítségével, kvantitatív elemzéssel lehet meghatározni [143] Az alaptest és a réteg közötti átmeneti zóna vizsgálata, a felhígulás meghatározása A réteg alapanyaggal való felhígulása nemkívánatos jelenség, mivel az alapfémnek a bevonathoz viszonyítva gyengébb mechanikai, fizikai és kémiai jellemzői vannak. Ezért a felvitt réteg tulajdonságai annak függvényében romlanak, hogy a réteg alapfém hányada milyen mértékű ábra. A réteg felhígulásának szemléltetése [144, 145] A réteg felhígulását az eddig ismertetett optikai mikroszkópos és pásztázó elektronmikroszkópos vizsgálatok során kell tisztázni [144, 145]. Ugyanakkor a mikrokeménység mérések eredményéből is lehet a felhígulásra következtetni. A felhígulás (D) értéke (a 4.4. ábra szerinti jelölésekkel) a (4.1.) egyenlettel számítható ki: D A = 1 (4.1.) A 1+ A 2 A felrakóhegesztéssel készült rétegeknél a felhígulás meghatározására a közelmúltban egy új eljárást dolgoztak ki, amely az alapanyag és a felszórt réteg mikrokeménység vizsgálatát veszi alapul [146]. A lánggal szórt és újraolvasztott rétegeknél nem valószínű, hogy nagy lesz a felhígulás mértéke, mivel a réteg újraolvasztása során az alapanyag alig olvad meg, viszont a lézersugaras hőforrások alkalmazásakor, a sokkal nagyobb koncentrált hőáramsűrűség miatt ez várhatóan bekövetkezik. 49
60 4. A KUTATÁSOK SORÁN ALKALMAZOTT ANYAGVIZSGÁLATI MÓDSZEREK Fáziselemzés röntgendiffrakciós (XRD) vizsgálattal A röntgensugarak a vizsgált anyagba behatolva annak atomjait gerjesztik, amelyek ily módon a beeső röntgensugárzással azonos hullámhosszúságú elektromágneses hullámokat, ún. szórt sugárzást bocsátanak ki, amelyek a tér minden irányában terjednek, szóródnak. Ez a diffrakció jelensége, amely mint reflexiós-jelenség kezelhető. Ezt mutatja a 4.5. ábra, amelyen két, párhuzamos atomsíkokra Θ szög alatt beeső röntgensugarak által keltett szórt sugárzás és ennek, mint reflexiós jelenségnek a vázlatos személtetése látható [147] ábra. A kristályszerkezet röntgendiffrakciós vizsgálatának elvi vázlata Mivel a röntgensugarak hullámhossza a kristálytani síkok távolságának nagyságrendjébe esik, a szabályosan ismétlődő atomsorokra (kristálysíkokra) beeső röntgensugarak által keltett szórt elektromágneses sugarak egymással kölcsönhatásba lépnek, amennyiben a különböző atomsorok által reflektált sugarak azonos fázisban találkoznak, egymást erősítik és értékelhető reflexiós jelet adnak a sugarak útjába helyezett röntgenfilmen, míg az ellenfázisban találkozó hullámok (a hullámfizika törvényei szerint) kioltják egymást. Az értékelhető reflexió feltételét a Bragg-féle alapegyenlet fejezi ki. A röntgensugár-elhajlás a bevonat szórásra használt porok fáziselemzésének elvégzésére szolgáló rutin eljárás. A legnépszerűbb a Debye-Scherrer módszer, amely monokromatikus röntgensugárzást és finomra porított vizsgálati anyagot alkalmaz. A módszer alapelve a Θ elhajlási szög meghatározása, ami a kristálysíkok közötti d-osztástávolságokra vonatkozik, a Bragg féle egyenletet követve. Ezt a következő összefüggés adja meg: λ=2d sin Θ (4.2.) A d-osztástávolság mintajelek hozzárendelhetők egy fázishoz az évente aktualizált JCPDS (Joint Commiteee on Powder Diffraction Standards, USA) kartotékjait használva. A módszer könnyen megvalósítható, különösen a korszerű, számítógépes diffraktométerekkel. Ezen eljárás részletes leírása több kézikönyvben is megtalálható, pl. [148]. Egy komplett mikro-szövetszerkezeti tanulmány elvégzéséhez egy sor kiegészítő módszert ajánlanak [149]. A szerzők az XRD, SEM eljárást alkalmazták SE detektorral és a TEM eljárást EDS-felszereléssel, a termikusan kezelt hőgát-bevonatok (TBC) leromlásának tanulmányozása céljából [150]. 50
61 4. A KUTATÁSOK SORÁN ALKALMAZOTT ANYAGVIZSGÁLATI MÓDSZEREK 4.4. Mikrokeménység vizsgálat, mikrovickers eljárás A mechanikai tulajdonságok, mint pl. a mikrokeménység, a szakítószilárdság, a törési szilárdság, rugalmassági (Young) modulus, a szívósság vagy a kopásállóság valószínűleg a leggyakrabban ellenőrzött tulajdonságok. A Vickers mikrokeménység vizsgálatot a bevonatok minden típusánál használják. A próbadarabokat (próbatesteket) a Vickers-vizsgálathoz metallográfiai eljárással polírozni kell. A mérések többségét az optikai mikroszkópos vizsgálatnál is használt hossz-, vagy keresztirányú metszeten végzik. A mikro-szövetszerkezet anizotrópiája miatt a bevonatok a felületükhöz képest átlós irányban (keresztirányú szelvényen végzett mérés) keményebbek, mint a felületükkel párhuzamos irányban (hosszirányú szelvényen végzett mérés), ily módon a két irányban végzett vizsgálat nem összevethető. A HV Vickerskeménységet úgy kapjuk meg, hogy az alkalmazott terhelést elosztjuk a lenyomat felületével, ez utóbbit a benyomódás átlóinak méréseiből számoljuk ki. A behatoló test egy szabványos méretű, gúla alakú gyémánt, melyet 0, N erővel terhelnek. A kis terhelésnél (mondjuk a 0,5 N-nél) végzett vizsgálatokkal az egyes keményfázisok mikrokeménységét lehet megállapítani, míg a nagyobb terhelés (5, 10 N vagy több) mellett végzett vizsgálatok az egész bevonat mikrokeménységét adják meg. A legtöbb a szerző 3 N terhelés mellett kapott értékeket adja meg. Mivel a Vickers-keménység nagymértékben függ a terheléstől, ezért ezt a Vickerskeménység jelében meg kell adni (pl. HV0,3, a 3 N terhelésnél kapott Vickers keménység). A kereskedelemben kapható vizsgálóberendezések a szabványos eljárást követik, pl. Amerikában ASTM E , Európában ISO :2018 [151]. Néhány szerző az adott terheléshez egy minimális bevonatvastagságot ajánl (a HV-keménység függvényében) valamint a következő értékeket javasolja [152]: HV0,3=1000, terhelés 3 N (minimális vastagság 40 µm), HV0,3=500, terhelés 3 N (minimális vastagság 100 µm). A Rockwell-keménységi vizsgálatot főleg a vastag fémötvözet bevonatokhoz használják. [153]. A szúrószerszámok különbözőek lehetnek (meghatározott átmérőjű acélgolyók vagy gyémántgúlák) és a maximális terhelés a vizsgált anyagfajtától is függ. Ezért, ennek különböző fokozatai (skálái) vannak: HRB a kevésbé kemény és HRC pedig a keményebb anyagok számára. A kereskedelemben kapható Rockwell anyagvizsgáló készüléket a normál (szabványos) eljárás szerinti munkára tervezték (pl. ISO :2016) [154] Ultrahangos keménységmérés Az ultrahangos berendezés lényegében a Vickers eljárás elvén alapul, azzal a különbséggel, hogy a benyomódás révén kialakult felület meghatározására nem optikai megfigyelésen alapuló hosszmérés és arra épülő számítás szolgál, hanem egy fizikai jellemző, a rezonancia frekvencia változásának mérése. A berendezés elvi vázlata a 4.6. ábrán látható [148]. 51
62 4. A KUTATÁSOK SORÁN ALKALMAZOTT ANYAGVIZSGÁLATI MÓDSZEREK 4.6. ábra Az ultrahangos keménységmérés elvi vázlata A Vickers gyémánt (1) egy magnetosztrikciós fémrudazat (2) egyik végére van rögzítve. A rudat egy piezoelektromos átalakító (3) segítségével saját természetes frekvenciájának megfelelő rezgésbe hozzuk, majd a vizsgálandó felületbe nyomjuk. Amint a gyémánt szúrószerszám behatol a vizsgált anyag felületébe, a rúd rezonancia frekvenciája megváltozik. A változás mértéke arányos a gyémánt szúrószerszám és az anyag közötti érintkezés felületének nagyságával, ez pedig fordítottan arányos az anyag keménységével, feltételezve, hogy a benyomódást állandó erővel hozzuk létre. Következésképpen a mérhető frekvencia-változás (4) értékéből, megfelelő kalibrálás révén keménységi mérőszám generálható, amely ilymódon digitális kijelzőn (5) megjeleníthető, vagy számítógépes adatgyűjtő és feldolgozó rendszerbe juttatható. [148]. 52
63 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA A termikus szórással készült bevonatok minőségjavításánál a két munkafázisból álló (1. termikus felszórás, 2. a bevonat újraolvasztása) módszert alkalmaztam. Az első fázisban termikus szórással (nagysebességű, vagy plazmaszórással) egy porózus bevonat kerül a munkadarab (alaptest, szubsztrátum) előkészített felületére. A 2. fázisban egy erre alkalmas hőforrással a bevonat újraolvasztását végzik. A termikus szórással készült bevonat az alaptesthez való adhéziós tapadáson alapul, vagyis nincs kohéziós kapcsolat a réteg és az alaptest között. A NiCrBSi bevonatok adhéziós tapadását számos kutató vizsgálta. Korábbi tapasztalataim alapján az ilyen rétegek alkalmazási területe korlátozott. A vizsgálataim során ezért arra törekedtem, hogy az adhéziós kötésű NiCrBSi rétegek alaptesthez való kötését kohéziós jellegűvé alakítsam, lehetőleg úgy, hogy a réteg és alaptest között a keveredés minimális értéken maradjon Vizsgálati terv A vizsgálataim során célul tűztem ki, hogy a termikus szórással felvitt NiCrBSi réteg minőségét újraolvasztással javítsam. A szakirodalom számos olyan hőforrással való újraolvasztásról számol be, amelyeket a gyakorlatban széleskörűen alkalmaznak (3.7. ábra). A vizsgálataim tervezésénél olyan hőforrást és újraolvasztási módszert választottam, amelyek alkalmazása a lehető legkisebb hőbevitel mellett jó minőségű réteget eredményez. A szakirodalom ajánlásait is figyelembe vevő vizsgálati tervemet az 5.1. ábrán mutatom be. A vizsgálatok megtervezésénél nál arra törekedtem, hogy olyan kemény réteget tudjak létrehozni, amely az ipari gyakorlatban a járműipari alkatrészek felújításánál és az új gyártmányoknál alkalmazható, ezért olyan NiCrBSi port választottam, amely az újraolvasztás után kb. 60 HRC keménységű réteget eredményez. A kísérleti terv kialakításánál számos korábbi vizsgálatom eredményét vettem figyelembe. A legkorábbi kísérleteim során a lánggal való újraolvasztásban szereztem tapasztalatokat, amellyel az alapfém és a bevonat között jó minőségű kohéziós kötés hozható létre, de a jelentős hőbevitel miatt a munkadarab erősen deformálódik és jelentős maradó feszültség keletkezik. Az is figyelemre méltó, hogy az alapfém hőkezelési állapota erősen megváltozik, a hőhatásövezet nagysága pedig erősen befolyásolja az adott alkatrész élettartamát. A döntő kísérleti munka során olyan hőforrást alkalmaztam, amely egy jól behatárolható felületre sugározza a szükséges energiát. Ez a módszer a felületi technológiákhoz kifejlesztett ún. kevert diódalézeres (HPMDL) hőforrással valósítható meg. 53

64 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA 5.1. ábra. Vizsgálati terv A kísérletek tervezésénél olyan vizsgálatokat választottam, amelyekkel egyértelműen igazolható a választott eljárás hasznossága és a bevonati réteg minőségének javulása. A HPMDLes újraolvasztó eljárást jelenleg főleg felületi hőkezelésre használják, ezért a NiCrBSi réteg újraolvasztására elvégzett kísérletek teljesen újszerűek, vagyis tudomásom szerint ezt a módszert én alkalmaztam először ilyen célra A NiCrBSi porok vizsgálata A NiCrBSi ötvözeteket általában por alakjában használják fel. A porok készítésénél az indukciós kemencében megolvasztott olvadékot porlasztják, majd a lehűtés és szárítás után osztályozzák és csomagolják. A porgyártás egy nagyon fontos művelete a porlasztás, ezen belül kiemelt szerepe van az alkalmazott porlasztó közegnek. Ehhez a művelethez, víz vagy gázok (levegő, nitrogén és nemesgázok) alkalmazhatók. A vízzel való porlasztásnál számos hiba jelentkezhet az előállított porban. Minden olyan cég, amely kiváló minőségű por előállítására törekszik, a porlasztáshoz gázt alkalmaz. Legjobb porminőség nemesgáz (pl. argon) alkalmazásával érhető el. Az 5.2. ábrán olyan NiCrBSi porötvözet szemcséi láthatók, amelyek jól alkalmazhatók termikus szórásra és az azt követő újraolvasztás során pórusokban szegény réteg alakul ki. 54
 5.3. ábra. Termikus szóráshoz gyártott, hibás por (Castolin 16219) szemcséi a vizsgált 1-es és 2-es szemcse megjelölésével Az 5.3. ábrán olyan por szemcséi láthatók, amelyet nem célszerű termikus szóráshoz hozaganyagként felhasználni.")
65 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA 5.2. ábra. Termikus szóráshoz gyártott por szemcséi (Commersald 23 PSP) 5.3. ábra. Termikus szóráshoz gyártott, hibás por (Castolin 16219) szemcséi a vizsgált 1-es és 2-es szemcse megjelölésével Az 5.3. ábrán olyan por szemcséi láthatók, amelyet nem célszerű termikus szóráshoz hozaganyagként felhasználni. Az ilyen porok más technológiákhoz (pl. a felületre szórva és indukciós módszerrel megolvasztva) alkalmazhatók. Ezeket a porokat vízzel való porlasztással állították elő, mivel ez jóval olcsóbb, mint pl. az argonnal porlasztás. Ezt a port vegyvizsgálatnak vetettük alá és egy megfelelőnek vélt és egy hibásnak talált szemcsét elemeztünk. A nem megfelelőnek talált por ép szemcséjének vizsgálata azt mutatta, hogy annak összetétele csaknem tiszta Ni (az 5.4. ábra szerint 91,47 %). 55
66 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA 5.4. ábra. Az 5.3. ábrán 1-es számmal megjelölt hely (hibás szemcse) vegyi összetétele A 1-es mérési hely (hibás szemcse) összetétele az 5.4. ábrán láthatóan Ni-ben gazdag és Crban szegény. A szórást követően az ilyen összetételű szemcséből biztosan nem alakul ki a megfelelő keménységű réteg. A 2. mérési helyen lévő alaktalan szemcse összetétele (5.5. ábra) még rosszabb és ez pl. alumíniumot is tartalmaz, amely a vizsgált pornak egy fémes szennyeződése ábra. Az 5.3. ábrán 2-es számmal megjelölt (hibás szemcse) vegyi összetétele Az 5.6. ábrán olyan hibás szemcse látható, amelyről teljes biztonsággal állítható, hogy a bevonatban zárványhibát fog okozni.az ilyen porok alkalmazását mindenképpen kerülni kell olyan helyeken, ahol a munkadarab felületi tisztasága és épsége lényeges követelmény. Ezeket a porokat olyan helyen még felhasználni, ahol a felület minőségére nincsenek különösebb követelmények, pl. mezőgazdasági szerszámok élrétegeinek felvitele. 56
 az újraolvasztás során zárványos bevonat alakul ki, amely az alkatrész megmunkálása során selejtet okozhat.")

67 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA 5.6. ábra. Egy kiemelt szemcse durva hibája Az ilyen durva hibákat tartalmazó porból (Castolin 16219) az újraolvasztás során zárványos bevonat alakul ki, amely az alkatrész megmunkálása során selejtet okozhat A bevonatokban előforduló hibák elemzése A megmunkálás során felszínre került nemfémes zárvány példája látható az 5.7. ábrán. Ez a hiba olyan mértékű, hogy a jelentős költséggel előállított munkadarabot már nem szabad a megrendelő felé kiszállítani, mivel a hiba a kész szerszámfelületet használhatatlanná teszi ábra. A bevonatban maradt nemfémes zárvány. (Marószer 4 %-os HNO 3 ) A megmunkálás során felszínre került zárvány látható az 5.8. ábrán, amely alumíniumot és különféle oxidokat tartalmaz. Az 5.9. ábrán egy gázzárvány látható. Feltehetően a szórási művelet vagy az újraolvasztás során került a rétegbe. Ezek a hibák mind elkerülhetők, ha a száraz állapotú port felhasználás előtt nagyon gondos szemcseméret, összetétel és morfológiai vizsgálatoknak vetik alá. 57
 5.9. ábra. Gázzárvány a NiCrBSi rétegben.")
 Az 5.10.")
 szórt bevonat, továbbá az előmelegítés hiánya miatti gyors")
68 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA 5.8. ábra. Fémes zárvány a NiCrBSi rétegben. (Marószer 3 %-os HNO 3 ) 5.9. ábra. Gázzárvány a NiCrBSi rétegben. (Marószer 4 %-os HNO 3 ) ábra. Repedések a bevonatban. (Marószer 4 %-os HNO 3 ) Az ábrán olyan bevonat hosszmetszete látható, amelyben a lézersugaras újraolvasztás során keletkezett repedés. Ennek oka a túlzottan vastag (mintegy 1,5 mm) szórt bevonat, továbbá az előmelegítés hiánya miatti gyors lehűlés volt. Az előzőekben négy olyan mintadarab hibáit mutattam be, amelyek gondos hozaganyag választással és a megfelelő technológia al- 58
69 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA kalmazásával elkerülhetők lettek volna. A hibaokok tekintetében a következő megállapításokra jutottam: A feltárt zárványok a réteg újraolvasztásakor keletkeztek és ebben szerepe van a rossz minőségű porok felhasználásának (5.7., 5.8. és 5.9. ábra). Megfelelő minőségű szórópor felhasználásakor a zárványok a technológiai műveletek hibás tervezésére és végrehajtására vezethetők vissza. A hibamegelőzés érdekében megfontolandó a porok felszórás előtti metallográfiai vizsgálatát elvégezni vagy elvégeztetni Lánggal szórt és lánggal újraolvasztott bevonatok vizsgálata Az alaptestek C45E minőségű (MSZ EN ) acélból készült, 80 x 40 x 10 mm méretű próbatestek voltak. A kísérleti darabok elkészítéséhez a MOGUL METALLIZING GmbH., Sollingen N 60-1 NiCrBSi porötvözete került felhasználásra (5.1. táblázat) táblázat. A felhasznált NiCrBSi por összetétele és jellemzői Vegyi összetétel tömegszázalékban N 60-1 Cr Si B C Fe Ni 15,0 4,30 3,10 0,75 3,50 Maradék Részecskeméret, µm Olvadási hőköz C Rétegkeménység, HRC 62 A téglalapszelvényű, melegen hengerelt próbatesteket korund szemcsés szórással előkészítettük, majd 250 o C-ra előmelegítettük és az N 60-1 NiCrBSi porötvözet felhasználásával egylépcsős felületbevonó eljárást alkalmaztunk, amikor a réteget lángporszórással (FS) vittük fel és lánggal olvasztottuk újra. A felület előkészítéshez célszerű 0,8...1 mm szemcseméretű (fehér színű) elektrokorundot választani, amellyel biztosítható az optimális felületi érdesség (R a =2...8 µm). A szemcseszórással érdesített felület segíti a felszórt por tapadását (mechanikai kötés) és megkönnyíti a képződött réteg olvasztását is. A 250 C-ra előmelegített alaptestek N 60-1 porral való felszórását és a réteg újraolvasztását egy lépésben végeztük el. Az elkészült próbatestek duzzasztott perlit porba helyezve 24 h alatt hűltek le kb. 30 C hőmérsékletre A lánggal újraolvasztott NiCrBSi bevonat szövetszerkezete A SEM - EDXMA elemzést ZEISS MA 10 típusú elektronmikroszkóppal végeztük a Miskolci Egyetem Fémtani, Képlékenyalakítási és Nanotechnológiai Intézetének Komplex Képelemző és Szerkezetvizsgáló (LISA) Laboratóriumában. Az ábrán egy LV láng-szórt és megolvasztott NiCrBSi bevonat (MOGUL N 60-1 por) mikroszerkezete látható. A réteg vastagsága 1,5 mm volt. Megfigyelhető, hogy a réteg szinte teljesen porozitásmentes. Az N 60-1 márkajelzésű NiCrBSi porokkal felszórt és lánggal újraolvasztott mintát SEM elektronmikroszkóppal vizsgáltuk. Az ábrán látható sötétebb részek az egyenletesen eloszló keményfázisok jelenlétére utalnak. 59
 Az 5.12. ábrán a lánggal szórt és újraolvasztott réteg kémiai összetételének alakulását mutatjuk be a réteg teljes vastagsága mentén.")
70 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA ábra. LV lánggal szórt és egyidejűleg újraolvasztott NiCrBSi bevonat. (Por MOGUL N 60-1, Marószer 4 %-os HNO 3 ) Az ábrán a lánggal szórt és újraolvasztott réteg kémiai összetételének alakulását mutatjuk be a réteg teljes vastagsága mentén. Az EDXMA elemzésnél szembetűnő a rétegek magas Cr tartalma, amely a keményfázisok jelenlétére utal ábra. LV lánggal szórt és egyidejűleg olvasztott NiCrBSi bevonat (Por MOGUL N 60-1) átlagos vegyi összetétele Az ábra lánggal szórt és egyidejűleg megolvasztott NiCrBSi bevonat mikroszkópi képét mutatja be. A világos rész egy dendrites szerkezetű Ni szilárd oldat; a sötétebb egyenletesen eloszló, nagy Cr-tartalmú keményfázis. Az EDS elemzésnél szembetűnő a rétegek magas Cr tartalma, amely a kemény fázisok (krómkarbidok és krómboridok, főleg Cr 7 C 3 és CrB) jelenlétére utal. Ez a vizsgálat megerősíti a irodalmi hivatkozásokban közölt eredményeket, amelyek szerint a Ni-mátrixban elhelyezkedő keményfázis szigeteket különféle komplex karbidok és boridok alkotják. A réteg újraolvasztásánál jelentős szerepe van a hőáramnak, amelyet az oxigén-acetilénégő helyes megválasztásával és a láng pontos beszabályozásával tudunk elérni. Amennyiben túl kicsi a hőáram, akkor a réteg nem, vagy csak részlegesen olvad meg és nem alakul ki megfelelő kötés az alapfémmel. 60
 Az 5.13.")
71 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA ábra. LV lánggal szórt és egyidejűleg újraolvasztott NiCrBSi bevonat (Por MOGUL N 60-1, Marószer 4 %-os HNO 3 ) Az ábrán öt jellegzetes területet választottunk ki, amelyek vegyi összetételét azonosítási és összehasonlítási célzattal meghatároztuk (5.2. táblázat) táblázat. LV lánggal szórt és egyidejűleg megolvasztott NiCrBSi bevonat (Por MOGUL N 60-1) vegyi összetétele az ábra szerint megjelölt helyeken Vizsgált fázis (K = Kα sugárzás) Átlag 1-es terület 2-es terület 3-as terület tömegszázalék 4-es terület 5-ös terület BK 0,53 C K 1,23 5,68 4,65 AlK 12,34 SiK 5,00 6,43 13,21 0,19 0,36 19,41 PK 0,69 CaK 0,82 TiK 0,90 CrK 17,98 5,62 3,03 83,53 76,30 29,78 FeK 4,25 5,24 1,84 1,58 3,79 2,23 NiK 72,77 82,71 81,93 4,92 13,87 29,19 Összesen 100,0 100,0 100,0 100,0 100,0 100,0 61
72 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA 5.5. Kis sebességű (LV) és nagysebességű (HVOF) szórással felvitt és CO 2 lézersugárral újraolvasztott NiCrBSi bevonatok vizsgálata Próbatestek készítése kis- és nagynagysebességű szórással Az alaptest C45E minőségű (MSZ EN ) acélból készült, 50 mm átmérőjű, 300 mm hosszú próbatestek voltak, amelyeket 0,8 mm szemcseméretű korunddal érdesítettünk. A felhasznált acél próbatest összetételét a gyártóműi bizonylat alapján az 5.3. táblázat tartalmazza. A kísérleti darabok elkészítéséhez az UTP UB és az UTP UB NiCrBSi porötvözetet került felhasználásra (5.4. táblázat) táblázat. A próbatestek készítéséhez használt acél vegyi összetétele Az acél Összetétel tömegszázalékban Keménység, HV minősége C Mn Si Normalizált Nemesített C45E 0,45 0,60 0, táblázat. A felhasznált NiCrBSi por vegyi összetétele és jellemzői Összetétel tömegszázalékban UTP UB Cr Si B C Fe Ni 15,0 4,40 3,20 0,75 3,50 Maradék Részecskeméret, µm Olvadási hőköz, C Rétegkeménység, HRC 60 A termikus szórás az UTP UB por esetében UNI-SPRAY-YET kissebességű, míg az UTP UB esetében Metco 5P jelű nagysebességű szórópisztollyal történt, az 5.5. táblázat szerinti beállítási értékek mellett. A termikus szórást szórókabinban végeztük a forgató készülékbe befogott előkészített alaptest lassú forgatása közben (n=40 1/min). Az ábrán egy LV lángszórt NiCrBSi bevonat (por UTP UB 25-60) mikroszerkezete látható. A réteg átlagos vastagsága 1,1 mm volt. Figyelmet érdemel, hogy a réteg porozitása jelentős (kb.15 tf.%), és a réteg a termikusan szórt bevonatokra jellemzően egyenetlen réteges szerkezetű. Az ábrán jól látható a termikus szórással felvitt bevonatokra jellemző üregesség és salakosság, amely csak a szakszerűen és megfelelő hőforrással végzett újraolvasztási művelettel csökkenthető, vagy szüntethető meg. A salakosság és üregesség megszüntetésére lézersugaras hőforrás alkalmazása mutatkozik a legkedvezőbb megoldásnak. Az üregesség és salakosság gyakoriságának mennyiségi jellemzésére a két hibafajta térfogati sűrűségét alkalmazom: 62

73 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA V d c c = 100 %, (5.1) V l V d s s = 100 %. (5.2) V l 5.5. táblázat A kis- és nagysebességű szórás jellemzői Jellemzők Beállított értékek A szórópisztoly típusa Metco 5P UNI-SPRAY-YET Propán nyomása, bar 3,5 - Propán térfogatáram, l/min 11,0 - Acetilén nyomása, bar - 2,0 Acetilén térfogatáram, l/min - 8,0 Oxigén nyomása, bar 4,5 2,5 Oxigén térfogatáram, l/min Por tömegáram, g/min Szórási távolság, mm Szórási sebesség, m/s A szórópisztoly sebessége, mm/s ábra LV lánggal szórt NiCrBSi bevonat. (Marószer 4 %-os HNO 3 ) Az ábrán egy HVOF lángszórt NiCrBSi bevonat (por UTP UB 27-60) mikroszerkezete látható. A réteg vastagsága 1,0 mm. Megfigyelhető a réteg jóval kisebb porozitása (kb. 5 tf.%). A nagysebességű (HVOF) lángszórással készült bevonatok egyenletesebb és finomabb szerkezetűek, de ennél is a szórt rétegekre jellemző egyenetlen réteges szerkezet látható. 63

74 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA ábra HVOF lánggal szórt NiCrBSi bevonat. (Marószer 4 %-os HNO 3 ) A szórt réteg újraolvasztása CO2 lézersugaras hőforrással A nagysebességű termikus szórással felvitt NiCrBSi bevonatok újraolvasztására a Bay ATI Intézetben elhelyezett TRUMF TLC 105 típusjelű, P=5 kw teljesítményű CO 2 lézersugaras berendezéssel került sor az 5.6. táblázatban összefoglalt technológiai beállításokkal.a forgácsolással előkészített, 200 mm hosszú és 60 mm átmérőjű próbatestek szemcseszórással előkészítve és 250 o C hőmérsékletre előmelegítve kis- és nagysebességű szórással, UTP UB és UTP UB jelű NiCrBSi porral felszórva kerültek újraolvasztásra táblázat. A CO 2 lézersugaras berendezés beállításai Frekvencia f, Hz Impulzusidő t p, µs Előtolási sebesség v e, mm/s Fókuszátmérő d f, mm Az újraolvasztási kísérletek után az elkészült darabokon a megfelelő darabolás és előkészítés után mikrokeménység mérésre és pásztázó elektronmikroszkópos vizsgálatokra került sor. Az és ábra lézersugárral újraolvasztott NiCrBSi bevonatok szerkezetét mutatja be. A világos rész egy dendrites szerkezetű Ni szilárd oldat, a sötétebb egyenletesen eloszló nagy Cr-tartalmú keményfázis. Az ábrák elemzésével megállapítottam azt is, hogy nagyobb hőbevitelnél a réteg alapanyaggal való jelentős mértékű felhígulása következett be. A lézersugár kis átmérője (3 mm) nem teszi lehetővé a nagyobb sávszélességű újraolvasztást. Az EDS elemzésnél szembetűnő a rétegek magas Cr tartalma, amely a keményfázisok (krómkarbidok és boridok, főleg Cr 7 C 3 és CrB) jelenlétére utal. Mindkét NiCrBSi por összetétele megegyezett, csupán a szemcseméret változott (nagysebességű szórásnál nagyobb méretű szemcsék szükségesek), ezért a szövetké- 64


75 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA pek is hasonlóak. Az ábrán látható, hogy a szórt réteg újraolvasztása során jelentős felhígulás volt tapasztalható a réteg és az alaptest határán. Ebből az a következtetés vonható le, hogy a lézernyaláb energiaszintjét csökkenteni kell annak érdekében, hogy az alaptest anyaga kevésbé olvadjon meg. Az ábra késztetett arra, hogy a CO 2 gázlézer helyett olyan lézerhőforrást keressek, amelynél a sugárnyaláb intenzitása jobban és szélesebb határok között szabályozható ábra LV FS lángporszórással készült és lézersugárral megolvasztott NiCrBSi bevonat mikroszerkezete (Marószer 4 %-os HNO 3 ) ábra HVOF FS lángporszórással készült és lézersugárral megolvasztott NiCrBSi bevonat mikroszerkezete (Marószer 4 %-os HNO 3 ) 65
76 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA A vizsgálatok során megállapítást nyert, hogy a CO 2 lézersugaras hőforrást alkalmazva az újraolvasztási művelethez tömör, kohéziós kötést eredményező bevonat létrehozására van lehetőség A termikusan szórt és az újraolvasztott bevonat mikrokeménység vizsgálata A mikrokeménység vizsgálatokat az EN ISO 6507 szabvány szerint végeztük Mitutoyo MVK-H1 típusú készülékkel, Vickers szerint, 1 N terhelés mellett. A szórt és lézersugárral újraolvasztott bevonatokban mért Vickers mikrokeménység értékek az 5.7. táblázatban kerültek összefoglalásra. A mikrokeménység méréseket a termikus szórással felvitt és a lézersugárral újraolvasztott bevonatokon végeztük 1 N terhelés mellett a rétegfelülettől az alaptest felé haladva. A keménységeloszlásokat az és ábrák szemléltetik ábra. A mikrokeménység-mérés eredményei UTP UB jelű NiCrBSi ötvözettel felszórt és újraolvasztott bevonatban, a felülettől az alaptest felé haladva ábra. A mikrokeménység-mérés eredményei az UTP UB jelű NiCrBSi ötvözettel felszórt és újraolvasztott bevonatban, a felülettől az alaptest felé haladva 66
77 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA Mérési hely (0,1 mm) C 2 H 2 -O 2 lánggal szórt 5.7. táblázat. Vickers mikrokeménység vizsgálati eredmények Próbatest No.005 Próbatest No.007 Por: UTP UB Por: UTP UB Lézersugárral újraolvasztott HVOF eljárással szórt Lézersugárral újraolvasztott Vickers mikrokeménység; Terhelés 1 N 1, , , , , , , , , , , , , , , , , A bevonat fázisösszetételének vizsgálata A fázisazonosítást detektor oldali monokromátorral ellátott Philips PW 1830 típusú röntgen-diffraktométerrel végeztük a Miskolci Egyetem Fémtani, Képlékenyalakítási és Nanotechnológiai Intézetének Komplex Képelemző és Szerkezetvizsgáló (LISA) Laboratóriumában. A vizsgálati paraméterek az alábbiak voltak: 40 kv csőfeszültség, 30 ma csőáram; CuKα röntgensugárzás; 0,05 lépésköz ( 2); 10 s gyűjtési idő. A röntgendiffrakciós fázisazonosítás kimutatta, hogy a Ni fázis reflexiói el vannak tolódva, aminek oka a fázis oldott ötvöző tartalma. Az ábrán látható (N 60-1 jelű NiCrBSi por felhasználásával készült) bevonaton a Ni és Ni 3 B fázisok mellett megjelenik a krómborid két módosulata, a zeta-crb és a Cr 2 B is. Az XRD elemzés jelentős mennyiségű vegyületfázis jelenlétét tárta fel a megolvasztott NiCrBSi bevonatban. A bevonatban lévő Ni, Cr, Fe elemek periódusos rendszerben is látható közelsége nehezíti a szövetszerkezet pontos összetételének meghatározását. Végül is az EDS és XRD vizsgálatok azt mutatják, hogy az újraolvasztott Ni- 67
78 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA alapú bevonatokban a Ni-mátrixban (Cr,Fe) 7 C 3, CrB, és Ni 3 B, (Cr,Fe) 7 C 3, CrB, és Ni 3 B összetételű kemény vegyületfázisok figyelhetők meg ábra. XRD vizsgálat eredményei az N 60-1 jelű NiCrBSi por felhasználásával készült bevonaton A vizsgálatok eredményeinek összefoglalása, következtetések Az ábrán kissebességű (LV) szórással felvitt (UTP UB 25-60) és nagysebességű (HVOF) szórással felvitt, majd lézersugárral újraolvasztott bevonat került elemzésre. A vizsgálati eredményekből az alábbi következtetéseket vonom le: A lánggal újraolvasztott bevonatban egy finom, egyenletes eloszlású kemény fázis jelenléte figyelhető meg. A vizsgálatok azt mutatják, hogy a lánggal történt újraolvasztás elősegíti a dendrites mikroszerkezet kialakulását és jelentős mértékben csökkenti a bevonat porozitását. A bevonat lánggal történő újraolvasztása lehetővé teszi a tömörebb, finomabb szerkezetű és repedésmentes bevonatok kialakítását. A réteg lánggal végzett újraolvasztásakor a hőbevitel minél alacsonyabb szinten tartására, továbbá a munkadarab lassú lehűtésére kell törekedni. A megolvasztott bevonatban különféle kemény vegyületfázisok figyelhetők meg, melyek Ni-mátrixban egyenletes eloszlásban helyezkednek el és jellemzően (Cr, Fe) 7 C 3, CrB, Ni 3 B(Cr, Fe) 7 C 3, CrB, és Ni 3 B összetételűek Nagysebességű szórással felvitt és kevert diódalézerrel újraolvasztott NiCrBSi bevonatok vizsgálata A korábbi vizsgálatokból az a tapasztalat vonható le, hogy a szórt NiCrBSi réteg a lánggal végzett újraolvasztás során jelentős hőbevitelt kap és az alaptest is túlhevül. Kisebb darabok esetén, pl. az alkalmazott 80x40x10 mm méretű próbatest közel a por olvadási hőközére ( o C) hevült. Ez a túlzott hőbevitel a munkadarab teljes keresztmetszetében megvál- 68

79 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA toztatta a szövetszerkezetet. A CO 2 lézersugaras újraolvasztás során nem tudtuk megfelelően beszabályozni a sugárnyaláb energiáját, ezért az újraolvasztott réteg jelentős felhígulását tapasztaltuk. Ennnek a hőforrásnak az alkalmazásával az újraolvasztott bevonat tömör és a felület teljesen sima volt. Ennek ellenére felmerült az az igény, hogy olyan lézersugárforrást találjunk ahol nagyobb fókuszfelületen a hőbevitel jobban szabályozható. Így jutottunk el a kevert lézersugaras (LMD) hőforráshoz Próbatestek készítése a további vizsgálatokhoz A kevertlézeres újraolvasztási technológia első kísérleteihez olyan alaptestet választottam, amely lehetővé teszi a széles olvasztási sávban való műveletet. Az olvasztási körülményeknek jobban megfelel az ábra szerinti lapos próbatest alkalmazása. Ezt a próbatest típust az LMD lézersugaras hőforrás szakértőjével konzultálva alakítottuk ki ábra. Az újraolvasztáshoz tervezett C45E anyagú alaptest Felületi érdességvizsgálat Az (EN ISO 4287 és EN ISO ) szabványok figyelembevételével két darab 300x40x10 mm méretű próbatestet választottunk ki, amelyeknek egyik, 300x40 mm méretű felületén a szemcseszórást elvégeztük. A szemcseszórással előkészített felület érdességvizsgálatát Mitutoyo SURFTEST SJ 410 készülékkel mértük (5.21. ábra) ábra. Felületi érdességvizsgálat a szemcseszórt felületen 69
80 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA 5.8. táblázat. Az érdességvizsgálat eredményei Próbatest sorszáma No15 Az elvégzett érdességvizsgálatok eredményeit az 5.8. táblázat tartalmazza. Az érdességvizsgálat a szemcseszórást követően 30 min-on belül történt meg. Az érdességmérés után a próbatestek érdesített felületének termikus szórását azonnal elkezdtük és 1 h-n belül befejeztük. Érdességvizsgálati jellemző Érdességi érték µm Próbatest sorszáma Érdességvizsgálati jellemző Érdességi érték µm Ra 6,95 Ra 7,1 Rq 8,80 No12 Rq 9,1 Rz 58,64 Rz 56, A felhasznált por SEM vizsgálata A vizsgálatokhoz a Metco szóróberendezéshez igazodva a Niborit 6-P jelű por került kiválasztásra, amelynek vegyi összetételét az 5.9. táblázat tartalmazza táblázat. A felhasznált Niborit 6-P jelű por vegyi összetétele és jellemzői Összetétel tömegszázalékban Niborit 6-P* Cr Si B C Fe Ni 16,93 4,40 3,70 0,9 3,82 Maradék Részecskeméret, µm Olvadási hőköz, C Rétegkeménység, HRC 63 *Powders of Böhler-UTP GmbH., Bad Krozingen, Deutschland A port pásztázó elektronmikroszkóppal vizsgáltuk és 2 db szemcsét kiválasztva mértük azok átmérőjét (17,6 és 46,1 µm). Megvizsgáltuk a por átlagos vegyi összetételét is (5.22. ábra). Megállapítást nyert, hogy mind a Cr, mind a Si tartalom eltér ugyan az 5.9. táblázatban megadott értékektől, de az eltérés nem jelentős. A vizsgált por szemcséi gömb alakúak, tömörek és nincsenek töredezett, meghatározatlan alakú szemcsék benne, ez az és ábrákon is jól látható. Összességében kijelenthető, hogy a választott por minden vonatkozásban kielégítette a minőségi elvárásokat és alkalmas a tervezett kísérletek elvégzéséhez. 70


81 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA ábra. A A vizsgált Niborit 6-P por átlagos vegyi összetétele ábra. Niborit 6-P NiCrBSi por szemcséi ábra. Niborit 6-P NiCrBSi por szemcséi nagyobb nagyításban 71
 szórással (az 5.10.")
82 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA Termikus szórás nagysebességű oxigén-propán láng hőforrással Az előkészítést követő érdességvizsgálat után a próbatestek termikus szórása nagysebességű (HVOF) szórással (az táblázatban feltüntetett jellemzők mellett) 1 h-n belül elkezdődött és 2 h-n belül befejezésre került. A próbatestek szórása (5.25. ábra) az erre rendszeresített szórókabinban történt, amelyben a nemkívánatos égéstermékek (füstgázok) elszívása a szórás művelete alatt folyamatos volt. A próbatesteket függőleges helyzetbe állítottuk és a nagysebességű szórófejet egy erre rendszeresített robotkarra erősítettük. A termikus szórást az egyenletes rétegvastagság elérése érdekében a szórófej függőleges irányú (fel-le) mozgatásával végeztük (5.26. ábra) táblázat. A nagysebességű oxigén-propán láng hőforrással végzett szórás jellemzői Technológiai adatok A nagysebességű szórópisztoly típusa Beállított értékek Metco 5 P Propán (C 3 H 8 ) nyomása, bar 3 Propán térfogatáram, l/min 62 Oxigén nyomása, bar 5,5 Oxigén térfogatáram, l/min 240 A szállított por tömegárama, g/min 60 Szórási távolság, mm 180 Szórási sebesség, m/s 450 A szórópisztoly haladási sebessége, mm/s ábra. Próbatestek készítése nagysebességű lángporszórással 72


83 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA ábra A próbestek szórásához használt függesztett robot és szórókabin A szórás művelete alatt minden próbatest 300 x 40 mm-es felületén a felvitt réteg vastagsága 450±10 µm értéken belül volt. Az elkészült próbatestek egy, a munkadarabok tárolására szolgáló asztalon hűltek le (5.27. ábra). A lehűlést követően a próbadarabokat a további műveletekig becsomagolva tároltuk ábra. Az elkészült próbatestek a hűtőasztalon A termikus szórással felvitt rétegek újraolvasztása Figyelembe véve, hogy a választott módszerrel a felszórt NiCrBSi réteg újraolvasztására nem volt gyakorlati tapasztalat, ezért az újraolvasztás tervezésénél és az táblázatban közölt technológiai jellemzők beállításánál főleg a korábbi hőkezeléseknél (pl. felületi edzésnél) alkalmazott értékekből indultunk ki, figyelembe véve az adott NiCrBSi ötvözet olvadási hőközének felső hőmérsékletét. A termikus szórással felvitt NiCrBSi réteg újraolvasztását a Fanuc robotra szerelt lézerfejjel végeztük, (5.28. ábra szerint) amely optikai kábellel csatlakozott a lézerdióda egységeket tartalmazó berendezéshez. 73

84 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA ábra. A szórt réteg újraolvasztása Fanuc robotra szerelt kevert diódalézer hőforrással Az újraolvasztási művelet alatt 2 db próbatest (No7. és No8. számú) 250 C-ra történő előmelegítése jól szabályozható villamos fűtésű kemencében történt 20 C-ról 250 C-ra, 1 h alatt megközelítőleg kb. 4 C/min sebességgel. A villamos-ellenállásfűtésű kemence a hevítési sebességet szabályozó elektronikával az ábrán látható ábra. A próbatest előmelegítésére szolgáló villamos fűtésű kemence Az újraolvasztási művelet a termikus szórást követően 24 h-n belül megkezdődött és kb 4 h alatt befejezésre került. A termikus szórással felvitt rétegek újraolvasztása 20 és 40 mm széles rétegek újraolvasztásával kezdődött. 74
85 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA táblázat. A próbatestek lézersugaras újraolvasztásához beállított paraméterek A próbatest sorszáma A lézersugár beállított teljesítmény szintje, W sebesség mm/s Szkennelési sávszélesség mm Az újraolvasztás megkezdése előtt eltelt idő w, s Előmelegítési hőmérséklet o C No No No No No ,15 No ,3 No ,3 250 No ,3 250 No ,3 No ,3 No ,3 No ,3 No ,3 No ,3 No15. HVOF termikus szórással készült, nem újraolvasztott No No ,5 40 0,3 250 A kísérletek tervezésénél arra törekedtem, hogy legyen összehasonlítási alap a termikusan szórt, majd lánggal és a kevert lézersugaras hőforrással újraolvasztott darabok között. Az No16. és No17. jelű próbatestek később kerültek újraolvasztásra. Ezeket nem vizsgáltuk. A kiválasztott 14 újraolvasztási kísérlet tapasztalatait a következőkben összegzem: az újraolvasztáshoz alkalmazott lézersugaras hőforrás messzemenőkig alkalmas a felszórt NiCrBSi réteg újraolvasztására, a bevonat újraolvasztásához a szükséges szélességi méretben ( mm x mm) beállítható az a fókuszfelület, amelyben az újraolvadás megtörténik, a próbatest előmelegítése nagymértékben segíti a réteg újraolvasztását, de a szükségesnél jóval nagyobb újraolvasztási hőbevitel beállítása (No8. jelű próbatest) nincs jó hatással a felület minőségére, a korábbi tapasztalatokkal ellentétben, a réteg jelentős keménysége ellenére sem keletkeztek repedések, 75

. A próbatest termikusan szórt felülete újraolvasztásának folyamatát az 5.31.")
86 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA az adott próbatest jellemzőit (C45E minőségű acél, 300 mmx40 mmx10 mm próbatest méret) és a 450 µm rétegvastagságot figyelembe véve az előmelegítésnek a réteg felületének minőségére nincs különösebben értékelhető szerepe ábra. Az újraolvasztási művelet figyelemmel kísérése külső monitoron A réteg újraolvasztása egy erre a célra rendszeresített kabinban történt. A technológiai folyamat külső helyről szemlélhető és monitoron ellenőrizhető (5.30. ábra). A próbatest termikusan szórt felülete újraolvasztásának folyamatát az ábrán látható monitoron folyamatosan követtük. Az újraolvasztott próbatest felületének hőmérséklete az újraolvasztás után 30 s-mal 75 o C volt. Az adott felületre fókuszált (20x2 mm és 40x6 mm) kevert lézersugár által keltett hőenergia döntő része csak a réteg megolvasztására fordítódott, az acél alaptest nem hevült fel olyan mértékben, hogy az eredeti hőkezelési állapot megváltozott volna ábra. A lézersugaras újraolvasztás folyamatának figyelemmel kísérése az osztott külső monitoron 76


87 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA A próbatestek hőmérséklet ellenőrzését az ábrán látható OPTRIS Laserlight digitális infrahőmérővel végeztük. Mértük a próbatestek előmelegítési, és az újraolvasztás utáni hőmérsékletét ábra. A próbatest hőmérsékletének ellenőrzése digitális infrahőmérővel A termikusan szórt és az újraolvasztott bevonatok keménysége A termikusan szórt, majd lehűlés után újraolvasztott próbadarabok felületi keménységét az ábrán látható SONODUR2 típusú ultrahangos keménységmérővel mértük. A méréseket minden próbatesten háromszor megismételtük és a mért értékeket az táblázatban összegeztük ábra. Keménységmérés ultrahangos keménységmérővel A mért keménységi értékekből messzemenő következtetést nem lehet levonni, viszont megállapítható, hogy legmagasabb keménységet az No7. próbatestnél végzett mérés adta, ennek a felülete volt az, amelyiknek kimagaslóan egyenletes a felülete. Az No15-ös termikusan szórt és a lánggal megolvasztott felületi rétegnél kisebb keménység mérhető, az eltérés nem szignifikáns. 77
88 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA táblázat. A vizsgálati próbatesteken mért Rockwell keménység értékek Próbatest olvasztási Mért keménységi értékek, HRC sáv 1. mérés 2. mérés 3. mérés Átlag ke- No1. 61,3 60,3 61,2 60,9 No2. 60,7 61,2 60,4 60,8 No3. 61,3 60, ,2 No4. 62, ,3 No5. 61,7 61, ,0 No6. 60,9 61,3 60,8 61,0 No7. 61,4 62,2 62,4 62,0 No8. 60,8 61,3 60,7 60,9 No9. 61,3 60,8 61,2 61,1 No10. 60,6 60,9 61,4 61,0 No11. 59,9 61,2 60,7 60,6 No12. 60,5 60,9 61,3 60,9 No13. 60,7 61,1 61,4 61,1 No14. 61,3 60,9 61,2 61,1 No15. 59,8 60,9 58,9 59,9 No16. 61,4 60,3 61,7 61,1 No17. 59,4 59,7 60,2 59,8 *Megjegyzés: Az No15. jelű termikus szórással készített próbatest nem került újraolvasztásra, mivel ez a későbbiekben összehasonlítási alapul szolgált. Az No16. és No17. próbatesteket vizsgálati tartalékként kezeltük A bevonat szövetszerkezetének vizsgálata optikai fénymikroszkóppal A vizsgált próbadarabokból mintát vettünk, amit kétkomponensű hidegen kötő gyantába ágyaztunk. A minták felületét mechanikusan SiC csiszolópapírral csiszoltuk, majd a mintákat 3, majd 1 µm-es szemnagyságú gyémánt pasztával políroztuk. A felületet először kovasavval marattuk, ami a réteg mikroszerkezetét láthatóvá tette (5.34. ábra). A kovasavas maratás előnye, hogy differencia interferencia kontraszt alkalmazásával is tanulmányozhattuk a fázisokat, ami a morfológia megismeréséhez jelentős segítséget nyújt. A felvételeket Zeiss AxioImager M1m mikroszkóppal készítettük. A mikroszkóp számítógép vezérelt tárgyasztallal működik, ami lehetőséget ad mozaikképek készítésére. Ezzel nagyobb terület dokumentálható azonos nagyításban, mind klasszikus felvételekkel. A kovasavat szilikagél vízben történő oldásával készítettük. Az elegy rész szilikagél és víz felhasználásával készült. 78



89 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA ábra. Az No8. minta rétegéről készült felvételek Az ábrán látható felső kép a teljes réteget mutatja. Az alsó két kép a felszín közeli intermetallikus vegyületeket tartalmazó rétegben készült. A bal oldali kép világos látótérben, a jobb oldali differencia interferencia kontraszttal készült. A kovasav nem marta az acélhordozó alapszövetét. Ezt a réteg mikroszerkezetének dokumentálása után 2 %-os Nitalban történő maratással tettük láthatóvá a felület mechanikus kezelése nélkül. A szövetszerkezet jellegzetes képét az ábrán mutatom be. A Nitalban történt maratás nem módosította a réteg mikroszerkezetét, azonban az alapszövet jól elkülönülő zónákra osztható. Hogy ez tanulmányozható legyen, ebben az esetben is mozaikképeket készítettünk. A rétegtől távol látható az alapszövet, ami perlitet körülvevő ferrithálóból áll. A felülethez közeledve egy fokozatosan finomodó szövetszerkezetet látunk, amiben jól kivehető a ferrit 79



90 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA jelenléte. Ez a hőhatást tekintve az a zóna, ahol részlegesen történt meg az ausztenitesedés, a ferrit nem, vagy csak részlegesen ausztenitesedett, majd a gyors lehűlés következtében ismételten átalakult. Ezt követi egy közepes szemcseméretű perlites zóna, ahol a ferrit alig kivehető. Ez a zóna már teljesen ausztenitesedett, és a gyors hűlés miatt vagy nem alakult ki a ferrit teljes egészében, vagy nagyon apró szemcsékben látható. A réteg mellett, a legmagasabb hőmérsékletű zónában több helyen újra látható a vékony a ferritháló, ami nagyobb nagyításban a gyors lehűlésének köszönhetően Widmanstätten jelleget mutat ábra. Az No8. minta hőhatáövezetéről készített mozaikfelvétel. Maga a hőhatásövezet jól kivehető a felvételen, és annak két része, a részlegesen és a teljesen ausztenitesedett rész. A zónák ismeretében már meg lehet mérni a hőhatásövezetben tapasztalható keménységértékeket. Ezt Wolpert Tukon 2100b keménységmérő berendezéssel mértük 10 N terheléssel, Vickers gúlával. Mindegyik említett zónában mértük a keménységet, a felülethez legközelebb eső vékony réteget kivéve, annak megállapítására, hogy mennyire változott meg a keménység az alapszövethez képest. A keménységméréskor a vonatkozó szabvány előírásait követtük ábra. Az No8. minta (bal oldal) és az No1. minta (jobb oldal) mikroszerkezete 80
91 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA Az 5.36 ábrán a bal oldalon az No8. minta, jobb oldalon az No1. minta mikroszerkezete látható. A réteg és alapanyag határa közelében a ferrit felszaporodása figyelhető meg Az No8. minta esetében a szemcsehatáron ferritszemcsék láthatók, amíg az No8. esetében a ferritháló Widmanstätten jellege figyelhető meg Képelemzés A képelemzés a látvány számszerű jellemzése. A képelemzéshez digitális képalkotó eszközzel, ami esetünkben a mikroszkóp kamerája, képet készítünk. Ez után a képek elemzéshez történő előkészítése következik, amikor szürkeárnyalatú képet készítünk és képátalakítással igyekszünk az elemzendő részletet kiemelni. A szegmentálással elválasztjuk a kiemelt részeket a kép többi részétől. Ha a szegmentálás nem tökéletes, akkor célszerűen alkalmazott képátalakításokkal korrigálható. Ezzel egy ún. bináris képet kapunk, amin csak a kiemelt rész látható. Ezután következik a mérés, ahol a képi jellemzőket számokkal leírjuk. Természetesen a képelemzés nem öncélú, ezért a a látványt a feladat szempontjából lényeges számszerű információkkal értékeljük. A hőhatásövezet jellemzése a mikroszkópi képek és a keménységmérés eredményei alapján teljeskörűen elvégezhető, így a képelemzéssel a rétegre koncentrálunk. A réteg egy vékony ferritsávval érintkezik az alapfémmel, amiből dendritesen növekszik a ferrit a réteg felülete felé. Ez a vas alapanyag rétegbe keveredésével magyarázható. Ezt egy diffúziós zóna követi, ahol a ferrit dendritek mellett kevés intermetallikus fázis található a rétegben. A ferrit dendritek végig megtalálhatók minden sávban. Kezeléstől függően a diffúziós zóna fölött durvább, illetve finomabb intermetallikus fázisok találhatók. A fenti leírásból látható, hogy a rétegek felépítése egy bizonyos sémát követ, és azonos fázisokból épül fel. Így ha a réteget akarom jellemezni, akkor a fázisok finomsága, a szerkezet jellemző mérete az egyik kulcsparaméter. Ahogy korábban már kiemeltem, a ferrit dendritek minden réteg minden zónájában megtalálhatók. A ferrit világos fázis, így a környezetétől könnyen elválasztható, amint az az ábrán is jól látható. Jellemzésére a szekunder dendritág mérés az elfogadott, aminek ismeretében akár a lehűlési viszonyokra is lehet becslést adni, nem csak a réteg tulajdonságaira. Érdekes a réteg vastagsága, ennek mérése egyszerű feladat, csak a növekvő dendriteket kell kiszűrni az elemzésből és az érték az ábra szerint egyszerűen megállapítható. A beolvadás erősségére információt kapunk a réteg és az alapfém határának hosszából, aminek meghatározásában a ferritréteg ugyancsak nagy szerepet játszik. A réteg így árnyalatában jól elválasztható az alapfémtől. Természetesen önmagában a hossz nem ad információt, csak a vizsgált szakasz hosszához viszonyítva. Így képeztem egy hányadost, ami, ha egy, akkor nem történt számottevő beolvadás. Egytől nagyobb számot kapva azonban az alapfém és a réteg keveredése jóval nagobb (5.39. ábra). 81






92 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA λ 2 λ 2 λ ábra. A ferrit dendritek szekunder ágtávolsága mérésének értelmezése az No1. mintadarabon ábra. A ferritréteg vastagságának mérése. Baloldali kép MA3 minta, jobb oldali kép No5. minta ábra. A réteg és az alapfém határának meghatározása. Jobb oldali kép MA2 minta, bal oldali kép No14. minta 82
 ZEISS MA 10 típusú SEM elektronmikroszkóppal végeztem a Miskolci Egyetem Fémtani,")
93 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA Pásztázó elektronmikroszkópos vizsgálatok A pásztázó elektronmikroszkópos vizsgálatokat (SEM - EDXMA elemzést) ZEISS MA 10 típusú SEM elektronmikroszkóppal végeztem a Miskolci Egyetem Fémtani, Képlékenyalakítási és Nanotechnológiai Intézetének Komplex Képelemző és Szerkezetvizsgáló (LISA) Laboratóriumában, az 5.5. fejezetben leírtakhoz hasonlóan. Az ábrán a kísérletekhez felhasznált (UTP-Böhler Niborit P-6 márkajelű por) SEM elemzése látható. Ez a NiCrBSi por a korábban használt MOGUL N 60-1 márkajelű por más cég által gyártott alternatívája ábra A UTP-Böhler Niborit P-6 márkajelű por összetétele A vizsgált por összetétele nagyon kis mértékben tér el a gyártó által szolgáltatott műbizonylaton szereplő értékektől. A korábbi morfológiai és vegyi összetétel vizsgálatok alapján ez a por a további kísérletekhez megfelelőnek bizonyult. Az No15. számú, nagysebességű szórással felvitt és nem újraolvasztott NiCrBSi bevonat szövetének szerkezete az ábrán látható. A réteg és az alaptest kötése a szórt rétegekre jellemzően adhéziós jellegű és porozitástól (üregektől) nem mentes. Az ábrán a szórt rétegben lévő néhány hibahelyet is megjelöltünk ábra. Nagysebességű szórással készített NiCrBSi réteg C45E alapanyagon. Por Böhler Niborit. Marószer 4 %-os HNO 3 83



94 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA Az ábrán látható termikusan szórt mintadarab mikroszkópi képe alapján egyértelmű feladatnak tűnik az ilyen bevonatok minőségének javítása. A további vizsgálatok során megmértük a réteg átlagos vastagságát, amely az ábrán látható próbatestnél 433 µm volt ábra. Átlagos rétegvastagság mérés a szórt rétegben. Marószer 4 %-os HNO 3 A szórt réteg összetételének vonal menti változása az alapanyagtól a réteg elé haladva az ábrán látható. A C45E alapanyag és bevonat között a kötési zónában egy éles határvonal jelenik meg, ez is bizonyítja, hogy a kötés teljes mértékben adhéziós jellegű ábra. Szórt réteg minta0-line 700x 1 vonalmenti elemzés (Marószer 4 %-os HNO 3, N = 700x) ábra. A termikus szórással készült próbatest alapanyag-réteg határa. (Marószer 4 %-os HNO 3 ) 84
 jelennek meg nagyobb menynyiségben. 5.45. ábra.")

95 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA Az ábra a C45E alapanyag és a szórt réteg kötési zónáját mutaja, hozzávetőlegesen 1000x-es nagyításban. Az ugyanolyan nagyítású ábrán megfigyelhető, hogy a határvonaltól balra a NiCrBSi ötvözetre jellemző ötvözők (Ni, Cr és Si) jelennek meg nagyobb menynyiségben ábra. Szórt réteg Minta0-line 2 Vonalmenti elemzés (Marószer 4 %-os HNO 3 N=1000x) A B tartalom kimutatására nem volt lehetőség, mivel a B alacsony rendszáma miatt az alkalmazott mikroszonda ezt az elemet nem tudja mérni. Az ábrán látható vonalmenti elemzés mutatja, hogy a szórt réteg és az alapanyag között nincs felkeveredés és a kötés adhéziós jejellegű. Az újraolvasztási kísérletek során a lézerforrás különböző haladási sebességei kerültek beállításra. A 15 próbatest közül az No5-ös, No7-es és No8-as próbatesteket további vizsgálatoknak vetettük alá, mivel a felületi mőségükből már látható volt, hogy ezek közelítik meg leginkább a magas minőségi elvárásokat. Az táblázat szerinti paraméterekkel újraolvasztott No5. próbatest újraolvasztott rétegében 10 µm vastag diffúziós zóna figyelhető meg (5.46. ábra). A rétegben és az említett diffúziós zónában egy-egy pontot kijelölve, azok összetételét megvizsgáltuk. Az újraolvasztott réteg szinte teljesen hibamentesnek bizonyult ábra. No5-ös minta kevert lézerrel újraolvasztott réteg (Marószer 4 %-os HNO 3 ), 1-es és 2-es terület kijelölve 85
96 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA Az újraolvasztott rétegről összesen nyolc képet készítettünk, ebből a rétegben kijelölt 1-es terület összetétele az ábrán látható. A mért nagyon magas krómtartalom arra enged következtetni, hogy a vizsgált zónában krómkarbid található ábra. Az ábrán bejelölt 1-es terület vegyi összetétele A diffúziós zónában kijelölt 2-es pont összetétele az ábrán látható. A mért magas (7,97 %) krómtartalom krómkarbid jelenlétét valószínűsíti. Ugyanakkor a jelentős mennyiségű vas (Fe=20,45 %) jelenléte azt mutatja, hogy az alapanyag és a réteg közötti keveredés intenzív volt ábra. Az ábrán bejelölt 2-es terület (kevert, diffúziós zóna) vegyi összetétele A réteg átlagos vastagságát a SEM vizsgálatok során megmértük és az 436 µm volt (5.49. ábra). Az No5. jelű próbatest alapanyag-réteg átmenetének vonalmenti elemzése az ábrán látható. Az átmeneti zónában kb. 10 µm vastagságú vasban feldúsult zóna található. A vonalmenti elemzésben tapasztalható Cr és Si ingadozás a keményfázisok egyenletes eloszlására enged következtetni. 86

 Az 5.51.")

97 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA ábra. No5-ös próbatest. Az átlagos rétegvastagság mérése az újraolvasztott rétegben. (Marószer 4 %-os HNO 3 ) ábra. No5. próbatest vonalmenti elemzése (Marószer 4 %-os HNO 3, N=100x) Az ábra 2000x-es nagyításban mutatja a keményfázisok jelenlétét, amelyek a fotón sötétebb szigetek formájában láthatók ábra. No5. próbatest újraolvasztott rétege. (Marószer 4 % HNO 3,) Az újraolvasztott próbatestek felülete alapján a legjobb minőséget az No7. jelű próbatestnél értük el. 87

98 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA Az No7. jelű próbatest mikroszerkezetét az ábrán szemléltetjük. Az 500x nagyítású képen tömör, porozitásmentes réteg látható. A vzsgálatok megbízhatóságának növelése érdekében az egyes rétegekről minden esetben különböző nagyításokkal nyolc képet készítettünk ábra. No7. próbatest. 1-es és 2-es pont kijelölve. (Marószer 4 % HNO 3 ) A réteg megjelölt 1-es és 2-es felületi részén összetételi vizsgálatokat végeztünk, amelynek eredménye az és az ábrán látható. Az 5.53 ábra szerint az elemzés olyan szövetrészről készült, amely jelentős mennyiségű krómkarbidot tartalmaz ábra. No7-es próbatest, 1-es pont vegyi összetétele ábra. No7-es próbatest, 2-es pont vegyi összetétele 88


99 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA Az ábrán látható összetétel szerint a Cr tartalom 16,36 %, amely megfelel a kiinduló por összetételének és a mérés eredménye a Ni szilárd oldatra utal. A ábrán a No7. jelű próbatest újraolvasztott rétegének átlagos vastagságmérési eredménye látható, amely az adott esetben 398 µm volt. A képen mintegy 100x-os nagyításban látható a termikus szórással készített, majd teljesen újraolvasztott réteg ábra. No7-es próbatest. Átlagos rétegvastagság-mérés az újraolvasztott rétegben. (Marószer 4 %-os HNO 3 ) Az 5.56 ábra az No7. jelű próbatest az alaptest és az újraolvasztott réteg közötti átmenet vegyelemzését mutatja. Az átmeneti zónában a korábbihoz hasonlóan mértük a Ni, Cr, Si és a Fe tartalmat. Az alaptest és a réteg szinte teljesen elkülönül, nincs felhígulás, teljesen tiszta az újraolvasztott réteg ábra. No7. próbatest vonalmenti vegyelemzése. N=100x Az No8. próbatest vizsgálata több figyelmet igényel, mivel itt a próbatest készítésekor nagyobb hőbevitelt alkalmaztunk. Ezt a próbatesten megjelenő oxidált foltok is jelezték. Ebben az esetben a lézerfej 2 mm/s-os haladási sebessége kevésnek bizonyult. A lézersugárnyaláb teljesítményszintjét és a fej haladási sebeségét, ezzel a hőbevitelt szándékosan úgy állítottuk be, hogy a réteg túlhevüljön. Ezzel a próbatesttel akartuk szemlélteni, hogy mi történik a ré- 89

100 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA tegben, ha időegység alatt nagyobb a réteg újraolvasztásakor bevitt hőmennyiség, továbbá azt is figyeltük, hogy van-e felhígulás az alaptest anyagával. Az újraolvasztott réteg-alaptest átmeneti zónája az ábrán látható. Az alaptest és a réteg határán egy jól látható Fe-ban dús sáv látható. A továbbiakban vizsgáltuk az újraolvasztott tiszta réteg, a Fe-ban feldúsult sáv és az alaptest vegyi összetételét ábra. No8. próbatest 1-es, 2-es, 3-as és 4-es terület kijelölve. (Marószer 4 % -os HNO 3 ) A réteg vizsgálata során egy kb. 50 µm vastagságú diffúziós zónát észleltünk. Az alaptest és réteghatáron keletkezett sáv az erős kohéziós kötés mellet jelentős felhígulásra utal. Ugyanakkor az újraolvasztott rétegben a keményfázisok eloszlása jóval egyenletesebb, mint más újraolvasztási módszereknél. A réteg összetételének vizsgálatához négy mérési helyet választottunk ki. Az 1-es mérési hely magában a rétegben van és ennek vegyi összetétele az ábrán látható. A réteg Cr, Si, és Fe tartalma a felhasznált por összetételéből kiindulva nem túlzott. A rétegben lévő Mn eredete nem tisztázott, mivel ez a rétegben szennyezőként van jelen ábra No8. próbatest 1-es területének vegyi összetétele Az 2-es mérési pont a diffúziós rétegben helyezkedik el és ennek vegyi összetétele az ábrán látható. A réteg Cr és Si tartalma (figyelembe véve a kiinduló por összetételét) nem túlzott. A diffúziós réteg Fe tartalma viszont semmiképpen nem származhat a porból, csak az 90

101 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA alaptestként használt acélból. A rétegben lévő Mn eredete itt sem tisztázott, feltételezhető, hogy ez is az acél alaptestből származik ábra. No8. próbatest 2-es területének vegyi összetétele A 3-mas mérési hely a diffúziós réteg és az alaptest határvonalában lett kijelölve. Ennek az összetétele az ábrán látható. A réteg Cr és Si tartalma jóval kisebb, mint a rétegben, a határréteg Fe tartalma viszont jelentős és csakis az alaptestből származhat. A réteghatáron megjelenő Mn tartalom nagyobb, mint a korábbi méréseknél. Ez feltehetően az alaptestből származik, de ebben a mennyiségben a jelenléte még nem zavaró ábra. No8. próbatest 3-mas területének vegyi összetétele A 4-es mérési pont az alaptestben lett kijelölve. Ennek vegyi összetétele az ábrán látható. A réteg Cr, Si, Mn és Ni tartalma megfelel a C45E acél összetételének, bár a Mn és Ni tartalom lényegesen nagyobb, mint a megadott gyári adatok. Az alaptestben mért Mn és Ni tartalom itt kissé nagyobb, mint a korábbi méréseknél ábra. No8-as próbatest 4-es területének vegyi összetétele 91

102 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA Az ábra az No8. jelű próbatest vonalmenti vegyelemzését mutatja. Az elemzésnél az első mérési hely az alaptestben volt, amíg a további mérések a Fe-ban dús sávban és a rétegben történtek. A vonalmenti elemzésen megfigyelhető a vas változása: a diffúziós zónában a réteg belseje felé haladva mennyisége monoton csökken ábra. No8. próbatest vonalmenti vegyelemzése. Marószer 4 %-os HNO 3, N=100x A bevonat fázisösszetételének változása A fázisazonosítást a detektor oldali monokromátorral ellátott Philips PW 1830 típusú röntgen-diffraktométerrel végeztük. A vizsgálati paraméterek az alábbiak voltak: 40 kv csőfeszültség, 30 ma csőáram, CuKα röntgensugárzás, 0,05 lépésköz ( 2α), 10 s gyűjtési idő ábra. Az No5., No6., No7. és No8. próbatest XRD vizsgálatának eredményei 92
.")
103 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA A fázisazonosítás során négy próbatest vizsgálatára került sor, ezek az No5., No6., No7. és a No8. próbatestek voltak. Figyelembe véve, hogy mind a négy próbatesten azonos minőségű NiCrBSi réteg van, röntgendiffrakciós vizsgálatuk hasonló eredményt hozott (5.63. ábra). A röntgendiffrakciós fázisazonosítás kimutatta, hogy a Ni fázis reflexiói el vannak tolódva, aminek oka a fázis oldott ötvöző tartalma. Az ábrán látható (Niborit 6-P jelű NiCrBSi por felhasználásával készült) bevonaton a Ni és Ni 3 B fázisok mellett megjelenik a króm-borid két módosulata, a zeta-crb és a Cr 2 B. Az XRD elemzés a megolvasztott NiCrBSi bevonatban jelentős mennyiségű lehetséges fázisok összetételét is megmutatta. Végülis az EDS és XRD vizsgálatok során megállapítottuk, hogy az újraolvasztott és az általunk vizsgált Ni-alapú bevonatokban a Ni szilárd oldat mátrixban (Cr, Fe) 7 C 3, CrB, és Ni 3 B(Cr,Fe) 7 C 3, CrB, és Ni 3 B összetételű keményfázisok vannak jelen Mikrokeménység vizsgálat A mikrokeménység vizsgálatokat mind a 15 mintadarabon lefolytattuk. A méréseket az alaptest feltételezhetően érintetlen alapanyagában, az átmeneti zónában, a hőhatásövezetben és a rétegben végeztük el. A méréseket Wolpert Tukon 2100b mikrokeménység-mérővel mértük és az eredményeket az táblázatban foglaltuk össze és az ábrán szemléltetjük. A mérési eredmények azt mutatják, hogy az egyes mintadarabok alapanyagban meghatározott értékek közel azonosak. Az átmeneti zóna mikrokeménysége (azoknál a mintadaraboknál, amelyeknél 40 mm szélességű újraolvasztást végeztünk) kisebb, mint a 20 mm széles sávon újraolvasztott mintadaraboknál ábra. Mikrokeménység mérési eredmények 93
104 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA táblázat. Mikrokeménység mérési eredmények az No1...No15. jelű próbatesteken Próbatest jele No1. No2. No3. No4. No5. No6. No7. No8. Alapanyag Alaptest Átmeneti zóna Hőhatásövezet Réteg Próbatest jele Alapanyag Alaptest Átmeneti zóna No ,9 247, , No ,3 319,0 784, , No , No ,0 201,0 243,0 374,0 682, No , ,0 203,0 270,0 431,0 760, No , , No ,0 218, , ,0 222, Hőhatásövezet Réteg 94

105 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA A hőhatásövezet mikrokeménységértékei hasonlóan kisebbek, mint a 20 mm széles sávon újraolvasztott mintadaraboknál. A réteg keménysége az No5., No6., No7. és No8. mintadarabok mindegyikénél 700 HV fölött volt. Az No8. mintadarabnál a kisebb mért mikrokeménység oka a nagyobb hőbevitel következménye. Az No15. mintadarabnál az alapanyagban mért keménységi értékek a többi próbatestekkel azonosak, ugyanakkor a szórt réteg keménysége sokkal kisebb, mint az újraolvasztott rétegeknél A nagysebességű szórással felvitt NiCrBSi rétegek CO 2 lézersugaras és kevert lézersugaras újraolvasztásának összehasonlítása A termikus szórással létrehozott NiCrBSi bevonatok minőségét ahhoz, hogy kielégítsék a velük szemben támasztott követelményeket, vagyis, hogy ellenálljanak azoknak az igénybevételeknek, amelyek fellépnek a kész termék működése közben (koptató hatás, korrózió, növelt hőmérséklet) újraolvasztással kell javítani. Az ábrán látható réteg aligha lenne használható üzemeltetés közben, mivel prognosztizálható, hogy a bevonat egyszerűen leválna a felületről ábra. Termikus szórással felvitt bevonat újraolvasztás nélkül. (Marószer 4 %-os HNO 3, N=200x) A nagysebességű szórással felvitt rétegek újraolvasztása többféle hőforrással lehetséges. A lánggal végzett újraolvasztás korábban az egyik legeredményesebb és leggazdaságosabb módszernek számított. Egyedi esetekben szinte nem is használható más technológia (pl. a helyszínen történt javításoknál, vagy mezőgazdasági talajművelő szerszám meghibásodásakor) szinte csak ez az újraolvasztási módszer jöhet szóba. A termikus szórást azonnal követi az újraolvasztás és szükség esetén még további poradagolással a bevonat vastagsága is megnövelhető. A lézersugaras megolvasztásnál a sugárforrás helyhez kötött (sőt a CO 2, vagy a Nd:YAG lézer esetében még különleges gépalapozás is szükséges) tekintettel arra, hogy a zavartalan működtetéshez a berendezés rezgésmentesítése is szükséges. A CO 2 és a Nd:YAG lézersugár-források meglehetősen intenzív és kemény, 1 3 mm átmérőjű sugárnyalábbal kis fókuszfelületen való újraolvasztást tesznek lehetővé, így kb. 5 6 mm szélességű sávokban végezhető a művelet. Ugyanakkor az egyes újraolvasztási sávok kb. 1/3 szélességben fedik egymást, tehát a réteg egyes részei kétszer is jelentős hőhatás- 95
. 5.66. ábra. CO 2 lézersugaras hőforrással újraolvasztott bevonat hőhatásövezete.")
 kemény rétegek nagyon sok esetben megrepednek.")
106 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA nak vannak kitéve, elvileg kétszer is újraolvadnak. Ennek a keskeny sávonkénti újraolvasztásnak az a következménye, hogy a hőhatásövezet meglehetősen hullámossá válik (5.66. ábra) ábra. CO 2 lézersugaras hőforrással újraolvasztott bevonat hőhatásövezete. Marószer 4 %-os HNO 3 Ugyanakkor a hőhatásövezet vastagsága nem számottevő, így a kezelt alkatrész hőkezelési állapota csak egy vékony rétegben változik meg. Mindkét lézer hőforrásnál a fókuszfelületen történt intenzív hőbevitelt követően az alaptest gyors lehűlésének hatására a vastagabb (500 µm fölötti) kemény rétegek nagyon sok esetben megrepednek. Az ábrán az No7. próbatestből kimetszett és előkészített, majd maratott minta rétegalaptest átmenete látható 200x nagyításban. Az ábrán megfigyelhető, hogy az alaptest anyagával nincs felhígulás ábra. LMD kevertlézersugaras hőforrással újraolvasztott bevonat hőhatásövezete. Marószer 4 %-os HNO 3, Nagyítás: 200x A kevert lézersugaras (LMD) hőforrás bevonat újraolvasztására való alkalmazására eddig nem volt tapasztalat. Ez a hőforrás 1 10 mm széles és mm hosszú sávban képes a ré- 96
107 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA teg újraolvasztására. A művelet során egyetlen esetben sem tapasztaltam repedést. A kísérletek során a korábban beállított paraméterekkel négy próbadarab (No5-ös, No6-os, No7-es és a No8-as) készítésénél beállított értékekkel a kísérletet egy későbbi időpontban megismételtem. Ezeknél a próbatesteknél egyetlen esetben sem tapasztaltam repedést. Az elvégzett újraolvasztási kísérleteknél beigazolódott, hogy a repedésmentes és egyenletes felületű újraolvasztott réteg előállítása jól reprodukálható, tehát az alkalmazott technológia ipari bevezetésre alkalmasnak tekinthető Az elvégzett vizsgálatok eredményeinek összefoglaló értékelése Értekezésemben a termikus szórással készült NiCrBSi rétegek minőségének javítási lehetőségeinek kérdéseivel foglalkoztam. Munkám első részében átfogó irodalmi áttekintést adtam a NiCrBSi ötvözetekről, a rétegfelviteli technológiák fejlődéséről, különös tekintettel a termikus szórásra és a lézersugaras technológiák fejlődésére. Az ipari gyakorlatban, különösen a járműipar területén, az elhasználódott acélalapanyagból készült alkatrészek felújításánál egyre nagyobb szerepet kap a NiCrBSi ötvözetek alkalmazása. A bevonatok termikus szórással való felvitelét szolgáló korszerű szórási eljárások és a rétegek minőségének javítását célzó beavatkozások fejlesztése a jövőben egyre nagyobb szerepet kap. A járműipar fejlesztése kiemelt feladat Magyarországon, ebben a tekintetben elsősorban az autóipar van előnyben. Ugyanakkor nem hanyagolható el a hazai vasúti vagy a városi autóbusz és villamosközlekedés sem. A hazai gyakorlatban az alkatrészek felújítása és élettartam növelése az anyaggal és energiával való takarékosság területén nagy lehetőségeket nyújt. Ezen a területen számos korábbi sikertelen próbálkozás volt és sok helyen az idejemúlt előírásokhoz való kötődés (pl. a vasúti közlekedésben) meglehetősen megnehezítik ezeknek a korszerű anyagoknak és eljárásoknak a bevezetését. A NiCrBSi ötvözetek alkalmazása számos területen (pl. az üvegipari szerszámok gyártásában) meglehetősen sok új tapasztalatot hozott, azonban ezen a területen is nagy nehézséget jelent az új korszerűbb technológiákra való átállás (pl. a plazmaíves felrakóhegesztésről a lézersugaras felületmódosító technológiákra való átállás). A vasúti (beleértve a metrót és az elővárosi vasútat) közlekedés javító telephelyein nagyon sok tengelyt azért selejteznek le, mert azokat nem engedélyezett hegesztéssel javítani. A járműipari alkatrészek felújítása és élettartam növelése, termikus szórással felvitt és lézersugárral újraolvasztott NiCrBSi ötvözetű bevonatok alkalmazása a hagyományos merev előírásokkal szemben új szemléletet igényel. Az elvégzett bevonat láng- és lézersugaras újraolvasztási kísérletek és a disszertációban bemutatott pásztázó elektronmikroszkópos, röntgendifrakciós és mikrokeménység vizsgálatok új információkat szolgáltattak a felújítási és élettartam növelési technológiák szélesebb körű ipari alkalmazásához. A nikkel bázisú szilárd oldatban az újraolvasztás hatására kiváló kemény karbid és borid vegyületfázisok eloszlását scanning elektromikroszkópos és optikai mikroszkópos vizsgálatokkal, keménységeloszlását ultrahangos és szúrószerszámos mikrovickers keménységvizsgálattal határoztam meg. A vizsgálati eredmények közül a legfontosabbakat és legjellemzőbbeket a disszertáció ábráin dokumentáltam. 97
108 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA A NiCrBSi bevonatok többféle energiafajtával (lánggal, lézersugárral és kevert lézersugarral) végzett újraolvasztása tárgyában végzett kísérleteim és az elvégzett anyagvizsgálatok eredményei igazolták, hogy ezek az anyagok és technológiák megfelelő előkészületeket és körülményeket teremtve biztonságosan alkalmazhatók lesznek a jövőben. A kísérletek során beigazolódott, hogy a legjobb felületi minőség a kevert lézersugaras hőforrással végzett újraolvasztással érhető el. Ennél a hőforrásnál (a szerkezeti felépítéséből adódóan) lehetővé válik a fókuszfelületre jutó hőterhelés széleskörű beállítása, illetve olyan hőbevitel biztosítása, amelynél a bevonat teljes egészében átolvad, de az alaptest anyaga már nem olvad meg. A kísérletek során feltételezhető volt a bevonat újraolvasztásakor az olvadékban végbemenő anyagáramlás, amely hozzájárult ahhoz, hogy az újraolvasztott bevonat szenynyeződésektől és a szórt bevonatra jellemző zárványoktól és üregektől mentes legyen. Az elvégzett kísérletekkel arra is tapasztalatot szereztem, hogy a próbadarab előkészítése, a termikus szórás gondos kivitelezése és a réteg újraolvasztása különös figyelmet és gondosságot igényel. Az előkészítésnél a teljes felületi tisztaságra való törekvés nélkülözhetetlen. A szemcseszórással való érdesítésnél nagy gondot kell fordítani arra, hogy a korábbi szemcseszórásból újrahasznosított anyag ne tartalmazzon korábbi fémszemcséket. Ezek a fémszemcsék rátapadhatnak az érdesített felületre és mind a szórt, mind az újraolvasztott réteget elszennyezhetik. Különös figyelmet kell fordítani arra, hogy lágyabb fém vagy ötvözet (pl. Al) szemcseszórásából fennmaradt korund újrafelhasználására semmiképpen se kerüljön sor. Az újonnan kifejlesztett termikus szóróeljárások és a hozzájuk kifejlesztett szóróberendezések különösen érzékenyek a megfelelő minőségű porhozaganyagok minőségére. A töredezett, üreges, szenynyezett és nem megfelelő morfológiájú szemcsék elakadnak a poradagolás során és szennyeződéseket vihetnek a bevonatba. A porokat (függetlenül a gyártó által kiadott műbizonylattól) felhasználás előtt ajánlatos bevizsgálni és minősíteni. További tapasztalatot hozott, hogy a réteg létrehozásakor célszerű olyan termikus szórási eljárást választani, ahol a szórófejből kilépő és a felületbe csapódó szemcsék sebessége minél nagyobb. Következésképpen célszerű a nagysebességű (HVOF) eljárásokat választani. A szennyeződésekben szegényebb és kevesebb pórust tartalmazó bevonat újraolvasztása során kevesebb hibát tartalmazó, jobb minőségű bevonat keletkezik A vizsgálataink során beigazolódott az a követelmény is, hogy mind a felszórás, mind a bevonat újraolvasztásakor a szórófej vagy az újraolvasztást végző hőforrás és az alaptest közötti távolság a művelet során ne változzon. A próbatestek felszórásakor a szórófej mozgatása folyamatos előtolással és a szórási távolság állandó értéken tartásával történt. A próbatestek szórt rétegének lézersugaras újraolvasztásakor az optikából kilépő lézersugár és a próbatest szórt felületének távolsága folyamatosan ugyanaz az érték (200 mm) volt. A vonatkozó szakirodalom tanulmányozása során szerzett tapasztalatokból levont következtetések és az elvégzett újraolvasztási kísérletek, továbbá a hozzájuk kapcsolódó anyagvizsgálatok alapján a közlekedésben dolgozó karbantartási szakembereknek célszerű felülvizsgálni 98
109 5. A NiCrBSi ÖTVÖZETEKBŐL TERMIKUS SZÓRÁSSAL KÉSZÜLT BEVONAT MINŐSÉGÉNEK JAVÍTÁSA azokat a régebbi előírásokat és rendelkezéseket, amelyekben megtiltják bizonyos alkatrészek jelentős hőbevitellel járó kezelését (pl. a hegesztést). A kísérletek és a mérések során megállapítást nyert, hogy a kevertlézeres hőforrás alkalmazása termikus szórással felvitt NiCrBSi réteg újraolvasztására első próbálkozás, és ennek a módszernek a bevezetése további kutatómunkát igényel. A változtatható fókuszfelület beállításának nagy előnye van a bonyolult formájú alkatrészek felújításában, példaként említve pl. a dízelmotorok főtengelyét, ahol a szórt felület a csap teljes hosszúságában egy lépésben olvasztható újra. A kísérletek során megállapítást nyert, hogy a lánggal végzett újraolvasztás tömör, egyenletes vastagságú és az alapanyaggal nem felhígult réteget eredményez, de a jelentős hőbevitel miatt a kezelt munkadarab vetemedése és korábbi hőkezelési állapot megváltozása következik be. A lézersugaras hőforrások alkalmazásakor a hőbevitel jól szabályozható a munkadarab alig deformálódik és a darab hőkezelési állapota nem változik meg teljes keresztmetszetében. A CO 2, vagy a Nd:YAG lézersugaras hőforrás viszont nagyon kis átmérőjű, nagy hőáramsűrűségű csóvája túlzott hőbevitelt tesz lehetővé. Ezeknek a hőforrásoknak az alkalmazásakor nagyon keskeny beolvasztási sávokat (3 5 mm), nagyobb alapanyaggal való felhígulást (10 % felett) tapasztaltam és a vastagabb (1,0 mm feletti) NiCrBSi újraolvasztott bevonatok gyakrabban elrepedtek. A kevertlézer hőforrásokkal végzett újraolvasztásnál a réteg repedése sem előmelegítés nélkül, sem előmelegítés alkalmazása mellett nem volt tapasztalható, annak ellenére, hogy egyszerre 40 x 8 mm-es fókuszfelület beállítása mellet 40 mm széles sáv került újraolvasztásra és a vizsgált próbatestek a réteg minőségét tekintve kedvezőek voltak. Az általam választott kevert lézersugaras hőforrás a NiCrBSi réteg újraolvasztásához tudomásom szerint első alkalmazás és az elvégzett kísérletek tapasztalatai alapján kijelenthető, hogy kedvező eredmény született. Ezt az eredményt elsősorban Dr. Balogh András, Dr. Buza Gábor tanácsai alapján és Draskóczi László villamos mérnök példaértékű hozzáállása és gyakorlati segítsége nélkül aligha tudtam volna elérni. Ugyanakkor az elért sikerek arra köteleznek, hogy az eljárást további NiCrBSi ötvözetek és alaptestként használt anyagok kísérletekbe való bevonásával tovább fejlesszem. 99
110 6. AZ ÚJRAOLVASZTÁSI TECHNOLÓGIA TOVÁBBFEJLESZTÉSI LEHETŐSÉGEI 6. AZ ÚJRAOLVASZTÁSI TECHNOLÓGIA TOVÁBBFEJLESZ- TÉSI LEHETŐSÉGEI A termikus szórással felvitt NiCrBSi bevonatok minőségjavítása elsősorban a kétlépcsős technológia (termikus szórás + a réteg újraolvasztása) alkalmazásával lehetséges. A bevonat újraolvasztására a kutatók számos hőforrást javasolnak (láng, W-ív, plazmaív, ellenálláshő, kemence és nem utolsó sorban a lézersugaras hőforrások). A réteg újraolvasztásának célja, hogy a szórt rétegben előforduló hibák mennyiségét csökkentsék és az alaptesttel kohéziós kötés alakuljon ki. A legjobb újraolvasztási eljárások azok, amelyeknél egy energianyaláb segítségével az újraolvadt rétegben a felszín felé irányuló áramlás hozható létre. Ez az áramlás erőteljesen csökkenti a termikus szórásból eredő szennyeződéseket és elősegíti az abban lévő üregek, valamint salak- és gázzárványok felszínre emelkedését A réteg alapanyaggal való felhígulásának csökkentése a módosított technológia alkalmazásával Vizsgálataim során a nagysebességű termikus szórással felvitt rétegek újraolvasztásánál három technológiai megoldást alkalmaztam: 1. a szórt NiCrBSi réteg újraolvasztása lánggal, 2. a szórt NiCrBSi réteg újraolvasztása CO 2 lézersugárral, 3. a szórt réteg újraolvasztása kevertlézer hőforrással. Az elvégzett metallográfiai vizsgálatok eredményeiből az a következtetés vonható le, hogy a réteg újraolvasztási eljárásának helyes megválasztása igen fontos az alkatrészek és szerszámok gyártása, felújítása és élettartam növelése területén. A termikusan szórt réteg vastagsága lehetőleg ne haladja meg az 500 µm értéket. Azok a NCrBSi porok, amelyek % krómot tartalmaznak, nagyobb veszteséggel szórhatók fel. Az 500 µm-nél vastagabb réteg felszórásakor a szemcsék egymáshoz való tapadása csökken. Ennek a jelentős porveszteségnek az a magyarázata, hogy a szórt szemcséken a szórás közben oxidfilm alakul ki, továbbá a szórt réteg is kismértékben oxidálódik (a szórt réteg felszórás közben levegővel érintkezik). A szórási idővel arányosan az oxidált felületen már nehezebben tapadnak az ütköző és deformálódó részecskék. 1. A nagysebességű szórással felvitt réteg lánggal való újraolvasztása eredményesen csak kellő tapasztalat bírtokában alkalmazható. Az újraolvasztott réteg felületi minősége nem minden esetben lesz megfelelő. A felületen elszíneződések jelentkezhetnek, vagy réteg vastagsági méretei kismértékben változhatnak. Amennyiben nagyobb számú munkadarab felületi rétege kerül újraolvasztásra, akkor célszerű gépesíteni, azért, hogy a bevonat minősége minden egyes darabon ugyanolyan legyen. 100
111 6. AZ ÚJRAOLVASZTÁSI TECHNOLÓGIA TOVÁBBFEJLESZTÉSI LEHETŐSÉGEI 2. A NiCrBSi bevonat lézersugaras újraolvasztásával tömör, üregektől és zárványoktól mentes felületi réteg érhető el. Ugyanakkor egy lépésben kevésbé széles, mintegy mm szélessségű réteg kerül újraolvasztásra és az átfedések mentén a réteg minősége (keménysége és szövetszerkezete) változhat. 3. A kevert-lézersugaras hőforrással való újraolvasztással egyenletes felületi minőség érhető el, ugyanakkor a réteg belső szerkezete és üregektől való mentessége minden esetben ugyanolyan lesz. Ez a minőségjavulás annak köszönhető, hogy a fókuszfelületre (a mi vizsgálataink során ez 40x8 mm volt) vonatkoztatott hőáramsűrűség időben és térben állandó és pontosan szabályozható. A két lépcsőben való bevonatkialakítás előnye, hogy az újraolvasztás során nincs külön poradagolás, amelynek az olvasztásával egy domború, a felrakóhegesztésre jellemző varrat alakul ki. A kevertlézersugaras hőforrással való újraolvasztásnál a fókuszfelületen bevitt hő szinte csak a réteg olvasztására fordítódik. Az újraolvasztási művelet során a lézerfej és a munkadarab távolságát állandó értéken kell tartani A technológia további javítási lehetőségei Az újraolvasztás célja minden esetben a réteg minőségének javítása, ezen belül: a réteg és az alaptest közötti adhéziós kötés kohéziós kötéssé alakuljon, a rétegben lévő zárványok és szennyeződések eltávolítása, a rétegben a keményfázisok eloszlása lehetőleg egyenletes legyen, a réteg felhígulása az alaptest anyagával ne legyen számottevő. Ezeket a követelményeket olyan hőforrás alkalmazása tudja kielégíteni, amely a réteg újraolvasztásakor egy megfelelő intenzitású és a keresztmetszetében egyenletesen eloszló hőáramú sugárnyalábbal, lehetőleg minél nagyobb fókuszfelületen adja át a hőt az újraolvadó réteg felületén. A bevonat kemencében való újraolvasztása megoldható, de az olvadékban lévő szennyeződések eltávolítását legfeljebb az olvadékban lévő hőmérsékleti szintek közötti áramlás segíti elő, amely a teljes zárványtalanításhoz nem elégséges. A NiCrBSi termikus szórással készült bevonat újraolvasztásával akkor érhető el a legjobb eredmény, ha olyan hőforrást alkalmazunk, amely szabályozható hőbevitel mellett az olvadékban képes olyan áramlást generálni, hogy az abban lévő szennyeződések felszínre kerüljenek úgy, hogy közben az alaptest anyaga ne olvadjon, meg és ne, vagy csak kis mértékben keveredjed a réteg anyagával A bevonat minőségének javítása mechanikai rezgetéssel Az alaptest rezgetése elősegíti az olvadékban lévő szennyeződések és zárványok felszín felé való áramlását. Maga a rezgetés azonban csak egy további berendezés (pl. mechanikus működtetésű rezgető asztal) segítségével képzelhető el. Ugyanakkor meg kell határozni, hogy az olvadékban milyen irányú rezgések segítik elő a felfelé történő áramlást. Abban az esetben, ha a rezgés iránya megegyezik az újraolvasztást végző energiasugárral, akkor fennáll a veszélye annak, hogy a réteg az alaptest anyagával fel fog hígulni. Amikor a rezgetés amplitúdója nem kellőképpen beszabályozott, akkor ez bekövetkezhet. A rezgetésre megoldást jelenthet az ultrahang alkalmazása. A rezgetés olyan esetekben viszonylag könnyen megoldható, amikor az 101
112 6. AZ ÚJRAOLVASZTÁSI TECHNOLÓGIA TOVÁBBFEJLESZTÉSI LEHETŐSÉGEI alaptestet az újraolvasztás alatt nem szükséges forgatni, mivel az ultrahang bevezetése a forgás alatt lévő munkadarabba ugyanis meglehetősen körülményes. Az alkalmazott hőforrás rezgetése megoldás lehetne, de ebben az esetben egy nagyon drága optikai fejet kellene rezgetni, amely ráadásul egy optikai kábellel van csatolva, szintén nem jelenthet megoldást. Az újraolvasztás alatt álló nagyon kis mennyiségű olvadt fémötvözet rezgetése egy olyan rezgést előállító készülékkel oldható meg, amely kívülről és érintkezés nélkül (a rezonanciakeltés szabályai szerint) adja át a rezgési energiát. Az olvadékfürdő folyamatos és irányított rezgetése egy rezonanciakeltő generátorral oldható meg, amelynek saját frekvenciája megegyezik az olvadék rezgési frekvenciájával A bevonat minőségének javítása nitridálással A nitridálás egy olyan modern technológiai eljárás, amely amellett, hogy a folyamat és így az általa elérhető kedvező tulajdonságok pontos szabályozhatóságát teszi lehetővé, emellett kis környezeti terheléssel jár; így minden tekintetben megfelel a XXI. század követelményeinek. Előnyeinek köszönhetően a nitridálás ipari alkalmazása gyorsan terjedt, ma is fontos súlypontja a hőkezelő eljárások kutatásának. A plazmanitridálás során adódnak olyan nehézségek, amelyek nagy része kiküszöbölhető a legújabb fejlesztésű aktív ernyős plazmanitridálás alkalmazásával. Ennek az eljárásváltozatnak a kutatása azonban még az elején jár, ezért nagy kihívást jelent a mérnököknek. A kezelés alkalmazásakor figyelembe kell venni, hogy a felületbe bevitt nitrogén reakcióba léphet annak krómtartalmával, ami a korrózióállóság csökkenésével jár. Ezt a hatást a következő paraméterek befolyásolják: a hőmérséklet és a kezelési idő növelése gyorsítja a CrN kiválásokat, a karbontartalom növelése korlátozza a CrN kiválásokat, a Mo jelenléte szintén korlátozza a CrN kiválásokat, az alapanyag hőkezeltségi előélete, a maradó feszültségek, a szövetszerkezet homogenitása, a felület állapota mind hatással lehet a CrN kiválására [159]. A 6.1. ábra szerint a plazmanitridálás alkalmazása a termikus szórással felvitt és újraolvasztott NiCrBSi rétegek minőségének javításánál egy további lehetőség, amelynek elsősorban a felhasználó szempontjából van nagy jelentősége. Az újraolvasztott keménybevonatok (60 HRC felett) megmunkálása költséges művelet. Bonyolult szerszámok (pl. üvegipari formák) megmunkálásánál nagy nehézséget okoz a forgácsolással való megmunkálás, ugyanakkor a tömegtermelés igényeit figyelembe véve cél a minél hosszabb élettartamú eszközök alkalmazása. Az üvegipari formák gyártásánál a legtöbb esetben, főként a megmunkálási nehézségek miatt, kisebb keménységű (35 40 HRC) rétegeket alkalmaznak. Az ilyen bevonatok krómtartalma mindössze 5 9 % közötti, ellentétben a kifejezetten kopásálló bevonatokkal, amelyeknél a krómtartalom % között van. A megmunkált réteg minőségének javítása és ezzel a kopásállóságának fokozása ilyenkor a kész, megmunkált szerszám NiCrBSi ötvözetből készült működő felületének nitridálásával lehetséges. A nagymennyiségű, azonos formájú és méretű (pl. élelmiszeriparban használatos) üvegeket előállító vállalatok automata gépsorokkal dolgoznak. A szerszámcserék minden 102

![A NiCrBSi rétegek nitridálással való javítását a [160] irodalom részletesen tárgyalja. Ezeknek az ötvözeteknek a kopásállósága nitridálással fokozható. 6.2.3.](/docs-images/104/163285123/images/113-1.jpg "A bevonat minőségének további javítási lehetősége Az újonnan kifejlesztett LMD hőforrás és a hozzátartozó homogenizáló optika képes arra, hogy a NiCrBSi réteg újraolvasztása során az előre beállított")
113 6. AZ ÚJRAOLVASZTÁSI TECHNOLÓGIA TOVÁBBFEJLESZTÉSI LEHETŐSÉGEI esetben termelési időkieséssel járnak, ezért az üvegiparban használatos szerszámok élettartamának megnövelése nagyon fontos feladat ábra. A Ni-alapú ötvözetek nitridálással előállított mikroszerkezete A jelenleg is alkalmazott 40 HRC keménységű NiCrBSi bevonattal ellátott szerszámok élettartama nitridálással tovább javítható. A NiCrBSi rétegek nitridálással való javítását a [160] irodalom részletesen tárgyalja. Ezeknek az ötvözeteknek a kopásállósága nitridálással fokozható A bevonat minőségének további javítási lehetősége Az újonnan kifejlesztett LMD hőforrás és a hozzátartozó homogenizáló optika képes arra, hogy a NiCrBSi réteg újraolvasztása során az előre beállított program szerint változzon a fókuszfelület mérete és egyidejűleg a hőbevitel szabályozására is lehetőség van. A 6.2. ábra azt a réteg újraolvasztási eredményt mutatja be, amelynél a hőmérséklet mérésével az újraolvasztási sáv 22 mm-ről 53 mm-re szélesedett, majd újra visszacsökkent. A piros vonal a hőforrás teljesítményének változását mutatja ábra. Az újraolvasztási sávszélesség és hőbevitel változtatása Ezzel a megoldással a NiCrBSi rétegek újraolvasztása területén számos helyen még jobb eredmény érhető el. Lehetőség nyílik arra, hogy előre meghatározott, az igényeknek megfelelő program szerint történjen a réteg újra olvasztása. 103
114 7. TÉZISEK,ÚJ TUDOMÁNYOS EREDMÉNYEK 7. TÉZISEK, ÚJ TUDOMÁNYOS EREDMÉNYEK T1 A nagysebességű porhozaganyagos termikus szórással felvitt vékony rétegek kevertlézeres (HPMDL) hőforrással végzett, szabályozott újraolvasztásakor az olvadékban fellépő áramlások elősegítik a réteg kigázosodását, üregei jelentős hányadának megszűnését és a szilárd salakzárványok felúszását. A haladó mozgással jellemzett dinamikus újraolvasztás hatására (szemben a sorozatgyártásra alkalmas és minden vonatkozásában jól szabályozható kemencében végzett statikus jellegű újraolvasztással) az alaptest-réteg közötti kötési szilárdság és a rétegen belüli anyagszilárdság egyidejűleg növekszik. (3)(10)(13)(41)(43)(46)(52) T2 A NiCrBSi porötvözettel termikusan felszórt kemény rétegek célszerűen választott paraméterekkel történő, kevertlézeres (HPMDL) hőforrással végzett lézersugaras újraolvasztásával és szabályozott lehűtésével a mátrix karbid és borid keményfázisainak eloszlása homogénebbé válik és ezzel keménységeloszlása egyenletesebb lesz. (11)(12)(51) T3 A termikusan felszórt NiCrBSi porötvözet újraolvasztásának technológiáját úgy kell megtervezni és megvalósítani, hogy az alaptest és a réteg közötti felkeveredés (hígulás) minimális, ugyanakkor az alaptest és a réteg közötti kötésszilárdság a hegesztett kapcsolatokat megközelítő nagyságú legyen. (13)(18)(50) T4 A homogenizáló optikai rendszerrel felszerelt, kw teljesítményű, kevert diódalézer hőforrások a technikai jellemzőik és a jó szabályozhatóságuk, továbbá a változtatható fókuszfelületen történő egyenletes hőbevitel lehetősége miatt különösen alkalmasak a NiCrBSi típusú ötvözetekkel felszórt rétegek sávos és nagysebességű újraolvasztásához. (15)(16)(29)(46) 104
115 8. EREDMÉNYEK ÖSSZEFOGLALÁSA 8. EREDMÉNYEK ÖSSZEFOGLALÁSA Értekezésemben a termikus szórással készült NiCrBSi rétegek minőségének javítási lehetőségeivel és kérdéseivel foglalkoztam. Munkám első részében átfogó irodalmi áttekintést adtam a NiCrBSi ötvözetekről, a rétegfelviteli technológiák fejlődéséről, különös tekintettel a termikus szórásra és a lézersugaras technológiák fejlődésére. Az ipari gyakorlatban, különösen a járműipar területén, az acélalapanyagból készült elhasználódott alkatrészek felújításánál egyre nagyobb jelentőséggel bír a NiCrBSi ötvözetek alkalmazása. A bevonatok termikus szórással való felvitelét szolgáló korszerű szórási eljárások és a rétegek minőségének javítását célzó technológiák fejlesztése a jövőben egyre nagyobb szerepet kap. A járműipar fejlesztése ma kiemelt feladat Magyarországon. Ebben a tekintetben elsősorban az autóipar van előnyben. Ugyanakkor nem hanyagolható el a hazai vasúti, vagy a városi autóbusz és villamosközlekedés sem. A hazai gyakorlatban az alkatrészek felújítása és élettartam növelése nagy lehetőségeket nyújt az anyaggal és energiával való takarékosság területén. Ezen a területen számos korábbi sikertelen próbálkozás volt és sok helyen az idejemúlt elírásokhoz való kötődés (pl. a vasúti közlekedésben) meglehetősen megnehezítik ezeknek a korszerű anyagoknak és felületbevonó eljárásoknak a bevezetését. A NiCrBSi ötvözetek alkalmazása számos területen (pl. az üvegipari szerszámok gyártásában) meglehetősen sok új tapasztalatot hozott, azonban ezen a területen is nagy nehézséget jelent az új korszerűbb eljárásokra való átállás (pl. a plazmaíves felrakóhegesztésről a lézersugaras felületmódosító technológiákra való átállás). A vasúti (beleértve a földalatti és elővárosi vasútat is) közlekedés javító telephelyein nagyon sok tengelyt azért selejteznek le, mert azokat nem lehet hegesztéssel javítani. A járműipari alkatrészek felújítása és élettartam növelése tárgykörében a termikus szórással felvitt és lézersugaras technológiával újraolvasztott NiCrBSi ötvözetű bevonatok alkalmazása a hagyományos merev előírásokkal szemben új szemléletet igényel. A bevonat láng- és lézersugaras újraolvasztására vonatkozóan elvégzett kísérleteim és a disszertációban bemutatott pásztázó elektronmikroszkópos, röntgendifrakciós és mikrokeménység vizsgálataim új információkat szolgáltattak a felújítási és élettartamnövelési technológiák szélesebb körű alkalmazásához. A vonatkozó szakirodalom tanulmányozása során szerzett tapasztalatokból levont következtetések és az elvégzett újraolvasztási kísérletek, továbbá a hozzájuk kapcsolódó anyagvizsgálatok alapján a közlekedésben dolgozó karbantartási szakembereknek célszerű felülvizsgálni azokat a régebbi előírásokat és rendelkezéseket, amelyekben kategórikusan megtiltják bizonyos alkatrészek jelentős hőbevitellel járó felújítását. A többféle módon (lánggal, lézersugárral és kevert lézersugárral) elvégzett, a NiCrBSi bevonat újraolvasztására tett kísérleteim és az elvégzett anyagvizsgálatok eredményeiből az a következtetés vonható le, hogy ezek az anyagok és technológiák eredményesen alkalmazhatók a gyakorlatban. Megfelelő eredmény akkor várható el, ha a felhasznált anyagok kiválasztása kellő körültekintéssel történt és a technológiák alkalmazásához a megfelelő körülmények rendelkezésre állnak. A kísérletek során beigazolódott, hogy a legjobb felületi minőséget a kevert 105
116 8. EREDMÉNYEK ÖSSZEFOGLALÁSA lézersugaras hőforrással végzett újraolvasztással érhetjük el. Ennél a hőforrásnál (a szerkezet konstrukciójánál fogva) lehetővé válik a fókuszfelületre jutó hőterhelés széleskörű beállítása, illetve olyan hőbevitel biztosítása, amelynél a bevonat teljes egészében átolvad, de az alaptest anyaga csak alig, vagy egyáltalán nem olvad meg. A kísérletek során feltételezhető volt a bevonat újraolvasztásakor az olvadékban történő gyűrűalakú áramlás, amely hozzájárult ahhoz, hogy az újraolvasztott bevonat szennyeződésektől és a szórt bevonatra jellemző zárványoktól és üregektől mentes legyen. Az elvégzett kísérletek során arra vonatkozóan is tapasztalatot szereztem, hogy mind a próbadarab előkészítése, mind a termikus szórás gondos kivitelezése és a réteg újraolvasztása különös figyelmet és gondosságot igényel. Az előkészítésnél a teljes felületi tisztaság igénye nélkülözhetetlen. A szemcseszórással való érdesítésnél nagy gondot kell arra fordítani, hogy a korábbi szemcseszórásból újrahasznosított anyag ne tartalmazzon korábbi fémszemcséket. Ezek a fémszemcsék rátapadnak az érdesített felületre, és mind a szórt, mind az újraolvasztott réteget elszennyezhetik. Különös figyelmet kell fordítani arra, hogy lágyabb fém vagy fémötvözet (pl. Al) szemcseszórásából fennmaradt korund újrafelhasználására semmiképpen sem kerüljön sor. Az újonnan kifejlesztett termikus szóró eljárások és a hozzájuk kifejlesztett szóró berendezések különösen érzékenyek arra, hogy megfelelő minőségű porhozaganyagok kerüljenek felhasználásra. A töredezett, üreges, szennyezett és nem megfelelő morfológiájú szemcsék a poradagolás során elakadnak és szennyeződéseket vihetnek be a bevonatba. A porokat felhasználás előtt be kell vizsgálni és függetlenül a gyártó által kiadott műbizonylattól, minősíteni kell. A réteg létrehozásakor célszerű olyan termikus szórási eljárást választani, ahol a szórófejből kilépő és a felületbe csapódó szemcsék sebessége minél nagyobb (hangsebességen felüli). Következésképpen célszerű a nagysebességű (HVOF) szóróeljárásokat választani. A szennyeződésekben szegényebb és kevesebb pórust tartalmazó bevonat újraolvasztása során jobb minőségű bevonat keletkezik, amely kevesebb hibát fog tartalmazni. A vizsgálataink során beigazolódott annak igénye is, hogy mind a felszórás, mind a bevonat újraolvasztásakor a szórófej, vagy az újraolvasztást végző hőforrás és az alaptest közötti távolság ne változzon. A próbatestek felszórásakor a szórófej mozgatása folyamatos előtolással és a szórási távolság állandó értéken tartásával történt. A próbatestek szórt rétegének lézersugaras újraolvasztásakor az optikából kilépő lézersugár és a próbatest szórt felületének távolsága folyamatosan ugyanaz az érték (200 mm) volt. A kísérletek és a mérések során megállapítást nyert, hogy a kevertlézeres hőforrás alkalmazása termikus szórással felvitt NiCrBSi réteg újraolvasztására első próbálkozás, de ezzel a módszerrel érdemes további kísérleteket végezni. A változtatható fókuszfelület beállításának nagy előnye van a bonyolult formájú alkatrészek felújításában, példaként említve pl. a dízelmotorok főtengelyénél, ahol a szórt felület a csap teljes hosszúságában egy lépésben olvasztható újra. Megállapítást nyert a kísérletek során, hogy a lánggal végzett újraolvasztás tömör, egyenletes vastagságú és az alapanyaggal csak jelentéktelen mértékben felhígult réteget eredményez, de a jelentős hőbevitel miatt a kezelt munkadarab vetemedése és a korábbi hőkezelési állapot megváltozása várható. A lézersugaras hőforrások alkalmazásakor a hőbevitel jól szabályozható, a munkadarab alig deformálódik és a darab hőkezelési állapota nem változik. A CO 2, vagy a Nd:YAG lézersugaras hőforrás viszont nagyon kis átmérőjű, nagy sugárteljesítményű csóvája túlzott hőbevitelt tesz lehetővé. Ezeknek a hőforrásoknak az alkalmazásakor nagyon keskeny beolvasztási sávokat (3 5 mm), nagyobb alapanyaggal való felhígulást 106
117 8. EREDMÉNYEK ÖSSZEFOGLALÁSA (10 % felett) tapasztaltam és a vastagabb (1,0 mm feletti) NiCrBSi újraolvasztott bevonatok gyakran elrepedtek. A kevert diódalézer hőforrásokkal végzett újraolvasztásnál sem előmelegítés nélkül, sem előmelegítés alkalmazása mellett sem észleltünk a rétegben repedést, annak ellenére, hogy egyszerre 40x8 mm-es fókuszfelület beállítása mellet 40 mm széles sáv került újra olvasztásra. A kevert lézersugaras hőforrás alkalmazása NiCrBSi réteg újraolvasztására első kísérletsorozat volt, amelyben kedvező eredmény született. Ezt az eredményt Dr. Balogh András, Dr. Buza Gábor tanácsai és Draskóczi László villamos mérnök segítsége nélkül aligha tudtam volna elérni. Ugyanakkor ezt a módszert további NiCrBSi ötvözetek és alaptestként használt anyagok kísérletekbe való bevonásával tovább kell fejleszteni. 107
118 9. IPARI HASZNOSÍTÁSI LEHETŐSEK 9. IPARI HASZNOSÍTÁSI LEHETŐSÉGEK Az ipari gyakorlatban, különösen a járműipar területén, az acél alapanyagból készült kopott alkatrészek felújításánál egyre nagyobb szerepet kap a NiCrBSi ötvözetek alkalmazása. A bevonatok termikus szórással való felvitelét szolgáló korszerű szórási technológiák és a rétegek minőségének javítását célzó eljárások fejlesztése a jövőben egyre nagyobb szerepet kapnak. A járműipar fejlesztése kiemelt feladat Magyarországon, ebben a tekintetben elsősorban az autóipar van előnyben. Ugyanakkor nem hanyagolható el a hazai vasúti, vagy a városi autóbusz és villamosközlekedés sem. A hazai gyakorlatban az alkatrészek felújítása és élettartam növelése nagy lehetőségeket rejt magában az anyaggal és energiával való takarékosság területén. Ezen a területen számos korábbi sikertelen próbálkozás volt és sok helyen az idejétmúlt elírásokhoz való kötődés (pl. a vasúti közlekedésben) meglehetősen megnehezítik ezeknek a korszerű anyagoknak és technológiáknak a bevezetését. A NiCrBSi ötvözetek alkalmazása számos területen (pl. az üvegipari szerszámok gyártásában) sok új tapasztalatot hozott, azonban ezen a területen is nehézségekkel jár az új korszerűbb technológiákra való átállás (pl. a plazmaíves felrakóhegesztésről a lézersugaras felületmódosító technológiákra való átállás). A vasúti (metró, vagy elővárosi vasút) közlekedés javító telephelyein nagyon sok tengelyt azért selejteznek le, mert azokat nem lehet hegesztéssel javítani. A járműipari alkatrészek felújítása és élettartam növelése termikus szórással felvitt és lézersugaras technológiával újraolvasztott NiCrBSi ötvözetű bevonatok alkalmazása új szemléletet igényel a hagyományos merev előírásokkal szemben. A termikus szórással felvitt NiCrBSi rétegek lézersugaras hőforrással való újraolvasztása a járműipari alkalmazásoknál biztonságot is jelent, mivel koncentrált hőbevitel lehetővé teszi a bevonat megfelelő megolvadását, a réteg gyenge adhéziós kötésének kohéziós kötéssé való átalakítását. A lézersugaras technológiák alkalmazásakor az alaptest hőkezelési állapota az alaptest teljes keresztmetszetében nem változik meg (mint pl. a lánggal végzett újraolvasztásnál), így a munkadarab vetemedése jóval kisebb, vagy egyáltalán nem következik be. A járműipari alkalmazásokon túl a jövőben várható a talajjal érintkező mezőgazdasági szerszámok (pl. kapák, ekevasak, tárcsák) élettartam növelésére való alkalmazás. Németországban a lézersugaras felületbevonás alkalmazásával nagyon jó eredményeket értek el, ugyanakkor bizonyítást nyert, hogy megfelelő gépesítést alkalmazva más megoldásokhoz képest a költségek csökkenthetők. A kétlépéses bevonatkialakítási eljárás a jövőben széles perspektíva elé néz. Az első lépésben a kopásnak kitett felületek felszórása NiCrBSi porral, majd a réteg újraolvasztása a következő lépésben úgy, hogy a szórt bevonat egy sávban, folyamatosan kerüljön újraolvasztásra forradalmasíthatja ezeknek a szerszámoknak a gyártását. A talaj nagyon intenzív koptató hatásával szembeni ellenálló képesség további növelésére WC-nak, vagy TiC-nak a NiCrBSi porhoz való adagolásával nyílik lehetőség. A kétlépéses technológia alkalmazása során az alaptest anyaga (megfelelő fajlagos hőbevitel esetén) nem olvad meg, így a réteg jó tulajdonságait az alaptest kevésbé ellenálló anyaga nem fogja rontani. 108
119 9. IPARI HASZNOSÍTÁSI LEHETŐSEK A kétlépéses technológia alkalmazásának egy új területe lehet még a kohászati alkatrészek élettartam növelése. Ezen a területen, (mivel ezeken a helyeken az alkatrészek és szerszámok nagy melegkoptató igénybevételnek vannak kitéve és nagy anyaghiányokat kell pótolni), utópisztikusnak tűnik a lézersugaras újraolvasztási technológia alkalmazása, de bizonyos lemezmegmunkáló, vagy a készprofilt kialakító ún. készhengereknél bekövetkező javításnál a bevonat szélessávú újraolvasztásának lehet létjogosultsága. Az ipari felhasználás egy további területe az üvegipari alkalmazás. Ezen a területen nagyon sok gondot jelent az, hogy a szerszám fogácsoló megmunkálása közben jelentkeznek a bevonat hibái. Ezen a felhasználási területen nem a legkeményebb bevonatot eredményező NiCrBSi porminőséget kell választani (itt a 40 HRC keménységet adó NiCrBSi porokat kell előnyben részesíteni). Annak ellenére, hogy az ipari gyakorlatban nehéz mindenütt megvalósítani, de a kétlépéses technológia (termikus szórás, lézersugaras újraolvasztás) akkor lesz igazán eredményes, ha azt gépesítik. A gépesítés azt jelenti, hogy a szórópisztoly és a munkadarab közötti távolság a teljes szórási művelet alatt állandó értéken tartható. A lézersugaras újraolvasztásra is hasonló követelmény vonatkozik: a réteg és a lézer sugárforrás közötti távolságot végig állandó értéken kell tartani. Mindezeket az alkalmazási feltételeket csak egy jól szervezett, a célra megfelelő robotokkal felszerelt üzemben lehet megteremteni. Miskolc, november 9. Molnár András okleveles kohómérnök, okleveles hegesztő szakmérnök, EWE/IWE 109
120 SUMMARY SUMMARY The use of thermal spray and laser beam remelting layers in the design of wear-resistant coatings is gaining ground. Ni-based coatings are used to form surface layers exposed to corrosion and abrasive effects mainly at elevated temperature. The B and Si content of the Nibased alloys facilitates the spraying and melting process. The presence of Si and B increases the slurry and melting or crystallization temperature of the Ni-alloy. The presence of a wellknown B-effect of a wide variety of effects is approx. 3.6% by weight to facilitate the formation of hard phases. The Si alloy used to increase the slurry flow of the scattered layer did not yield the theoretically expected result. Cr has an important role in the use of NiCrBSi alloys as it increases the hardness of the scattered and remelted layer applied and improves its mechanical properties and significantly increases abrasion resistance. Some studies have provided evidence that the modulus of elasticity (E) may also have a strong influence on the coating resistance to abrasion. Various NiCrBSi alloys have been developed for coatings, primarily to improve the mechanical properties of the coated layer and to predict the coating's abrasive behaviour with sufficient precision. It is well known that the ratio of hardness (H) to elasticity modulus (E) is well suited to characterizing the elastic deformation properties of the materials. The low and high speed thermal sprays (LV FS and HVOF FS) are widely used to produce abrasive-resistant coatings. These coatings are characterized by a low quality of high porosity (10 to 30%) and base metal bonding (adhesive strength). To reduce the porosity of the coating and to improve the quality of the bond between the layer and the base metal, it can be easily controlled by remelting the scattered layer after laser beam. Coated coatings and products combined with subsequent laser beam remelting are characterized by increased resistance to corrosion and abrasion and consequently a prolonged lifespan increase. Because of the coating discontinuities (porosity, cavities, non-molten particles, nonmetallic inclusions), the scattered layer is not perfect. The laser beam remelting to create a flawless, solid layer helps to minimize porosity, so the coating will be completely solid. Due to the refinement of the structure of the layer, the mechanical properties of the coating will be better and the abrasion resistance will be significantly improved. Laser irradiation with concentrated heat intake can cause cracks in the solidifying metal coating, which can be avoided by preheating or controlled refluxing the specimen or workpiece. The quality of the layer applied by thermal spraycan be clearly improved by laser beam reflow. At the same time, I see numerous possibilities to convert the scattered layer to metallurgical, while further refinement and cooling can be achieved by further quality improvement. The experimental plan of the dissertation is based on the research experience and results obtained so far. 1
121 KÖSZÖNETNYILVÁNÍTÁS KÖSZÖNETNYILVÁNÍTÁS Elsőként szeretném köszönetemet kifejezni témavezetőmnek, Dr. Balogh András egyetemi docensnek az értekezés szakmai tartalmában nyújtott segítségéért, építő kritikai megjegyzéseiért, a többéves aktív közös publikációs tevékenységért és a hegesztés iránti elköteleződésem óta tartó erősítéséért. Külön köszönetemet fejezem ki Dr. Buza Gábor professzor úrnak, aki minden esetben mellettem volt a kutatásban és tanácsokkal segítette a munkámat. Köszönet illeti Dr. Lukács János professzor urat, aki intézet- és laborvezetőként a kutatómunkámhoz szükséges személyi és tárgyi feltételeket biztosította. Köszönetemet szeretném kifejezni Dr. Tisza Miklós professzor úrnak, aki a Sályi István Gépészeti Tudományok Doktori Iskola vezetőjeként szakmai tanácsaival aktívan segítette a munkámat. Köszönetemet szeretném kifejezni a Fémtani és Képlékenyalakítástani Intézeti Tanszék részéről Kovács Árpád mérnöktanárnak a pásztázó elektronmikroszkóppal készített felvételekért, Barkóczi Péter egyetemi docens úrnak az optikai mikroszkópos vizsgálatokban nyújtott segítségéért, Benke Márton egyetemi docens úrnak a röntgendiffrakciós vizsgálatokban nyújtott segítségéért, Fazekas Lajos egyetemi tanár úrnak a termikus szórás elvi kérdéseiben folytatott konzultációkért, Gindert- Kele Ágnes egyetemi docens asszonynak és Pálinkás Sándor egyetemi adjunktus úrnak a mezőgazdasági szerszámok élettartam növelésében folytatott rendszeres konzultációért, Márkus Zoltán műhelyvezetőnek a próbatestek szakszerű megmunkálásáért, és Márkus Zoltánné laborvezetőnek a próbatestek előkészítésében végzett munkájáért. Külön köszönetemet fejezem ki Gáti Györgynek és Gáti Györgynének, akik több évtizeden át önzetlenül segítettek a fordítási, szerkesztési és lektorálási munkákban. Dr. Csabai Zsoltnak külön köszönöm a kísérletekhez szükséges anyagok megvásárlásához nyújtott anyagi segítségét. Külön köszönetemet fejezem ki Rolek Alfrédnek az Edelstahlwerke Böhler főmunkatársának, aki önzetlenül segítette a munkámat a termikus szórásban, felületelőkészítésben és látott el kísérleti porötvözetekkel. A következőkben szeretném köszönetemet kifejezni a Miskolci Egyetem Anyagszerkezettani és Anyagtechnológiai Intézet valamennyi oktató és dolgozó munkatársának az értekezés megvalósításában a maga területén nyújtott segítségért. Az Intézet műhely- és labor dolgozói közül szeretném kiemelten megköszönni Csukás Géza és Szentpéteri László anyagvizsgáló mérnököknek a mérések végrehajtása során végzett munkáját. Külön szeretném megköszönni Draskóczi László tulajdonos-ügyvezetőnek és a Budai Benefit Lézer Kft.-nek az újraolvasztási kísérletekhez és a publikációs tevékenységemhez nyújtott támogatását. Végül, de nem utolsó sorban szeretném megköszönni feleségemnek, Takács Margitnak és családomnak a tanulmányaimban és a PhD értekezésem elkészítésében nyújtott sokoldalú támogatását és megértő türelmét. 1
122 IRODALOMJEGYZÉK IRODALOMJEGYZÉK [1] Knotek, O., Lugscheider, E. und Eschnauer, H.: Hartlegierungen zum verschleiss schutz, Verlag Stahleisen M. B. H. Düsseldorf, (1975.) [2] Aluru, R, Gale, WF, Chitti, SV, Sofyan, N, Love, RD, Fergus, JW.: Transient liquid phase bonding of dissimilar nickel base superalloys wettability, microstructure and mechanical properties. Mater Sci Technol 24 (5): (2008.) [3] Ruiz-Vargas, J., Siredey-Schwaller, N., Gey, N., Bocher, P., Hazotte, A.: Microstructure development during isothermal brazing of Ni/BNi-2 couples. J Mater Process Technol 213:20 29 (2013.) [4] Ming, S. A., Ang, A., Sanpo, N., Sesso, M. L., Sun, Y., K., and Berndt, C. C.: Thermal Spray Maps: Material Genomics of Processing Technologies Journal of Thermal Spray Technology pp (October 2013). [5] Lim, J. J., Sujecki S., Senior, L. L., Zhang, Z., Paboeuf, D., Pauliat, G., Lucas-Leclin, G., Georges, P., Roderick, MacKenzie, C. I., Hasler K. H., Sumpf, B., Wenzel, H. Gotz, E., Thestrup, B., Petersen, P. M., Michel, N., Krakowski, M., and Larkins, E. C.: Design and Simulation of Next-Generation High-Power, High-Brightness Laser Diodes Journal of Selected Topics in Quantum electronics, Vol. 15, No. 3, p (May/June 2009.) [6] Strohmaier, S. G., Erbert, G., Rataj, T., Meissner-Schenk, A. H., Loyo-Maldonado V., Carstens, C., Zimer, H., Schmidt, B., Kaul, T., Karow, M. M., Wilkens, M., Crump, P.: Forward development of kw-class power diode laser bars High-Power Diode Laser Technology XVI, (7 May 2018.) [7] Buza, G., Lézersugaras technológiák I. EDUTUS Főiskola (2012.) [8] Bitay, E.,: Lézeres felületkezelés és modellezés Erdélyi Múzeum Egyesület, Kolozsvár, (2007.) [9] Hecht, J,: Short history of laser development Optical Engineering pp.49-99, September (2010.) [10] Wu, J., Ma, W., Tangc, D., Jiab, B. Yang, B., Liu, D. and Dai, Y.: Thermodynamic description of Si-B binary system, Procedia Engineering 31 (2012) [11] Tokunaga, T., Nishio, K., Ohtani, H. and Hasebe, M.: Phase Equilibria in the Ni Si B System Materials Transactions, Vol. 44, No. 9 (2003) pp to 1654 (2003.) [11] Ohsasa, K., Shinmura, T., Narita, T.: Numerical modeling of the transient liquid phase bonding process of Ni using Ni-B-Cr ternary filler metal. Journal of Phase Equilibria 20 (3): (1999.) [12] Liu, X., Lin, M., Yang, S., Ruan, J., and Wang, C.: Experimental Investigation of Phase Equilibria in the Ni-Cr-Si Ternary System Journal of Phase Equilibria and Diffusion, June (2014.) [12] Schuster, J. C., Du, Y.: Experimental investigation and thermodynamic modeling of the Cr-Ni-Si system. Metall Mater Trans A 31A: (2000.) 1
123 IRODALOMJEGYZÉK [13] Harper, D., Tydings, G.: The solid state of metal powders in metal fabrication Thermal spray and weld overlay applications are poised for growth The Fabricator December 3. (2015.) [14] Deutsche Edelstahlwerke GmbH: Metal powders and continuous cast rods (2011.) [15] Peaslee, R. L.: Brazing footprints. : Wall Colmonoy Corporation, pp ISBN: , (2003.) [16] American Welding Society Technical Activities Committee: Specification for filler metals for brazing and braze welding, American Welding Society Doral, Florida. ISBN: , (2011.) [17] Huang, S., Sun, D., Xu, D., Wang, W. Xu H.:Microstructures and Properties of NiCrBSi/WC Biomimetic Coatings Prepared by Plasma Spray Welding Journal of Bionic Engineering 12 pp (2015.) [18] Ready, J. F., LIA Handbook of Laser Materials Processing, Chapter 8: Surface Treatment: Glazing, Remelting, alloying, cladding, and cleaning, Laser Institute of America, p (2001). [19] Bandyopadhyay, R., Nylén, P. A computational fluid dynamic analysis of gas and particle flow in flame spraying. J. Thermal Spray Technology 12(4): (2003.) [20] Wigren, J., On-line diagnostics of traditional flame spraying as a tool to increase reproducibility. Proceedings of national thermal spray conference. ASM International, Materials Park, OH, pp (1996.) [21] Nylén, P., Bandyopadhyay, R. A computational fluid dynamic analysis of gas and particle flow in flame spraying. Thermal spray: surface engineering via applied research. ASM International, Materials Park, OH, pp (2000.) [22] Bakan, E., Mauer, G., Sohn, Y. J., Koch, D. and Vaßen R.: Application of High-Velocity Oxygen-Fuel (HVOF) Spraying to the Fabrication of Yb-Silicate Environmental Barrier Coatings Coatings, 7, 55. (2017.) [23] Heiman, R. B.: Plasma Spray Coating: Principles and Applications. WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim ISBN: (2008.) [24] Ružić, J., Vilotijević, M., Božić, D., Raić, K. Understanding plasma spraying process and characteristics of dc-arc plasma gun Metall. Materials Engineering Vol 18 (4) pp (2012.) Association of Metallurgical Engineers of Serbia AMES Scientific paper UDC: [25] Altuncu, E., Ustel, F.: Adhesion properties of the plasma spray coatings Metal Brno, (2012.) [26] Müller, M., Schiller, G., Gitzhofer, F., Boulos, M. I. Suspension plasma spraying for the preparation of perovskite powders and coatings. In: 1997 National Thermal Spray Conference, Indianapolis, IN (1997.) [27] Kovarik, R., Fan O.X., Boulos, MI In-flight properties of W particles in an Ar-H 2 plasma.journal of Therm Spray Technology 16: (2007.) [28] Kovarik, R., Fan O.X., Boulos, MI In-flight properties of W particles in an Ar-H 2 plasma.journal of Therm Spray Technology 16: (2007.) [29] Müller, M., Henne, R., Schiller, G., Boulos, M. I., Gitzhofer, F., Heinmann, R. B. Radiofrequency suspension plasma spraying of cobalt spinel anodes for alkaline water electrolysis. In: International thermal spray conference (ITSC 98), vol 2, Nice, France, pp (1998.) 2
124 IRODALOMJEGYZÉK [30] Mailhot, K., Gitzhofer, F., Boulos, M. I. Supersonic induction plasma spraying applied to dense yttria stabilized zirconia electrolyte coatings. In: 13th international symposium on plasma chemistry- ISPC 13, vol. 3, Beijing, China, pp (1997.) [31] Mailhot, K., Gitzhofer, F., Boulos, M. I. Supersonic induction plasma spraying of dense YSZ electrolyte membranes. In: national thermal spray conference NTSC 97, Indianapolis, IN (1997.) [32] Uchiyama, F., Tsukamoto, K., Agatsuma, K., Yanagisawa, T., Okuo, T., Kaga, Y. and Yamaoka, S.: Manufacture of high superconducting films with a laser spraying process. 13 th Intemational Thermal Spray Conference, Orlando, Florida, USA, 28 May-5 (1992) June, [33] Schaefer, R. J., Ayers, J. D.: Laser Spraying NAVY Washington DC US Patent No.: 4,200,669 Apr. 29, (1980.) [34] Matsuda, J., Utsumi, A., Janoda, M., Yano, T.: Laser Spraying process US Patent No.: 4,947,463 Aug. 7, (1990.) [35] Uchijama, F., Tsukamoto, K., Ohno, Y., Kaga, Y., Momma, A.: Method for Producing Object by Laser Spraying and Apparatus, for Conducting the Method, US Patent, No.: 5,208,431, May 4, (1993.) [36] Girish, D. R., Paul C. P., Gandhic, B. K., Jain, S. C.: Erosion wear behavior of laser clad surfaces of low carbon austenitic steel Wear. Vol P (2009). [37] Xuan, H.-F., Wang, Q. Y., Bai, S. L.: A study on microstructure and flame erosion mechanism of a graded Ni Cr B Si coating prepared by laser cladding / Surface and Coatings Technology. Vol p (2014.) [38] Rojacz, H., Zikin, A., Mozelt, C.: High temperature corrosion studies of cermet particle reinforced NiCrBSi hardfacings / et al. // Surface and Coatings Technology. Vol pp (2013.) [39] Żórawski, W., Skrzypek, S. J.: Tribological properties of plasma and HVOF-sprayed NiCrBSi Fe 2 O 3 composite coatings /Surface and Coatings Technology. Vol pp (2013.) [40] Xu, G., Kutsuna, M., Liu, Z., Zhang, H.: Characteristics of Ni-based coating layer formed by laser and plasma cladding processes / Materials Science and Engineering: A. Vol pp (2006.) [41] Xu, G., Kutsuna, M., Liu, Z.: СO 2 laser cladding and plasma cladding of Ni-based alloy powder on the SUS316LN stainless steel / JSME International Journal: C. Vol. 49. Is. 2. pp (2006.) [42] Gómez-del, Río T., Garrido, M. A., Fernandez, J. E.: Influence of the deposition techniques on the mechanical properties and microstructure of NiCrBSi coatings / Journal of Materials Processing Technology. Vol Is P (2008.) [43] Conde, F., Zubiri, J.: Cladding of NiCrBSi coatings with a high power diode laser, Materials Science Enginering A, 334, (2002.) [44] Zhu, C., Li, P.,Javed, A., Liang, G. Y. and Xiao, P.: An investigation on the microstructure and oxidation behavior of laser remelted air plasma sprayed thermal barrier coatings Surface and Coatings Technology Volume 206, Issue 18, Pages (15 May, 2012.) [45] Serres, N., Hlawka, F., Costil, S., Langlade, C., Machi, F., Corrosion properties of in situ laser remelted NiCrBSi coatings comparison with hard chromium coatings, J. Materials Processing Technol., Vol. 211, p (2011.) 3
125 IRODALOMJEGYZÉK [46] Tuominen, J., Vuoristo, P., Mäntylä, T., Vihinen, J., Andersson, Corrosion behavior of HVOFsprayed and Nd-YAG laser remelted high-chromium, nicel-chromium coatings, Journal of Thermal Spray Technology, Vol. 11, No. 2, p (2001.) [47] Serres, N., Hlawka, F., Costil, S., Langlade, C., Machi, F., Microstructure of Metallic NiCrBSi Coatings manufactured via Hybrid Plasma Spray and In Situ Laser Remelting Process, J. Therm. Spray Technol., Vol. 20, no.1-2, p (2011.) [48] Ruetering, M.: Laser Cladding and Hardening Background with Diode Lasers, Laserline GmbH. [49] Fritsche, H., Ferrario, F., Koch, R., Krusche, B., Pahl, U., Pflueger, S., Groh, A. and Gries, W., Eibl, F., Kohl, S., Dobler M.: Direct diode lasers and their advantages for materials processing and other applications Friedrich-Alexander-Universität Erlangen- Nürnberg, Konrad-Zuse-Str. 3/5, Erlangen, Germany [50] Gross, T., Ristau, D., Poprawe, R.: Diode laser modules of highest brilliance for materials processing Proceedings of SPIE - The International Society for Optical Engineering (May 2002.) [51] Rütering M.: Optimizing components and surfaces with diode laser generating, cladding and hardening of products, Laserline GmbH. [52] Jenoptik GmbH. High-power diode lasers: tools of light for industry and medicine Flexible power scaling towards healthcare solutions using reliable and robust diode laser stacks. Vertical diode laser stacks: qcw, actively cooled JOLD-x-QANN-xA [53] Bachmann, F.: Hochleistungs-Diodenlaser für die Materialbearbeitung, Physikalische Blätter, 3, 63-67, (2001.) [54] Russek, U. A., Otto, G., Poggel, M.: Verbindliche Nähte, Laser-Praxis, 1, 14-16, (2001.) [55] Brand, T., Schmidt, I.,: 'Design and performance of a compact 600 W cw Nd:YAG rod laser system pumped by microchannel-cooled stacked diode laser arrays', Technical Digest Conference on Lasers and Electro-Optics Europe, Sept. 8-13, p.4. (1996.) [56] Fraunhofer Institut, Werkstoff - und Strahitechnik communications., Winterbergstr. 28, Dresden, Rochler et. al., private [57] Wagner, M.: Lokales Laserumschmelzverfestigen von crashbelasteten Karosseriefeinblechstrukturen Hrsg.: Fraunhofer IWS, Dresden 2018, 146 S., zahlr., teils farb. Abb. u. Tab., Softcover Fraunhofer Verlag [58] Graf, B.: Laser-Pulver-Auftragschweißen in der additiven Prozesskette für Legierungen aus dem Turbomaschinenbau Berichte aus dem Produktionstechnischen Zentrum Berlin Fraunhofer Verlag ISBN [59] Moser, R.: Laser-µ-Bearbeitung von GaN-basierten Leuchtdioden mit ultrakurzen Laserpulsen, Stuttgart: Fraunhofer Verlag, 2013, II, 184 pp. Zugl.: Freiburg/Brsg., Univ., Diss., 2013 ISBN: [60] Houdková, S., Smazalová, E., Vostřák, M., Schubert, J.: Properties of NiCrBSi coating, as sprayed and remelted by different technologies Surface and Coatings Technology 253, (2014.) [61] González, R., Cadenas, M., Fernández, R., Cortizo, J.L. and Rodríguez, E. Wear Behaviour of Flame Sprayed NiCrBSi Coating Remelted by Flame or by Laser. Wear, 262, (2007.) 4
126 IRODALOMJEGYZÉK [62] Serres, N., Hlawka, F., Sophie Costil, S., Langlade, C., Machi, F.: Combined plasma spray and in situ laser melting treatment of NiCrBSi powder. Journal of Optoelectronics and Advanced Materials, 12 (3), pp (2010.) [63] Fernandez, E., Cadenas, M., Gonzalez, R., Navas, C., Fernandez, R. and J. de Damborenea, Wear behaviour of laser clad NiCrBSi coating, Wear 259: (2005.) [64] Serres, N., Hlawka, F., Costil, S., Langlade, C., Machi, F.: Microstructures of Metallic NiCrBSi Coatings Manufactured via Hybrid Plasma Spray and In Situ Laser Remelting Process Therm. Spray Technol. 20 (1 2) (2011.) [65] Houdkova,S., Vostrak, M., Hruska, M., Riha, J., Smazalova, E., Cesanek, Z., Schubert, J.: Comparison of nicrbsi coatings, hvof sprayed, re-melted by flame and by high-power laser Metal (2013.) [66] Serres, N., Hlawka, F., Costil, S., Langlade, C., Machi, F., Cornet, A.: Dry coatings and ecodesign part.2 Tribological performances, Surface Coatings Technology., Vol. 204, p (2009.) [67] Tuominen J., Vuoristo P., Mantyla T., Ahmaniemi S., Vihinen J. and Andersson P. H., Corrosion Behavior of HVOF-Sprayed and Nd-YAG Laser- Remelted High-Chromium, Nickel-Chromium Coatings, J. Therm. Spray Technol.,11, , (2002). [68] García, A., Cadenas, M., Fernández, M. R., Noriega, A.:Tribological effects of the geometrical properties of plasma spray coatings partially melted by laser Wear (2013.) [69] Bolelli, G.; Bonferroni, B.; Laurila, J.; Lusvarghi, L.; Milanti, A.; Niemi, K.; Vuoristo, P. Micromechanical properties and sliding wear behaviour of HVOFsprayed Fe-based alloy coatings. Wear , (2012.) [70] Milanti, A., Koivuluoto, H., Vuoristo, P., Bolleli, G., Bozza, F., Lusvarghi, L.: Microstructural Characteristics and Tribological Behavior of HVOF-Sprayed Novel Fe- Based Alloy Coatings Coatings (2014.) [71] González, R., García, M. A., Penuelas, I., Cadenas, M., Fernández, M. R., Hernández Battez, A., Felgueroso, D.: Microstructural study of NiCrBSi coatings obtained by different processes Wear (2007.) [72] Kim, H. J., Kim, Y.J.: Microstructural evaluations of the Plasma transferred arc coated layers on the hardness, wear resistance and corrosion for the hardfacing of Ni- and Co-based alloys, in: Proceedings of the International Thermal Spray Conference, Nice/France, pp (1998.) [73] Metals Handbook, Welding, Brazing and Soldering, vol. 6, American Society for Metals, (2000.) [74] Lin, L., Hanb, K.: Optimization of surface properties by flame spray coating and boriding. Surface Coatings Technology 106: (1998) [75] Planche, M.P., Liao, H., Normand, B., Coddet, C.: Relationships between NiCrBSi particle characteristics and corresponding coating properties using different thermal spraying processes. Surface Coatings Technology 200: (2005) [76] Navas, C., Colaco, R., de Damborenea, J., Vilar, R.: Abrasive wear behaviour of laser clad and flame sprayed-melted NiCrBSi coatings. Surface Coatings Technology 200: (2006) 5
127 IRODALOMJEGYZÉK [77] Sakata, K., Nakano, K., Miyahara, H., Matsubara, Y., Ogi, K.: Microstructure control of thermally sprayed co-based self-fluxing alloy coatings by diffusion treatment. Journal of Thermal Spray Technology 16(5 6): (2007) [78] Harsha, S., Dwivedi, D. K., and Agarwal, A.: Influence of CrC addition in Ni-Cr-Si-B flame sprayed coatings on microstructure, microhardness and wear behaviour. Int Journal of Advanced Manufacture Technology [79] Zhang, G., Liao, H., Yu, H., Costil, S., Mhaisalkar, S.G., Bordes, J-M., Coddet, C.: Deposition of PEEK coatings using a combined flame spraying laser remelting process. Surface Coatings Technology 201: (2006) [80] Vijaya, B.M., Krishna Kumar R., Prabhakar, O., Gowri Shankar, N.: Simultaneous optimization of flame spraying process parameters for high quality molybdenum coatings using Taguchi methods. Surface Coatings Technology 79: (1996) [81] Yang-Feng, T., Jun, L., Ying-Hao, L., Lie-Feng, H.: Effect of heat treatment on residual stress and wear behaviors of the TiNi/Ti2Ni based laser cladding composite coatings Optics and Laser Technology (2017) [82] Bergant, Z. and Grum, J.: Quality Improvement of Flame Sprayed, Heat Treated, and Remelted NiCrBSi Coatings Journal of Thermal Spray Technology, Vol. 18, no. 3, p (September 2009.) [83] Sun, R. L., Mao, J. F., Yang, D. Z.: Microscopic morphology and distribution of TiC phase in laser clad NiCrBSiC TiC layer on titanium alloy substrate, Surface Coatings Technology (2002.) [84] Vahid, F., Masoud, A., Stephen, F.C., Amir, K.: Impact of localized surface preheating on the microstructure and crack formation in laser direct deposition of Stellite 1 on AISI 4340 steel, Applied. Surface Science (2010.) [85] Fallahi, A., Jafarpur, K., Nami, M. R.: Analysis of welding conditions based on induced thermal irreversibilities in welded structures: cases of welding sequences and preheating treatment, Science. Iran 18 (3) (2011.) [86] Huang, Y.J.: Characterization of dilution action in laser-induction hybrid cladding, Optics & Laser Technology. 43 (2011) [87] Ravnikar, D., Narendra Dahotre, B., Gruma, J.: Laser coating of aluminum alloy EN AW 6082-T651 with TiB2 and TiC: microstructure and mechanicalproperties, Applied. Surface. Science (2013) [88] Zeglinski, J., Svard, M., Karpinska, J., Kuhs, M.: Analysis of the structure and morphology of fenoxycarb crystals, Journal of Molecular Graphics and Modelling (2014.) [89] Wang, X. H., Zhang, M., Liu, X.M., Qu, S.Y., Zou, Z.D.: Microstructure and wear properties of TiC/FeCrBSi surface composite coating prepared by laser cladding, Surface and Coatings Technology (2008.) [90] Yang, S. N., Chen, Liu, W.J., Zhong, M.L., Wang, Z.J., Kokawa, H.: Fabrication of nickel composite coatings reinforced with TiC particles by laser cladding, Surface and Coatings Technology 183 (2004) [91] Savrai, R.A.: The Behavior of Gas Powder Laser Clad NiCrBSi Coatings Under Contact Loading / R.A. Savrai, A.V. Makarov, N.N. Soboleva, Journal of Materials Engineering and Performance. Vol. 25(3). P (2016.) 6
128 IRODALOMJEGYZÉK [92] Shang, S.: Laser beam profile modulation for microstructure control in laser cladding of an NiCrBSi alloy / S. Shang, Dan Wellburn, Y.Z. Sun, et al. //Surface and Coatings Technology. Vol P (2014.) [93] Finch, C.B. Cavin, O.B., Becher, P.F.: Crystal growth and properties of trinickel boride, Ni 3 B / Journal of Crystal Growth. Vol. 67. P (1984.) [94] Oliver W.C. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments /W.C. Oliver, J.M. Pharr // Journal of Materials Research. Vol. 7. No. 6. P (1992.) [95] Schubert, J., Smazalová, E., Houdková, S., Cesanek, Z., Prantnerova M.: Standard remelting methods of thermally sprayed nicrbsi based coating Metal May 21st 23rd 2014, Brno (2014.) [96] Chen, J., Dong, Y., Wan, L., Yang, Y., Chu, Z., Zhang, J., He, J., Li, D.: Effect of induction remelting on the microstructure and properties of in situ TiN-reinforced NiCrBSi composite coatings, Surface & Coatings Technology 340 pp (2018.) [97] Matsubara, M. Kumagawa, Y. Sochi and A. Notomi, Application of self-fused alloy coating by HF induction heating, Thermal Spraying--Current Status and Future Trends, Kobe, Japan, Vol. 1, (1995.) [97] Makarov, A.V., Korshunov, Yu, L.G., Malygina, I., Solodova, I. L.: Raising the heat and wear resistances of hardened carbon steels by friction strengthening treatment Metal Science and Heat Treatment. Vol. 49. Is P (2007.) [98] Shabana, M.M.M. Sarcar, K.N.S. Suman, Kamaluddin S.: Tribological and Corrosion behavior of HVOF Sprayed WC-Co, NiCrBSi and Cr 3 C 2 -NiCr Coatings and analysis using Design of Experiments Materials Today: Proceedings, Volume 2, Issues 4 5, Pages (2015.) [99] Li, G. l., Li,Y. l. Dong, T. s., Wang, H. d., Zheng, X. d. and Zhou, X. k.: Microstructure and Wear Resistance of TIG Remelted NiCrBSi Thick Coatings, Advances in Materials Science and Engineering Volume, Article ID , 10 pages (2018.) [100] Miguel, J. M., Guilemany, J.M., Vizcaino, S.: Tribological study of NiCrBSi coating obtained by different processes, Tribol. Int (2003.) [101] Sidhu, T. S., Prakash S., Agrawal, R. D.: A comparative study of hot corrosion resistance of HVOF sprayed NiCrBSi and Stellitee-6 coated Ni-based super alloy at 900 C, Mater. Sci. Eng (2007.) [102] González, R., García, M. A., Peñuelas, I., Cadenas, M., Fernández, M. d. R., Battez, A. H. and Felgueroso, D.: Microstructural study of NiCrBSi coatings obtained by different processes, Wear, vol. 263, 2007, pp [103] Houdková S., Smazalová, E., Vostřák, M., Schubert, J.: Properties of NiCrBSi coating, as sprayed and remelted by different technologies Surface & Coatings Technology (2014.) [104] Guang, J. L., Jun, L. Xing, L.: Effects of high temperature treatment on microstructure and mechanical properties of laser-clad NiCrBSi/WC coatings on titanium alloy substrate Materials Characterization 98 (2014) [105] AWS, Thermal Spraying: Practice, Theory, and Application. Miami: American Welding Society, (1985.) [106] Kim, H. J., Hwang, S.Y., Lee, C.H. and Juvanon, P.: Assessment of wear performance of flame sprayed and fused Ni-based coatings, Surface and Coatings Technology, vol. 172, pp (2003.) 7
129 IRODALOMJEGYZÉK [107] Vostřák, M., Hruska, M., Houdková, S.: Laser re-melting of hvof sprayed NiCrBSi coatings Metal , Brno (2013.) [108] Xuliang, C., Xunpeng, Q., Zhenhua, Z., Kai G.: Microstructural evolution and wear properties of the continual local induction cladding NiCrBSi coatings Journal of Materials Processing Tech (2018.) [109] Korobov, J. International Thermal Spray Conference and Exposition ITCS 2010: Review and Analysis. Thermal Spray Modern Situation. Materials of International Scientific and Practical Seminar (28th 29th of September, 2010), Yekaterinburg, pp (2010.) [110] Bach, F.-W., Laarmann, A., Wenz, T. (eds). Modern Surface Technology. Germany, 325 p. (2006.) [111] Kim, H.-J., Hwang, S.-Y., Lee, Ch.-H., Juvanon, P. Assessment of Wear Performance of Flame Sprayed and Fused Ni-based Coatings Surface and Coating Technology 172 pp (2003) [112] Taghavi, F., Saghafian, H., Kharrazi, Y. H. K. Study on the Effect of Prolonged Mechanical Vibration on the Grain Refinement and Density of A356 Aluminum Alloy Materials and Design 30. pp (2009.) [113] Chirita, G., Stefanescu, I., Soares, D., Silva, F. S. Influence of Vibration on the Solidification Behavior and Tensile Properties of an Al-18 wt % Si Alloy Materials and Design 30. pp (2009) [114] Foroozmehr, E., Lin, D., Kovacevic, R. Application of Vibration in the Laser Powder Deposition Process Journal of Manufacturing Process 11 pp (2009) [115] Wang, S., Li, H., Chen, X., Chi, J., Li, M., Chai, L., Xu, H. Improving Microstructure and Wear Resistance of Plasma Clad Fe-based Alloy Coating by a Mechanical Vibration Technique during Cladding Materials Science and Engineering A 528 pp (2010) [116] Jurčius, A. Effect of Vibratory Treatment on Residual Stresses in Structural Steel Weldments. Doctoral Dissertation, Vilnius: (2010.) [117] Aoki, S., Nishimura, T., Hiroi, T. Reduction Method for Residual Stress of Welded Joint Using Random Vibration Nuclear Engineering and Design 235 (14) pp (2005) [118] Škamat, J., Valiulis, A. V., Černašėjus, O. The Influence of Mechanical Vibrations on Properties of Ni-based Coatings Journal of Vibroengineering 12 (4) pp (2010) [119] Lebaili, S., Durand-Charre, M., Hamar-Thibault, S. The Metallurgical Structure of Assolidified Ni-Cr-B-Si-C Hardfacing Alloys Journal of Materials Science 23 (1988) [120] Škamat, J., Valiulis, A. V., Kurzydłowski, K. J., Černašėjus, O., Lukauskaitė, R., Zwolińska, M.: NiCrSiB Thermal Sprayed Coatings Refused under Vibratory Treatment, Materials Science (Medžiagotyra). Vol. 19, No. 4. ISSN (2013.) [121] Liang,-Y. C., Tianxiang. X., Sheng, L., Ze-Xin, W., Shujin, C., Lai-Chang, Z.: Improved hardness and wear resistance of plasma sprayed nanostructured NiCrBSi coating via short-time heat treatment Surface & Coatings Technology 350 (2018) [122] Jiangwei, L., Yan, W., Costil, S., Bolot, R.: Numerical and experimental analysis of molten pool dimensions and residual stresses of NiCrBSi coating treated by laser postremelting Surface & Coatings Technology (2017.) 8
130 IRODALOMJEGYZÉK [123] Zhao, W.-M., Wang, Y., Dong, L.-X., Wu, K.-Y., Xue, J.: Corrosion mechanism of NiCrBSi coatings deposited by HVOF, Surf. Coat. Technol , (2005.) [124] Liu, J., Bolot, R., Costil, S., Planche, M.-P.: Transient thermal and mechanical analysis of NiCrBSi coatings manufactured by hybrid plasma spray process with insitu laser remelting, Surface Coatings Technology (2016.) [125] Serres, N., Hlawka, F., Costil, S., Langlade, C. F. Machi, F.: An investigation of the mechanical properties and wear resistance of NiCrBSi coatings carried out by in situ laser remelting Wear , (2011.) [126] Yiwenn, L., Ronglu, S., Ying, T.,Wei, N.: Microstructure and phase transformations in laser clad CrxSy/Ni coating on H13 steel Optics and Lasers in Engineering (2015.) [127] MSZ EN ISO 4287:2002: Termékek geometriai követelményei (GPS). Felületminőség: Metszettapintó eljárás. Fogalmak, meghatározások és felületminőségi jellemzők (ISO 4287:1997) Magyar Szabványügyi Testület [128] ISO :2011: Geometrical product specifications (GPS) -- Filtration -- Part 21: Linear profile filters: Gaussian filters [129] MSZ EN ISO 8785:2002: Termékek geometriai követelményei (GPS). Felületi hibák. Fogalmak, meghatározások és felületminőségi jellemzők (ISO 8785:1998) Magyar Szabványügyi Testület [130] DIN EN ISO 11562: Geometrische Produktspezifikationen (GPS) Oberflächenbeschaffenheit: Tastschnittverfahren - Meßtechnische Eigenschaften von phasenkorrekten Filtern (ISO 11562:1996); Deutsche Fassung EN ISO 11562:1997 [131] Buytoz, S., Ulutan, M., Islak, S., Celik, O. N.: Microstructural and wear characteristicsof high velocity oxygen fuel (HVOF) sprayed NiCrBSi sic composite coating on sae 1030 steel Arabian Journal for Science and Engineering 38(6) June (2013.) [132] Karagöz, M., Islak, S., Buytoz, S., Kurt, B.: Microstructural Characteristics of High Velocity Oxygen Fuel (HVOF) sprayed NiCrBSi-SiC Composite Coating on a Low Alloy Steel 6th International Advanced Technologies Symposium (IATS 11), May 2011, Elazığ, Turkey (2011.) [133] Hemmati, I., Rao, J. C., Ocelík, V. and DeHosson J. Th. M.: Electron Microscopy Characterization of Ni-Cr-B-Si-C Laser Deposited Coatings Microscopy and Microanalisys [134] Gao, L. X., Liu, T., Zhang D. Q.: Preparation of NiCrBSi-WC brazed coating and its microstructure characteristics Surface and Interface Analysis 45(3) March [135] Rückert, M., Wigren, J. and Svantesson, J.: Metallographic preparation of plasma sprayed ZrO 2 coatings sprayed under varying conditions. Practical Metallography, 28, pp. (1991.) [136] Eissner, G., Kunkel, K., Dieser, K., Weber, S., and Kopp, W. U.: Preparation of ceramic sprayed coatings on metal substrates. Practical Metallography, 27, (1990.) [137] Leistner, E.: Preparation and characterization of thermal sprayed coatings. Thermische Spritzkonferenz, Aachen, Germany, 3-5 March, (1993.) [138] Pawlowski, L.: Microstructural study of plasma sprayed alumina and nickel chromium coatings. Surface and Coatings Technology, 31, (1987.) 9
131 IRODALOMJEGYZÉK [139] Blann, G.A.: The important role of microstructural evaluation in each phas thermally sprayed coatings application. 13th International Thermal Spray: Conference, Orlando, Florida, USA, 28 May-5 June, (1992.) [140] Diaz, D.J. and Blann, G.A.: Thermally sprayed coatings. ASTM Standardization News, May, (1991.) [141] Ritter, A. M. and Henry, M. F.: Microstructure of a plasma-sprayed superalloy coating substrate. Journal of Material Science, 17, (1982.) [142] Blann, G. A.: The important role of microstructural evaluation in each phase thermally sprayed coatings application. 13th International Thermal Spray Conference, Orlando, Florida, USA, 28 May-5 June, (1992.) [143] Jacobson, B.E.: Microstructure of PVD-deposited films characterized by transmission electron microscopy In: Deposition Technologies for Film.s and Coatings, editor: R.F. Bunshah (Noyes Publications, Park Ridge, NJ, USA), (1982.) [144] S.D. Dahlgren and T.M.T. Patten, The metallurgical characterization of coatings. Thin Solid Films, 53, ], (1978) [145] Fowler, D. B.: Metallographic evaluation of thermally sprayed coatings. ASTM Standardization News, May, pp. (1991.) [146] Postek, M. T., Howard, K. S., Johnson, A. H. and McMichael, K. L.: Scanning Electron Microscopy. A Student's Handbook (Postek and Ladd Research Industries, Inc., USA). (1980.) [147] Tisza, M.: Az anyagtudomány alapjai, Miskolci Egyetemi Kiadó (2010.) [148] Morris, M. C., McMurdie, H. F., Evans, E. H., Paretzkin, B., Prarker, H. S., and Panagiopoulos, N. C.: Standard X-ray Diffraction Powder Patterns Section 18 Data for 58 Substances National Bureau of Standards [149] Niu, W., Sun, R., Lei Y.: Microstructure and Wear Properties of Laser Clad NiCrBSi- MoS 2, Friction and Wear Research Volume 2, (2014.) [150] Zhao1, N., Tao, L., Guo, H., and Zhang, M. Q.: Laser clad NiCrBSi alloy wearresistance coating with RE addition on heavy duty spur gear flank IOP Conf. Series: Materials Science and Engineering 248 (2017) [151] ISO Metallic materials Vickers hardness test Part 1: Test method [152] Strnada, G., Farkas, L. J.: Improving the accuracy of low-load Vickers microhardness testing of hard thin films, 7th International Conference Interdisciplinarity in Engineering (INTER-ENG 2013) [153] Modi,S. C., Calla, E.: Structure and Properties of HVOF Sprayed NiCrBSi coatings Thermal Spray New Surface for New Mileneum Proceedings of the International Thermal Spray Conference (2001.) [154] Mikus, R., Kovács, I., Zsarnovszky, J.: Effect of Microstructure on Properties of NiCrBSi Alloys Applied by Flame-Powder Deposition Advanced Materials Research Vol (2014) pp 1-9. [155] Izdinska, Z., Nasher, A., Izdinsky, K.: The structure and mechanical properties of NiCrBSi coatings prepared by laser beam cladding Materials Engineering, Vol. 17, 2010, No (2010) [156] ISO :2016 Preview Metallic materials Rockwell hardness test Part1: Test met [157] ASTM E384 Microhardness Testing 10
132 IRODALOMJEGYZÉK [158] ASTM A Standard Test Method for Portable Hardness Testing by the Ultrasonic Contact Impedance Method [159] Szilágyiné B. A.: Aktív ernyős plazmanitridálás bias paraméterének hatása a rétegszerkezetre PhD értekezés Miskolci Egyetem Gépészmérnöki és Informatikai Kar (2017.) [160] Fonović, M.: Nitriding behavior of Ni and Ni-based binary alloys Institut Für Materialwissenschaft der Universität Stuttgart PhD dissertation (2014.) 11
133 A DISSZERTÁCIÓHOZ KAPCSOLÓDÓ JELENTŐSEBB PUBLIKÁCIÓK A DISSZERTÁCIÓHOZ KAPCSOLÓDÓ JELENTŐSEBB PUBLIKÁCIÓK IDEGEN NYELVŰ (1) Pálinkás S., Fazekas L., Gindert-Kele Á., Molnár, A.: Investigation of tillage elemenets of agricultural technology pp p. The 10th International Conference Machine and Industrial Design in Mechanical Engineering, KOD 2018 Novi Sad, Szerbia : University of Novi Sad, Faculty of Technical Sciences, (2018.) p. 347 (2) Pálinkás, S., Fazekas, L., Gindert-Kele Á., Molnár, A.: Investigation of tillage elements of agricultural machinery IOP CONFERENCE SERIES: MATERIALS SCIENCE AND ENGINEERING 393 Paper: (2018.) (3) Molnár, A., Buza, G., Fazekas, L. Pálinkás, S., Battáné, Gindert Kele Á.: Thermal Sprayed and Laser Remelted Wear Resistant NiCrBSi Coatings pp Proceedings of the 5th International Scientific Conference on Advances in Mechanical Engineering (ISCAME 2017) University of Debrecen Faculty of Engineering, p. 650 (2017.) (4) Pálinkás, S., Fazekas, L., Battáné, Gindert Kele, Á., Molnár, A., Hagymássy, Z.: Investigation of Hot Metal Powder Spray Fusing of Cultivator Tines After Tilth pp Proceedings of the 5th International Scientific Conference on Advances in Mechanical Engineering (ISCAME 2017.) University of Debrecen Faculty of Engineering, p. 650 (2017.) (5) Molnár, A., Fazekas, L., Csabai, Zs., Pálinkás, S.: Properties of cold gas dynamic sprayed coatings Proceedings of the 4th International Scientific Conference on Advances in Mechanical Engineering (ISCAME 2016). University of Debrecen Faculty of Engineering, pp (ISBN: ) (2016.) (6) Molnár, A. Fazekas L., Csabai, Zs., Pálinkás, S.: Durability improveing of agricultural machines part s with hard coatings Proceedings of the 4th International Scientific Conference on Advances in Mechanical Engineering (ISCAME 2016). University of Debrecen Faculty of Engineering, pp (ISBN: ) (2016.) (7) Molnár, A. Fazekas L., Csabai, Zs., Pálinkás, S.: Durability improveing of agricultural machines part s with hard coatings Proceedings of the 4th International Scientific Conference on Advances in Mechanical Engineering (ISCAME 2016). University of Debrecen Faculty of Engineering, pp (ISBN: ) (2016.) (8) Fazekas, L., Menyhárt J., Molnár, A., Horváth, Cs.: The connections between different types of cold flamesprayed distances on mechanical surface Proceedings of the 3rd International Scientific Conference on Advances in Mechanical Engineering (ISCAME 2015). University of Debrecen Faculty of Engineering, pp (ISBN: ) (2015.) (9) Fazekas, L., Menyhárt, J., Molnár, A., Horváth, Cs.: The connections between different types of cold flamesprayed distances on mechanical surface Proceedings of the 3rd International Scientific Conference on Advances in Mechanical Engineering (ISCAME 2015). University of Debrecen Faculty of Engineering, pp (ISBN: ) (2015.) 1
134 A DISSZERTÁCIÓHOZ KAPCSOLÓDÓ JELENTŐSEBB PUBLIKÁCIÓK (10) Molnár, A., Fazekas, L., Csabai, Zs., Ráthy I.: Laser surface remelting to improve the wear resistance of thermal sprayed NiCrBSi coatings Proceedings of the 3rd International Scientific Conference on Advances in Mechanical Engineering (ISCAME 2015.) University of Debrecen Faculty of Engineering, pp (ISBN: ) (2015.) (11) Molnár, A., Buza, G., Balogh, A., Fazekas, L.: HVOF sprayed coatings remelting with laser beam, Proceedings of the International Scientific Conference on Advances in Mechanical Engineering (ISCAME 2014). University of Debrecen Faculty of Engineering, pp (ISBN: ) (2014.) (12) Molnár, A., Fazekas, L., Ráthy I., Balogh, A.: Thermal Sprayed NiCrbSi Coatings Modification with Different Methods Proceedings of the International Scientific Conference on Advances in Mechanical Engineering (ISCAME 2014). University of Debrecen Faculty of Engineering, pp (ISBN: ) (2014.) (13) Molnár, A., Buza, G., Balogh, A., Fazekas, L.: Effect of technological parameters for quality of remelted NiCrBSi coatings Proceedings of the 1st international scientific conference on advances in mechanical engineering (ISCAME 2013) University of Debrecen Faculty of Engineering 229 p. pp (ISBN: ) (2013.) (14) Molnár, A., Buza, G., Balogh, A.: Hardness test and microstructure analysis of NiCrBSi sprayed, laser remelted coatings PRODUCTION PROCESSES AND SYSTEMS Vol. 6.:(No. 1.) pp Link(ek): MIDRA (2013.) (15) Molnár, A., Buza, G., Balogh, A., Fazekas, L.: Microstructure analisys and hardness properties of NiCrBSi sprayed, flame-and laser remelted coatings Proceedings of 18th Building Services, Mechanical and Building Industry days, International Conference. 307 p. University of Debrecen Faculty of Engineering Paper MAS 12-02]. (ISBN: ) (2012.) (16) Molnár, A., Buza, G., Balogh, A.: Mechanical properties and microstructures of nicrbsi coatings manufactured fs, hvof process and laser remelting microcad 2012, M szekció: Material Processing Technologies (Mechanikai technológiák): XXVI. International Scientific Conference. Miskolci Egyetem Innovációs és Technológia Transzfer Centrum, p. M2. 9 p. (ISBN: ) (2012.) (17) Tiba Zs., Fazekas L., Temesi A., Molnár A.: Plasma sprayed thermal barrier coatings applied on gas turbine engine parts [elektronikus dokumentum] Proceedings of 18th Building Services, Mechanical and Building Industry days, International Conference. 307 p. University of Debrecen Faculty of Engineering Paper MAS (ISBN: ) (2012.) (18) Buza, G., Molnár, A., Felde, I., Balogh, A.: Laser Treatment of Thermal Sprayed NiCrBSi Coating: Modeling, Study and Characterization International Thermal Spray Conference & Exposition 2011 (ITSC 2011). Düsseldorf: DVS Verlag, pp (ISBN: ) (2011). (19) Molnár. A., Buza, G., Tiba, ZS., Fazekas, L.: Quality improvement of flame and laser remelted NiCrBSi coatings International review of applied sciences and engineering 2 (2) pp (2011.) (20) Molnár, A., Buza, G., Tiba, Zs., Fazekas, L.: Quality improvement of flame and laser remelted NiCrBSi coatings [elektonikus dokumentum] 17th Building Services, Mechanical and Building Industry Days Exhibition and International Conference = 2
135 A DISSZERTÁCIÓHOZ KAPCSOLÓDÓ JELENTŐSEBB PUBLIKÁCIÓK XVII. Épületgépészeti, Gépészeti és Épít_ipari Szakmai Napok: szakkiállítás és Nemzetközi Tudományos Konferencia [elektronikus dokumentum]. University of Debrecen Faculty of Engineering, pp (ISBN: ) (2011.) (21) Molnár, A., Buza, G., Tiba, Zs., Fazekas, L.: Quality improvement of flame and laser remelted NiCrBSi coatings [elektonikus dokumentum]17th Building Services, Mechanical and Building Industry Days Exhibition and International [elektronikus dokumentum]. University of Debrecen Faculty of Engineering, pp (ISBN: ) (2011.) (22) Molnár, A.: Cold-gas dynamic spray technology investigation and application microcad 2011, K Section: XXV. International Scientific Conference. Konferencia helye, ideje: Miskolc, Magyarország, Miskolc: Miskolci Egyetem Innovációs és Technológia Transzfer Centrum, p. CD. Material Science. Material Processing Technologies (ISBN: ) (2011.) (23) Molnár, A.: An investigation of the mechanical properties of NiCrBSi coattings carried out by in situ laser remelting 17th Building Services, Mechanical and Building Industry Days Exhibition and International Conference = XVII. Épületgépészeti, Gépészeti és Épít_ipari Szakmai Napok: szakkiállítás és Nemzetközi Tudományos Konferencia [elektronikus dokumentum]. University of Debrecen Faculty of Engineering, p. CD. (ISBN: ) (2011.) (24) Molnár, A., Fazekas, L., Tiba, Zs.: Cold - Gas Dynamic Spray technology and applications 16th Building Services, Mechanical and Building Industry Days. 181 p. University of Debrecen Faculty of Engineering, pp , Building Energy (ISBN: ) (2010.) (25) Molnár, A., Balogh, A.: Thermal and Microstructure Modeling 16th Building Services, Mechanical and Building Industry Days. 181 p. University of Debrecen Faculty of Engineering, pp , Building Energy (ISBN: ) (2010.) (26) Óvári, Gy., Gribovszki, L., Molnár, A.: Thermal Spray Coatings (HVOF WC/Co) as a Replacement for Hard Chrome Plating on Aircraft Landing Gear 16th Building Services, Mechanical and Building Industry Days. Vol. 1 GEOREN. 147 p. University of Debrecen Faculty of Engineering, pp (ISBN: ) (2010.) (27) Fazekas, L., Tiba, Zs., Molnár, A.: Metalspraying a break shaft, testing the sprayed layers 15th Building Services, Mechanical and Building Industry Days. Vol p. University of Debrecen Faculty of Engineering, pp (ISBN: ) (2009.) (28) Molnár, A., Fazekas, L., Tiba, Zs.: The effects of the technological parameters on the interlaminar strenght of the Ni-based spray welded layers 15th Building Services, Mechanical and Building Industry Days. Vol p. University of Debrecen Faculty of Engineering, pp (ISBN: ) (2009.) (29) Molnár András: Advanced coating producing with High Power Diode Lasers (HPDL) 15th Building Services, Mechanical and Building Industry Days. Vol p. University of Debrecen Faculty of Engineering, pp (ISBN: ) (2009.) 3
136 A DISSZERTÁCIÓHOZ KAPCSOLÓDÓ JELENTŐSEBB PUBLIKÁCIÓK MAGYAR NYELVŰ (30) Molnár, A., Barkóczy, P., Battáné, Gindert-Kele, Á. ; Pálinkás, S.: Termikus szórással acél szerkezetekre felvitt cink és alumínium korrózióálló bevonatok vizsgálata és alkalmazási lehetősége = Testing and Application of Zinc and Aluminum Corrosion Coatings Wrapped by Steel Structures Thermal Spraying pp , 15 p. Műszaki Tudomány az Észak-Kelet Magyarországi Régióban konferencia előadásai Debrecen, Magyarország: Debreceni Akadémiai Bizottság Műszaki Szakbizottsága, p. 442 (2018.) (31) Pálinkás, S., Fazekas, L., Gindert-Kele, Á.,Jászai, Z. I., Molnár, A.: Meleg fémporszórással felületkezelt kultivátor kapák vizsgálata talajművelés után =Improvement of Tillage Elements with Hot Metal Spray Fusing pp , 4 p. Műszaki Tudomány az Észak-Kelet Magyarországi Régióban 2018 konferencia előadásai Debrecen, Magyarország: Debreceni Akadémiai Bizottság Műszaki Szakbizottsága, p. 442 Közlemény: (2018.) (32) Fazekas, L., Pálinkás, S., Molnár, A.: Kenőanyag tároló és leadó képesség vizsgálata termikus szórással felszórt felületeknél = The Examination of Lubricant Storing and Releasing Ability of Thermally Spayed Surfaces pp OGÉT 2017: XXV. Nemzetközi Gépészeti Konferencia: 25th International Conference on Mechanical Engineering Kolozsvár, Románia: Erdélyi Magyar Műszaki Tudományos Társaság (EMT), p. 500 Közlemény: Egyéb konferenciaközlemény (Konferenciaközlemény) (2017.) (33) Molnár, A., Csabay, Zs., Fazekas, L., Pálinkás, S., Gindert-Kele, Á.: Termikus szórással készült Ni-alapú rétegek újraolvasztása lánggal és a bevonat vizsgálata pp OGÉT 2017: XXV. Nemzetközi Gépészeti Konferencia: 25th International Conference on Mechanical Engineering Kolozsvár, Románia: Erdélyi Magyar Műszaki Tudományos Társaság (EMT), p. 500 Közlemény: Egyéb konferenciaközlemény (2017.) (34) Molnár, A., Csabai, Zs., Fazekas, L., Pálinkás, S., Gindert-Kele, Á.: Termikus szórással készült Ni- alapú rétegek újraolvasztása lánggal és a bevonat vizsgálata = Flame Remelting Method and Testing of Thermal Sprayed NI-Base Coatings pp Műszaki Tudomány az Észak-Kelet Magyarországi Régióban 2017: konferencia előadásai Debrecen, Magyarország: Debreceni Akadémiai Bizottság Műszaki Szakbizottsága, p. 630 Közlemény: Könyvrészlet (2017.) (35) Pálinkás, S., Fazekas, L., Gindert-Kele, Á. Molnár, A.: Talajművelő elemek élettartam javítása meleg fémporszórással = Improvement of Tillage Elements with Hot Metal Spray Fusing pp OGÉT 2017: XXV. Nemzetközi Gépészeti Konferencia: 25th International Conference on Mechanical Engineering, Kolozsvár, Románia: Erdélyi Magyar Műszaki Tudományos Társaság (EMT), p. 500 Közlemény: Egyéb konferenciaközlemény (2017.) (36) Pálinkás S., Fazekas L., Gindert-Kele, Á., Molnár, A., Konyhás, D.: Mezőgazdasági munkagépek talajművelő elemeinek élettartam javítása Műszaki tudomány az Észak- Kelet Magyarországi régióban p. Konferencia helye, ideje: Miskolc, Magyarország, Debrecen: Debreceni Akadémiai Bizottság Műszaki Szakbizottsága, pp (ISBN: ) (2016.) (37) Fazekas, L., Molnár, A.: Hidraulikus berendezések zavarmentes üzemelésének feltételei, az alkalmazott hidraulika folyadékok felügyelete és karbantartása Műszaki tudomány az észak-kelet magyarországi régióban p. Konferencia helye, ideje: Debrecen, 4
137 A DISSZERTÁCIÓHOZ KAPCSOLÓDÓ JELENTŐSEBB PUBLIKÁCIÓK Magyarország, Debrecen: Debreceni Akadémiai Bizottság Műszaki Szakbizottsága, pp (ISBN: ) (2015.) (38) Molnár, A, Csabay, Zs, Ráthy, I, Fazekas, L:Termikusan szórt NiCrBSi bevonatok minőségének javítása Műszaki tudomány az észak-kelet magyarországi régióban p. Konferencia helye, ideje: Debrecen, Magyarország, Debrecen: Debreceni Akadémiai Bizottság Műszaki Szakbizottsága, pp (2015.) (39) Molnár, A., Csabay, Zs., Ráthy, I., Fazekas, L.: Hová tart a termikus szórási technológia fejlődése? MŰSZAKI TUDOMÁNY AZ ÉSZAK-KELET MAGYAROR- SZÁGI RÉGIÓBAN 591 p. Konferencia helye, ideje: Debrecen, Magyarország, Debrecen: Debreceni Akadémiai Bizottság Műszaki Szakbizottsága, pp (ISBN: ) (2015.) (40) Molnár, A., Buza G., Benke, M., Balogh, A.: Szóró hegesztéssel készült NiCrBSi rétegek vizsgálata HEGESZTÉSTECHNIKA 26.:(2.) pp (2015.) (41) Molnár, A., Buza, G., Balogh, A.: 100 éves a termikus szórás OGÉT 2014: XXII. Nemzetközi Gépészeti Találkozó. Konferencia helye, ideje: Nagyszeben, Románia, Kolozsvár: Erdélyi Magyar M_szaki Tudományos Társaság (EMT), pp (2014.) (42) Molnár, A., Balogh, A.: A termikus szórás szerepe a repülőgépgyártásban és karbantartásban Műszaki Tudomány az Észak-kelet Magyarországi Régióban p. Konferencia helye, ideje: Szolnok, Magyarország, Debrecen: MTA Debreceni Akadémiai Bizottság, pp (Elektronikus Műszaki Füzetek; 14.) (ISBN: ) (2014.) (43) Molnár, A., Balogh, A., Buza, G.: Termikus szórással készült NiCrBSi bevonatok minőségének javítása lézersugárral történt újraolvasztással HEGESZTÉSTECHNIKA 25. évf.:(4. sz.) pp (2014.) (44) Molnár, A., Búza, G., Balogh, A.: 100 éves a termikus szórás OGÉT 2014: XXII. Nemzetközi Gépészeti Találkozó. Konferencia helye, ideje: Nagyszeben, Románia, Kolozsvár: Erdélyi Magyar Műszaki Tudományos Társaság (EMT), pp (2014.) (45) Molnár, A., Balogh, A.: A termikus szórás szerepe a repülőgépgyártásban és karbantartásban Műszaki Tudomány az Észak-kelet Magyarországi Régióban p. Konferencia helye, ideje: Szolnok, Magyarország, Debrecen: MTA Debreceni Akadémiai Bizottság, pp (Elektronikus Műszaki Füzetek; 14.) (ISBN: ) (2014.) (46) Molnár, A., Búza, G., Balogh, A.: Termikus szórással és lézersugaras felrakóhegesztéssel készült rétegek minőségének javítási lehetőségei 27. Hegesztési Konferencia HEGKONF: PROCEEDINGS. 450 p. Konferencia helye, ideje: Budapest, Magyarország, Budapest: Óbudai Egyetem, pp (ISBN: ) (2014.) (47) Fazekas, L., Molnár, A., Ráthy, I.: Hideg fémporszórással létrehozott felületi réteg olaj felvevő és leadó képesség vizsgálata Proceedings of the 1st international scientific conference on advances in mechanical engineering (ISCAME 2013) : October 2013, Debrecen, Hungary. 229 p. Konferencia helye, ideje: Debrecen, Magyarország, Debrecen: Debreceni Egyetem M_szaki Kar, pp (ISBN: ) (2013.) 5
138 A DISSZERTÁCIÓHOZ KAPCSOLÓDÓ JELENTŐSEBB PUBLIKÁCIÓK (48) Molnár, A., Buza, G., Balogh, A., Fazekas, L.: NiCrBSi újraolvasztott bevonatok minőségének javítása a hibák elemzésének figyelembevételével Műszaki Tudomány az Észak-kelet Magyarországi Régióban 2013: konferencia előadásai. 518 p. Konferencia helye, ideje: Debrecen, Magyarország, Debrecen: Debreceni Akadémiai Bizottság Műszaki Szakbizottsága, pp (Elektronikus Műszaki Füzetek; 13.) Műszaki Tudomány az Észak-Kelet Magyarországi Régióban (ISBN: ) (2013.) (49) Molnár, A., Buza, G., Balogh, A., Fazekas, L.: Alumíniumbronz formák felrakóhegesztése NiCrBSi porokkal Proceedings of the 1st international scientific conference on advances in mechanical engineering (ISCAME 2013) : October Debrecen, Hungary. 229 p. Konferencia helye, ideje: Debrecen, Magyarország, Debrecen: Debreceni Egyetem Műszaki Kar, pp (ISBN: ) (2013.) (50) Molnár, A.: Termikus szórással készült NiCrBSi bevonatok minőségének javítása lézersugárral végzett újraolvasztással Doktoranduszok Fóruma Gépészmérnöki és Informatikai Kar Szekciókiadványa. Konferencia helye, ideje: Miskolc, Magyarország, Miskolc: Miskolci Egyetem (51) Molnár, A., Buza, G., Balogh, A.:Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással OGÉT 2013 XXI Nemzetközi Gépészeti Találkozó. Konferencia helye, ideje: Arad, Románia, Kolozsvár: Erdélyi Magyar Műszaki Tudományos Társaság (EMT), pp (52) Molnár, A., Buza, G., Balogh, A.: Maradó feszültség mérése nagysebességű (HVOF) szórással és lézersugaras újraolvasztással készült bevonatokban Műszaki Tudomány az Észak-kelet Magyarországi Régióban 2013: konferencia előadásai. 518 p. Konferencia helye, ideje: Debrecen, Magyarország, Debrecen: Debreceni Akadémiai Bizottság Műszaki Szakbizottsága, pp (Elektronikus Műszaki Füzetek; 13.) Műszaki Tudomány az Észak-Kelet Magyarországi Régióban (ISBN: ) (2013.) (53) Molnár, A., Buza, G., Balogh, A.: Termikus szórással készült, lézer sugárral újraolvasztott NiCrBSi bevonatok vizsgálata GÉP 63. évf.:(11. sz.) pp (2012.) (54) Molnár, A., Buza, G., Balogh, A.: Kobaltalapú (stellit) ötvözetek és lézersugaras felrakó hegesztés alkalmazási lehetőségei a melegüzemi kisméretű alakító szerszámok élettartam növelésében XIV. Képlékenyalakító konferencia: Miskolc Konferencia helye, ideje: Miskolc, Magyarország, Miskolc: Miskolci Egyetem, pp (ISBN: ) (2012.) (55) Fazekas, L., Kalácska, G., Molnár, A.: Hideg fémszórással létrehozott felületi réteg tulajdonságai és technológiájuk kapcsolata Tudáshálózat és klaszterépítés: Az Észak- Magyarországi Régió tudásközpontjainak a regionális gazdaságfejlesztéshez és klaszterépítéshez kapcsolódó kutatási eredményei és hasznosítható tapasztalatai. Miskolc: Norria Észak-Magyarországi Regionális Innovációs Ügynökség Nonprofit Közhasznú Kft., pp (ISBN: ) (2011.) (56) Molnár, A.: Termikus szórással és lézersugaras eljárással készült bevonatok Tudáshálózat és klaszterépítés: Az Észak-Magyarországi Régió tudásközpontjainak a regionális gazdaságfejlesztéshez és klaszterépítéshez kapcsolódó kutatási eredményei és hasznosítható tapasztalatai. Miskolc: Norria Észak-Magyarországi Regionális Innovációs Ügynökség Nonprofit Közhasznú Kft., pp (ISBN: ) (2011) 6
139 MELLÉKLETEK AZ ÉRTEKEZÉS MELLÉKLETEI M1. MELLÉKLET A felhasznált C45 minőségű 50 mm átmérőjű acél műbizonylata M2. MELLÉKLET A felhasznált C45 minőségű laposacél műbizonylata M3. MELLÉKLET MOGUL N 60-1 NiCrBSi por műbizonylata M4. MELLÉKLET UTP NiCrBSi por műbizonylat M5. MELLÉKLET UTP NiCrBSi por műbizonylata M6. MELLÉKLET UTP Böhler Niborit 6-P NiCrBSi por műbizonylata M7 MELLÉKLET Az 1. méréssorozat készítéséhez használt CO 2 lézersugaras berendezés M8. MELLÉKLET A 2. méréssorozathoz felhasznált LMD hőforrás M9. MELLÉKLET A hőmérséklet ellenőrzéséhez felhasznált kézi hőmérsékletmérő műszer M10. MELLÉKLET Az ultrahangos keménységmérő műszer M11 MELLÉKLET A TUKON mikrokeménységvizsgáló készülék M12. MELLÉKLET Zeiss Axio M1m Imager mikroszkóp Képelemzéshez 18
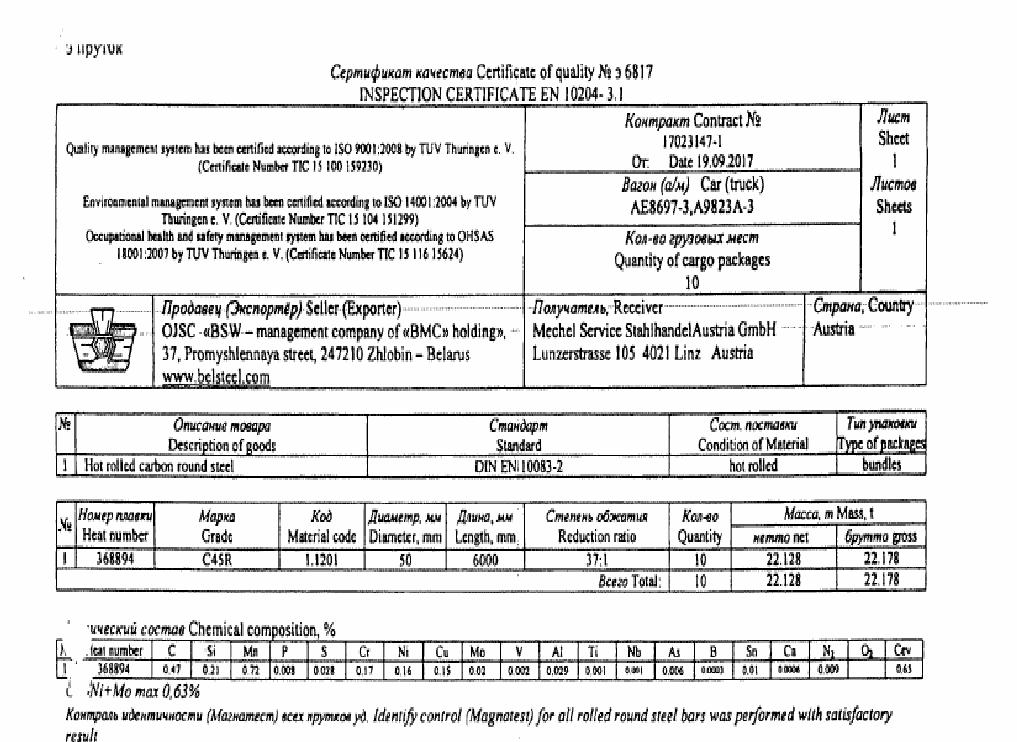
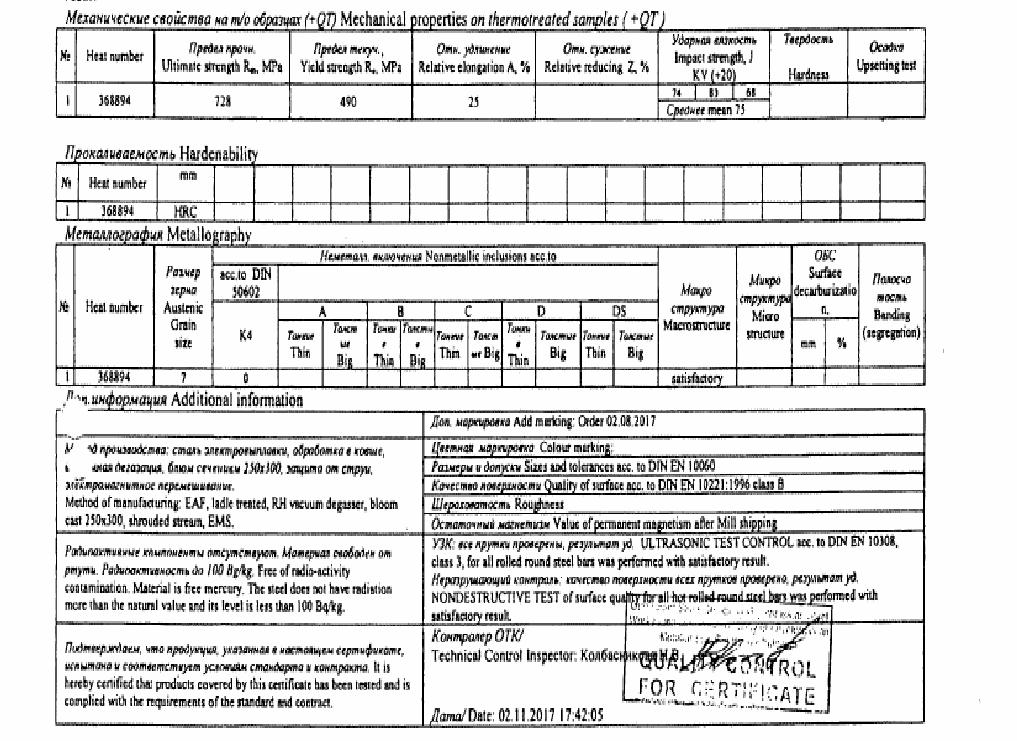
140 MELLÉKLETEK M1. MELLÉKLET 19

141 MELLÉKLETEK M2. MELLÉKLET 20
142 MELLÉKLETEK M3. MELLÉKLET 21
143 MELLÉKLETEK M4. MELLÉKLET 22
144 MELLÉKLETEK M5. MELLÉKLET 23
145 MELLÉKLETEK M6. MELLÉKLET 24

146 MELLÉKLETEK M7. MELLÉKLET A BAYATI CO 2 lézersugaras berendezése Az újraolvasztási kísérleteket ezen a berendezésen kezdtük el. 25


147 MELLÉKLETEK M8. MELLÉKLET A lézerdióda egységek elrendezése A szórt réteg újraolvasztása Fanuc robotra szerelt kevert lézeres hőforrással Az LMD lézersugaras hőforrás teljes egysége A lézerdióda egységek elrende h 26

148 MELLÉKLETEK M9. MELLÉKLET Szállítható OPTRIS MSLT digitális hőmérsékletmérő. Méréshatár: -32 o C 760 o C 27

149 MELLÉKLETEK SONODUR 2 ultrahangos keménységvizsgáló 28

150 MELLÉKLETEK M11. MELLÉKLET 29

151 MELLÉKLETEK M12. MELLÉKLET Zeiss Axio M1m Imager mikroszkóp 30
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TERMIKUS SZÓRÁSSAL KÉSZÜLT NICRBSI RÉTEGEK MINŐSÉGÉNEK JAVÍTÁSA LÉZERSUGARAS ÚJRAOLVASZTÁSSAL PHD ÉRTEKEZÉS Készítette: Molnár András okleveles kohómérnök,
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TERMIKUS SZÓRÁSSAL KÉSZÜLT NICRBSI RÉTEGEK MINŐSÉGÉNEK JAVÍTÁSA LÉZERSUGARAS ÚJRAOLVASZTÁSSAL PHD ÉRTEKEZÉS Készítette: Molnár András okleveles kohómérnök,
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
DOKTORANDUSZOK FÓRUMA Sályi István Gépészeti Tudományok Doktori Iskola
 DOKTORANDUSZOK FÓRUMA Sályi István Gépészeti Tudományok Doktori Iskola TERMIKUS SZÓRÁSSAL KÉSZÜLT, NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA LÉZER SUGÁRRAL VÉGZETT ÚJRAOLVASZTÁSSAL Molnár András PhD hallgató
DOKTORANDUSZOK FÓRUMA Sályi István Gépészeti Tudományok Doktori Iskola TERMIKUS SZÓRÁSSAL KÉSZÜLT, NiCrBSi BEVONATOK MINŐSÉGÉNEK JAVÍTÁSA LÉZER SUGÁRRAL VÉGZETT ÚJRAOLVASZTÁSSAL Molnár András PhD hallgató
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
Felületmódosító technológiák
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
teljesítmé nysűrűség hatásidőtart am [s] [W/mm 2 ] a elektr. 5 10 0 0,1 1,0 0,1 2,0 4 000 5 000 0,01 0,1 5 10 0 10 3 (5 10 0
![teljesítmé nysűrűség hatásidőtart am [s] [W/mm 2 ] a elektr. 5 10 0 0,1 1,0 0,1 2,0 4 000 5 000 0,01 0,1 5 10 0 10 3 (5 10 0](/thumbs/27/11433545.jpg "teljesítmé nysűrűség hatásidőtart am [s] [W/mm 2 ] a elektr. 5 10 0 0,1 1,0 0,1 2,0 4 000 5 000 0,01 0,1 5 10 0 10 3 (5 10 0") 4.1.1. Nagy energiasűrűségű felületi megmunkálások A lézer szó az angol LASER (Light Amplification by Stimulated Emission of Radiation fényerősítés kényszerített fénykibocsátás útján) betűszóból származik.
4.1.1. Nagy energiasűrűségű felületi megmunkálások A lézer szó az angol LASER (Light Amplification by Stimulated Emission of Radiation fényerősítés kényszerített fénykibocsátás útján) betűszóból származik.
Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban
 Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
. -. - Baris A. - Varga G. - Ratter K. - Radi Zs. K.
 2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
Ipari Lézerek és Alkalmazásaik
 Ipari Lézerek és Alkalmazásaik A lézer LASER: Light Amplification by Stimulated Emission of Radiation vagyis: fény erısítése sugárzás stimulált kibocsátásával Lézerfény tulajdonságai: monokromatikus, egyszínő
Ipari Lézerek és Alkalmazásaik A lézer LASER: Light Amplification by Stimulated Emission of Radiation vagyis: fény erısítése sugárzás stimulált kibocsátásával Lézerfény tulajdonságai: monokromatikus, egyszínő
Al-Mg-Si háromalkotós egyensúlyi fázisdiagram közelítő számítása
 l--si háromalkotós egyensúlyi fázisdiagram közelítő számítása evezetés Farkas János 1, Dr. Roósz ndrás 1 doktorandusz, tanszékvezető egyetemi tanár Miskolci Egyetem nyag- és Kohómérnöki Kar Fémtani Tanszék
l--si háromalkotós egyensúlyi fázisdiagram közelítő számítása evezetés Farkas János 1, Dr. Roósz ndrás 1 doktorandusz, tanszékvezető egyetemi tanár Miskolci Egyetem nyag- és Kohómérnöki Kar Fémtani Tanszék
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI TANSZÉK
 GYŐR ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI Dr. Zsoldos Ibolya tanszékvezető GYŐR MUNKATÁRSAK Tudományos minősítéssel rendelkező oktató: 6 Mérnök: 5 PhD hallgató: 3 Kutató, projekt megbízással: 5 Hallgató, projekt
GYŐR ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI Dr. Zsoldos Ibolya tanszékvezető GYŐR MUNKATÁRSAK Tudományos minősítéssel rendelkező oktató: 6 Mérnök: 5 PhD hallgató: 3 Kutató, projekt megbízással: 5 Hallgató, projekt
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél
 Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
passion for precision Sphero-X simítás és nagyolás 40 és 70 HRC között
 passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
Lézersugaras technológiák fóruma
 Lézersugaras technológiák fóruma Újdonságok a lézersugaras technológiáik területén: méréstechnika, hegesztés, additive manufacturing (szemelvények a fórum előadásaiból) Abaffy Károly Linde Gáz Magyarország
Lézersugaras technológiák fóruma Újdonságok a lézersugaras technológiáik területén: méréstechnika, hegesztés, additive manufacturing (szemelvények a fórum előadásaiból) Abaffy Károly Linde Gáz Magyarország
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09.
 2009.11.09.") Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT!
 Cromkontakt galvánipari kft Cromkontakt galvánipari kft. KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT! Az Ön megbízható partnere a galvanizálásban! KAPCSOLAT 1214 Budapest, II. Rákóczi Ferenc út 289-295. Tel: +36-20-450-7284
Cromkontakt galvánipari kft Cromkontakt galvánipari kft. KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT! Az Ön megbízható partnere a galvanizálásban! KAPCSOLAT 1214 Budapest, II. Rákóczi Ferenc út 289-295. Tel: +36-20-450-7284
Messer Szakmai Nap. Messer Szakmai nap
 Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
KÖTÉSTECHNOLÓGIÁK ALKALMAZHATÓSÁGA FÚRÓKORONÁK SZEGMENSEINEK RÖGZÍTÉSÉRE. Kenéz Attila Zsolt Témavezető: Dr. Bagyinszki Gyula
 KÖTÉSTECHNOLÓGIÁK ALKALMAZHATÓSÁGA FÚRÓKORONÁK SZEGMENSEINEK RÖGZÍTÉSÉRE Kenéz Attila Zsolt Témavezető: Dr. Bagyinszki Gyula GYÉMÁNTSZEMCSÉS FÚRÓTERMÉKEK KÖZÜL A PL-TÍPUSÚ SZEGMENSSEL HEGESZTETT FÚRÓK
KÖTÉSTECHNOLÓGIÁK ALKALMAZHATÓSÁGA FÚRÓKORONÁK SZEGMENSEINEK RÖGZÍTÉSÉRE Kenéz Attila Zsolt Témavezető: Dr. Bagyinszki Gyula GYÉMÁNTSZEMCSÉS FÚRÓTERMÉKEK KÖZÜL A PL-TÍPUSÚ SZEGMENSSEL HEGESZTETT FÚRÓK
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
2.4. ábra Alkalmazási területek
 Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész
 10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
Eddigi eredményei További feladatok
 KÖRNYEZETVÉDELMI FÓRUM Az Oktatási Minisztérium Alapkezelő Igazgatósága és a Refmon Rt között 2002.03.22-én kötött Ú J, K O P Á S Á L L Ó T E R M É K C S AL Á D G Y Á R T Á S Á N AK K I F E J L E S Z T
KÖRNYEZETVÉDELMI FÓRUM Az Oktatási Minisztérium Alapkezelő Igazgatósága és a Refmon Rt között 2002.03.22-én kötött Ú J, K O P Á S Á L L Ó T E R M É K C S AL Á D G Y Á R T Á S Á N AK K I F E J L E S Z T
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány
 Hőkezelési szakirány") Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. Tantárgyleírás
Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. Tantárgyleírás
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz
 passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
MTA AKI Kíváncsi Kémikus Kutatótábor Kétdimenziós kémia. Balogh Ádám Pósa Szonja Polett. Témavezetők: Klébert Szilvia Mohai Miklós
 MTA AKI Kíváncsi Kémikus Kutatótábor 2 0 1 6. Kétdimenziós kémia Balogh Ádám Pósa Szonja Polett Témavezetők: Klébert Szilvia Mohai Miklós A műanyagok és azok felületi kezelése Miért népszerűek napjainkban
MTA AKI Kíváncsi Kémikus Kutatótábor 2 0 1 6. Kétdimenziós kémia Balogh Ádám Pósa Szonja Polett Témavezetők: Klébert Szilvia Mohai Miklós A műanyagok és azok felületi kezelése Miért népszerűek napjainkban
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
ANYAGISMERET A GYAKORLATBAN. KATONA BÁLINT ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
 ANYAGISMERET A GYAKORLATBAN KATONA BÁLINT ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK katona@eik.bme.hu MIRŐL LESZ SZÓ? ANYAGISMERET A GYAKORLATBAN? ANYAGVIZSGÁLATOK METALLO- ÉS FRAKTOGRÁFIA IPARI PÉLDÁK MIRŐL
ANYAGISMERET A GYAKORLATBAN KATONA BÁLINT ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK katona@eik.bme.hu MIRŐL LESZ SZÓ? ANYAGISMERET A GYAKORLATBAN? ANYAGVIZSGÁLATOK METALLO- ÉS FRAKTOGRÁFIA IPARI PÉLDÁK MIRŐL
Mikrohullámú abszorbensek vizsgálata
 Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Mikrohullámú abszorbensek vizsgálata Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán MTA Természettudományi Kutatóközpont
Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Mikrohullámú abszorbensek vizsgálata Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán MTA Természettudományi Kutatóközpont
Korrózióálló acélok felületkezelési eljárásai. Pető Róbert
 Korrózióálló acélok felületkezelési eljárásai Pető Róbert 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek Miért? A jó
Korrózióálló acélok felületkezelési eljárásai Pető Róbert 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek Miért? A jó
ÖMLESZTŐ HEGESZTÉS tantárgy követelményei a 2018/2019. tanév I. félévében
 tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
A lézersugár és szerepe a polimer technológiákban
 A lézersugár és szerepe a polimer technológiákban Buza Gábor, Rácz Ilona, Janó Viktória, KálaziZoltán 13,7 milliárd évvel korábban Az első nap Isten szólt: Legyen világosság és lőn világosság Energia 93
A lézersugár és szerepe a polimer technológiákban Buza Gábor, Rácz Ilona, Janó Viktória, KálaziZoltán 13,7 milliárd évvel korábban Az első nap Isten szólt: Legyen világosság és lőn világosság Energia 93
Bevezetés a lézeres anyagmegmunkálásba
 Bevezetés a lézeres anyagmegmunkálásba FBN332E-1 Dr. Geretovszky Zsolt 2010. október 6. Anyagcsaládok Fémek Kerámiák, üvegek Műanyagok Kompozitok A családok közti különbségek tárgyalhatóak: atomi szinten
Bevezetés a lézeres anyagmegmunkálásba FBN332E-1 Dr. Geretovszky Zsolt 2010. október 6. Anyagcsaládok Fémek Kerámiák, üvegek Műanyagok Kompozitok A családok közti különbségek tárgyalhatóak: atomi szinten
HEGESZTÉS BEVEZETÉS. Kötési eljárások csoportosítása. Budapesti Műszaki és Gazdaságtudományi Egyetem
 HEGESZTÉS BEVEZETÉS Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL ZÁRÓ SÚRLÓDÁSSAL ZÁRÓ ANYAGGAL ZÁRÓ Budapesti Műszaki és Gazdaságtudományi Egyetem Ék-, csap-, szegecskötés Karimás- és csavaros kötések
HEGESZTÉS BEVEZETÉS Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL ZÁRÓ SÚRLÓDÁSSAL ZÁRÓ ANYAGGAL ZÁRÓ Budapesti Műszaki és Gazdaságtudományi Egyetem Ék-, csap-, szegecskötés Karimás- és csavaros kötések
Miskolci Egyetem GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR. Osztályozási fák, durva halmazok és alkalmazásaik. PhD értekezés
 Miskolci Egyetem GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Osztályozási fák, durva halmazok és alkalmazásaik PhD értekezés Készítette: Veres Laura okleveles matematikus-informatikus Hatvany József Informatikai
Miskolci Egyetem GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Osztályozási fák, durva halmazok és alkalmazásaik PhD értekezés Készítette: Veres Laura okleveles matematikus-informatikus Hatvany József Informatikai
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások.
 Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Szerkezetvizsgálat ANYAGMÉRNÖK ALAPKÉPZÉS (BSc)
") Szerkezetvizsgálat ANYAGMÉRNÖK ALAPKÉPZÉS (BSc) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. Tantárgyleírás Szerkezetvizsgálat kommunikációs
Szerkezetvizsgálat ANYAGMÉRNÖK ALAPKÉPZÉS (BSc) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. Tantárgyleírás Szerkezetvizsgálat kommunikációs
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Kecskeméti Főiskola GAMF Kar. Poliolefinek öregítő vizsgálata Szűcs András. Budapest, 2011. X. 18
 Kecskeméti Főiskola GAMF Kar Poliolefinek öregítő vizsgálata Szűcs András Budapest, 211. X. 18 1 Tartalom Műanyagot érő öregítő hatások Alapanyag és minta előkészítés Vizsgálati berendezések Mérési eredmények
Kecskeméti Főiskola GAMF Kar Poliolefinek öregítő vizsgálata Szűcs András Budapest, 211. X. 18 1 Tartalom Műanyagot érő öregítő hatások Alapanyag és minta előkészítés Vizsgálati berendezések Mérési eredmények
Mesterkurzusok hegesztő szakembereknek
 Mesterkurzusok hegesztő szakembereknek Kopó, hő- és korrózióálló rétegek anyagválasztása termikusan szórt bevonatokhoz. Rolek Alfréd BÖHLER-UDDEHOLM Hungary Kft. Kopó, hő- és korrózióálló rétegek anyagválasztása
Mesterkurzusok hegesztő szakembereknek Kopó, hő- és korrózióálló rétegek anyagválasztása termikusan szórt bevonatokhoz. Rolek Alfréd BÖHLER-UDDEHOLM Hungary Kft. Kopó, hő- és korrózióálló rétegek anyagválasztása
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval
 passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
!MICHAEL KFT Csavar és kötőelem szaküzlet '1103 Budapest Gyömrői út 150 Telfon:0611/4310170 Fax:06/1/260-36-46
 !MICHAEL ' Telfon:0611/4310170 Fax:06/1/260-36-46 i '/; -""1' Igényesetén a hitelesitett műbizonylat a fenti cimen kérhető! Kötőelemeink A1, A2 és A4-es minőségi ostályba sorolhatók, ausztenites acélokból
!MICHAEL ' Telfon:0611/4310170 Fax:06/1/260-36-46 i '/; -""1' Igényesetén a hitelesitett műbizonylat a fenti cimen kérhető! Kötőelemeink A1, A2 és A4-es minőségi ostályba sorolhatók, ausztenites acélokból
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Textíliák felületmódosítása és funkcionalizálása nem-egyensúlyi plazmákkal
 Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Textíliák felületmódosítása és funkcionalizálása nem-egyensúlyi plazmákkal Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán
Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Textíliák felületmódosítása és funkcionalizálása nem-egyensúlyi plazmákkal Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Felületmódosító eljárások
 Felületmódosító eljárások ANYAGMÉRNÖK BSC KÉPZÉS Felülettechnikai félszakirány (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
Felületmódosító eljárások ANYAGMÉRNÖK BSC KÉPZÉS Felülettechnikai félszakirány (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN
 HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
SAJTOLÓ HEGESZTÉS 1: 0-49% ; 2: 50-59% ; 3: 60-69% ; 4: 70-79% ; 5: %
 Gépészmérnöki alapszak (BSc), nappali tagozat című tantárgy követelményei (a tanszéki egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + 1 gy, a k, 3 kredit A félév elismerésének (aláírás,
Gépészmérnöki alapszak (BSc), nappali tagozat című tantárgy követelményei (a tanszéki egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + 1 gy, a k, 3 kredit A félév elismerésének (aláírás,
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Porózus szerkezetű fémes anyagok. Kerámiák és kompozitok ORBULOV IMRE
 Porózus szerkezetű fémes anyagok Kerámiák és kompozitok ORBULOV IMRE 2006.11.07. Az előadás során megismerjük......a porózus szerkezetű fémes anyagok fogalmát...az előállítási lehetőségeiket...az alapvető
Porózus szerkezetű fémes anyagok Kerámiák és kompozitok ORBULOV IMRE 2006.11.07. Az előadás során megismerjük......a porózus szerkezetű fémes anyagok fogalmát...az előállítási lehetőségeiket...az alapvető
Fogorvosi anyagtan fizikai alapjai 6.
 Fogorvosi anyagtan fizikai alapjai 6. Mechanikai tulajdonságok 1. Kiemelt témák: Rugalmas alakváltozás Merevség és összefüggése a kötési energiával A geometriai tényezők szerepe egy test merevségében Tankönyv
Fogorvosi anyagtan fizikai alapjai 6. Mechanikai tulajdonságok 1. Kiemelt témák: Rugalmas alakváltozás Merevség és összefüggése a kötési energiával A geometriai tényezők szerepe egy test merevségében Tankönyv
MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK
 TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
fajtái anyagmegmunkálás anyagmegmunk
 A lézeres l anyagmegmunk megmunkálás 2009. november 25. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
A lézeres l anyagmegmunk megmunkálás 2009. november 25. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
Szabadentalpia nyomásfüggése
 Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
ÖNTÖTT ÖTVÖZETEK FÉMTANA
 ÖNTÖTT ÖTVÖZETEK FÉMTANA ANYAGMÉRNÖK BSC KÉPZÉS JÁRMŰIPARI ÖNTÉSZETI SZAKIRÁNY (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR JÁRMŰIPARI ÖNTÉSZETI INTÉZETI
ÖNTÖTT ÖTVÖZETEK FÉMTANA ANYAGMÉRNÖK BSC KÉPZÉS JÁRMŰIPARI ÖNTÉSZETI SZAKIRÁNY (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR JÁRMŰIPARI ÖNTÉSZETI INTÉZETI
Mikrohullámú abszorbensek vizsgálata 4. félév
 Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Mikrohullámú abszorbensek vizsgálata 4. félév Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán MTA Természettudományi Kutatóközpont
Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Mikrohullámú abszorbensek vizsgálata 4. félév Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán MTA Természettudományi Kutatóközpont
Mikrohullámú abszorbensek vizsgálata
 Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Mikrohullámú abszorbensek vizsgálata 6. félév Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán MTA Természettudományi Kutatóközpont
Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Mikrohullámú abszorbensek vizsgálata 6. félév Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán MTA Természettudományi Kutatóközpont
MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA
 AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
Nagynyomású csavarással tömörített réz - szén nanocső kompozit mikroszerkezete és termikus stabilitása
 Nagynyomású csavarással tömörített réz - szén nanocső kompozit mikroszerkezete és termikus stabilitása P. Jenei a, E.Y. Yoon b, J. Gubicza a, H.S. Kim b, J.L. Lábár a,c, T. Ungár a a Anyagfizikai Tanszék,
Nagynyomású csavarással tömörített réz - szén nanocső kompozit mikroszerkezete és termikus stabilitása P. Jenei a, E.Y. Yoon b, J. Gubicza a, H.S. Kim b, J.L. Lábár a,c, T. Ungár a a Anyagfizikai Tanszék,
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
NANOTECHNOLÓGIÁK I. ANYAGMÉRNÖK MSC KÉPZÉS SZAKIRÁNYOS TÁRGY. (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM
 TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM") NANOTECHNOLÓGIÁK I. ANYAGMÉRNÖK MSC KÉPZÉS SZAKIRÁNYOS TÁRGY (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR Fémtani, Képlékenyalakítási és Nanotechnológiai
NANOTECHNOLÓGIÁK I. ANYAGMÉRNÖK MSC KÉPZÉS SZAKIRÁNYOS TÁRGY (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR Fémtani, Képlékenyalakítási és Nanotechnológiai
1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása
 50 éves a lézer Lézertechnológiák műanyagipari alkalmazásai 1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása Előadó: Tóth Gábor Szerszámjavítás lézerhegesztéssel Áttekintés 1. Alkalmazása
50 éves a lézer Lézertechnológiák műanyagipari alkalmazásai 1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása Előadó: Tóth Gábor Szerszámjavítás lézerhegesztéssel Áttekintés 1. Alkalmazása
A technológiai paraméterek hatása az Al 2 O 3 kerámiák mikrostruktúrájára és hajlítószilárdságára
 Bevezetés A technológiai paraméterek hatása az Al 2 O 3 kerámiák mikrostruktúrájára és hajlítószilárdságára Csányi Judit 1, Dr. Gömze A. László 2 1 doktorandusz, 2 tanszékvezető egyetemi docens Miskolci
Bevezetés A technológiai paraméterek hatása az Al 2 O 3 kerámiák mikrostruktúrájára és hajlítószilárdságára Csányi Judit 1, Dr. Gömze A. László 2 1 doktorandusz, 2 tanszékvezető egyetemi docens Miskolci
Polimer nanokompozit blendek mechanikai és termikus tulajdonságai
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Polimer nanokompozit blendek mechanikai és termikus tulajdonságai Dr. Hargitai Hajnalka, Ibriksz Tamás Mojzes Imre Nano Törzsasztal 2013.
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Polimer nanokompozit blendek mechanikai és termikus tulajdonságai Dr. Hargitai Hajnalka, Ibriksz Tamás Mojzes Imre Nano Törzsasztal 2013.
Rozsdamentes anyagok fertőződésének megelőzése
 Rozsdamentes anyagok fertőződésének megelőzése Nemesacél anyagok feldolgozása során rendkívül nagy figyelmet kell fordítani a felületkezelés szakszerűségére, megfelelő hegesztőanyagok és kötőelemek kiválasztására.
Rozsdamentes anyagok fertőződésének megelőzése Nemesacél anyagok feldolgozása során rendkívül nagy figyelmet kell fordítani a felületkezelés szakszerűségére, megfelelő hegesztőanyagok és kötőelemek kiválasztására.
3D számítógépes geometria és alakzatrekonstrukció
 3D számítógépes geometria és alakzatrekonstrukció 3D nyomtatás http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr. Salvi Péter BME, Villamosmérnöki
3D számítógépes geometria és alakzatrekonstrukció 3D nyomtatás http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr. Salvi Péter BME, Villamosmérnöki
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel
 Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Fogorvosi anyagtan fizikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek
 Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
Ömlesztő hegesztések II.
 Ömlesztő hegesztések II. 1 of 5 Gépészmérnöki mesterszak,, hegesztéstechnológiai szakirány, nappali tagozat,(mt, 2+1, v, 3) Ömlesztő hegesztések II. (GEMTT012M annotáció) Huzalelektródás, védőgázas ívhegesztések.
Ömlesztő hegesztések II. 1 of 5 Gépészmérnöki mesterszak,, hegesztéstechnológiai szakirány, nappali tagozat,(mt, 2+1, v, 3) Ömlesztő hegesztések II. (GEMTT012M annotáció) Huzalelektródás, védőgázas ívhegesztések.
ÖNÉLETRAJZ. Mende Tamás. Munkahely: Miskolci Egyetem, Fémtani és Képlékenyalakítástani Tanszék 3515, Miskolc-Egyetemváros Telefon: (46) 565-111 / 1538
 565-111 / 1538") ÖNÉLETRAJZ Mende Tamás Személyes adatok: Név: Mende Tamás Születési idő: 1982. 08. 17. Születési hely: Szikszó Cím: 3535 Miskolc, Vasverő u. 60. Telefon: (20) 341-0250 E-mail: kohme@freemail.hu Munkahelyi
ÖNÉLETRAJZ Mende Tamás Személyes adatok: Név: Mende Tamás Születési idő: 1982. 08. 17. Születési hely: Szikszó Cím: 3535 Miskolc, Vasverő u. 60. Telefon: (20) 341-0250 E-mail: kohme@freemail.hu Munkahelyi
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Fogyóelektródás védőgázas ívhegesztés
 Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Mikroszerkezeti vizsgálatok
 Mikroszerkezeti vizsgálatok Dr. Szabó Péter BME Anyagtudomány és Technológia Tanszék 463-2954 szpj@eik.bme.hu www.att.bme.hu Tematika Optikai mikroszkópos vizsgálatok, klasszikus metallográfia. Kristálytan,
Mikroszerkezeti vizsgálatok Dr. Szabó Péter BME Anyagtudomány és Technológia Tanszék 463-2954 szpj@eik.bme.hu www.att.bme.hu Tematika Optikai mikroszkópos vizsgálatok, klasszikus metallográfia. Kristálytan,
Időtartam (-tól -ig) 2012-2013 Munkáltató neve és címe Miskolci Egyetem (Központi Igazgatás), 3515 Miskolc-Egyetemváros
 2012-2013 Munkáltató neve és címe Miskolci Egyetem (Központi Igazgatás), 3515 Miskolc-Egyetemváros") 1 Ö N É L E T R A J Z F O R M A N Y O M T A T V Á N Y SZEMÉLYES ADATOK Név DR. LUKÁCS JÁNOS Cím 3535 MISKOLC (MAGYARORSZÁG), ELŐHEGY U. 48/2. Telefon +36 46 565 111/14 11 Fax +36 46 561 504 E-mail janos.lukacs@uni-miskolc.hu
1 Ö N É L E T R A J Z F O R M A N Y O M T A T V Á N Y SZEMÉLYES ADATOK Név DR. LUKÁCS JÁNOS Cím 3535 MISKOLC (MAGYARORSZÁG), ELŐHEGY U. 48/2. Telefon +36 46 565 111/14 11 Fax +36 46 561 504 E-mail janos.lukacs@uni-miskolc.hu
OPTIKA. Fénykibocsátás mechanizmusa fényforrás típusok. Dr. Seres István
 OPTIKA Fénykibocsátás mechanizmusa Dr. Seres István Bohr modell Niels Bohr (19) Rutherford felfedezte az atommagot, és igazolta, hogy negatív töltésű elektronok keringenek körülötte. Niels Bohr Bohr ezt
OPTIKA Fénykibocsátás mechanizmusa Dr. Seres István Bohr modell Niels Bohr (19) Rutherford felfedezte az atommagot, és igazolta, hogy negatív töltésű elektronok keringenek körülötte. Niels Bohr Bohr ezt
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
ACÉLOK HEGESZTHETŐSÉGE
 ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége