MUNKAANYAG. Vincze István. Termikus vágás, darabolás - Lángvágás. A követelménymodul megnevezése: Hegesztő feladatok
|
|
|
- Zalán Szilágyi
- 8 évvel ezelőtt
- Látták:
Átírás
1 Vincze István Termikus vágás, darabolás - Lángvágás A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: A tartalomelem azonosító száma és célcsoportja: SzT

2
3 TERMIKUS VÁGÁS, DARABOLÁS LÁNGVÁGÁS ESETFELVETÉS-MUNKAHELYZET Termikus vágóeljárás, akárcsak a hegesztés és rokon eljárásai, jellemzően gyártási eljárások. A hatékony, költségkímélő gyártás lényeges eleme a megfelelő eljárás kiválasztása és optimális alkalmazása. Az eljárás megválasztása összetett és rendkívül időigényes feladat. A műszaki gyakorlatban előforduló anyagok vágására általában az alábbi eljárások terjedtek el: - lángvágás, - plazmavágás, - lézervágás, - vízsugárvágás, A fenti eljárások használhatók alakos (kontúr), valamint egyenes vonalú vágásra. Önnek 400 mm vastagságú ötvözetlen szerkezeti acéllemezt kell méretre darabolnia. Ehhez ki kell választania a megfelelő termikus vágást. Áttanulmányozva a "Szakmai információtartalmat" segítséget kaphat a döntéshez. SZAKMAI INFORMÁCIÓTARTALOM A szerkezeti anyagok geometriáját, alakját vágással, az anyagfolytonosság megszüntetésével változtatják meg. Az anyagrészecskék kapcsolódásának helyi megszakítása történhet alakító-, forgácsoló-, termikus- vagy eróziós vágással. - alakító vágás: képlékeny alakváltozás, ill. repedésterjedés előidézésével választják szét az anyagdarabokat (nyírás, vágás, lyukasztás), - forgácsoló vágás: anyagrészecskék mechanikus leválasztása (fűrészelés, gyorsdarabolás, leszúrás esztergályozással), - termikus vágás: az anyagot hőhatás segítségével választják szét (lángvágás, plazmavágás, lézervágás), - eróziós vágás: jellemzően nem szilárd, átáramló közegekkel valósul meg, mely vágóközeg tartalmaz(hat) kemény, apró szemcsés szilárd részecskéket. 1
, valamint egyenes vonalú vágásra. Önnek 400 mm vastagságú ötvözetlen szerkezeti acéllemezt kell méretre darabolnia. Ehhez ki kell választania a megfelelő termikus vágást.")
4 Az alakító-és az eróziós vágás számottevő hőhatás nélkül, míg a forgácsoló- és a termikus vágás jelentős hőhatással megy végbe. TERMIKUS VÁGÁS Termikus vágási eljárás minden olyan technológia, amelynek alkalmazása során az anyagot hőhatás segítségével választjuk szét. A technológiát meghatározó hőfolyamat az anyagszétválasztás közvetlen környezetében, a szétválasztás vonala mentén anyagszerkezeti változást hoz létre. 1. A termikus vágás a lejátszódó fizikai jelenségek alapján lehet: 1. Oxidáló (égető)vágás: a vágási rést az anyag oxidációjával képezi, a vágási résben az anyag csaknem teljes vastagságában elég, és a keletkező égésterméket nagy sebességű oxigénsugár fújja ki. Lángvágás A lángvágás (1. ábra) éghető gáz/oxigén keverékével és vágóoxigénnel végzett termálvágó eljárás. A hevítő láng által kibocsátott kibocsátott hő és az égetés során keletkező égéshő együtt tartja fenn a vágóoxigénnel végzett folyamatos égetési folyamatot. A keletkező oxidokat és némi olvadt fémet a vágóoxigén sugár mozgási energiájával távolítjuk el, így keletkezik a vágási rés. Fő alkalmazási terület: - Ötvözetlen (C-Mn) és gyengén ötvözött acélok vágása. - Vágható vastagság: normál körülmények között a lángvágó felszerelések mm-es vastagságtartományban használhatók. - Vékonyabb lemezek vágása 3 mm-ig lehetséges, de jelentős vetemedéssel kell Fő jellemzők: számolni. Vastagabb anyagok vágása célszerűen kialakított vágóégővel és gázellátó rendszerrel lehetséges akár mm-ig. A 300 mm-nél vastagabb acél szelvények vágása egy speciális terület, amely a kohászatban talál alkalmazást, innen a bugavágás elnevezés. - Kis beruházási költség, alacsony költségek; - Az alap készülék alkalmas vágásra, faragásra és más műveletekre, mint a hegesztés és hevítés; - Nem villamos rendszer; - Hordozható, alkalmas helyszíni munkavégzésre (pl. szereléseken); - Széles vastagság tartományban használható (általában mm); 2

5 1. ábra. Lángvágás - Viszonylag nagy hőhatásövezetet eredményez; - Viszonylag nagy a vágási rés; - Nem használható saválló és erősen ötvözött acélok vágására. 2. Ömlesztő vágás: a vágási rést a benne lévő anyag megolvasztásával hozza létre, a vágási résben az anyag teljes vastagságában megolvad, és az ömledéket nagy hőmérsékletű és sebességű sugár fújja ki. Plazmavágás A plazmavágás (2. ábra)olyan termálvágó eljárás, amely beszűkített, nagy teljesítménysűrűségű ívvel működik. Többatomos gázok az ívben disszociálnak és részben ionizálódnak, az egyatomos gázok részben ionizálódnak. Az így létrehozott plazmasugár nagy hőmérsékletű és nagy a mozgási energiája. Megolvasztja, és részben elgőzölögteti az anyagot, amit onnan ki is fúj. Így keletkezik a vágási rés. Fő alkalmazási területek: - Szerkezeti és saválló acélok, valamint alumínium ötvözetek vágása, jellemzően a 6-75mm vastagság tartományban. 3

6 - Csaknem minden villamosan vezető, megolvasztható anyag, mint az ötvözetlen és gyengén, vagy erősen ötvözött acél, a nikkel alapú, réz-, titán-, alumínium ötvözetek és más fémek vágására alkalmas. Az eljárás jellemzői: - A lánggal nem vágható ötvözetek vágására vezették be; - Nem kontakt eljárás; - Minden, villamosan vezető ötvözet vágására használható; - A lángvágásénál kisebb hőbevitel, ezáltal kisebb vágási rés és kisebb hő okozta vetemedések, feszültségek; - A lángvágással összehasonlítva keskenyebb, de edzhető acélok esetén nagyobb keménységű hőhatásövezet képződik; - Nagy zajszint (90-115dB) és füstképződés, hacsak nem víz alatti vágást alkalmaznak. - A vágható lemezvastagság korlátozott, mivel plazmavágás során a megolvasztáshoz szükséges teljes hő forrása a plazma ív. 2. ábra. Plazmavágás 4
 és füstképződés, hacsak nem víz alatti vágást alkalmaznak.")
7 3. Gőzölögtető vágás: a vágási rést a benne lévő anyag elgőzölögtetésével hozza létre, a vágási résben az anyag elgőzölög, és a fémgőzt gázsugár fújja ki. Lézervágás A lézervágás (3. ábra)termikus vágóeljárás, amelyhez a fókuszált lézersugár szolgáltatja az energiát, amely hővé alakul. A vágási folyamatot egy gázsugár támogatja. Megkülönböztetünk lézer lángvágást, lézer ömlesztő és lézer gőzölögtető vágást. Az eljárás jellemzői: - Nem kontakt eljárás (nincs mechanikus erőhatás a vágás során, ami különösen finom lemezek vágásakor jelentős előny); - Sokféle fémes és nemfémes anyag vágására alkalmas (vas- és nem-vas alapú ötvözetek, fa, kerámiák, kompozitok, szövetek, stb.); - Kis vágási rés, ezáltal lehetséges éles sarkok és finom alkatrészek vágása; - Edződésre hajlamos acéloknál a keskeny hőhatásövezet miatt nagy a felkeményedés veszélye; - Nagy beruházási költség; 3. ábra. Lézervágás 5
; - Sokféle fémes és nemfémes anyag vágására alkalmas (vas-")
8 Fő alkalmazási területek: - Fémes anyagok nagy pontosságú vágása kb. 20mm vastagságig (nagyobb vastagsághoz más eljárásokkal már nem versenyképes, még ha a lézerforrás teljesítménye ezt lehetővé teszi); - Kis szelvényű kerámiák és nem-fémes anyagok, mint a fa vagy műanyag vágása; 2. Termikus vágási eljárások a felhasznált energiaforrás alapján 1. Termikus vágás oxigén + éghető gázzal Lángvágás: A vágandó anyag szétválasztása oxigén-éghető gázlánggal, gyulladási hőmérsékletre hevítéssel és az oxigénsugárban való elégetéssel. Lángvágás fémpor adagolással: A vágás helyére adagolt fémpor és az oxigén reakciójából származó többlet hő a vágási résből könnyen kifújható salakot ad. Lángvágás ásványi por adagolással: A vágóoxigén-sugárba bevezetett ásványi por mozgási energiájával hozzájárul a salak eltávolításához. Lánggyalulás: Hevítő-lánggal és vágóoxigén-sugárral végzett anyagleválasztás. 2. Termikus vágás villamos ívvel Bevontelektródás ívvágás: A munkadarab és a bevont elektróda közötti ív ömlesztő hatásával végzett anyagszétválasztás. Az ömledéket az íverők és a gravitáció távolítja el. Bevontelektródás ívvágás oxigénnel: A munkadarab és a bevont csőelektróda közötti ív ömlesztő, és az elektródán át a vágás helyére vezetett oxigén oxidáló hatásával végzett vágás. A keletkező termékeket a résből a vágóoxigén fújja ki. Grafitelektródás ívgyalulás: Az alapanyag a grafitelektróda és a munkadarab közötti villamos ívvel való megömlesztése, majd az ömledék kifúvatása. Plazmaív-vágás: Anyagszétválasztás az alapanyagnak a vágófej elektródája és a munkadarab közötti plazmaívvel való megömlesztésével és a vágási résből való kifúvatásával. Plazmasugár-vágás: A vágófejen belüli fúvóka és az elektróda közötti plazmaív hatására kialakuló plazmasugárral való megömlesztés és az ömledéknek a vágási résből való kifúvatása. 3. Termikus vágás egyéb energiaforrással Oxidáló lézervágás: Lángvágásra alkalmas alapanyag lézersugárral való felhevítése és oxigénsugárban való elégetése. A keletkező salakot az oxigénsugár a vágási résből kifújja. Ömlesztő és gőzölögtető lézervágás: Anyagszétválasztás az alapanyag lézersugárral való megömlesztésével. A keletkezett ömledéket aktív vagy semleges gázsugár fújja ki, vagy az ömledék elgőzölög. 6

9 LÁNGVÁGÁS A lángvágás során a gyulladási hőmérsékletre helyileg felhevített acélt tiszta oxigénben folyamatosan elégetjük, és az égésterméket a keletkezett kiégetett résből kifúvatjuk. A vágott felület geometriai fogalmait a 4. ábra foglalja össze. 4. ábra. A vágott felület geometriájának fogalom-meghatározásai1 A gyulladási hőmérséklet az a legkisebb hőmérséklet, amelyben az oxigénnel való egyesülés (az elégés) önmagától bekövetkezik. Az égési hőmérséklet a gyulladási hőmérsékletnél nagyobb, ezen a hőmérsékleten az elégéskor fejlődő hő által az oxidáció (égés) önmagától tovább folytatódik. 1. A lángvágás folyamata: 1. Hevítés éghető gáz-oxigén lánggal a fém gyulladási hő mérsékletére. 2. A felhevített fém elégetése oxigénsugárral. 3. A keletkezett égéstermékek (oxidok) kifúvatása oxigén sugárral, a már kivágott résen keresztül. A láng csak a felületet hevíti, a mélyebben fekvő részeket pedig a fém égéshője, kismértékben a salak hője és a hevítőláng melegíti. 2. A lángvágás elvi alapja: A vas a fehérizzás hőmérsékletén oxigénsugárban igen gyorsan oxidálódik, közben jelentős hőmennyiség szabadul fel. 1 MSZ szerint 7
 önmagától bekövetkezik.")
10 A vasoxidok (FeO és Fe3O4) olvadáspontja a tiszta vas olvadáspontjánál kisebb. A lángvágáskor jelentkező salak tehát gyorsabban olvad meg, mint maga a tiszta vas 3. Lángvágás a következő feltételek teljesülése mellett tartható fenn: - a vágandó anyag gyulladási hőmérséklete kisebb, mint olvadási hőmérséklete; - az égéstermékek és a fémoxidok olvadási hőmérséklete kisebb, mint a vágott anyag olvadási hőmérséklete; - az eljárás során annyi hő keletkezik, amennyi a vágás környezetében képes az anyagot gyulladási hőmérsékletére hevíteni; - a hevítő láng hője és a vágási résben elégetett anyag égéshője együtt meghaladja a hősugárzás és hővezetés útján elvont hőt; - a vágáskor keletkező salak oly mértékig hígfolyós, hogy a vágóoxigén sugár képes a vágási résből kihajtani. A felsorolt feltételek ötvözetlen és bizonyos, gyengén ötvözött acél esetén teljesülnek. A vágási folyamatot az ötvözők a mangán kivételével megnehezítik, így például a króm, a karbon, a molibdén és a szilícium. Ezért többek között az erősen ötvözött krómnikkel acélok vagy nagy szilícium tartalmú acélok különleges intézkedések nélkül nem vágható lánggal. Ezek az anyagok más eljárással, pl. vaspor adagolású lángvágással vagy plazmavágással vághatók. A láng-, plazma- és lézervágás lehetőségeit szemlélteti a vágandó anyagminőség és anyagvastagság függvényében a 5. ábra. Fémek és oxidjaik olvadáspontja Megnevezés Olvadáspont, oc Fém Fémoxid Fém Fémoxid Vas (Fe) FeO Fe3O Króm (Cr) Cr2O Mangán (Mn) MnO Szilícium (Si) SiO Alumínium (Al) Al2O Magnézium (Mg) MgO Titán (Ti) TiO

11 TiO Ti2O Ti3O VO Vanádium (V) 1917 V2O5 670 Az acélok 0,25% C-tartalom felett edződésre hajlamosak. A vágás közvetlen környezetében bekövetkező edződés elkerülhető kellő hőmérsékletű előmelegítéssel. A szükséges előmelegítési hőmérsékletet a szénegyenérték és a lemezvastagság határozza meg. Nem lángvágható fémes anyagok: 1. Öntöttvas, mert - a vágandó anyag gyulladáspontja nem alacsonyabb az olvadáspontjánál, - a salak olvadáspontja nem kisebb a vágandó anyag olvadáspontjánál. 2. Réz és ötvözetei, mert - a vágandó anyag hővezető képessége nem kicsi (nincs hőtorlódás az előmelegítés helyén), C E - a salak olvadáspontja nem kisebb a vágandó anyag olvadáspontjánál, - a salak nem hígfolyós. Mn C 6 3. Alumínium és ötvözetei, mert Cr Mo V 5 Cu Ni % 15 - a vágandó anyag gyulladáspontja nem alacsonyabb az olvadáspontjánál, - a vágandó anyag hővezető képessége nem kicsi (nincs hőtorlódás az előmelegítés helyén), - a salak olvadáspontja nem kisebb a vágandó anyag olvadáspontjánál. 9
, C E - a salak olvadáspontja nem kisebb a vágandó anyag olvadáspontjánál, - a salak nem")
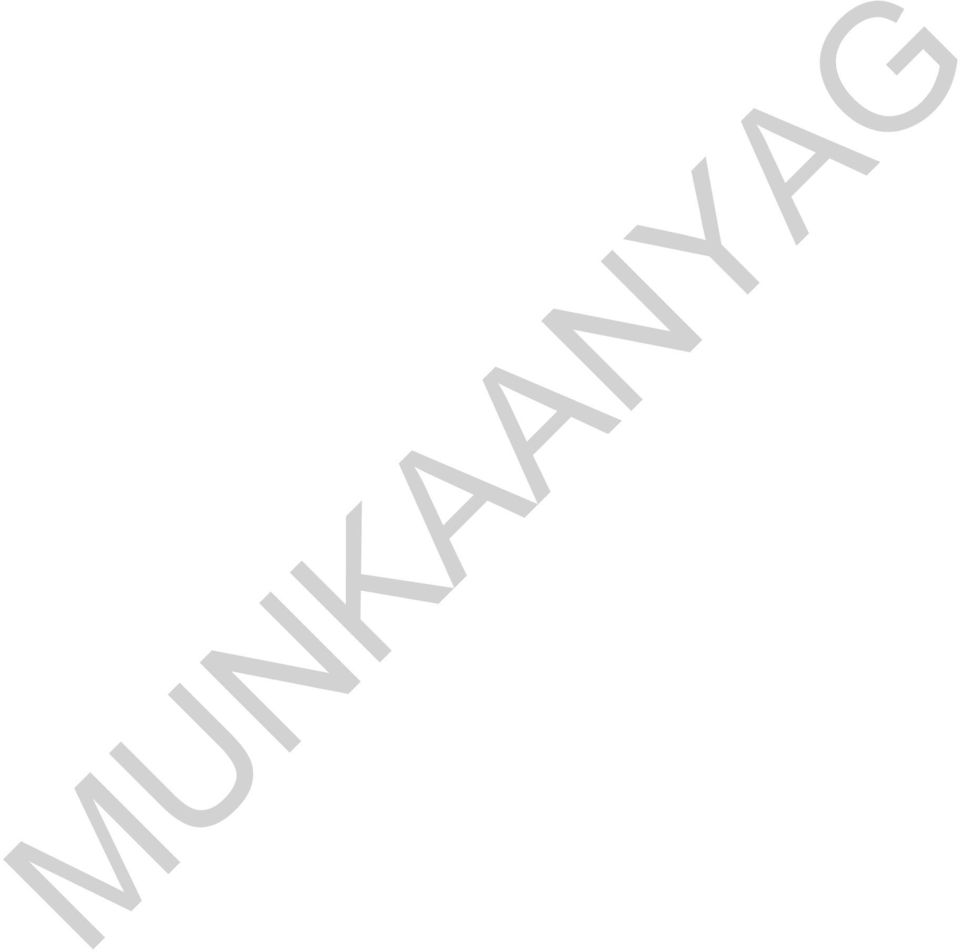
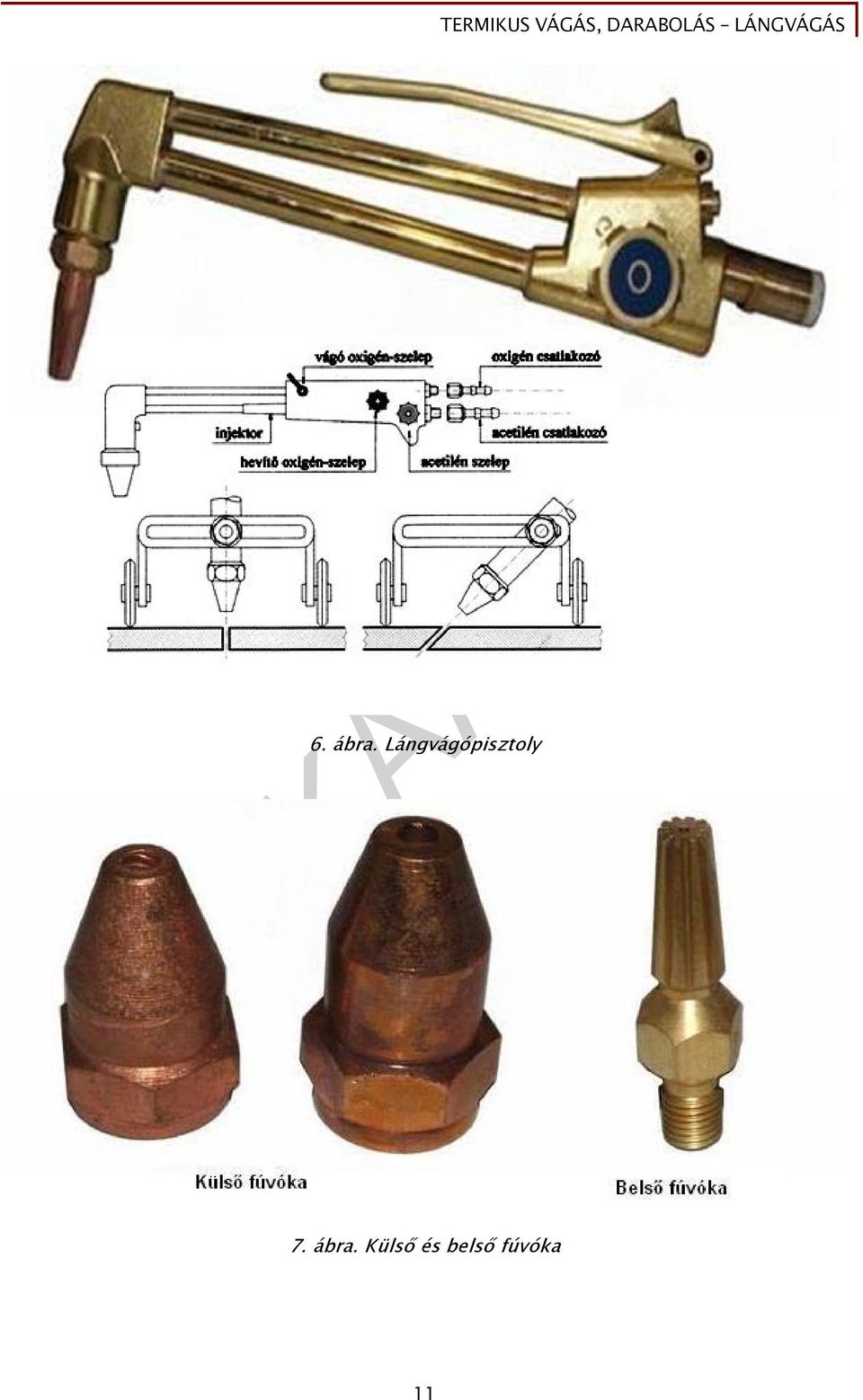
12 5. ábra. Termikus daraboló eljárásokkal gazdaságosan vágható anyagminőség és anyagvastagság (Pangas nyomán) Acélok előmelegítési hőmérséklete lángvágáshoz Szénegyenérték, CE % Lemezvastagság kisebb, mint 50 mm 0,3 0,4-100 oc-ig nagyobb, mint 50 mm 0,4 0,5 100 oc-ig 100 oc oc 0,5 0,6 100 oc oc 200 oc oc 0,6 től nagyobb 200 oc oc 350 oc oc 4. A lángvágás berendezései és eszközei A lángvágás eszközeinek feladata: - az égőgáz és oxigén keverése és az előmelegítő lánghoz való vezetése, - a vágóoxigén hengeres sugarának kialakítása kis átmérőben, nagy sebességgel. A lángvágás végezhető kézzel, gépi vagy automata lángvágó berendezéssel. A kézi lángvágópisztoly kialakítása hasonlít a gázhegesztő pisztolyhoz (6. ábra). A fejrészben van a külső és a belső fúvóka (7. ábra). A belső a vágóoxigén-sugár kialakítására, a külső a hevítőláng létrehozására szolgál. 10

13 6. ábra. Lángvágópisztoly 7. ábra. Külső és belső fúvóka 11
14 Az égőfej egyenletes vezetésére a vágandó felületen a vezetőkerék (8. ábra) szolgál. A pisztolyra van felszerelve a vágóoxigént nyitó-záró szelep, valamint a hevítőoxigént és az egőgázt beállító szelep. A többi pisztolyelem megegyezik a gázhegesztőpisztoly azonos elemeivel. 8. ábra. Vezetőkerekek A lángvágópisztolyok azonos működési elvvel, különböző változatban készülnek. Eltérés a vágó- és a hevítőoxigén hozzávezetési módjában, valamint a fúvóka (9. ábra) elhelyezésében és kialakításában van. 9. ábra. Hevítő-vágó fúvókák A hevítő- és a vágófúvókát (10. ábra) a lemezvastagságtól függően cserélni kell. A vágás pontossága megköveteli, hogy mind a hevítő, mind a vágófúvóka koncentrikus legyen, ellenkező esetben az élek nem olvadnak meg megfelelően. 12
 elhelyezésében és kialakításában van. 9. ábra. Hevítő-vágó fúvókák A hevítő- és a vágófúvókát (10. ábra) a lemezvastagságtól függően cserélni kell.")
15 A vágópisztoly üzembe helyezése: 10. ábra. Vágófejek 1. Az előmelegítő lángot meggyújtjuk, majd semlegesre állítjuk. 2. A vágás kezdőpontját gyulladási hőmérsékletre hevítve kinyitjuk a vágóoxigén csapját. 3. Ha nem a szélén kezdünk, akkor a vágási vonalra helyezve az anyagot fehéren izzóvá kell melegíteni, majd a vágóoxigéncsapot kinyitva a felmelegedés helyén átfújjuk az anyagot. 4. A vágópisztolyt egyenletesen megfelelő sebességgel vezetjük a vágási vonal mentén. Ellenkező esetben durva, hibás vágási felület keletkezik. 5. A kézi lángvágás technológiája 1. Az anyag előkészítése: fémtiszta felület a vágás vonala mentén, előrajzolás. 2. A vágópisztoly beállítása a vágandó vastagság szerint: 3. Előmelegítés: fúvóka mérete, távolsága a felülettől, gázok nyomása. vastagságtól és égőgáztól függően s. 4. A vágás sebessége: t = 5 10 mm ~ 0,4 0,5 m/perc, t = mm ~ 0,1 0,15 m/perc. 5. A vágás iránya és sorrendje: A vetemedés csökkentése érdekében a kivágandó anyag a lehető leghosszabb ideig maradjon hővezető kapcsolatban a nagyobb hőkapacitású anyaggal. A különböző anyagvastagságokhoz a beállítási adatok: 13

16 mm Sebesség, mm/min Távolság az anyagtól, mm Anyagvastagság, Oxigénnyomás, bar Oxigénfogyasztás Acetilénfogyasztás l/h l/m l/h l/m , , , , , , , , , Lángvágáskor forgácsoló megmunkálással közel egyenértékű felület csak akkor érhető el, ha a következő feltételek messzemenően teljesülnek. - az égőt egyenletesen, egyenletes sebességgel vezetjük, - az égőfej haladás közben kismértékben sem végez imbolygó mozgást, - a vágóoxigén nyomása és a sugár hengeres alakja nem változik, - a hevítőláng egyenletesen veszi körül a vágólángot, és pontosan tartjuk a fúvóka távolságát a munkadarabtól, - a vágandó anyag tiszta felületű, - a vágandó anyag belső hibákat csak minimális mértékben tartalmaz. 14

17 11. ábra. Vágómotor vagy szekátor Nagyobb mennyiségű vágáskor leélezéskor a vágási teljesítmény növelésére az eljárást gépesítik, illetve automatizálják. Legegyszerűbb gépesített lángvágás a hordozható lángvágógép a vágómotor vagy szekátor (11. ábra). A lángvágó-berendezés 80 mm vastag acéllemezek vágására, a vágófej döntésével varratok leélezésére is alkalmas. Egyenes vonalú vágás esetén a vezetőgörgő és a pálya lehetővé teszi a pontosabb vágást. A lángvágómotorok hordozhatóak, vágósebességük egyenletes. A gép mozgását a lemezen kiképzett pályák (vezetősínek) vezetik, amelyekben a kerekek mozognak. 15

18 A helyhez kötött lángvágógépek lehetnek: 12. ábra. Lángvágógép - portállángvágók (egy, két, ill. három portállal) (13. a. ábra), - konzolos lángvágók (13. b. ábra). A portállángvágó vezérlőegysége különálló egység, a konzolos vágóké pedig legtöbb esetben a berendezésen helyezkedik el. A lángvágógépek portáljai és konzoljai nagyon merevek, így m széles, több vágófejes gépek is használhatók. A vágóégők hossz- és keresztirányú vezetése igen pontos, és így a vágási pontosság 0,1 mm, vagy annál is kisebb lehet. A lángvágógépek vezérlése lehet: - mechanikus, - fotoelektromos, fotocellás (15. ábra), - számvezérlés (16. ábra). 16

19 13. ábra. Helyhez kötött lángvágógépek A mechanikus (vagy mágnesfejes) vezérlés esetében ötvözetlen szerkezeti acélból készült, mm vastag mesterdarab (sablon) vezérli a lángvágóégőt, illetve égőket egy mágnesfejen keresztül. A fotoelektromos vezérlés egyik fajtája a szálkereszt mozgásával vezérelt vágás. A vágáshoz 1:1 léptékű vezérrajzot készítünk, így elmarad a költséges mesterdarab előállítása. A vágás során szálkeresztet végigvezetjük a vezérrajz kontúrján. A vágási pontosság függ a vágást végző személytől, felülmúlja azonban a sablon utáni vágás pontosságát. Nagyméretű alkatrészek ezzel a vezérléssel nem vághatók, egyrészt, mert szinte lehetetlen pontos vezérrajzot készíteni többméteres munkadarabból, másrészt pedig a vezérrajz ugyanolyan nagyságú alapterületet foglal el a műhelyből, mint a munkadarab. A fotocellás vezérlésű vágás csak annyiban különbözik a szálkeresztes vezérléstől, hogy a szubjektív hibákat kiküszöböli s fotocella. A 2 3 mm vonalvastagságú rajz kontúrját letapogató fotocella vezérli a vágást végző égőfejeket. 17

20 14. ábra. Élelőkészítés lángvágással (Böhme és Hermann nyomán) a) Y varrat kétfejes előkészítése; b) X varrat előkészítése; c) kettős Y varrat háromfejes előkészítése. A méretvonalak a vágófejek egymáshoz viszonyított helyzetét jelölik A lángvágás jellegzetes alkalmazási területe a lemezélek hegesztéshez való előkészítése, leélezése (14. ábra). Ez esetben előnyösen használhatók a két-, ill. háromfejes hordozható lángvágógépek. A lángvágógép kiszolgálása: A gép egy olyan speciális tárgyasztallal rendelkezik, amelyre helyezve a vágandó lemezt, a lángvágási művelet úgy hajtható végre, hogy maga a tárgyasztal sérülése minimális. A gép kiszolgálása a nyers lemez méretétől függően - kisebb méretnél megfelelő teherbírású emelőmágnessel, - nagyobb méretnél speciális lemezfogó függesztőkkel, daru emelésével történik. A kész darabok levétele az asztalról darabmérettől függően kézzel vagy emelőmágnes segítségével, daruemeléssel történik. A hulladékdarabok eltávolítása az asztalról a hulladék méretétől függően - leesik az asztal alatt található hulladékgyűjtőbe, - emelőmágnessel, - lemezfogó függesztékkel, - daru segítségével. 18

21 A LÁNGVÁGÁSHOZ HASZNÁLT GÁZOK 15. ábra. Fotocellás vezérlésű lángvágógép A lángvágáshoz használt gázokat két csoportba soroljuk: - éghetőgáz és oxigén keverékéből álló előmelegítő láng, - az égést tápláló oxigén. Az előmelegítő gázkeverékben éghetőgázként általában acetilént, hidrogént, földgázt és propán-bután gázt használunk. Előmelegítő láng céljára kézi lángvágáshoz az acetilénoxigén gázkeverék a legalkalmasabb. Előnye, hogy nagy hőteljesítménye folytán az előmelegítési idő rövid. Az előmelegítő gáz mennyisége a vágási folyamat beindulása után mintegy felére csökkenthető, mert a folyamat fenntartásához szükséges hőmennyiség a vágórésben levő anyag elégésekor szabadul fel. A hidrogén vastagabb, tagolt, üreges alkatrészek vágásához, ill. vizsgálati vágáshoz használható. A földgáz és a propán-bután gáz használata elsősorban gépi vágáshoz, sorozatgyártásban előnyös. A különböző éghetőgázokhoz azonban egymástól eltérő kialakítású éghetőgáz-oxigén fúvóka szükséges. A vágóoxigén tisztasága meghatározza a vágott felület minőségét és a vágás teljesítményét, a szennyezők növekedésével csökken a vágósebesség. 19
22 16. ábra. CNC vezérlésű lángvágőgép 6. A vágott felület minőségét meghatározó tényezők A vágott felület minőségének jellemzőit szemrevételezéssel és méréssel határozzuk meg. A vágás minőségének megítélésekor figyelembe kell venni a vágott felület érdességét, méret- és alakpontosságát. A vágott felület minősége függ: - a vágófúvóka méretétől, - a vágófúvóka tisztaságától, - a hevítőláng beállításától és a vágóoxigén nyomásától, - az alkalmazott gázok nyomásától és mennyiségétől, - a vágási sebességtől, - a munkadarab felületi tisztaságától, a vágópisztoly előtolásának egyenletességétől, - az alkalmazott gázok fajtájától. 20
23 7. A lángvágás leggyakoribb hibái és annak okai Gyakori lángvágási hibák Okai Vágási hézagszűkület Vágási bővülés hézag Homorú vágás a felső él alatt Fokozatosság alsó szélen Homorú szelvény az - lángvágó előtolása túl gyors, - fúvóka lemezfelülettől való távolsága túl nagy, - fúvóka szennyezett vagy sérült, - vágó oxigén nyomása túl magas, - lángvágó előtolása túl gyors, - fúvóka lemezfelülettől való távolsága túl nagy, - vágó oxigén nyomása túl magas, - fúvóka szennyezett vagy sérült, - fúvóka lemezfelülettől való távolság túl nagy, - lángvágó előtolása túl gyors, - fúvóka szennyezett vagy sérült, - lángvágó előtolása túl gyors, - fúvóka szennyezett vagy sérült, vagy túl kis méretű, - vágó oxigén nyomása túl alacsony, Hullámos szelvény - vágó oxigén nyomása túl alacsony, - fúvóka szennyezett vagy sérült, - lángvágó előtolása túl gyors, 21
24 - lángvágó előtolása túl lassú, Élek megolvadása - túl erős láng, - fúvóka lemezfelülettől való távolsága túl nagy / kicsi, Olvadt gyöngysor Bevágott felső él salaktoldalékkal Lekerekített alsó él Mértéken metszési - a fúvóka túl nagy az anyag vastagságához képest, - túl erős láng, - fúvóka felülettől való távolsága túl kicsi, - a lemezfelület rozsdás vagy salakos, - vágó oxigén nyomása túl magas, túl erős láng, - fúvóka lemezfelülettől való távolsága túl nagy, - vágó oxigén nyomása túl magas, - lángvágó előtolása túl gyors, vájatmélység - fúvóka szennyezett vagy sérült, - lángvágó előtolása túl gyors vagy felüli egyenetlen, - fúvóka lemezfelülettől való távolsága túl kicsi, - túl erős láng, Egyenetlen metszési mélység vájat - lángvágó előtolása túl gyors vagy egyenetlen, - túl gyenge láng, 22
25 - lángvágó előtolása túl lassú, - a lemezfelület rozsdás vagy salakos vagy szennyezett ( pl. festék ), Különálló kráteresedés Lekerekített alsó élek - fúvóka lemezfelülettől való távolsága túl kicsi, - túl gyenge láng, - lángvisszacsapás a rendszerben, - rossz minőségű lemez, - vágó oxigén nyomása túl magas, - lángvágó előtolása túl gyors, - fúvóka szennyezett vagy sérült, Kráterek az alsó metszeti részben - lángvágó előtolása túl lassú, Rátapadt salakszakáll - fúvóka szennyezett vagy sérült, - lángvágó előtolása túl gyors vagy túl lassú, - fúvóka lemezfelülettől való távolsága túl nagy, - vágó oxigén nyomása túl alacsony, - a fúvóka az anyag vastagságához képest túl kicsi, 23
26 8. A lángvágás során előforduló üzemzavarok és kiküszöbölésük2 A hiba Valószínű ok A kiküszöbölés módja A lángot nem lehet Éghetőgáz hiány meggyújtani Az oxigén nyomása túl nagy A hevítőláng rosszul ég Gázhiány, elpiszkolódott tömlők vagy sérült hevítőfúvókák Sérült vagy sorjával, ill. égési maradékkal hevítőfúvóka eltömött Víz az éghető gáz tömlőjében, mert a vízzár nagyon fel van töltve Aceton az éghető gázban (csak palackos gáz esetén) A nyomáscsökkentőn és a kézifogantyún levő szelep beállítását, valamint a tömlők szállítóképességét vizsgáljuk meg A nyomást csökkentsük A vízzárban a helyes vízállást és a gázpalack tartalmát ellenőrizzük, a gáztömlőt sűrített levegővel vagy nitrogénnel fúvassuk ki, a hevítőfúvókát fapálcikával vagy tisztítótűvel óvatosan tisztítsuk meg, szükség esetén cseréljük ki A fúvóka furatát és kiömlőnyílását tisztítsuk ki A vízzárban a vizet állítsuk helyes magasságra, a vízállás-ellenőrző csapon át eresszük le a feles- leget A gázelvétel az acetiléngázpalackból túl nagy. Megengedett gázelvétel palackonként legfeljebb 1000 l/h; ha többre van szükség, azonos nyomású palackokat kapcsoljunk össze 2 Gáti J. és társai: Hegesztési Zsebkönyv 24
27 A láng ferdén ég A hevítő fúvókákban a vágófúvóka-nyílás excentrikus Vizsgáljuk meg, hogy a hevítő- és a vágófúvókák jól vannak-e rögzítve és központosan állnak-e. A tömítőfelületek állapotát ellenőrizzük. A fúvókákat tisztítsuk meg A vágóégő a gázkeverék meggyújtásakor vagy a vágóoxigén-szelep nyitásakor durran (ropogó zaj is lehet) A felső vágási élek nagyon leömlenek lekerekednek, leégési anyagfelrakódás vagy jelentős A vágási felületek nagyon Kicsi a hevítőoxigén nyomása, nyomáscsökkentő befagyott, a nyomásmérő mutatója rezeg, a vágóberendezés burkoló-anyája laza barázdáltak és kivájtak A hevítőláng túl nagy, a hevítőfúvóka a távolsága nagyon kicsi, a vágósebesség túl kicsi A vágósebesség igen kicsi vagy egyenetlen, az oxigén nem elég tiszta A munkadarab felületen szennyezőanyagok (rozsda, reve, festék, fémbevonat) vannak Nagyobb hevítőoxigénnyomást állítsunk be, a. nyomáscsökkentőt olvasszuk fel forró víz rá- öntésével az oxigént melegítsük elő. A nyomáscsökkentő csatlakozótoldatát melegítsük villamos melegítővel, vagy nagyobb gázáramlású nyomáscsökkentőt használjunk. Az anyát csavarkulccsal húzzuk meg A lángot állítsuk gyengébbre, vagy kisebb hevítőfúvókát használjunk. Növeljük a hevítőfúvóka távolságát, ill. a vágósebességet A vágósebességet növeljük. Egyenletesebb égő-mozgatás. vágó Lehetőleg csak 99%-nál tisztább oxigént használjunk A felületeket tisztítsuk meg drótkefével csiszolókoronggal vagy A vágóoxigén kevés Növeljük a vágóoxigén nyomását Gázszivárgás csatlakozásokban a Laza a csatlakozás az anya vagy egyéb alkatrészek meglazulása következtében Határozzuk meg a szivárgási helyet; szappanos vízzel kenjük be a gázvonalak valamennyi csatlakozását. 25
28 Húzzuk meg a tömszelence anyáját, vagy cseréljük ki a nem megfelelő alkatrészt vagy tömítést Lazán illeszkedik az injektor a vágóégő testében Húzzuk meg a keverő-kamra záró-anyáját Kopogás a hajtószerkezet áttételében A motor forog, de a gép nem mozog A gép változó sebességgel mozog Hullámos lemezek vágásakor a gépakadozó mozgást végez Nem működik a motor A fogaskerék fogainak kopása vagy törése, a csapágyak kopása vagy törése Hiba a hajtóműben, levált a retesz eltört a tengelykapcsoló vagy Hibás a motor, kopott a kefe, hiba az érintkezők vezetékeinek forrasztásában. Berágódás a hajtóműben vagy a motorban Jelentős feszültségingadozás a villamos hálózatban A hajtókeréknek játéka van a tengelyen. Kopott a csiga vagy a csigakerék. A csigatengelynek tengelyirányú játéka van Kiégett a biztosíték. Szakadt vagy rossz az érintkezés a vezetékben. Szakadás a reosztátban. Nincs érintkezés Szedjük szét a hajtóművet, vizsgáljuk meg a fogaskerekeket, cseréljük ki a kopott alkatrészeket, szereljük össze és töltsük fel friss olajjal a hajtóművet Szedjük szét a hajtóművet és cseréljük ki az eltört alkatrészt, mossuk át, szereljük össze és kenjük meg friss kenőanyaggal a hajtóművet Cseréljük ki a hibás egységet Megengedett feszültségingadozás hálózatban: +5 - l0 % Szüntessük meg a játékot vagy cseréljük ki a kopott alkatrészt Ellenőrizzük az egész villamos részt a gépben, szüntessük meg a szakadást vagy állítsuk helyre az érintkezést a potenciométer csúszóeleme és a tekercs között a 26
29 Szikrázás a motor kollektorán Szennyezett a kollektor Tiszta ronggyal tisztítsuk meg a kollektort (a rongyot előzőleg mártsuk benzinbe). A kefét nyomjuk a kollektorhoz A vágási hely nem elég sima Eltömődött a vágóoxigén (tiszta) vagy a vágás ferde csatornája Leszakad a láng a fúvókáról Nagy az elémelegítő oxigén vagy az acetilén nyomása. Elszennyeződött a belső és külső fúvóka közötti gyűrű alakú csatorna Csúszik a mágneses csap Elkopott a recézés a Az elektromágneses szelep nem kapcsolja be a gáz adagolását Egyenes vonalú vágás esetén nem lesz egyenes a vágott vonal mágneses csap haj tórészén. Valami akadályozza a gép sima járását Rézhuzallal tisztítsuk ki a vágóoxigén csatornáját Csökkentsük a nyomást. Szereljük szét a fúvókát, tisztítsuk ki a csatornát Cseréljük ki a mágneses csapot. Vizsgáljuk meg a hosszirányú mozgás kocsijának csapágyait és szüntessük meg a hibát Szakadás a villamos kábelben Keressük meg a hibás helyet Szakadás a tekercs meneteiben Elszennyeződött a vasmag Meggyengült a rugó Nem vízszintes a hosszirányú mozgást vezető sín Nem függőleges a keresztirányú sín A vágás nem merőleges a lemez síkjára és javítsuk ki Keressük meg a hibás helyet és javítsuk ki Tisztítsuk meg a vasmagot Cseréljük ki a rugót Nem egyenletesek a sínek A sínek egyenetlenségét egyengetéssel vagy alkatrész cserével szüntessük meg Tegyünk acélalátéteket a sínpálya lábai alá Állítsuk be a sínek függőlegességét az összekötő csavarok és rugós alátétek segítségével, szabályozás után ellenőrizzük függőónnal. Ellenőrizzük a sínek beállítását 27
30 PORADAGOLÁSOS LÁNGVÁGÁS A lángvágással egyébként nem vágható anyagok darabolására, elsősorban ötvözött acélokhoz kifejlesztett eljárások. Alkalmazott porok: - Kvarchomok (d = ~ 0,3 mm) kinetikai energiája a sűrű salakot is ki tudja fújni. - Nátrium-karbonát por folyósítószerként hat, leszállítja a salak olvadáspontját. - Lágyvas por (d = 0,05 0,1 mm) a vágás helyén hígitja az ötvözetet, égéshője segíti a vágást. VÍZ ALATTI LÁNGVÁGÁS Alkalmazási terület: darabolás, lyukvágás elsüllyedt roncsok kiemelésekor. A gáznyomás hidrosztatikai nyomással növelt. A láng körül sűrített levegő van. Az acetilén csak 15 m vízmélységig használható, a hidrogén 60 m-ig. 17. ábra. Vágófej víz alatti vágásra TANULÁSIRÁNYÍTÓ Szerezzen megfelelő információt a Szakmai információtartalom áttanulmányozásával! Miután a Szakmai információt áttanulmányozta válaszolja meg az alábbi kérdéseket: 1. Mik a lángvághatóság feltételei? 2. Mi a feladata a vágópisztolynak? 3. Hogyan kell előkészíteni a lemezeket a lángvágáshoz? 4. Hogyan kell beállítani a hevítőlángot? 28
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
9. Téma. Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások.
 9. Téma Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások. 1 Lemezek darabolása, darabolási módok Darabolás hidegen (nyíró vágás ollóval) Darabolás forgácsolással (fűrészelés)
9. Téma Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások. 1 Lemezek darabolása, darabolási módok Darabolás hidegen (nyíró vágás ollóval) Darabolás forgácsolással (fűrészelés)
Lemezalkatrész gyártás Vastag lemezek vágása
 Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán weltsch.zoltan@gamf.kefo.hu 1 Lemezek darabolása, darabolási módok Alakító vágás,
Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán weltsch.zoltan@gamf.kefo.hu 1 Lemezek darabolása, darabolási módok Alakító vágás,
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
Acetilén és egyéb éghető gázok felhasználása pro és kontra. Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15.
 Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
Hegesztő-vágó gép kezelője Hegesztő 4 2/38
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Plazmavágógépek 400V LPH 35, 50, 80, 120
 Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben
 Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek
HEGESZTÉSI ELJÁRÁSOK I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik
 Szakmai publikáció Budapest, 2008.02.11. Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik Gyakran felmerülő kérdés napjainkban az acélszerkezeteket, illetve alkatrészeket gyártó
Szakmai publikáció Budapest, 2008.02.11. Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik Gyakran felmerülő kérdés napjainkban az acélszerkezeteket, illetve alkatrészeket gyártó
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
ACÉLSZERKEZETEK GYÁRTÁSA (1)
") SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA (1) Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.-től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA (1) Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.-től. Külön köszönet Szili Lászlónak, Kiss
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
MUNKAANYAG. Dabi Ágnes. A lángvágás eszközei, anyagai, segédanyagai technológiája, gyakorlata, munkabiztonsági előírásai_x000d_
 Dabi Ágnes A lángvágás eszközei, anyagai, segédanyagai technológiája, gyakorlata, munkabiztonsági előírásai_x000d_ A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06
Dabi Ágnes A lángvágás eszközei, anyagai, segédanyagai technológiája, gyakorlata, munkabiztonsági előírásai_x000d_ A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06
Szabadentalpia nyomásfüggése
 Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
MUNKAANYAG. Bellák György László. Mechatronikai elemek. A követelménymodul megnevezése: Mechatronikai elemek gyártása, üzemeltetése, karbantartása
 Bellák György László Mechatronikai elemek A követelménymodul megnevezése: Mechatronikai elemek gyártása, üzemeltetése, karbantartása A követelménymodul száma: 0944-06 A tartalomelem azonosító száma és
Bellák György László Mechatronikai elemek A követelménymodul megnevezése: Mechatronikai elemek gyártása, üzemeltetése, karbantartása A követelménymodul száma: 0944-06 A tartalomelem azonosító száma és
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
MESSER INNOVATION FORUM AUTOGÉNTECHNIKAI VESZÉLYFORRÁSOK, TANULSÁGOS PÉLDÁK
 MESSER INNOVATION FORUM 2016.12.01 AUTOGÉNTECHNIKAI VESZÉLYFORRÁSOK, TANULSÁGOS PÉLDÁK AUTOMED-Autogéntechnikai Kft. Károly 1 AUTOMED-AUTOGÉNTECHNIKAI KFT. Tevékenységeink: Gázhegesztő és lángvágó eszközök,
MESSER INNOVATION FORUM 2016.12.01 AUTOGÉNTECHNIKAI VESZÉLYFORRÁSOK, TANULSÁGOS PÉLDÁK AUTOMED-Autogéntechnikai Kft. Károly 1 AUTOMED-AUTOGÉNTECHNIKAI KFT. Tevékenységeink: Gázhegesztő és lángvágó eszközök,
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
ACÉLSZERKEZETEK GYÁRTÁSA 3.
 SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
Weldi-Plas termékcsalád - Plazmavágók
 Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
Szám János. Dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
ÁLTALÁNOS ISMERETEK. 3.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
Palotai Zoltán. Előrajzolás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Palotai Zoltán Előrajzolás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-016-30
Palotai Zoltán Előrajzolás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-016-30
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP
 HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
Karbantartási és Hibaelhárítási Szerződések - PMC ( Preventive Maintenance Contracts )
") Karbantartási és Hibaelhárítási Szerződések - PMC ( Preventive Maintenance Contracts ) Hegesztéstechnikai Osztály Szteránku Milán Áttekintés Főbb témák: Karbantartási és hibaelhárítási feladatok korábbi
Karbantartási és Hibaelhárítási Szerződések - PMC ( Preventive Maintenance Contracts ) Hegesztéstechnikai Osztály Szteránku Milán Áttekintés Főbb témák: Karbantartási és hibaelhárítási feladatok korábbi
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
NEMZETGAZDASÁGI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
tiszta alumínium hegesztő azonos tartalmú főlemezekhez ) magnézium-alumínium hegesztő huzal aluminium flux (kínai hegesztőhuzal (általános
 magnézium-alumínium hegesztő huzal aluminium flux (kínai hegesztőhuzal (általános") Hegesztő alkalmazás Mode I Anyag Vastagság Az eljárás mm típusa Hegesztőhuzal Flux alumínium lemez és alumínium lemez Aktuális beállítás Szabályozási beállítás V 1 2 alumínium-magnézium ötvözet és alumínium-
Hegesztő alkalmazás Mode I Anyag Vastagság Az eljárás mm típusa Hegesztőhuzal Flux alumínium lemez és alumínium lemez Aktuális beállítás Szabályozási beállítás V 1 2 alumínium-magnézium ötvözet és alumínium-
STARLET KS profi autogén készlet (termékkód: 71604493)
") A Messer Hungarogáz tavaszi akciójában rendkívül kedvező áron, azonnali szállítással kínálja raktáron lévő hegesztés- és autogéntechnikai eszközeit. Az akcióban az alábbi hegesztés- és autogéntechnikai
A Messer Hungarogáz tavaszi akciójában rendkívül kedvező áron, azonnali szállítással kínálja raktáron lévő hegesztés- és autogéntechnikai eszközeit. Az akcióban az alábbi hegesztés- és autogéntechnikai
Rozsdamentes anyagok fertőződésének megelőzése
 Rozsdamentes anyagok fertőződésének megelőzése Nemesacél anyagok feldolgozása során rendkívül nagy figyelmet kell fordítani a felületkezelés szakszerűségére, megfelelő hegesztőanyagok és kötőelemek kiválasztására.
Rozsdamentes anyagok fertőződésének megelőzése Nemesacél anyagok feldolgozása során rendkívül nagy figyelmet kell fordítani a felületkezelés szakszerűségére, megfelelő hegesztőanyagok és kötőelemek kiválasztására.
Bemutatkozik a P.Max Technológia Kft.
 Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
tem S H e g e s z t õ 3 8 6 siegmund
 386 Lap Lap Basic 1200x800x50 388 Basic 1000x1000x50 390 Basic 1200x1200x50 392 Basic 1500x1000x50 394 Professional 1000x500x100 396 Professional 1000x1000x100 398 Professional 1200x800x100 400 Professional
386 Lap Lap Basic 1200x800x50 388 Basic 1000x1000x50 390 Basic 1200x1200x50 392 Basic 1500x1000x50 394 Professional 1000x500x100 396 Professional 1000x1000x100 398 Professional 1200x800x100 400 Professional
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés az elcsúszás veszélyeivel szemben
 Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés az elcsúszás veszélyeivel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek és ártalmainak
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés az elcsúszás veszélyeivel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek és ártalmainak
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával
 Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával") 10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
Használati Utasítás. FSP 100 Festékszóró pisztoly. H Használati utasítás Festékszóró pisztoly. Cikkszám: 02818. Brugervejledning.
 Használati Utasítás FSP 100 Festékszóró pisztoly K SK Brugervejledning Malersprøjtepistol Návod na obsluhu Striekacia pištoľ H Használati utasítás Festékszóró pisztoly Cikkszám: 02818 Güde GmbH & Co. KG
Használati Utasítás FSP 100 Festékszóró pisztoly K SK Brugervejledning Malersprøjtepistol Návod na obsluhu Striekacia pištoľ H Használati utasítás Festékszóró pisztoly Cikkszám: 02818 Güde GmbH & Co. KG
MUNKAANYAG. Vilandné Bertha Mária. Felvételi vázlat készítése. A követelménymodul megnevezése: CAD-ismeretek
 Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
MUNKAANYAG. Palotai Zoltán. Kézi reszelés. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
Épületlakatos Épületlakatos
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
FLAP hajlékonyszárnyú nyílóajtó Szerelési utasítása
 FLAP hajlékonyszárnyú nyílóajtó Szerelési utasítása Verzió: 02/2002 Dátum: 2002. október Fordította: Dvorák László -2 1. ábra. Kézi mûködtetésû flap Rögzítse az (A) helyezõ fülekkel szerelt (igény esetén
FLAP hajlékonyszárnyú nyílóajtó Szerelési utasítása Verzió: 02/2002 Dátum: 2002. október Fordította: Dvorák László -2 1. ábra. Kézi mûködtetésû flap Rögzítse az (A) helyezõ fülekkel szerelt (igény esetén
HEGESZTÉS BIZTONSÁGTECHNIKÁJA. Készítette: Bujnóczki Tibor Lezárva: 2005. március 1.
 HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
CUTTING EDGE WELDING HASZNÁLATI UTASÍTÁS DYNAMAT CG1-100. Kétfejes, hordozható gépi lángvágó
 R CUTTING EDGE WELDING HASZNÁLATI UTASÍTÁS DYNAMAT CG1-100 Kétfejes, hordozható gépi lángvágó HU FIGYELEM! A lángvágás veszélyes üzem, ha nem körültekintően dolgoznak könnyen balesetet, sérülést okozhat
R CUTTING EDGE WELDING HASZNÁLATI UTASÍTÁS DYNAMAT CG1-100 Kétfejes, hordozható gépi lángvágó HU FIGYELEM! A lángvágás veszélyes üzem, ha nem körültekintően dolgoznak könnyen balesetet, sérülést okozhat
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Porrobbanás elleni védelem. Villamos berendezések kiválasztása
 Porrobbanás elleni védelem Villamos berendezések kiválasztása Villamos berendezések kiválasztása Por fajtája Robbanásveszélyes atmoszféra fellépésének valószínűsége 31 Por fajtája Por minimális gyújtási
Porrobbanás elleni védelem Villamos berendezések kiválasztása Villamos berendezések kiválasztása Por fajtája Robbanásveszélyes atmoszféra fellépésének valószínűsége 31 Por fajtája Por minimális gyújtási
ÖNTVÉNYTISZTÍTÓ SZŰRŐASZTAL
 070702-X-1/5 ÖNTVÉNYTISZTÍTÓ SZŰRŐASZTAL (Az alábbi adatok a képen bemutatott berendezésre érvényesek) TECHNOLÓGIAI MŰVELETEK Öntvények sorjázása, köszörülése. 070702-X-2/5 MÉRETEK Munkadarab: legnagyobb
070702-X-1/5 ÖNTVÉNYTISZTÍTÓ SZŰRŐASZTAL (Az alábbi adatok a képen bemutatott berendezésre érvényesek) TECHNOLÓGIAI MŰVELETEK Öntvények sorjázása, köszörülése. 070702-X-2/5 MÉRETEK Munkadarab: legnagyobb
GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA
 GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA 1 Üzemképesség Működésre, a funkció betöltésére való alkalmasság. Az adott gépelem maradéktalanul megfelel azoknak a követelményeknek, amelyek teljesítésére
GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA 1 Üzemképesség Működésre, a funkció betöltésére való alkalmasság. Az adott gépelem maradéktalanul megfelel azoknak a követelményeknek, amelyek teljesítésére
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
MUNKAANYAG. Gergely József. Keretszerkezetek készítése. A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok
 Gergely József Keretszerkezetek készítése A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító száma és célcsoportja: SzT-022-30
Gergely József Keretszerkezetek készítése A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító száma és célcsoportja: SzT-022-30
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS
 Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Szerkezetlakatos Szerkezetlakatos
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Épület- és szerkezetlakatos szakma gyakorlati oktatásához OKJ száma: 34 582 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Épület- és szerkezetlakatos szakma gyakorlati oktatásához OKJ száma: 34 582 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk
 Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
MANFORD MF-B170 MANFORD MF-B180 MANFORD MF-B185 Alaplemezes marógép Gépkönyv
 MANFORD MF-B170 MANFORD MF-B180 MANFORD MF-B185 Alaplemezes marógép Gépkönyv NCT Ipari Elektronikai Kft. 1 / 32 Dátum:2013.06.14. 1. FEJEZET: BIZTONSÁGI UTASÍTÁSOK 1. A szerszámgép kizárólag fém munkadarabok
MANFORD MF-B170 MANFORD MF-B180 MANFORD MF-B185 Alaplemezes marógép Gépkönyv NCT Ipari Elektronikai Kft. 1 / 32 Dátum:2013.06.14. 1. FEJEZET: BIZTONSÁGI UTASÍTÁSOK 1. A szerszámgép kizárólag fém munkadarabok
DENER Plazmavágók. Típus: Mitsubishi DNR-I 1530 CNC. Dener plazmavágás. Dener plazmavágók. http://www.dener.com/sayfa/89/plasma-cutting.
 DENER Plazmavágók Dener plazmavágás Dener plazmavágók http://www.dener.com/sayfa/89/plasma-cutting.html Típus: Mitsubishi DNR-I 1530 CNC A képek illusztrációk A képek illusztrációk A képek illusztrációk
DENER Plazmavágók Dener plazmavágás Dener plazmavágók http://www.dener.com/sayfa/89/plasma-cutting.html Típus: Mitsubishi DNR-I 1530 CNC A képek illusztrációk A képek illusztrációk A képek illusztrációk
Az anyagok változásai 7. osztály
 Az anyagok változásai 7. osztály Elméleti háttér: Hevítés hatására a jég megolvad, a víz forr. Hűtés hatására a vízpára lecsapódik, a keletkezett víz megfagy. Ha az anyagok halmazszerkezetében történnek
Az anyagok változásai 7. osztály Elméleti háttér: Hevítés hatására a jég megolvad, a víz forr. Hűtés hatására a vízpára lecsapódik, a keletkezett víz megfagy. Ha az anyagok halmazszerkezetében történnek
MUNKAANYAG. Dr.Majoros Ferenc. Gépelemek javítása. A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok
 Dr.Majoros Ferenc Gépelemek javítása A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok A követelménymodul száma: 2276-06 A tartalomelem azonosító száma és célcsoportja: SzT-013-30 KÖTŐGÉPELEMEK
Dr.Majoros Ferenc Gépelemek javítása A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok A követelménymodul száma: 2276-06 A tartalomelem azonosító száma és célcsoportja: SzT-013-30 KÖTŐGÉPELEMEK
HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS?
 HEGESZTÉSTECHNIKA HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS? A hegesztés olyan két különálló fém alkatrészek közötti oldhatatlan kötés, amelyet az összekötendő alkatrészek saját anyagával, vagy hozaganyaggal
HEGESZTÉSTECHNIKA HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS? A hegesztés olyan két különálló fém alkatrészek közötti oldhatatlan kötés, amelyet az összekötendő alkatrészek saját anyagával, vagy hozaganyaggal
Forrasztó állomás. Használati utasítás 1. kiadás 2011 2011 Copyright by Prokit's Industries Co., Ltd.
 Forrasztó állomás Használati utasítás 1. kiadás 2011 2011 Copyright by Prokit's Industries Co., Ltd. Csomagolási jegyzék és az alkatrészek megnevezése Az alkatrészek megnevezése Hőlégfúvó tartó Hőmérséklet
Forrasztó állomás Használati utasítás 1. kiadás 2011 2011 Copyright by Prokit's Industries Co., Ltd. Csomagolási jegyzék és az alkatrészek megnevezése Az alkatrészek megnevezése Hőlégfúvó tartó Hőmérséklet
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Gépészet szakmacsoport. Porkohászat
 1 Porkohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében A porkohászat folyamatai
1 Porkohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében A porkohászat folyamatai