Lánghegesztés és lángvágás
|
|
|
- Irén Faragóné
- 8 évvel ezelőtt
- Látták:
Átírás
1 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen vegyi reakció a fémmel Az acetilén előállítása kalciumkarbidból: CaC H 2 O = C 2 H 2 + Ca(OH) + 127,3 J Egyéb égőgázok PB: csak alacsony olvadáspontú fémekhez földgáz: (metán: CH 4 ) lángvágásra és előmelegítésre városi gáz: kéntartalma miatt hegesztésre nem alkalmas, lángvágásra használható. Mérgező. 2 Cím helye 1
 lángvágásra és előmelegítésre városi gáz: kéntartalma miatt hegesztésre nem alkalmas, lángvágásra használható.")
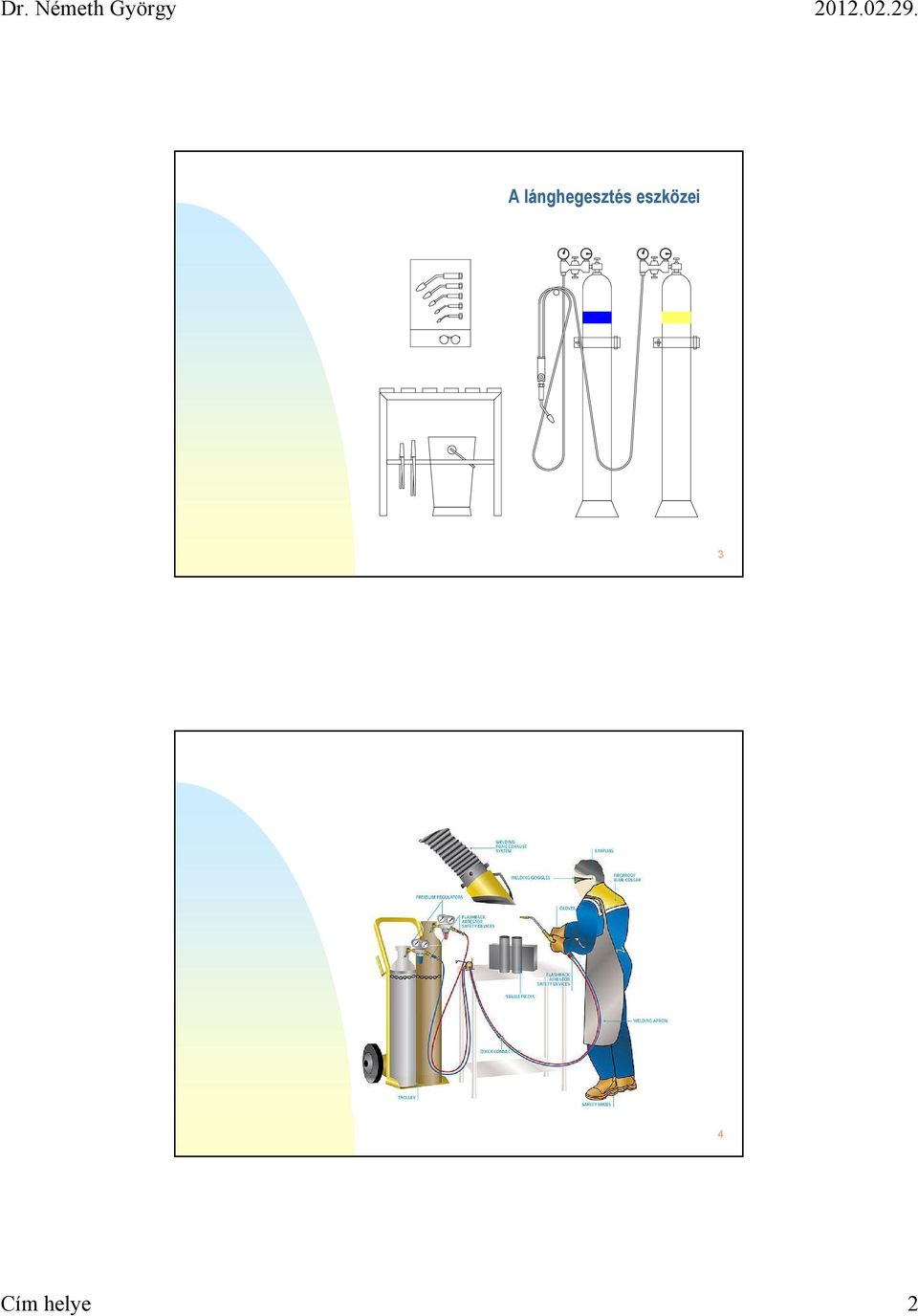
2 A lánghegesztés eszközei 3 4 Cím helye 2
3 Acetilén- és oxigénellátás Acetilén (dissous gáz: folyadékban oldott gáz) Aceton: 244 l acetilén bar-onként 1 l aceton 1,5 bar-on 360 l acetilént old, 1,8 l-re duzzad. 40 l-es gázpalack pórusos masszával töltve, 75 % pórustérfogat (30 l). 15 l aceton (1,5 bar-on): = 5400 l acetilén: 15 1,8 = 27 l 3 l hőtágulásra Óránként max l vehető ki. Ha több kell: több palackból párhuzamosan (battéria). Oxigén 40 l-es Davy-palackban 6000 l oxigén (150 bar) 5 Gázpalackok Gázpalack: 40 l, d = 200 mm, h = 1800 mm, üresen 73 kg. Próbanyomás: acetilénnél % oxigénnél + 50 % Színjelölés: acetilén sárga oxigén kék Csőcsonk: acetilén nincs menet oxigén 3/4 -os Whithworth-menet 6 Cím helye 3
 5 Gázpalackok Gázpalack: 40 l, d = 200 mm, h = 1800 mm, üresen 73 kg.")
4 Hegesztési módok a b c a) vastag lemez jobbrahegesztése b) vastag lemez balrahegesztése c) vékony lemez hegesztése (balrahegesztés) 7 A hegesztőpálca ~ 1 m hosszú bevonat nélküli pálca átmérő: d (mm) balrahegesztéshez: d = s/2 + 1 mm jobbrahegesztéshez: s = 5 mm-ig d = s s = mm d = s/1,5...s/2 s = mm d = s/2,5 s. lemezvastagság (mm) 8 Cím helye 4

5 A hegesztőláng A láng jellege redukáló (1:1): CO és H a lángmag körül oxigént von el. (A tökéletes égéshez 2,5-szeres O 2 kell.) szenítő (több acetilénnel): az el nem égett szén a varratot ötvözi oxidáló (több oxigénnel): sárgaréz hegesztéséhez A láng erőssége a láng hőteljesítménye: liter/óra/lemezvastagság-mm A láng keménysége lágy láng m/s kemény láng m/s 9 Gáznyomás és -fogyasztás hegesztőfej keverőszár túln yom ás (bar) fogyasztás (liter/ó ra) szám a acetilén oxigén acetilén oxigén 1 0,5-1 0, , , , , , ,4 2, ,5 2, Cím helye 5
 fogyasztás (liter/ó ra) szám a acetilén oxigén acetilén oxigén 1 0,5-1 0,1 2 50.")
6 A lángvágás elve Lángvágás: a vágórés anyagának oxigénsugárban történő elégetése. Gyulladáspont tiszta vas : 1050 C, 1,7 % C tartalmú acél : 1250 C. Vegyi reakciók: vas-oxidul képződés előmelegítés szempontjából a legfontosabb: 2 Fe + O 2 2 FeO + 532,4 kj magasabbrendű oxidok képződése a vágórésben és a salakban: 6 FeO + O 2 2 Fe 2 O ,5 kj 4 Fe 3 O 4 + O 2 6 Fe 2 O ,2 kj A reakció sebessége nagyságrendekkel nagyobb, mint ami a technológiához szükséges. 11 A lángvágás feltételei 1a: a vágandó anyag oxigénben éghető legyen, 1b: a keletkező reakcióhő minél nagyobb legyen, 2a: a vágandó anyag gyulladáspontja alacsonyabb legyen az olvadáspontjánál, 2b: a vágandó anyag hővezető képessége lehetőleg kicsi legyen (hogy hőtorlódás legyen az előmelegítés helyén), 3a: a salak olvadáspontja kisebb legyen a vágandó anyag olvadáspontjánál, 3b: a salak minél hígfolyósabb legyen. Nem lángvághatók: öntöttvas (2a és 3a miatt), réz és ötvözetei (2b, 3a és 3b miatt), alumínium és ötvözetei (2a, 2b és 3a miatt). 12 Cím helye 6

7 injektor hevítő oxigén-szelep vágó oxigén-szelep acetilén szelep oxigén csatlakozó acetilén csatlakozó A kézi lángvágás eszközei Gázellátás: ugyanaz mint a lánghegesztésnél. Eszközök: vágópisztoly (cserélhető vágófejekkel) lángvágó asztal vonalzók, sablonok 13 Vágófejek éghető gáz és oxigén keverék oxigén éghető gáz és oxigén keverék oxigén éghető gáz és oxigén keverék nagynyomású oxigén a vágás iránya a vágás iránya a vágás iránya 14 Cím helye 7

8 A kézi lángvágás technológiája Az anyag előkészítése: fémtiszta felület a vágás vonala mentén, előrajzolás A vágópisztoly beállítása a vágandó vastagság szerint: fúvóka mérete, távolsága a felülettől gázok nyomása Előmelegítés vastagságtól és égőgáztól függően s A vágás sebessége: t = mm ~ 0,4...0,5 m / perc t = mm ~ 0,1...0,15 m / perc A vágás iránya és sorrendje: A vetemedés csökkentése érdekében a kivágandó anyag a lehető leghosszabb ideig maradjon hővezető kapcsolatban a nagyobb hőkapacitású anyaggal. 15 A vágás iránya és sorrendje hibás helyes kezdés a furatból 2 16 Cím helye 8

9 Gépi lángvágás Egyenletes vágósebesség vágott felület minősége jobb (± 0,2 mm). Korszerű vezérlési módszerek nincs előrajzolás, nagyobb pontosság. Több égőfejes automaták termelékenység. Magas beruházási költség. Lángvágógépek hordozható (6...8 kg, vágófej) helyhez kötött (konzolos vagy portál elrendezésű) 17 Víz alatti lángvágás Alkalmazási terület: darabolás, lyukvágás elsüllyedt roncsok kiemelésekor. levegő oxigén éghető gáz és oxigén keverék Hidrosztatikai nyomással növelt gáznyomások Sűrített levegő a láng körül Acetilén csak 15 m vízmélységig használható, hidrogén 60 m-ig. Vágófej víz alatti vágásra 18 Cím helye 9

10 Poradagolásos lángvágás A lánggal egyébként nem vágható anyagok darabolására, elsősorban ötvözött acélokhoz kifejlesztett eljárások. Kvarchomok (d = ~ 0,3 mm) kinetikai energiája a sűrű salakot is ki tudja fújni. Nátrium-karbonát por folyósítószerként hat, leszállítja a salak olvadáspontját. Lágyvas por (d = 0, ,1 mm) a vágás helyén hígítja az ötvözetet, égéshője segíti a vágást. 19 Cím helye 10

Acetilén és egyéb éghető gázok felhasználása pro és kontra. Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15.
 Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
tiszta alumínium hegesztő azonos tartalmú főlemezekhez ) magnézium-alumínium hegesztő huzal aluminium flux (kínai hegesztőhuzal (általános
 magnézium-alumínium hegesztő huzal aluminium flux (kínai hegesztőhuzal (általános") Hegesztő alkalmazás Mode I Anyag Vastagság Az eljárás mm típusa Hegesztőhuzal Flux alumínium lemez és alumínium lemez Aktuális beállítás Szabályozási beállítás V 1 2 alumínium-magnézium ötvözet és alumínium-
Hegesztő alkalmazás Mode I Anyag Vastagság Az eljárás mm típusa Hegesztőhuzal Flux alumínium lemez és alumínium lemez Aktuális beállítás Szabályozási beállítás V 1 2 alumínium-magnézium ötvözet és alumínium-
MUNKAANYAG. Dabi Ágnes. A lángvágás eszközei, anyagai, segédanyagai technológiája, gyakorlata, munkabiztonsági előírásai_x000d_
 Dabi Ágnes A lángvágás eszközei, anyagai, segédanyagai technológiája, gyakorlata, munkabiztonsági előírásai_x000d_ A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06
Dabi Ágnes A lángvágás eszközei, anyagai, segédanyagai technológiája, gyakorlata, munkabiztonsági előírásai_x000d_ A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06
Plazmavágógépek 400V LPH 35, 50, 80, 120
 Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Lemezalkatrész gyártás Vastag lemezek vágása
 Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán weltsch.zoltan@gamf.kefo.hu 1 Lemezek darabolása, darabolási módok Alakító vágás,
Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán weltsch.zoltan@gamf.kefo.hu 1 Lemezek darabolása, darabolási módok Alakító vágás,
HEGESZTÉSI ELJÁRÁSOK I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
ACÉLSZERKEZETEK GYÁRTÁSA (1)
") SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA (1) Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.-től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA (1) Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.-től. Külön köszönet Szili Lászlónak, Kiss
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
Hegesztő-vágó gép kezelője Hegesztő 4 2/38
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Constant 2000 palack-nyomásszabályozók
 Termékjellemzôk: Egy- és kétlépcsôs kivitel, belépô nyomás kiegyenlítôvel. Ergonómiailag jól kialakított kezelô elemek. Duplán biztosított kilépô nyomás határolás. A maximális nyomást mechanikus fékezô
Termékjellemzôk: Egy- és kétlépcsôs kivitel, belépô nyomás kiegyenlítôvel. Ergonómiailag jól kialakított kezelô elemek. Duplán biztosított kilépô nyomás határolás. A maximális nyomást mechanikus fékezô
Weldi-Plas termékcsalád - Plazmavágók
 Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
9. Téma. Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások.
 9. Téma Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások. 1 Lemezek darabolása, darabolási módok Darabolás hidegen (nyíró vágás ollóval) Darabolás forgácsolással (fűrészelés)
9. Téma Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások. 1 Lemezek darabolása, darabolási módok Darabolás hidegen (nyíró vágás ollóval) Darabolás forgácsolással (fűrészelés)
MESSER INNOVATION FORUM AUTOGÉNTECHNIKAI VESZÉLYFORRÁSOK, TANULSÁGOS PÉLDÁK
 MESSER INNOVATION FORUM 2016.12.01 AUTOGÉNTECHNIKAI VESZÉLYFORRÁSOK, TANULSÁGOS PÉLDÁK AUTOMED-Autogéntechnikai Kft. Károly 1 AUTOMED-AUTOGÉNTECHNIKAI KFT. Tevékenységeink: Gázhegesztő és lángvágó eszközök,
MESSER INNOVATION FORUM 2016.12.01 AUTOGÉNTECHNIKAI VESZÉLYFORRÁSOK, TANULSÁGOS PÉLDÁK AUTOMED-Autogéntechnikai Kft. Károly 1 AUTOMED-AUTOGÉNTECHNIKAI KFT. Tevékenységeink: Gázhegesztő és lángvágó eszközök,
MOTORIKUS GÁZPALACK / TARGONCAGÁZ PALACK LEADÁS
 www.gazpalack.info HASZNÁLT GÁZPALACK VISSZAVÁLTÁS eladó gázpalack visszavétel, gázpalack visszavásárlás, árak, megvásárlás, átvétel, targonca gázpalack ára,pb gázpalack visszaváltó, átvevő pb gázpalack
www.gazpalack.info HASZNÁLT GÁZPALACK VISSZAVÁLTÁS eladó gázpalack visszavétel, gázpalack visszavásárlás, árak, megvásárlás, átvétel, targonca gázpalack ára,pb gázpalack visszaváltó, átvevő pb gázpalack
STARLET KS profi autogén készlet (termékkód: 71604493)
") A Messer Hungarogáz tavaszi akciójában rendkívül kedvező áron, azonnali szállítással kínálja raktáron lévő hegesztés- és autogéntechnikai eszközeit. Az akcióban az alábbi hegesztés- és autogéntechnikai
A Messer Hungarogáz tavaszi akciójában rendkívül kedvező áron, azonnali szállítással kínálja raktáron lévő hegesztés- és autogéntechnikai eszközeit. Az akcióban az alábbi hegesztés- és autogéntechnikai
MUNKAANYAG. Vincze István. Termikus vágás, darabolás - Lángvágás. A követelménymodul megnevezése: Hegesztő feladatok
 Vincze István Termikus vágás, darabolás - Lángvágás A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-30 TERMIKUS
Vincze István Termikus vágás, darabolás - Lángvágás A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-30 TERMIKUS
FIZIKA II. 2. ZÁRTHELYI DOLGOZAT A MŰSZAKI INFORMATIKA SZAK
 FIZIKA II. 2. ZÁRTHELYI DOLGOZAT A MŰSZAKI INFORMATIKA SZAK 2007-2008-2fé EHA kód:.név:.. 1. Egy 5 cm átmérőjű vasgolyó 0,01 mm-rel nagyobb, mint a sárgaréz lemezen vágott lyuk, ha mindkettő 30 C-os. Mekkora
FIZIKA II. 2. ZÁRTHELYI DOLGOZAT A MŰSZAKI INFORMATIKA SZAK 2007-2008-2fé EHA kód:.név:.. 1. Egy 5 cm átmérőjű vasgolyó 0,01 mm-rel nagyobb, mint a sárgaréz lemezen vágott lyuk, ha mindkettő 30 C-os. Mekkora
Karbantartási és Hibaelhárítási Szerződések - PMC ( Preventive Maintenance Contracts )
") Karbantartási és Hibaelhárítási Szerződések - PMC ( Preventive Maintenance Contracts ) Hegesztéstechnikai Osztály Szteránku Milán Áttekintés Főbb témák: Karbantartási és hibaelhárítási feladatok korábbi
Karbantartási és Hibaelhárítási Szerződések - PMC ( Preventive Maintenance Contracts ) Hegesztéstechnikai Osztály Szteránku Milán Áttekintés Főbb témák: Karbantartási és hibaelhárítási feladatok korábbi
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO
 CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 05 Gázhegesztő Modul: 11456-12 Gázhegesztő feladatok elmélet Képző/vizsgaszervező
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 05 Gázhegesztő Modul: 11456-12 Gázhegesztő feladatok elmélet Képző/vizsgaszervező
Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik
 Szakmai publikáció Budapest, 2008.02.11. Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik Gyakran felmerülő kérdés napjainkban az acélszerkezeteket, illetve alkatrészeket gyártó
Szakmai publikáció Budapest, 2008.02.11. Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik Gyakran felmerülő kérdés napjainkban az acélszerkezeteket, illetve alkatrészeket gyártó
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Mekkora az égés utáni elegy térfogatszázalékos összetétele
 1) PB-gázelegy levegőre 1 vonatkoztatott sűrűsége: 1,77. Hányszoros térfogatú levegőben égessük, ha 1.1. sztöchiometrikus mennyiségben adjuk a levegőt? 1.2. 100 % levegőfelesleget alkalmazunk? Mekkora
1) PB-gázelegy levegőre 1 vonatkoztatott sűrűsége: 1,77. Hányszoros térfogatú levegőben égessük, ha 1.1. sztöchiometrikus mennyiségben adjuk a levegőt? 1.2. 100 % levegőfelesleget alkalmazunk? Mekkora
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Tartalomjegyzék. Fejezet szám Megnevezés Oldal. 1. Hegesztő és hegesztő-vágó készletek 2. 2. Markolatok hegesztéshez forrasztáshoz 3. 3.
 Tartalomjegyzék Fejezet szám Megnevezés Oldal 1. Hegesztő és hegesztő-vágó készletek 2 2. Markolatok hegesztéshez forrasztáshoz 3 3. Égőszárak 4 4. Vágópisztolyok 5 5. Nyomáscsökkentők 8 6. Nyomásmérők,
Tartalomjegyzék Fejezet szám Megnevezés Oldal 1. Hegesztő és hegesztő-vágó készletek 2 2. Markolatok hegesztéshez forrasztáshoz 3 3. Égőszárak 4 4. Vágópisztolyok 5 5. Nyomáscsökkentők 8 6. Nyomásmérők,
zeléstechnikában elfoglalt szerepe
 A földgf ldgáz z eltüzel zelésének egyetemes alapismeretei és s a modern tüzelt zeléstechnikában elfoglalt szerepe Dr. Palotás Árpád d Bence egyetemi tanár Épületenergetikai Napok - HUNGAROTHERM, Budapest,
A földgf ldgáz z eltüzel zelésének egyetemes alapismeretei és s a modern tüzelt zeléstechnikában elfoglalt szerepe Dr. Palotás Árpád d Bence egyetemi tanár Épületenergetikai Napok - HUNGAROTHERM, Budapest,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
Tüzeléstan előadás Dr. Palotás Árpád Bence
 Égéselméleti számítások Tüzeléstan előadás Dr. Palotás Árpád Bence Miskolci Egyetem - Tüzeléstani és Hőenergia Tanszék 2 Tüzelőanyagok Definíció Energiaforrás, melyből oxidálószer jelenlétében, exoterm
Égéselméleti számítások Tüzeléstan előadás Dr. Palotás Árpád Bence Miskolci Egyetem - Tüzeléstani és Hőenergia Tanszék 2 Tüzelőanyagok Definíció Energiaforrás, melyből oxidálószer jelenlétében, exoterm
Szabadentalpia nyomásfüggése
 Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
XVI. A SZÉNCSOPORT ELEMEI ÉS VEGYÜLETEIK
 XVI. A SZÉNCSOPORT ELEMEI ÉS VEGYÜLETEIK XVI. 1 2. FELELETVÁLASZTÁSOS TESZTEK 0 1 2 4 5 6 7 8 9 0 B E C A D C C B C 1 A A C D C E A C B A 2 B A D B A XVI.. TÁBLÁZATKIEGÉSZÍTÉS A szén oxidjai Szigma- és
XVI. A SZÉNCSOPORT ELEMEI ÉS VEGYÜLETEIK XVI. 1 2. FELELETVÁLASZTÁSOS TESZTEK 0 1 2 4 5 6 7 8 9 0 B E C A D C C B C 1 A A C D C E A C B A 2 B A D B A XVI.. TÁBLÁZATKIEGÉSZÍTÉS A szén oxidjai Szigma- és
Curie Kémia Emlékverseny 2018/2019. Országos Döntő 7. évfolyam
 A feladatokat írta: Kódszám: Harkai Jánosné, Szeged... Lektorálta: Kovács Lászlóné, Szolnok 2019. május 11. Curie Kémia Emlékverseny 2018/2019. Országos Döntő 7. évfolyam A feladatok megoldásához csak
A feladatokat írta: Kódszám: Harkai Jánosné, Szeged... Lektorálta: Kovács Lászlóné, Szolnok 2019. május 11. Curie Kémia Emlékverseny 2018/2019. Országos Döntő 7. évfolyam A feladatok megoldásához csak
Gázok. 5-7 Kinetikus gázelmélet 5-8 Reális gázok (korlátok) Fókusz: a légzsák (Air-Bag Systems) kémiája
 Fókusz: a légzsák (Air-Bag Systems) kémiája") Gázok 5-1 Gáznyomás 5-2 Egyszerű gáztörvények 5-3 Gáztörvények egyesítése: Tökéletes gázegyenlet és általánosított gázegyenlet 5-4 A tökéletes gázegyenlet alkalmazása 5-5 Gáz reakciók 5-6 Gázkeverékek
Gázok 5-1 Gáznyomás 5-2 Egyszerű gáztörvények 5-3 Gáztörvények egyesítése: Tökéletes gázegyenlet és általánosított gázegyenlet 5-4 A tökéletes gázegyenlet alkalmazása 5-5 Gáz reakciók 5-6 Gázkeverékek
3 Acetilén. Acetilén. A választható legjobb égőgáz.
 3 Acetilén Acetilén A választható legjobb égőgáz. 2 Acetilén Konzultáljon szakértőinkkel. Megtaláljuk az Önnek legjobban megfelelő égőgázt. Az Ön égőgáz választásánál alapvető fontosságú a minőség, a biztonság,
3 Acetilén Acetilén A választható legjobb égőgáz. 2 Acetilén Konzultáljon szakértőinkkel. Megtaláljuk az Önnek legjobban megfelelő égőgázt. Az Ön égőgáz választásánál alapvető fontosságú a minőség, a biztonság,
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Épületlakatos Épületlakatos
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS?
 HEGESZTÉSTECHNIKA HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS? A hegesztés olyan két különálló fém alkatrészek közötti oldhatatlan kötés, amelyet az összekötendő alkatrészek saját anyagával, vagy hozaganyaggal
HEGESZTÉSTECHNIKA HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS? A hegesztés olyan két különálló fém alkatrészek közötti oldhatatlan kötés, amelyet az összekötendő alkatrészek saját anyagával, vagy hozaganyaggal
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
Hegesztőeljárások. Dr. Németh György főiskolai docens. Hegesztőeljárások energiaforrás szerint. A hegesztőeljárás. aluminotermikus.
 Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
ROMAVERSITAS 2017/2018. tanév. Kémia. Számítási feladatok (oldatok összetétele) 4. alkalom. Összeállította: Balázs Katalin kémia vezetőtanár
 4. alkalom. Összeállította: Balázs Katalin kémia vezetőtanár") ROMAVERSITAS 2017/2018. tanév Kémia Számítási feladatok (oldatok összetétele) 4. alkalom Összeállította: Balázs Katalin kémia vezetőtanár 1 Számítási feladatok OLDATOK ÖSSZETÉTELE Összeállította: Balázs
ROMAVERSITAS 2017/2018. tanév Kémia Számítási feladatok (oldatok összetétele) 4. alkalom Összeállította: Balázs Katalin kémia vezetőtanár 1 Számítási feladatok OLDATOK ÖSSZETÉTELE Összeállította: Balázs
Központifűtés- és gázhálózat-rendszerszerelő Épületgépészeti rendszerszerelő
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Részszakképesítés: 31 521 05 Gázhegesztő Szóbeli vizsgatevékenység A vizsgafeladat megnevezése: Hegesztett szerkezetek
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különböző hegesztési eljárásokkal, különös tekintettel a munkabiztonság és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különböző hegesztési eljárásokkal, különös tekintettel a munkabiztonság és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
6. változat. 3. Jelöld meg a nem molekuláris szerkezetű anyagot! A SO 2 ; Б C 6 H 12 O 6 ; В NaBr; Г CO 2.
 6. változat Az 1-től 16-ig terjedő feladatokban négy válaszlehetőség van, amelyek közül csak egy helyes. Válaszd ki a helyes választ és jelöld be a válaszlapon! 1. Jelöld meg azt a sort, amely helyesen
6. változat Az 1-től 16-ig terjedő feladatokban négy válaszlehetőség van, amelyek közül csak egy helyes. Válaszd ki a helyes választ és jelöld be a válaszlapon! 1. Jelöld meg azt a sort, amely helyesen
Háromszoros megtakarítás. Hogyan takaríthatunk meg hegesztési idôt, utómunkát és költséget a Messer háromkomponensû
 Háromszoros megtakarítás Hogyan takaríthatunk meg hegesztési idôt, utómunkát és költséget a Messer háromkomponensû védôgázaival? A korszerû anyagok korszerû védôgázokat igényelnek A fémiparban a gyártási
Háromszoros megtakarítás Hogyan takaríthatunk meg hegesztési idôt, utómunkát és költséget a Messer háromkomponensû védôgázaival? A korszerû anyagok korszerû védôgázokat igényelnek A fémiparban a gyártási
VÁGÓGÉPEK PAPÍR ÉS ANYAG VÁGÁSRA MODELL ÁTTEKINTÉS GÖRGŐS ÉS KAROS VÁGÓGÉPEK
 VÁGÓGÉPEK PAPÍR ÉS ANYAG VÁGÁSRA MODELL ÁTTEKINTÉS GÖRGŐS ÉS KAROS VÁGÓGÉPEK GÖRGŐS VÁGÓGÉPEK / KAROS VÁGÓGÉPEK IDEAL 1030 / IDEAL 1031 BIZTONSÁGI VÁGÓFEJ KOMPAKT GÖRGŐS VÁGÓK DIN A4 ÉS A3 MÉRETHEZ Ergonomikusan
VÁGÓGÉPEK PAPÍR ÉS ANYAG VÁGÁSRA MODELL ÁTTEKINTÉS GÖRGŐS ÉS KAROS VÁGÓGÉPEK GÖRGŐS VÁGÓGÉPEK / KAROS VÁGÓGÉPEK IDEAL 1030 / IDEAL 1031 BIZTONSÁGI VÁGÓFEJ KOMPAKT GÖRGŐS VÁGÓK DIN A4 ÉS A3 MÉRETHEZ Ergonomikusan
Körvágó olló KS 1 HTBS 650-15 M. Manuális táblalemezollók. BSS 1000 BSS 1020 BSS 1250 FTBS M - sorozat. FTBS P - sorozat. Motoros táblalemezollók
 Metallkraft_01-71.qxp 2007.08.13. 13:06 Page 13 Körvágó olló KS 1 Asztali manuális táblalemezollók HTBS 650-15 M Manuális táblalemezollók BSS 1000 BSS 1020 BSS 1250 FTBS M - sorozat Pneumatikus táblalemezollók
Metallkraft_01-71.qxp 2007.08.13. 13:06 Page 13 Körvágó olló KS 1 Asztali manuális táblalemezollók HTBS 650-15 M Manuális táblalemezollók BSS 1000 BSS 1020 BSS 1250 FTBS M - sorozat Pneumatikus táblalemezollók
Kémia Fizika 7-8. osztály. I. Nobel-díjasok (kb. 25 perc)
") OM 037757 NÉV: IX. Tollforgató 2017.04.01. Monorierdei Fekete István Általános Iskola : 2213 Monorierdő, Szabadság út 43. : 06 29 / 419-113 : feketeiskola.monorierdo@gmail.com : http://www.fekete-merdo.sulinet.hu
OM 037757 NÉV: IX. Tollforgató 2017.04.01. Monorierdei Fekete István Általános Iskola : 2213 Monorierdő, Szabadság út 43. : 06 29 / 419-113 : feketeiskola.monorierdo@gmail.com : http://www.fekete-merdo.sulinet.hu
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben
 Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek
push-in csatlakozók "Push-In" - POM sorozat PI-P
 push-in csatlakozók "Push-In" - POM sorozat PI-P PI PI PI PI PI PI PIC PI PI PI PIC PI PIC PI PI PI PI PI PI PI0 PI0 PI PI0 MB PI PI PI PI PI PI kialakítás csatlakozás külső csőátmérő anyagok ajánlott
push-in csatlakozók "Push-In" - POM sorozat PI-P PI PI PI PI PI PI PIC PI PI PI PIC PI PIC PI PI PI PI PI PI PI0 PI0 PI PI0 MB PI PI PI PI PI PI kialakítás csatlakozás külső csőátmérő anyagok ajánlott
Elszívóasztalok és vágóasztalok
 Tartalomjegyzék Elszívóasztalok és vágóasztalok Csiszolóasztal elszíváshoz 76 Hegesztőasztal elszíváshoz 77 Tavolex-asztal 78 Oktató-hegesztőasztal 79 Kézi vágóasztal 80 Filter-Table 81 Elszívóasztalok
Tartalomjegyzék Elszívóasztalok és vágóasztalok Csiszolóasztal elszíváshoz 76 Hegesztőasztal elszíváshoz 77 Tavolex-asztal 78 Oktató-hegesztőasztal 79 Kézi vágóasztal 80 Filter-Table 81 Elszívóasztalok
Példatár Anyagtechnológia TESZTFELADATOK
 Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
ThyssenKrupp Materials Austria GmbH
 GmbH Konszern organizáció, felépítés Business Area Materials Services 2 TKMA vállalat története 3 Központi Raktár - Freudenauer kikötő 8.000 m² csarnokfelület 1.200 m² irodaterület 69 dolgozó 17 db szalagfűrészgép
GmbH Konszern organizáció, felépítés Business Area Materials Services 2 TKMA vállalat története 3 Központi Raktár - Freudenauer kikötő 8.000 m² csarnokfelület 1.200 m² irodaterület 69 dolgozó 17 db szalagfűrészgép
Gázok. 5-7 Kinetikus gázelmélet 5-8 Reális gázok (limitációk) Fókusz Légzsák (Air-Bag Systems) kémiája
 Fókusz Légzsák (Air-Bag Systems) kémiája") Gázok 5-1 Gáznyomás 5-2 Egyszerű gáztörvények 5-3 Gáztörvények egyesítése: Tökéletes gáz egyenlet és általánosított gáz egyenlet 5-4 A tökéletes gáz egyenlet alkalmazása 5-5 Gáz halmazállapotú reakciók
Gázok 5-1 Gáznyomás 5-2 Egyszerű gáztörvények 5-3 Gáztörvények egyesítése: Tökéletes gáz egyenlet és általánosított gáz egyenlet 5-4 A tökéletes gáz egyenlet alkalmazása 5-5 Gáz halmazállapotú reakciók
FA ÉS SZÉN TÜZELÉSŰ KAZÁNOK, VÍZTERES KANDALLÓK
 FA ÉS SZÉN TÜZELÉSŰ KAZÁNOK, VÍZTERES KANDALLÓK Cégünkről 2 Vállalkozásunk fő termékei a vegyestüzelésű lemezkazánok és vízteres kandallók. 1996-tól foglalkozunk gyártásukkal. A kezdetektől, mindig legfontosabbként
FA ÉS SZÉN TÜZELÉSŰ KAZÁNOK, VÍZTERES KANDALLÓK Cégünkről 2 Vállalkozásunk fő termékei a vegyestüzelésű lemezkazánok és vízteres kandallók. 1996-tól foglalkozunk gyártásukkal. A kezdetektől, mindig legfontosabbként
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Jegyzet. Kémia, BMEVEAAAMM1 Műszaki menedzser hallgatók számára Dr Csonka Gábor, egyetemi tanár Dr Madarász János, egyetemi docens.
 Kémia, BMEVEAAAMM Műszaki menedzser hallgatók számára Dr Csonka Gábor, egyetemi tanár Dr Madarász János, egyetemi docens Jegyzet dr. Horváth Viola, KÉMIA I. http://oktatas.ch.bme.hu/oktatas/konyvek/anal/
Kémia, BMEVEAAAMM Műszaki menedzser hallgatók számára Dr Csonka Gábor, egyetemi tanár Dr Madarász János, egyetemi docens Jegyzet dr. Horváth Viola, KÉMIA I. http://oktatas.ch.bme.hu/oktatas/konyvek/anal/
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
A 27/2012 (VIII. 27.) NGM rendelet (12/2013. (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013. (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013. (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. 54 524 01 Laboratóriumi technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet (12/2013. (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. 54 524 01 Laboratóriumi technikus Tájékoztató A vizsgázó az első lapra írja
Acélszerkezetek gyártása
 Dr. Németh György főiskolai docens Acélszerkezetek gyártása 1 A gyártó üzem elvi elrendezése ~ 15 m ~ 15 m ~ 15 m A - A ~ 5 m B - B ~ 5 m C - C A B C ~ 5 m ~ 30 m 18. ~ 30 m 17. 3. 16. 15. 4. 5. 6. 14.
Dr. Németh György főiskolai docens Acélszerkezetek gyártása 1 A gyártó üzem elvi elrendezése ~ 15 m ~ 15 m ~ 15 m A - A ~ 5 m B - B ~ 5 m C - C A B C ~ 5 m ~ 30 m 18. ~ 30 m 17. 3. 16. 15. 4. 5. 6. 14.
Lyukfűrészek. 1.11 Keményfém lyukfűrészek, alacsony vágórésszel A RUKO keményfém lyukfűrészek kézi és oszlopos
 » LYUKFŰRÉSZEK Lyukfűrészek -G lyukfűrészek A RUKO új -G lyukfűrészek kézi és oszlopos fúrógépekben alkalmazhatóak. Oszlopos fúrógépek esetén csak kézi előtolást alkalmazzon. Alkalmas acélokhoz (800 N/²
» LYUKFŰRÉSZEK Lyukfűrészek -G lyukfűrészek A RUKO új -G lyukfűrészek kézi és oszlopos fúrógépekben alkalmazhatóak. Oszlopos fúrógépek esetén csak kézi előtolást alkalmazzon. Alkalmas acélokhoz (800 N/²
1. TECHNIKAI JELLEMZŐK ÉS MÉRETEK 1.1 MÉRETEK 1.2 HIDRAULIKAI VÁZLAT 1.3 VÍZSZÁLLÍTÁS HATÁSOS NYOMÁS DIAGRAM. L= 400 mm H= 720 mm P= 300 mm
 1. TECHNIKAI JELLEMZŐK ÉS MÉRETEK 1.1 MÉRETEK L= 400 mm H= 720 mm P= 300 mm A= 200 mm B= 200 mm C= 182 mm D= 118 mm 1.2 HIDRAULIKAI VÁZLAT 1 Gáz-mágnesszelep 2 Égő 3 Elsődleges füstgáz/víz hőcserélő 4
1. TECHNIKAI JELLEMZŐK ÉS MÉRETEK 1.1 MÉRETEK L= 400 mm H= 720 mm P= 300 mm A= 200 mm B= 200 mm C= 182 mm D= 118 mm 1.2 HIDRAULIKAI VÁZLAT 1 Gáz-mágnesszelep 2 Égő 3 Elsődleges füstgáz/víz hőcserélő 4
Major Ferenc részlegvezető ACIS Benzinkúttechnika kft.
 Kompresszor állomások telepítésének feltételei, hatósági előírások és beruházási adatok. Gázüzemű gépjárművek műszaki kialakítása és az utólagos átalakítás módja Major Ferenc részlegvezető ACIS Benzinkúttechnika
Kompresszor állomások telepítésének feltételei, hatósági előírások és beruházási adatok. Gázüzemű gépjárművek műszaki kialakítása és az utólagos átalakítás módja Major Ferenc részlegvezető ACIS Benzinkúttechnika
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
IV.főcsoport. Széncsoport
 IV.főcsoport Széncsoport Sorold fel a főcsoport elemeit! Szén C szilárd nemfém Szilícium Si szilárd félfém Germánium Ge szilárd félfém Ón Sn szilárd fém Ólom Pb szilárd fém Ásványi szén: A szén (C) Keverék,
IV.főcsoport Széncsoport Sorold fel a főcsoport elemeit! Szén C szilárd nemfém Szilícium Si szilárd félfém Germánium Ge szilárd félfém Ón Sn szilárd fém Ólom Pb szilárd fém Ásványi szén: A szén (C) Keverék,
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040
 SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával
 Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával") 10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK. Csősín csatlakozó. (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz.
 A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz.") NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK Csősín csatlakozó (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz. 1 A katalógus használata A táblázat tetején szerepel
NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK Csősín csatlakozó (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz. 1 A katalógus használata A táblázat tetején szerepel
tem S H e g e s z t õ 3 8 6 siegmund
 386 Lap Lap Basic 1200x800x50 388 Basic 1000x1000x50 390 Basic 1200x1200x50 392 Basic 1500x1000x50 394 Professional 1000x500x100 396 Professional 1000x1000x100 398 Professional 1200x800x100 400 Professional
386 Lap Lap Basic 1200x800x50 388 Basic 1000x1000x50 390 Basic 1200x1200x50 392 Basic 1500x1000x50 394 Professional 1000x500x100 396 Professional 1000x1000x100 398 Professional 1200x800x100 400 Professional
CUTTING EDGE WELDING HASZNÁLATI UTASÍTÁS DYNAMAT CG1-100. Kétfejes, hordozható gépi lángvágó
 R CUTTING EDGE WELDING HASZNÁLATI UTASÍTÁS DYNAMAT CG1-100 Kétfejes, hordozható gépi lángvágó HU FIGYELEM! A lángvágás veszélyes üzem, ha nem körültekintően dolgoznak könnyen balesetet, sérülést okozhat
R CUTTING EDGE WELDING HASZNÁLATI UTASÍTÁS DYNAMAT CG1-100 Kétfejes, hordozható gépi lángvágó HU FIGYELEM! A lángvágás veszélyes üzem, ha nem körültekintően dolgoznak könnyen balesetet, sérülést okozhat
Számítástudományi Tanszék Eszterházy Károly Főiskola.
 Networkshop 2005 k Geda,, GáborG Számítástudományi Tanszék Eszterházy Károly Főiskola gedag@aries.ektf.hu 1 k A mérés szempontjából a számítógép aktív: mintavételezés, kiértékelés passzív: szerepe megjelenítés
Networkshop 2005 k Geda,, GáborG Számítástudományi Tanszék Eszterházy Károly Főiskola gedag@aries.ektf.hu 1 k A mérés szempontjából a számítógép aktív: mintavételezés, kiértékelés passzív: szerepe megjelenítés
Vágó- és tisztítókorongok. Extra Univerzális korongok Alapszín: sárga
 A KLINGSPOR tisztító- és vágókorongok színkódos eligazító rendszere Megmunkálandó anyagféleségek: Minőségi osztályok: Extra Univerzális korongok Alapszín: sárga Supra Standard korongok Alapszín: fekete
A KLINGSPOR tisztító- és vágókorongok színkódos eligazító rendszere Megmunkálandó anyagféleségek: Minőségi osztályok: Extra Univerzális korongok Alapszín: sárga Supra Standard korongok Alapszín: fekete
HEGESZTÉS És RAGASZTÁS 2013
 HEGESZTÉS És RAGASZTÁS 2013 Egy lépés a siker felé! Az Ön partnere: Érvényes: 2013. június 01. - 2013. szeptember 30. Ballun Szerszám és Teraszkellék 2092 Budakeszi, Budaörsi út 11. Tel./Fax: +36 (23)
HEGESZTÉS És RAGASZTÁS 2013 Egy lépés a siker felé! Az Ön partnere: Érvényes: 2013. június 01. - 2013. szeptember 30. Ballun Szerszám és Teraszkellék 2092 Budakeszi, Budaörsi út 11. Tel./Fax: +36 (23)
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
Azonosító jelölések. Alkalmazási terület. Jellemzô tulajdonságok és adatok. Szerkezeti anyagok. Specifikációk és szállítási formák
 Aluline He15, He30, He50, He70 IPARI GÁZKEVERÉKEK He/Ar 7440-59-7 (He) 231-168-5 (He) UN 1956, sûrített gáz, 2. osztály, 1A GHS Nyomás alatt lévô gázok: sûrített gáz Színtelen, szagtalan, nem éghetô, nem
Aluline He15, He30, He50, He70 IPARI GÁZKEVERÉKEK He/Ar 7440-59-7 (He) 231-168-5 (He) UN 1956, sûrített gáz, 2. osztály, 1A GHS Nyomás alatt lévô gázok: sûrített gáz Színtelen, szagtalan, nem éghetô, nem
GÁZOK, GÁZKEVERÉKEK GYÁRTÁSA ÉS BIZTONSÁGOS ALKALMAZÁSA HEGESZTÉS-, ÉS ROKON TECHNOLÓGIÁKHOZ (1. rész)
") Gyura László Linde Gáz Magyarország Zrt. GÁZOK, GÁZKEVERÉKEK GYÁRTÁSA ÉS BIZTONSÁGOS ALKALMAZÁSA HEGESZTÉS-, ÉS ROKON TECHNOLÓGIÁKHOZ (1. rész) (Szakmai nap a Linde Gáz Magyarország Zrt.-nél) BEVEZETÉS
Gyura László Linde Gáz Magyarország Zrt. GÁZOK, GÁZKEVERÉKEK GYÁRTÁSA ÉS BIZTONSÁGOS ALKALMAZÁSA HEGESZTÉS-, ÉS ROKON TECHNOLÓGIÁKHOZ (1. rész) (Szakmai nap a Linde Gáz Magyarország Zrt.-nél) BEVEZETÉS
KÉMIA ÍRÁSBELI ÉRETTSÉGI- FELVÉTELI FELADATOK 2000
 Megoldás 000. oldal KÉMIA ÍRÁSBELI ÉRETTSÉGI- FELVÉTELI FELADATOK 000 JAVÍTÁSI ÚTMUTATÓ I. A NITROGÉN ÉS SZERVES VEGYÜLETEI s s p 3 molekulák között gyenge kölcsönhatás van, ezért alacsony olvadás- és
Megoldás 000. oldal KÉMIA ÍRÁSBELI ÉRETTSÉGI- FELVÉTELI FELADATOK 000 JAVÍTÁSI ÚTMUTATÓ I. A NITROGÉN ÉS SZERVES VEGYÜLETEI s s p 3 molekulák között gyenge kölcsönhatás van, ezért alacsony olvadás- és
SNACK BERENDEZÉSEK FIGYELMEZTETÉS: A gáz berendezések ezekre a gázfajtákra és gáznyomásokra vannak elkészítve:
 SNACK BERENDEZÉSEK SNACK FIGYELMEZTETÉS: A gáz berendezések ezekre a gázfajtákra és gáznyomásokra vannak elkészítve: LPG: 37 g/cm 2 Földgáz: 20 g/cm 2 CG-310 típusu tűzhelyek gázpalack tároló szekrénnyel
SNACK BERENDEZÉSEK SNACK FIGYELMEZTETÉS: A gáz berendezések ezekre a gázfajtákra és gáznyomásokra vannak elkészítve: LPG: 37 g/cm 2 Földgáz: 20 g/cm 2 CG-310 típusu tűzhelyek gázpalack tároló szekrénnyel
Júniusi használtgép akció
 SG-2436H típusú lassúfordulatú daráló (2 hónapos) Jellemzők: 1. Fogazott vágó henger és vágó kések csoportja biztosítja a legjobb vágási teljesítményt. 2. Különleges ékszíj átvitel a csendes és egyenletes
SG-2436H típusú lassúfordulatú daráló (2 hónapos) Jellemzők: 1. Fogazott vágó henger és vágó kések csoportja biztosítja a legjobb vágási teljesítményt. 2. Különleges ékszíj átvitel a csendes és egyenletes
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
Használható segédeszköz: számológép, vonalzók, körző, szögmérő, ceruza
 12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 06 Karosszérialakatos Tájékoztató A vizsgázó az első lapra írja fel a nevét!
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 06 Karosszérialakatos Tájékoztató A vizsgázó az első lapra írja fel a nevét!
8. osztály 2 Hevesy verseny, megyei forduló, 2004.
 8. osztály 2 Hevesy verseny, megyei forduló, 2004. Figyelem! A feladatokat ezen a feladatlapon oldd meg! Megoldásod olvasható és áttekinthető legyen! A feladatok megoldásában a gondolatmeneted követhető
8. osztály 2 Hevesy verseny, megyei forduló, 2004. Figyelem! A feladatokat ezen a feladatlapon oldd meg! Megoldásod olvasható és áttekinthető legyen! A feladatok megoldásában a gondolatmeneted követhető
Energiagazdálkodás és környezetvédelem 3. Előadás
 Energiagazdálkodás és környezetvédelem 3. Előadás Tüzeléstechnika Kapcsolódó államvizsga tételek: 15. Települési hulladéklerakók Hulladéklerakó helyek fajtái kialakítási lehetőségei, helykiválasztás szempontjai.
Energiagazdálkodás és környezetvédelem 3. Előadás Tüzeléstechnika Kapcsolódó államvizsga tételek: 15. Települési hulladéklerakók Hulladéklerakó helyek fajtái kialakítási lehetőségei, helykiválasztás szempontjai.
Az égés és a füstgáztisztítás kémiája
 Az égés és a füstgáztisztítás kémiája Miért égetünk? Kémiai energia Hőenergia Mechanikai energia Kémiai energia Hőenergia Mechanikai energia Elektromos energia Kémiai energia Felesleges dolgoktól megszabadulás
Az égés és a füstgáztisztítás kémiája Miért égetünk? Kémiai energia Hőenergia Mechanikai energia Kémiai energia Hőenergia Mechanikai energia Elektromos energia Kémiai energia Felesleges dolgoktól megszabadulás
Kombinált lezárás PROMASTOP -VEN habarccsal
 0 EI 0-ig 3 3. táblázat a PROMASTOP -VEN tűzgátló lezárás méretei Beépítési pozíció 0 PROMASTOP -VEN habarcslezárás méretei 0 A részlet kombinált habarcslezárás tömör falban PROMASTOP -B felülete a PROMASTOP
0 EI 0-ig 3 3. táblázat a PROMASTOP -VEN tűzgátló lezárás méretei Beépítési pozíció 0 PROMASTOP -VEN habarcslezárás méretei 0 A részlet kombinált habarcslezárás tömör falban PROMASTOP -B felülete a PROMASTOP
Geberit Mapress préskötésű fém csővezetéki rendszer
 Geberit Mapress préskötésű fém csővezetéki rendszer Közeg Rozsdamentes acél (1.4401) Geberit Mapress felhasználhatóság Rozsdamentes acél (1.4301) Szénacél kívül horganyzott Szénacél kívülbelül horganyzott
Geberit Mapress préskötésű fém csővezetéki rendszer Közeg Rozsdamentes acél (1.4401) Geberit Mapress felhasználhatóság Rozsdamentes acél (1.4301) Szénacél kívül horganyzott Szénacél kívülbelül horganyzott
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Ipari gázok alkalmazásának biztonsági kérdései a hegesztés és rokon eljárások során Halász Gábor hegesztés-vágás szaktanácsadó
 Ipari gázok alkalmazásának biztonsági kérdései a hegesztés és rokon eljárások során Halász Gábor hegesztés-vágás szaktanácsadó Tartalom A hegesztés veszélyei összefoglalás Autogén technikához használatos
Ipari gázok alkalmazásának biztonsági kérdései a hegesztés és rokon eljárások során Halász Gábor hegesztés-vágás szaktanácsadó Tartalom A hegesztés veszélyei összefoglalás Autogén technikához használatos
Szabadonálló gázüzemű főzőüst
 A 700XP sorozat több, mint 100 modellt foglal magába. Minden készülékek nagy teljesítményű, megbízható, energiatakarékos, biztonságos és ergonómikus. A modul rendszer megszámlálhatatlan konfigurációban
A 700XP sorozat több, mint 100 modellt foglal magába. Minden készülékek nagy teljesítményű, megbízható, energiatakarékos, biztonságos és ergonómikus. A modul rendszer megszámlálhatatlan konfigurációban
WÜRTH Szereléstechnika Kft Budaörs, Gyár u Tel.: (00 36) 23/ Nyomtatva Magyarországon M /H /B /2005
 23/ Nyomtatva Magyarországon M /H /B /2005") Kézi körfûrészlapok Univerzális mobil gépekhez Fogforma: Váltott fogazás (WZ). WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.: (00 36) 23/418-130 - Nyomtatva Magyarországon M 05 5110/H 07
Kézi körfûrészlapok Univerzális mobil gépekhez Fogforma: Váltott fogazás (WZ). WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.: (00 36) 23/418-130 - Nyomtatva Magyarországon M 05 5110/H 07
Hegesztés és rokon eljárások. Dr. Kovács Mihály docens nemzetközi hegesztőmérnök
 Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Bor Pál Fizikaverseny, középdöntő 2016/2017. tanév, 8. osztály
 Bor Pál Fizikaverseny, középdöntő 2016/2017. tanév, 8. osztály 1. Igaz-hamis Döntsd el az állításokról, hogy igazak, vagy hamisak! Válaszodat az állítás melletti cellába írhatod! (10 pont) Két különböző
Bor Pál Fizikaverseny, középdöntő 2016/2017. tanév, 8. osztály 1. Igaz-hamis Döntsd el az állításokról, hogy igazak, vagy hamisak! Válaszodat az állítás melletti cellába írhatod! (10 pont) Két különböző