Lemezalkatrész gyártás Vastag lemezek vágása
|
|
|
- Mária Juhász
- 8 évvel ezelőtt
- Látták:
Átírás

1 Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán 1

2 Lemezek darabolása, darabolási módok Alakító vágás, darabolás hidegen (nyíró vágás ollóval) Forgácsoló vágás (fűrészelés) Termikus vágások Lángvágás (3 500 mm vastagságig) Plazmavágás (1 100 mm vastagságig) Lézervágás (1 30 mm vastagságig) Eróziós vágás (vízvágás) GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, 2
 GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.")
3 Lángvágás Elve: a fémet helyileg tiszta O 2 -vel elégetjük. A fémet gyulladási hőmérsékletre hevítjük O 2 sugarat fújunk rá. Az O 2 hőfejlődés közben elégeti az alapanyagot, - az O 2 sugár a keletkező oxidot elsodorja az anyagról. A lángvágás feltételei: a, a vágandó anyag gyulladási hőmérséklete alacsonyabb legyen az anyag olvadási hőmérsékleténél; b, a keletkező fémoxid olvadáspontja kisebb legyen, mint az alapanyagé (hígfolyós és könnyen eltávolítható salak képződjön); c, az elégés közben fejlődő hő eléggé nagy legyen az anyag hővezető képességéhez viszonyítva. A vágandó anyag égéshője nagy, hővezetőképessége kicsi legyen; d, a fém O 2 -ben elégethető legyen. GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu
; c, az elégés közben fejlődő hő eléggé nagy legyen az anyag hővezető képességéhez viszonyítva.")
4 jól vághatók lánggal: Lángvágás - ötvözetlen és gyengén ötvözött acélok (C=0,25%-ig, e felett edződésre hajlamosak. Az edződés elkerülhető: előmelegítéssel!); - acélöntvények. nem vagy rosszul vághatók lánggal: - nagy C tartalmú acélok C > 2 %, - erősen ötvözött acélok, - szürkeöntvény, - nemvas fémek. vágási sebesség: anyagvastagság és O 2 tisztaság függvénye. Felületi szennyeződések csökkentik a vágás sebességét, rontják a minőségét. GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu

5 GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán,

6 A vágópisztoly szerkezeti felépítése - A fúvókák koncentrikusan helyezkednek el; - Az előmelegítő láng körgyűrű alakú kiömlőnyílása veszi körül az O 2 központos kiömlőnyílását. Előnye: a vágó O 2 mindig az előmelegített felületet fújja. GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu

7 Lángvágás A vágás menete: - a munkadarab szélét semleges lánggal előmelegítjük, - a fehérizzás hőmérsékletén a vágóoxigén szelepet nyitjuk, - az O 2 sugárban az előmelegített vasat elégetjük, a keletkező kis olvadáspontú salakot az O 2 nyomása kifújja, - kezdés után az égő folyamatosan, egyenletesen mozgatható a vágás irányában. A vas égése során fejlődő hő biztosítja a vágandó rész előmelegítését Azon fémeknél, melyek oxidációja kevesebb hőt termel, az előmelegítő lángot nagyobbra kell állítani. Az égési hőmérséklet a gyulladási hőmérsékletnél nagyobb az elégéskor fejlődő hő által az égés önmagától folytatódik. Az ötvözők hatása a lángvághatóságra: Mn segíti; Si, Mo, Ni csökkenti GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu

8 GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, 8

9 GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán,

10 GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, 10

11 Plazmavágás Csak plazmavágással darabolhatók: korrózióálló acél, öntöttvas, Cu, Al és ötvözetei; Plazmavágás során nem megy végbe hőtermelő folyamat, a vágandó anyag nem ég el oxigénben; Lényege: a vágandó résben a koncentrált plazma a fémet megolvasztja, a gázok kinetikai energiája a megolvasztott fémet a vágási résből eltávolítja. GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu

12 GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán,

13 GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, 13

14 Plazmavágás Plazmavágáshoz használt gázkeverékek: - Ar + H 2 : 60-80% Ar % H 2 (kézi) 30-40% H 2 (gépi) - Ar+N 2 ; - H 2 +N 2 : % H 2 ; 50-80% N 2 ; - Ar+H 2 +N 2 ; - Színesfémek: 35 50% H 2 (összes vágható); - H 2 v vágó (1-6 m/p) és szebb a vágott felület; A plazmavágás fő előnyei: - a vágás sikere nem függ a vágandó anyagtól, - a HHÖ kicsi- leélezésre, hegesztés előtt nem kell mechanikai élelőkészítés, - berendezése könnyen kezelhető, kW, s=80mm-ig ( mm), kézi és gépi, (Al:150mm). Sűrített levegős plazmavágás: a hordozóanyag levegő több területen kiszorította a lángvágást (hajógyártás) de: mérgező, zajos, hatékony elszívás! O 2 mint plazmagáz: tisztább, salakmentesebb élek, kevesebb por, füst. GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu
 de: mérgező, zajos, hatékony elszívás!")
15 GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, 15

16 16

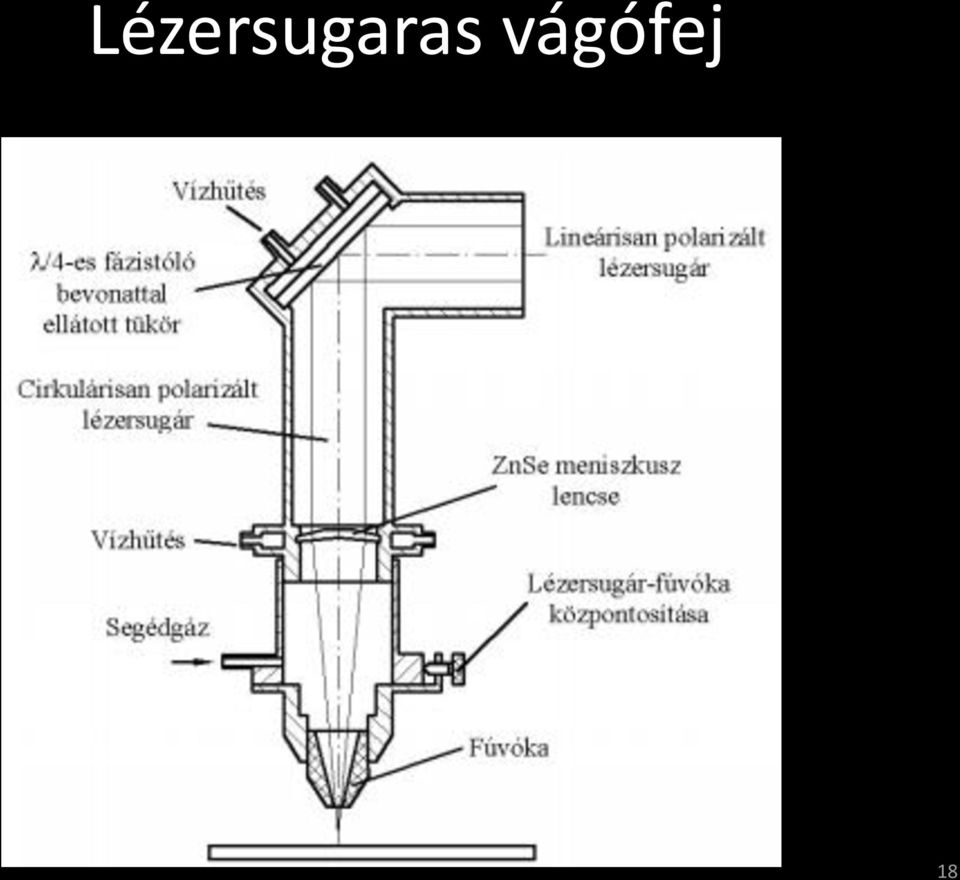
17 Lézersugaras vágás Lézersugaras vágás is a termikus vágási eljárások közé tartozik, amelynél azonban a sugárnak nincs hőmérséklete, hanem az adott vágandó anyagban való elnyelődésével alakul ki a kívánt hőmérséklet. Vágáshoz nagy teljesítmény és a tized-milliméteres átmérőre fókuszált elektromágneses sugárra van szükség. A W/cm 2 teljesítménysűrűségnek köszönhetően a munkadarab hőmérséklet növekedése gyorsabban következik be, mint az eddigi eljárásoknál. A lézerfényt a létrehozás helyétől (rezonátortól) a munkadarabhoz vezetve, a lézeres megmunkáló fejben a kívánt átmérőre fókuszáljuk a munkadarabra. GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu 17
 a munkadarabhoz vezetve, a lézeres megmunkáló fejben a kívánt átmérőre fókuszáljuk a munkadarabra.")
18 Lézersugaras vágófej 18
19 Lézersugaras vágás A lézersugár fókuszálásával nagy teljesítménysűrűség érhető el hatására az anyag elolvad, elgőzölög. CO 2 lézer: Nd-imp. lézer: W mm 2 2,5 W mm

20 Lézersugaras vágás folyamata GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, 20


21 GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, 21
22 Lézer tulajdonságai A munkadarabot érő lézerfény teljesítményének időbeni lefolyása alapján a lézersugaras vágás történhet folyamatos, illetve impulzus üzemmódban. A technológiát lézeres oldalról több tényező befolyásolja, melyek közül a legfontosabbak: lézer teljesítménye, foltméret a munkadarabon és vágási sebesség. Impulzus üzemű lézersugár további jellemzői az impulzus csúcsteljesítménye, az impulzusidő és az impulzus frekvenciája. A lézersugaras vágásnál a foltméret állandó értéken tartása miatt a fej és a munkadarab közötti távolságot szabályozott módón állandó értéken kell tartani ahhoz, hogy a vágás minősége emiatt ne változzon. 22
23 Jellemzői: Lézersugaras vágás - a vágás mechanikai érintés nélküli, - az anyag mechanikai tulajdonságai nem befolyásolják a vágást, - a vágórés: 0,2mm, sorjamentes, HHÖ kicsi, - a vágott felület minősége: R max = 30 50μm, utánmunkálás:- - kis anyaghidak, éles bemetszések, - s = 8-10mm; v vágó : 1-12 m/p Lánggal nem vágható anyagoknál a vágórés elgőzölögtetett anyagát nem reakcióképes gáz (pl. N 2 ) fújja ki. Alakos fém mdb-ok, nemfémes anyagok (polimerek, fa, textil, kompozitok, kerámiák) igen jó minőségben vághatók (tömeggyártás), rugalmas anyagok: műanyag, gumi; Előny: nagyfoku automatizálhatóság: NC és CNC-vezérlésű vágóberendezés, rugalmas programozású robotok. GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu
24 24
25 GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, 25
26 Vízsugaras vágás Ipari elterjedése a 70-es években: High Pressure Waterjet; a vízsugár sebessége:v = m/s; p = Mpa; Nyomásfokozó: 5 20 l/perc vízmennyiség; Fúvóka Ø: 0,08 0,5mm; anyaga: kopásálló kerámia: zafír Eljárásváltozatok: - vízsugaras, - abrazív vízsugaras: 0,08-0,1 μm-es abrazív anyagot (SiC, Al 2 O 3 ) jutattnak a vízsugárba kerámia, kőzet, keményfém gazdaságos vágása. GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu
27 GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán,
28 28
29 Vízsugaras vágás - Vágási rés: 0,5 2,5 mm - Vágható lemezvastagság: acél: 200 mm-ig Al ötvözet: 75 mm-ig Ti és ötv.: 250 mm-ig kerámia: 50 mm-ig (abrazív vízsugaras vágás) GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu
30 Vízsugaras vágás Előnyök: más termikus anyagszétválasztó eljárással szemben: - az anyag nem deformálódik, nincs edződés, repedés veszély; - fizikai-kémiai változás nem éri az éleket, nincs salak, olvadék; - ugyanazon szerszámmal: kivágás, fúrás, élmegmunkálás végezhető; - bonyolult alak (CNC-vezérlés) kivágható, 2D, 3D-s szétválasztás; - a vágott felület sorjamentes; - nem keletkeznek gázok, az anyagrészecskék a vízzel eltávoznak (környezet kímélő); - nagyfokú automatizáltság. GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu
31 A vágási eljárások összehasonlítása A bemutatott eljárások összehasonlítása a vágható anyagvastagság, pontosság, vágási rés szélessége hőérintett zóna szempontjai alapján érdekes. A vágható anyagvastagság a lángvágás esetén a legnagyobb, azonban a vágható anyagok köre korlátozott. A plazmasugaras vágásnál a vastagság kisebb, de a vágható anyagok az acélok esetén kibővülnek és a nemvasalapú fémek is vághatóak. A vízsugaras vágással a lézeres vágáshoz képest vastagabb anyagok véghatóak, ráadásul hőhatás nélkül, azonban előfordul, hogy a vizes környezet miatt a vízsugaras vágás nem használható. 31

32 GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, 32

33 A hőérintett zóna és a vágási rés alakulása a különböző vágási eljárásoknál GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu 33
34 Gazdaságosság Konkrét esetre vonatkozóan a műszaki szempontokon kívül a gazdasági szempontok figyelembevételével születhet megfelelő döntés. A döntést befolyásolja még a vágás tömegszer ű-sége, a gyártás rugalmassága, illetve a berendezés egyéb célokra való alkalmazhatósága is (pl.: lézeres berendezésnél lézeres hegesztés, felületi hőkezelések). GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu 34
35 Felhasznált irodalom Takács J. Korszerű technológiák a felületi tulajdonságok alakításában, Műegyetem Kiadó, ISBN , Budapest 2004 Markovits T. Járműgyártás Folyamatai I. Typotex kiadó, egyetemi jegyzet, 2012 Vincze I. Termikus vágás darabolás Dr. Szigeti F. Gázhegesztés (OALH) Lángvágás, előadásanyaga GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu 35
36 Köszönöm a figyelmet! Kapcsolat: weltsch.zoltan@gamf.kefo.hu GAMF Anyagtechnológia Tanszék, Dr. Weltsch Zoltán, weltsch.zoltan@gamf.kefo.hu 36
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
9. Téma. Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások.
 9. Téma Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások. 1 Lemezek darabolása, darabolási módok Darabolás hidegen (nyíró vágás ollóval) Darabolás forgácsolással (fűrészelés)
9. Téma Az alapanyagok darabolása, és vágása. A mechanikus és termikus vágási eljárások. 1 Lemezek darabolása, darabolási módok Darabolás hidegen (nyíró vágás ollóval) Darabolás forgácsolással (fűrészelés)
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik
 Szakmai publikáció Budapest, 2008.02.11. Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik Gyakran felmerülő kérdés napjainkban az acélszerkezeteket, illetve alkatrészeket gyártó
Szakmai publikáció Budapest, 2008.02.11. Termikus vágási eljárások összehasonlítása és kiválasztási szempontjaik Gyakran felmerülő kérdés napjainkban az acélszerkezeteket, illetve alkatrészeket gyártó
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
Acetilén és egyéb éghető gázok felhasználása pro és kontra. Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15.
 Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
MUNKAANYAG. Vincze István. Termikus vágás, darabolás - Lángvágás. A követelménymodul megnevezése: Hegesztő feladatok
 Vincze István Termikus vágás, darabolás - Lángvágás A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-30 TERMIKUS
Vincze István Termikus vágás, darabolás - Lángvágás A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-30 TERMIKUS
HEGESZTÉSI ELJÁRÁSOK I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Hegesztő-vágó gép kezelője Hegesztő 4 2/38
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Plazmavágógépek 400V LPH 35, 50, 80, 120
 Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
ACÉLSZERKEZETEK GYÁRTÁSA (1)
") SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA (1) Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.-től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA (1) Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.-től. Külön köszönet Szili Lászlónak, Kiss
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
Weldi-Plas termékcsalád - Plazmavágók
 Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
A gázlézerek és szilárdtestlézerek összehasonlítása gázellátási és biztonságtechnikai szempontokból. Abaffy Károly
 A gázlézerek és szilárdtestlézerek összehasonlítása gázellátási és biztonságtechnikai szempontokból Abaffy Károly 2018.04.26. Lézer berendezések gázellátása 2 Ipari lézerek típusai Lézer típusa CO 2 lézer
A gázlézerek és szilárdtestlézerek összehasonlítása gázellátási és biztonságtechnikai szempontokból Abaffy Károly 2018.04.26. Lézer berendezések gázellátása 2 Ipari lézerek típusai Lézer típusa CO 2 lézer
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA AZ ABRAZÍV VÍZSUGARAS VÁGÁS Kolozsvár, 2002. március 22-23. ANYAGLEVÁLASZTÁSI MECHANIZMUSAINAK KÍSÉRLETI VIZSGÁLATA Polák Helga ABSTRACT Machining (material removal)
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA AZ ABRAZÍV VÍZSUGARAS VÁGÁS Kolozsvár, 2002. március 22-23. ANYAGLEVÁLASZTÁSI MECHANIZMUSAINAK KÍSÉRLETI VIZSGÁLATA Polák Helga ABSTRACT Machining (material removal)
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 3. Lézer- és vízsugaras technológiák
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 3. Lézer- és vízsugaras technológiák
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Példatár Anyagtechnológia Elemi példa - 4.
 Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 4. Termikus nyomásszabályzó-ház gyártása
Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 4. Termikus nyomásszabályzó-ház gyártása
Kecskeméti Főiskola GAMF Kar. Poliolefinek öregítő vizsgálata Szűcs András. Budapest, 2011. X. 18
 Kecskeméti Főiskola GAMF Kar Poliolefinek öregítő vizsgálata Szűcs András Budapest, 211. X. 18 1 Tartalom Műanyagot érő öregítő hatások Alapanyag és minta előkészítés Vizsgálati berendezések Mérési eredmények
Kecskeméti Főiskola GAMF Kar Poliolefinek öregítő vizsgálata Szűcs András Budapest, 211. X. 18 1 Tartalom Műanyagot érő öregítő hatások Alapanyag és minta előkészítés Vizsgálati berendezések Mérési eredmények
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO
 CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben
 Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
Messer Szakmai Nap. Messer Szakmai nap
 Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész
 10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
1.7 Az abrazív vízsugaras vágás technológiája
 1.7 Az abrazív vízsugaras vágás technológiája 1.7.1. Az abrazív vízsugaras technológiák történeti áttekintése I.e. : természetes folyósodrás ásványok tisztításához (Egyiptom) I.e. : mesterséges vízsugár
1.7 Az abrazív vízsugaras vágás technológiája 1.7.1. Az abrazív vízsugaras technológiák történeti áttekintése I.e. : természetes folyósodrás ásványok tisztításához (Egyiptom) I.e. : mesterséges vízsugár
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
teljesítmé nysűrűség hatásidőtart am [s] [W/mm 2 ] a elektr. 5 10 0 0,1 1,0 0,1 2,0 4 000 5 000 0,01 0,1 5 10 0 10 3 (5 10 0
![teljesítmé nysűrűség hatásidőtart am [s] [W/mm 2 ] a elektr. 5 10 0 0,1 1,0 0,1 2,0 4 000 5 000 0,01 0,1 5 10 0 10 3 (5 10 0](/thumbs/27/11433545.jpg "teljesítmé nysűrűség hatásidőtart am [s] [W/mm 2 ] a elektr. 5 10 0 0,1 1,0 0,1 2,0 4 000 5 000 0,01 0,1 5 10 0 10 3 (5 10 0") 4.1.1. Nagy energiasűrűségű felületi megmunkálások A lézer szó az angol LASER (Light Amplification by Stimulated Emission of Radiation fényerősítés kényszerített fénykibocsátás útján) betűszóból származik.
4.1.1. Nagy energiasűrűségű felületi megmunkálások A lézer szó az angol LASER (Light Amplification by Stimulated Emission of Radiation fényerősítés kényszerített fénykibocsátás útján) betűszóból származik.
Bemutatkozik a P.Max Technológia Kft.
 Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
fajtái anyagmegmunkálás anyagmegmunk
 A lézeres l anyagmegmunk megmunkálás 2009. november 25. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
A lézeres l anyagmegmunk megmunkálás 2009. november 25. A lézeres l anyagmegmunkálás fajtái Szerkezeti változás (structural change) Felületkeményítés (hardening) Deformáció és törés (deformation and fracture)
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél
 Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
tiszta alumínium hegesztő azonos tartalmú főlemezekhez ) magnézium-alumínium hegesztő huzal aluminium flux (kínai hegesztőhuzal (általános
 magnézium-alumínium hegesztő huzal aluminium flux (kínai hegesztőhuzal (általános") Hegesztő alkalmazás Mode I Anyag Vastagság Az eljárás mm típusa Hegesztőhuzal Flux alumínium lemez és alumínium lemez Aktuális beállítás Szabályozási beállítás V 1 2 alumínium-magnézium ötvözet és alumínium-
Hegesztő alkalmazás Mode I Anyag Vastagság Az eljárás mm típusa Hegesztőhuzal Flux alumínium lemez és alumínium lemez Aktuális beállítás Szabályozási beállítás V 1 2 alumínium-magnézium ötvözet és alumínium-
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
LEMEZMEGMUNKÁLÓ GÉPEINK
 LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
LEMEZMEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.04.13. LÉZERVÁGÓ BERENDEZÉSEK TRUMPF TruLaser 5030 Classic TLF5000t Gyártás éve: 2008 Lézertípus: Optikás CO2 lézer ( TRUMPF TruFlow 5000 ) Lézerteljesítmény: 5000
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
Maximális pontosság a legapróbb részletekig
 Maximális pontosság a legapróbb részletekig 10 pontosabb! PÁRATLAN ÉRTÉKEK Lehetséges gyártási tűréshatár...+/- 10 μm Vágófelület-megmunkálás minősége... N6-ig ELŐ NYÖK A mikrorészecskék megmunkálására
Maximális pontosság a legapróbb részletekig 10 pontosabb! PÁRATLAN ÉRTÉKEK Lehetséges gyártási tűréshatár...+/- 10 μm Vágófelület-megmunkálás minősége... N6-ig ELŐ NYÖK A mikrorészecskék megmunkálására
Szabadentalpia nyomásfüggése
 Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
MUNKAANYAG. Dabi Ágnes. A lángvágás eszközei, anyagai, segédanyagai technológiája, gyakorlata, munkabiztonsági előírásai_x000d_
 Dabi Ágnes A lángvágás eszközei, anyagai, segédanyagai technológiája, gyakorlata, munkabiztonsági előírásai_x000d_ A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06
Dabi Ágnes A lángvágás eszközei, anyagai, segédanyagai technológiája, gyakorlata, munkabiztonsági előírásai_x000d_ A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09.
 2009.11.09.") Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Kötési eljárások csoportosítása
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával
 Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával") 10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
HELYI TANTERV. Technológiai alapismeretek
 HELYI TANTERV Technológiai alapismeretek Bevezetés Alapozza meg, segítse elő a későbbi tanulmányok speciális ismereteinek elsajátítását, segítse a tanulók rendszerszemléletének mielőbbi kialakulását, a
HELYI TANTERV Technológiai alapismeretek Bevezetés Alapozza meg, segítse elő a későbbi tanulmányok speciális ismereteinek elsajátítását, segítse a tanulók rendszerszemléletének mielőbbi kialakulását, a
Szállézer technológia előnyei.
 Szállézer technológia előnyei. Kiváló nyalábminőség Nagy leadott teljesítmény A nyaláb továbbítása optikai szálon Beépített hűtő Beépített nyalábkapcsolók Beépített tartalékolás Nincs mechanikus rezonátor
Szállézer technológia előnyei. Kiváló nyalábminőség Nagy leadott teljesítmény A nyaláb továbbítása optikai szálon Beépített hűtő Beépített nyalábkapcsolók Beépített tartalékolás Nincs mechanikus rezonátor
Lézeres mikromegmunkálás szállézerrel
 Lézeres mikromegmunkálás szállézerrel PUSKAS Zsolt, ügyvezető Pulzor Művek Kft., 2640 Szendehely, Kölcsey u. 18. e-mail: iroda@pulzor.hu Összefoglaló A cikk a lézertechnológia azon területét ismerteti,
Lézeres mikromegmunkálás szállézerrel PUSKAS Zsolt, ügyvezető Pulzor Művek Kft., 2640 Szendehely, Kölcsey u. 18. e-mail: iroda@pulzor.hu Összefoglaló A cikk a lézertechnológia azon területét ismerteti,
Tartalomjegyzék. POLIUREÁN TÖMLŐK Poliuretán csigatömlők/ Polyurethane Corrugated Hoses
 Tartalomjegyzék POLIUREÁN TÖMLŐK Poliuretán csigatömlők/ Polyurethane Corrugated Hoses Poliuretán csigatömlők/ Polyurethane Corrugated Hoses Antisztatikus Poliuretán Csigatömlő/PU Corrugated Hoses Antistatic
Tartalomjegyzék POLIUREÁN TÖMLŐK Poliuretán csigatömlők/ Polyurethane Corrugated Hoses Poliuretán csigatömlők/ Polyurethane Corrugated Hoses Antisztatikus Poliuretán Csigatömlő/PU Corrugated Hoses Antistatic
ERGO-STW-3D HEGESZTŐASZTALOK
 ERGO-STW-3D HEGESZTŐASZTALOK Alkalmazási terület Az ERGO-STW-3D asztalokat hegesztőhelyek teljes mértékű elszívásához használják. Ezeket a hegesztési folyamatok során keletkezett porral szennyezett levegő
ERGO-STW-3D HEGESZTŐASZTALOK Alkalmazási terület Az ERGO-STW-3D asztalokat hegesztőhelyek teljes mértékű elszívásához használják. Ezeket a hegesztési folyamatok során keletkezett porral szennyezett levegő
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
minden vágási feladathoz Plazmavágó technológia
 minden vágási feladathoz Plazmavágó technológia A Kjellberg Finsterwalde egy régi tradíciókra visszatekintő vállalat széles termék skáláját kínálja olyan CNC-vezérelt és kézi plazmavágáshoz, amely megfelel
minden vágási feladathoz Plazmavágó technológia A Kjellberg Finsterwalde egy régi tradíciókra visszatekintő vállalat széles termék skáláját kínálja olyan CNC-vezérelt és kézi plazmavágáshoz, amely megfelel
Fémes szerkezeti anyagok
 Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Lyukfűrészek. 1.11 Keményfém lyukfűrészek, alacsony vágórésszel A RUKO keményfém lyukfűrészek kézi és oszlopos
 » LYUKFŰRÉSZEK Lyukfűrészek -G lyukfűrészek A RUKO új -G lyukfűrészek kézi és oszlopos fúrógépekben alkalmazhatóak. Oszlopos fúrógépek esetén csak kézi előtolást alkalmazzon. Alkalmas acélokhoz (800 N/²
» LYUKFŰRÉSZEK Lyukfűrészek -G lyukfűrészek A RUKO új -G lyukfűrészek kézi és oszlopos fúrógépekben alkalmazhatóak. Oszlopos fúrógépek esetén csak kézi előtolást alkalmazzon. Alkalmas acélokhoz (800 N/²
Tartalom: Bevezetés. 1. Karbidok. 1.1 Szilíciumkarbid
 Tartalom: Bevezetés Az oxidkerámiákhoz hasonlóan a nem-oxid kerámiák is kizárólag szintetikus előállítás útján fordulnak elő. A nem-oxid elnevezés általában karbid, nitrid, vagy oxinitrid tartalomra utal.
Tartalom: Bevezetés Az oxidkerámiákhoz hasonlóan a nem-oxid kerámiák is kizárólag szintetikus előállítás útján fordulnak elő. A nem-oxid elnevezés általában karbid, nitrid, vagy oxinitrid tartalomra utal.
Messer újdonságok és fejlesztések
 Messer újdonságok és fejlesztések Halász Gábor hegesztés-vágás szaktanácsadó Tartalom MegaPack innováció a köteges gázellátásban Korszerű védőgázok, gyökvédelem Autogéntechnikai fejlesztések Újdonságok
Messer újdonságok és fejlesztések Halász Gábor hegesztés-vágás szaktanácsadó Tartalom MegaPack innováció a köteges gázellátásban Korszerű védőgázok, gyökvédelem Autogéntechnikai fejlesztések Újdonságok
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Gázok a lézeres anyagmegmunkálás láthatatlan titka Láthatatlanok, szerepük mégis lényeges a folyamatban
 Szakmai publikáció Budapest, 2011.08.24. Acélszerkezetek 2011/3 Szerk. Halász Gábor Gázok a lézeres anyagmegmunkálás láthatatlan titka Láthatatlanok, szerepük mégis lényeges a folyamatban A termelékenység,
Szakmai publikáció Budapest, 2011.08.24. Acélszerkezetek 2011/3 Szerk. Halász Gábor Gázok a lézeres anyagmegmunkálás láthatatlan titka Láthatatlanok, szerepük mégis lényeges a folyamatban A termelékenység,
ThyssenKrupp Materials Austria GmbH
 GmbH Konszern organizáció, felépítés Business Area Materials Services 2 TKMA vállalat története 3 Központi Raktár - Freudenauer kikötő 8.000 m² csarnokfelület 1.200 m² irodaterület 69 dolgozó 17 db szalagfűrészgép
GmbH Konszern organizáció, felépítés Business Area Materials Services 2 TKMA vállalat története 3 Központi Raktár - Freudenauer kikötő 8.000 m² csarnokfelület 1.200 m² irodaterület 69 dolgozó 17 db szalagfűrészgép
ÚJ! COMBICLICK fibertárcsa szabadalmaztatott hűtő és felfogató rendszerrel GERMAN FEDERAL AWARD 2008 FOR OUTSTANDING INNOVATION
 ÚJ! 25%-kal magasabb csiszolási teljesítmény. 30%-kal alacsonyabb munkadarab hőmérséklet. 30%-kal alacsonyabb szerszámkopás. 75% időmegtakarítás a gyorsabb szerszámcsere következtében. GERMAN FEDERAL AWARD
ÚJ! 25%-kal magasabb csiszolási teljesítmény. 30%-kal alacsonyabb munkadarab hőmérséklet. 30%-kal alacsonyabb szerszámkopás. 75% időmegtakarítás a gyorsabb szerszámcsere következtében. GERMAN FEDERAL AWARD
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
MUNKAANYAG. Dabi Ágnes. Termikus vágás, darabolás - Plazmavágás. A követelménymodul megnevezése: Hegesztő feladatok
 Dabi Ágnes Termikus vágás, darabolás - Plazmavágás A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-002-30 TERMIKUS
Dabi Ágnes Termikus vágás, darabolás - Plazmavágás A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-002-30 TERMIKUS
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel
 Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK. 3.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
Vágó- és tisztítókorongok. Extra Univerzális korongok Alapszín: sárga
 A KLINGSPOR tisztító- és vágókorongok színkódos eligazító rendszere Megmunkálandó anyagféleségek: Minőségi osztályok: Extra Univerzális korongok Alapszín: sárga Supra Standard korongok Alapszín: fekete
A KLINGSPOR tisztító- és vágókorongok színkódos eligazító rendszere Megmunkálandó anyagféleségek: Minőségi osztályok: Extra Univerzális korongok Alapszín: sárga Supra Standard korongok Alapszín: fekete
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
HULLÁMPAPÍRLEMEZHEZ HASZNÁLT ALAPPAPÍROK TÍPUSÁNAK AZONOSÍTÁSA KÉMIAI ANALITIKAI MÓDSZERREL. Előadó: Tóth Barnabás és Kalász Ádám
 HULLÁMPAPÍRLEMEZHEZ HASZNÁLT ALAPPAPÍROK TÍPUSÁNAK AZONOSÍTÁSA KÉMIAI ANALITIKAI MÓDSZERREL Tóth Barnabás és Kalász Ádám 1 Hullámpapírlemez alkalmazási területe Hullámpapír csomagolás az ipar szinte valamennyi
HULLÁMPAPÍRLEMEZHEZ HASZNÁLT ALAPPAPÍROK TÍPUSÁNAK AZONOSÍTÁSA KÉMIAI ANALITIKAI MÓDSZERREL Tóth Barnabás és Kalász Ádám 1 Hullámpapírlemez alkalmazási területe Hullámpapír csomagolás az ipar szinte valamennyi
Textíliák felületmódosítása és funkcionalizálása nem-egyensúlyi plazmákkal
 Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Textíliák felületmódosítása és funkcionalizálása nem-egyensúlyi plazmákkal Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán
Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Textíliák felületmódosítása és funkcionalizálása nem-egyensúlyi plazmákkal Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Árucikkek és alkalmazások áttekintése:
 SPECIÁLIS FÚRÓK Árucikkek és alkalmazások áttekintése: Anyag Felület DIN Csúcskiképzési módok Csúcsszög Spirálszög Szár Cikkszám. Oldal 9,6 101 101 101 104 M 78 NEXT GENERATION E DIN 1897 180 2530 6,0
SPECIÁLIS FÚRÓK Árucikkek és alkalmazások áttekintése: Anyag Felület DIN Csúcskiképzési módok Csúcsszög Spirálszög Szár Cikkszám. Oldal 9,6 101 101 101 104 M 78 NEXT GENERATION E DIN 1897 180 2530 6,0
A PLAZMASUGARAS ÉS A VÍZSUGARAS TECHNOLÓGIA KÍSÉRLETI VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT A PLAZMASUGARAS ÉS A VÍZSUGARAS TECHNOLÓGIA KÍSÉRLETI VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR IV. éves műszaki menedzser BSc.
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT A PLAZMASUGARAS ÉS A VÍZSUGARAS TECHNOLÓGIA KÍSÉRLETI VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR IV. éves műszaki menedzser BSc.
Tevékenység: Tanulmányozza a ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál!
 Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Árlista 2014.09.01-től tartozékok
 HSS-R fémfúrók Alkalmas ötvözött és ötvözetlen acélhoz 900 N/mm² szakítószilárdságig Nagyfokú rugalmasság a melegen történő alakításnak köszönhetően Csekély törésveszély különösen 6 mm-es átmérőnél kisebb
HSS-R fémfúrók Alkalmas ötvözött és ötvözetlen acélhoz 900 N/mm² szakítószilárdságig Nagyfokú rugalmasság a melegen történő alakításnak köszönhetően Csekély törésveszély különösen 6 mm-es átmérőnél kisebb
reca dekopír- és orrfűrészlapok
 Stich_Saebelsaegeblaetter_A_09 HUN2:Stich_Saebelsaegeblaetter_0608 2009.11.09. 13:02 Page 1 Dekopírfűrészlapok reca dekopír- és orrfűrészlapok Stich_Saebelsaegeblaetter_A_09 HUN2:Stich_Saebelsaegeblaetter_0608
Stich_Saebelsaegeblaetter_A_09 HUN2:Stich_Saebelsaegeblaetter_0608 2009.11.09. 13:02 Page 1 Dekopírfűrészlapok reca dekopír- és orrfűrészlapok Stich_Saebelsaegeblaetter_A_09 HUN2:Stich_Saebelsaegeblaetter_0608
Expandált lemezek. gyártás
 Expandált lemezek Az expandált lemezek szabályos távolságokban vágott, majd húzott lemezek. Különlegességük a látószögtől függően eltérő, háromdimenziós optikai hatás. A sík lemezből a húzás során háromdimenziós
Expandált lemezek Az expandált lemezek szabályos távolságokban vágott, majd húzott lemezek. Különlegességük a látószögtől függően eltérő, háromdimenziós optikai hatás. A sík lemezből a húzás során háromdimenziós
Épületlakatos Épületlakatos
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Polimer-fém hibrid kötés kialakítása lézersugárral
 Polimer-fém hibrid kötés kialakítása lézersugárral Az ipar napjai GTE fórum, 2014. május 28. Bauernhuber Andor, Markovits Tamás, Takács János Budapest műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki
Polimer-fém hibrid kötés kialakítása lézersugárral Az ipar napjai GTE fórum, 2014. május 28. Bauernhuber Andor, Markovits Tamás, Takács János Budapest műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki
IPARI LÉZEREK MAGYARORSZÁGON. Halász Gábor Messer Hungarogáz Hegesztés-vágás
 IPARI LÉZEREK MAGYARORSZÁGON Halász Gábor Messer Hungarogáz Hegesztés-vágás Tartalom Bemutatkozás Magyarországon fellelhető alkalmazások Ipari lézergépek területi eloszlása 2000-től 2014-ig Magyarországi
IPARI LÉZEREK MAGYARORSZÁGON Halász Gábor Messer Hungarogáz Hegesztés-vágás Tartalom Bemutatkozás Magyarországon fellelhető alkalmazások Ipari lézergépek területi eloszlása 2000-től 2014-ig Magyarországi