MÉRETELLENŐRZŐ- ESZKÖZÖK
|
|
|
- Júlia Barnané
- 9 évvel ezelőtt
- Látták:
Átírás
1 03. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - mutatós mérőeszközök

2 03. előadás 2. fólia Méretek ellenőrzése Az ellenőrzési tevékenység annak megállapítására szolgál, hogy a szerkezeti anyag vagy munkadarab méret- és alakhűsége, felületi minősége, szilárdsága, keménysége az előírt feltételeknek megfelel-e. Méretek ellenőrzése alatt a méretek mérését és összehasonlítását (kalibrálását) értjük. A mérés az ellenőrzés egyik munkaművelete, melynek során a munkadarab valamely mérendő méretét, pl. hossz, szög, tömeg, súly valamilyen erre alkalmas fizikai alapmennyiséggel hasonlítjuk össze (mérési eredmény). Az összehasonlítás alatt a vizsgált tárgy megfelelő alak- vagy méretidomszerrel történő összevetését értjük. Eredményeként megállapítható, hogy a munkadarab és az idomszer között található-e eltérés, de az eltérés mértékéről az összehasonlítás nem szolgáltat adatot.

3 03. előadás 3. fólia A méretek ellenőrzése történhet: a szerkezeti anyag vagy szerszám üzembe érkezésekor (bemeneti ellenőrzés), gyártás közben (gyártásközi ellenőrzés), vagy a végtermék kibocsátása előtt (végellenőrzés). A mérést arra alkalmas eszközökkel, műszerekkel végzik. A mérőeszközökön (mérővonalzó, tolómérő, szögmérő, mérleg vagy erőmérő) a mért érték közvetlenül leolvasható. A mért érték egy számérték és egy mértékegység összetételeként adódik. Méretellenőrző-eszközök fajtái: idomszerek, állandó mértékű vagy beállítható mérőeszközök és mutatós mérőeszközök.
 a mért érték közvetlenül leolvasható.")
4 03. előadás 4. fólia Idomszer (3. ábra) vagy a munkadarab alakját (alak-, szög-, körsugáridomszer), vagy valamely méretét (pl. hézagmérő) testesíti meg.

5 03. előadás 5. fólia Az állandó mértékű vagy beállítható mérőeszközök (2. ábra) a méretnagyságot két állandó távolságú vonal (pl. mérővonalzó, szögmérő), vagy sík (pl. szorítókeretbe helyezett mérőhasábok) közti távolsággal állítják elő.
, vagy sík (pl.")
6 03. előadás 6. fólia A mutatós mérőeszközök (változtatható mértékű mérőeszközök) (1. ábra) valamilyen hosszúsági vagy szögméret megállapítására szolgálnak, egy mozgatható mutatóberendezés (nóniusz, skála, számlálómű) segítségével. A mért érték közvetlenül leolvasható, ilyen eszköz pl. a tolómérő, mikrométer, mérőóra, egyetemes szögmérő stb.

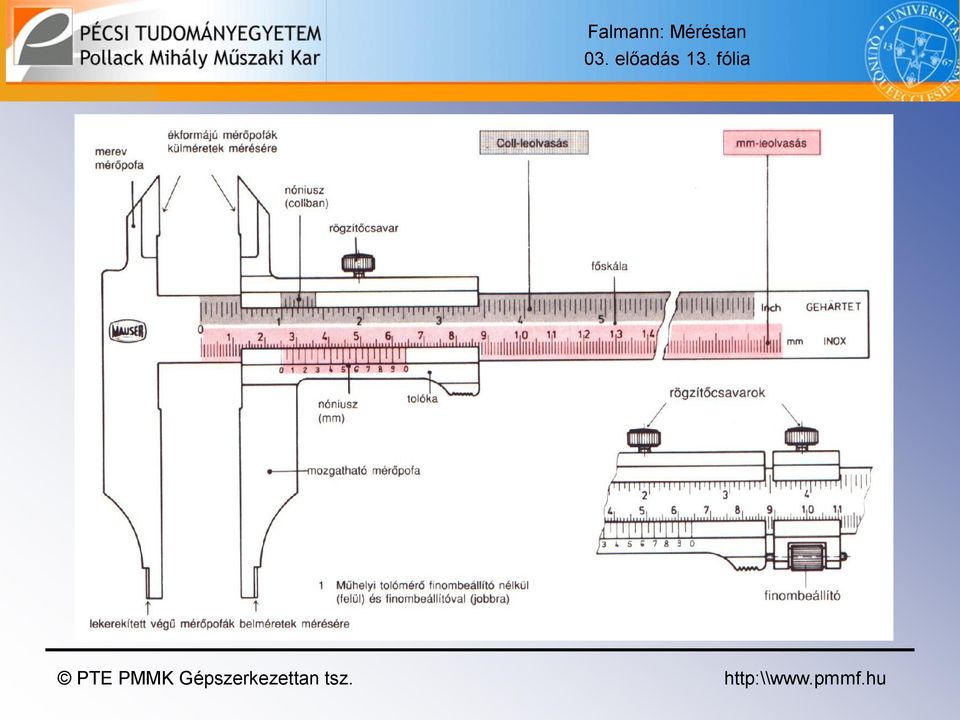
7 03. előadás 7. fólia 1. Tolómérő (idegen szóval subler) A tolómérő változtatható mértékű, mutatós mérőeszköz. Ezzel a leggyakrabban használt mérőeszközzel külső, belső és mélységméretek gyorsan, egyszerűen mérhetők. A külső és belső méretek mérésére a két mérőpofa, illetve mérőcsőr szolgál, a mélységméretek egy sínben elhelyezkedő és a tolókával mereven összekötött mérőrúddal mérhetők. A tolómérővel végzett mérésnél a mérendő érték közvetlenül hasonlítható össze egy mérővonalzó skálájával. Egy segédskála a nóniusz növeli a leolvasási pontosságot. A nóniusz segítségével a méretek 1/10-ed, 1/20-ad vagy 1/50-ed milliméter pontossággal határozhatók meg.

8 03. előadás 8. fólia A tolómérő felépítése és részei. A tolómérő egy milliméteres osztással ellátott vonalzóból és az ahhoz mereven kapcsolódó mérőpofából, valamint a vonalzóra helyezett mozgatható tolókából áll. A tolókán egy második, mozgatható mérőpofa van kialakítva. Ezen a pontos leolvasást a segédskála, az ún. nóniusz teszi lehetővé.

9 03. előadás 9. fólia A tolómérő leolvasása. A nóniusz bal szélső osztása (a kezdő osztás = nullvonal) a vonalzó milliméterskáláján az egész mm-eket mutatja. Az egész mm-en felüli, a felbontásnak megfelelő tört értéket a nóniusznak az a vonása mutatja, amelyik pontosan egybeesik a vonalzó valamelyik osztásával. (Létezik hüvelykosztású is.)

10 03. előadás 10. fólia A tolómérők használata során betartandó szabályok Mérés előtt ellenőrizzük a tolómérőt! Zárt állásában a nóniusz kezdővonalának egybe kell esnie a milliméterskála kezdővonásával és a pofák között nem hatolhat át a fény! Külső méretek mérésekor a munkadarabot az álló pofára kell felfektetni és a tolókát kis erővel, érzéssel rányomni (ábra). A helyes mérőnyomás a pontos mérés szempontjából döntő jelentőségű. A tolókának a vonalzón játékmentesen eltolhatónak kell lennie, különben a mérés pontatlan lesz!

11 03. előadás 11. fólia Méréskor a munkadarabot a pofák tövébe kell helyezni, hogy a pofák külső, éles részei ne kopjanak feleslegesen! A különböző bevágásokat és hornyokat ellenben a pofa éles, ékformájú végével kell mérni, a mérési hibák elkerülése végett! Megkíméli a mérőfelületeket az idő előtti kopástól, elhasználódástól, ha a tolóka rögzítését oldjuk, mielőtt a tolómérőt levesszük a munkadarabról.

12 03. előadás 12. fólia Belméretek, pl. üregek, furatok, hornyok stb. mérésére a tolómérő ék alakú mérőpofái szolgálnak. Furatok, hornyok, peremek és hasonló alakzatok mélységének mérésére a tolómérő mélységmérő rúdja vagy a merev mérőpofa nélküli mélységmérce (2. ábra) alkalmazható.

13 03. előadás 13. fólia
14 03. előadás 14. fólia Az egyetemes tolómércék sokoldalúan használhatók. Ma már sokféle változatban készülnek. Jellemzőjük, hogy a baloldali mérőpofa a szárra merőlegesen elcsúsztatható, valamint a mérőpofákra célszerű betétek szerelhetők. Ezekkel a betétekkel különböző síkokban elhelyezkedő felületek közötti távolság belső horonymérete, valamint furatok közötti távolság is könnyen meghatározható a tolómérce mérési pontosságával.

15 03. előadás 15. fólia A betétek külön készletben kerülnek forgalomba és minden olyan tolómércére felerősíthetők, amelyek mérőpofáinak külső mérőfelülete van. Ilyen készletet és az elemeivel elvégezhető méréseket szemléltetnek a képek. A készlet kialakítása olyan, hogy bármely egycsőrű tolómércére (MSZ 4986) rászerelhető, így keskeny hornyok, süllyesztések közti falvastagság, vékony hornyok mélysége, prizmák tőtávolsága, belső hornyok átmérője stb. könnyedén mérhető vele.
 rászerelhető, így keskeny hornyok,")
16 03. előadás 16. fólia Ék, illetve reteszhornyok mélységének ellenőrzésére alkalmas tolómércék láthatók az ábrán. Az a ábrán a tolómérce teste os prizma, amelynek felezősíkjában csúszik az osztásos nyelv. A b ábrán látható tolómércét furatokban levő reteszhornyok mélységének meghatározására használjuk. Ezen kettős skálát látunk. A felső skála a furat átmérőjének beállítására, a nyelven levő alsó skála pedig a furatszéltől a horony mélységének mérésére való.

17 03. előadás 17. fólia Lyuktávolságmérő-tolómérő (2. ábra) furatközepek távolságának, átmérőtől és tűréstől független, közvetlen meghatározására szolgál. A baloldali tolókát a felütköztetésnek nyomni és rögzíteni. A jobboldali tolókát a furatfalak közötti legnagyobb méretre beállítani és rögzíteni. A baloldali tolókát oldani, felütköztetni a jobboldali tolókára és ott rögzíteni. Jobboldali tolókát oldani és a furatok közötti legkisebb méretre beállítani. A furatközepek távolsága a nóniuszról közvetlenül leolvasható.

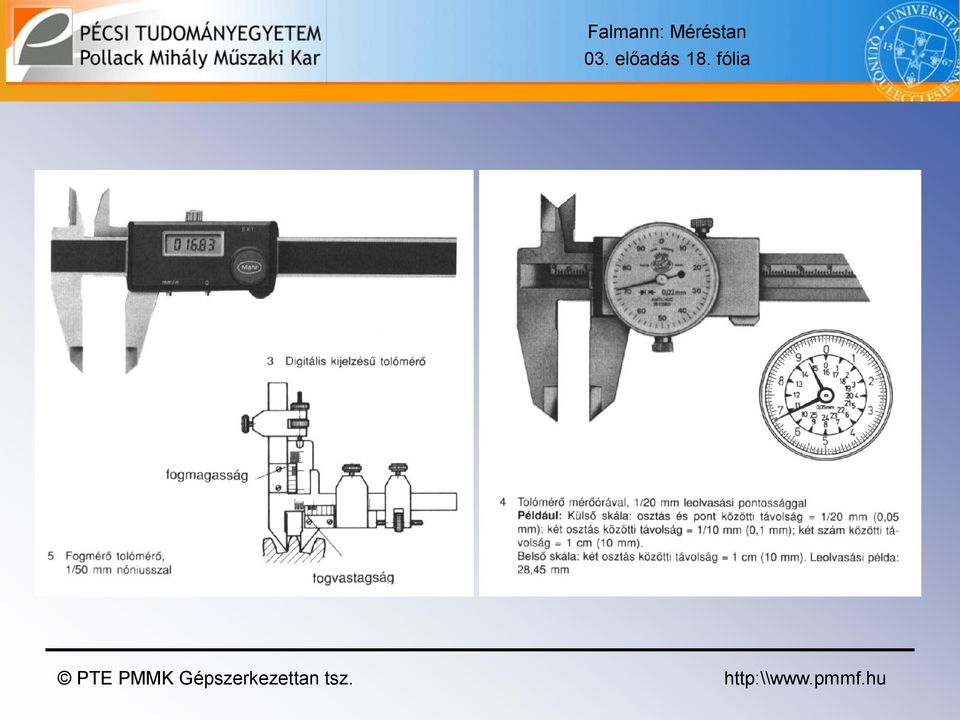
18 03. előadás 18. fólia
19 03. előadás 19. fólia 2. Mikrométer A mikrométerek igen pontos mérést tesznek lehetővé, leolvashatóságuk 0,01 mm vagy 0,001 mm pontosságú lehet. Külső-, belsőés mélységméretek mérésére egyaránt használhatóak. A külméretek mérésére alkalmas kengyeles mikrométerek 25 mm-enként emelkedő lépcsőkben készülnek.

20 03. előadás 20. fólia A külméretek mérésére alkalmas mikrométerek részei, felépítése A stabil kengyelben egy merev mérőpofa és egy csavarható mérőorsó c van elhelyezve. A mérőpofa és a mérőorsó vége a mikrométer két mérőfelülete. A mérőorsó menete pontosan köszörült finommenet, melynek emelkedése 0,5 mm (vagy 1 mm). A mérőorsó merev kapcsolatban van az e mérődobbal. A mérőorsó c és a mérődob e alkotják a mikrométer csavarható (beállítható) részét, az orsóanya f, vezetőhüvely d és a kengyel a a mikrométer merev részét.
.")
21 03. előadás 21. fólia A mérődob egy teljes fordulata alatt a mérőorsó 0,5 mm-rel mozdul el tengelyirányban. Az álló vezetőhüvely d hosszirányban egész és fél milliméterekre, a mérődob kerülete 50 részre van felosztva. A mérődob végén elhelyezett finombeállító csavar h gátolja meg a mikrométert a túlhúzástól. A finombeállító csavar egy kilincsműves kuplunggal i, k, j csatlakozik a mérődobhoz. Túl nagy mérőnyomás esetén a kilincsmű enged (kiold), ezáltal a mérőnyomás mindig állandó értékű. A mérőfelületeket a kopás mérséklése érdekében gyakran keményfém felülettel látják el.
22 03. előadás 22. fólia Féldigitális kijelzés látható a felső képen, ahol a milliméterek hagyományosan, a tized és század mm-ek digitálisan, a 0,002 mm-ek ismét körosztáson olvashatók le. Az alsó kép TESA gyártmányú mikrométert szemléltet. A 0,1 mmket jelzi ki digitálisan, a mm-ek és a 0,01 mm-ek hagyományos körskálán olvashatók le. A mérőhüvelyen nóniusz is van, amely az 0,001 mm-es értékek meghatározását teszi lehetővé. Mérőnyomása legfeljebb 10 N.
23 03. előadás 23. fólia Bővíthető méréstartományú mikrométerek. A bal ábrán látható mikrométer négy cserélhető mérőcsappal 25 mm-es fokozatonként 100 mm-es méréstartományban használható. A jobb ábra olyan mikrométert szemléltet, amelynek kengyelét egyenes rúd helyettesíti, ebből nyúlnak ki a 25 mm-es mérőcsőrök. Az 1 mérőcsőr mozgatható, a 2 álló. A 3 betét 25 mm-es fokozatonként cserélhető, így a méréstartomány mm között változtatható. Az 5 számlálóművel az egész számjegyek (kétszámjegyű), a 0,1 és a 0,01 mm-ek, a parallaxishiba nélküli leolvasást lehetővé tevő 4 nóniusszal az 0,001 mm-ek olvashatók le.
24 03. előadás 24. fólia Többcélú mikrométerek. A bal ábrán látható mikrométernek az álló és a mozgó üreges csapjába a célnak megfelelően többféle mérőbetét helyezhető el (b - i ábrák). Különleges, ún. sokszögmérő mikrométerrel határozható meg a menetfúrók, a dörzsárak, a marók, a süllyesztők stb. átmérője, és a hengeres munkadarabok sokszögűségi hibái is (jobb ábra).
25 03. előadás 25. fólia A mikrométerek használata során betartandó szabályok A mérés pontossága nagyban függ a mérőpofa és a mérőorsó felületeinek párhuzamosságától és sík voltától. Mérés előtt a mérődob és a vezetőhüvely skála nullpontját minden esetben idomszerrel ellenőrizni kell! A mérőorsó holtjátéka a hasított orsóanya utánhúzásával megszüntethető. Méréskor először a munkadarabot helyezzük be a mérőfelületek közé és csak ezután hajtsuk a mérőorsót a finombeállító csavarral a munkadarab felületére, egészen addig, míg a kilincsmű az orsót már nem viszi tovább. Az orsót ebben a helyzetében a rögzítőgyűrűvel b rögzítsük, majd óvatosan húzva csúsztassuk le a munkadarabról és olvassuk le a méretet. A mikrométert a kengyelnél megfogva tartsuk! (Ehhez gyakran hőszigetelő betétet erősítenek vagy tartóállványt használnak, hogy csökkentsék az érintéssel létrejövő hőtágulási hibát.)
26 03. előadás 26. fólia
27 03. előadás 27. fólia A mikrométerrel mérhető legkisebb furat 2 mm, kisfurat-mikrométerrel lehet mérni. Ötféle nagyságban készül 2...2,5; 2,5...3; 3...4; 4...5; és mm mérettartományban. Az 1 mikrométerfej mérőorsójában 2 keményfém gömb a 6 keményfém csapocskára támaszkodik. A keményfém csapocska a 4 tűt tartalmazó mérőcsapba van erősítve. A mérőcsapon és a tű végén levő kúp nyomja szét az 5 keményfémből készült mérőfelületeket, a 3 egyenesbevezető rugók segítségével. A mikrométerfej osztásai 0,001 mm-es leolvasást tesznek lehetővé. Pontossága ±0,002 mm.
28 03. előadás 28. fólia Belméretek mérésére alkalmas mikrométereket a mérőcsapos kialakításon kívül mérőcsőrös kivitelben is gyártják (2. ábra). Mérőfelületei edzettek és finomra köszörültek (tükrösítettek), skálájuk néha fordított irányban növekszik. Belméretek mérését gondosan, odafigyelve kell végezni, ugyanis könnyen el lehet követni mérési hibákat a mikrométer ferde vagy nem központos tartásával! Óvatosan, érzéssel kell mérni, nem szabad a mikrométert a felületekre nyomni!
29 03. előadás 29. fólia A belső méretek és távolságok mérését amennyiben az üreg mérete lehetővé teszi erre alkalmas, pálcás mikrométerrel végzik (1. ábra). Ezeknek a mikrométereknek mindkét mérőpofája kúpos alakú. Leolvasási pontosságuk 0,01 mm, a leolvasás ugyanúgy történik, mint a külméretek mérésére alkalmas mikrométereknél. A belméretek mérésére alkalmas mikrométerek pl , 40-50, 50-65, 60-75, , mm és nagyobb méréshatárnál 25 mm-enként emelkedő lépcsőkben készülnek.
30 03. előadás 30. fólia Ha az alakhűségről is megbízható képet akarunk kapni, akkor három ponton mérő furatmikrométert kell használnunk. A mérőcsapok kétféleképpen mozgathatók: kúpos menettel (L-alakú mikrométer - a) vagy kúppal (K-alakú mikrométer - b). Ha a mérőcsapok 120 -ra vannak egymástól, akkor a körháromszögűség nem mutatható ki, csak az ovalitás. Ha a körháromszögűséget is ki kell mutatni, akkor a mérőcsapok által közbezárt szög. A legkorszerűbb három ponton mérő furatmikrométereket az alsó ábra szemlélteti. A mérőcsapok elhelyezése 120 -os.
31 03. előadás 31. fólia A mélységmérő mikrométerek furatok, hornyok, peremek és hasonló alakzatok mélységének rendkívül pontos mérésére szolgálnak. A leolvasás pontossága 0,01 mm. A méréshatár kiterjesztésére cserélhető (növekvő hosszúságú) mérőbetétek szolgálnak (4. ábra). Méréskor először a hidat kell a munkadarab felületére felfektetni, és ezután szabad a mérőorsót a finombeállító csavarral a mérendő felületig hajtani. Ezt követi a rögzítőpecek zárása, a mikrométer kiemelése és helyes leolvasása: a milliméter osztás ellenkező irányban nő, mint a többi mikrométernél!
32 03. előadás 32. fólia 3. Összehasonlítós mutatós mérőműszerek mérőóra, indikátoróra finombeállítású mérőóra vagy finomtapintó (mikrokátor, miniméter, passaméter-orthotest). Ezek a mérőműszerek: munkadarabok felületei sík alakjának és párhuzamosságának a felület letapogatásával és az eltérések kimutatásával végzett ellenőrzésére; tengelyek, tárcsák stb. körkörösségének, homlokfelületeik ütésének ellenőrzésére; munkadarabok méreteinek összehasonlítással végzett ellenőrzésére szolgálnak.
33 03. előadás 33. fólia Összehasonlító mérés (pl. 30 0,05 mm) folyamata A mérőórát (finomtapintót) erre alkalmas eszköz (pl. mérőhasáb, állítóelemek) segítségével a névleges méretre állítják és lenullázzák. Ezután a tűréshatár-jelzőket a tűrésmező határértékeire (felső határ 30,05 mm; alsó határ 29,95 mm) állítják. A mérés során a mérőcsappal letapogatják a munkadarabot. A munkadarab "jó", ha a mutató kilendülése a tűréshatár-jelzők között marad, azaz a munkadarab tényleges mérete a tűréssel megadott 29,95 mm és 30,05 mm közötti tartományba esik. A munkadarab "selejt" használhatatlan, ha az eltérések nagyobbak a megengedettnél.
34 03. előadás 34. fólia 3.1 Mérő (indikátor)óra Az indikátorórával végzett méréseknél a mérőóra csapja tapogatja le a munkadarab felületét és ezáltal annak méreteltérései, egyenetlenségei és körkörössége ellenőrizhető, illetve kimutatható (ábra). Két változata létezik: fogasléces menetorsós.
35 03. előadás 35. fólia Fogasléces mérőóra szerkezete (1. ábra) A mérés során a mérőcsap elmozdulását egy fogaskerék-fogasléc kapcsolat alakítja át a mutató forgó mozgásává, miközben a kis elmozdulás az áttételek miatt megnő és a mérőóra számlapján könnyen leolvasható lesz.
36 03. előadás 36. fólia Mérőóra részei (2. ábra) A nagy mutató egy osztása 1/100 mm, a kis mutató egy osztása 1 mm elmozdulásnak felel meg. A számlap forgatható és ezáltal a nulla állás a mutató bármely helyzetéhez beállítható. A mérőórák befogószárát a legtöbb mérőóránál Ø8,6 mm méretre köszörülik.
37 03. előadás 37. fólia Menetorsós mérőóra A menetorsós mérőórában a 2 menetes orsó helyettesíti a fogaslécet, és ez csatlakozik a hengeres rugóval egyirányban feszített fogaskerékpárhoz, amelynek legkisebb 4 tagján van a mutató. Az egyenesbe vezetést és a mérőnyomást a 3 kengyel valósítja meg a hozzá csatlakozó 5 vezetékkel és a rászerelt húzórugóval. Ennek a mérőórának a mérőnyomása nem olyan egyenletes, mint a fogasléces megoldásé, gyártása viszont olcsóbb. A mérőcsap felső végén levő recézett gombbal az orsót forgatva a mutatók nullára állíthatók.
38 03. előadás 38. fólia Alkalmazási példák
39 03. előadás 39. fólia Mérőórás furatmérők A tűs-mérőcsapos mérőóra 0,1...5 mm közötti furatok mérésére alkalmas. Az a ábrán tűszerűen kialakított mérőcsap látható, amelyet két oldalról rugós támaszték fog közre. A mérés során a kúpos tűt a furatba helyezzük úgy, hogy a támaszok a munkadarab felületén feküdjenek fel. A tű a rugó hatására csak addig hatolhat be, amíg a furat szélén a furatnak megfelelő kúpátmérő fel nem fekszik. Mivel a kúpszög kicsi, kis átmérőváltozásnak viszonylag nagy tengelyirányú elmozdulás felel meg, s ezt érzékeli a mérőóra csapja. A mérésre nagy gondot kell fordítani, mert a furat szélén felfekvő támaszok alatti sorja vagy leélezés a mérést meghamisítja.
40 03. előadás 40. fólia Nagyobb furatokat kúpos áttételezésű mérőórával mérünk. A kúp felhasított, rugózó hüvelyben hengeres nyomórugó hatására mozog (b ábra). A hüvely alsó része gömb, felső része menettel csatlakozik a mérőórához. A mérőhüvely a hasítás belső végénél elvékonyodik, hogy a szétnyomásához minél kisebb erő kelljen. A kúpot nyomó rugó ereje a hasított hüvelyt mindig szétnyomott állapotban tartja. Ezért méréskor a kúp kénytelen fölfelé mozdulni, ezt az elmozdulást érzékeli a mérőóra. A hasított-hüvelyes tapintó (INTO-D) három nagyságban készül: 2,85...3,75; 3,7...9,5 és 9, mm-es méréstartományban. A teljes méréstartomány csak több cserélhető fejjel használható ki mm-nél nagyobb furatokat célszerűbb szögemeltyűs mérőórás furatmérővel (c ábra) mérni. Az INTO-C mérőcsapját a fogantyú alatt elhelyezkedő hüvellyel lehet forgatni, egyúttal ennek a hüvelynek az alsó éle jelzi az egész millimétereket. Az INTO-B közvetlen mérésre is alkalmas, mert mikrométercsavarja van.
41 03. előadás 41. fólia 3.2 Finomtapintók A finomtapintó kis méréstartományú (max. 1 mm, de inkább néhány tized mm), nagy érzékenységű (1 μm és annál kisebb értékek megbízható kimutatása), nagy megbízhatóságú és kis ismétlési hibájú mérőeszköz. Attól függően, hogy a finomtapintó milyen módszerrel érzékeli a hosszméretváltozást ismeretes: mechanikai, optikai, villamos, pneumatikus.
42 03. előadás 42. fólia Mikrokátor Tapintójának elmozdulását egy, a hossztengelye körül megcsavart 1 szalagrugó közvetíti a mutatóra. Méréskor a 3 tapintócsap a 4 rugós csukló közvetítésével meghúzza a rugószalagot. A húzás hatására a csavarodási szög a méretváltozással arányosan megváltozik, amit a 2 mutató a 8 skálán tesz kiértékelhetővé. A skálát a 10 csavarral nullázzuk. A mikrokátorok 0,1; 0,2; 0,5; 1 és 2 μm-es osztással készülnek, a skálán ± 50 osztásnyi méréstartománnyal.
43 03. előadás 43. fólia Finomtapintó kar-áttétellel (miniméter) Mivel a mérőcsap és a műszertest mérőélei egymástól l távolságra vannak, a mérőtuskó a mérőcsap függőleges elmozdulásakor elfordul a műszertest éle körül, és kitéríti a mutatót balra vagy jobbra. A különböző emelőkarok (l és L) miatt a mérőcsap elmozdulás (x) egy jóval nagyobb mutatókitérést (s) eredményez. Ha az emelőkarok aránya l : L = 1 : 500, akkor ez az arány ugyanúgy érvényes a mérőcsap és a mutató elmozdulására is x : s = 1 : ,5 mm-es mutatókitérés (s) esetén a mérőcsap elmozdulása: x = 0,5 mm 1/500 = 0,001 mm Méréstartománya 0,02 0,03 mm.
44 03. előadás 44. fólia Finomtapintó kombinált kar- és fogaskerék-áttétellel (orthotest) A mérőcsap elmozdulása itt egy kar- és fogaskerék-áttétel révén nagyobb mutatókitérést eredményez. A műszer ütés ellen védett, mivel a mérőcsap ütközéskor eltávolodik az emelőkarról. A mérőcsapra ugyanúgy, mint a mérőóráknál a kiegyenlítő karon keresztül egy visszatérítő rugó hat. Skálaosztása 1μm vagy 2 μm. Mérési tartományuk 0,05 mm vagy 0,1mm. A mérőnyomás nem haladja meg a 3 N-t.
45 03. előadás 45. fólia Ellenőrzés finomtapintóval A finomtapintót egy mérőtest (pl. mérőhasáb, mérőtüske) segítségével a mérni kívánt névleges értékre állítják be. Ez úgy zajlik, hogy a mérőállvány durva és finom beállítóival a kijelző mutatóját nullázzák. A mérések során a mutató jobbra vagy balra tér ki, és jelzi, hogy milyen mértékben tér el a munkadarab pozitív vagy negatív irányban a mérőtesttől. A két beállítható tűrésjelzővel megadható az alsó és a felső határméret. Így a mérést végző egy pillantással képes megállapítani, hogy a munkadarab tényleges mérete a tűrésmezőn belül van-e.
46 03. előadás 46. fólia Mutatós mérőműszerekkel végzett mérések során betartandó szabályok Ezek a készülékek finom, bonyolult felépítésük miatt nagyon érzékenyek. Ezért lehetőleg csak sima felületek letapogató mérésére szabad használni azokat! Nagy egyenetlenségek mérésekor a szerkezetük károsodhat, megnövekszik a kopás. A mutató hirtelen teljes kiengedését el kell kerülni. A felütközés a végállás elérésekor károsítja a műszert. Pontosságát időközönként mérőhasábokkal ellenőrizni kell!
47 03. előadás 47. fólia Egyszerű mérőkészülékek mikrométerrel, mérőórával Mikrométerrel, mérőórával vagy - ha annak pontossága nem elég - finomtapintókkal egyszerűen készíthetünk mérőgépet, idomszert stb. helyettesítő egyetemes mérőeszközöket. Ezek használatával a gyártási költség csökkenthető, a gyártmány átfutási ideje gyorsul, mert az ellenőrzés ideje rövidebb. Egy mérőállványra rögzített finomtapintó egy golyóscsapágy forgásának ütésmentességét és koncentrikusságát vizsgálja.
48 03. előadás 48. fólia Mérőórával vagy finomtapintóval felszerelt mikrométer (tapintóemeltyűs mikrométer, passaméter, maraméter) A mérendő távolságot szerkezeti felépítésétől függően pl. szögemelővel, vagy szögemelő-fogaskerék áttétellel igen nagymértékben felnagyítja. Ezzel 0,001 mm-es érzékenységű mérés válik lehetővé, persze kis mérési tartományban (pl. 0,02-0,2 mm). A méretre állítást mérőhasábbal végezzük. Ekkor a 3 álló mérőcsap, amelynek alkotóján fogazat van (fogaslécszerű kialakítás) 4 menetes palástú gyűrűvel mozgatható, beállítás után a hasított hüvelyt összeszorító csavarral rögzíthető.
49 03. előadás 49. fólia Finomtapintók elektromos határérintkezővel Az elektromos határérintkezővel rendelkező finomtapintóknál az érintkezőket úgy kell beállítani, mint a tűrésjelzőket. A műszer kijelzőjére szerelt tűrésjelzők belül elektromos érintkezőkkel vannak összekötve. Beállítócsavarok segítségével kívülről be lehet állítani a kívánt tűrésértékeket, amelyek védettek a véletlen elállítások ellen. Ha az érintkezőkar (fogasív) olyan mértékben kitér balra (negatív eltérés), hogy az érintkező záródik, a műszerhez kapcsolt kijelzőn egy piros égő gyullad ki. A jobb oldali érintkező záródását fehér fény jelzi. Zöld szín mutatja azt, hogy egyik érintkező sem záródott.
50 03. előadás 50. fólia Finomtapintók alkalmazása egy vezérműtengely több összetartozó felületének mérésére szolgáló mérőberendezésben. Ez a készülék különböző mérési elrendezések révén kiküszöböli a mérési hibát. Ahogy a műszeren levő szerkezeti rajz is mutatja, több finomtapintót ugyanarra az egy mérési pontra állítottak be. Így érhető el, hogy pl. a bal oldali csapágyhely és a mellette levő bütyök arányát több finom tapintó alkalmazásával egy mérési eredményként kapjuk.
51 03. előadás 51. fólia Hasonló mérőberendezéseket használnak a szerszámgépeknél a gyártási folyamat során a méretellenőrzésre, a kész munkadarabok válogatására, vagy a gép vezérlésére. Amint a mérőműszer mutatója túllép egy tűrésjelzőt, tehát a méret túl nagy vagy túl kicsi, egy impulzus jelzi ezt a különböző kijelző- és vezérlőegységeknek. A munkadarab méretének mérési eredményét például egy színes kijelzőről olvashatjuk le: zöld = jó, piros = selejt (túl kicsi), fehér = igazítás szükséges (túl nagy). A gépeket vagy átállítják "nagyolásról" "simításra" a köszörűkorong néhány századmilliméteres utánállításával, vagy befejeződik a megmunkálási művelet.
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT-2-0317/2014 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-2-0317/2014 nyilvántartási számú akkreditált státuszhoz A Kalibra Dimension Kft. Kalibráló laboratórium (2151 Fót, Béke utca 72.) akkreditált területe
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-2-0317/2014 nyilvántartási számú akkreditált státuszhoz A Kalibra Dimension Kft. Kalibráló laboratórium (2151 Fót, Béke utca 72.) akkreditált területe
RÉSZLETEZŐ OKIRAT (2) a NAH / nyilvántartási számú akkreditált státuszhoz
 a NAH / nyilvántartási számú akkreditált státuszhoz") RÉSZLETEZŐ OKIRAT (2) a NAH-2-0317/2014 1 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: Kalibra Dimension Kft. Kalibráló laboratórium 2151 Fót, Béke utca 72. 2)
RÉSZLETEZŐ OKIRAT (2) a NAH-2-0317/2014 1 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: Kalibra Dimension Kft. Kalibráló laboratórium 2151 Fót, Béke utca 72. 2)
Tolómérők, mikrométerek
 Tolómérők, mikrométerek Mérőeszköz készlet tárolódobozban F2 00 F2 00 - Négy részes. - Analóg. 2 11 Tartalom Szerszám Tolómérő Mikrométer Derékszög Vonalzó x 0,0 0-2 x x 0 x 1 x 0, Kengyeles mikrométer
Tolómérők, mikrométerek Mérőeszköz készlet tárolódobozban F2 00 F2 00 - Négy részes. - Analóg. 2 11 Tartalom Szerszám Tolómérő Mikrométer Derékszög Vonalzó x 0,0 0-2 x x 0 x 1 x 0, Kengyeles mikrométer
MÉRÉSTECHNIKA 4. ELŐADÁS. Galla Jánosné 2014
 MÉRÉSTECHNIKA 4. ELŐADÁS 1 Galla Jánosné 2014 Minőség Mérethűség Alakhűség Helyzetpontosság Felületminőség Felületi mikrogeometria Felületi réteg állapota Érdesség Hullámosság Vegyi összetétel Szövetszerkezet
MÉRÉSTECHNIKA 4. ELŐADÁS 1 Galla Jánosné 2014 Minőség Mérethűség Alakhűség Helyzetpontosság Felületminőség Felületi mikrogeometria Felületi réteg állapota Érdesség Hullámosság Vegyi összetétel Szövetszerkezet
Beállítógyűrű. Toldószár mm. 141.430,-Ft 141.430,- 141.430,- 142.500,- 142.500,- 185.250,- 187.000,- 228.000,- 228.000,-
 Webár uházu nkban továb bi 10% kedve zmény! ÉRV ÉNYES 2014.02.28 Hárompontos furatmikrométer készlet zsákfuratok méréséhez Leolvasás 0,001 -tól 12 -ig toldószárral beállítógyűrű alu kofferben 91022137
Webár uházu nkban továb bi 10% kedve zmény! ÉRV ÉNYES 2014.02.28 Hárompontos furatmikrométer készlet zsákfuratok méréséhez Leolvasás 0,001 -tól 12 -ig toldószárral beállítógyűrű alu kofferben 91022137
Mérőeszköz. Ajánlat 2014 20.990,- 193.990,- 31.370,- 2014.04.01. - 2014.12.31. Digitális tolómérő, DIN 862, IP 54. Precíziós digitális mérőóra, 3 V
 2014.04.01. - 2014.12.31. Mérőeszköz Ajánlat 2014 Digitális tolómérő, DIN 862, IP 54, üveg kijelző Adatkimenet RS232 (RB6) víz és por álló görgővel vagy görgő nélkül is használható Védelem IP 54 / 0,0005
2014.04.01. - 2014.12.31. Mérőeszköz Ajánlat 2014 Digitális tolómérő, DIN 862, IP 54, üveg kijelző Adatkimenet RS232 (RB6) víz és por álló görgővel vagy görgő nélkül is használható Védelem IP 54 / 0,0005
7.2 Mechanikai hosszmérő eszközök
 7.2.1 Hosszmérők 7.2 Mechanikai hosszmérő eszközök A hosszmérők különböző pontossági fokozatban a mértékegység részeit hivatottak megtestesíteni. A munkadarabra fektetve a skála osztásai összehasonlíthatók
7.2.1 Hosszmérők 7.2 Mechanikai hosszmérő eszközök A hosszmérők különböző pontossági fokozatban a mértékegység részeit hivatottak megtestesíteni. A munkadarabra fektetve a skála osztásai összehasonlíthatók
Mérőeszköz. Ajánlat 2014. 20.990,- Ft. 193.990,- Ft. 31.370,- Ft 2014.04.01. - 2014.12.31. Digitális tolómérő DIN 862, IP 54
 2014.04.01. - 2014.12.31. Mérőeszköz Ajánlat 2014 Digitális tolómérő DIN 862, IP 54, üveg kijelző Adatkimenet RS232 (RB6) víz- és por álló görgővel vagy görgő nélkül is használható Védelem IP 54 Adatkimenet
2014.04.01. - 2014.12.31. Mérőeszköz Ajánlat 2014 Digitális tolómérő DIN 862, IP 54, üveg kijelző Adatkimenet RS232 (RB6) víz- és por álló görgővel vagy görgő nélkül is használható Védelem IP 54 Adatkimenet
Mikrométerek Tolómérők Mélységmérők Mérőórák Belső mikrométerek Mérőhasábok Sztereo mikroszkópok Mérőmikroszkópok Profil projektorok
 Mikrométerek Tolómérők Mélységmérők Mérőórák Belső mikrométerek Mérőhasábok Sztereo mikroszkópok Mérőmikroszkópok Profil projektorok ELLENŐRZÖTT NÉMET MINŐSÉG Mikrométerek Felbontás: digitális 0.001 mm,
Mikrométerek Tolómérők Mélységmérők Mérőórák Belső mikrométerek Mérőhasábok Sztereo mikroszkópok Mérőmikroszkópok Profil projektorok ELLENŐRZÖTT NÉMET MINŐSÉG Mikrométerek Felbontás: digitális 0.001 mm,
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Kalibráló készülékek. Height Master Oldal 343. Check Master Oldal 347. Kalibráló eszközök Oldal 352
 Kalibráló készülékek Height Master Oldal 343 Check Master Oldal 347 Kalibráló eszközök Oldal 352 342 Digitális Height Master Funkciók ZERO/ABS DATA / HOLD Auto kikapcsolás (< 20 perc) Riasztás alacsony
Kalibráló készülékek Height Master Oldal 343 Check Master Oldal 347 Kalibráló eszközök Oldal 352 342 Digitális Height Master Funkciók ZERO/ABS DATA / HOLD Auto kikapcsolás (< 20 perc) Riasztás alacsony
Height Master Oldal 345. Check Master Oldal 349. Kalibráló eszközök Oldal 354
 Kalibráló készülékek Height Master Oldal 345 Check Master Oldal 349 Kalibráló eszközök Oldal 354 344 Digitális Height Master Funkciók ZERO/ABS DATA / HOLD Auto kikapcsolás (< 20 perc) Riasztás alacsony
Kalibráló készülékek Height Master Oldal 345 Check Master Oldal 349 Kalibráló eszközök Oldal 354 344 Digitális Height Master Funkciók ZERO/ABS DATA / HOLD Auto kikapcsolás (< 20 perc) Riasztás alacsony
Méréstechnika II. Mérési jegyzőkönyvek FSZ képzésben részt vevők részére. Hosszméréstechnikai és Minőségügyi Labor Mérési jegyzőkönyv
 Méréstechnika II. ek FSZ képzésben részt vevők részére Összeállította: Horváthné Drégelyi-Kiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 009 Tartalomjegyzék. gyakorlat Mérőhasábok, mérési eredmény megadása.
Méréstechnika II. ek FSZ képzésben részt vevők részére Összeállította: Horváthné Drégelyi-Kiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 009 Tartalomjegyzék. gyakorlat Mérőhasábok, mérési eredmény megadása.
Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
4. mérés Kúpszög mérése
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Mechatronika, Optika és Gépészeti Informatika Tanszék 4. mérés Kúpszög mérése Segédlet a Méréstechnika (BMEGEMIAMG1) Mérés, jelfeldolgozás,
Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Mechatronika, Optika és Gépészeti Informatika Tanszék 4. mérés Kúpszög mérése Segédlet a Méréstechnika (BMEGEMIAMG1) Mérés, jelfeldolgozás,
Nemzeti Akkreditáló Hatóság. RÉSZLETEZŐ OKIRAT a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Hatóság RÉSZLETEZŐ OKIRAT a NAH-2-0124/2016 nyilvántartási számú akkreditált státuszhoz A TRIGO PRECÍZIÓS MÉRÉSTECHNIKA Kft. Kalibrálólaboratórium (1102 Budapest, Szent László tér 20.
Nemzeti Akkreditáló Hatóság RÉSZLETEZŐ OKIRAT a NAH-2-0124/2016 nyilvántartási számú akkreditált státuszhoz A TRIGO PRECÍZIÓS MÉRÉSTECHNIKA Kft. Kalibrálólaboratórium (1102 Budapest, Szent László tér 20.
több pontosság Mérőcsap készlet tartóban, pontosság ±0,004 mm Menetidomszer 21-részes, Din 13
 40 DIN EN ISO 9001:2015 SZERINT, REGISZTRÁCIÓS SZÁM: 12 100 12704 TMS több év m k a s c int pontosság Mérőcsap készlet tartóban, pontosság ±0,004 mm különleges acélból gyári szabvány szerint műbizonylattal
40 DIN EN ISO 9001:2015 SZERINT, REGISZTRÁCIÓS SZÁM: 12 100 12704 TMS több év m k a s c int pontosság Mérőcsap készlet tartóban, pontosság ±0,004 mm különleges acélból gyári szabvány szerint műbizonylattal
MarTool Mérési segédeszközök
 A méréstechnikai megoldásoknak a legapróbb részletekig stimmelniük kell. MarStand - teljes támogatás az Ön méréseihez. Számunkra ezt jelenti az EXACTLY! A MarTool mérő- és vizsgálóeszközök nélkülözhetetlen
A méréstechnikai megoldásoknak a legapróbb részletekig stimmelniük kell. MarStand - teljes támogatás az Ön méréseihez. Számunkra ezt jelenti az EXACTLY! A MarTool mérő- és vizsgálóeszközök nélkülözhetetlen
Finommechanikai alkatrész minősítése 1.
 Mechatronika, Optika és Gépészeti Informatika Tanszék kiadva: 2012.02.11. Finommechanikai alkatrész minősítése 1. A mérések helyszíne: D. épület 523-as terem. Az aktuális mérési segédletek a MOGI Tanszék
Mechatronika, Optika és Gépészeti Informatika Tanszék kiadva: 2012.02.11. Finommechanikai alkatrész minősítése 1. A mérések helyszíne: D. épület 523-as terem. Az aktuális mérési segédletek a MOGI Tanszék
Gépipari minőségellenőrzés
 Gépipari minőségellenőrzés ek Gépészmérnök nappali képzésben részt vevők részére Összeállította: Dr. DrégelyiKiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 0 Tartalomjegyzék. gyakorlat Furatok és menetek
Gépipari minőségellenőrzés ek Gépészmérnök nappali képzésben részt vevők részére Összeállította: Dr. DrégelyiKiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 0 Tartalomjegyzék. gyakorlat Furatok és menetek
Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
MUNKAANYAG. Rozovits Zoltán. Geometriai mérések. A követelménymodul megnevezése: A próbagyártás technológiája
 Rozovits Zoltán Geometriai mérések A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-014-30 GEOMETRIAI MÉRÉSEK
Rozovits Zoltán Geometriai mérések A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-014-30 GEOMETRIAI MÉRÉSEK
Gyártástechnológia alapjai Méréstechnika rész. Előadások (3.) 2011.
 2011.") Gyártástechnológia alapjai Méréstechnika rész Előadások (3.) 2011. 1 A hosszméréstechnika alaptételei Abbe féle komparátor elv Az elsőrendű hiba kiküszöbölhető ha a mérendő hosszméret folytatásaként, közös
Gyártástechnológia alapjai Méréstechnika rész Előadások (3.) 2011. 1 A hosszméréstechnika alaptételei Abbe féle komparátor elv Az elsőrendű hiba kiküszöbölhető ha a mérendő hosszméret folytatásaként, közös
Késtartók. Géptartozékok. ostrana Typ 4414. Gyorsváltós késtartó alaptest E405 005 E405 005 060 E405 008 E405 007 E405 006. Méretkódok: 080-180
 Gyorsváltós késtartó alaptest E5 005 Typ ok: 0 - Kivitel: E5 005 0 E5 005 0 E5 005 0 Ø E5 008 E5 007 E5 006 E5 005 E5 009 0 0 0 0 00 ( 8 8 6 6 6 8 8 00 00 ( Q ( R ( S 7 7 57,0,0 7,0 7,0 7,0,5,5,0,0,0,0,0,0,0,0,0
Gyorsváltós késtartó alaptest E5 005 Typ ok: 0 - Kivitel: E5 005 0 E5 005 0 E5 005 0 Ø E5 008 E5 007 E5 006 E5 005 E5 009 0 0 0 0 00 ( 8 8 6 6 6 8 8 00 00 ( Q ( R ( S 7 7 57,0,0 7,0 7,0 7,0,5,5,0,0,0,0,0,0,0,0,0
RÉSZLETEZŐ OKIRAT a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 RÉSZLETEZŐ OKIRAT a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz Az S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium (1184 Budapest, Lakatos út 61-63.) akkreditált
RÉSZLETEZŐ OKIRAT a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz Az S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium (1184 Budapest, Lakatos út 61-63.) akkreditált
RÉSZLETEZŐ OKIRAT (2) a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 a NAH /2016 nyilvántartási számú akkreditált státuszhoz") RÉSZLETEZŐ OKIRAT (2) a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium 2142
RÉSZLETEZŐ OKIRAT (2) a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium 2142
MUNKAANYAG. Lévay Károly. Mechanikai alapmérések. A követelménymodul megnevezése: Gépjármű karbantartás I.
 Lévay Károly Mechanikai alapmérések A követelménymodul megnevezése: Gépjármű karbantartás I. A követelménymodul száma: 0674-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-50 MECHANIKAI ALAPMÉRÉSEK
Lévay Károly Mechanikai alapmérések A követelménymodul megnevezése: Gépjármű karbantartás I. A követelménymodul száma: 0674-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-50 MECHANIKAI ALAPMÉRÉSEK
éve több mint pontosság Mérőcsap klt. tartóval, műbizonylattal, pontosság ± 0,004 mm Menetes idomszer klt. 21 részes, DIN 13
 ÉRVÉNYES: 2018 JÚNIUS 30-IG. éve több mint pontosság Mérőcsap klt. tartóval, műbizonylattal, pontosság ± 0,004 mm speciális acél műbizonylattal hossz: 50 mm pontosság: +/- 0,004 mm emelkedés: 0,01 mm 100
ÉRVÉNYES: 2018 JÚNIUS 30-IG. éve több mint pontosság Mérőcsap klt. tartóval, műbizonylattal, pontosság ± 0,004 mm speciális acél műbizonylattal hossz: 50 mm pontosság: +/- 0,004 mm emelkedés: 0,01 mm 100
54 520 01 0000 00 00 Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás
 11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
International GTE Conference MANUFACTURING 2012. 14-16 November, 2012 Budapest, Hungary. Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
 International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
Elsőként ellenőrizzük, hogy a 2,5mm átmérőjű golyóval vizsgálható-e az adott vastagságú próbadarab.
 1 Keménységmérés minta példa Brinell keme nyse gme re s minta pe lda A Feladat: Határozza meg a kapott próbadarab Brinell keménységét HPO 250-es típusú keménység mérőgép segítségével. A méréssorán a próbadarab
1 Keménységmérés minta példa Brinell keme nyse gme re s minta pe lda A Feladat: Határozza meg a kapott próbadarab Brinell keménységét HPO 250-es típusú keménység mérőgép segítségével. A méréssorán a próbadarab
Méréselmélet és mérőrendszerek 2. ELŐADÁS (1. RÉSZ)
") Méréselmélet és mérőrendszerek 2. ELŐADÁS (1. RÉSZ) KÉSZÍTETTE: DR. FÜVESI VIKTOR 2016. 10. Mai témáink o A hiba fogalma o Méréshatár és mérési tartomány M é r é s i h i b a o A hiba megadása o A hiba
Méréselmélet és mérőrendszerek 2. ELŐADÁS (1. RÉSZ) KÉSZÍTETTE: DR. FÜVESI VIKTOR 2016. 10. Mai témáink o A hiba fogalma o Méréshatár és mérési tartomány M é r é s i h i b a o A hiba megadása o A hiba
MÉRÉSTECHNIKA. Mérés története I. Mérés története III. Mérés története II. A mérésügy jogi szabályozása Magyarországon. A mérés szerepe a mai világban
 Mérés története I. MÉRÉSTECHNIKA - A mérés első jogi szabályozása (i.e. 3000): Halálbüntetésre számíthat aki elmulasztja azon kötelességét, hogy "Ami számítható, azt számítsd ki, ami mérhető, azt mérd
Mérés története I. MÉRÉSTECHNIKA - A mérés első jogi szabályozása (i.e. 3000): Halálbüntetésre számíthat aki elmulasztja azon kötelességét, hogy "Ami számítható, azt számítsd ki, ami mérhető, azt mérd
(11) Lajstromszám: E (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000004045T2! (19) HU (11) Lajstromszám: E 004 045 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 770559 (22) A bejelentés napja:
!HU000004045T2! (19) HU (11) Lajstromszám: E 004 045 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 770559 (22) A bejelentés napja:
Mérőeszköz webáruház : http://www.controlmax.hu/webshop. Érvényes : 2010.06.01-től 1 / 7
 KALIBRÁLÁSI ÁRLISTA Control-Max Szolgáltató És Kereskedelmi Kft H-2840, Oroszlány, Gábor Áron út 11. Telefon : +36 (20) 9840-694 Telefax: +36 (34) 364-575 E-mail : info@controlmax.hu Web : http://www.controlmax.hu
KALIBRÁLÁSI ÁRLISTA Control-Max Szolgáltató És Kereskedelmi Kft H-2840, Oroszlány, Gábor Áron út 11. Telefon : +36 (20) 9840-694 Telefax: +36 (34) 364-575 E-mail : info@controlmax.hu Web : http://www.controlmax.hu
Orbitool Sorjázó szerszám
 Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
Méretlánc átrendezés a gyakorlatban
 Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/
 DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/ ÖSSZEÁLLÍTOTTA: DEÁK KRISZTIÁN 2013 Az SPM BearingChecker
DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/ ÖSSZEÁLLÍTOTTA: DEÁK KRISZTIÁN 2013 Az SPM BearingChecker
MUNKAANYAG. Földi László. A gépiparban alkalmazott méret-, alak- és helyzetellenőrzések. A követelménymodul megnevezése:
 Földi László A gépiparban alkalmazott méret-, alak- és helyzetellenőrzések A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László A gépiparban alkalmazott méret-, alak- és helyzetellenőrzések A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Geometriai mérés külső és belső felületek mérése
 Gruber Györgyné Geometriai mérés külső és belső felületek mérése A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem
Gruber Györgyné Geometriai mérés külső és belső felületek mérése A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem
Áttekintés 4. csoport SÁG ÚJDON MÉK ÚJ TER MÉK ÚJ TER 4/9 4/24 MÉK ÚJ TER 4/106 MÉK MÉK ÚJ TER ÚJ TER 4/111 MÉK MÉK ÚJ TER ÚJ TER 4/116
 Áttekintés 4. csoport 4/4 4/10 4/24 MÉK ÚJ TER MÉK ÚJ TER ÚJDON SÁG 4/37 4/41 4/45 4/59 4/64 4/65 4/71 4/71 4/72 4/76 4/77 4/79 4/9 4/41 ÚJ TER MÉK 4/106 4/82 4/85 4/88 ÚJ TER MÉK ÚJ TER MÉK 4/100 4/100
Áttekintés 4. csoport 4/4 4/10 4/24 MÉK ÚJ TER MÉK ÚJ TER ÚJDON SÁG 4/37 4/41 4/45 4/59 4/64 4/65 4/71 4/71 4/72 4/76 4/77 4/79 4/9 4/41 ÚJ TER MÉK 4/106 4/82 4/85 4/88 ÚJ TER MÉK ÚJ TER MÉK 4/100 4/100
Méréselmélet és mérőrendszerek
 Méréselmélet és mérőrendszerek 6. ELŐADÁS KÉSZÍTETTE: DR. FÜVESI VIKTOR 2016. 10. Mai témáink o A hiba fogalma o Méréshatár és mérési tartomány M é r é s i h i b a o A hiba megadása o A hiba eredete o
Méréselmélet és mérőrendszerek 6. ELŐADÁS KÉSZÍTETTE: DR. FÜVESI VIKTOR 2016. 10. Mai témáink o A hiba fogalma o Méréshatár és mérési tartomány M é r é s i h i b a o A hiba megadása o A hiba eredete o
A MarStand stabil bázist ad mérőeszközeinek a hibamentes mérési eredmények érdekében. Számunkra ezt jelenti az EXACTLY!
 A MarStand stabil bázist ad mérőeszközeinek a hibamentes mérési eredmények érdekében. Számunkra ezt jelenti az EXACTLY! A MarStand mérőállványok, mérőasztalok és ütésvizsgáló készülékek stabil felépítésükkel
A MarStand stabil bázist ad mérőeszközeinek a hibamentes mérési eredmények érdekében. Számunkra ezt jelenti az EXACTLY! A MarStand mérőállványok, mérőasztalok és ütésvizsgáló készülékek stabil felépítésükkel
ASTER motorok. Felszerelési és használati utasítás
 1. oldal ASTER motorok Felszerelési és használati utasítás A leírás fontossági és bonyolultsági sorrendben tartalmazza a készülékre vonatkozó elméleti és gyakorlati ismereteket. A gyakorlati lépések képpel
1. oldal ASTER motorok Felszerelési és használati utasítás A leírás fontossági és bonyolultsági sorrendben tartalmazza a készülékre vonatkozó elméleti és gyakorlati ismereteket. A gyakorlati lépések képpel
Akkreditált kalibráló és vizsgáló laboratórium
 A Kalibra59 Bt akkreditált kalibráló és vizsgáló laboratóriuma a kalibrálásokat az Önök igényei szerint végezheti akár laboratóriumban, Címünk: 2151. Fót, Béke u. 72 Nyitva tartás: munkanapokon 8-17 óráig
A Kalibra59 Bt akkreditált kalibráló és vizsgáló laboratóriuma a kalibrálásokat az Önök igényei szerint végezheti akár laboratóriumban, Címünk: 2151. Fót, Béke u. 72 Nyitva tartás: munkanapokon 8-17 óráig
MUNKAANYAG. Vilandné Bertha Mária. Felvételi vázlat készítése. A követelménymodul megnevezése: CAD-ismeretek
 Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
A készítmény leírása
 A készítmény leírása Bevezetõ A sablon a postforming lapok eredményes összekapcsolására szolgál. Az áttetsző műanyag szerkezete, az egyes elemek egyértelmű leírása a sablonba vésve, több összefüggő ütköző,
A készítmény leírása Bevezetõ A sablon a postforming lapok eredményes összekapcsolására szolgál. Az áttetsző műanyag szerkezete, az egyes elemek egyértelmű leírása a sablonba vésve, több összefüggő ütköző,
TESA HITS. Nagy pontosságú minőségi mérőműszerek a lehető legjobb áron. HexagonMI.com TESAtechnology.com
 TECHNOLOGY TESA HITS Verzió HU-EUR Nagy pontosságú minőségi mérőműszerek a lehető legjobb on Érvényes: 30.06.2018-ig - Az ak ÁFA nélkül értendők HexagonMI.com TESAtechnology.com TECHNOLOGY TESA MICRO-HITE
TECHNOLOGY TESA HITS Verzió HU-EUR Nagy pontosságú minőségi mérőműszerek a lehető legjobb on Érvényes: 30.06.2018-ig - Az ak ÁFA nélkül értendők HexagonMI.com TESAtechnology.com TECHNOLOGY TESA MICRO-HITE
Haimer Univerzális 3D-Taster
 HaimerUniverzális3D-Taster (órásésdigitáliskivitel) Az univerzális 3D-s tapintó maró- és szikraforgácsoló gépek nagy pontosságú és sokoldalú mérıeszköze. Segítségével gyorsanéspontosanlehetpozícionálniamarógéporsótvagy
HaimerUniverzális3D-Taster (órásésdigitáliskivitel) Az univerzális 3D-s tapintó maró- és szikraforgácsoló gépek nagy pontosságú és sokoldalú mérıeszköze. Segítségével gyorsanéspontosanlehetpozícionálniamarógéporsótvagy
TESA HITS QUALITY DRIVES PRODUCTIVITY
 TESA Hits Érvényes 2016.06.30-ig Az ak ÁFA nélkül értendők Version HU EUR TESA HITS QUALITY DRIVES PRODUCTIVITY NEW TWIN-T10 Hordozható kijelző induktív tapintókhoz Nagy kijelző, könnyű leolvasás Kivételesen
TESA Hits Érvényes 2016.06.30-ig Az ak ÁFA nélkül értendők Version HU EUR TESA HITS QUALITY DRIVES PRODUCTIVITY NEW TWIN-T10 Hordozható kijelző induktív tapintókhoz Nagy kijelző, könnyű leolvasás Kivételesen
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
MUNKAANYAG. Dzúró Zoltán. Esztergált munkadarabok méret- és alakpontosságának és felületminőségének mérése
 Dzúró Zoltán Esztergált munkadarabok méret- és alakpontosságának és felületminőségének mérése A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Dzúró Zoltán Esztergált munkadarabok méret- és alakpontosságának és felületminőségének mérése A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
A forgójeladók mechanikai kialakítása
 A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
Felhasználói kézikönyv
 Felhasználói kézikönyv 6688F Digitális Szigetelési Ellenállás Mérő TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Biztonsági figyelmeztetések... 2 3. Műszaki jellemzők... 2 4. Előlap és kezelőszervek... 3 5. Mérési
Felhasználói kézikönyv 6688F Digitális Szigetelési Ellenállás Mérő TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Biztonsági figyelmeztetések... 2 3. Műszaki jellemzők... 2 4. Előlap és kezelőszervek... 3 5. Mérési
Felhasználói kézikönyv
 Felhasználói kézikönyv 6234C Fordulatszámmérő TARTALOMJEGYZÉK 1. Termékjellemzők... 2 2. Műszaki jellemzők... 2 3. Előlap és kezelőszervek... 2 4. Működési leírás... 3 5. Mérési folyamat... 4 6. Elem cseréje...
Felhasználói kézikönyv 6234C Fordulatszámmérő TARTALOMJEGYZÉK 1. Termékjellemzők... 2 2. Műszaki jellemzők... 2 3. Előlap és kezelőszervek... 2 4. Működési leírás... 3 5. Mérési folyamat... 4 6. Elem cseréje...
1. mérés Finommechanikai alkatrész minősítése
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Mechatronika, Optika és Gépészeti Informatika Tanszék 1. mérés Finommechanikai alkatrész minősítése Segédlet a Méréstechnika (BMEGEMIAMG1)
Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Mechatronika, Optika és Gépészeti Informatika Tanszék 1. mérés Finommechanikai alkatrész minősítése Segédlet a Méréstechnika (BMEGEMIAMG1)
Geometriai mérések, külső-, és belső felületek mérése
 Gruber Györgyné Geometriai mérések, külső-, és belső felületek mérése A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem
Gruber Györgyné Geometriai mérések, külső-, és belső felületek mérése A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem
Hercules tolókapu motor szerelési leírás
 Hercules tolókapu motor szerelési leírás 1 2 Figyelem! Ezen kézikönyvben lévő telepítést csak szakképzett műszaki személy végezheti és nem a végfelhasználó. A telepítést végző szerepe, hogy tájékoztassa
Hercules tolókapu motor szerelési leírás 1 2 Figyelem! Ezen kézikönyvben lévő telepítést csak szakképzett műszaki személy végezheti és nem a végfelhasználó. A telepítést végző szerepe, hogy tájékoztassa
NYOMATÉK SZERSZÁMOK PONTOSSÁG ÉS MEGBÍZHATÓSÁG
 NYOMATÉK SZERSZÁMOK PONTOSSÁG ÉS MEGBÍZHATÓSÁG Elektronikus nyomatékkulcsok Elektronikus nyomatékkulcsok A cserélhető fej-rendszer lehetővé teszi racsni, vagy fix kulcsnyílású feltűző használatát Átkapcsolható
NYOMATÉK SZERSZÁMOK PONTOSSÁG ÉS MEGBÍZHATÓSÁG Elektronikus nyomatékkulcsok Elektronikus nyomatékkulcsok A cserélhető fej-rendszer lehetővé teszi racsni, vagy fix kulcsnyílású feltűző használatát Átkapcsolható
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT /2015 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT20293/2015 nyilvántartási számú akkreditált státuszhoz A CQSZ EUROPE Méréstechnikai és Kalibráló Kft. Kalibráló Laboratórium (8000 Székesfehérvár, Berényi
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT20293/2015 nyilvántartási számú akkreditált státuszhoz A CQSZ EUROPE Méréstechnikai és Kalibráló Kft. Kalibráló Laboratórium (8000 Székesfehérvár, Berényi
EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Most próbálja ki: USB ready Induló készlet csak 149 EUR AKCIÓS ÁRAK ÉRVÉNYESEK 2007 MÁJUS 31-IG
 - + M A H R L I G H T S Most próbálja ki: USB ready Induló készlet csak 149 EUR AKCIÓS ÁRAK ÉRVÉNYESEK 2007 MÁJUS 31-IG - 16EW típusú digitális tolómérő 109,-- IP67 0 (Kijelző nullázása) mm/inch PRESET
- + M A H R L I G H T S Most próbálja ki: USB ready Induló készlet csak 149 EUR AKCIÓS ÁRAK ÉRVÉNYESEK 2007 MÁJUS 31-IG - 16EW típusú digitális tolómérő 109,-- IP67 0 (Kijelző nullázása) mm/inch PRESET
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Használati útmutató. Flipcut TM. A szerszám használata
 Használati útmutató Flipcut TM A szerszám használata MEGJEGYZÉS: Az alábbiakban részletezett műveleti sorrend a furat elején a kúpsüllyesztés, a furat végén pedig a visszasüllyesztés hagyományos pengével,
Használati útmutató Flipcut TM A szerszám használata MEGJEGYZÉS: Az alábbiakban részletezett műveleti sorrend a furat elején a kúpsüllyesztés, a furat végén pedig a visszasüllyesztés hagyományos pengével,
Mélységmérő mikrométer Oldal 223. Mélységmérő Oldal 226. Mélységmérő tartozékok Oldal 232
 Mélységmérők Mélységmérő mikrométer Oldal 223 Mélységmérő Oldal 226 Mélységmérő tartozékok Oldal 232 222 Skála Méréstartomány Orsóemelkedés Beépíthető mikrométer (0-25 ) Alap síklapúsága Rúd mérőfelület
Mélységmérők Mélységmérő mikrométer Oldal 223 Mélységmérő Oldal 226 Mélységmérő tartozékok Oldal 232 222 Skála Méréstartomány Orsóemelkedés Beépíthető mikrométer (0-25 ) Alap síklapúsága Rúd mérőfelület
Mit nevezünk nehézségi erőnek?
 Mit nevezünk nehézségi erőnek? Azt az erőt, amelynek hatására a szabadon eső testek g (gravitációs) gyorsulással esnek a vonzó test centruma felé, nevezzük nehézségi erőnek. F neh = m g Mi a súly? Azt
Mit nevezünk nehézségi erőnek? Azt az erőt, amelynek hatására a szabadon eső testek g (gravitációs) gyorsulással esnek a vonzó test centruma felé, nevezzük nehézségi erőnek. F neh = m g Mi a súly? Azt
MUNKAANYAG. Földi László. Szögmérések, külső- és belső kúpos felületek mérése. A követelménymodul megnevezése:
 Földi László Szögmérések, külső- és belső kúpos felületek mérése A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem azonosító
Földi László Szögmérések, külső- és belső kúpos felületek mérése A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem azonosító
7. Koordináta méréstechnika
 7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
Méréstechnikai alapfogalmak
 Méréstechnikai alapfogalmak 1 Áttekintés Tulajdonság, mennyiség Mérés célja, feladata Metrológia fogalma Mérıeszközök Mérési hibák Mérımőszerek metrológiai jellemzıi Nemzetközi mértékegységrendszer Munka
Méréstechnikai alapfogalmak 1 Áttekintés Tulajdonság, mennyiség Mérés célja, feladata Metrológia fogalma Mérıeszközök Mérési hibák Mérımőszerek metrológiai jellemzıi Nemzetközi mértékegységrendszer Munka
ELÕZETES MÛVELETEK ELEKTROMOS ANYAGOK RÉSZ
 ELÕZETES MÛVELETEK Az automata berendezést úgy dolgozták ki, hogy maximum 5 méter magas kapuhoz alkalmazható 400 mm-es mûködtetõkkel, és maximum 4 m-hez 300 mm-es mûködtetõkkel. Használható könnyû, nehéz,
ELÕZETES MÛVELETEK Az automata berendezést úgy dolgozták ki, hogy maximum 5 méter magas kapuhoz alkalmazható 400 mm-es mûködtetõkkel, és maximum 4 m-hez 300 mm-es mûködtetõkkel. Használható könnyû, nehéz,
Alámetszés. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Alámetszett alkatrészek gyártása
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Rádiókommunikációval is Az adatokat szabad rádiófrekvencián sugározza az őt lekérdező AQUADAT készüléknek.
 - Műszaki adatok - Bekötés - Érzékelők - Levegő tisztítású ph armatúra - Nyomás alatt szerelhető ph armatúra Rádiókommunikációval is Az adatokat szabad rádiófrekvencián sugározza az őt lekérdező AQUADAT
- Műszaki adatok - Bekötés - Érzékelők - Levegő tisztítású ph armatúra - Nyomás alatt szerelhető ph armatúra Rádiókommunikációval is Az adatokat szabad rádiófrekvencián sugározza az őt lekérdező AQUADAT
Tűrés. szóródás terjedelme
 GE2FB 1 Lektorálás előtti, nem végleges anyag Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. /
GE2FB 1 Lektorálás előtti, nem végleges anyag Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. /
BÕVÍTETT RÉSZLETEZÕ OKIRAT (1)
") Nemzeti Akkreditáló Testület BÕVÍTETT RÉSZLETEZÕ OKIRAT (1) a NAT-2-0147/2008 nyilvántartási számú akkreditált státuszhoz Az S+V Engineering Kereskedelmi és Szolgáltató Kft. (1184 Budapest, Lakatos u.
Nemzeti Akkreditáló Testület BÕVÍTETT RÉSZLETEZÕ OKIRAT (1) a NAT-2-0147/2008 nyilvántartási számú akkreditált státuszhoz Az S+V Engineering Kereskedelmi és Szolgáltató Kft. (1184 Budapest, Lakatos u.
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
Legnagyobb anyagterjedelem feltétele
 Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
Akciós úszókapu vasalat szett!
 Bemutatóterem és raktár: 1183 Budapest, Akadály u. 15 Bejárat a Nefelejcs u. felől! Telefon: +36 1 297 33 96 info@polswat.hu Nyitva: H-Cs: 8-17:00 Magyarország Kft. Mobil:+36 30 633 21 60 www.polswatbolt.hu
Bemutatóterem és raktár: 1183 Budapest, Akadály u. 15 Bejárat a Nefelejcs u. felől! Telefon: +36 1 297 33 96 info@polswat.hu Nyitva: H-Cs: 8-17:00 Magyarország Kft. Mobil:+36 30 633 21 60 www.polswatbolt.hu
Rend. szám. Ft-tól. Rend. szám Méréstartomány Mérőpofa hossz Ft/db
 Mérőeszköz AJÁNLAT 2017 NR. 20 Érvényes: 2017.12.31. Minősítés: DIN EN ISO 9001:2015 Regisztációs szám 12 100 12704 TMS Digitális tolómérő, induktív mérőrendszer, DIN 862 IP 67 víz és porálló IP67 Víz
Mérőeszköz AJÁNLAT 2017 NR. 20 Érvényes: 2017.12.31. Minősítés: DIN EN ISO 9001:2015 Regisztációs szám 12 100 12704 TMS Digitális tolómérő, induktív mérőrendszer, DIN 862 IP 67 víz és porálló IP67 Víz
BEÉPÍTHETŐ BELTÉRI LÁMPATESTEK R7s FOGLALATÚ HALOGÉN FÉNYFORRÁSOKHOZ. Műszaki ismertető
 BEÉPÍTHETŐ BELTÉRI LÁMPATESTEK R7s FOGLALATÚ HALOGÉN FÉNYFORRÁSOKHOZ Műszaki ismertető A beltéri lámpatesteket különféle közösségi intézmények helyiségeiben (pl. irodák, kiállítótermek, oktatási és egészségügyi
BEÉPÍTHETŐ BELTÉRI LÁMPATESTEK R7s FOGLALATÚ HALOGÉN FÉNYFORRÁSOKHOZ Műszaki ismertető A beltéri lámpatesteket különféle közösségi intézmények helyiségeiben (pl. irodák, kiállítótermek, oktatási és egészségügyi
Piri Dávid. Mérőállomás célkövető üzemmódjának pontossági vizsgálata
 Piri Dávid Mérőállomás célkövető üzemmódjának pontossági vizsgálata Feladat ismertetése Mozgásvizsgálat robot mérőállomásokkal Automatikus irányzás Célkövetés Pozíció folyamatos rögzítése Célkövető üzemmód
Piri Dávid Mérőállomás célkövető üzemmódjának pontossági vizsgálata Feladat ismertetése Mozgásvizsgálat robot mérőállomásokkal Automatikus irányzás Célkövetés Pozíció folyamatos rögzítése Célkövető üzemmód
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Felhasználói útmutató
 Felhasználói útmutató Dönthető i tartó sík képernyős televíziókhoz Maximális terhelhetőség: 30kg(66lbs) MEGJEGYZÉS: Olvassa el a teljes útmutatót, mielőtt megkezdené az üzembe helyezést és az összeszerelést!
Felhasználói útmutató Dönthető i tartó sík képernyős televíziókhoz Maximális terhelhetőség: 30kg(66lbs) MEGJEGYZÉS: Olvassa el a teljes útmutatót, mielőtt megkezdené az üzembe helyezést és az összeszerelést!
Felhasználói kézikönyv
 Felhasználói kézikönyv 4100 Digitális Földelési Ellenállás Mérő TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Biztonsági figyelmeztetések... 2 3. Műszaki jellemzők... 2 4. Mérési tulajdonságok... 3 5. Előlap és
Felhasználói kézikönyv 4100 Digitális Földelési Ellenállás Mérő TARTALOMJEGYZÉK 1. Bevezetés... 2 2. Biztonsági figyelmeztetések... 2 3. Műszaki jellemzők... 2 4. Mérési tulajdonságok... 3 5. Előlap és
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Mérőeszköz A fejezet áttekintése
 A fejezet áttekintése Órakijelzésű kézi mérőeszközök : mérő- és vizsgálóeszközök 618 Vastagságmérő készülékek 701 Kézi mérőeszközök Gyorstapintók 703 Tolómérők 620 Központosító készülékek 705 Mélységmérő-tolómérő
A fejezet áttekintése Órakijelzésű kézi mérőeszközök : mérő- és vizsgálóeszközök 618 Vastagságmérő készülékek 701 Kézi mérőeszközök Gyorstapintók 703 Tolómérők 620 Központosító készülékek 705 Mélységmérő-tolómérő
1.1 Emisszió, reflexió, transzmisszió
 1.1 Emisszió, reflexió, transzmisszió A hőkamera által észlelt hosszú hullámú sugárzás - amit a hőkamera a látómezejében érzékel - a felület emissziójának, reflexiójának és transzmissziójának függvénye.
1.1 Emisszió, reflexió, transzmisszió A hőkamera által észlelt hosszú hullámú sugárzás - amit a hőkamera a látómezejében érzékel - a felület emissziójának, reflexiójának és transzmissziójának függvénye.
RÉSZLETEZŐ OKIRAT a NAH /2017 nyilvántartási számú akkreditált státuszhoz
 RÉSZLETEZŐ OKIRAT a NAH-2-0256/ nyilvántartási számú akkreditált státuszhoz D.E.Á.K. Irányítástechnikai Kft. Kalibráló Laboratórium (2400 Dunaújváros, Verebély László utca 8.) akkreditált területe I. Az
RÉSZLETEZŐ OKIRAT a NAH-2-0256/ nyilvántartási számú akkreditált státuszhoz D.E.Á.K. Irányítástechnikai Kft. Kalibráló Laboratórium (2400 Dunaújváros, Verebély László utca 8.) akkreditált területe I. Az
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
A sokoldalú mérési feladatok gyors elvégzéséhez olyan univerzális mérőeszközre van szüksége, mint a Multimar. Számunkra ezt jelenti az EXACTLY!
 A sokoldalú mérési feladatok gyors elvégzéséhez olyan univerzális mérőeszközre van szüksége, mint a Multimar. Számunkra ezt jelenti az EXACTLY! Legyen szó fogazásról, ről, kúpról vagy beszúrásról: A Multimar
A sokoldalú mérési feladatok gyors elvégzéséhez olyan univerzális mérőeszközre van szüksége, mint a Multimar. Számunkra ezt jelenti az EXACTLY! Legyen szó fogazásról, ről, kúpról vagy beszúrásról: A Multimar
KOMBINÁLT GÉRVÁGÓ FŰRÉSZ LS1040. Használati utasítás
 MAKITA KOMBINÁLT GÉRVÁGÓ FŰRÉSZ LS1040 Használati utasítás (1) Alapkeret (2) Hatlapfejű csavar (3) Tehermentesítő lap (4) Anyacsavar (5) Csavar (6) Tengelyburkolat (7) Dugókulcs (8) Tengelyrögzítő (9)
MAKITA KOMBINÁLT GÉRVÁGÓ FŰRÉSZ LS1040 Használati utasítás (1) Alapkeret (2) Hatlapfejű csavar (3) Tehermentesítő lap (4) Anyacsavar (5) Csavar (6) Tengelyburkolat (7) Dugókulcs (8) Tengelyrögzítő (9)
ZSG-3 központosító satu
 New 2013. szeptember Új termékek forgácsoló szakemberek számára ZSG-3 központosító satu Biztos, pontos és rugalmas megmunkálás TOTL TOOLING = INŐSÉG x SZOLGÁLTTÁS 2 WNT agyarország Kft. adarász Viktor
New 2013. szeptember Új termékek forgácsoló szakemberek számára ZSG-3 központosító satu Biztos, pontos és rugalmas megmunkálás TOTL TOOLING = INŐSÉG x SZOLGÁLTTÁS 2 WNT agyarország Kft. adarász Viktor
28 SZORÍTÓK & TARTOZÉKOK
 28 SZORÍTÓK & TARTOZÉKOK 312 siegmund 28 Szorítók 314 Oldal Professional Csavaros rögzítő 316 Professional Csavaros rögzítő XL 318 Professional Csavaros rögzítő 45 /90 320 Professional gyorsfeszítős szorító
28 SZORÍTÓK & TARTOZÉKOK 312 siegmund 28 Szorítók 314 Oldal Professional Csavaros rögzítő 316 Professional Csavaros rögzítő XL 318 Professional Csavaros rögzítő 45 /90 320 Professional gyorsfeszítős szorító
MÉRETELLENŐRZŐ- ESZKÖZÖK
 04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
RÉSZLETEZŐ OKIRAT (2) a NAH /2017 nyilvántartási számú akkreditált státuszhoz
 a NAH /2017 nyilvántartási számú akkreditált státuszhoz") RÉSZLETEZŐ OKIRAT (2) a NAH-2-0313/2017 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: TooLIMPEX Metrológia Kft. Kalibráló laboratórium 1171 Budapest, Pányva u. 6.
RÉSZLETEZŐ OKIRAT (2) a NAH-2-0313/2017 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: TooLIMPEX Metrológia Kft. Kalibráló laboratórium 1171 Budapest, Pányva u. 6.
MANFORD MF-B170 MANFORD MF-B180 MANFORD MF-B185 Alaplemezes marógép Gépkönyv
 MANFORD MF-B170 MANFORD MF-B180 MANFORD MF-B185 Alaplemezes marógép Gépkönyv NCT Ipari Elektronikai Kft. 1 / 32 Dátum:2013.06.14. 1. FEJEZET: BIZTONSÁGI UTASÍTÁSOK 1. A szerszámgép kizárólag fém munkadarabok
MANFORD MF-B170 MANFORD MF-B180 MANFORD MF-B185 Alaplemezes marógép Gépkönyv NCT Ipari Elektronikai Kft. 1 / 32 Dátum:2013.06.14. 1. FEJEZET: BIZTONSÁGI UTASÍTÁSOK 1. A szerszámgép kizárólag fém munkadarabok
Forgató hajtások SAEx 07.2 SAEx 16.2 SAREx 07.2 SAREx 16.2 hajtómű vezérléssel AUMA MATIC AMExC 01.1
 Forgató hajtások SAEx 07.2 SAEx 16.2 SAREx 07.2 SAREx 16.2 hajtómű vezérléssel AUMA MATIC AMExC 01.1 Üzemeltetési utasítás Szerelés, kezelés, üzembe helyezés Tartalomjegyzék AMExC 01.1 Először olvassa
Forgató hajtások SAEx 07.2 SAEx 16.2 SAREx 07.2 SAREx 16.2 hajtómű vezérléssel AUMA MATIC AMExC 01.1 Üzemeltetési utasítás Szerelés, kezelés, üzembe helyezés Tartalomjegyzék AMExC 01.1 Először olvassa
AKCIÓ! Érvényes: november 1-től január 31-ig PRE1278 MITUTOYO AKCIÓ
 AKCIÓ! Érvényes: 2018. november 1-től 2019. január 31-ig MITUTOYO AKCIÓ PRE1278 ADATÁTVITELI RENDSZEREK USB-BEMENETI ESZKÖZ / USB-BEMENET ESZKÖZ DIREKT Ezek az eszközök lehetővé teszik, hogy a Digimatic
AKCIÓ! Érvényes: 2018. november 1-től 2019. január 31-ig MITUTOYO AKCIÓ PRE1278 ADATÁTVITELI RENDSZEREK USB-BEMENETI ESZKÖZ / USB-BEMENET ESZKÖZ DIREKT Ezek az eszközök lehetővé teszik, hogy a Digimatic
Felületminőség. 11. előadás
 Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál