1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása
|
|
|
- Zsanett Somogyi
- 8 évvel ezelőtt
- Látták:
Átírás
1 50 éves a lézer Lézertechnológiák műanyagipari alkalmazásai 1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása Előadó: Tóth Gábor

2 Szerszámjavítás lézerhegesztéssel Áttekintés 1. Alkalmazása 2. Felépítés 3. Perifériák, anyagszükséglete 4. Előnyök-hátrányok

3 Szerszámjavítás lézerhegesztéssel Alkalmazási területek - Mindenhol, ahol költséges fémalkatrészek cseréje lenne szükséges - Fröccsöntő szerszámok javítási munkái: - felületi sérülések, repedések, letört darabok - tompa élek újrarakása, - zárósíkok, sorja megszünetetése - kidobó felhegesztése, hosszabbítása - Vágószerszámok - Turbinák / hajtóművek

4 Szerszámjavítás lézerhegesztéssel A felület felhegesztésének elve - Defókuszált, nagyenergiájú lézerimpulzusokkal - Fémpor (automata) vagy fémpálca (kézi) megolvasztása a munkadarabon - Rétegenként felhordva
 megolvasztása a munkadarabon -")
5 Szerszámjavítás lézerhegesztéssel A munkaállomás felépítése Lézerforrás Mikroszkóp Joystick X-Y-tengely Vezérlő Z-tengely Kiszolgáló egység

6 Szerszámjavítás lézerhegesztéssel Lézerparaméterek a hegesztés minőségének függvényében - Teljesítmény ( W) - Frekvencia (<15 Hz) - Impulzus hossza (ms) - Nyaláb-átmérő (0,2 2 mm)
 - Impulzus hossza (ms) -")
7 Szerszámjavítás lézerhegesztéssel Lézerhegesztés anyagszükséglete, kellékei - Lézerhegesztő pálca (Ø 0,1 1 mm) acél, Cu, Ti, Al - Védőgáz (Ar) Perifériák: - Motoros forgató tengely - Mágneses gömb prizma

8 Szerszámjavítás lézerhegesztéssel Példák

9 Szerszámjavítás lézerhegesztéssel Példák

10 Szerszámjavítás lézerhegesztéssel Példák

11 Szerszámjavítás lézerhegesztéssel Példák

12 Szerszámjavítás lézerhegesztéssel Példák

13 Szerszámjavítás lézerhegesztéssel Előnyök - hátrányok Előnyök: - Precíz, célzott javítás - Csak a javítandó felület érintett, ép részek nem károsodnak - Széleskörűen alkalmazható, a lézer többnyire mobilis Hátrányok: - Csak kisebb, aprólékos javításokra; nagy felületek felhordásánál nem gazdaságos - Legtöbbször utómunkálatok szükségesek - Költséges berendezés és segédanyagok

14 50 éves a lézer Lézertechnológiák műanyagipari alkalmazásai 2. Műanyagok lézeres feliratozása Előadó: Tóth Gábor

15 Áttekintés 1. Felhasználás, működési elv 2. Összehasonlítás 3. Előnyök-hátrányok 4. Kritériumok 5. Rövid fizikai betekintés

16 Felhasználási területek

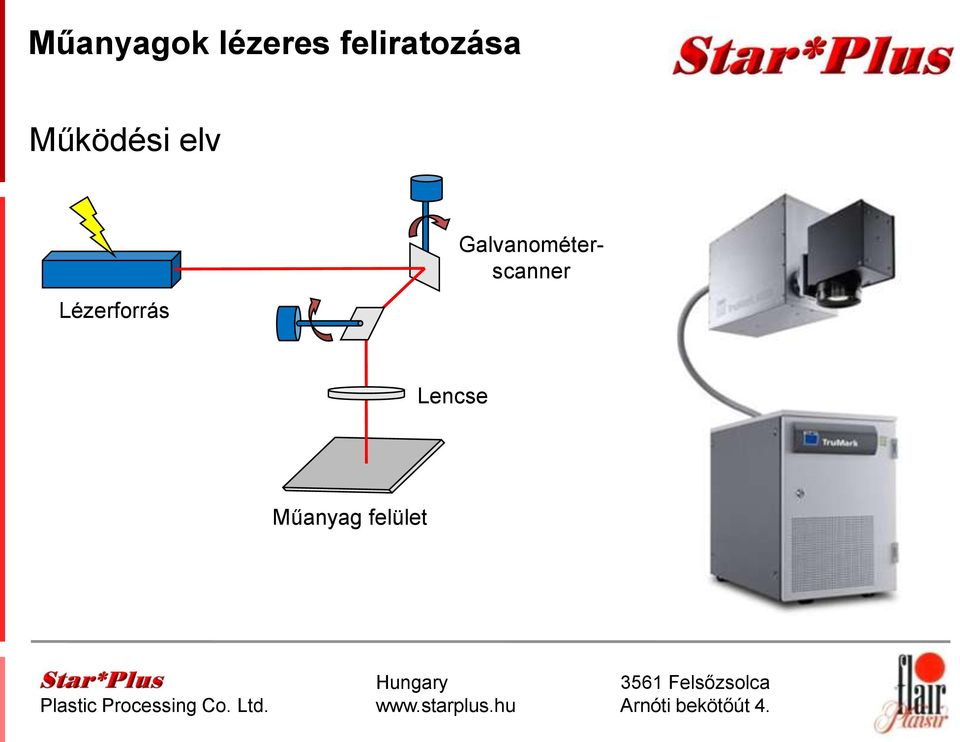
17 Működési elv Lézerforrás Galvanométerscanner Lencse Műanyag felület
18 Összehasonlítás más eljárásokkal Tulajdonságok Címke Tamponozás Prégelés Tintasugár Lézer Kopásállóság Érintés nélküli feliratozás Durva felületek Feliratozási sebesség Kontraszt Szennyezett felületek feliratozása Vegyszer / oldószer ellenállóság Időjárás / időtállóság Színválaszték A feirat variálhatósága folyamat közben Felbontás Automatizálási lehetőségek Beruházási költségek Működési költségek Mozgó tárgyak feliratozása

19 Lehetőségek - Világos felirat sötét háttérre - Sötét felirat világos háttérre - Átlátszó műanyagok feliratozása - Különböző kontrasztok létrehozása egy cikluson belül néhány esetben lehetőség képalkotásra - Minimális vonalvastagság, nagy felbontású, éles felirat - On the fly Mozgó tárgyak feliratozása

20 Főbb technológiai előnyök - Kopásállóság - Felirat variálhatósága folyamat közben sorszámozás, vonalkód, minden darabon külön felirat (visszakövethető) - Különböző felületek ill. komplex geometriák is feliratozhatóak - Zsíros, szennyezett felületek feliratozása - Kémiai úton ellenálló - Környezetkímélő tinta és oldószer nélkül

21 Gazdasági előnyök - Állandó jellegű kiadások csökkentése nincs tinta, festék, klisé, szita, címke, stb - Átszerelési idő: 0 sec - Akár közepes-, kisszériák vagy egyedi darabok is gyárthatók - Magas fokú automatizálhatóság
22 Hátrányai - Műanyagok különböző fizikai tulajdonságai különböző lézerfeliratozási megoldások szükségesek - A műanyag színe nagyban befolyásolja az eredményt (kontraszt) - Lángvédelem adalékok esetén a feliratozhatóság csökken - Magas beruházási költségek
23 Kritériumok a lézer kiválasztásához - Lézermédium - Hullámhossz - Teljesítmény - Frekvencia - Feliratablak mérete
24 Kritériumok a lézer kiválasztásához - Lézermédium Gázlézer: CO2 Szilárdtest-lézer: Nd:YAG, Nd:YVO4, Yb:YAG
25 Kritériumok a lézer kiválasztásához - Hullámhossz 355 nm (UV) 1064 nm (Infravörös) 532 nm (Zöld)
26 Kritériumok a lézer kiválasztásához - Teljesítmény Tipikus teljesítmények: 1064 nm: W 532 nm: 2 70 W 355 nm: 2 ca. 20 W
27 Teljesítmény Műanyagok lézeres feliratozása Kritériumok a lézer kiválasztásához - Frekvencia Typische Leistungen: Folytonos (CW) Idő Impulzusos: 1 Hz 200 khz
28 Kritériumok a lézer kiválasztásához - Feliratablak mérete Typische Leistungen: 60 x 60 mm -től 120 x 120 mm -ig Kérésre egyedi méretek
29 Felirat fizikai tulajdonságai - Karbonizáció - Habosodás - Szublimáció
30 Fizikai betekintés Karbonizáció (PP)
31 Fizikai betekintés Karbonizáció (PC)
32 Fizikai betekintés Habosodás (PA 6)
33 Fizikai betekintés Habosodás (PA 6)
34 Fizikai betekintés Habosodás (ABS)
35 Fizikai betekintés Szublimáció (ABS)
36 Fizikai betekintés Szublimáció (LCP + 50% üvegszál)
37 Fizikai betekintés Szublimáció + karbonizáció (PP)
38 Star*Plus Műanyagipari Kft. Tel.: Fax.:
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN
 HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
HÁZI KIÁLLÍTÁS 2014 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
Lézerek. A lézerműködés feltételei. Lézerek osztályozása. Folytonos lézerek (He-Ne) Impulzus üzemű lézerek (Nd-YAG, Ti:Sa) Ultrarövid impulzusok
 Impulzus üzemű lézerek (Nd-YAG, Ti:Sa) Ultrarövid impulzusok") Lézerek Lézerek A lézerműködés feltételei Lézerek osztályozása Folytonos lézerek (He-Ne) Impulzus üzemű lézerek (Nd-YAG, Ti:Sa) Ultrarövid impulzusok Extrém energiák Alkalmazások A lézerműködés feltételei
Lézerek Lézerek A lézerműködés feltételei Lézerek osztályozása Folytonos lézerek (He-Ne) Impulzus üzemű lézerek (Nd-YAG, Ti:Sa) Ultrarövid impulzusok Extrém energiák Alkalmazások A lézerműködés feltételei
Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban
 Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Gyártás 08 konferenciára 2008. november 6-7. Ipari jelölő lézergépek alkalmazása a gyógyszer- és elektronikai iparban Szerző: Varga Bernadett, okl. gépészmérnök, III. PhD hallgató a BME VIK ET Tanszékén
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
DF20 Jet Fiber lézer jelölő berendezés
 DF20 Jet Fiber lézer jelölő berendezés I. Bevezető II. Termék pontos megnevezése, ár III.Technikai jellemzők IV.Konfiguráció I. Bevezető DF20 DF20 Jet Fiber lézer jelölő berendezés DF20 Jet Fiber lézer
DF20 Jet Fiber lézer jelölő berendezés I. Bevezető II. Termék pontos megnevezése, ár III.Technikai jellemzők IV.Konfiguráció I. Bevezető DF20 DF20 Jet Fiber lézer jelölő berendezés DF20 Jet Fiber lézer
Ipari Lézerek és Alkalmazásaik
 Ipari Lézerek és Alkalmazásaik A lézer LASER: Light Amplification by Stimulated Emission of Radiation vagyis: fény erısítése sugárzás stimulált kibocsátásával Lézerfény tulajdonságai: monokromatikus, egyszínő
Ipari Lézerek és Alkalmazásaik A lézer LASER: Light Amplification by Stimulated Emission of Radiation vagyis: fény erısítése sugárzás stimulált kibocsátásával Lézerfény tulajdonságai: monokromatikus, egyszínő
LÉZERES JELÖLÉS AZ IPARBAN
 LÉZERES JELÖLÉS AZ IPARBAN Tartalom Lézeres jelölés előnyei Lézeres jelölés alapelve Fémek lézeres jelölése Műanyagok lézeres jelölése Egyéb anyagok jelölése TRUMPF jelölő rendszerek TRUMPF jelölő munkaállomások
LÉZERES JELÖLÉS AZ IPARBAN Tartalom Lézeres jelölés előnyei Lézeres jelölés alapelve Fémek lézeres jelölése Műanyagok lézeres jelölése Egyéb anyagok jelölése TRUMPF jelölő rendszerek TRUMPF jelölő munkaállomások
2.4. ábra Alkalmazási területek
 Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
Műanyag csővezetékek összehasonlítása
 Műanyag-Csőgyártók Szövetsége Műanyag csővezetékek összehasonlítása 2018. január 25. Szepesi Vince Pipelife Tartalom A szerelőipari feladatok, A rendelkezésre álló anyagok, Az alkalmazások, UV és vegyi
Műanyag-Csőgyártók Szövetsége Műanyag csővezetékek összehasonlítása 2018. január 25. Szepesi Vince Pipelife Tartalom A szerelőipari feladatok, A rendelkezésre álló anyagok, Az alkalmazások, UV és vegyi
SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN
 HÁZI KIÁLLÍTÁS 2015 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
HÁZI KIÁLLÍTÁS 2015 SZERSZÁMGÉPEK EGYEDI ÁRON A HELYSZÍNEN EMV600 Siemens-828D Megmunkálóközpont Fôorsóteljesítmény: 9/13 kw Fôorsó fordulatszám: 10.000 ford / perc Munkaasztal méret: 700 450 mm Mozgástartomány:
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél
 Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Dicsı Ágnes: Lézer a restaurálás szolgálatában Álom és valóság
 Dicsı Ágnes: Lézer a restaurálás szolgálatában Álom és valóság Áttekintés A lézerfény hatása Miért használjunk lézert a restaurálásban? Déri-program ismertetése Film Saját tapasztalataink Összegzés A lézersugár
Dicsı Ágnes: Lézer a restaurálás szolgálatában Álom és valóság Áttekintés A lézerfény hatása Miért használjunk lézert a restaurálásban? Déri-program ismertetése Film Saját tapasztalataink Összegzés A lézersugár
Műanyag- és elasztomer ragasztási útmutató
 Műanyag- és elasztomer ragasztási útmutató 3 Miért használjunk Loctite és Teroson ragasztóanyagot más kötési eljárások helyett? Ez az útmutató alapvető iránymutatásokkal ismerteti meg a felhasználókat,
Műanyag- és elasztomer ragasztási útmutató 3 Miért használjunk Loctite és Teroson ragasztóanyagot más kötési eljárások helyett? Ez az útmutató alapvető iránymutatásokkal ismerteti meg a felhasználókat,
JELÖLÉSTECHNIKA ÉS KÓDBIZTONSÁG KORSZERŰEN
 JELÖLÉSTECHNIKA ÉS KÓDBIZTONSÁG KORSZERŰEN Biztos pont a termelésben : AMSY Jelöléstechnika Kft. CSAOSZ workshop 2013. november 20. TÉMÁK: 1. Jelölési igény megvalósítása 2. A jelölés körülményei 3. Az
JELÖLÉSTECHNIKA ÉS KÓDBIZTONSÁG KORSZERŰEN Biztos pont a termelésben : AMSY Jelöléstechnika Kft. CSAOSZ workshop 2013. november 20. TÉMÁK: 1. Jelölési igény megvalósítása 2. A jelölés körülményei 3. Az
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09.
 2009.11.09.") Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Trumpf Hungary Kft. TruLaser Weld. Lézeres hegesztés fejlesztési irányai. Piheni Zsolt
 Trumpf Hungary Kft TruLaser Weld Lézeres hegesztés fejlesztési irányai Piheni Zsolt Jelenlegi helyzet Hagyományos hegesztés Tizedes gyártási pontosság (vágás, hajlítás, stb.) Ív-hegesztés Magas hőbevitel
Trumpf Hungary Kft TruLaser Weld Lézeres hegesztés fejlesztési irányai Piheni Zsolt Jelenlegi helyzet Hagyományos hegesztés Tizedes gyártási pontosság (vágás, hajlítás, stb.) Ív-hegesztés Magas hőbevitel
Adó-vevős Beöntött kábeles típusok (2 m) *1 30 m (Infravörös fény) Csatlakozós típus E3Z-T67 E3Z-T87
 *1 30 m (Infravörös fény) Csatlakozós típus E3Z-T67 E3Z-T87") E3Z Általános célú érzékelők kisméretű műanyag tokozásban Kisméretű tokozás és nagy teljesítményű LED a kiváló teljesítmény/ár arány érdekében, és a legjobb érték/teljesítmény arány általános alkalmazások
E3Z Általános célú érzékelők kisméretű műanyag tokozásban Kisméretű tokozás és nagy teljesítményű LED a kiváló teljesítmény/ár arány érdekében, és a legjobb érték/teljesítmény arány általános alkalmazások
Színes kültéri. Reklámtábla installáció
 Színes kültéri LED Reklámtábla installáció JU-JO Engineering Bt LED Specialista www.illur.hu Email: illur@illur.hu Tartalom Áttekintés Technikai leírás Tulajdonságok Rendszer csatlakozások Szerkezeti rajz
Színes kültéri LED Reklámtábla installáció JU-JO Engineering Bt LED Specialista www.illur.hu Email: illur@illur.hu Tartalom Áttekintés Technikai leírás Tulajdonságok Rendszer csatlakozások Szerkezeti rajz
Felhasználói Kézikönyv
 Felhasználói Kézikönyv 880NK Infravörös Termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetések... 2 3. Működési leírás... 3 4. A mérés menete... 3 5. Karbantartás... 4 6. Műszaki jellemzők...
Felhasználói Kézikönyv 880NK Infravörös Termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetések... 2 3. Működési leírás... 3 4. A mérés menete... 3 5. Karbantartás... 4 6. Műszaki jellemzők...
SZÛKÍTETT RÉSZLETEZÕ OKIRAT (1)
") Nemzeti Akkreditáló Testület SZÛKÍTETT RÉSZLETEZÕ OKIRAT (1) a NAT-2-0147/2008 nyilvántartási számú akkreditált státuszhoz Az S+V Engineering Kereskedelmi és Szolgáltató Kft. (1184 Budapest, Lakatos u.
Nemzeti Akkreditáló Testület SZÛKÍTETT RÉSZLETEZÕ OKIRAT (1) a NAT-2-0147/2008 nyilvántartási számú akkreditált státuszhoz Az S+V Engineering Kereskedelmi és Szolgáltató Kft. (1184 Budapest, Lakatos u.
Felülettisztítás kíméletesen, szén-dioxiddal. Felülettisztítás kíméletesen, szén-dioxiddal
 Felülettisztítás kíméletesen, szén-dioxiddal 2 A technológia lényege: A szárazjég-szóró berendezés a -79 C-os szárazjeget kb. 300 m/s sebességgel a tisztítandó felületre fújja, amit sokkszerűen lehűt.
Felülettisztítás kíméletesen, szén-dioxiddal 2 A technológia lényege: A szárazjég-szóró berendezés a -79 C-os szárazjeget kb. 300 m/s sebességgel a tisztítandó felületre fújja, amit sokkszerűen lehűt.
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval
 passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
fajtái anyagmegmunkálás anyagmegmunk
 A lézeres l anyagmegmunk megmunkálás 2009. november 25. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
A lézeres l anyagmegmunk megmunkálás 2009. november 25. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
Felhasználói kézikönyv
 Felhasználói kézikönyv 981A Infravörös termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetés... 2 3. Működési leírás... 3 4. Mérés menete... 3 5. Karbantartás... 4 6. Megjegyzések... 4 7. Tulajdonságok...
Felhasználói kézikönyv 981A Infravörös termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetés... 2 3. Működési leírás... 3 4. Mérés menete... 3 5. Karbantartás... 4 6. Megjegyzések... 4 7. Tulajdonságok...
LÁTÁS FIZIOLÓGIA I.RÉSZ
 LÁTÁS FIZIOLÓGIA I.RÉSZ Dr Wenzel Klára egyetemi magántanár Budapesti Műszaki és Gazdaságtudományi Egyetem Budapest, 2011 Az 1.rész tartalma: A fény; a fény hatása az élő szervezetre 2. A szem 1. Különböző
LÁTÁS FIZIOLÓGIA I.RÉSZ Dr Wenzel Klára egyetemi magántanár Budapesti Műszaki és Gazdaságtudományi Egyetem Budapest, 2011 Az 1.rész tartalma: A fény; a fény hatása az élő szervezetre 2. A szem 1. Különböző
2012.09.30. p e r i f é r i á k
 Informatika 9. évf. Informatikai alapismeretek II. 2012. szeptember 30. Készítette: Gráf Tímea A számítógép felépítése p e r i f é r i á k 2 1 Perifériák Beviteli perifériák: billenty zet egér érint pad,
Informatika 9. évf. Informatikai alapismeretek II. 2012. szeptember 30. Készítette: Gráf Tímea A számítógép felépítése p e r i f é r i á k 2 1 Perifériák Beviteli perifériák: billenty zet egér érint pad,
A számítógépek felépítése. A számítógép felépítése
 A számítógépek felépítése A számítógépek felépítése A számítógépek felépítése a mai napig is megfelel a Neumann elvnek, vagyis rendelkezik számoló egységgel, tárolóval, perifériákkal. Tápegység 1. Tápegység:
A számítógépek felépítése A számítógépek felépítése A számítógépek felépítése a mai napig is megfelel a Neumann elvnek, vagyis rendelkezik számoló egységgel, tárolóval, perifériákkal. Tápegység 1. Tápegység:
Tartalomjegyzék LED hátterek 3 LED gyűrűvilágítók LED sötét látóterű (árnyék) megvilágítók 5 LED mátrix reflektor megvilágítók
 megvilágítók 5 LED mátrix reflektor megvilágítók") 1 Tartalomjegyzék LED hátterek 3 LED gyűrűvilágítók 4 LED sötét látóterű (árnyék) megvilágítók 5 LED mátrix reflektor megvilágítók 6 HEAD LUXEON LED vezérelhető reflektorok 7 LUXEON LED 1W-os, 3W-os, 5W-os
1 Tartalomjegyzék LED hátterek 3 LED gyűrűvilágítók 4 LED sötét látóterű (árnyék) megvilágítók 5 LED mátrix reflektor megvilágítók 6 HEAD LUXEON LED vezérelhető reflektorok 7 LUXEON LED 1W-os, 3W-os, 5W-os
Havancsák Károly Nagyfelbontású kétsugaras pásztázó elektronmikroszkóp az ELTÉ-n: lehetőségek, eddigi eredmények
 Havancsák Károly Nagyfelbontású kétsugaras pásztázó elektronmikroszkóp az ELTÉ-n: lehetőségek, eddigi eredmények Nanoanyagok és nanotechnológiák Albizottság ELTE TTK 2013. Havancsák Károly Nagyfelbontású
Havancsák Károly Nagyfelbontású kétsugaras pásztázó elektronmikroszkóp az ELTÉ-n: lehetőségek, eddigi eredmények Nanoanyagok és nanotechnológiák Albizottság ELTE TTK 2013. Havancsák Károly Nagyfelbontású
LÉZERES KIVÁGÓ és GRAVÍROZÓ BERENDEZÉS
 RCL-116-os típusú RCL-116-os típus Munkaterület: 600 x 400 mm -től 100 x 1600 mm -ig Lézerteljesítmény: 40W - 130W Felhasználás: kivágás és gravírozás USB meghajtó RCL-116 CO lézer berendezés RCL-116-os
RCL-116-os típusú RCL-116-os típus Munkaterület: 600 x 400 mm -től 100 x 1600 mm -ig Lézerteljesítmény: 40W - 130W Felhasználás: kivágás és gravírozás USB meghajtó RCL-116 CO lézer berendezés RCL-116-os
MaxiCont. Mauell gyártmányú hibajelző relék MR 12 MR 22
 Mauell gyártmányú hibajelző relék A hibajelző relék különböző villamos eszközök (pl. magszakító, szakaszoló, transzformátor, generátor stb.) rendellenes üzemállapotainak, mechanikai, fény és villamos távjelzéseire
Mauell gyártmányú hibajelző relék A hibajelző relék különböző villamos eszközök (pl. magszakító, szakaszoló, transzformátor, generátor stb.) rendellenes üzemállapotainak, mechanikai, fény és villamos távjelzéseire
Spektrográf elvi felépítése. B: maszk. A: távcső. Ø maszk. Rés Itt lencse, de általában komplex tükörrendszer
 Spektrográf elvi felépítése A: távcső Itt lencse, de általában komplex tükörrendszer Kis kromatikus aberráció fontos Leképezés a fókuszsíkban: sugarak itt metszik egymást B: maszk Fókuszsíkba kerül (kamera
Spektrográf elvi felépítése A: távcső Itt lencse, de általában komplex tükörrendszer Kis kromatikus aberráció fontos Leképezés a fókuszsíkban: sugarak itt metszik egymást B: maszk Fókuszsíkba kerül (kamera
Többet látni. Többet nyújtani. Nyújtson még többet ügyfeleinek a Testo hõkamerájával! testo 880 csúcstechnológia új árdimenzióban.
 A jövõ elkötelezettje Többet látni. Többet nyújtani. Nyújtson még többet ügyfeleinek a Testo hõkamerájával! testo 880 csúcstechnológia új árdimenzióban. TÖBBET LÁTNI... A hõkamerák az infra sugárzást elektromos
A jövõ elkötelezettje Többet látni. Többet nyújtani. Nyújtson még többet ügyfeleinek a Testo hõkamerájával! testo 880 csúcstechnológia új árdimenzióban. TÖBBET LÁTNI... A hõkamerák az infra sugárzást elektromos
Burkolati jelek Elvárások és lehetőségek
 Burkolati jelek Elvárások és lehetőségek Magyar Plastiroute Kft. Rövid áttekintés Elvárások és lehetőségek Anyagválasztás Felhordási technológiák (gépválasztás) Utánszóró anyagok Új generációs burkolati
Burkolati jelek Elvárások és lehetőségek Magyar Plastiroute Kft. Rövid áttekintés Elvárások és lehetőségek Anyagválasztás Felhordási technológiák (gépválasztás) Utánszóró anyagok Új generációs burkolati
Felhasználói kézikönyv
 Felhasználói kézikönyv 1850 Infravörös Termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetések... 2 3. Működési leírás... 3 4. LCD Kijelző... 3 5. Kezelőszervek leírása... 4 6. Karbantartás...
Felhasználói kézikönyv 1850 Infravörös Termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetések... 2 3. Működési leírás... 3 4. LCD Kijelző... 3 5. Kezelőszervek leírása... 4 6. Karbantartás...
Sugárzások kölcsönhatása az anyaggal. Dr. Vincze Árpád vincze@oah.hu
 Sugárzások kölcsönhatása az anyaggal Dr. Vincze Árpád vincze@oah.hu Mitől függ a kölcsönhatás? VÁLASZ: Az anyag felépítése A sugárzások típusai, forrásai és főbb tulajdonságai A sugárzások és az anyag
Sugárzások kölcsönhatása az anyaggal Dr. Vincze Árpád vincze@oah.hu Mitől függ a kölcsönhatás? VÁLASZ: Az anyag felépítése A sugárzások típusai, forrásai és főbb tulajdonságai A sugárzások és az anyag
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer
 Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
DistanceCheck. Laser nm
 44 Laser 645-655 nm Laser 2 x Typ AAA / LR03 1,5V / Alkaline 02 x x y = m 2 y z x y x y z = m 3 03 ! Olvassa el végig a kezelési útmutatót és a mellékelt Garanciális és egyéb útmutatások c. füzetet. Kövesse
44 Laser 645-655 nm Laser 2 x Typ AAA / LR03 1,5V / Alkaline 02 x x y = m 2 y z x y x y z = m 3 03 ! Olvassa el végig a kezelési útmutatót és a mellékelt Garanciális és egyéb útmutatások c. füzetet. Kövesse
KLING STA közvetlen tengelyhajtású motor különálló digitális vezérléssel, szekcionált kapuhoz
 KLING STA közvetlen tengelyhajtású motor különálló digitális vezérléssel, szekcionált kapuhoz Megnevezés: Rendelési szám: Közvetlen tengelyhajtás különálló CS-300 digitális vezérléssel STA1-10-24 E (370W)
KLING STA közvetlen tengelyhajtású motor különálló digitális vezérléssel, szekcionált kapuhoz Megnevezés: Rendelési szám: Közvetlen tengelyhajtás különálló CS-300 digitális vezérléssel STA1-10-24 E (370W)
Rövid ismertető. Modern mikroszkópiai módszerek. A mikroszkóp. A mikroszkóp. Az optikai mikroszkópia áttekintése
 Rövid ismertető Modern mikroszkópiai módszerek Nyitrai Miklós 2010. március 16. A mikroszkópok csoportosítása Alapok, ismeretek A működési elvek Speciális módszerek A mikroszkópia története ld. Pdf. Minél
Rövid ismertető Modern mikroszkópiai módszerek Nyitrai Miklós 2010. március 16. A mikroszkópok csoportosítása Alapok, ismeretek A működési elvek Speciális módszerek A mikroszkópia története ld. Pdf. Minél
GravoExpert. Telefon: web: E-Mai: Üdvözöljük.
 GravoEpert web: https://www.gravoepert.com EMai: info@gravoepert.com Üdvözöljük. Mint bizonyára Ön is tisztában van vele, a raktározás egyik elengedhetetlen kelléke a megfelelő, precíz jelölés. Ennek a
GravoEpert web: https://www.gravoepert.com EMai: info@gravoepert.com Üdvözöljük. Mint bizonyára Ön is tisztában van vele, a raktározás egyik elengedhetetlen kelléke a megfelelő, precíz jelölés. Ennek a
A CC-GRIND rendszer A csiszolóprofi. A tisztítókorongokhoz képest 40%-kal gazdaságosabb az utolérhetetlen leválasztási teljesítménynek köszönhetően
 ÚJ! AZ INNOVATÍV CC-GRIN -SOLI A CC-GRIN rendszer A csiszolóprofi BIZZ A KÉKBEN A tisztítókorongokhoz képest 40%-kal gazdaságosabb az utolérhetetlen leválasztási teljesítménynek köszönhetően A használat
ÚJ! AZ INNOVATÍV CC-GRIN -SOLI A CC-GRIN rendszer A csiszolóprofi BIZZ A KÉKBEN A tisztítókorongokhoz képest 40%-kal gazdaságosabb az utolérhetetlen leválasztási teljesítménynek köszönhetően A használat
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész
 10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
Felhasználói kézikönyv
 Felhasználói kézikönyv 3060 Lézeres távolságmérő TARTALOMJEGYZÉK ELEM CSERÉJE... 3 A KÉSZÜLÉK FELÉPÍTÉSE... 3 A KIJELZŐ FELÉPÍTÉSE... 3 MŰSZAKI JELLEMZŐK... 4 LÉZERES CÉLZÓ BEKAPCSOLÁSA... 4 MÉRÉSI TÁVOLSÁG...
Felhasználói kézikönyv 3060 Lézeres távolságmérő TARTALOMJEGYZÉK ELEM CSERÉJE... 3 A KÉSZÜLÉK FELÉPÍTÉSE... 3 A KIJELZŐ FELÉPÍTÉSE... 3 MŰSZAKI JELLEMZŐK... 4 LÉZERES CÉLZÓ BEKAPCSOLÁSA... 4 MÉRÉSI TÁVOLSÁG...
2010. június 16. MŰANYAGOK LÉZERHEGESZTÉSE ÉS BERENDEZÉSEI
 2010. június 16. MŰANYAGOK LÉZERHEGESZTÉSE ÉS BERENDEZÉSEI Tartalom Műanyag hegesztésről általában Lézeres hegesztésről általában Lézeres hegesztés előnyei Scanner lézerhegesztés Műanyagok lézeres hegesztése
2010. június 16. MŰANYAGOK LÉZERHEGESZTÉSE ÉS BERENDEZÉSEI Tartalom Műanyag hegesztésről általában Lézeres hegesztésről általában Lézeres hegesztés előnyei Scanner lézerhegesztés Műanyagok lézeres hegesztése
Felhasználói kézikönyv
 Felhasználói kézikönyv 981D Infravörös Termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetés ek... 2 3. Működési leírás... 3 4. Mérés... 3 5. Karbantartás... 5 6. Megjegyzések... 5 7. Tulajdonságok...
Felhasználói kézikönyv 981D Infravörös Termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetés ek... 2 3. Működési leírás... 3 4. Mérés... 3 5. Karbantartás... 5 6. Megjegyzések... 5 7. Tulajdonságok...
Útburkolati jelek. Elvárások és lehetőségek. Hajas Ákos
 Útburkolati jelek Elvárások és lehetőségek Hajas Ákos Rövid áttekintés Elvárások és lehetőségek Anyagválasztás Felhordási technológiák (gépválasztás) Utánszóró anyagok Új generációs burkolati jelek Elvárások
Útburkolati jelek Elvárások és lehetőségek Hajas Ákos Rövid áttekintés Elvárások és lehetőségek Anyagválasztás Felhordási technológiák (gépválasztás) Utánszóró anyagok Új generációs burkolati jelek Elvárások
SC-250. Áramlásmérő. meister. strömungstechnik. gmbh. Működési paraméterek. Alkalmazási terület. Mérési tartományok. Működési elv.
 SC-250 Áramlásmérő Alkalmazási terület Működési paraméterek Működési elv Üzemi nyomás max.: lásd. 2. oldal Lebegő testes mérési elv Viszkózitás max.: 10 cp Alkalmazás Vízkezelés Vegyipar Élelmiszeripar
SC-250 Áramlásmérő Alkalmazási terület Működési paraméterek Működési elv Üzemi nyomás max.: lásd. 2. oldal Lebegő testes mérési elv Viszkózitás max.: 10 cp Alkalmazás Vízkezelés Vegyipar Élelmiszeripar
ELEKTROMÁGNESES TÁRCSAFÉKEK
 ELEKTROMÁGNESES TÁRCSAFÉKEK APLICACION NUEVAS TECNOLOGIAS ANTEC, S. T 66E 15/30 TÍPUS B52.121 Kézi oldás Fékbetétkopás utánállítás Nyomatékállítás 4db furat ø13 TÁRCSA MÉRETE Fékezõ nyomaték Nm Állítható
ELEKTROMÁGNESES TÁRCSAFÉKEK APLICACION NUEVAS TECNOLOGIAS ANTEC, S. T 66E 15/30 TÍPUS B52.121 Kézi oldás Fékbetétkopás utánállítás Nyomatékállítás 4db furat ø13 TÁRCSA MÉRETE Fékezõ nyomaték Nm Állítható
Lézer hónolt felületek vizsgálata
 Lézer hónolt felületek vizsgálata Dr. Czinege Imre, Csizmazia Ferencné Dr., Dr. Solecki Levente Széchenyi István Egyetem ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA 2008. Június 4-5. Áttekintés A lézer hónolás
Lézer hónolt felületek vizsgálata Dr. Czinege Imre, Csizmazia Ferencné Dr., Dr. Solecki Levente Széchenyi István Egyetem ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA 2008. Június 4-5. Áttekintés A lézer hónolás
Festékek. T apaszok. Tapaszok Alapozók és impregnálók. Töltõalapozó. Fedõlakkok. BASF Acryl finomtapasz, fehér. BASF Surfacer finom tapasz
 Festékek Tapaszok Alapozók és impregnálók Vizes alapozók, impregnálók Töltõalapozó Vizes Fedõlakkok Lazurok és RAL színek Fa ablak és ajtógyártáshoz alkalmazható lazúrok két rétegben történõ felhordáshoz,
Festékek Tapaszok Alapozók és impregnálók Vizes alapozók, impregnálók Töltõalapozó Vizes Fedõlakkok Lazurok és RAL színek Fa ablak és ajtógyártáshoz alkalmazható lazúrok két rétegben történõ felhordáshoz,
7. Koordináta méréstechnika
 7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0
 Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0 Karbantartás Szárazjeges tisztítás hatásai hegesztő szerszámokon Október 2014. október 15. Készítette: Kemény Béla Gestamp Hungária Kft
Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0 Karbantartás Szárazjeges tisztítás hatásai hegesztő szerszámokon Október 2014. október 15. Készítette: Kemény Béla Gestamp Hungária Kft
Mauell gyártmányú hibajelz relék
 Mauell gyártmányú hibajelz relék A hibajelz relék különböz villamos eszközök (pl. magszakító, szakaszoló, transzformátor, generátor stb.) rendellenes üzemállapotainak, mechanikai, fény és villamos távjelzéseire
Mauell gyártmányú hibajelz relék A hibajelz relék különböz villamos eszközök (pl. magszakító, szakaszoló, transzformátor, generátor stb.) rendellenes üzemállapotainak, mechanikai, fény és villamos távjelzéseire
TELJESÍTMÉNY ÉS ADATÁTVITEL
 ENERGIALÁNCOK LC TELJESÍTMÉNY ÉS ADATÁTVITEL 2 ALKALMAZÁSI TERÜLETEK SZÁMÍTÁSOK AZ ENERGIALÁNC HOSSZÁVAL ÉS ÍVÉVEL 3 LC P M Hm He Hi R F T LA Menethossz Láncszem hossza Külső magasság Külső távolság Belső
ENERGIALÁNCOK LC TELJESÍTMÉNY ÉS ADATÁTVITEL 2 ALKALMAZÁSI TERÜLETEK SZÁMÍTÁSOK AZ ENERGIALÁNC HOSSZÁVAL ÉS ÍVÉVEL 3 LC P M Hm He Hi R F T LA Menethossz Láncszem hossza Külső magasság Külső távolság Belső
Lézeres mikromegmunkálás szállézerrel
 Lézeres mikromegmunkálás szállézerrel PUSKAS Zsolt, ügyvezető Pulzor Művek Kft., 2640 Szendehely, Kölcsey u. 18. e-mail: iroda@pulzor.hu Összefoglaló A cikk a lézertechnológia azon területét ismerteti,
Lézeres mikromegmunkálás szállézerrel PUSKAS Zsolt, ügyvezető Pulzor Művek Kft., 2640 Szendehely, Kölcsey u. 18. e-mail: iroda@pulzor.hu Összefoglaló A cikk a lézertechnológia azon területét ismerteti,
Csapágyak szigetelési lehetőségei a kóbor áram ellen. Schaeffler Gruppe
 Csapágyak szigetelési lehetőségei a kóbor áram ellen Kóbor áram Kóbor áram okozta csapágy károk Szigetelés a kóbor áram ellen 23.11.2009 Seite 2 Kóbor áram Kóbor áram okozta csapágy károk Szigetelés a
Csapágyak szigetelési lehetőségei a kóbor áram ellen Kóbor áram Kóbor áram okozta csapágy károk Szigetelés a kóbor áram ellen 23.11.2009 Seite 2 Kóbor áram Kóbor áram okozta csapágy károk Szigetelés a
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján.
 NFM rendelet szakmai és vizsgakövetelménye alapján.") 12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 03 Járműfényező Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 03 Járműfényező Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
zernyaláb, mint szerszám
 A lézernyall zernyaláb, mint szerszám Dr. Geretovszky Zsolt Szegedi Tudományegyetem, Optikai és Kvantumelektronikai Tanszék TÁMOP 4.2.1.-08/1-2008-0002 Tudáshasznosulást, tudástranszfert szolgáló eszköz-
A lézernyall zernyaláb, mint szerszám Dr. Geretovszky Zsolt Szegedi Tudományegyetem, Optikai és Kvantumelektronikai Tanszék TÁMOP 4.2.1.-08/1-2008-0002 Tudáshasznosulást, tudástranszfert szolgáló eszköz-
Nagy kiterjedésű termékek hegesztése. Egy kis folytatás az előző alkalomhoz
 Nagy kiterjedésű termékek hegesztése Egy kis folytatás az előző alkalomhoz Nagy kiterjedésű termékek hegesztése JIGles welding példa Példa vízsugaras vágásra Kiszolgáló robotrendszerek Kiszolgáló robotrendszerek
Nagy kiterjedésű termékek hegesztése Egy kis folytatás az előző alkalomhoz Nagy kiterjedésű termékek hegesztése JIGles welding példa Példa vízsugaras vágásra Kiszolgáló robotrendszerek Kiszolgáló robotrendszerek
11. Hegesztés; egyéb műveletek
 11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
A projekt rövidítve: NANOSTER A projekt időtartama: 2009. október 2012. december
 A projekt címe: Egészségre ártalmatlan sterilizáló rendszer kifejlesztése A projekt rövidítve: NANOSTER A projekt időtartama: 2009. október 2012. december A konzorcium vezetője: A konzorcium tagjai: A
A projekt címe: Egészségre ártalmatlan sterilizáló rendszer kifejlesztése A projekt rövidítve: NANOSTER A projekt időtartama: 2009. október 2012. december A konzorcium vezetője: A konzorcium tagjai: A
RSÁLÁ KNU MGEMS UIKN CEMS É S E ZÉL
 GRAVÍROZHATÓ ANYAGOK LÉZERES ÉS MECHANIKUS MEGMUNKÁLÁSRA Tartalomjegyzék 3 4 5 6 7 8 9 10 11 LaserMax LaserMax Reverse, Lacquers FlexiColor, FlexiBrass LaseLights, LASERmag Textures, Granites Mattes NoMark
GRAVÍROZHATÓ ANYAGOK LÉZERES ÉS MECHANIKUS MEGMUNKÁLÁSRA Tartalomjegyzék 3 4 5 6 7 8 9 10 11 LaserMax LaserMax Reverse, Lacquers FlexiColor, FlexiBrass LaseLights, LASERmag Textures, Granites Mattes NoMark
Szíjgyártó-nyerges szakmai ismeretek. 1. Ismertesse a szíjgyártó-nyerges termékek csoportosításának szempontjait, tárgyi egységeit és tárgyait!
 Szíjgyártó-nyerges szakmai ismeretek 1. Ismertesse a szíjgyártó-nyerges termékek csoportosításának szempontjait, tárgyi egységeit és tárgyait! 2. Határozza meg a szíjgyártó-nyerges tárgyak, tárgy-együttesek
Szíjgyártó-nyerges szakmai ismeretek 1. Ismertesse a szíjgyártó-nyerges termékek csoportosításának szempontjait, tárgyi egységeit és tárgyait! 2. Határozza meg a szíjgyártó-nyerges tárgyak, tárgy-együttesek
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor
 Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
IMPAC pirométerek hordozható
 IPAC pirométerek hordozható telepített száloptikás IFRA HÕKAPCSOLÓK Infra hômérõk érintésmentes hõmérsékletmérésre a 50 ºC +4000 ºC tartományban www.impacinfrared.com Z S SZ SZ SZ Z S Infravörös hõmérsékletmérés
IPAC pirométerek hordozható telepített száloptikás IFRA HÕKAPCSOLÓK Infra hômérõk érintésmentes hõmérsékletmérésre a 50 ºC +4000 ºC tartományban www.impacinfrared.com Z S SZ SZ SZ Z S Infravörös hõmérsékletmérés
OPTIKA. Ma sok mindenre fény derül! /Geometriai optika alapjai/ Dr. Seres István
 Ma sok mindenre fény derül! / alapjai/ Dr. Seres István Legkisebb idő Fermat elve A fény a legrövidebb idejű pályán mozog. I. következmény: A fény a homogén közegben egyenes vonalban terjed t s c minimális,
Ma sok mindenre fény derül! / alapjai/ Dr. Seres István Legkisebb idő Fermat elve A fény a legrövidebb idejű pályán mozog. I. következmény: A fény a homogén közegben egyenes vonalban terjed t s c minimális,
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
Lézerrel színterelt vagy olvasztott gyorsprototípusok tulajdonságfejlesztése
 OTKA 48708 Lézerrel színterelt vagy olvasztott gyorsprototípusok p tulajdonságfejlesztése Zárójelentés OTKA - T048708 támogatásáért Vezető kutató: dr. Takács János tanszékvezető, egyetemi tanár Budapest,
OTKA 48708 Lézerrel színterelt vagy olvasztott gyorsprototípusok p tulajdonságfejlesztése Zárójelentés OTKA - T048708 támogatásáért Vezető kutató: dr. Takács János tanszékvezető, egyetemi tanár Budapest,
Betonburkolatok alkalmazása az útfenntartásban, -felújításban
 ÉPKO 2011 Csíksomlyó 2011. június 4. Betonburkolatok alkalmazása az útfenntartásban, -felújításban dr. Karsainé Lukács Katalin KTI Nonprofit Kft. Út- és Hídügyi Tagozat TARTALOM Betonburkolat előnyei a
ÉPKO 2011 Csíksomlyó 2011. június 4. Betonburkolatok alkalmazása az útfenntartásban, -felújításban dr. Karsainé Lukács Katalin KTI Nonprofit Kft. Út- és Hídügyi Tagozat TARTALOM Betonburkolat előnyei a
Erősebb. Tartósabb. Sárga. Az új Klingspor lamellástányérok
 Erősebb. Tartósabb. Sárga. Az új Klingspor lamellástányérok A lamellás csiszolótányér szakértőjétől Átdolgoztuk termékválasztékunkat, és ezzel a Klingspor történetének legátfogóbb és legátláthatóbb SMT-programját
Erősebb. Tartósabb. Sárga. Az új Klingspor lamellástányérok A lamellás csiszolótányér szakértőjétől Átdolgoztuk termékválasztékunkat, és ezzel a Klingspor történetének legátfogóbb és legátláthatóbb SMT-programját
fajtái anyagmegmunkálás anyagmegmunk
 A lézeres l anyagmegmunk megmunkálás 2010. december 1. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
A lézeres l anyagmegmunk megmunkálás 2010. december 1. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
GS1 KisOkos 29. füzet. Hungary. A jelképek előállításának lehetőségei. www.gs1hu.org
 Hungary GS1 KisOkos 29. füzet A jelképek előállításának lehetőségei www.gs1hu.org Jelkép előállításának lehetőségei A jelkép előállításának módját több tényező is befolyásolja: Terméken feltüntetendő információ
Hungary GS1 KisOkos 29. füzet A jelképek előállításának lehetőségei www.gs1hu.org Jelkép előállításának lehetőségei A jelkép előállításának módját több tényező is befolyásolja: Terméken feltüntetendő információ
Használható segédeszköz: Függvénytáblázat, szöveges adatok tárolására és megjelenítésére nem alkalmas zsebszámológép
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 523 04 Mechatronikai technikus
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 523 04 Mechatronikai technikus
Számítógép-rendszerek fontos jellemzői (Hardver és Szoftver):
:") B Motiváció B Motiváció Számítógép-rendszerek fontos jellemzői (Hardver és Szoftver): Helyesség Felhasználóbarátság Hatékonyság Modern számítógép-rendszerek: Egyértelmű hatékonyság (például hálózati hatékonyság)
B Motiváció B Motiváció Számítógép-rendszerek fontos jellemzői (Hardver és Szoftver): Helyesség Felhasználóbarátság Hatékonyság Modern számítógép-rendszerek: Egyértelmű hatékonyság (például hálózati hatékonyság)
Felhasználói kézikönyv
 Felhasználói kézikönyv 920 Infravörös termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetés... 2 3. Működési leírás... 3 4. Mérés menete... 3 5. Karbantartás... 5 6. Megjegyzések... 5 7. Tulajdonságok...
Felhasználói kézikönyv 920 Infravörös termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetés... 2 3. Működési leírás... 3 4. Mérés menete... 3 5. Karbantartás... 5 6. Megjegyzések... 5 7. Tulajdonságok...
Kiskarakteres tintasugaras feliratozók jelölési jellemzői
 Kiskarakteres tintasugaras feliratozók jelölési jellemzői 9000-es sorozat Jelölés és kódolás A folyamatos tintasugaras technológia alkalmas szavatossági idő,logó, alfanumerikus szöveg, 1D és 2D vonalkódok
Kiskarakteres tintasugaras feliratozók jelölési jellemzői 9000-es sorozat Jelölés és kódolás A folyamatos tintasugaras technológia alkalmas szavatossági idő,logó, alfanumerikus szöveg, 1D és 2D vonalkódok
International GTE Conference MANUFACTURING 2012. 14-16 November, 2012 Budapest, Hungary. Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
 International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
Felhasználói kézikönyv
 Felhasználói kézikönyv 980A Infravörös Termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Működési leírás... 2 3. Figyelmeztetés... 2 4. Mérés... 3 5. Útmutató... 3 6. Karbantartás... 5 7. Megjegyzések...
Felhasználói kézikönyv 980A Infravörös Termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Működési leírás... 2 3. Figyelmeztetés... 2 4. Mérés... 3 5. Útmutató... 3 6. Karbantartás... 5 7. Megjegyzések...
3M Novec tisztító aeroszolok
 3M Novec tisztító aeroszolok Megbízható tisztítás Közös jellemzők Széleskörű felhasználási terület Enyhe felületi szennyeződések esetére Közepesen erős felületi szennyeződések esetére Erőteljes felületi
3M Novec tisztító aeroszolok Megbízható tisztítás Közös jellemzők Széleskörű felhasználási terület Enyhe felületi szennyeződések esetére Közepesen erős felületi szennyeződések esetére Erőteljes felületi
CSAVAROK. Oldal 477 Univerzális csavar hosszú. Oldal 476 Gyorsrögzítős csavar hosszú. Oldal 476 Gyorsrögzítős csavar rövid
 Oldal 476 Gyorsrögzítős csavar rövid Oldal 476 Gyorsrögzítős csavar hosszú Oldal 477 Univerzális csavar rövid Oldal 477 Univerzális csavar hosszú Oldal 478 Gyors szorítócsavar rövid rövid Oldal 478 Gyors
Oldal 476 Gyorsrögzítős csavar rövid Oldal 476 Gyorsrögzítős csavar hosszú Oldal 477 Univerzális csavar rövid Oldal 477 Univerzális csavar hosszú Oldal 478 Gyors szorítócsavar rövid rövid Oldal 478 Gyors
52 725 01 0000 00 00 Látszerész és fotócikk-kereskedő Látszerész és fotócikk-kereskedő
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Mark like a Professional. FlyMarker PRO Jelölő rendszer
 Mark like a Professional FlyMarker PRO Jelölő rendszer Mark like a Professional FlyMarker PRO MOBIL Berendezés FlyMarker PRO kézi jelölő rendszer szinte gyerekjátékká teszi a terjedelmes, nagy, nem mozdítható
Mark like a Professional FlyMarker PRO Jelölő rendszer Mark like a Professional FlyMarker PRO MOBIL Berendezés FlyMarker PRO kézi jelölő rendszer szinte gyerekjátékká teszi a terjedelmes, nagy, nem mozdítható
MICHAEL KFT Gyömrői út 150. 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK
 MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
RÉSZLETEZŐ OKIRAT a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 RÉSZLETEZŐ OKIRAT a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz Az S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium (1184 Budapest, Lakatos út 61-63.) akkreditált
RÉSZLETEZŐ OKIRAT a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz Az S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium (1184 Budapest, Lakatos út 61-63.) akkreditált


Padlóhegesztő automata FLOORON. egyszerű gyors biztos
 Padlóhegesztés Kézi hegesztőkészülékek Rion Rion Digital Rion 120 Volt Rion 230 Volt Rion Digital 120 Volt Rion Digital 230 Volt Rendelési szám: 6600077 Rendelési szám: 6600075 Rendelési szám: 6600084
Padlóhegesztés Kézi hegesztőkészülékek Rion Rion Digital Rion 120 Volt Rion 230 Volt Rion Digital 120 Volt Rion Digital 230 Volt Rendelési szám: 6600077 Rendelési szám: 6600075 Rendelési szám: 6600084
Melléklet MŰSZAKI PARAMÉTEREK. MVD ibend B / SZAKMAI JELLEMZŐK. Hidraulikus CNC vezérlésű élhajlító
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Korszerű mérőeszközök alkalmazása a gépszerkezettan oktatásában
 Korszerű mérőeszközök alkalmazása a gépszerkezettan oktatásában Dr. Kátai László, tanszékvezető, egyetemi docens Mechanikai és Géptani Intézet Gépszerkezettan Tanszék Bevezetés Gépszerkezettan a tantervben
Korszerű mérőeszközök alkalmazása a gépszerkezettan oktatásában Dr. Kátai László, tanszékvezető, egyetemi docens Mechanikai és Géptani Intézet Gépszerkezettan Tanszék Bevezetés Gépszerkezettan a tantervben
Nyomtatott huzalozású lemezek technológiája
 NYÁK, PCB (Printed Circuit Board), NYHL, PWB (~ Wiring ~) Nyomtatott huzalozású lemezek technológiája Vezetőhálózat + mechanikai tartás + szerelési alap Előnyök: Nagyobb terhelhetőség, jobb disszipáció
NYÁK, PCB (Printed Circuit Board), NYHL, PWB (~ Wiring ~) Nyomtatott huzalozású lemezek technológiája Vezetőhálózat + mechanikai tartás + szerelési alap Előnyök: Nagyobb terhelhetőség, jobb disszipáció
Szekcionált ipari kapuk.
 Szekcionált ipari kapuk www.ditec.hu A LISBON szekcionált ipari kapu ideális megoldás az összes ipari igény kielégítéséhez A szekcionált ipari kapuk helyet takarítanak meg a nyílás mindkét oldalán. Az
Szekcionált ipari kapuk www.ditec.hu A LISBON szekcionált ipari kapu ideális megoldás az összes ipari igény kielégítéséhez A szekcionált ipari kapuk helyet takarítanak meg a nyílás mindkét oldalán. Az
Felhasználói kézikönyv
 Felhasználói kézikönyv 1320 Infravörös termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetés... 2 3. Működési leírás... 3 4. Mérés menete... 3 5. Karbantartás... 5 6. Megjegyzések... 5 7. Tulajdonságok...
Felhasználói kézikönyv 1320 Infravörös termométer TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Figyelmeztetés... 2 3. Működési leírás... 3 4. Mérés menete... 3 5. Karbantartás... 5 6. Megjegyzések... 5 7. Tulajdonságok...
Röntgen-gamma spektrometria
 Röntgen-gamma spektrométer fejlesztése radioaktív anyagok elemi összetétele és izotópszelektív radioaktivitása egyidejű meghatározására Szalóki Imre, Gerényi Anita, Radócz Gábor Nukleáris Technikai Intézet
Röntgen-gamma spektrométer fejlesztése radioaktív anyagok elemi összetétele és izotópszelektív radioaktivitása egyidejű meghatározására Szalóki Imre, Gerényi Anita, Radócz Gábor Nukleáris Technikai Intézet