XI. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
|
|
|
- Ágoston Vass
- 9 évvel ezelőtt
- Látták:
Átírás
1 XI. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, március ALAKÍTÓ SZRSZÁACÉLOK KÁROSODÁS- ÁLLÓSÁGÁNAK JAVÍTÁSA FLÜLTKZLÉSSL Bagyinszki Gyula, Bitay nikő, Kovács Tünde Abstract In service, most forming tools (dies and punches) are subjected to extremely high loads, that are applied rapidly. The forming tools must withstand these loads a great number of times without breaking and without undergoing excessive wear or deformation. To increase the performance of a tool in service (surface hardness, wear resistance, toughness) and achieve the optimum combination of materials properties, various types of surface heat treatments can be used. In order to select the proper surface treating method for a given forming tool, it is necessary to establish a database including detailed information on the tool materials and the process parameters of possible surface treating techniques. Összefoglalás A képlékenyalakítás területén alkalmazott szerszámok ill. anyagaik igen nagy igénybevételeknek vannak kitéve. zeknek az igénybevételeknek jelentős része a munkafelületre koncentrálódik, ezért a szerszámok működő felületének mechanikai és termikus ellenálló-képességét, anyagának károsodásállóságát kell javítani. A megfelelő szilárdság - szívósság arány hőkezeléssel történő beállítását követően a felületi keménység ill. az azzal összefüggő kopásállóság növelése, valamint az adhéziós ill. a súrlódási tényező kedvezőbbé tétele együttesen felületkezeléssel érhető el. zen felületkezelések kiválasztásához és tervezéséhez sokféle adatot kell összegyűjteni ill. feldolgozni. 1. Bevezetés A szerszámélettartam növelésének, a karbantartási igény csökkentésének ill. a szerszámmal gyártott termékek megfelelő minőségének, vagyis a műszaki és gazdasági szempontokat egyaránt kielégítő eredményesség elérésének lényeges feltételei: az alakító szerszámacélok jellemzőinek, tulajdonságainak ismerete ill. az azok alapján történő helyes anyagkiválasztás, figyelembe véve a szerszámmal alakítandó anyagok sajátosságait is; a szerszámacéloknál alkalmazható hőkezelési és felületkezelési eljárások technológiai jellemzőinek ismerete, beleértve a geometriai tűrésekre (alak- és méretpontosságra) gyakorolt hatásokat is; a felületkezeléssel összefüggő előkészítés, bevonatolás ill. kérgesítés, valamint az utókezelés helyessége, továbbá a kialakítandó felületi bevonat/kéreg alkalmazási jellemzőinek ismerete. 2. Alakító szerszámacélok anyagkiválasztáskor mérlegelendő jellemzői, tulajdonságai: azonosító jelölés: anyagminőség jele, anyagszám (Werkstoffnummer); szabványszám, ország, márkanév (gyártó szerinti); összetétel (karbon- és ötvözőtartalom); ekvivalensek (helyettesítő acélminőségek). fizikai tulajdonságok (igénybevehetőség): 9
 and achieve the optimum combination of materials properties, various types of surface heat treatments")
2 sűrűség (ρ); mechanikai tulajdonságok: folyáshatár (R p ): hajlító, nyomó; szilárdság (R m ): hajlító, nyomó; keménység (HV, HRC); rugalmassági modulus (, G); Poisson-tényező ( ); termikus tulajdonságok: olvadási hőmérséklet (T olv ); alkalmazási hőmérséklet-tartomány (T min - T max ); hőtágulási együttható és annak hőmérsékletfüggése (α[t]); hővezetési tényező és annak hőmérsékletfüggése (λ[t]); fajlagos hőkapacitás és annak hőmérsékletfüggése (c[t]); mágneses tulajdonságok: mágneses permeabilitás (μ); koercitív erő vagy mágneses keménység (H c ); telítési indukció (B t ); remanens indukció (B r ); optikai tulajdonságok: abszorpciós tényező és annak hullámhosszfüggése ( [ ]); reflexiós tényező és annak hullámhosszfüggése ( [ ]). technológiai tulajdonságok (megmunkálhatóság): melegalakíthatóság (hőmérséklet-intervallum); forgácsolhatóság (szerszáméltartam); köszörülhetőség (leköszörült anyagmennyiség/lekopott korongmennyiség); elektroeróziós vághatóság (huzalelektródás szikraforgácsolhatóság): méretváltozás, keménységeloszlás, maradó feszültségek; (javító) hegeszthetőség (keménységeloszlás a hegesztési zónában): előmelegítés, hegesztőanyag, hegesztési munkarend (fajlagos hőbevitel); hőkezelhetőség: lágyítás: hőmérséklet, keménység (HB); edzhetőség, átedzhetőség, folyamatos hűtésre vonatkozó ausztenit átalakulási diagram, ajánlott hőkezelési paraméterek az alkalmazás függvényében (edzés és megeresztés hőmérséklete, hevítési lépcsők, hűtőközegek, elérhető keménység: HV, HRC); keménység az ausztenitesítési hőmérséklet függvényében (hossz-, kereszt- és vastagságirányban); méretstabilitás (maradék ausztenit), százalékos méretváltozás a megeresztési hőmérséklet függvényében; szekunder keményíthetőség (500 ºC felett), megeresztési diagram; szövetszerkezetek az egyes hőkezelési szakaszok után; felületkezelhetőség: felületedzés, keménykrómozás, PVD, CVD, nitridálás (felületelőkészítés, felületi érdesség, felületi hibamentesség, súrlódási tényező). üzemeltetési tulajdonságok (károsodásállóság): megeresztésállóság: HV(T meg ), HV(KV); fáradásállóság; szívósság: KV(T meg ), KV(HRC), repedésterjedéssel szembeni ellenállás; kopásállóság (fajlagos abrazív kopási veszteség); korrózióállóság.; alkalmazási területek, alkalmazási javaslatok. 10
![hőmérsékletfüggése (λ[t]); fajlagos hőkapacitás és annak hőmérsékletfüggése (c[t]); mágneses tulajdonságok: mágneses permeabilitás (μ); koercitív erő vagy mágneses keménység (H c ); telítési indukció](/docs-images/54/10517019/images/page_2.jpg "(B t ); remanens indukció (B r ); optikai tulajdonságok: abszorpciós tényező és annak hullámhosszfüggése ( [ ]); reflexiós tényező és annak hullámhosszfüggése ( [ ]).")
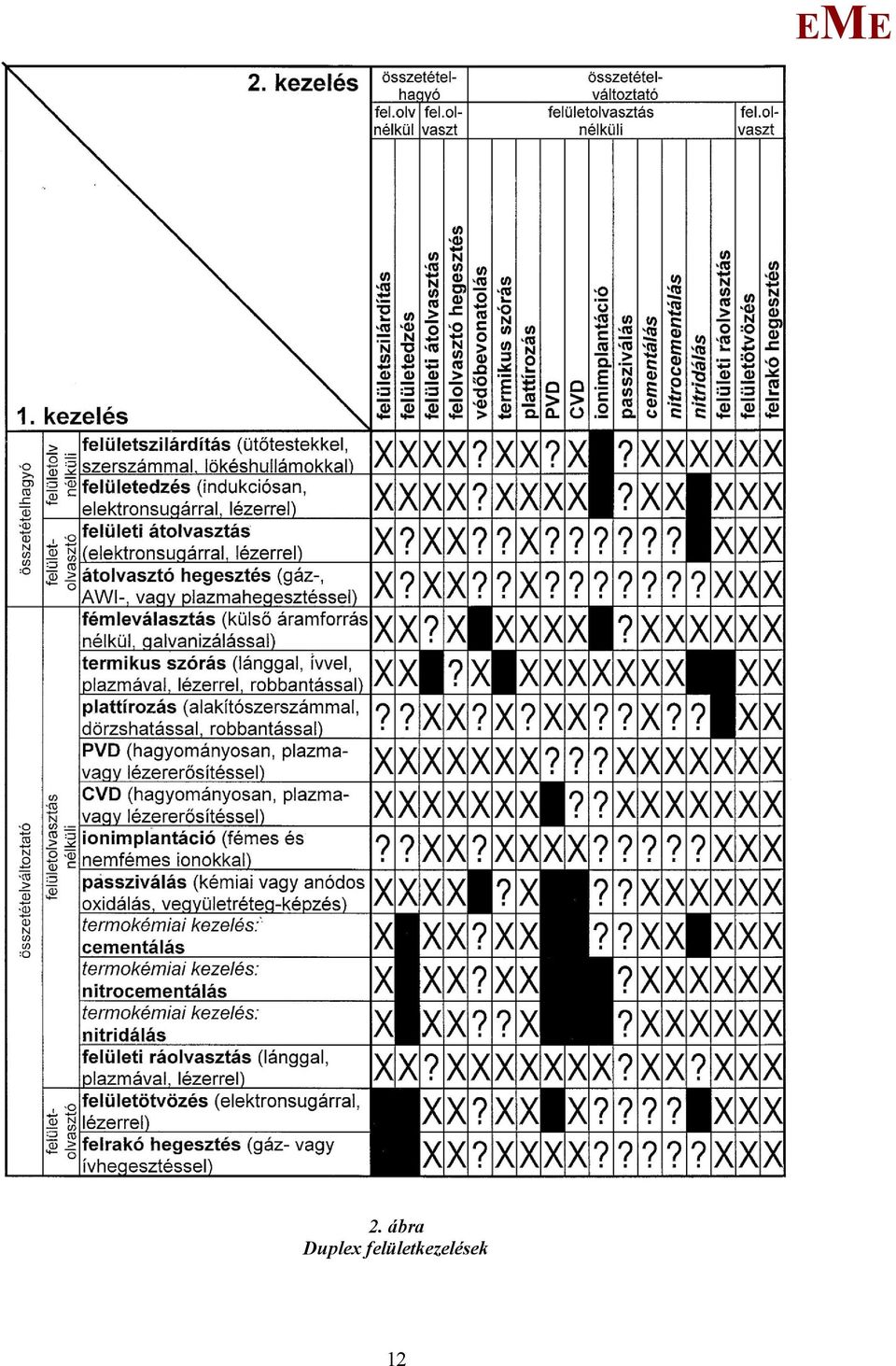
3 3. Alkalmazható felületkezelési eljárások technológiai jellemzői: A szimplex (1. ábra) és a duplex (2. ábra) felületkezelési eljárások [1,2] közül - példaképpen - a CVD és a PVD technológiai sajátosságai az alábbiakban foglalhatók össze: 1. ábra. Szimplex felületkezelések CVD (Chemical Vapour Deposition = Kémiai Gőzfázisú Bevonatolás): 2 mm-nél vastagabb és akár 400 Pa szilárdságú lemezek kivágó-, alakító-, mélyhúzószerszámaihoz; korrózióálló és bevonatos lemezek kivágásához és alakításához; kenéshiányos, felülethevüléssel járó alakításokhoz; továbbá szerszámfelújításra is, alapos felület-előkészítés és szükség szerinti javító hegesztés után; általában Ti komponensű bevonatok - pl. TiC, TiCN, TiN - előállítására, mono- vagy multiréteg formájában, általában 8 10 μm bevonatvastagság elérésével; nagy hőmérsékletű eljárás, esetenként 1000 ºC-os ill. annál nagyobb hőmérséklettel, a jó adhéziós tapadás és a kölcsönös diffúzió érdekében, de geometriai torzulások veszélyével; inert (Ar) vagy redukáló (H 2 ) gázatmoszférában történő felhevítéssel, majd reaktív gázok - CH 4 karbidokhoz, N 2 nitridekhez - és 550 ºC-on elgázosított folyékony TiCl 4 fémes prekurzor (elővegyület) hozzávezetésével; kezelés után 150 ºC-ra történő lehűtéssel, felületi oxidáció elleni védelemmel; 11

4 2. ábra Duplex felületkezelések 12
5 a bekövetkező kilágyulás miatti utólagos hőkezeléssel - edzéssel és megeresztéssel - minimalizálva a bekövetkezhető geometriai torzulásokat. PVD (Physical Vapour Deposition = Fizikai Gőzfázisú Bevonatolás): vékonyabb és kisebb szilárdságú lemezek alakító szerszámaihoz; vékony bevonatos lemezek alakításához; kedvezőtlen kenési viszonyokhoz, felülethevüléssel járó alakításokhoz; továbbá szerszámfelújításra is alapos felület-előkészítés és szükség szerinti javító hegesztés után; kemény, kopásálló, kedvező súrlódási tényezőjű vékony filmszerű bevonatok előállítására, általában 1 6 μm bevonatvastagság elérésével; kis hőmérsékletű eljárás, rendszerint 500 ºC-os ill. annál kisebb hőmérséklettel, a geometriai torzulások minimalizálása érdekében, de limitált adhéziós tapadással, diffúziós hatás nélkül; nagyvákuumos (10-5 mbar) környezetben, a reaktív fém vagy vegyülete elgőzölögtetésével és ionizálásával, az ionok hozzávezetett gázzal való reakciójával, majd a reakciótermék - munkadarab és kamrafal között alkalmazott feszültség-különbség hatására - felületre történő lecsapatásával; kezelés után 150 ºC-ra történő lehűtéssel, felületi oxidáció elleni védelemmel; a bekövetkező kilágyulás miatti utólagos hőkezeléssel - edzéssel és megeresztéssel - minimalizálva a bekövetkezhető geometriai torzulásokat; Új CVD vagy PVD bevonatos hidegalakító szerszámok gyártásának vázlatos műveleti sorrendje [3]: 1. kiválasztott anyag beszerzése rúd, tömb vagy lap formájában; 2. nagyoló megmunkálás; 3. feszültségcsökkentő hőkezelés 600 ºC-on; 4. simító megmunkálás; 5. vákuumedzés; 6. megeresztés kb. 500 ºC-on, min. 2-szer HRC-re; 7. szerszámblokk összeszerelése és beállítása; darabos előszéria alakítása a megfelelőség ellenőrzésére; 9. felületelőkészítés: homokfúvás, polírozás, tisztítás a felületi érdesség beállítása ill. a kis súrlódási tényező (kedvező siklási jellemzők) biztosítása érdekében (R a <1μm tükörfényes állapot beállítása); 10. CVD vagy PVD bevonatolás; 11. CVD esetén második edzés és megeresztés vákuumkörnyezetben; 12. szerszámblokk összeállítás; 13. szerszámblokk beállítás; 14. terheléspróbák. Használt hidegalakító szerszámok felújításakor felmerülő javító hegesztés műveleti sorrendje: 1. szerszámanyaghoz, hegesztési eljáráshoz és a geometriai torzulások minimalizálásához igazodó hegesztőanyag kiválasztása és beszerzése; 2. előmelegítés 400 ºC-ra; 3. hegesztés; 4. hevítés 450 ºC-ra, 2 3 órás hőntartással; 5. lassú hűtés. 13

6 4. CVD és PVD bevonatok alkalmazási jellemzői: összetétel (pl. TiN), típus (pl. kemény, kopásálló), azonosító szín (pl. aranysárga); bevonatoló eljárás (pl. PVD), bevonatolás hőmérséklete (pl C); rétegszerkezet (mono-, multi-, gradiens-, nano-), rétegvastagság (pl. 1 5 μm); mikro- vagy nanokeménység (pl HV 0,05 ); súrlódási tényező (száraz acélon) (pl. 0,40 0,65); hővezetési tényező (pl. 70 W/mK), termikus stabilitás határhőmérséklete (oxidációs hőmérséklet) - maximális alkalmazási hőmérséklet (pl ºC); bevonat belső (nyomó)feszültsége (-1,5-2,5 GPa); megmunkálható anyagok (pl. acélok); kulcsfontosságú jellemzők ill. előnyök (pl. széleskörű alkalmazhatóság, költséghatékonyság); korrózióllóság (pl. jó), vízoldhatóság (pl. nem oldható); újrabevonatolhatóság (pl. lehetséges); alkalmazási adatok [4] - elsődleges alkalmazási javaslatok (pl. forgácsolás, alakítás, fröccsöntés). ALKALAZÁS JÓ JOBB LGJOBB Lyukasztás (Piercing) TiN TiCN CVD TiC/TiN ost T /Lemez/kivágás (Blanking) TiN CVD TiC/TiN TiCN Finomkivágás (Fine Blanking) TiN TiCN ost T /ély/húzás (Drawing), Peremezés (Flanging), Profilalakítás (Forming), Folyatás (xtrusion) Hidegfejezés (Cold Heading) / Ütvesajtolás (Impact xtrusion) Irodalom CrN CVD TiC/TiN vagy TiCN CVD TiC vagy ost T TiN CVD TiC/TiN ost T [1] Bagyinszki Gyula: Gyártásismeret és technológia (240 oldal), Budapesti űszaki Főiskola, Budapest, 2004 [2] Bagyinszki Gyula Kovács Tünde Kálazi Zoltán Tom Bell: Acélok duplex felületedzése; Gép LII. évfolyam, 2001/9. szám, oldal [3] L. Carreras - S. Bueno F. ontalà: Advanced Coatings for Automotive Industry Forming Dies, 7th International Research/xpert Conference Trends in the Development of achinery and Associated Technology TT 2003, Lloret de ar, Barcelona, Spain, September, 2003 [4] Bernard Janoss: PVD/CVD Tool Coatings nhance Stamping & Forming of Stainless Steels, etalforming agazine (etalforming Online), 1999/03 Dr. Bagyinszki Gyula főiskolai docens Budapesti űszaki Főiskola, Bánki Donát Gépészmérnöki Főiskolai Kar, Anyagtudományi és Gyártástechnológiai Intézet, Anyag- és Alakítástechnológiai Tanszék H-1081 Budapest, Népszínház u. 8. Tel: (+36-1) , Fax: (+36-1) , -mail: bagyinszki.gyula@bgk.bmf.hu Dr. Bitay nikő tudományos főkutató rdélyi úzeum-gyesület Ro Kolozsvár, Jókai / Napoca u Tel, fax: (+40) , -mail: bitay@eme.ro Kovács Tünde főiskolai adjunktus Budapesti űszaki Főiskola, Bánki Donát Gépészmérnöki Főiskolai Kar, Anyagtudományi és Gyártástechnológiai Intézet, Anyag- és Alakítástechnológiai Tanszék H-1081 Budapest, Népszínház u. 8. Tel: (+36-1) , Fax: (+36-1) , -mail: kovacs.tunde@bgk.bmf.hu 14
; bevonat belső (nyomó)feszültsége (-1,5-2,5 GPa); megmunkálható anyagok (pl. acélok); kulcsfontosságú jellemzők ill. előnyök (pl.")
5.1.1 Bevonatolási eljárások általános jellemzése
 5.1.1 Bevonatolási eljárások általános jellemzése A bevonatolási eljárások széleskörű ipari alkalmazása szorosan kapcsolódik az elektronikai technológiák fejlesztésében az elmúlt három évtizedben elért
5.1.1 Bevonatolási eljárások általános jellemzése A bevonatolási eljárások széleskörű ipari alkalmazása szorosan kapcsolódik az elektronikai technológiák fejlesztésében az elmúlt három évtizedben elért
XIII. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 XIII. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2008. március 14-15. FLÜLTKZLÉSI LJÁRÁSOK TÖBB SZPONTÚ RNDSZRZÉS Bagyinszki Gyula, Bitay nikő Abstract Surface treatments belong to the most important
XIII. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2008. március 14-15. FLÜLTKZLÉSI LJÁRÁSOK TÖBB SZPONTÚ RNDSZRZÉS Bagyinszki Gyula, Bitay nikő Abstract Surface treatments belong to the most important
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
VANADIS 6 SuperClean
 SZERSZÁMACÉL ISMERTETÕ VANADIS 6 SuperClean Nagyteljesítményû porkohászati hidegmunkaacél Wherever tools are made Wherever tools are used Címlap foto: Poorsajtoló bélyeg VANADIS 6-ból. Kiváló eredményt
SZERSZÁMACÉL ISMERTETÕ VANADIS 6 SuperClean Nagyteljesítményû porkohászati hidegmunkaacél Wherever tools are made Wherever tools are used Címlap foto: Poorsajtoló bélyeg VANADIS 6-ból. Kiváló eredményt
SLEIPNER. Hidegmunkaacél. www.uddeholm.com SLEIPNER
 Hidegmunkaacél SLEIPNER www.uddeholm.com 1 Ezen brosura adatai az általunk ismert legfrissebb információkon és tudományos ismereteken alapulnak. Nem szolgálnak azonban garanciaként sem a speciális tulajdonságok,
Hidegmunkaacél SLEIPNER www.uddeholm.com 1 Ezen brosura adatai az általunk ismert legfrissebb információkon és tudományos ismereteken alapulnak. Nem szolgálnak azonban garanciaként sem a speciális tulajdonságok,
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
lasztás s I. (gyakorlati előkész
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
VANADIS 30 SuperClean Co-ötvözésû nagyteljesítményû PM gyorsacél hidegalakító szerszámokhoz
 SZERSZÁMACÉL ISMERTETÕ VANADIS 3 SuperClean Co-ötvözésû nagyteljesítményû PM gyorsacél hidegalakító szerszámokhoz Überall, wo Werkzeuge hergestellt und verwendet werden Alkalmazási területek A VANADIS
SZERSZÁMACÉL ISMERTETÕ VANADIS 3 SuperClean Co-ötvözésû nagyteljesítményû PM gyorsacél hidegalakító szerszámokhoz Überall, wo Werkzeuge hergestellt und verwendet werden Alkalmazási területek A VANADIS
Duplex felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
ALVAR 14 Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
2011. tavaszi félév. Élanyagok. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
Járműszerkezeti anyagok és megmunkálások II / II. félév 2. előadás ÉLANYAGOK. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
Felületmódosító technológiák
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
VANADIS 60 SuperClean
 SZERSZÁMACÉL ISMERTETÕ VANADIS 60 SuperClean Co-ötvözésû nagyteljesítményû PM (porkohászati) gyorsacél Überall, wo Werkzeuge hergestellt und verwendet werden Alkalmazásiterületek A VANADIS 60 egy erõsen
SZERSZÁMACÉL ISMERTETÕ VANADIS 60 SuperClean Co-ötvözésû nagyteljesítményû PM (porkohászati) gyorsacél Überall, wo Werkzeuge hergestellt und verwendet werden Alkalmazásiterületek A VANADIS 60 egy erõsen
passion for precision Sphero-X simítás és nagyolás 40 és 70 HRC között
 passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés.
 BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés. Nyomásos öntés A sikeres öntéshez az Oerlikon Balzers az Ön megbízható partnere! A
BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés. Nyomásos öntés A sikeres öntéshez az Oerlikon Balzers az Ön megbízható partnere! A
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
Vizsgálatok Scanning elektronmikroszkóppal
 Óbuda University e Bulletin Vol. 2, No. 1, 2011 Nagyné Halász Erzsébet Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar nagyne.halasz@bgk.uni-obuda.hu Abstract: The paper describes
Óbuda University e Bulletin Vol. 2, No. 1, 2011 Nagyné Halász Erzsébet Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar nagyne.halasz@bgk.uni-obuda.hu Abstract: The paper describes
Elõnemesített keretanyag
 SZERSZÁMACÉL ISMERTETÕ HOLDAX Elõnemesített keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A HOLDAX egy vákumkezelt króm-molibdénacél, mely edzett és megeresztett
SZERSZÁMACÉL ISMERTETÕ HOLDAX Elõnemesített keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A HOLDAX egy vákumkezelt króm-molibdénacél, mely edzett és megeresztett
Szerszámanyagok. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Szerszámanyagok. Acél Alumínium Bronzötvözet
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Szerszámanyagok Szerszámanyagok Acél Alumínium Bronzötvözet Al Cu 1 Acélok jelölése MSz, DIN, Anyagszám (W-Num)
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Szerszámanyagok Szerszámanyagok Acél Alumínium Bronzötvözet Al Cu 1 Acélok jelölése MSz, DIN, Anyagszám (W-Num)
A szár átmérőjével megegyező átmérőjű, a munkadarabbal azonos térfogatú félkemény előgyártmány rajza:
 A szár átmérőjével megegyező átmérőjű, a munkadarabbal azonos térfogatú félkemény előgyártmány rajza: Látható, hogy a karcsúság miatt fennáll a kihajlás kockázata. Az egy lépésben maximálisan megengedhető
A szár átmérőjével megegyező átmérőjű, a munkadarabbal azonos térfogatú félkemény előgyártmány rajza: Látható, hogy a karcsúság miatt fennáll a kihajlás kockázata. Az egy lépésben maximálisan megengedhető
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
Kiváló hatékonyságot és termelékenységet
 Kiváló hatékonyságot és termelékenységet biztosító BALINIT és BALITHERM bevonatok Optimális megoldás a stancoló és hidegalakító szerszámok kopás elleni védelmére Hidegalakítás A BALINIT és BALITHERM a
Kiváló hatékonyságot és termelékenységet biztosító BALINIT és BALITHERM bevonatok Optimális megoldás a stancoló és hidegalakító szerszámok kopás elleni védelmére Hidegalakítás A BALINIT és BALITHERM a
SVERKER 3 Hidegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ SVERKER 3 Hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 941101 Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln
SZERSZÁMACÉL ISMERTETÕ SVERKER 3 Hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 941101 Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
Hőkezelési alapfogalmak
 Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Mono >> Multi >> Gradiens >> Nano. Pannon. Bevonat tájoló 2012
 Mono >> Multi >> Gradiens >> Nano Pannon Bevonat tájoló 2012 Mikrostruktúrák 2 Monoblock (MB) A tapadó alapbevonat nélküli monoblock gyártása a legegyszerűbb és legtermelékenyebb. A bevonat összetétele
Mono >> Multi >> Gradiens >> Nano Pannon Bevonat tájoló 2012 Mikrostruktúrák 2 Monoblock (MB) A tapadó alapbevonat nélküli monoblock gyártása a legegyszerűbb és legtermelékenyebb. A bevonat összetétele
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
RAMAX S Elõnemesített korrózióálló Szerszám keretanyag
 SZERSZÁMACÉL ISMERTETÕ RAMAX S Elõnemesített korrózióálló Szerszám keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A RAMAX S egy króm ötvözésû, korrózióálló forma
SZERSZÁMACÉL ISMERTETÕ RAMAX S Elõnemesített korrózióálló Szerszám keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A RAMAX S egy króm ötvözésû, korrózióálló forma
Anyagfelvitellel járó felületi technológiák 2. rész
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
XIII. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 XIII. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2008. március 14-15. FLÜLTN BVONT SZRSZÁOK ALKALAZÁSA A KÉPLÉKNYALAKÍTÁSBAN Végvári Ferenc Abstract Surface coating technologies of tools were characterised
XIII. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2008. március 14-15. FLÜLTN BVONT SZRSZÁOK ALKALAZÁSA A KÉPLÉKNYALAKÍTÁSBAN Végvári Ferenc Abstract Surface coating technologies of tools were characterised
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
VANADIS 10 SuperClean Nagy kopásállóságú porkohászati (PM) hidegmunkaacél
 hidegmunkaacél") SZERSZÁMACÉL ISMERTETÕ VANADIS 1 SuperClean Nagy kopásállóságú porkohászati (PM) hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Mértékadó szerszámacéltulajdonságok NAGY SZERSZÁMTELJESÍTMÉNYHEZ
SZERSZÁMACÉL ISMERTETÕ VANADIS 1 SuperClean Nagy kopásállóságú porkohászati (PM) hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Mértékadó szerszámacéltulajdonságok NAGY SZERSZÁMTELJESÍTMÉNYHEZ
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák.
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
1. Bevonat készítési technológiák
 1. Bevonat készítési technológiák A szerszámbevonatoló eljárás közül, a szervetlen és a szerves rétegek párologtatására, felhordására 2 kiemelkedő jelentőségű technológia létezik. A fizikai gázfázis párologtatás
1. Bevonat készítési technológiák A szerszámbevonatoló eljárás közül, a szervetlen és a szerves rétegek párologtatására, felhordására 2 kiemelkedő jelentőségű technológia létezik. A fizikai gázfázis párologtatás
Pannon. Bevonat tájoló
 Pannon Bevonat tájoló Mikrostruktúrák 2 Monoblock (MB) A tapadó alapbevonat nélküli monoblock gyártása a legegyszerűbb és legtermelékenyebb. A bevonat összetétele megfelel az ötvözött targetek összetételének.
Pannon Bevonat tájoló Mikrostruktúrák 2 Monoblock (MB) A tapadó alapbevonat nélküli monoblock gyártása a legegyszerűbb és legtermelékenyebb. A bevonat összetétele megfelel az ötvözött targetek összetételének.
HOTVAR Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ HOTVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk HOTVAR egy Cr-Mo-V-ötvözésû nagyteljesítményû melegszerszámacél, melynek legfontosabb
SZERSZÁMACÉL ISMERTETÕ HOTVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk HOTVAR egy Cr-Mo-V-ötvözésû nagyteljesítményû melegszerszámacél, melynek legfontosabb
Alakítás és hőkezelés hatása az acél szövetszerkezetére
 Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
dr. Sipos Sándor dr. Sipos Sándor
 Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
Pannon. Bevonat tájoló
 Pannon Bevonat tájoló Mikrostruktúrák 2 Monoblock (MB) A tapadó alapbevonat nélküli monoblock gyártása a legegyszerűbb és legtermelékenyebb. A bevonat összetétele megfelel az ötvözött targetek összetételének.
Pannon Bevonat tájoló Mikrostruktúrák 2 Monoblock (MB) A tapadó alapbevonat nélküli monoblock gyártása a legegyszerűbb és legtermelékenyebb. A bevonat összetétele megfelel az ötvözött targetek összetételének.
Szerszám anyagok (élanyagok, szerszám bevonatok)
") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
ACÉLOK ÉS ALKALMAZÁSUK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
CORRAX egy rozsdamentes, maraging acél mûanyag formákhoz
 PRELIMINARY BROCHURE CORRAX egy rozsdamentes, maraging acél mûanyag formákhoz Werkzeuge macht man mit uns! 2 Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln
PRELIMINARY BROCHURE CORRAX egy rozsdamentes, maraging acél mûanyag formákhoz Werkzeuge macht man mit uns! 2 Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln
XT - termékadatlap. az Ön megbízható partnere
 XT termékadatlap az Ön megbízható partnere TARTALOMJEGYZÉK Általános tulajdonságok 3. oldal Mechanikai tulajdonságok 4. oldal Akusztikai tulajdonságok 5. oldal Optikai tulajdonságok 5. oldal Elektromos
XT termékadatlap az Ön megbízható partnere TARTALOMJEGYZÉK Általános tulajdonságok 3. oldal Mechanikai tulajdonságok 4. oldal Akusztikai tulajdonságok 5. oldal Optikai tulajdonságok 5. oldal Elektromos
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
 NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
BALINIT Nagyszerű eredményeket biztosít stancolás és hidegalakítás során
 BALINIT Nagyszerű eredményeket biztosít stancolás és hidegalakítás során A siker kulcsa a hatékony stancoláshoz és a hidegalakításhoz A BALINIT kemény bevonatok csak néhány mikron vastagságúak, de keményebbek
BALINIT Nagyszerű eredményeket biztosít stancolás és hidegalakítás során A siker kulcsa a hatékony stancoláshoz és a hidegalakításhoz A BALINIT kemény bevonatok csak néhány mikron vastagságúak, de keményebbek
SZERSZÁMACÉL ISMERTETÕ. RIGOR hidegmunkaacél. Wherever tools are made Wherever tools are used
 SZERSZÁMACÉL ISMERTETÕ RIGOR hidegmunkaacél Wherever tools are made Wherever tools are used Általános információk A RIGOR egy levegõ vagy olajedzésû krómmolibdén-vanádium ötvözésû szerszámacél. Jellemzõi:
SZERSZÁMACÉL ISMERTETÕ RIGOR hidegmunkaacél Wherever tools are made Wherever tools are used Általános információk A RIGOR egy levegõ vagy olajedzésû krómmolibdén-vanádium ötvözésû szerszámacél. Jellemzõi:
VIDAR SUPREME Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ VIDAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A VIDAR egy Cr-Mo-V-ötvözésû melegmunkaacél, jellemzõi: A hirtelen hõmérsékletváltozásokkal
SZERSZÁMACÉL ISMERTETÕ VIDAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A VIDAR egy Cr-Mo-V-ötvözésû melegmunkaacél, jellemzõi: A hirtelen hõmérsékletváltozásokkal
MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK
 TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
Alkatrész bevonatolás
 Alkatrész bevonatolás Innovatív PVD bevonatolási megoldások nagyteljesítményű precíziós alkatrészekhez Általános gépgyártás Oerlikon Balzers BALINIT bevonatai javítják a teljesítményt A gépészeti alkatrészek
Alkatrész bevonatolás Innovatív PVD bevonatolási megoldások nagyteljesítményű precíziós alkatrészekhez Általános gépgyártás Oerlikon Balzers BALINIT bevonatai javítják a teljesítményt A gépészeti alkatrészek
Megoldási példa az anyagválasztás feladathoz
 Megoldási példa az anyagválasztás feladathoz Feladat: Válasszon anyagot egy közepes méretű (50 50 50 mm befoglaló méretű) kúpfogaskerékhez. A fogaskerék egy ipari hajtóműben üzemel, közepes terhelésnek
Megoldási példa az anyagválasztás feladathoz Feladat: Válasszon anyagot egy közepes méretű (50 50 50 mm befoglaló méretű) kúpfogaskerékhez. A fogaskerék egy ipari hajtóműben üzemel, közepes terhelésnek
IMPAX SUPREME Elõnemesített szerszámacél mûanyag formákhoz
 SZERSZÁMACÉL ISMERTETÕ IMPAX Elõnemesített szerszámacél mûanyag formákhoz Überall, wo Werkzeuge hergestellt und verwendet werden 931204 Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen
SZERSZÁMACÉL ISMERTETÕ IMPAX Elõnemesített szerszámacél mûanyag formákhoz Überall, wo Werkzeuge hergestellt und verwendet werden 931204 Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen
MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA
 AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Felületmódosító eljárások
 Felületmódosító eljárások ANYAGMÉRNÖK BSC KÉPZÉS Felülettechnikai félszakirány (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
Felületmódosító eljárások ANYAGMÉRNÖK BSC KÉPZÉS Felülettechnikai félszakirány (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány és Technológia Tanszék legújabb kutatási eredményei
 Új szerkezeti acélok hegeszthetősége és a kapcsolódó hegesztéstechnológiai újdonságok Szakmai nap, 2010. április 29. Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány
Új szerkezeti acélok hegeszthetősége és a kapcsolódó hegesztéstechnológiai újdonságok Szakmai nap, 2010. április 29. Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány
Mérnöki anyagok NGB_AJ001_1
 NGB_AJ001_1 Szerszámacélok Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor A vasötvözetek 1600 1500 1400 1300 1200 1100 A H N J B E' E + olv. + olv. C' C D' D F' F 1000 900 G acél öntöttvas 800 700 P'
NGB_AJ001_1 Szerszámacélok Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor A vasötvözetek 1600 1500 1400 1300 1200 1100 A H N J B E' E + olv. + olv. C' C D' D F' F 1000 900 G acél öntöttvas 800 700 P'
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZŐNYEG- ÉS TEXTILIPARI PENGÉK
 TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZŐNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZŐNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
VANADIS 23 SuperClean
 SZERSZÁMACÉL ISMERTETÕ VANADIS 23 SuperClean Nagyteljesítményû porkohászati (PM) hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Titelseite: Halterung aus rostfreiem Stahl. Die Matrize
SZERSZÁMACÉL ISMERTETÕ VANADIS 23 SuperClean Nagyteljesítményû porkohászati (PM) hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Titelseite: Halterung aus rostfreiem Stahl. Die Matrize
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
Felületi hőkezelések Dr. Hargitai Hajnalka, február 18.
 Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Hőkezelt alkatrészek vizsgálata
 Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
A felület vizsgálata mikrokeménységméréssel
 Óbuda University e Bulletin Vol. 2, No. 1, 2011 A felület vizsgálata mikrokeménységméréssel Kovács-Coskun Tünde, Bitay Enikő Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar kovacs.tunde@bgk.uni-obuda.hu
Óbuda University e Bulletin Vol. 2, No. 1, 2011 A felület vizsgálata mikrokeménységméréssel Kovács-Coskun Tünde, Bitay Enikő Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar kovacs.tunde@bgk.uni-obuda.hu
XIV. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 XIV. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2009. március 26-27. DUPLEX FELÜLETKEZELÉS PLAZMANITRIDÁLÁS ÉS LÉZEREDZÉS KOMBINÁLÁSA Bitay Enikő, Bagyinszki Gyula Abstract The duplex surface treatments
XIV. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2009. március 26-27. DUPLEX FELÜLETKEZELÉS PLAZMANITRIDÁLÁS ÉS LÉZEREDZÉS KOMBINÁLÁSA Bitay Enikő, Bagyinszki Gyula Abstract The duplex surface treatments
passion for precision Nagy teljesítményű NB-RPS SupraCarb HPC maró új teljesítménydimenzióban!
 passion for precision Nagy teljesítményű NB-RS SupraCarb HC maró új teljesítménydimenzióban! Ugrásszerű termelékenység növekedés a HC nagyoló megmunkálásban az NB-RS SupraCarb marószerszámmal [ 2 ] Az
passion for precision Nagy teljesítményű NB-RS SupraCarb HC maró új teljesítménydimenzióban! Ugrásszerű termelékenység növekedés a HC nagyoló megmunkálásban az NB-RS SupraCarb marószerszámmal [ 2 ] Az
Műszerezett keménységmérés alkalmazhatósága a gyakorlatban
 Műszerezett keménységmérés alkalmazhatósága a gyakorlatban Rózsahegyi Péter laboratóriumvezető Tel: (46) 560-137 Mob: (30) 370-009 Műszaki Kockázatmenedzsment Osztály Mechanikai Anyagvizsgáló Laboratórium
Műszerezett keménységmérés alkalmazhatósága a gyakorlatban Rózsahegyi Péter laboratóriumvezető Tel: (46) 560-137 Mob: (30) 370-009 Műszaki Kockázatmenedzsment Osztály Mechanikai Anyagvizsgáló Laboratórium
SZERSZÁMACÉL ISMERTETÕ MOLDMAX XL. Nagyszilárdságú rézötvözet. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ MOLDMAX XL Nagyszilárdságú rézötvözet Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln
SZERSZÁMACÉL ISMERTETÕ MOLDMAX XL Nagyszilárdságú rézötvözet Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Szerszámok bevonatolása Termékek és szolgáltatások
 Szerszámok bevonatolása Termékek és szolgáltatások Forgácsolás Stancolás Hidegalakítás Fém nyomásos öntés Műanyag fröccsöntés bevonatok tulajdonságai Termék megnevezése Bevonat anyaga Mikrokeménység (HV
Szerszámok bevonatolása Termékek és szolgáltatások Forgácsolás Stancolás Hidegalakítás Fém nyomásos öntés Műanyag fröccsöntés bevonatok tulajdonságai Termék megnevezése Bevonat anyaga Mikrokeménység (HV
ACÉLSZERKEZETEK GYÁRTÁSA 3.
 SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA
 LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG,
LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG,
KORSZERŰ KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE
 Dr. Palotás Béla: KORSZERŰ KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Dunaújvárosi Főiskola Műszaki Intézet Anyagtudományi Tanszék Anyagtudomány és Technológia Tanszék
Dr. Palotás Béla: KORSZERŰ KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Dunaújvárosi Főiskola Műszaki Intézet Anyagtudományi Tanszék Anyagtudomány és Technológia Tanszék
Multicut XF simítómaró Surface Master new!
 passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
passion for precision Lightform Steel menetformázó Biztonságos menetkészítés acélban
 passion for precision Lightform Steel menetformázó Biztonságos menetkészítés acélban Maximális folyamatbiztonság minimális költségek mellett [ 2 ] A menetformázás biztonságosabb és gazdaságosabb, mint
passion for precision Lightform Steel menetformázó Biztonságos menetkészítés acélban Maximális folyamatbiztonság minimális költségek mellett [ 2 ] A menetformázás biztonságosabb és gazdaságosabb, mint
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer
 Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
KÉPLÉKENY ALAKÍTÁSI FOLYAMATOK SZÁMÍTÓGÉPES SZIMULÁCIÓJA
 FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2001. március 23-24. KÉPLÉKENY ALAKÍTÁSI FOLYAMATOK SZÁMÍTÓGÉPES SZIMULÁCIÓJA Computer simulation of plastic forming processes Horosz Gergő, Dr. Horváth
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2001. március 23-24. KÉPLÉKENY ALAKÍTÁSI FOLYAMATOK SZÁMÍTÓGÉPES SZIMULÁCIÓJA Computer simulation of plastic forming processes Horosz Gergő, Dr. Horváth
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
PONTOSAN ÉS GYORSAN MAGASABB TERMELÉKENYSÉG LUTZ SZÁLVÁGÓ PENGÉKKEL
 PONTOSAN ÉS GYORSAN MAGASABB TERMELÉKENYSÉG LUTZ SZÁLVÁGÓ PENGÉKKEL EGYEDI PENGÉK FÓLIA ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG, ÉLESSÉG, SIKER. A LUTZ BLADES termékek
PONTOSAN ÉS GYORSAN MAGASABB TERMELÉKENYSÉG LUTZ SZÁLVÁGÓ PENGÉKKEL EGYEDI PENGÉK FÓLIA ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG, ÉLESSÉG, SIKER. A LUTZ BLADES termékek
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,