Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz
|
|
|
- Anikó Szalai
- 6 évvel ezelőtt
- Látták:
Átírás



1 MAGYAR TŰZIHORGANYZÓK SZÖVETSÉGE Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz 2010
2 Ajánlás: A tűzihorgany bevonatok kémiai összetétele, vastagsága és hibamentessége döntő mértékben meghatározzák a korrózióval szembeni ellenálló képességüket. Az újonnan megjelent EN ISO 1461: 2009 szabványban a korábbi előíráshoz viszonyítva néhány helyen jelentős változások vannak. A Magyar Tűzihorganyzók Szövetsége az általa legfontosabbnak ítélt pontoknál részletes magyarázatokkal szolgálja az egyszerűbb megértést és alkalmazást. Egyszerű példák, képek bemutatásával támogatja a szabványban rögzítettek minél jobb elsajátítását. Kiadványunkat elsősorban tűzihorganyzott acélszerkezetek tervezőinek, gyártóinak és minőségügyi szakembereknek ajánljuk, de fontos információkat találnak benne a termékek felhasználói is. Kiadja: A Magyar Tűzihorganyzók Szövetsége 2400 Dunaújváros, Gőzmalom u info@hhga.hu Tartalom: Oldal A szabvány kiadásának előzményei Alkalmazási terület Rendelkező hivatkozások Fogalmak, szakkifejezések Általános követelmények Átvételi vizsgálat és mintavétel A bevonat tulajdonságai Műbizonylat A melléklet (előírás): Közlendő információk B melléklet (előírás): Biztonsági és eljárási követelmények C melléklet (tájékoztatás): Bevonat nélküli vagy sérült területek javítása D melléklet (tájékoztatás): A rétegvastagság meghatározása E melléklet (tájékoztatás): Tűzihorganyzással kialakított bevonatok korrózióval szembeni ellenálló képessége Figyelem! A tájékoztató kiadványban megtalálható információkat a Magyar Tűzihorganyzók Szövetsége a legnagyobb gondossággal állította össze. Ugyanakkor nem vállal felelősséget a kiadvány használatából eredően bekövetkező kárért és veszteségért. A dokumentumban található információk, képek bármilyen formátumú sokszorosítása csak a kiadó írásos engedélyével történhet.
3 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz 1 Ez a kiadvány nem helyettesíti a magyar nyelven megjelent és az eredeti angol nyelvű szabványt, csak magyarázat az európai szabvány magyar nyelvű változatához. A magyar nyelvű változatot (MSZ EN ISO 1461: 2009) a Magyar Szabványügyi Testület tette közzé, alkalmazása a vonatkozó törvény (1995. évi XXVIII tv. 6. ) alapján önkéntes. Azaz alkalmazása a tűzihorganyzó és a megrendelő közötti megállapodástól függ. A felek megállapodhatnak ettől eltérő szabvány szerinti tűzihorganyzásban is (pl.: korábbi és más nemzeti szabványok előírásaiban). A magyar nyelvű szabvány forrása az európai szabvány (EN ISO 1461: 2009) augusztus 1-jén kiadott angol nyelvű szövege. Szürkével kiemelve a magyar nyelvű kiadásból pontosan idézett részek szerepelnek. A szabvány kiadásának előzményei A tűzihorgany bevonatok minőségére vonatkozó előírásokat évtizedeken keresztül minden európai országban nemzeti szabványok tartalmazták. Az európai és nemzetközi együttműködés kiszélesedése eredményezte, hogy az egyes országok saját szabványaik mellett/helyett bevezették az országok közötti megállapodások útján kialakított nemzetközi szabványokat (ISO, EN). Az MSZ EN ISO 1461: 2000 szabvány bevezetésével Magyarországon visszavonásra került a korábban érvényes magyar szabvány (MSZ : Acélszerkezet tűzimártó eljárással kialakított horganybevonatának követelményei). Az EN ISO 1461:1999 szabvány felülvizsgálata eredményeképpen megújult a nemzetközi szabvány, melyet a CEN (Comité Européen de Normalisation) április 30-án jóváhagyott és májusában EN ISO 1461: 2009 néven új előírás jelent meg. Hazánkban március 1-jével a Magyar Tűzihorganyzók Szövetsége anyagi támogatásával, a Magyar Szabványügyi Testülettel együttműködve jelent meg az MSZ EN ISO 1461: 2009 szabvány. Az előírás az előző kiadáshoz képest több ponton megváltozott. 1. Alkalmazási terület A szabványban foglaltak tűzihorganyzott acélszerkezetekre, öntvényekre vonatkoznak, melyek méretei a legkisebb termékektől (szegek, fittingek) kezdve az egészen nagyméretű (akár tíz méter feletti hosszúság) terjedhetnek. Ezek készregyártott darabok, melyeket önállóan, vagy összeszerelés után használnak fel. Utólagos megmunkálásuk a horganyréteg károsodása nélkül nem lehetséges. Az ilyen acéldarabokra kerülő bevonatokat olyan összetételű fémolvadékba történő bemerítés közben állítják elő, mely a horganyon (Zn) kívül legfeljebb 2% egyéb más fémet tartalmaz. Zsírtalanító Öblítő Pácoló Öblítő Fluxáló Szárító Horganyzó Utókezelő Az acélszerkezetek tűzihorganyzási eljárása Nem vonatkozik a szabvány az alábbi termékekre: Folytatólagosan tűzihorganyzott lemezre, huzalra és azokból gyártott termékekre. Automata (vagy félautomata) sorokon tűzihorganyzott csövekre. Olyan speciális acéltermékekre, melyekre külön szabványok vonatkoznak (pl. kötőelemek). Ezek jelen szabványtól eltérő előírásokat tartalmazhatnak.

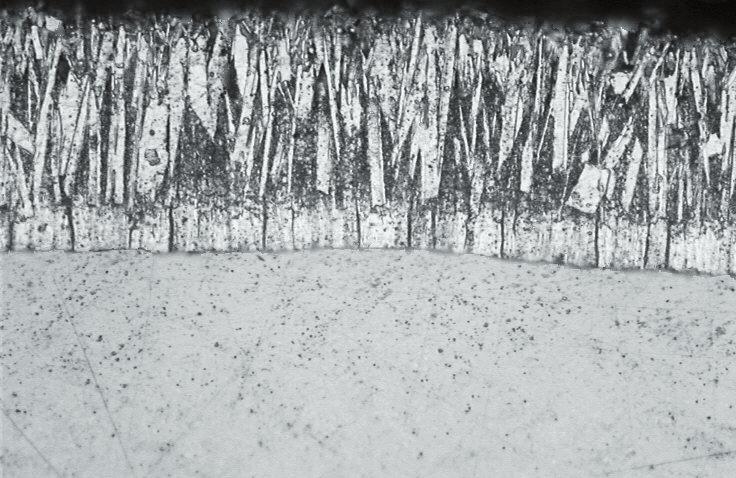
4 2 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz 2. Rendelkező hivatkozások A szabványban található hivatkozások a kiadáskor aktuális előírásokra vonatkoznak. Ezek közül kiemelten kezeljük azokat, melyek a tűzihorganyzott acélszerkezetek felhasználásához közvetlenül kapcsolódnak. A hivatkozott dokumentum legutolsó kiadását (módosításaival együtt) kell figyelembe venni. EN 1179 Horgany és horganyötvözetek. Elsődleges horgany. ISO 1460 Fémes bevonatok. Tűzihorgany-bevonatok vasanyagokon. A felületegységre jutó tömeg gravimetriás meghatározása. ISO 2064 Fémes és más szervetlen bevonatok. A vastagságmérésre vonatkozó fogalommeghatározások és megállapodások. ISO 2178 Nemmágneses bevonatok mágnesezhető alapfelületeken. A bevonatok vastagságának mérése. Mágneses módszer. 3. Fogalmak, szakkifejezések Zárójelben az eredeti angolnyelvű és németnyelvű fogalmak találhatók Tűzihorganyzás (hot dip galvanizing, Feuerverzinken, Stückverzinken) Horganyból és/vagy horgany-vas ötvözetekből álló bevonat előállítása vas- és acéltermékeken az előkészített acél vagy öntöttvas olvasztott horganyba való merítésével. A technológián belül lehetséges olyan bevonatot kialakítani, ahol a horgany-vas ötvözeti rétegek aránya optimális, de lehet ettől eltérő is. Vannak nagy részben horganyból, valamint alig kimutathatóan vékony ötvözeti rétegből álló bevonatok is. Ugyanez megfordítva is előfordulhat, azaz lehetnek tisztán horgany-vas ötvözetből állók minimális vékonyságú tiszta horganyréteggel borítva, vagy a nélkül. Ezek valamennyien e szabvány hatálya alá tartozhatnak Tűzihorgany bevonat (hot dip galvanized coating, Zinküberzug) Tűzihorganyzással kapott bevonat. A fogalom kifejezetten az azt létrehozó technikára és eljárásra utal. Ugyanis horganybevonat néven léteznek más eljárással képzett bevonatok is. Például: galvanizálással kialakított, vagy fémporba ágyazással felhordott horganybevonatok. Az egyes bevonattípusok tulajdonságai között lényeges különbségek vannak A bevonat tömege (coating mass, Masse des Überzugs ) A horgany és/vagy horgany-vas ötvözetek felületegységre jutó teljes tömege. A bevonat tömege gramm per négyzetméterben van kifejezve (g/m 2 ). A tűzihorganyzással kialakított fémréteg nemcsak horganyból, hanem horgany-vas ötvözetekből is áll. Az ötvözeti réteg szerves része a védőbevonatnak, ezt a réteget különféle ötvözeti fázisok alkotják. Horgany Horgany-vas ötvözet Vas Tűzihorgany réteg mikrocsiszolata 3.4. Bevonatvastagság (coating thickness, Über zugs dicke) A horgany és/vagy horgany-vas ötvözetek teljes vastagsága. A vastagság mikrométerben (μm) van kifejezve. A legfelső tiszta horganyfázis és az alatta levő horgany-vas ötvözetek együttesen adják a réteg vastagságát. Ez mikrométer (ezred milliméter) pontossággal mérhető az előírás szerinti mérőműszerekkel (pl. ISO 2178). A bevonat vastagsága a technológiából adódóan nem egyenletes, alakulását elsősorban a vas/acél kémiai összetétele, a felület érdessége befolyásolja (előző képünk).
5 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz Lényeges felület (significant surface, wesentliche Fläche) A termék az a része, amely a bevonattal be van vagy be lesz vonva, és amelynek a használhatósága és/vagy megjelenése szempontjából a bevonat lényeges. A tűzihorganyzási gyakorlat során félreértésre adhat okot a horganybevonat jóságának értelmezése. A védőrétegnek minden esetben elsődleges feladata a szerkezet/szerkezetrész korrózió elleni védelme, egyéb tényezők legtöbbször másodlagosak. Amennyiben például az esztétikai megjelenésnek, vagy felületi simaságnak is kitüntetett jelentősége van, azt a horganyzóval külön megállapodásban kell rögzíteni. Ezeket az elsődleges felületeket (lényeges felületek) egyértelműen meg kell különböztetni a többi felületrésztől. A megkülönböztetés történhet: mintán, rajzon, képen, szövegben. Példák a lényeges felületre: korlátok, oszlopok, stb. kézzel érintkező felületei, acélszerkezetes homlokzatok szemmel jól látható részei, egymásra fekvő felületek (szerelés miatt), nagy lemezfelületek feltűnő részei, tartályok belső felületei (annak ellenére, hogy nem látszik), vagy a felhasználáskor egymáson elcsúszó felületek (pl. tolózárak), stb. Példák a kevésbé lényeges felületekre (ahol a felületi egyenetlenség megengedett lehet): zárt szelvényből készített rácsos acélszerkezetek belső terei, ahol a bevonaton levő egyenetlenségek megengedettek, acélszerkezetes tornyok magasban levő felületei, ahol megengedhető a felületi egyenetlenség, bebetonozásra kerülő horganyzott acéloszlopok betonba kerülő részei, stb Ellenőrzési minta (control sample, Prüfmuster) A tételből a vizsgálatra kivett termék vagy termékcsoport. A szabvány 5. pontja előírja, hogy egy-egy szállítmánynál (tétel) hogyan kell mintát venni. Ettől természetesen a horganyzó és a megrendelő külön írásbeli megállapodással eltérhet Vonatkoztatási terület (reference area, Re ferenz fläche) Az a terület, amelyen belül az önálló méréseket adott számban el kell végezni. A szabvány pontja meghatározza az acélszerkezet lényeges felülete(i) és referencia területe(i) közötti összefüggéseket, azaz a szabványos vizsgálathoz mekkora lényeges felületen mekkora számú vonatkoztatási (referencia) területet kell kijelölni Helyi rétegvastagság (local coating thickness, örtliche Schichtdicke) A bevonatvastagság mágneses vizsgálattal meghatározott számú mérésből számított átlagértéke egy vonatkoztatási területen belül, vagy a bevonatvastagság egy gravimetriás vizsgálatból származó értéke. Egy-egy referencia (vonatkoztatási) felületen belül több mérést kell végrehajtani (6.2.3.). Ezek matematikai átlaga adja a helyi rétegvastagságot. Ebből következően egy referencia felületen belül mért rétegvastagságok között lehetnek a szabványban előírtnál vékonyabb rétegek is, amenynyiben az egy referencia felületen belül mért értékek matematikai átlaga eléri a szabványban előírt értéket. A gravimetriás vizsgálat roncsolással történő ellenőrzés, ezért az ilyen eljárással kapott mérési eredmények automatikusan az átlagos rétegvastagságot adják. Értékeit a szabvány 3. táblázata tartalmazza Átlagos rétegvastagság (mean coating thickness, durchschnittliche Schichtdicke) A helyi rétegvastagságok átlagos értéke. Az előző pontban ismertetett helyi rétegvastagságok összességének matematikai átlaga (tehát az átlagok átlaga) egy darabon, vagy mintacsoporton belül. Ezek nagysága meghaladja a helyi rétegvastagságok előírt értékeit. Értékeit a szabvány 3. táblázata tartalmazza A bevonat helyi tömege (mean coating mass, örtliche Masse des Überzugs)] A bevonat tömegének egyetlen gravimetriás vizsgálatból kapott értéke. A roncsolásos vizsgálatból kapott érték gramm per négyzetméter (g/m 2 ) egységben. Ez az érték

6 4 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz a vizsgálat során lemaratott bevonatból származó tömegveszteség egy négyzetméterre számított tömege. Meghatározása laboratóriumi körülmények között történik. A mintának kijelölt munkadarab bevonata roncsolódik A bevonat átlagos tömege (mean coating mass, durchschnittliche Masse des Überzugs) A bevonattömegeknek az 5. fejezet szerint kiválasztott ellenőrző minta ISO 1460 szerinti vizsgálatokkal meghatározott középértéke, vagy az átlagos rétegvastagság (lásd a 3.9. szakasz) átszámításával meghatározott értéke. Egy-egy vizsgált mintán levő átlagos tömeget nemcsak gravimetriás, hanem roncsolásmentes vizsgálatok eredményeképpen is meg lehet határozni. Az utóbbi meghatározásánál a vizsgálattal kapott átlagértéket (µm) át kell átszámítani az átlagos tömegre (g/m 2 ). Az átszámítás módja: T átl. [g/m 2 ] = V Zn átl. [µm] x 7,2 [g/cm 3 ] ahol: T átl. : a bevonat átlagos tömege V : átlagos rétegvastagság Zn átl. 7,2 g/cm 3 : a horgany névleges sűrűsége Átvételi vizsgálat (acceptance inspection, Abnahmeprüfung) További megállapodások hiányában egy vizsgálati tétel ellenőrző vizsgálata a tűzihorganyzó üzemben. Ez lehet egy darab, kiválasztott több darab, vagy egy, esetleg több termékcsoport Bevonat nélküli terület (uncoated area, Bereich ohne Überzug) A vas-vagy acéltermékeknek azok a területei, amelyeken vashorgany reakció nem jött létre. A bevonat nélküli területeket meg kell különböztetni a bevonat sérüléseitől. A horganyolvadékba merített acélszerkezetek felületén vas-horgany reakció minden olyan területen végbemegy, ahol az alapanyag minősége és felületi tisztasága ezt megengedi, illetve a fémolvadék hozzá tud férni a fémfelülethez (légzsákok nem keletkeznek). Bevonat nélküli felületeket eredményezhetnek a festékes, ragasztós, bitumenes, stb. felületek, nyomai. Ezeken a felületeken nem jön létre vashorgany reakció, így nem tud kialakulni a bevonat. Fontos megjegyzés: a bevonat átlagos és helyi tömegét mindig a minta csak egyik oldalára kell számítani! A rétegvastagság legkisebb értéke (minimum value of the coating thickness, Minimalwert) Egy vonatkoztatási területen belüli legkisebb egyszeri mérési érték gravimetriás vizsgálat esetén, vagy a mérési értékek meghatározott számából kapott legkisebb középérték mágneses vizsgálat esetén. A rétegvastagság legkisebb értéke egy referencia területen (vonatkoztatási területen) belül gravimetriás vizsgálatnál. Mágneses vizsgálatnál a mintán mért helyi rétegvastagságok legkisebb értéke (azaz a legkisebb matematikai középérték) Vizsgálati tétel (inspection lot, Prüfmenge) Egyszeri megrendelés vagy egyszerre leszállított rakomány. Általában a szabvány szerinti megfogalmazás érvényes. Kivételt képez, ha folyamatosan ütemezett be-és kiszállítások vannak. Ilyenkor a horganyzó és a megrendelő között meg kell állapodni a vizsgálatok gyakoriságáról. Ragasztós, festékes, bitumenes, stb. felületek bevonathiányt okoznak Horganyolvadék (zinc melt, Zinkschmelze) Az elsősorban horganyt tartalmazó olvadék tömege. Az olvadék kb. 450 C hőmérsékletű és két részre osztható. A fémfürdő felső fele (kb %-a a teljes olvadékszintnek) a technológiai kezelés helye, ide merítik be a horganyzandó termékeket. Az alsó része a salakszint, ide ülepedik le az ún. keményhorgany (alsó salak). Ebben a zónában nem folyik horganyzás, a fémfürdő aljáról salakot időnként eltávolítják.
 Elsősorban a hegesztett felületek közötti kis résben vagy egy horganyzott termék hegesztési")
7 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz Kiszivárgás hegesztési kötéseknél (weld seepage, Spalt und Porenaustritt an Schweiβverbindungen) Elsősorban a hegesztett felületek közötti kis résben vagy egy horganyzott termék hegesztési varratainak apró üregeiben (tűlyukak) megrekedt, előkezeléshez használt oldat kijutása. Hibás hegesztési varratoknál (vagy körbe nem hegesztett átlapolt felületek esetén) a horganyzási technológia folyadékai bejutnak a felületek közé és onnan nem tudnak maradéktalanul kifolyni, esetleg ki nem tisztított felületek is maradnak. A horganyzás folyamán ezeket a pórusokat, hézagokat a horgany nem tudja elfedni, így a bevonat kihűlése után szennyeződés és folyadékmaradványok (pl. Cl - -ionok) maradnak a részlegesen elzárt hézagokban. Az ilyen szerkezetek felületén a felhasználás során sötét színű, korrozív kifolyások, szivárgások fordulhatnak elő, melyek rontják az acélszerkezet értékét. Kifolyások, szivárgások tűzihorganyzott felületen 4. Általános követelmények 4.1. Általános vonatkozások Ez a szabvány csak a horganyolvadék és a tűzihorganyzással kialakított bevonatokkal szemben támasztott követelményeket tartalmazza. Az acél alapanyaggal és konstrukcióval kapcsolatos előírásokat más szabványokban (MSZ EN , MSZ EN ISO 14713) vannak előírva A horganyolvadék A szabvány e pontja szerint a megolvasztott horgany kémiai összetétele a horganyon kívül a vas (Fe) és ón (Sn) kivételével tömegarányban legfeljebb 1,5% kísérőelemet (szennyező és/vagy ötvöző) tartalmazhat. A beolvasztásra kerülő horganytömbök eltérő mennyiségben tartalmaznak egyéb fémeket. Ezek értékeit különféle szabványok (ISO 752, EN 1179, EN 13283) tartalmazzák. A tűzihorganyzó üzemek egy része tiszta és jól ötvözhető horganyolvadékokat alkalmaz, míg mások kisebb tisztaságú horganyt (98,5%) olvasztanak be. Vannak üzemek, akik a drágább három- vagy négykilences(99,9%, 99,99%) tisztaságú horganyt használnak fel, az olvadékot még tovább ötvözik. Ezek az ötvözők sokfélék lehetnek (pl. ón (Sn), alumínium (Al), nikkel (Ni), bizmut (Bi)). Mennyiségük akkora, hogy nem meríthetik ki a szabvány 1. fejezetében foglaltakat. Az 1. és 4.2. pont közötti látszólagos ellentmondást feloldja, hogy a vas és ón kivételt képez. A fentiek okai a következők: A horganyfürdő vassal mindig telített állapotú (450 C-on kb. 0,03% Fe-tartalmú) Az ón lényeges kísérőeleme a másodlagos (visszanyert) horganynak, ugyanakkor csekély mennyiségű ón ötvözéssel pozitívan lehet befolyásolni a bevonat küllemét és egyéb tulajdonságait. A fenti szabályzással lehetőség van a másodlagos horgany (szekunder cink) felhasználására is, ami fontos gazdasági és környezetvédelmi kérdés. Gyakorlati példa: az adott tűzihorganyzó az olcsóbb 98,5%-os tisztaságú horganyt vásárolja és használja fel, amelyben legfeljebb 1,5% a kísérőelemek mennyisége. Az 1. fejezet szerint az olvadék legfeljebb 2% más fémet tartalmazhat (98% tisztaságú Zn), azaz 0,5% - 0,03% (Fe) = 0,47% lehetősége van a horganyzó üzemnek arra, hogy változzék a fémolvadék összetétele (szennyezés, ötvözés). Ezt minden tűzihorganyzó be tudja tartani. Szabályos időközönként ellenőrizni kell az olvadék összetételét, amely a beolvasztott horgany minősége és horganyzási folyamat miatt (fluxszennyezés, fémbeoldódás) változik. Kivétel nélkül minden fémfürdő tartalmaz kisebb-nagyobb mennyiségben ólmot (Pb). Ez, mint szenynyező (elsősorban a másodlagos horganyban), vagy mint technológiai anyag kerülhet a kádba. Az utóbbi esetben a már fel nem oldódó ólom mennyiség a horganyfürdő alján összegyűlve a később rajta felrakódó keményhorgany kiszedését segíti elő. Az ólom alkalmazását már több országban korlátozták. A fenékólom alkalmazása Magyarországon is visszaszorult, megszűnik.
8 6 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz A horganyolvadékok ónnal, ólommal, bizmuttal történő ötvözésének korlátot szab, hogy ezek a kémiai elemek hajlamossá teszik a horganyolvadékot arra, hogy az ún. olvadt fém által indukált feszültségkorróziós repedést (Liquid Metal Embrittlement, Flüssigmetalinduzierte Korrosion) okozzon az acélszerkezetben. Erre vonatkozóan a német építésügyi bizottság (Deutscher Ausschuss für Stahlbau) Richtlinie DASt-022: 2009 kiadványa ad bővebb tájékoztatást. A horganyzó üzemek a fentiek miatt ezen ötvözők mennyiségét megfelelően korlátozzák. Az ivóvízzel érintkező munkadarabok esetében az olvadék kémiai összetételét szigorúan szabályozzák (EN 10240). A folyamatos vas beoldódás (fluxból, munkadarabról, horganyzókád faláról) következtében a horganyban túltelítődés is lezajlik. A túltelített horgany-vas kristályok (kb. 6,2% Fe-tartalmú) összegyűlnek a fémfürdő alján (keményhorgany), amit időközönként kiemelnek. A fenti fémek mellett a bevonat tulajdonságainak (küllem, vastagság, színezet) javítása érdekében más fémeket is alkalmazhatnak, mint ötvöző. Alumínium: gyakran használatos ötvöző, mely a horganybevonatot csillogóvá, vékonyabbá és rugalmasabbá teszi. Ugyanakkor túlzott menynyisége (0,03% és felette) korlátozza a bevonat kialakulását (mennyisége az alkalmazott flux anyag függvénye). A horganyzási technológia fejlesztésének fő iránya a bevonatok tulajdonságainak javítása érdekében a horganyfürdő különféle fémekkel történő ötvözése. Nikkel, ón, bizmut: több horganyzó használja őket, általában ún. előötvözetként kerülnek az olvadékba. A bevonat képződésének folyamatára hatnak, befolyásolni lehet velük a kialakuló horganyréteg tulajdonságait A megrendelő által adandó kötelező tájékoztatás A szabvány A.1 és A.2 fejezete tartalmazza azokat a nagyon fontos információkat, melyeket a megrendelőnek a tűzihorganyzó számára biztosítani kell (lásd később). Ezek a megfelelő minőségű bevonat létrehozása érdekében adandó elengedhetetlen információk Biztonság A szabvány B melléklete tartalmazza a szükséges tudnivalókat, melyekre a későbbiek folyamán térünk ki. 5. Átvételi vizsgálat és mintavétel A tűzihorganyzó üzemnek egyéb megállapodás hiányában mielőtt a lehorganyzott termék elhagyja az üzem területét, el kell végezni a mintavételt, a minták ellenőrzését, és a tétel minősítését. A szabvány 1. táblázata mutatja a vizsgálandó minták legkisebb mennyiségére vonatkozó darabszámokat. 1. táblázat: Az ellenőrzési minta darabszáma a tételnagyságra vonatkoztatva Darabszám a tételben 1-től 3-ig Az ellenőrzési minta legkisebb darabszáma az összes 4-től 500-ig től 1200-ig től 3200-ig től ig 13 > Kötelezően vizsgálandó jellemzők: A bevonat külső megjelenése, A bevonat vastagsága. A bevonat tapadására vonatkozó vizsgálatok a tűzihorganyzó számára nem kötelezőek, annak módjában a feleknek külön meg kell állapodniuk. 6. A bevonat tulajdonságai 6.1. Külső megjelenés Az átvételi vizsgálatkor az összes tűzihorganyzott darab lényeges felülete(i) szabad szemmel, legalább 1 m távolságból vizsgálva mentes(ek) legye(ek) csomóktól, hólyagoktól (azaz a szilárd fémhez való kötődés nélküli, kiemelkedő területektől), érdességtől és éles csúcsoktól (ha azok sérülést okozhatnak), valamint bevonat nélküli területektől.
 vagy kismértékű felületegyenetlenség nem ok a visszautasításra.")

. A tűzihorganyzási technológia nem tévesztendő össze olyan eljárásokkal (pl.")

9 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz 7 Sötétebb vagy világosabb szürke területek (pl. hálómintás vagy sötétszürke területek) vagy kismértékű felületegyenetlenség nem ok a visszautasításra. Lényeges felületeken a cseppek nem megengedettek Szürke foltos bevonat Kifolyások és felvastagodások A technológia elsődleges célja a korrózió elleni védelem, a küllem, a díszes megjelenés másod lagos. Amennyiben ez utóbbi is elsődleges követelmény, akkor erről a tűzihorganyzó üzemmel meg kell állapodni, mert különleges intézkedéseket igényelhet (acélminőség megválasztása, speciális termékkezelés és kikészítés, stb.). A tűzihorganyzási technológia nem tévesztendő össze olyan eljárásokkal (pl. elektrolitikus horganyzás), melyeknél az elsődleges szempontok között szerepel a bevonat külső megjelenése és felületi simasága. A tűzihorganyzásnál a technológiai sajátosságokból adódóan nem lehet elkerülni a kisebb-nagyobb felületi egyenetlenségeket. Ezek nagyságát viszont korlátozni lehet. A termék lényeges területeinek megjelölése azt a célt szolgálja, hogy ezeken a területeken a horganyzó üzem különös gondossággal ügyeljen a bevonat előírt jellemzőinek biztosítására. Indokolt esetben a viszonyítási alap (etalon) biztosítása érdekében javasoljuk a minta szerin ti (kijelölt mintadarab) tűzihorganyzásról történő megállapodás megkötését, ugyanis a megrendelő számára megfelelő érdesség fogalmát nem lehet pontosan meghatározni. Hálómintás bevonat A fenti színezetű bevonatok megjelenését nem lehet kifogásolni, kivéve akkor, ha megjelenésük megakadályozásáról külön megállapodtak a tűzihorganyzó üzemmel. Az ilyen bevonatok megjelenésének elsődleges oka az acélok kémiai összetételében keresendő, de visszavezethető még a szerkezet konstrukciójára (vastag anyagok, nehezen lehűlő zárt terek) is. Csak ritkán fordul elő, hogy a tűzihorganyzó technológiájára vezethetők vissza a fenti jelenségek. Sokszor tűzihorganyoznak melegen hengerelt, húzott acélszelvényeket. Ilyenkor a hengerlési nyomok, belehengerelt revefészkek megnehezítik a horganyzási technológia végrehajtását. A felületelőkészítés után a termékek felületén maradt hengerlési hibák nem róhatók fel a tűzihorganyzónak, mert azokat az üzem sósavas pácolással nem tudja eltávolítani. Réteges, revés acélfelületek esetében legtöbbször nem lehetséges a megfelelő horganybevonat kialakítása, ugyanis az szivacsos és porózus lehet. Ezért az ilyen felületeket még a horganyzóba történő beszállítás előtt le kell munkálni.
, mert megkönnyíti magát a gyártási folyamatot is.")


 hatására alakul ki (ZnO + H2O Zn(OH)2), majd a levegő szén-dioxid-tartalma segítségével nagy részben bázisos cink-karbonáttá, azaz a horganyt védő cinkpatinává alakul át, illetve")
10 8 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz Erősebben fehérrozsdás felület Felületi hibák a nyers acélcsövön Hengerlési nyomok horganyzás után Ezeket a hengerlési, meleghúzási maradványokat még az acélszerkezetgyártás előtt kell a szálanyagok, lemeztáblák felületéről eltávolítani (pl. szemcseszórással), mert megkönnyíti magát a gyártási folyamatot is. Nem ok a visszautasításra a fehérrozsda folt sem, elsősorban a bázisos cink-oxid (amely a tűzihorganyzás utáni nedves körülmények közötti tárolás során jön létre), feltéve, hogy a bevonat vastagsága az előírt legkisebb érték felett marad. Fehérrozsdás felület A cink-oxid, cink-hidroxid és egyéb korróziós termékek képződése természetes velejárója a horgany (cink) szabad levegőn történő korróziójának, általában nem képezheti reklamáció tárgyát, (amennyiben a horganyzó üzem tűzihorganyzás után a termékek átadásáig vállalja azok száraz levegőn történő tárolását, erről írásban megállapodhatnak. Ilyenkor az acélszerkezetek vevőnek történő átadásáig meg lehet akadályozni a fehérrozsda foltok kialakulását). A cink-hidroxid légnedvesség (pl. esővíz, kondenzvíz) hatására alakul ki (ZnO + H2O Zn(OH)2), majd a levegő szén-dioxid-tartalma segítségével nagy részben bázisos cink-karbonáttá, azaz a horganyt védő cinkpatinává alakul át, illetve abba beépül. Csak a frissen horganyzott termékeken jön létre, tehát ahol a horganybevonatot védő cinkpatina már kialakult, ott nem kell vele számolni. Amennyiben a frissen horganyzott felületet folyamatosan nedvesség éri (nem szárad meg), akkor fennáll a kockázata, hogy nem tud kialakulni a cinkpatina, hanem rajta a cink-hidroxid folyamatosan és gyorsan képződik. Ilyenkor fellép az erős fehérrozsdásodás veszélye, mely súlyosabb esetben károsíthatja a horganyréteget. Amennyiben a tűzihorganyzott acélszerkezet horganyzás után további védőbevonatot kap (duplex-védelem), lehetőség szerint meg kell előzni a legkisebb mértékű fehérrozsda kialakulását is. Ennek oka, hogy a festés, vagy porszórás előtt maradéktalanul el nem távolított fehérrozsda maradvány a műanyag bevonat/vagy festék alatt elbomlik és a bomlástermékei egy része gáz alakjában igyekszik eltávozni a bevonat alól (kigázosodás), mely porózus réteget, vagy festékleválást okozhat. A fehérrozsdásodás elkerülésére számos intézkedés létezik, melyeket a tűzihorganyzók, vagy a
 maradványok agresszív klorid-ion (Cl ) tartalmúak, ezért a levegő nedvesség jelenlétében erősen károsítják a horganyréteget.")
 a hiányzó, vagy nem megfelelően kialakított technológiai nyílások miatt a flux maradványok nem tudnak a fürdő felszínére úszni.")
11 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz 9 nemzeti szövetség által kiadott segédletek tartalmazzák. Folyósítószer maradványokat nem szabad megengedni. A folyósítószer (flux, folyasztószer) maradványok agresszív klorid-ion (Cl ) tartalmúak, ezért a levegő nedvesség jelenlétében erősen károsítják a horganyréteget. A horganyzó hibájából ritkán fordul elő. Gyakoribb eset, amikor a nyitott szelvényeknél (L, U, C) a hiányzó, vagy nem megfelelően kialakított technológiai nyílások miatt a flux maradványok nem tudnak a fürdő felszínére úszni. Ilyenkor a maradványok miatti utómunkálatok jelentős többlet ráfordítást igényelnek, melyek elvégzéséről, a javítás módjáról és költségeiről a szerződő feleknek a horganyzás elvégzése előtt meg kell állapodni. A tűzihorganyzókban viszonylag gyakran lehet találkozni átlapolt felültekkel, melyek egészben, de inkább szakaszos hegesztéssel vannak lezárva. Az átlapolt felületek hegesztéssel történő kötését lehetőleg el kell kerülni. Amennyiben nem lehet elkerülni, akkor balesetvédelmi okok megelőzése miatt indokolt a szakaszos hegesztési varratok alkalmazása. Az ilyen szerkezetek horganyzását az üzem csak abban az esetben utasítja vissza, amennyiben baleseti veszélyforrást jelent az ott dolgozókra, vagy a berendezésekre káros lehet. Viszont fel kell hívnia a megrendelő figyelmét arra, hogy a szakaszos hegesztéssel lezárt, átlapolt felületeknél a korrózió elleni védelem nem lesz tökéletes. A felületek közül kifolyó nedves és szennyezett anyag utólagosan korróziós károkat okozhat a bevonatban is. Horganyvastagodásokat vagy horganyhamut nem szabad megengedni ott, ahol azok befolyásolhatják a tűzihorganyzott tárgy rendeltetésszerű használatát vagy korrózióellenállási követelményét. Az átlapolás és szakaszos hegesztés idővel korróziós gócot okozhat Horganyzói salakfeltapadás A horganyzó salakok maradványai nem megengedettek, mert higroszkopikusak, nedvesség hatására megduzzadnak, valamint nagy Cl - -ion tartalmúak, ezért erősen korrózív hatásuk van. Egy acélszerkezeten megjelölt lényeges területek alapján meg lehet állapítani, hogy még megengedhetők-e az itt megadott szennyeződések, egyenetlenségek. A szerkezet felhasználása szempontjából lényegtelennek ítélt területeken (esetleg zártszelvényből készített rácsos acélszerkezet, korlát szelvényei belsejében) a felületi szennyeződéseket nem szükséges eltávolítani, mert indokolatlan többletköltségeket okozhat. A szakaszos hegesztés használata az érintkező felületek körül a külső felület megváltozását eredményezi (pl. hegesztési kiszivárgás) a gyártás során, amit nem szabad elutasítani. Ez a fajta hegesztési gyakorlat gyakran egészségügyi és biztonsági szempontokból ered. A nem megfelelő minőségű darabokat vagy javítani kell (6.3. szakasz), vagy újra kell horganyozni A bevonat vastagsága Általános előírás A tűzihorganyzással felhordott bevonatok a vas-és acéltermékek korrózió elleni védelmére valók (lásd E mellékletet). A bevonat korrózió elleni védelmének időtartama megközelítőleg arányos a bevonat vastagságával (lásd ISO ). A bevonat vastagsági jellemzői, illetve az alkalmazás körülményei között várható korróziós hatások (korrozivitási osztályok) ismeretében így megbecsülhető az adott horganybevonat várható korróziós élettartama. Ezért a bevonatok előírt vastagsági értékeinek megtartása elsődleges feladata a horganyzó üzemeknek Vizsgálati módszerek A horganybevonat vastagságát a vizsgálatok legtöbbjénél mágneses vastagságméréssel kell
12 10 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz és lehet elvégezni. Ezek a mérések (ISO 2808, ISO 2178) elegendő pontosságúak ahhoz, hogy egy adott tételen megfelelő vastagsági adatokat nyerjenek. Az alkalmazott műszerek használata gyors, egyszerű és számítógéppel összekapcsolva statisztikai adatokat is szolgáltat. Csak a vitás esetek (pl. nézeteltérések, bírósági ügyek) indokolhatják gravimetriás módszer (ISO 1460) alkalmazását, melynél a vizsgált bevonat, de a termék is sérül (bevonat leoldás történik). Elegendően nagyszámú mágneses mérés esetében ugyanazt az eredményt lehet kapni, mint gravimetriás vizsgálatnál Vonatkoztatási területek Más néven említve referencia területek. Ezeken a területeken történnek a bevonat vastagság mérések. Nagyságuk, alakjuk és mennyiségük helyes megválasztásával megfelelően lehet az adott munkadarab, tétel, tételek bevonatainak vastagságát jellemezni. Szervesen kapcsolódik a szabvány 5. szakaszához, ahol egy-egy vizsgálandó tételhez rendelt minta darabszám van megállapítva. A szükséges minták mindegyikén ki kell jelölni a szükséges helyen, a megfelelő nagyságban és számban a vonatkoztatási területeket. A vonatkoztatási területek helyének megválasztása: Úgy kell megválasztani a vonatkoztatási terültek (referencia területek) helyét, hogy az(ok) megfelelően reprezentálja(ják) az adott darab bevonatát, annak várhatóan a legjellemzőbb értékét kapjuk. Így hosszú termékek (rúdszerű termékek) felületén minden egyes furattól és szerkezet végtől kb. 100 mm-re, és körülbelül középrészen kell kijelölni és a termék teljes keresztmetszetét át kell fogni. Példa a vonatkoztatási területek helyének kijelölésére Úgy kell meghatározni a vonatkoztatási területek pozícióit, hogy termék hosszában és szélességében egyaránt jól lehessen jellemezni a terméken levő bevonat vastagságát. A vonatkoztatási területek számának meghatározása: Egy tételen belül kiválasztott ellenőrzési mintá(k)ban kijelölésre kerülő vonatkoztatási területek száma függ a lényeges felület(3.5.) méretétől. 2. táblázat: A vonatkoztatási terület vizsgálatához szükséges darabszám Kategória A lényeges felület mérete A vonatkoztatási területek száma egy tétel megadásához a > 2 m 2 3 b > 100 cm 2 2 m 2 1 c > 10 cm cm 2 1 d 10 cm 2 1 minden N tételnél Megjegyzés: 2 m 2 = 200 cm x 100 cm; 100 cm 2 = 10 cm x 10 cm. A táblázat d kategóriájában szereplő N a szükséges darabok azon száma, amely egy vonatkoztatási területhez legalább 10 cm 2 -t biztosít. Az összes megvizsgálandó darabszám egyenlő az egy vonatkoztatási területhez szükséges mennyiség (N) szorozva az 1. táblázat utolsó oszlopában szereplő a tétel mennyiségének megfelelő - értékkel. A mért bevonatvastagságok megfelelőségének tekintetében a szabvány különbséget tesz a termékek lényeges felületének nagysága szerint. A 2. táblázat a kategóriája szerint a 2 m 2 -nél nagyobb lényeges felületű darabok ( nagy darabok ) esetén az ellenőrzési mintában levő minden egyes (külön vett) darabon a vonatkoztatási területen belül a rétegvastagság átlagértéke legyen egyenlő a 3. illetve a 4. táblázatban megadott rétegvastagságértékekkel, vagy annál nagyobb legyen. Nagy darabok (lényeges felületük > 2 m 2 ) ellenőrzésekor egy-egy vonatkoztatási területen mért adatoknak csak az átlagértékeit(3.9.) kell összehasonlítani a szabványban megadott átlagértékkel. Ez azt jelenti, hogy egyes mért értékek akár kisebbek is lehetnek, mint ami az adott anyagvastagsághoz a szabványban elő van írva, viszont matematikai átlaguknak legalább el kell érniük a szabványban rögzített átlagértékeket.
13 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz 11 A 2. táblázat b, c és d kategóriájában a vastagság minden egyes vonatkoztatási területen legyen egyenlő a 3., illetve 4. táblázatban megadott megfelelő helyi rétegvastagság értékével, vagy annál nagyobb legyen. Az átlagos bevonatvastagság a mintában minden vonatkoztatási területen legyen egyenlő a 3., illetve a 4. táblázatban megadott megfelelő átlagos rétegvastagság-értékekkel, vagy annál nagyobb legyen. A 2 m 2 -es vagy kisebb lényeges felületű darabok esetében tehát nemcsak az átlagértékeknek kell elérniük az anyagvastagságnak megfelelően a szabványban rögzített értékeket, hanem ugyanez érvényes a helyi rétegvastagságokra is. A vonatkoztatási területek nagysága, a mérések száma: A legkisebb vonatkoztatási (referencia) terület: 10 cm 2 (1000 mm 2 ). Minden egyes 10 cm 2 -es vonatkoztatási területen belül legalább öt mágneses vizsgálati értéket kell a bevont felületen meghatározni. Ha bármely egyedi érték kisebb a 3. és a 4. táblázatban levő értékeknél, akkor ez lényegtelen, mivel csak az egyes vonatkoztatási területek egészén levő átlagértéknek kell egyenlőnek vagy nagyobbnak lennie a táblázatban megadott helyi rétegvastagságnál. A helyi rétegvastagság (3.8.) megegyezik az egy vonatkoztatási területen mért értékek matematikai átlagával, ezért megengedhetők a 3. és 4. táblázatban foglalt legkisebb helyi rétegvastagságnál kisebb értékek is. Ugyanis az említett táblázatokban szereplő legkisebb helyi rétegvastagság értékek az egy vonatkoztatási területen mért egyedi értékek matematikai átlagaiból adódnak. Azonban az egyedi értékekből számított matematikai átlagok (= helyi rétegvastagság) értékei már nem lehetnek kisebbek, mint a táblázatokban foglalt nekik megfelelő értékek. Vastagságméréseket nem szabad végezni az alábbi felületeken, mert hamis eredményeket eredményez: vágott felületeken, élekhez, lángvágott felületekhez vagy sarkokhoz 10 mm-nél közelebb. Ennek oka, hogy a vágott felületek anyagszerkezete, kémiai összetétele jelentősen eltérhet a termék egyéb felületeinek jellemzőitől, illetve mágneses mérések esetében mérési pontatlanságok állhatnak elő (lásd EN ISO ). Egyedi mérési helyek: 1, 2, 3, 4, 5 Egyedileg mért értékek:v,v,v,v,v Min. 10 cm V V V 3 V+V+V+V+V = helyi rétegvastagság (H ) V V5 4 VONATKOZTATÁSI TERÜLET (Vt1) H H H Vt1 Vt2 Vt3 H... H 4 M Vt4 VtM H + H + H + H +...H M = átlagos rétegvastagság (Á) M A vonatkozatási terület, a helyi és az átlagos rétegvastagság értelmezése 3. táblázat: Legkisebb rétegvastagság és tömegérték nem centrifugált mintákon Helyi A bevonat helyi Átlagos A bevonat átlagos A termék és annak vastagsága rétegvastagság tömege rétegvastagság tömege (minimum) (minimum) (minimum) (minimum) mm g/m 2 mm g/m 2 Acél > 6 mm Acél > 3 mm-től > 6 mm-ig Acél > 1,5 mm-től > 3 mm-ig Acél < 1,5 mm Öntvények > 6 mm Öntvények < 6 mm
 mm A bevonat helyi tömege (minimum) g/m2 Átlagos rétegvastagság (minimum) mm A bevonat átlagos")
: A termék anyagvastagságának növekedésével általában növekszik a horganybevonat vastagsága is, melynek technológiai okai vannak. A 3.")
14 12 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz 4. táblázat: Legkisebb rétegvastagság és tömegérték centrifugált mintákon Helyi rétegvastagság (minimum) mm A bevonat helyi tömege (minimum) g/m2 Átlagos rétegvastagság (minimum) mm A bevonat átlagos tömege (minimum) g/m2 átmérő > 6 mm átmérő > 6 mm > 3 mm < 3 mm A termék és annak vastagsága Menetes termékek: Más termékek (az öntvényeket is beleértve): A termék anyagvastagságának növekedésével általában növekszik a horganybevonat vastagsága is, melynek technológiai okai vannak. A 3. táblázatban az általános tűzihorganyzási technológiával bevont acélszerkezeti termékek és öntvényekre vonatkozó adatok szerepelnek. A 4. táblázat adatai közvetlenül a horganyzási folyamat után kiegészítéseként alkalmazott centrifugával történő kezeléssel elérhető értékeket mutatja. Az ilyen technikával horganyzott termékek apró darabok (kötőelemek, alátétek, szegek, fittingek, stb.). Itt a bevonatvastagságok jelentősen kisebbek, mint a 3. táblázatban megadott értékek. Egyes termékszabványok a 3. és 4. táblázattól eltérő előírásokat is tartalmazhatnak (például kötőelemek). Festéknyomok 6.3. Javítás A tűzihorganyzó által kijavítandó bevonat nélküli összes terület nem haladhatja meg az alkatrész teljes felületének 0,5%át. Csőszerű, üreges termékeknél a belső felület is beleszámítandó. Egyetlen javítandó bevonat nélküli terület sem haladhatja meg a 10 cm2-t. Ha a bevonat nélküli területek nagyobbak, az ilyen területeket tartalmazó terméket, hacsak a megrendelő és a tűzihorganyzó másban nem állapodik meg, újra kell horganyozni. Hegesztési salakok Az átlapolt felületek alatti horganyhiányok a A bevonat nélküli terület fogalmát a szabvány konstrukció nem megfelelő megválasztásából szakasza határozza meg, azaz azokat a te- adódnak (lásd MSZ EN ISO ), tehát nem rületeket jelenti, ahol horgany-vas reakciók nem képezheti reklamáció tárgyát. játszódtak le. A horganyzói technológiából eredő a felrögzítést szolgáló szerszámok nyomainál a horilyen területek például: gany-vas reakciók általában lejátszódnak, ennek festék, lakk, bitumen nyomok, ellenére esztétikai eltérések lehetnek. Ilyenkor a hegesztési salakok alatti területek, horganyzó megítélése szerint javítja a bevo megfelelően le nem tisztított felületek. nat eltéréseit. Amennyiben a bevonat vastagsága
15 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz 13 eléri a szabványban meghatározott minimális értékeket, meglétük nem képezheti reklamáció tárgyát (kivétel, ha ezek kötelező javításáról a felek külön megállapodtak). Kétszeri horganyzás (nagyméretű termékeknél) esetén a kétirányú bevonás miatt a találkozási felületen hosszában a bevonatban vastagsági és színbeli eltérések lehetnek. Horgany-vas reakciók itt is lejátszódnak, mivel a kétirányú bevonásból származó bevonatoknak össze kell kapcsolódni egymással, bevonat nélküli területek nem lehetnek. Ezeket a felületeket a horganyzó megfelelő felülettisztítás után saját hatáskörben kijavítja. Kétszeri (kétoldali) horganyzást akkor kell végezni, ha az adott munkadarab hosszában, vagy mélységében nem fér bele technológiai kádba. Ilyenkor kétoldali bemerítéssel végzik a bevonást. A kétszeri horganyzás következtében az egymással összeérő bevonatok színezete és vastagsága akár nagymértékben is eltérhet egymástól. A két réteg határán levő átmeneti zónában jelentősen, sokszor 2-3-szorosan vastagabb bevonatok is kialakulhatnak. Ezeket a helyeket szakszerűen le kell munkálni, viszont felületük így meghaladhatja a szabvány 6.3. pontjában említett a javított területek maximális nagyságára vonatkozó értékeket. Ezért a fentiekről a megrendelőnek és a horganyzónak még horganyzás megkezdése előtt írásban kell megállapodni. A bevonat nélküli, vagy sérült területek javításával kapcsolatosan indokolt az alábbiak betartása: javítás előtt szükséges a hibahely megfelelő felület előkészítése (tisztítás, zsírtalanítás, oxidmenetesítés, a javítóanyag tapadásának biztosítása), a horganyzónak ajánlatos tájékoztatni a megrendelőt az áltata alkalmazandó javítási eljárás módjáról, amennyiben a termékek tűzihorganyzás után további más bevonatot kapnak (duplex-védelem), a tűzihorganyzónak és a megrendelőnek kötelező megállapodni a javítási technológiáról. Javítási lehetőségek: horgannyal történő termikus fémszórás (ritkán alkalmazzák) - ISO 2063 horganyban dús, horganypor tartalmú (ISO 3549), horganypehely tartalmú festékkel történő javítás (leggyakrabban alkalmazott), javítás horganypasztával, horgannyal történő forrasztás. A rétegvastagság a javított területeken legalább 100 μm legyen, hacsak a megrendelő nem javasol mást a tűzihorganyzónak, például ha a horganyzott felület átvonandó, a javított területeken a vastagságnak azonosnak kell lennie a tűzihorgany-bevonatéval. A javítás alakjára vonatkozóan nincsenek előírások, arra kell törekedni, hogy a javító anyag kellő átfedést biztosítson a horganybevonattal történő találkozásánál, ugyanakkor esztétikailag a lehetséges legmegfelelőbb legyen. A bevonat a javított területeken legyen képes az acél katódos védelmére, amelyre felhordták. Olyannak kell lenni a javítási eljárásnak, hogy a javítóanyagban levő horgany (Zn) kémiailag aktív állapotban legyen, azaz a javítóbevonat sérülésénél katódosan védje meg az acélt a sérülés helyén (lásd a szabvány C mellékletében) Tapadás Jelenleg nem létezik nemzetközileg elfogadott módszer az acélszerkezetek felületén levő horganyrétegek tapadásának vizsgálatára. Léteznek különféle eljárások (rácsvágásos, ejtő-kalapácsos, stb.), de a vizsgálat a horganyzó részére nem kötelező, általában nem is végzik el. Erről a feleknek külön meg kell állapodniuk. Tapadási vizsgálatokat csak a felhasználás szempontjából lényeges felületeken ajánlott elvégezni és csak azoknál a termékeknél, amelyek a felhasználás során mechanikai igénybevételnek lesznek kitéve. A horgany és az alapfém közötti tapadást általában nem szükséges vizsgálni, mivel a tűzihorganyzási eljárásra jellemző a megfelelő tapadás, és a bevont darabot a bevonat fajtájával és vastagságával, valamint a termék szokásos használatával összhangban kezelve, a bevonat képes leválás vagy lepattogzás nélkül ellenállni. Amennyiben a vas/acél felületén a horganyvas reakció lejátszódik, az alapfém és a bevonat között kémiai kötés jön létre (a bevonat ötvözeti réteggel kötődik a vashoz). Így a réteg kitűnő tapadása automatikusan biztosított. Ám túlzottan vastag horganybevonatoknál rétegközi szétválások jöhetnek létre, amennyiben agresszív mechanikai hatások érik a bevonatot. Különösen veszélyeztetett helyek a termék élek
 minőségek esetén (lásd MSZ EN ISO 14713-2) Szükség esetén a tűzihorganyzónak megfelelőségi tanúsítalakulhatnak ki túl vastag rétegek.")
16 14 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz és sarkok. A horganyzásra nem optimális acél- 7. Megfelelőségi tanúsítvány (műbizonylat) minőségek esetén (lásd MSZ EN ISO ) Szükség esetén a tűzihorganyzónak megfelelőségi tanúsítalakulhatnak ki túl vastag rétegek. ványt (műbizonylatot) kell kiállítania e nemzetközi szabvány teljesítéséről (lásd az ISO et). A fentieken túl a megrendelő kérhet igazolást arról, hogy a tűzihorganyzó rendelkezik az ISO 9001-es szabvány szerint tanúsítottan működő minőségirányítási rendszerrel. A tűzihorganyzó üzemek a terméket kísérő bizonylatokon egyéb megállapodás hiányában minden esetben fel szokták tüntetni a szerződés szerinti szabvány követelményei teljesítése tényét. A tűzihorganyzó és a megrendelő között minden esetben írásban kell rögzíteni a tűzihorganyzott Túl vastag, narancsos felületű bevonat termékek bevonatára vonatkozó szabvány száamennyiben tűzihorganyzásra nem optimális a mát. Ez későbbi vitás esetek elkerülésének egyik termék acélminősége, kopásálló, de ütésre érzé- fontos követelménye. kenyebb matt-szürke horganybevonatok is kialakulhatnak. Vastag anyagból gyártott acélszerkezetek eseté- A melléklet (előírás): Közlendő információk ben szintén előfordulhatnak szürke vagy szürkefoltos védőbevonatok, melyek az erős mechania függelékben a megrendelő és a tűzihorganyzó kai behatásra érzékenyebbek, korrózióállóságuk számára egyaránt kötelező információ szolgáltaviszont egyenértékű a fényes horganybevonato- tások vannak előírva. kéval. A1. A megrendelő által adandó elengedhetetlen 6.5. Átvételi feltételek tájékoztatás Általában roncsolásmentes (mágneses) vizsgálaa szabvány számát (EN ISO 1461), mely előtokat kell alkalmazni a bevonat minősítéséhez. A és szakaszok szerint kell elvégezni írásai vonatkozzanak a horganybevonat minőségére. A közlés módja mindenképpen írásos az átvételi vizsgálatokat. legyen és lehetőleg a szerződés részeként szere Ha a termékek több különböző vastagságú acélból állnak, peljen. akkor minden egyes vastagságtartományt külön terméknek Amennyiben a megrendelő és a tűzihorganyzó kell tekinteni, és a 3. illetve a 4. táblázatban levő megfelelő értéket kell alkalmazni. között ettől eltérő megállapodás van (pl. a szabennek az az oka, hogy eltérő vastagságú acél- ványtól eltérő megállapodások, vagy más szabanyagokra eltérő minimális bevonat vastagságok ványban történő megegyezés), azt is írásban és a szerződésben kell rögzíteni. vannak előírva. Ha a rétegvastagság az ellenőrzési mintán nem felel meg a szabványban foglalt követelmények- A2. A megrendelő által adandó kiegészítő tájé koztatás nek akkor újbóli mintavételezéssel már kétszeres minta mennyiséget kell vizsgálni (vagy az összes A szabványban itt rögzített információk szolgálterméket, ha az már nem elegendő). Amennyiben tatása döntő mértékben befolyásolhatja a hora megismételt vizsgálat megfelelő eredményt ganybevonatok minőségét. hoz, akkor az egész szállítmányt megfelelőnek kell minősíteni. Amennyiben ez sem hoz kielé- a) A horganyzásra kerülő acél minősége: elsőgítő eredményt, akkor a hibás darabokat ki kell sorban Si (szilícium) és P (foszfor) tartalom megválogatni és a megrendelő belegyezésével újra- határozó a horganybevonat paramétereit (vastagság, simaság, vastagság) illetően. horganyozni.
17 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz 15 A bevonat vastagsága (µm) Horganyfürdő hőfoka: 452 C 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 Az acél szilícium - tartalma (%) Az acél Si-tartalmának befolyása a bevonat vastagságára (Sandelin-görbe) Az acélok kémiai összetételére vonatkozóan több európai szabvány tartalmaz a ajánlásokat (pl.: EN ISO , EN ISO 14713), melyek részben eltérhetnek egymástól. A képződő horganybevonatok tulajdonságai és a tűzihorganyzás szempontjából meghatározó kémiai elemek tekintetében az alábbi összefüggések irányadóak (kivonat az EN ISO :2009 szabvány 1. táblázatából): A kategória: Si (%) 0,04 és P (%) < 0,02 (fényes, optimális bevonatok, de követelmény: Si+2,5P 0,09%. Hidegen hengerelt acéloknál ez: Si + 2,5P 0,04 %) B kategória: Si (%): 0,14 0,25 (általában fényes bevonat, legfelül tiszta horgany fázissal, 0,035 % P-tartalom felett növekvő reaktivitás, egyre vastagabb ötvözeti fázis) C kategória: 0,04 <Si (%) 0,14 (sötétszürke, vastag bevonat, tisztán Zn-Fe ötvözetekből áll) D kategória: Si (%) > 0,25 (a Si-tartalom növekedésével egyre vastagabb, szürke, főleg ötvözeti rétegből álló bevonat) Megjegyezzük, hogy a kémiai összetételen kívül más tényezők is befolyásolják a kialakuló bevonat tulajdonságait. Erre vonatkozóan az MSZ EN ISO szabvány és szakmai kiadványok adnak további tájékoztatást. b) Lángvágott, lézer- vagy plazmavágott felületek: a vágás miatt módosul a felületen az acél szerkezete és kémiai összetétele, emiatt a horganybevonat jellemzői el fognak térni a termékre egyébként jellemző rétegtulajdonságoktól. További fontos tapasztalat, hogy a lézervágott felületek kifejezetten élesek lehetnek, ezért fennáll a kockázata a horganyréteg helyi sérülésének. A fenti okok miatt az ilyen felületeket horganyzás előtt célszerű lemunkálni (köszörülés, szemcseszórás, marás). c) Lényeges felületek azonosítása: 3.5. szakasz szerint kell eljárni. A lényeges felületeket mintán, rajzon, fényképen, írásban kell rögzíteni. Legyen része a szerződésnek. Pontosan meg kell határozni a helyüket és meg kell fogalmazni a horganybevonattal szemben támasztott követelményeket. d) Felületi egyenetlenségek azonosítása, elkerülése: A c) pontban közölteknek megfelelően kell eljárni. Pontosan meg kell határozni a még megengedhető felületi kiemelkedések, cseppek, maradványok (kiterjedés) mértékét, melyek még nem befolyásolják károsan a termék végső felhasználását. Gyakorlati példa: egymásba csúszó, egymáson elcsúszó, egymásra fekvő, stb. tűzihorganyzott elemek. Kezet, szemet zavaró kiemelkedések. Megjegyezzük, hogy ebben az esetben is a megrendelőnek koncentrálnia kell a felhasználás szempontjából lényeges felületekre, termékrészekre. e) Üreges kialakítású acélszerkezetek tű zi horgany zása: A technológia csak akkor hajtható végre, ha az üreges részekkel rendelkező szerkezetek teljes (külső-belső) felületét horgannyal vonják be. Kivételt csak a hőcserélők és speciális tartályok képeznek. A munkadarabokat ennek megfelelően kell kialakítani. Ellenkező esetben horganyhiányos felületek lehetnek a szerkezeten, illetve baleseti kockázatot (robbanás) jelenthet a tűzihorganyzó üzem számára. Amennyiben a horganyzó szakemberei szemmel, vagy tapintással nem tudnak meggyőződni a technológiailag helyes kialakítás felől, megtagadhatja az adott munkadarab tűzihorganyzását. A megrendelőnek a megfelelő kialakítás tényét amennyiben az szemmel nem látható hitelesített rajzdokumen-
18 16 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz tációval, vagy ezzel egyenértékű más módon kell igazolni. Ezek képezzék a két fél közötti szerződés részét. A helyes kialakításra vonatkozó információkat a MSZ EN ISO szabvány, illetve a nemzeti szövetségek, vagy a tűzihorganyzók saját kiadványai tartalmazzák. f) Termékkikészítés minta szerint: a horganyzás utáni technológiai maradványok letávolítása néhány esetben szükségessé válhat. A megrendelőnek célszerű erre vonatkozóan egy mintát jóváhagyni és azt a horganyzóban tárolni az utolsó termék átvételéig. g) Különleges előkezelési követelmények: A megrendelő megállapodhat a tűzihorganyzóval abban, hogy termékeinél a lehető legrövidebb pácolási időt (sósavban történő oxidmentesítés) kell alkalmazni. Ez történhet a munkadarab felületének a pácból történő hidrogénfelvétele minimalizálása érdekében, az erősen rozsdás részek miatti túl hosszú pácolási idő megakadályozása céljából. A horganyzó kérheti a megrendelőtől horganyzás előtti külön felület előkészítést, amely történhet szemcse-, vagy homokszórással, felületi csiszolással. Erről horganyzás előtt, írásban kell megállapodni. h) Különleges rétegvastagságok elérése: Az EN ISO 1461 szabványban szereplő előírt rétegvastagságok általában megfelelnek a korróziós követelményeknek. Egyes esetekben ettől eltérő rétegvastagságokat is előírhatnak. Ezek lehetnek vékonyabbak, de vastagabbak is, mint ami e szabványban elő van írva. A különleges rétegvastagságok elérése többlet költségeket jelenthet a tűzihorganyzó és a megrendelő számára egyaránt, ezért ezekről írásban kell megállapodni a felek között. További információk a szabvány 6.2. szakaszában találhatóak. i) Centrifugált bevonatok: Apróalkatrészek (tömegáruk) tűzihorganyzása célszerűen egy centrifugával kiegészített horganyzó soron történik. A centrifugálás hatására a horganybevonat vékonyabb lesz, mint a nem centrifugált termékeken. Ennek oka, hogy a horganyolvadékból éppen kiemelt termékek még képlékeny állapotú bevonata legfelső rétegét a centrifugálás során részben, vagy egészben eltávolítják. A fentiek miatt az ilyen technikával horganyzott termékekre a szabvány kisebb rétegvastagságokat ír elő (4. táblázat). j) A horganybevonat utókezelése: Amennyiben a tűzihorganyzott termékeket horganyzás után bármilyen utókezelésnek vetik alá, azt a szerződésben és írásban kell rögzíteni. Az utókezelést egyrészt kérheti a megrendelő (pl. fehérrozsdásodás elleni védelem, olajozás, zsírozás, stb.). Másrészt a megrendelőnek közölni kell a horganyzóval, ha a termékek utólagosan festésre, lakkozásra, porszórásra, stb. kerülnek. Ugyanis a tűzihorganyzónak ilyen esetekben intézkedéseket kell tenni (megfelelő felületi tisztaság elérése, speciális tárolási körülmények biztosítása). k) Termékátvétellel kapcsolatos megállapodások: Már a szerződéskötéskor írásban meg kell állapodni arról, hogy a horganyzott termékek minősítése az EN ISO 1461 szabvány előírásainak feleljen meg (a szabvány 5. szakasza), vagy esetleg attól eltérő legyen. A termékjellemzők dokumentálásának módjában szintén meg kell állapodni (7. szakasz). Általános esetben a tűzihorganyzók a termékkísérő dokumentációk mellett nem szerepeltetnek mérési eredményeket, csupán azt igazolják, hogy az általuk készített bevonatok megfelelnek a vonatkozó szabvány előírásainak. Amennyiben részletes mérési eredményeket igényel a megrendelő, ennek jellemzőiről és a dokumentálás módjáról a felek között írásos megállapodás szükséges. A3. A tűzihorganyzó által adandó kiegészítő tájékoztatás a) Információkat a terméken alkalmazott technológiai kezelés felől: A megrendelő kérheti az általa horganyzásra beszállított termékek technológiai kezelésére vonatkozó lényeges információkat (pl. a hibahelyek javításának módja, kezelési idők, stb.). Ezek azokban a horganyzó üzemekben automatikusan rendelkezésre állnak, ahol az ISO 9001 szabvány szerint tanúsított minőségirányítási rendszer működik. b) Megfelelőségi tanúsítvány: ISO szerint.
19 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz 17 c) Igazolás az ellenőrzött minőségirányítási rendszer működéséről: Ezt a megrendelő akár a horganyzás elvégzése előtt is kérheti. B melléklet (előírás): Biztonsági és eljárási követelmények A tűzihorganyzásra kerülő termékeket úgy kell kialakítani, hogy konstrukciójuk megfeleljen a technológia követelményeinek. Erre vonatkozóan az EN ISO szabvány, a nemzeti szövetség és az egyes vállalatok előírásai adnak információkat. A helyes konstrukcióval elérendő célok: hibamentes bevonatok, robbanásveszély elkerülése. A technológiához használt hőtechnikai berendezések biztonságtechnikai előírásaihoz további információk megtalálhatók az EN szabványban. C melléklet (tájékoztatás): A bevonat nélküli vagy sérült területek javítása Jelen szabvány 6.3. szakasza tartalmazza a hibahelyek javítására vonatkozó előírásokat. Amennyiben a már tűzihorganyzott acélszerkezet utólagosan festik, porszórt bevonattal, lakkal, vagy egyéb más további réteggel látják el (EN , EN 13438) ezt közölni kell a tűzihorganyzóval. Közösen kell megállapodni az esetleges hibahelyek javítási módjairól és a javító anyagról. A javítóanyag minőségének és az alkalmazott rétegvastagságnak meg kell felelni a követő bevonatnak. Acélszerkezetek szerelése során amennyiben a horganybevonat sérül az EN ISO 1461 szabványban 6.3. szakaszában előírt javítási módszereket kell alkalmazni. D melléklet (tájékoztatás): A rétegvastagság meghatározása Acélszerkezetek tűzihorgany bevonatainak vastagsága csak speciális mérőműszerekkel, vagy laboratóriumi mérésekkel határozható meg. Átlagosan µm között változnak a mért értékek. D1. Általános előírás Általánosságban javasolható a mágneses mérőberendezések alkalmazása (ISO 2178, ISO 2808, ISO 3882). A tűzihorganyzó üzemek és a termékfelhasználók általában erre vannak felkészülve. A roncsolásos vizsgálatokat (D2.,D3) vitás esetekben és különleges igényeknél célszerű csak alkalmazni. D2. Mikrocsiszolásos módszer (ISO 1463) A horganyzott termék darabolása után egy adott keresztmetszet mikroszkópos képét adja, ezen lehet meghatározni az összréteg vastagságot, de az egyes bevonat fázisok jellemzőit is. Ritkán alkalmazott, drága eljárás. D3. A rétegvastagság kiszámítása a felületegységre eső tömegből (vonatkoztatási módszer) A vizsgált termék roncsolásos vizsgálata (ISO 1460). Alkalmazása vitás esetekben indokolt. A mérés során kapott felületegységre eső horganybevonat tömeget gramm per négyzetméter (g/m 2 ) értékben kapjuk meg. Ebből egyszerűen számítható a vizsgált munkadarab elméleti átlagos bevonatvastagsága (µm) úgy, hogy a felületegységre eső tömeget (g/m 2 ) elosztjuk a horgany (cink) névleges sűrűségével (g/cm 3 ). Tisztán horgany-vas ötvözeti fázisból álló bevonatnál a pontosabb számításhoz a horgany névleges sűrűségét kissé korrigálni kell. E melléklet (tájékoztatás): Tűzihorganyzással kialakított bevonatok korrózióval szembeni ellenálló képessége Atmoszférikus igénybevétel esetén a horganybevonatok élettartama arányos a horganyréteg vastagságával. (EN ISO ). Tehát azonos korróziós körülmények (korrozivitási kategória) között kétszer olyan vastag bevonat kétszer annyi ideig biztosítja az alapfém védelmét. A horganybevonat korróziós ellenállását nem laboratóriumi körülmények között, hanem a természetes környezetben történő kitéti vizsgálatokkal állapítják meg. A nemzetközileg elfogadott adatokat rendszeresen felülvizsgálják, és ezek találhatók meg a megfelelő szabványokban. Fontos segédletei a korrózió elleni védelem tervezésének (pl.: EN ISO 14713).
20 18 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz Korrozivtási kategória (C) Korrózió sebesség r corr (μm/év) Kategória jellemzése C1 r corr 0,1 nagyon alacsony C2 0,1 < r corr 0,7 alacsony C3 0,7< r corr 2 közepes C4 2 < r corr 4 magas C5 4 < r corr 8 nagyon magas CX 8 < r corr 25 extrém Beltér Fűtött terek, alacsony relatív páratartalommal és jelentéktelen légszennyezéssel, pl.: irodák, iskolák, múzeumok. Példák a tipikus környezetekre Kültér Száraz vagy hideg klímaterület atmoszférikus igénybevétel nagyon alacsony légszennyezéssel és csekély nedvességgel, pl.: bizonyos sivatagok, északi és déli sarok központi vidékei. Mérsékelt klímaterület, csekély Nem fűtött terek, ingadozó légszennyezés (SO 2 < 5 μg/m 3 ), például.: hőmérséklet és relatív páratartalom vidéki területek, kisvárosok. Száraz mellett. Ritka csapadék kondenzáció vagy hideg klímaterület, atmoszférikus és csekély légszennyezettség, pl.: igénybevétel, rövid ideig tartó sportcsarnokok, raktárak. nedvességgel, pl.: sivatagok, szubarktikus területek. Terek alkalomszerű csapadék kondenzációval és technológiától függő mérsékelt légszennyezéssel, pl.: élelmiszer-feldolgozók, mosodák, pékségek, tejüzemek. Terek gyakori csapadék kondenzációval és technológiából származó magasabb légszennyezéssel, pl.: ipari berendezések, uszodák. Terek nagyon gyakori csapadék kondenzációval és /vagy technológiából származó magasabb légszennyezéssel, pl.: bányák, ipari aknák, nem szellőztetet terek szubtrópusi és trópusi klímában. Terek folyamatos csapadék kondenzációval vagy hosszú időtartamú nedvességhatásokkal és/vagy technológiából származó magasabb légszennyezéssel, pl.: szellőzetlen terek nedves, vizes helyen, trópusi klíma a beltérbe behatoló külső szennyezett levegővel, ehhez kapcsolódóan korróziót kiváltó erős klorid-szennyezéssel és szilárd részecskékkel. Mérsékelt klímaterület, közepes légszennyezés (SO 2 : 5 μg/m 3 30 μg/m 3 ) vagy csekély klorid-terhelés, pl.: városi területek, tengerpartok kevesebb kloridlecsapódással, szubtrópusi vagy trópusi klíma alacsonyabb légszennyezettséggel. Mérsékelt klíma, magasabb légszennyezés (SO 2 : 30 μg/m 3 90 μg/m 3 ) vagy jelentős klorid-terheléssel, pl.: szennyezett városi területek, tengerpartok sósvíz permet nélkül, erős sósharmat igénybevétel, szubtrópusi és trópusi klíma közepes légszennyezéssel. Mérsékelt és szubtrópusi klíma, atmoszférikus igénybevétel nagyon magas légszennyezéssel (SO 2 : 90 μg/m μg/m 3 ) és/vagy különösen erős klorid-terheléssel, pl.: ipari területek, tengerpartok. Szubtrópusi és trópusi klíma (nagyon hosszú ideig tartó nedvességhatások), nagyon magas légszennyezettség (SO 2 : több mint 250 μg/m 3 ), együtt technológiából származó kísérő légszennyezéssel és/vagy erős kloridterheléssel, pl.: extrém ipari területek, tenderpartok és tengerparti hatásnak kitett területek, alkalmi sósvíz érintkezés. A cink (horgany) korróziós ellenállása különféle klímatípusokban (EN ISO : 2009) (csak kivonat a szabvány 1. táblázatából) Laboratóriumi gyorsított korróziós vizsgálatok nem alkalmasak a horganybevonatok hosszú távú korróziós képességének modellezésére.
21 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz 19 Az EN ISO : 2009 szabvány 2. táblázata megmutatja, hogy a különféle horganyzási technikákkal kialakított bevonatoknak az első karbantartásukig mekkora a várható élettartamuk. Az ehhez kapcsolódó védelmi időtartamokat (időtállósági kategóriák az első karbantartásig) különböztet meg az alábbiak szerint. Nagyon kicsi (VL): Kicsi (L): Közepes (M): Hosszú (H): Nagyon hosszú (VH): 0 < 2 év 2 < 5 év 5 < 10 év 10 < 20 év 20 év Eljárás Szabványa Min. vastagság (μm) A kiválasztott korrozivitási kategóriák (ISO 9223), a legrövidebb és leghosszabb ellenállóképesség (évek) és időtállósági kategóriák (VL, L, M, H, VH) C3 C4 C5 CX 85 40/>100 VH 20/40 VH 10/20 H 3/10 M Tűzihorganyzás ISO />100 VH 33/67 VH 17/33 VH 6/17 H />100 VH 48/95 VH 24/48 VH 8/24 H Folytatólagos lemezhorganyzás EN /29 H 5/10 M 2/5 L 1/2 VL 42 20/60 VH 10/20 H 5/10 M 2/5 L Csőhorganyzás EN /79 VH 13/26 H 7/13 H 2/7 L 15 7/21 H 4/7 M 2/4 L 1/2 VL Sherardizálás EN /43 VH 7/14 H 4/7 M 2/4 VL 45 21/65 VH 11/25 H 6/11 M 3/6 L Elektrolitikus horganyzás (lemezek) EN /7 L 1/2 VL 1/1 VL 0/1 VL 25 12/36 H 6/12 M 3/6 M 1/3 VL Mechanikus plattírozás ISO /11 M 2/4 L 1/2 VL 0/1 VL 25 12/36 H 6/12 M 3/6 L 1/3 VL Különböző technológiával előállított horganybevonatok védelmi időtartama eltérő korrozivitási kategóriákban (EN ISO :2009 szerint). Csak kivonat, nem tartalmaz minden adatot. Az EN ISO 14713: 2009 szabvány jól tájékoztat, egyben megkönnyíti a tervezők, gyártók és felhasználók munkáját.
22 20 Útmutató és magyarázatok az MSZ EN ISO 1461: 2009 szabványhoz JEGYZETEK










23
TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat
 2016. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak IV. évfolyam, 1. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2016. Tisztelt Olvasóink!
2016. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak IV. évfolyam, 1. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2016. Tisztelt Olvasóink!
TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat
 2015. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak III. évfolyam, 4. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2015. Tisztelt Olvasóink!
2015. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak III. évfolyam, 4. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2015. Tisztelt Olvasóink!
Építményeink védelme március 27. Acélfelületek korrózió elleni védelme fémbevonatokkal
 Építményeink védelme 2018. március 27. Acélfelületek korrózió elleni védelme fémbevonatokkal Dr. Seidl Ágoston okl. vegyészmérnök, korróziós szakmérnök c.egy.docens A korrózióról általában A korrózióról
Építményeink védelme 2018. március 27. Acélfelületek korrózió elleni védelme fémbevonatokkal Dr. Seidl Ágoston okl. vegyészmérnök, korróziós szakmérnök c.egy.docens A korrózióról általában A korrózióról
TŰZIHORGANYZOTT ACÉLSZERKEZETEK
 2018. Tisztelt Olvasóink! Mielőtt egy tűzihorganyzásra kerülő acélszerkezet végleges, kész méreteit meghatározzuk, a lehetséges legnagyobb termékméretek tisztázása érdekében Online célszerű szakfolyóirat
2018. Tisztelt Olvasóink! Mielőtt egy tűzihorganyzásra kerülő acélszerkezet végleges, kész méreteit meghatározzuk, a lehetséges legnagyobb termékméretek tisztázása érdekében Online célszerű szakfolyóirat
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI. Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.*
 FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
MÓDOSÍTOTT RÉSZLETEZŐ OKIRAT (1) a NAH /2015 nyilvántartási számú 1 akkreditált státuszhoz
 a NAH /2015 nyilvántartási számú 1 akkreditált státuszhoz") MÓDOSÍTOTT RÉSZLETEZŐ OKIRAT (1) a NAH-1-1214/2015 nyilvántartási számú 1 akkreditált státuszhoz A VEKOR Korrózióvédelmi Analitikai Kft. bevonatvizsgáló laboratórium (8200 Veszprém, Wartha Vince u. 1/2.
MÓDOSÍTOTT RÉSZLETEZŐ OKIRAT (1) a NAH-1-1214/2015 nyilvántartási számú 1 akkreditált státuszhoz A VEKOR Korrózióvédelmi Analitikai Kft. bevonatvizsgáló laboratórium (8200 Veszprém, Wartha Vince u. 1/2.
Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék
 ACÉLSZERKEZETEK I. - 9. Előadás Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com Korrózió A szerkezeti acél korróziója egy elektrokémiai
ACÉLSZERKEZETEK I. - 9. Előadás Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com Korrózió A szerkezeti acél korróziója egy elektrokémiai
KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT!
 Cromkontakt galvánipari kft Cromkontakt galvánipari kft. KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT! Az Ön megbízható partnere a galvanizálásban! KAPCSOLAT 1214 Budapest, II. Rákóczi Ferenc út 289-295. Tel: +36-20-450-7284
Cromkontakt galvánipari kft Cromkontakt galvánipari kft. KIVÁLÓ MINŐSÉG, GYÖNYÖRŰ BEVONAT! Az Ön megbízható partnere a galvanizálásban! KAPCSOLAT 1214 Budapest, II. Rákóczi Ferenc út 289-295. Tel: +36-20-450-7284
Hidász Napok A MINDEN-KORR Korrózióvédelmi Mérnökiroda Bt. szeretettel üdvözli a konferencia résztvevőit. Visegrád,
 A MINDEN-KORR Korrózióvédelmi Mérnökiroda Bt. szeretettel üdvözli a konferencia résztvevőit. Acélszerkezetű hidak korrózióvédelmi tervezése Cégünk 10 éve kapcsolódott be az új, valamint a felújításra kerülő
A MINDEN-KORR Korrózióvédelmi Mérnökiroda Bt. szeretettel üdvözli a konferencia résztvevőit. Acélszerkezetű hidak korrózióvédelmi tervezése Cégünk 10 éve kapcsolódott be az új, valamint a felújításra kerülő
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
AZ ACÉLSZERKEZETEK ÁLLAPOTVIZSGÁLATA
 ACÉLSZERKEZETEK MEGERŐSÍTÉSE AZ ACÉLSZERKEZETEK ÁLLAPOTVIZSGÁLATA FERNEZELYI SÁNDOR EGYETEMI TANÁR KORÁBBI ELŐADÁSÁNAK KIEGÉSZÍTETT BŐVÍTETT VÁLTOZATA AZ ACÉLSZERKEZETEK ÁLLAPOTA ANYAGMINŐSÉG (MECHANIKAI
ACÉLSZERKEZETEK MEGERŐSÍTÉSE AZ ACÉLSZERKEZETEK ÁLLAPOTVIZSGÁLATA FERNEZELYI SÁNDOR EGYETEMI TANÁR KORÁBBI ELŐADÁSÁNAK KIEGÉSZÍTETT BŐVÍTETT VÁLTOZATA AZ ACÉLSZERKEZETEK ÁLLAPOTA ANYAGMINŐSÉG (MECHANIKAI
1. számú melléklet: Műszaki előírás:
 1. számú melléklet: Műszaki előírás: A kiszállított alkatrészek felület előkészítését el kell végezni, ami áll egy mechanikus homokszórásból (porlakkozott/rilzánozott/festett) felület esetén vagy egy vegyi
1. számú melléklet: Műszaki előírás: A kiszállított alkatrészek felület előkészítését el kell végezni, ami áll egy mechanikus homokszórásból (porlakkozott/rilzánozott/festett) felület esetén vagy egy vegyi
TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat
 2013. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak I. évfolyam, 1. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2013. Tisztelt Olvasóink!
2013. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak I. évfolyam, 1. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2013. Tisztelt Olvasóink!
Új utakon a folyamatos tűzi mártó szalaghorganyzás
 Új utakon a folyamatos tűzi mártó szalaghorganyzás Miskolci Egyetem Kerpely Antal Anyagtudományok és Technológiák Doktori Iskola Konzulens: Dr. Török Tamás Társ konzulens: Dr. Gácsi Zoltán Fajger János
Új utakon a folyamatos tűzi mártó szalaghorganyzás Miskolci Egyetem Kerpely Antal Anyagtudományok és Technológiák Doktori Iskola Konzulens: Dr. Török Tamás Társ konzulens: Dr. Gácsi Zoltán Fajger János
TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat
 2017. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak V. évfolyam, 2. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2017. Tisztelt Olvasóink!
2017. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak V. évfolyam, 2. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2017. Tisztelt Olvasóink!
A vízgazdálkodás területén alkalmazható festék bevonatrendszerek fémszerkezetek védelmére
 Budalakk Innova Kft. Budapest, 1044, Váci út 40. Tel: (1) 369-7406, Fax: (1) 369-7413 http://www.budalakkinnova.hu festekudvar@budalakkinnova.hu A vízgazdálkodás területén alkalmazható festék bevonatrendszerek
Budalakk Innova Kft. Budapest, 1044, Váci út 40. Tel: (1) 369-7406, Fax: (1) 369-7413 http://www.budalakkinnova.hu festekudvar@budalakkinnova.hu A vízgazdálkodás területén alkalmazható festék bevonatrendszerek
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
HEGESZTÉSI SZAKISMERET
 HEGESZTÉSI SZAKISMERET 1.) Ismertesse az SI mértékrendszer szerinti nyomás, hőmérséklet, mechanikai feszültség stb. mértékegységeket! 2.) Melyek azok a fizikai, kémiai, mechanikai tulajdonságok, amelyek
HEGESZTÉSI SZAKISMERET 1.) Ismertesse az SI mértékrendszer szerinti nyomás, hőmérséklet, mechanikai feszültség stb. mértékegységeket! 2.) Melyek azok a fizikai, kémiai, mechanikai tulajdonságok, amelyek
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA VEGYIPAR ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 VEGYIPAR ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 12 pont Anyagszállítás 1. Az ábrán egy egyszeres működésű dugattyús szivattyú látható. Nevezze meg a szivattyú számokkal jelölt
VEGYIPAR ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 12 pont Anyagszállítás 1. Az ábrán egy egyszeres működésű dugattyús szivattyú látható. Nevezze meg a szivattyú számokkal jelölt
Zanathy Valéria VEKOR Kft. www.vekor.hu
 Zanathy Valéria VEKOR Kft. www.vekor.hu A hidak gépészeti tervezésekor fő szempont a statikai megfelelőség. Acél szerkezeti elemek alkalmazásakor fontos kérdés a korrózió elleni védelem. 2011.06.15. 2
Zanathy Valéria VEKOR Kft. www.vekor.hu A hidak gépészeti tervezésekor fő szempont a statikai megfelelőség. Acél szerkezeti elemek alkalmazásakor fontos kérdés a korrózió elleni védelem. 2011.06.15. 2
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT /2009 számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1619/2009 számú akkreditált státuszhoz A FORKORR Korrózióvédelmi, Tanácsadó és Szolgáltató Kft. (3700 Kazincbarcika, Vájár u. 33.) akkreditált területe:
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1619/2009 számú akkreditált státuszhoz A FORKORR Korrózióvédelmi, Tanácsadó és Szolgáltató Kft. (3700 Kazincbarcika, Vájár u. 33.) akkreditált területe:
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
isd dunaferr termékkatalógus
 isd dunaferr termékkatalógus HIDEGEN HAJLÍTOTT IDOMACÉL TERMÉKEK A hidegen hajlított idomacélokat folyamatos görgős hajlítással állítjuk elő, tekercselt hasított szalagokból, az egymás mögé épített állványokba
isd dunaferr termékkatalógus HIDEGEN HAJLÍTOTT IDOMACÉL TERMÉKEK A hidegen hajlított idomacélokat folyamatos görgős hajlítással állítjuk elő, tekercselt hasított szalagokból, az egymás mögé épített állványokba
TŰZIHORGANYZOTT ACÉLSZERKEZETEK
 2015. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak III. évfolyam, 2. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2015. Tisztelt Olvasóink!
2015. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak III. évfolyam, 2. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2015. Tisztelt Olvasóink!
Korrózióálló acélok felületkezelési eljárásai. Pető Róbert
 Korrózióálló acélok felületkezelési eljárásai Pető Róbert 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek Miért? A jó
Korrózióálló acélok felületkezelési eljárásai Pető Róbert 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek Miért? A jó
(98/214/EK) (HL L 80, , o. 46)
 (HL L 80, , o. 46)") 1998D0214 HU 02.08.2001 001.001 1 Ez a dokumentum kizárólag tájékoztató jellegű, az intézmények semmiféle felelősséget nem vállalnak a tartalmáért B A BIZOTTSÁG HATÁROZATA (1998. március 9.) az építési
1998D0214 HU 02.08.2001 001.001 1 Ez a dokumentum kizárólag tájékoztató jellegű, az intézmények semmiféle felelősséget nem vállalnak a tartalmáért B A BIZOTTSÁG HATÁROZATA (1998. március 9.) az építési
Tűzvédő bevonatok készítésének folyamata. 1 2012-11-16 tűzvédelmi szimpózium
 Tűzvédő bevonatok készítésének folyamata 1 2012-11-16 tűzvédelmi szimpózium Élet A tűz Pusztulás 2 2012-11-16 tűzvédelmi szimpózium Az ember szolgálatában 3 2012-11-16 tűzvédelmi szimpózium Veszélyek 4
Tűzvédő bevonatok készítésének folyamata 1 2012-11-16 tűzvédelmi szimpózium Élet A tűz Pusztulás 2 2012-11-16 tűzvédelmi szimpózium Az ember szolgálatában 3 2012-11-16 tűzvédelmi szimpózium Veszélyek 4
Kiss László 2011. Blog: www.elka-kl.blogspot.com Email: kislacika@gmail.com
 Kiss László 2011. Blog: www.elka-kl.blogspot.com Email: kislacika@gmail.com Ólommentes környezetvédelem RoHS (Restriction of Hazardous Substances), [2002/95/EC] EU irányelv az ólom leváltásáról, 2006.
Kiss László 2011. Blog: www.elka-kl.blogspot.com Email: kislacika@gmail.com Ólommentes környezetvédelem RoHS (Restriction of Hazardous Substances), [2002/95/EC] EU irányelv az ólom leváltásáról, 2006.
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
Andó Mátyás Felületi érdesség matyi.misi.eu. Felületi érdesség. 1. ábra. Felületi érdességi jelek
 1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
TŰZIHORGANYZOTT ACÉLSZERKEZETEK
 2015. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak III. évfolyam, 1. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2015. Tisztelt Olvasóink!
2015. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak III. évfolyam, 1. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2015. Tisztelt Olvasóink!
Felületminőség. 11. előadás
 Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
TŰZIHORGANYZOTT ACÉLSZERKEZETEK
 2014. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak II. évfolyam, 5. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2014. Tisztelt Olvasóink!
2014. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak II. évfolyam, 5. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2014. Tisztelt Olvasóink!
A Magyar Élelmiszerkönyv /424 számú előírása az étkezési kazeinek és kazeinátok mintavételi módszereiről
 6. melléklet a /2010. (..) VM rendelethez 35. melléklet a 152/2009. (XI. 12.) FVM rendelethez A Magyar Élelmiszerkönyv 3-1-86/424 számú előírása az étkezési kazeinek és kazeinátok mintavételi módszereiről
6. melléklet a /2010. (..) VM rendelethez 35. melléklet a 152/2009. (XI. 12.) FVM rendelethez A Magyar Élelmiszerkönyv 3-1-86/424 számú előírása az étkezési kazeinek és kazeinátok mintavételi módszereiről
TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat
 2014. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak II. évfolyam, 3. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2014. Tisztelt Olvasóink!
2014. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak II. évfolyam, 3. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2014. Tisztelt Olvasóink!
Általános igényeket kielégítő hajlaterősítő vízszigetelő szalag. {tab=termékleírás} Tulajdonságok:
 Általános igényeket kielégítő hajlaterősítő vízszigetelő szalag {tab=termékleírás} Tulajdonságok: Az ASO-Dichtband-2000 egy új típusú kompozit anyag, amely tartós, nyújtható, vízszigetelő, de a páraván
Általános igényeket kielégítő hajlaterősítő vízszigetelő szalag {tab=termékleírás} Tulajdonságok: Az ASO-Dichtband-2000 egy új típusú kompozit anyag, amely tartós, nyújtható, vízszigetelő, de a páraván
Bemutatkozik a P.Max Technológia Kft.
 Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Bemutatkozik a P.Max Technológia Kft. Cégünk, a 2001. évben alakult, 100 százalékban magyar tulajdonú vállalatként. Központi telephelyünk, üzemünk, raktárunk Balatonfűzfőn, az Ipari Park területén található.
Tűzállóságot növelő bevonati rendszerek és burkolatok kialakítása, felülvizsgálata és karbantartása
 Tűzállóságot növelő bevonati rendszerek és burkolatok kialakítása, felülvizsgálata és karbantartása + A TvMI 12.1 tervezetében: 13. Tűzgátló lezárások 16. Tűzvédelmi célú bevonati rendszerek 17. Tűzállóságot
Tűzállóságot növelő bevonati rendszerek és burkolatok kialakítása, felülvizsgálata és karbantartása + A TvMI 12.1 tervezetében: 13. Tűzgátló lezárások 16. Tűzvédelmi célú bevonati rendszerek 17. Tűzállóságot
NYOMTATOTT HUZALOZÁSÚ LAPOK GYÁRTÁSTECHNOLÓGIÁJA
 NYOMTATOTT HUZALOZÁSÚ LAPOK GYÁRTÁSTECHNOLÓGIÁJA Az elektronikai tervező általában nem gyárt nyomtatott lapokat, mégis kell, hogy legyen némi rálátása a gyártástechnológiára, hogy terve kivitelezhető legyen.
NYOMTATOTT HUZALOZÁSÚ LAPOK GYÁRTÁSTECHNOLÓGIÁJA Az elektronikai tervező általában nem gyárt nyomtatott lapokat, mégis kell, hogy legyen némi rálátása a gyártástechnológiára, hogy terve kivitelezhető legyen.
(HL L 384., , 75. o.)
") 2006R2023 HU 17.04.2008 001.001 1 Ez a dokumentum kizárólag tájékoztató jellegű, az intézmények semmiféle felelősséget nem vállalnak a tartalmáért B A BIZOTTSÁG 2023/2006/EK RENDELETE (2006. december 22.)
2006R2023 HU 17.04.2008 001.001 1 Ez a dokumentum kizárólag tájékoztató jellegű, az intézmények semmiféle felelősséget nem vállalnak a tartalmáért B A BIZOTTSÁG 2023/2006/EK RENDELETE (2006. december 22.)
Függő ereszcsatorna 2m. Függő ereszcsatorna 4m. Lefolyócső 4m Lefolyócső 3m Lefolyócső 2m. 1 164 Ft
 Függő ereszcsatorna 6m Függő ereszcsatorna 4m Függő ereszcsatorna 2m Lefolyócső 4m Lefolyócső 3m Lefolyócső 2m Kovács János Lemezfeldolgozó E.V. Horganyzott acél termékek Nettó Bruttó Nettó Bruttó Nettó
Függő ereszcsatorna 6m Függő ereszcsatorna 4m Függő ereszcsatorna 2m Lefolyócső 4m Lefolyócső 3m Lefolyócső 2m Kovács János Lemezfeldolgozó E.V. Horganyzott acél termékek Nettó Bruttó Nettó Bruttó Nettó
Konkrét példák (és megoldások) egy Notified Body ajánlásával
 egy Notified Body ajánlásával") Konkrét példák (és megoldások) egy Notified Body ajánlásával EN 1090-1, -2, -3 Építési acél-és alumíniumszerkezetek Görbe Zoltán, szakértő, Budapest, MESSER szakmai nap, 2013.11.27. 2009/105/EC 97/23/EC
Konkrét példák (és megoldások) egy Notified Body ajánlásával EN 1090-1, -2, -3 Építési acél-és alumíniumszerkezetek Görbe Zoltán, szakértő, Budapest, MESSER szakmai nap, 2013.11.27. 2009/105/EC 97/23/EC
TŰZIHORGANYZOTT ACÉLSZERKEZETEK
 2014. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak II. évfolyam, 2. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2014. Tisztelt Olvasóink!
2014. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak II. évfolyam, 2. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2014. Tisztelt Olvasóink!
KÖZÉPNEHÉZ ECONOMY. Economy kapcsolható, csavar nélkül összeállítható polcos állványrendszer
 KÖZÉPNEHÉZ ECONOMY Economy kapcsolható, csavar nélkül összeállítható polcos állványrendszer Kiválóan alkalmas viszonylag nagy tömegű anyagok tárolására, melyek normál polcos állványokban már nem tárolhatók,
KÖZÉPNEHÉZ ECONOMY Economy kapcsolható, csavar nélkül összeállítható polcos állványrendszer Kiválóan alkalmas viszonylag nagy tömegű anyagok tárolására, melyek normál polcos állványokban már nem tárolhatók,
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával
 Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával") 10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
10) Mutassa be az acélcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom
TŰZIHORGANYZÁS (MSZ EN ISO 1461)
") TŰZIHORGANYZÁS (MSZ EN ISO 1461) Hot-dip Galvanizing * Feuerverzinkung Figyelem: Ebben a tájékoztató dokumentumban található információkat a Magyar Tűzihorganyzók Szövetsége biztosítja mindenkinek, aki
TŰZIHORGANYZÁS (MSZ EN ISO 1461) Hot-dip Galvanizing * Feuerverzinkung Figyelem: Ebben a tájékoztató dokumentumban található információkat a Magyar Tűzihorganyzók Szövetsége biztosítja mindenkinek, aki
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA VEGYIPAR ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 VEGYIPAR ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. feladat 12 pont Anyagszállítás 1. Az ábrán egy egyszeres működésű dugattyús szivattyú látható. Nevezze
VEGYIPAR ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. feladat 12 pont Anyagszállítás 1. Az ábrán egy egyszeres működésű dugattyús szivattyú látható. Nevezze
Szerelési utasítás PG-114 Gólyafészek rugósjáték BETONOS KIVITEL Gólyafészek rugósjáték fő egységei:
 Szerelési utasítás PG-114 Gólyafészek rugósjáték BETONOS KIVITEL Gólyafészek rugósjáték fő egységei: - Felületkezelt rugós állványzat - Tartókar - Fészek Felületkezelt rugós állványzat (1db) Gólyafészek
Szerelési utasítás PG-114 Gólyafészek rugósjáték BETONOS KIVITEL Gólyafészek rugósjáték fő egységei: - Felületkezelt rugós állványzat - Tartókar - Fészek Felületkezelt rugós állványzat (1db) Gólyafészek
Átlapolt horganyzott lemezek MIG/MAG hegesztése
 Átlapolt horganyzott lemezek MIG/MAG hegesztése Az ívhegesztés forrása számos a környezetre káros hatást okoz (UV sugárzás, zaj, füst, fröcskölés ), A horganyzással történı korrózió elleni védelem az autóiparban
Átlapolt horganyzott lemezek MIG/MAG hegesztése Az ívhegesztés forrása számos a környezetre káros hatást okoz (UV sugárzás, zaj, füst, fröcskölés ), A horganyzással történı korrózió elleni védelem az autóiparban
Szerelési utasítás RJFH-150 Mini fészekhinta
 Szerelési utasítás RJFH-150 Mini fészekhinta Gyártó: POLYDUCT ZRT Nádudvar Kabai út 62. 4181 Mini fészekhinta fő egységei: - Felületkezelt állványzat - Fészekhinta ülőke szett - 100 Felületkezelt állványzat
Szerelési utasítás RJFH-150 Mini fészekhinta Gyártó: POLYDUCT ZRT Nádudvar Kabai út 62. 4181 Mini fészekhinta fő egységei: - Felületkezelt állványzat - Fészekhinta ülőke szett - 100 Felületkezelt állványzat
Szerelési utasítás FS-245 Háromszemélyes szarvas rugósjáték BETONOS KIVITEL 3 személyes szarvas rugós játék fő egységei:
 Szerelési utasítás FS-245 Háromszemélyes szarvas rugósjáték BETONOS KIVITEL 3 személyes szarvas rugós játék fő egységei: - Felületkezelt rugós állványzat - UV stabilizált polietilén ülőfelület Felületkezelt
Szerelési utasítás FS-245 Háromszemélyes szarvas rugósjáték BETONOS KIVITEL 3 személyes szarvas rugós játék fő egységei: - Felületkezelt rugós állványzat - UV stabilizált polietilén ülőfelület Felületkezelt
TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat
 2013. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak I. évfolyam, 3. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2013. Tisztelt Olvasóink!
2013. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak I. évfolyam, 3. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2013. Tisztelt Olvasóink!
MAGYAR ÉLELMISZERKÖNYV (Codex Alimentarius Hungaricus)
") Az 56/2004. (IV.24.) FVM rendelet mellékletének 51. sorszámú előírása MAGYAR ÉLELMISZERKÖNYV (Codex Alimentarius Hungaricus) 3-1-86/424 számú előírás (2. kiadás 2006.) Az étkezési kazeinek és kazeinátok
Az 56/2004. (IV.24.) FVM rendelet mellékletének 51. sorszámú előírása MAGYAR ÉLELMISZERKÖNYV (Codex Alimentarius Hungaricus) 3-1-86/424 számú előírás (2. kiadás 2006.) Az étkezési kazeinek és kazeinátok
Záróvizsga szakdolgozat. Mérési bizonytalanság meghatározásának módszertana metallográfiai vizsgálatoknál. Kivonat
 Záróvizsga szakdolgozat Mérési bizonytalanság meghatározásának módszertana metallográfiai vizsgálatoknál Kivonat Csali-Kovács Krisztina Minőségirányítási szakirány 2006 1 1. Bevezetés 1.1. A dolgozat célja
Záróvizsga szakdolgozat Mérési bizonytalanság meghatározásának módszertana metallográfiai vizsgálatoknál Kivonat Csali-Kovács Krisztina Minőségirányítási szakirány 2006 1 1. Bevezetés 1.1. A dolgozat célja
Magyar Mérnöki Kamara ELEKTROTECHNIKAI TAGOZAT Villámvédelmi vizsgára felkészítő tanf. 2015 MSZ EN 62305-3
 Magyar Mérnöki Kamara ELEKTROTECHNIKAI TAGOZAT Villámvédelmi vizsgára felkészítő tanf. 2015 MSZ EN 62305-3 Alapok - Az építményben és annak környezetében a fizikai károsodás és az élőlények érintési és
Magyar Mérnöki Kamara ELEKTROTECHNIKAI TAGOZAT Villámvédelmi vizsgára felkészítő tanf. 2015 MSZ EN 62305-3 Alapok - Az építményben és annak környezetében a fizikai károsodás és az élőlények érintési és
Üzemi gyártásellenőrzés a kavics- és kőbányákban Kő- és kavicsbányász nap Budapest 2008
 gyártásellenőrzés a kavics- és kőbányákban Kő- és kavicsbányász nap Budapest 2008 A bányászat során előállított építési termékekre vonatkozó előírások 3/2003. (I. 25.) BM-GKM-KvVM együttes rendelet az
gyártásellenőrzés a kavics- és kőbányákban Kő- és kavicsbányász nap Budapest 2008 A bányászat során előállított építési termékekre vonatkozó előírások 3/2003. (I. 25.) BM-GKM-KvVM együttes rendelet az
TŰZIHORGANYZOTT ACÉLSZERKEZETEK
 2018. Tisztelt Olvasóink! Mielőtt egy tűzihorganyzásra kerülő acélszerkezet végleges, kész méreteit meghatározzuk, a lehetséges legnagyobb termékméretek tisztázása érdekében Online célszerű szakfolyóirat
2018. Tisztelt Olvasóink! Mielőtt egy tűzihorganyzásra kerülő acélszerkezet végleges, kész méreteit meghatározzuk, a lehetséges legnagyobb termékméretek tisztázása érdekében Online célszerű szakfolyóirat
Rozsdamentes anyagok fertőződésének megelőzése
 Rozsdamentes anyagok fertőződésének megelőzése Nemesacél anyagok feldolgozása során rendkívül nagy figyelmet kell fordítani a felületkezelés szakszerűségére, megfelelő hegesztőanyagok és kötőelemek kiválasztására.
Rozsdamentes anyagok fertőződésének megelőzése Nemesacél anyagok feldolgozása során rendkívül nagy figyelmet kell fordítani a felületkezelés szakszerűségére, megfelelő hegesztőanyagok és kötőelemek kiválasztására.
Légcsatornák és idomok
 A szellőzési rendszerek terveiben szereplő légcsatornák kör vagy négyszög keresztmetszetűek lehetnek. Anyagukat a tervező határozza meg, amely általában horganyzott acél, alumínium vagy rozsdamentes acél
A szellőzési rendszerek terveiben szereplő légcsatornák kör vagy négyszög keresztmetszetűek lehetnek. Anyagukat a tervező határozza meg, amely általában horganyzott acél, alumínium vagy rozsdamentes acél
Korrózió elleni védelem: TŰZIHORGANYZÁS
 Korrózió elleni védelem: TŰZIHORGANYZÁS A technológia és tervezési követelmények 2015 Ajánlás: Nagy örömmel ajánljuk a dokumentációt az egyetemek és főiskolák gépészmérnök, építész és építőmérnök, anyagmérnök,
Korrózió elleni védelem: TŰZIHORGANYZÁS A technológia és tervezési követelmények 2015 Ajánlás: Nagy örömmel ajánljuk a dokumentációt az egyetemek és főiskolák gépészmérnök, építész és építőmérnök, anyagmérnök,
Tapéta felrakási útmutató
 Tapéta felrakási útmutató Útmutató a sua1xx - sua4xx jelzésű termékekhez. SZÁLLÍTMÁNY ÁTVÉTELE Felhelyezés előtt győződjön meg róla, hogy az átvett szállítmány minden darabja ugyanazzal a tételszámmal
Tapéta felrakási útmutató Útmutató a sua1xx - sua4xx jelzésű termékekhez. SZÁLLÍTMÁNY ÁTVÉTELE Felhelyezés előtt győződjön meg róla, hogy az átvett szállítmány minden darabja ugyanazzal a tételszámmal
MAGYAR TŰZIHORGANYZÓK SZÖVETSÉGE. Tervezési irányelvek
 MAGYAR TŰZIHORGANYZÓK SZÖVETSÉGE Tervezési irányelvek 2009 Ajánlás: A kiadvány olyan információkat tartalmaz, amelyek elengedhetetlenül szükségesek azok részére, akik beruházásaiknál, vagy munkájuk során
MAGYAR TŰZIHORGANYZÓK SZÖVETSÉGE Tervezési irányelvek 2009 Ajánlás: A kiadvány olyan információkat tartalmaz, amelyek elengedhetetlenül szükségesek azok részére, akik beruházásaiknál, vagy munkájuk során
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
ULTRIL 377 CATEGORY III CERTIFICATION. STC377E - Rev 4 18.08.2005
 STC377E - Rev 4 18.08.2005 CATEGORY III CERTIFICATION 0334 ULTRIL 377 A 0072 számú jóváhagyott testület által kibocsátott CE-típusú Vizsgálati Igazolások 0072/014/162/09/94/0013 I.F.T.H Av. Guy de Collongue
STC377E - Rev 4 18.08.2005 CATEGORY III CERTIFICATION 0334 ULTRIL 377 A 0072 számú jóváhagyott testület által kibocsátott CE-típusú Vizsgálati Igazolások 0072/014/162/09/94/0013 I.F.T.H Av. Guy de Collongue
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
TECHNIKAI ADATLAP 1. SZAKASZ AZ ANYAG/KEVERÉK ÉS A VÁLLALAT/VÁLLALKOZÁS AZONOSÍTÁSA:
 lakk Elkészítés időpontja: 2012.02.05. 1 / 4. oldal TECHNIKAI ADATLAP 1. SZAKASZ AZ ANYAG/KEVERÉK ÉS A VÁLLALAT/VÁLLALKOZÁS AZONOSÍTÁSA: 1.1. Termék azonosító: Termékszám: JK 246 221 00 PN 112 474 06 Korrózió
lakk Elkészítés időpontja: 2012.02.05. 1 / 4. oldal TECHNIKAI ADATLAP 1. SZAKASZ AZ ANYAG/KEVERÉK ÉS A VÁLLALAT/VÁLLALKOZÁS AZONOSÍTÁSA: 1.1. Termék azonosító: Termékszám: JK 246 221 00 PN 112 474 06 Korrózió
!MICHAEL KFT Csavar és kötőelem szaküzlet '1103 Budapest Gyömrői út 150 Telfon:0611/4310170 Fax:06/1/260-36-46
 !MICHAEL ' Telfon:0611/4310170 Fax:06/1/260-36-46 i '/; -""1' Igényesetén a hitelesitett műbizonylat a fenti cimen kérhető! Kötőelemeink A1, A2 és A4-es minőségi ostályba sorolhatók, ausztenites acélokból
!MICHAEL ' Telfon:0611/4310170 Fax:06/1/260-36-46 i '/; -""1' Igényesetén a hitelesitett műbizonylat a fenti cimen kérhető! Kötőelemeink A1, A2 és A4-es minőségi ostályba sorolhatók, ausztenites acélokból
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
II. Bővített kiadás. (235 oldal, 38 ábra, 12 táblázat)
") SZERVES BEVONATOKKAL TÖRTÉNŐ IPARI KORRÓZIÓVÉDELEM GYAKORLATI KÉZIKÖNYVE Tartalomjegyzék II. Bővített kiadás (235 oldal, 38 ábra, 12 táblázat) I. KORRÓZIÓS ALAPISMERETEK 1.1, A Korrózió alapjai (3 oldal)
SZERVES BEVONATOKKAL TÖRTÉNŐ IPARI KORRÓZIÓVÉDELEM GYAKORLATI KÉZIKÖNYVE Tartalomjegyzék II. Bővített kiadás (235 oldal, 38 ábra, 12 táblázat) I. KORRÓZIÓS ALAPISMERETEK 1.1, A Korrózió alapjai (3 oldal)
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040
 SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
Zaj és rezgésvédelem NGB_KM015_ tanév tavasz Zajmérés. Bedő Anett egyetemi tanársegéd SZE, MTK, BGÉKI, Környezetmérnöki tanszék
 Zaj és rezgésvédelem NGB_KM015_1 2017 2018. tanév tavasz Zajmérés Bedő Anett egyetemi tanársegéd SZE, MTK, BGÉKI, Környezetmérnöki tanszék Előadás, gyakorlat Zajmérés-elmélet Zajmérés-gyakorlat 25/2004.
Zaj és rezgésvédelem NGB_KM015_1 2017 2018. tanév tavasz Zajmérés Bedő Anett egyetemi tanársegéd SZE, MTK, BGÉKI, Környezetmérnöki tanszék Előadás, gyakorlat Zajmérés-elmélet Zajmérés-gyakorlat 25/2004.
SIGMACOVER 256 (SIGMACOVER CM PRIMER) 7412
 7412") 2005. szeptember 2004. szeptemberi kiadás átdolgozása TERMÉKLEÍRÁS kétkomponenses, poliamiddal térhálósodó, átfesthető, vastagrétegű, cinkfoszfát epoxi bázisú alapozó JELLEMZŐI - általánosan alkalmazható
2005. szeptember 2004. szeptemberi kiadás átdolgozása TERMÉKLEÍRÁS kétkomponenses, poliamiddal térhálósodó, átfesthető, vastagrétegű, cinkfoszfát epoxi bázisú alapozó JELLEMZŐI - általánosan alkalmazható
IMMERPAN. Acél lapradiátorok
 IMMERPAN Acél lapradiátorok IMMERPAN, AZ ÚJ TERMÉKVONAL AZ IMMERGAS KÍNÁLATÁBAN Az Immergas a felhasználói igények széleskörű kiszolgálása érdekében acél lapradiátorokkal bővíti termékskáláját, melyeket
IMMERPAN Acél lapradiátorok IMMERPAN, AZ ÚJ TERMÉKVONAL AZ IMMERGAS KÍNÁLATÁBAN Az Immergas a felhasználói igények széleskörű kiszolgálása érdekében acél lapradiátorokkal bővíti termékskáláját, melyeket
AvantGuard : új értelmet ad a korróziógátlásnak.
 AvantGuard : új értelmet ad a korróziógátlásnak. AvantGuard : új értelmet ad a korróziógátlásnak. A Hempel bemutatja a forradalmian új AvantGuard korróziógátló technológiát. Az aktivált cinken alapuló
AvantGuard : új értelmet ad a korróziógátlásnak. AvantGuard : új értelmet ad a korróziógátlásnak. A Hempel bemutatja a forradalmian új AvantGuard korróziógátló technológiát. Az aktivált cinken alapuló
SZERELÉSI UTASÍTÁS Piknik asztal lócával
 SZERELÉSI UTASÍTÁS Piknik asztal lócával Gyártó: POLYDUCT ZRt. 4181 Nádudvar, Kabai út 62. Piknik asztal lócával fő egységei: Felületkezelt vázszerkezet Felületkezelt fa asztalrész és lócarész Felületkezelt
SZERELÉSI UTASÍTÁS Piknik asztal lócával Gyártó: POLYDUCT ZRt. 4181 Nádudvar, Kabai út 62. Piknik asztal lócával fő egységei: Felületkezelt vázszerkezet Felületkezelt fa asztalrész és lócarész Felületkezelt
Hidrofortartályok: Alkalmazási terület:
 Hidrofortartályok: Alkalmazási terület: A hidrofor a vízellátó rendszerek nyomásingadozásainak a kiegyenlítésére, valamint a hálózati nyomásfokozás segédberendezéseként alkalmazható. Szivattyú, kompresszor
Hidrofortartályok: Alkalmazási terület: A hidrofor a vízellátó rendszerek nyomásingadozásainak a kiegyenlítésére, valamint a hálózati nyomásfokozás segédberendezéseként alkalmazható. Szivattyú, kompresszor
isd dunaferr termékkatalógus
 isd dunaferr termékkatalógus BEVONATOS TERMÉKEK A tűzi horganyzás alapanyaga hidegen hengerelt szélesszalag. A fémbevonás tűzi-mártó horganyzással, Sendzimireljárással történik. Az építőipari elemek horganyzott
isd dunaferr termékkatalógus BEVONATOS TERMÉKEK A tűzi horganyzás alapanyaga hidegen hengerelt szélesszalag. A fémbevonás tűzi-mártó horganyzással, Sendzimireljárással történik. Az építőipari elemek horganyzott
Tűrés és illesztés. Készítette: Szűcs Tamás
 Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
YAC-A fűtés nélküli légfüggöny
 YAC-A fűtés nélküli légfüggöny MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2016.06.22. - 2 - Az ennek a gépkönyvnek a tárgyát képező termékcsoport YAC-A típusú, fűtés nélküli kapulégfüggöny termékcsalád
YAC-A fűtés nélküli légfüggöny MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2016.06.22. - 2 - Az ennek a gépkönyvnek a tárgyát képező termékcsoport YAC-A típusú, fűtés nélküli kapulégfüggöny termékcsalád
MÁV Rt. VÁLLALATI SZABVÁNY
 MÁV Rt. VÁLLALATI SZABVÁNY 1/a. sz Függelék A hatálybalépés időpontja: 1984. július 01. MÁVSZ 934 Mechanikai biztosítóberendezések Egységes váltózár egyzáras és ellenőrzőzáras Hatálytalanítja a MÁVSZ 934:1954,
MÁV Rt. VÁLLALATI SZABVÁNY 1/a. sz Függelék A hatálybalépés időpontja: 1984. július 01. MÁVSZ 934 Mechanikai biztosítóberendezések Egységes váltózár egyzáras és ellenőrzőzáras Hatálytalanítja a MÁVSZ 934:1954,
1214 Budapest, Puli sétány 2-4. www.grimas.hu 1 420 5883 1 276 0557 info@grimas.hu. Rétegvastagságmérő. MEGA-CHECK -Master-
 Rétegvastagságmérő MEGA-CHECK -Master- A "MEGA-CHECK -Master-" rétegvastagságmérő műszer alkalmas minden fémen a rétegvastagság mérésére. Az új generációs MEGA-CHECK rétegvastagságmérő eszközökben használtak
Rétegvastagságmérő MEGA-CHECK -Master- A "MEGA-CHECK -Master-" rétegvastagságmérő műszer alkalmas minden fémen a rétegvastagság mérésére. Az új generációs MEGA-CHECK rétegvastagságmérő eszközökben használtak
Megalapozó tanulmány az NBSZ 9. kötethez kiadandó hegesztési útmutató előkészítéséhez
 Megalapozó tanulmány az NBSZ 9. kötethez kiadandó hegesztési útmutató előkészítéséhez Gayer Béla Műszaki Igazgató 2017. Május 31 Magyar Hegesztéstechnikai és Anyagvizsgálati Egyesülés /MHtE/ Tartalom:
Megalapozó tanulmány az NBSZ 9. kötethez kiadandó hegesztési útmutató előkészítéséhez Gayer Béla Műszaki Igazgató 2017. Május 31 Magyar Hegesztéstechnikai és Anyagvizsgálati Egyesülés /MHtE/ Tartalom:
TŰZIHORGANYZOTT ACÉLSZERKEZETEK
 2018. Tisztelt Olvasóink! Mielőtt egy tűzihorganyzásra kerülő acélszerkezet végleges, kész méreteit meghatározzuk, a lehetséges legnagyobb termékméretek tisztázása érdekében Online célszerű szakfolyóirat
2018. Tisztelt Olvasóink! Mielőtt egy tűzihorganyzásra kerülő acélszerkezet végleges, kész méreteit meghatározzuk, a lehetséges legnagyobb termékméretek tisztázása érdekében Online célszerű szakfolyóirat
TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat
 2016. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak IV. évfolyam, 3. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2016. Tisztelt Olvasóink!
2016. TŰZIHORGANYZOTT ACÉLSZERKEZETEK Online szakfolyóirat Tervezőknek, gyártóknak és felhasználóknak IV. évfolyam, 3. szám Magyar Tűzihorganyzók Szervezete Szakmai Bizottsága 2016. Tisztelt Olvasóink!
18.135.1080 profil. Alkalmazás. tetôfedés falborítás. MEGAPROFIL Profilok tetôfedéshez és falborításhoz Az árak az áfát nem tartalmazzák.
 www.megaprofil.hu A katalógusban található adatok a nyomdába adás idôpontjában fennálló állapotnak felelnek meg. A termékek folyamatos fejlesztése során a Megaprofil megváltoztathatja a mûszaki adatokat,
www.megaprofil.hu A katalógusban található adatok a nyomdába adás idôpontjában fennálló állapotnak felelnek meg. A termékek folyamatos fejlesztése során a Megaprofil megváltoztathatja a mûszaki adatokat,
HEGESZTÉSI SZAKISMERET
 HEGESZTÉSI SZAKISMERET 1.) Melyek azok a főbb hegesztési eljárások, melyek alkalmasak műanyagok (polimerek) kötésére? 2.) Mely tulajdonságok teszik lehetővé a műanyagok hegesztését? 3.) Ismertesse a műanyagok
HEGESZTÉSI SZAKISMERET 1.) Melyek azok a főbb hegesztési eljárások, melyek alkalmasak műanyagok (polimerek) kötésére? 2.) Mely tulajdonságok teszik lehetővé a műanyagok hegesztését? 3.) Ismertesse a műanyagok
2016.02.16. Villámvédelem
 Magyar Mérnöki Kamara LKTROTCHNIKAI TAGOZAT Kötelező szakmai továbbképzés 2015 Villámvédelem #3. Az MSZ N 62305 szabványkiadások közötti fontosabb eltérések MSZ N 62305-3:2011 Építmények fizikai károsodása
Magyar Mérnöki Kamara LKTROTCHNIKAI TAGOZAT Kötelező szakmai továbbképzés 2015 Villámvédelem #3. Az MSZ N 62305 szabványkiadások közötti fontosabb eltérések MSZ N 62305-3:2011 Építmények fizikai károsodása
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze