MUNKAANYAG. Várnagy Csaba. Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel. A követelménymodul megnevezése: Hegesztő feladatok
|
|
|
- László Lukács
- 8 évvel ezelőtt
- Látták:
Átírás
1 Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: A tartalomelem azonosító száma és célcsoportja: SzT

2 FÉMEK HEGESZTHETŐSÉGE BEVONTELEKTRÓDÁS KÉZI ÍVHEGESZTÉSSEL ESETFELVETÉS-MUNKAHELYZET Ha egy gépipari üzemben dolgozunk, vagy látogatást teszünk, nagy valószínűséggel találkozunk különböző bevontelektródás ívhegesztő berendezéssel. Berendezések javításánál, lemez megmunkálásnál, karosszéria munkáknál sokszor adódik olyan műszaki probléma, amikor nem kerülhetjük el ezt a technológiát. Munkánk során óhatatlanul felmerül a kérdés, hogy minden anyagnál használhatjuk az ívhegesztést? Az ipar minden területén alkalmazzák egyszerűsége, olcsósága miatt. Gyakorlatilag minden anyag hegesztésére létezik elektróda és technikája megtanulható, és nem igényel jelentős beruházást sem. Erősen ötvözött acélokat kb. 75 % -ban bevonatos elektródával hegesztik. Felrakó hegesztéshez a legtöbb hegesztőanyag bevonatos elektróda formájában áll rendelkezésre. Az eljárással az ipar igényeinek megfelelő kötések készíthetők, így gyakorlatilag minden területen találhatunk alkalmazást. Hátránya elsősorban a kis leolvadási teljesítmény és az emberi tényezők jelentős szerepe illetve az, hogy nem- vasfémekhez nehezebben alkalmazható. A tanulmányunk folytán átismétlünk a témához tartozó fogalmakat, a gyakorlati munka pedig támogatni fogja a hegeszthetőség elméleti alapjait. Érdekes megfigyelni, hogy a legtöbb szakirodalom a hegeszthetőséget az ívhegesztés szempontjából tárgyalja. 1

3 1. ábra. Bevontelektródás kézi ívhegesztés 2
4 SZAKMAI INFORMÁCIÓTARTALOM A hegesztés jó elvégzéséhez nagyon fontos a szükséges elméleti tudás, és olyan elméleti tudás, amit a gyakorlatba át lehet ültetni, fel lehet használni. A modulok biztosan tartalmaztak fogalmakat, szabályokat nem részletesen, de szorosan a hegeszthetőséget befolyásoló tulajdonságokat, meghatározásokat átismételjük a továbbiakban. A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében kohéziós kapcsolatot jelent. A kötés oldhatatlansága ebben az esetben azt jelenti, hogy roncsolás nélkül nem szüntethető meg a kapcsolat. A hegesztés kötőeleme a varrat. A varratot a hegesztendő anyagok érintkező részeinek egybeolvasztásával, összesajtolásával, hozaganyaggal (vagy a nélkül) és hő közlésével (vagy a nélkül) hozzuk létre. A mi esetünkben a bevontelektródás kézi ívhegesztéssel foglalkozunk. Az ívhegesztés olyan ömlesztő hegesztőeljárás, amelynél a hegfürdőt létrehozó hőmennyiséget hegesztőív szolgáltatja. Az ív az elektróda és a munkadarab között ég. Ennél az eljárásnál a fogyó- (leolvadó-) elektróda egyúttal a hozaganyag. A hegesztőívet és hegfürdőt az atmoszférától az elektróda bevonatából vagy töltetéből származó gáz és/vagy salak védi. Az elektródát hegesztéskor kézzel vezetik. Az ipar minden területén alkalmazzák egyszerűsége, olcsósága miatt. Gyakorlatilag minden anyag hegesztésére létezik elektróda és technikája megtanulható, és nem igényel jelentős beruházást sem. Erősen ötvözött acélokat kb. 75 %- ban bevonatos elektródával hegesztik. Felrakó hegesztéshez a legtöbb hegesztőanyag bevonatos elektróda formájában áll rendelkezésre. Az eljárással az ipar igényeinek megfelelő kötések készíthetők, így gyakorlatilag minden területen találhatunk alkalmazást. Hátránya elsősorban a kis leolvadási teljesítmény és az emberi tényezők jelentős szerepe illetve az, hogy nem- vasfémekhez nehezebben alkalmazható. A hegesztés előtt érdemes végiggondolni, hogy milyen hegesztőeljárást alkalmazunk. Az alkalmazott eljárás meg fogja határozni az elvégzett munka minőségét. A gyakorlatban még egy fontos tényező befolyásolhatja a választásunkat hogy rendelkezünk-e a szükséges eszközökkel, valamint a kézi hegesztéseknél mindig jelenlévő emberi tudással. ANYAGISMERET Anyagok jellemző tulajdonságai: fizikai és kémiai tulajdonságok a fontosak (pl. keménység, szívósság, savállóság stb.) Fizikai változás: az anyag tulajdonságai megváltoznak, de új anyag nem keletkezik. Kémiai átalakulás: az anyagból más tulajdonságú új anyag keletkezik. FÉMEK: jó elektromos és hővezető képesség, erőhatásokkal szemben ellenálló, szilárd stb. FÉMSZERŰ ANYAGOK: tulajdonságaik szerint átmenet a fémek és a nemfémes anyagok között NEMFÉMES ANYAGOK: elektromos vezetésük rossz, a fémekkel ötvözetet nem alkotnak 3

5 FÉMEK Kristályos szerkezetűek, szabályos rendszerben kristályosodnak. A fémek kristályrács formái leggyakrabban a kockához hasonlítanak. A metallográfiában a kocka alakot köbösnek nevezik. Az egyszerű köbös elemi cella csúcspontjain helyezkedik el egy-egy atom. Ez az elrendeződés viszonylag ritka. Sokkal többször fordul elő olyan kockaforma, amelynél a kocka lapjainak közepén még egy-egy atom helyezkedik el ábra. 2. ábra. Primitív köbös és lapközepes rács A kristályrács formák között igen gyakran találkozunk, az un. térközepes köbös elemi cellával. Ennél a kristályrács formánál, szintén megtaláljuk a kockaformát, de a kristályrácsban a kocka térközepén is van egyetlen egy atom. 4

6 3. ábra. Térközepes elemi cella Az előbb felsorolt kristályrács formákon kívül még több fajtát találunk a fémeknél. A kristályrács alakja egyben a fém mechanikai tulajdonságait is meghatározza. Összefoglalva megállapíthatjuk, hogy a körülöttünk levő világot felépítő atomok atommagokból és elektronokból állnak. Az elektronok számát a magban helyet foglaló proton határozza meg. A fizikai és kémiai tulajdonságokat, amelyeket az elemek mutatnak, a mag körül helyet foglaló elektronok produkálják. A kristályok szilárduláskor (hűléskor) deformálódnak krisztallitok. A fémek szabályos rácsszerkezetek halmazát alkotó szabálytalan alakú kristályokból un. KRISZTALLITOKBÓL állnak. 4. ábra. Krisztalitok kialakulása A fémekben szabad elektronok vannak ezért a fémek jó elektromos vezetők. A fémek, mint szerkezeti anyagok a következő igénybevételeknek lehetnek kitéve (mechanikai igénybevételek): Húzás; - Nyomás; - Csavarás; - Nyírás; - Hajlítás illetve ezek különböző kombinációi Az erőhatásokkal szembeni viselkedés alapján az anyagok lehetnek: - RIDEG; - RUGALMAS; - SZÍVÓS; - KÉPLÉKENY tulajdonságúak. 5

7 - Rideg anyag: nagy nyomószilárdság, az egyéb igénybevételeket nem bírja, könnyen törik (pl. öntöttvas) - Rugalmas anyag: az igénybevételt jól bírja, alakváltozása erővel arányos. Csak nagy alakváltozás után szakad vagy törik (pl. acélok) - Szívós anyag: kisméretű rugalmas alakváltozás után, deformáció (pl. acélok egyes fajtái) - Képlékeny: alakváltozás kis erőhatásra is (deformáció). Könnyen alakíthatók. (pl. ón, ólom) Az anyag szilárdsági tulajdonságait, jellemzőit anyagvizsgálatokkal állapítják meg. (szakítószilárdság, keménység, kopásállóság stb.) Acélanyagok egyik legfontosabb jellemzője a szakítószilárdság. Meghatározása: szakítópróbával 5. ábra. Szakítódiagram 6
 Az anyag szilárdsági tulajdonságait, jellemzőit anyagvizsgálatokkal állapítják meg. (szakítószilárdság, keménység, kopásállóság stb.")
8 6. ábra. Hegesztés utáni szakítóvizsgálat próbatestei 7

9 7. ábra. Szakító gép, PC vezérléssel és kiértékeléssel Egyéb anyagvizsgálati eljárások: 8 - Nyomóvizsgálat

10 - Csavaróvizsgálat - Nyíróvizsgálat - Keménységmérés - Fárasztóvizsgálat 8. ábra. Keménységmérő 9

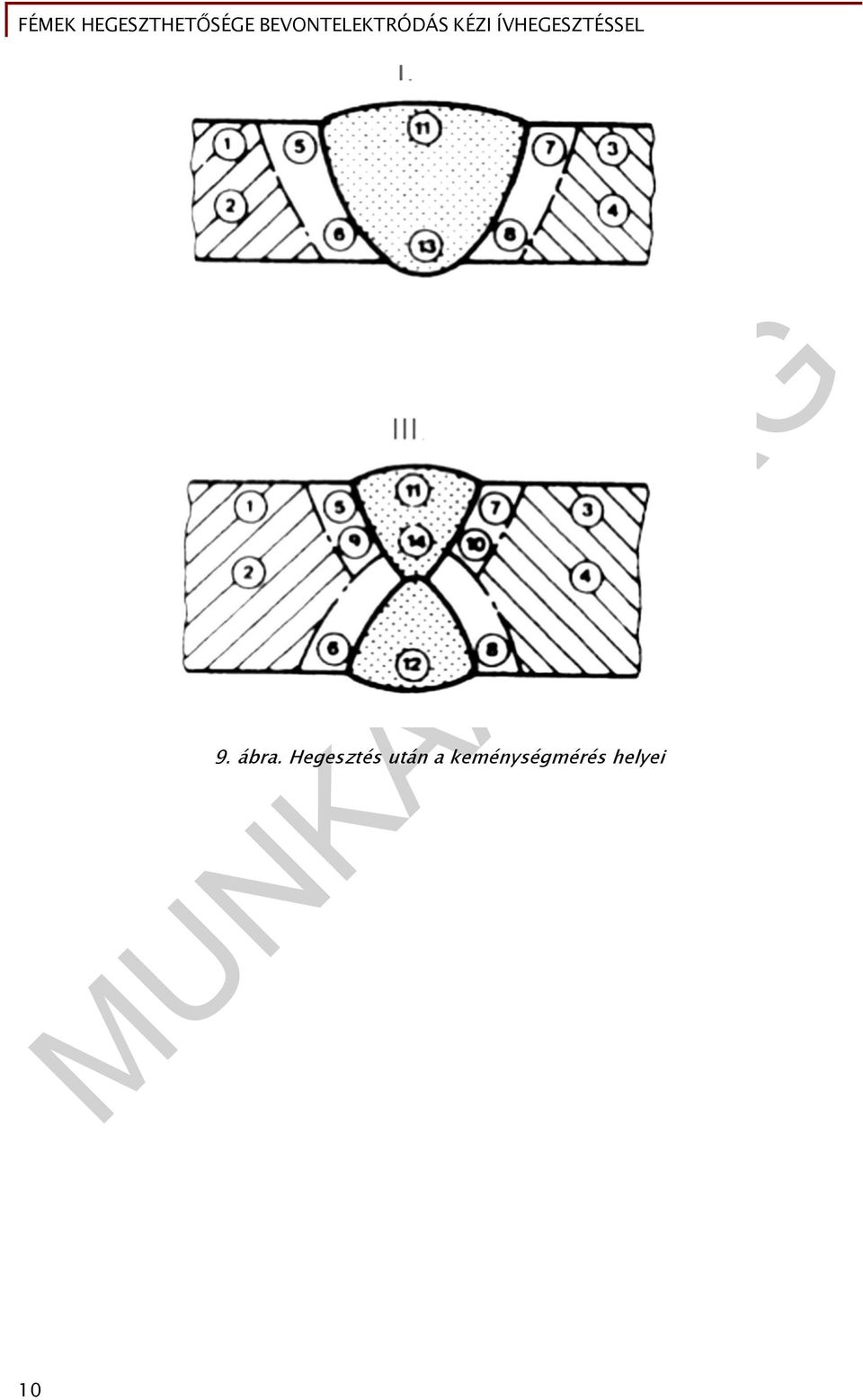
11 9. ábra. Hegesztés után a keménységmérés helyei 10
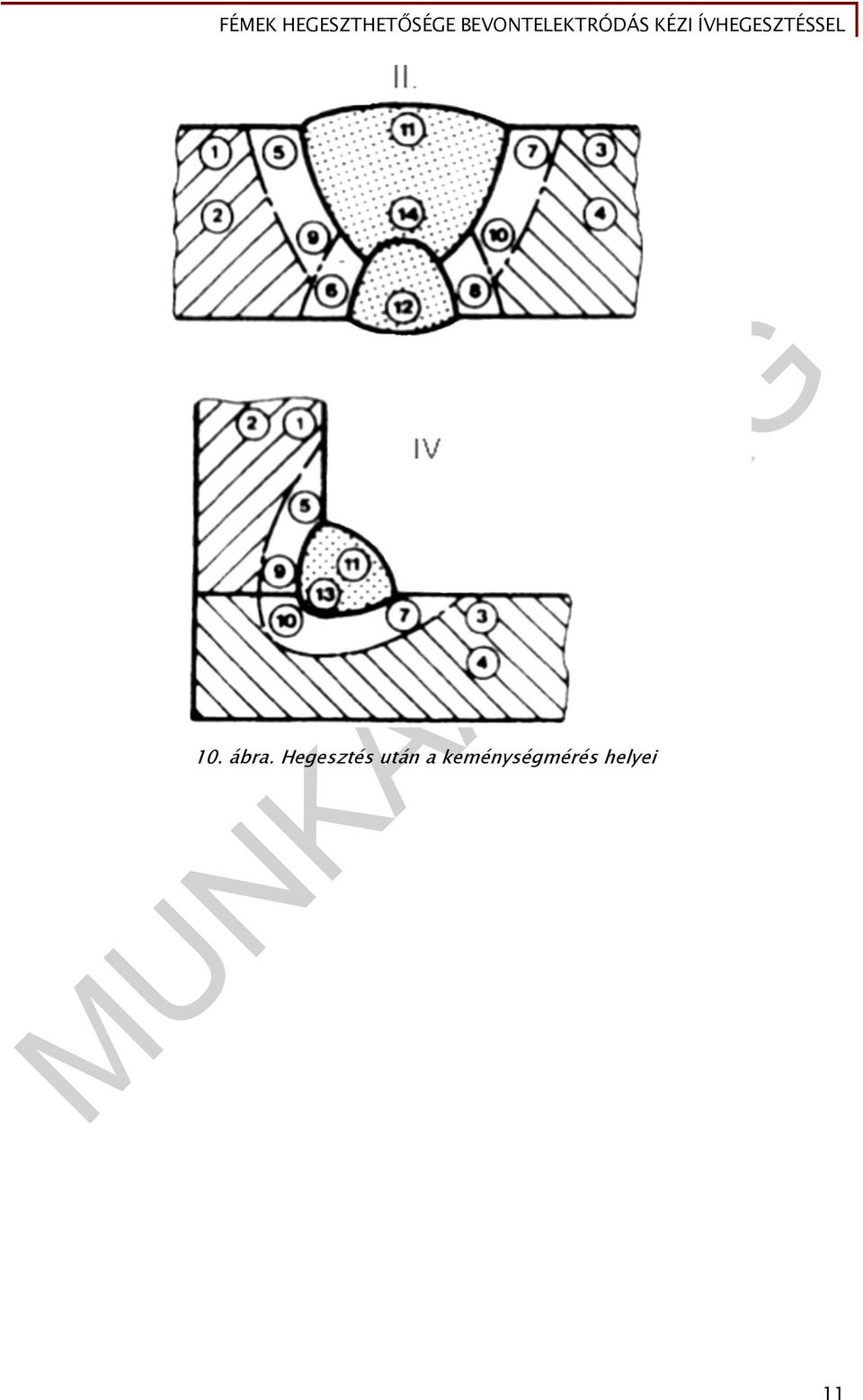
12 10. ábra. Hegesztés után a keménységmérés helyei 11
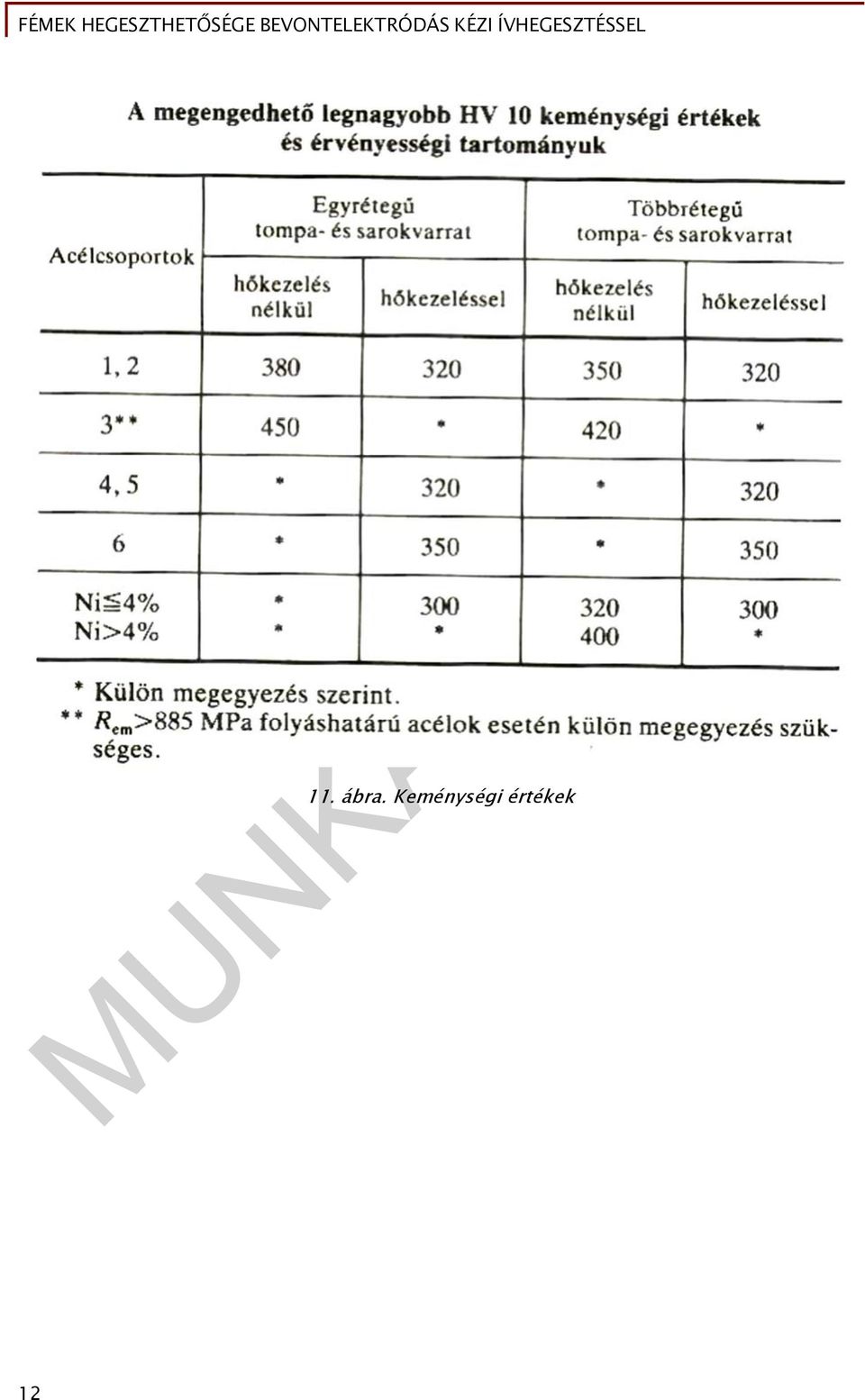
13 11. ábra. Keménységi értékek 12
14 Technológiai próbák: - Hajlítóvizsgálat - Hajtogatóvizsgálat 12. ábra. Hegesztési varrat keménységmérése - Mélyhúzó vizsgálat - Szikrapróba - Forgácsolhatósági próba FÉMES SZERKEZETI ANYAGOK A vas és ötvözetei Vegyjele: Fe, Sűrűsége: ρ=7,85 kg/dm 3, T olvpont =1530 o C A legfontosabb szerkezeti anyag: A nagyolvasztóból kikerülő nyersvas tartalmaz: 13

15 - szenet; mangánt; szilíciumot; ként; foszfort; oxidokat; Salak feladata: - fémfürdőben lévő szennyező anyagok eltávolítása pl. kén (S), mangán (Mn), szilícium (Si) tartalom csökkentése, - meddő leválasztás elősegítése, - megakadályozza a nyersvas újraoxidációját. Nyersvas két változata: Fehér nyersvas: - a szenet vegyület, vaskarbid formájában tartalmazza, a cementit miatt kemény, rideg törete fehér csak acéllá finomítva használható. Fehér nyersvas tartalmaz: és ként (S) ,5 % szenet (C), 2 4 % mangánt (Mn), 0,3 1 % szilíciumot (Si), - foszfort (P) Szürke nyersvas: - a nagyobb arányú szilícium miatt a szenet lemezes grafit zárványok formájában tartalmazza, ezért törete szürke öntvények anyagaként felhasználható 13. ábra. Acélok felosztása ÖTVÖZÖTT ACÉLOK Ötvözőanyagokkal az acélok egyes tulajdonságai nagymértékben javíthatók; Pl.: keménység, rozsda és savállóság, kopásállóság, szilárdság, éltartósság, tűzállóság, kovácsolhatóság, nyújthatóság stb. Fontosabb ötvözőanyagok: króm, nikkel, mangán, wolfram, molibdén, vanádium, alumínium, kobalt, titán, foszfor, réz. 14
.")
16 HŐKEZELÉSI ELJÁRÁSOK: Hőkezeléssel az acélok szövetszerkezete és így az anyag tulajdonságai is megváltoznak A kialakuló szemcsék nagysága a hűtési sebességtől függ: - gyors hűtés kicsi, finom szemcsék képződnek, a krisztallizáció gyorsan játszódik le, kemény, kopásálló nagy szakítószilárdságú szövetszerkezet keletkezik, - lassú hűtéskor nagy, durva szemcsék alakulnak ki, lassú krisztallizáció, lágy könnyen megmunkálható, kis szakítószilárdságú szövetszerkezet. Befolyásoló tényezők: - hevítés hőfoka - hőntartás ideje - kritikus hűtési sebesség - alkalmazott hűtési sebesség Hőkezelési eljárások csoportosítása: - kiegyenlítő hőkezelések - lágyító hőkezelések - keménységfokozó hőkezelések - szívósságot fokozó hőkezelések - kéregötvöző hőkezelések Néhány gyakrabban alkalmazott hőkezelési eljárás: Edzés keménységfokózó hőkezelés: Cél az anyag keménységének fokozása. Hűtés: normál edzésnél vízben, kombinált edzésnél vízben, majd olajban. 15

17 Nemesítés szívósságot növelő hőkezelés: 14. ábra. Acél edzése Az egymást követő edzés plusz megeresztés, az anyag szívósságát fokozza. Hűtés először vízben, majd melegítés olajban, befejező hűtés levegőn. 15. ábra. Nemesítés Az acélok hegesztésénél sokszor szükséges lehet a megfelelő előmelegítés és hűtés. Mivel az acélok zöme hajlamos az öregedési rideg törésre. Az acélokat ezért mikro ötvözik. 16

18 ALUMÍNIUM ÉS ÖTVÖZETEI Jellemzői: - vegyjele: Al, - sűrűsége: ρ=2,7 kg/dm 3 könnyűfém, - olvadáspontja: Tolv=660 o C, - folyáshatár: 20 N/mm 2, - villamos vezetőképessége: m/ωmm 2, - rácsszerkezete: lapközepes köbös, - korrózióálló fém - passziváló oxidréteg, jó hő- és villamos vezető. Finomítás (rafinálás) A kohóalumíniumot az ipari felhasználáshoz finomítani kell. Színalumínium; ha a tisztaság a 99,99%-ot eléri (négykilences Al). Az elektronikában ötkilences Al is használatos, a vezetőképesség a tisztaság függvénye. Az alumínium ötvözetei Az Al szilárdsági tulajdonságai ötvözéssel és nemesítő hőkezeléssel javíthatók. Fő ötvözők: szilícium, réz, magnézium, horgany, mangán. Lényegesen megváltoztatják az Al szilárdsági- és egyéb tulajdonságait. Másodrendű ötvözők: nikkel, kobalt, króm, vas. Kis mennyiségben vannak az ötvözetekben, szilárdságot csekély mértékben növelik. Minőségjavító ötvözők: titán, cérium, nátrium, berílium, lítium. Önmagukban nem, de fő ötvözőkkel lényegesen javítják az ötvözet tulajdonságait. Alumínium-réz-mangán (duralumin-ötvözetek): jellemzőjük a nagy szilárdság, felhasználás; jármű- és repülőgép gyártás. Alumínium-magnézium (magnálium, hidronálium): nagy szilárdság, keménység, jól alakítható, hegeszthető, fényesíthető, korrózióálló. Felhasználás; élelmiszer-és vegyipari berendezések, bútorok, járművek, forgácsolással készített menetes alkatrészek. Alumínium-magnézium-szilícium ötvözet: kiváló korrózióállóság, nemesíthetőség. Felhasználás; távvezetékek, járműfelépítmények, gázpalackok, söröshordók öntészeti célra pl. motorblokkok, hengerfejek. Alumíniumtermékek megjelenési formái: öntvény, lemez, szalag, rúd, profilos szelvény. RÉZ ÉS ÖTVÖZETEI Jellemzői: 17

19 - vegyjele: Cu, - sűrűsége: ρ=8,94 kg/dm 3, - olvadáspontja: Tolv=1083 o C, - max. szakítószilárdság: 270 N/mm 2, - villamos vezetőképessége: m/ωmm 2, - rácsszerkezete: lapközepes köbös, - korrózióálló, jó hő- és villamos vezetőképesség. A vörösrezet szerkezeti anyagként kis szilárdsága és rossz önthetősége miatt csak különleges esetekben alkalmazzák. A réz ötvözeteinek két fő csoportja van: - - sárgaréz ötvözetek, - - bronzok. Sárgaréz: a réznek horgannyal (Zn) való ötvözete, Zn tartalom 0-50%, 80%-nál nagyobb réztartalmú ötvözeteket tombaknak nevezzük. Felhasználás: - félgyártmányok; - lemez, - cső, - elektronikai alkatrész, - radiátorcső, - gáz, - vízszerelvények, - szelepek, fogaskerekek stb. Ónbronz (Cu-Sn): alakítható ónbronz ötvözetek Sn tartaloma max. 12%, Felhasználás: lemezek, csövek, sziták, csúszócsapágy persely stb. Öntészeti ónbronz ötvözetek: 20-24%Sn harangok öntésére, 70-80% Sn csengőbronz, fémtárgyak készítése. Foszforbronz: 1% foszfort (P) tartalmazó bronz, javuló öntészeti tulajdonságok. Alumínium bronz Cu-Al): hígfolyós, jól önthető, nagy a zsugorodása, felhasználása: korrózió- és hőálló vegyipari alkatrészek, szerelvények. Ólombronz (Cu-Pb): 36% Pb tartalom felett csapágyfémek készítésére, nagy igénybevételt is elvisel, hővezető képessége a csapágy ötvözetek közül a legjobb, acélperselybe öntik, Siklócsapágy ötvözetek (Cu-Pb-Sn-Sb): lágy alapanyagba ágyazott kemény szövetelem, a kemény szövetelem; viseli a csap terhelését, biztosítja a csapágy kopásállóságát, a lágy alapanyag; a jó beágyazó képességet és a siklási tulajdonságokat valósítja meg. 18
 való ötvözete, Zn tartalom 0-50%, 80%-nál nagyobb réztartalmú ötvözeteket tombaknak nevezzük.")
20 A fémek hegeszthetősége a fémek hegesztéstechnológiájától függő alkamassága olyan hegesztett kötés létrehozására, amely helyi tulajdonságai és a hegesztett szerkezetre gyakorolt hatása szempontjából megfelel a követelményeknek. Az acélok hegesztése Az acél olyan vas-szén ötvözet, amelynek széntartalma kevesebb, mint 2,06% és egyéb elemeket is tartalmaz. Általános rendeltetésű ötvözetlen szerkezeti acélok: Az ötvözetlen szerkezeti acélok szilárdsága a C-tartalom növelésével növekszik és ez a repedési veszélyt is fokozza. Az ilyen acélok hegesztésekor számolni kell azzal, hogy a nagyobb C-tartalom és falvastagság esetén a hegesztés csak előmelegítés után végezhető el biztonságosan. Kis karbontartalmú (C<0,2%), minimális ötvöző tartalmú ferrit-perlites szerkezetű acélok általában feltétel nélkül hegeszthetők. Ötvözött acélok hegeszthetőségének megitéléséhez bevezethető a "karbon egyenérték" fogalma (feltétel nélküli hegeszthetőség C E <0,45%) Gyengén ötvözött acélok: 16. ábra. Karbon egyenérték Ötvözőik és mikroötvözőik lehetővé teszik, hogy ridegtörésnek kitett szerkezetekhez is használhatók legyenek. Hegeszthetőségük megállapításához meg kell határozni a szénegyenértéket, amely 0,17% széntartalom fölött kell kiszámolni. C E ismeretében vagy monogramból vagy pedig számítással következtetni lehet a szükséges előmelegítés mértékére. Hegesztéskor ezt befolyásolja a fajlagos hőbevitel, a munkadarab vastagsága, a hegesztési kötés kialakítása, az acél fizikai jellemzői. Nem nemesíthető (normalizált), finomszemcsés szerkezeti acélok: A jó hegeszthetőség végett ezekben az acélokban a C-tartalom felső határa 0,2%. Mivel az ötvözőelemek közül több is javítja az edzhetőséget, hegesztésükkor a hegesztési munkarendet és technológiát gondosan kell tervezni, hogy a repedésveszélyt elkerüljük. Nemesíthető, nagy szilárdságú, finomszemcsés szerkezeti acélok: Kiss széntartalmú acélok, ezért jól hegeszthetők, mégis szívósak, ridegtörésre nem hajlamosak. Melegszilárd acélok: 19

21 A melegszilárd acélok Mo vagy Cr, Mo vagy Cr, Mo, V ötvözésűek. A melegszilárd acélokat szobahőmérsékletnél nagyobb üzemi hőmérsékleten, vagy a légköri nyomásnál nagyobb nyomás, agresszív gázok, gőzök jelenlétében alkalmazzák. Nagyobb a repedési hajlamuk, ezért a hegesztésükkor mind az előmelegítésre ( o C), mind az utóhőkezelésre ( o C) szükség van. Erősen ötvözött acélok: A ferrites krómacélokat a lehető legkisebb hőbevitellel kell hegeszteni. Ezek az acélok hajlamosak az elridegedésre, amely elkerülhető a hegesztést követő hevítéssel és a hegesztést követő gyors hűtéssel. Kerülni kell a túlzott varratmagasságot. A félferrites krómacélok csak előmelegítve és utókezeléssel hegeszthetők. A martenzites krómacélok hegesztése a nagy széntartalom miatt nem javasolt. A lágymartenzites krómacéloknál az előmelegítés javasolt. Ferrit-ausztenites acélok jól hegeszthetők, de a 20 mm-nél vastagabb lemezeket kb. 150 o C-ra elő kell melegíteni. Az ausztenites króm-nikkel acélok hegesztéséhez nincs sem előmelegítésre, sem utókezelésre szükség. A hegesztésünk minőségét, sőt a hegeszthetőséget a használt elektródaválasztás meghatározza Az elektródabevonat feladatai: - Ívstabilizálás (K, Na, Ca csökkenti a kilépési munkát, ionizációs potenciált) - Védőgáz képzés (szerves anyagok, pl. cellulóz (C 6 H 10 O 5 )n és CaCO 3 ból) - Dezoxidálás, denitrálás ( Mn, Si, Al, V, Ti, stb.) - Ötvözés (alapanyagtól függő ötvözők, ferro-ötvözetek formájában pl. Fe-Si, Fe-Ti, Fe-Cr stb.) - Salakképzés (rutilból, szervesanyagokból,sio 2 -ből, MnO-ból stb.) - Lehűlési sebesség csökkentése, metallurgiai folyamatok - Leolvadási sebesség növelése (kihozatali hatásfok, akár 220 % is lehet). Savas bevonat: - Szépen erezett esztétikus varratok készíthetők, pozíció hegesztésre kevésbé alkalmas (salak híg), mély beolvadás jellemzi, un. forró elektróda. - Vasoxid (Fe 2 O 3, mangánoxid (MnO 2 ), titánoxid (TiO 2 ), szilíciumoxid (SiO 2 ) és szilikátok alkotják a bevonatot, szervesanyag és karbonátok mindig vannak a védőgáz képzéshez. Rutilos bevonat: - A varrat felülete szép, könnyű hegeszthetőség, könnyű ívgyújthatóság, váltakozó áramról is alkalmazható, pozíció hegesztésre is kiváló. Vastagbevonat nagyhozamú elektródák, egyszerű helyzetekben alkalmazható. - Alapvető a rutil (TiO 2 ) néha 50 % is lehet, ferromangán, ferroszilícium, szilikátok, földpát (SiAlO 4 ), magnezit, szervesanyagok, ferrotitán, karbonátok. - Finomcseppes anyagátmenet. 20
22 Cellulóz bevonat: - Kevés salak, könnyen leválik, minden helyzetben használható, csövek gyökhegesztésére fejlesztették ki. - Mint a rutilos, de 15-30% szervesanyagot, főleg cellulózt (C 6 H 10 O 5 ) n, falisztet, étilisztet, dextrint tartalmaz (kellemetlen szagú, nagy mennyiségű védőgáz képződik). Bázikus bevonat: - Jó mechanikai tulajdonságok jellemzik, de nehéz vele hegeszteni. A bevonat nedvszívó, ki kell szárítani az elektródát. - Fő alkotók: alkáli földfém-karbonátok, pl. kalcit, CaCO 3 (mészpát), folypát, ferroötvözetek, szilikátok és egyedi ötvözők is. - Durvacseppes anyagátmenet. - Összetett bevonatok, az egyes típusok jó tulajdonságait egyesítik (pl. RB, RC). Bevonattól függő alkalmazás: - Savas bevonatot akkor célszerű alkalmazni, ha egyszerű helyzetben mély beolvadásra van szükség. - Cellulóz bevonat csövek gyökhegesztésénél szükséges (távvezetéki csövek). - Rutilos bevonatot a barkácsolásnál, egyszerűbb hegesztésifeladatoknál és ha a mechanikai tulajdonság követelmények közepesek. - Bázikus bevonat szükséges fokozott mechanikai követelményű szerkezeteknél. ÖNTÖTT VASAK Az öntöttvasak csoportosítása - összefüggésben az alapvető tulajdonságot meghatározó tényezőkkel - elsődlegesen az ágyazó szövet, másodlagosan a grafit alakja alapján történik. A grafitos öntöttvasak lehetnek ötvözetlenek, ötvözöttek, ausztenitesek, ezen belül gömb-, illetve lemezgrafitosak. A lemezgrafitos öntöttvas alapvetően vasat és karbont tartalmazó ötvözet, amelyben a karbon az ISO 945 szerinti lemezgrafitként van jelen. A grömbgrafitos vasöntvény olyan, 2 %-nál nagyobb karbontartalmú vas-karbon ötvözet, amelyben a szabad karbon túlnyomóan gömbhöz hasonló alakú grafitként van jelen. Az ötvözött öntöttvasak egy csoportja a kopásálló öntöttvas, amely a súrlódva és/vagy ütvekoptató igénybevétellel szemben fokozottan ellenálló ötvöző- tartalmának és hőkezelésének köszönhetően. A krómmal, a szilíciummal és az alumíniummal ötvözött, nagy hőmérsékletű (T = OC) gázok oxidálóhatásának tartósan ellenállók a hőálló öntöttvas. Ausztenites öntöttvas különféle elemekkel erősen ötvözött, szobahőmérsékleten is ausztenites alapszövetű vasöntvény, amelyben a karbon lemez- vagy gömbgrafitként van jelen. Különösen a krómmal erősen ötvözöttek szövetszerkezetében gyakran karbidok is jelen vannak. A gömbgrafitos ausztenites öntöttvas szilárdsága nagyobb, mint a lemezgrafitosoké. Általában hő- és korrózióállóságuk is nagyobb, mint hasonló vegyi összetételű lemezgrafitos öntöttvasé. Megállapodás esetén az alapszövetben esetleg martenzit is jelen lehet. Az ötvözéstől függően az öntöttvasak szövetszerkezete és szilárdsági tulajdonsága, valamint hegesztési sajátossága jelentősen eltérő, ezért a különböző minőségű öntvények hegesztésével külön-külön foglalkozunk. 21
23 Az alkatrészek felületén készített varrat szélén az öntési kéreg átolvadási hiányok keletkezéséhez vezet, ha pedig a varratba beolvad, repedéseket okozhat. E hibák elkerülésére az öntvény mindkét oldalán az öntési kérget kb. 0,5 mm mélyen el kell távolítani. Lemezgrafitos vasöntvények hegesztése Az öntöttvas tárgyak legnagyobb részét kitevő lemezgrafitos vasöntvények alapanyaga perlit. A perlit szakítószilárdsága 900 MPa körüli, a perlit-lemezgrafitos öntöttvasé azonban csupán MPa, ami a grafit alakjának következménye. Az éles bemetszésként ható grafit-lemezek szélein ébredő, az átlagost többszörösen meghaladó csúcsfeszültségek hatására ugyanis már kis átlagfeszültségnél is repedés keletkezik, a tárgy gyakorlatilag ridegen törik. Tekintettel arra, hogy az öntvény fajlagos nyúlása csak mintegy 500 C fölötti hőmérsékleten ér el elfogadható értéket, az ún. meleghegesztésnél e fölötti előmelegítési hőmérséklet szükséges ahhoz, hogy a hegesztés közben lejátszódó méretváltozás repedést ne okozzon. Meleghegesztés: Meleghegesztéskor a tárgyat egyenletesen kell előmelegíteni C-ra. Az egyenlőtlenül melegedő alkatrészben olyan belső feszültség alakul ki, amely miatt megreped, ezért: - A felhevítés sebessége az C/h értéket ne haladja meg, - Az égő a munkadarab egyetlen pontjára se adjon koncentrált hőt, szükség esetén tehát tegyünk árnyékoló lemezt az égőből kiáramló láng elé, - az előmelegítés lehetőség szerint az öntvény teljes tömegére terjedjen ki, vagy ha ez nem lehetséges, legalább arra a teljes keresztmetszetre, amelyben a hegesztés folyik. Gyűrű alakú alkatrészeknél ez természetesen az átellenes oldal melegítését jelenti. A melegítés ipari, vagy a munkadarab köré ideiglenesen épített kemencében egyaránt elvégezhető. Az előbbiből hegesztéshez hőntartó dobozba kell kiemelni a munkadarabot, az utóbbit eleve úgy célszerű kiképezni, hogy mindig csak azon területek legyenek szabadok, ahol a hegesztés folyik. A nagy sugárzó melegtől a hegesztőket védeni kell, s egymást percenként váltva dolgoznak. Az elektródák leolvasztása pedig , illetve A áramerősséggel folyik. A hegesztőanyag az alapanyaghoz hasonló összetételű. A nagy hőmérsékletre előmelegített öntvény hegesztésekor a hegömledék lassan dermed. Egyrészt a hegömledék elfolyásának megakadályozása, másrészt pedig a sugárzó hő csökkentése céljából az öntvényt homokba ágyazzuk és a gyökoldalon grafitgyámokat helyezünk el. A varratot mm hosszú lépésekben grafit határoló lapok között egytömegű hegesztéssel töltjük fel. A bevonatból származó nagytömegű salak hígfolyóssá tételére időnként folyasztószert célszerű használni, sőt a mélyebb fürdőknél a salak lehúzása (eltávolítása) is szükséges lehet hegesztés közben. A borax önmagában keményfoltokat okoz, a tapasztalat szerint jobb az 50% borax + 47% kalcinált szóda + 3% kovaföld keveréket használni. 22
24 A hegesztés befejezése után a nagytömegű vagy erősen változó falvastagságú öntvényeknél C-on 3-5 órán át hőkiegyenlítést kell végezni, majd lassú, mintegy C/h sebességű hűlés következhet azért, hogy a varrat kifehéredését elkerülhessük. A legfeljebb csak néhány tíz kg tömegű alkatrészeknél a C o -ra előmelegített homokba történő beágyazás és az ily módon bekövetkező lassú hűlés elegendő. A varrat és az alapanyag szövetszerkezete, valamint mechanikai tulajdonsága meleghegesztés után közel azonos, a hegesztett öntvény tehát az eredetivel közel egyenértékű. Számítani kell azonban arra, hogy pl. a törött alkatrészek összeillesztése pontatlan, hegesztés közben alakváltozás lép fel és a revésedés sem elhanyagolható. A hegesztést követően ezért általában forgácsoló megmunkálás szükséges. Eltört alkatrészek tehát csak akkor javíthatók, ha a várható méretváltozás ellenére a visszaépítés lehetséges. A meleghegesztés ezért elsősorban nyers munkadarabok javítására szolgál kész méreten levő vagy törött alkatrészek javítása az ún. hideghegesztéssel történik, amely technológia kisebb vetemedéssel és revésedéssel jár. Itt lehet megemlíteni a régen gyakrabban használt, ún. "félmeleg" hegesztést, amelyet ma már szinte teljesen kiszorított a lényegesen jobb minőségű hideghegesztés. Félmeleg hegesztés egyszerű alakú, egyenletesen vékonyfalú öntvényeken végezhető C előmelegítés mellett, öntöttvas hegesztőanyaggal. A varratot az egymást átfedő foltok képezik, s minden folt elkészítése után pár perc várakozási időt tartanak. Az előmelegítésnek köszönhetően a varrat hőhatásövezete nem túl rideg, a varratanyag hűlési sebessége azonban eléggé nagy ahhoz, hogy részben fehéren kristályosodjék, ezért könnyen reped, inhomogén. Csak statikus igénybevételnek kitett varratokhoz ajánlható. Hideghegesztés A hideghegesztés technológiája széles körben elterjedt részben azért, mert a nagyhőmérsékletű előmelegítés elhagyása jelentős könnyebbséget jelent, részben pedig azért, mert a törött alkatrészek javításakor az illeszkedő felületek megkövetelte kismérvű elhúzódása meleghegesztéssel nem érhető el. A szobahőmérsékleten végzett hegesztés közben azonban számos olyan probléma merül fel, amelynek figyelembe vétele a kifogástalan hegesztés megvalósításának feltétele Hegesztéskor a varrat környékén az alapanyag átmelegszik, kitágul. Ezt a tágulást az alkatrész többi, hidegen maradt részei korlátozzák, a varrat környékén ezért nyomó-, az alapanyag mozgásban gátolt helyein pedig húzófeszültség ébred. Kihűlés után fordított a helyzet, a varrat környékén húzófeszültség marad vissza, amely esetleg az öntvényben más helyen is húzófeszültséget ébreszt. Tekintettel arra, hogy szobahőmérsékleten a lemezgrafitos öntöttvasnak képlékeny alakváltozó képessége gyakorlatilag nincs, már igen kis alakváltozási kényszer hatására az öntöttvas tárgyak nemcsak a hegesztés környékén, hanem más helyen is megrepednek. 23
25 A repedés elkerülése érdekében olyan technológiát kell megvalósítani, amely a lehető legkisebb tömegű anyag felmelegedésével jár. Ez a kötőelektródákhoz képest kisebb áramerősség alkalmazásával és a hegesztés gyakori megszakításával érhető el: mm hosszú varratszakaszokban hegesszünk, s ezek között 1-2 min várakozási időt tartsunk. A hideg alapanyagon végzett hegesztés miatt az ausztenitessé váló övezet hűlési sebessége a kritikust meghaladja. Ezért hűléskor edződik, s csak abban az esetben kerülhető el a repedés, ha a varrat zsugorodása e részek nagy belső feszültségét nem, vagy csak elhanyagolható mértékben növeli tovább. A varrat hűléskor bekövetkező zsugorodása a következő módokon csökkenthető: a) A mm hosszú varratszakaszok befejezése után azonnal, még forró állapotban enyhe kalapácsütésekkel végzett nyújtással. Egyrészt azért, hogy a varratok jól nyújthatók legyenek, másrészt pedig azért, hogy a gyors hűlés hatására ne edződjenek, a hideghegesztő elektródák varrata általában ausztenites szövetszerkezetű nikkel ötvözet, de a szilárdságilag csak kevéssé igénybe vett helyeken a monel ötvözetű heganyag is szóba jöhet. b) A gyakorlatban a Ni vagy FeNi elektródák terjedtek el. Azt feltételezve, hogy a varratnak mintegy 30% -a az alapanyagból származik, a Ni elektródával végzett hegesztéskor a varrat 70% Ni + 30% Fe az 51 % Ni + 49% Fe tartalmú FeNi elektródákkal hegesztve pedig kb. 36% Ni + 64% Fe összetételű. Tekintettel arra hogy a vas és a nikkel hőtágulási együtthatója szobahőmérsékleten egyaránt (11-12) 10-6 mm/mm C a kb. 36% Ni + 64% Fe összetételű invar ötvözeté pedig ennek mindössze tizedrésze, az FeNi elektródák általános célokra kedvezőbbek, mint a tiszta nikkel elektródák. c) Az alapanyagból beolvadása miatt a varrat még akkor is tartalmaz 0,8-1,2% karbont, ha az elektródában jelenlétével nem számolunk. A karbon a varratban grafit alakjában válik ki, s mivel megjelenése a dermedéssel együtt járó zsugorodás csökkenésének irányában hat, a lehető legnagyobb C tartalmú varratok elérésére törekszünk. A hideghegesztő elektródák bevonata több-kevesebb ezüstgrafitot tartalmaz azért, hogy a még éppen alkalmazható legnagyobb C tartalmú elektróda minden öntvény-összetételhez kiválasztható legyen. A grafit a varratban csak gömb alakban jelenhet meg, mert a lemezek szélein az éles bemetszés miatt igen nagy feszültségcsúcs ébred és hűléskor a varrat elrepedne. A gömbgrafitosító elemek a bevonatban vannak, ezért a hegesztéshez csak ép bevonatú elektródákat használjunk. d) Az alkalmazható elektródák legnagyobb C tartalmának a hegömledék eutektikus összetétele szab határt. Abban az esetben ugyanis, ha a beolvadt alapanyagból és a hegesztőanyagból kepződött hegömledék hipereutektikumos, a dermedés primér grafit kiválással indul meg. A könnyű grafit nagy tömegben emelkedik a fürdő tetejére és kötési hibát, folytonossági hiányt, "habzást" okoz. Ilyenkor a kisebb C tartalmú elektródák használatára kell áttérni. 24
26 A vas-nikkel ötvözetek eutektikumának C tartalma (CE) függ a nikkel-tartalomtól, illetve a vas és a nikkel ötvözetek hasonlósága miatt jó közelítéssel a varrat tényleges karbon-, szilícium- és foszfortartalmától. A hegesztés megkezdése előtt a repedés két végét furattal le kell zárni azért, hogy hegesztés közben terjedését meggátoljuk. Ügyeljünk arra, hogy kezdő- és végkráterek egymás fölé ne kerüljenek, s a végkráter kifogástalan elkészítése végett a varratszakaszok befejezésekor az elektródát kissé visszafelé mozgassuk. Legfeljebb a vékonyfalú és statikus igénybevétel alatt álló öntvények javításánál engedhető meg az a néhány helyen tapasztalható gyakorlat, mely szerint a repedést nem furattal zárják le, hanem egyetlen keresztvarrattal. Ez azért helytelen, mert a varrat alatt a repedés tovább terjedhet. Elsősorban a kisebb szilárdságú monell (70% Ni+30% Cu) elektródákkal készülő varratok és mm-nél nagyobb falvastagságok esetén, a kötés szilárdsága szegcsavarokkal növelhető. Az öntvénybe M6-M20 jelű és átmérőjüknél 1,2-1,6-szor hosszabb szegcsavarokat helyezzünk el. A csavar a furat aljával ne érintkezzék, mert a hőtágulás következtében repedést okozhat, s a felületből csak 1-2 mm-re emelkedjen ki, hogy a hegesztést ne zavarja. A szobahőmérsékletű öntvényeken készült kötés hőhatásövezete martenzites, ezért az ilyen kötések csak kis szilárdságúak. A kötés fárasztó, ütésszerű igénybevételekkel szembeni ellenállását csak a rideg szövetelem csökkentésével lehet elérni, ennek azonban egyetlen módja a mérsékelt előmelegítés. A nagy igénybevételű vagy olyan varratok készítéséhez, amelynek tönkremenetele jelentős balesetveszéllyel jár és ezért a hőhatásövezet legnagyobb keménysége kb. 300 HB lehet., 300 C o -körüli előmelegítés szükséges. Nagyobb átmérőjű elektródát használva nő a hegesztéskor bevitt hőmennyiség és ezért csökken a hűtési sebesség, azaz lágyabbá válik a hőhatásövezet. A 4 mm átmérőjű elektródák alkalmazásakor mintegy 50 C o -al csökkenthető az előmelegítés hőmérséklete. 100 C o -os előmelegítés esetén tehát csak HV keménység alakul ki. Ne feledjük azonban, hogy a perlit-lemezgrafitos öntöttvasak annyira ridegek, hogy a hegesztéssel átellenes keresztmetszetekben is kritikus feszültségek keletkezhetnek. Az ilyen szövetszerkezetű ütésnek kitett öntvényeket ezért 300 C körüli hőmérsékletre szükséges előmelegíteni. Meg kell jegyezni, hogy nem elfogadhatók azok a vélemények, amelyek szerint a szobahőmérsékletű alapanyagon végzett hideghegesztéskor a kötés megfelelően szívós, mert igen vékony a martenzites réteg. Addig, amíg martenzit van a szövetszerkezetben, a repedésérzékenység alig változhat. A gyakorlatban hajtóműszekrények letört peremrészeinek, szivattyúházaknak, kompresszortesteknek stb. javításakor 100 C körüli előmelegítést alkalmaznak, a tapasztalat szerint az így keletkező 400 HV körüli keménységű hőhatásövezet már megfelelően szívós. 25
27 A hegesztés természetesen a hideghegesztés előbbiekben ismertetett technológiájával folyik, azaz mm-es lépésekben, kalapácsütésekkel végzett nyújtással, s az újabb varratszakasz megkezdése előtt megvárva a hőkiegyenlítődést. Az öntvény szívóssága ugyanis e mérsékelt előmelegítéskor alig javul, ütőmunkája változatlan, csupán fajlagos nyúlása növekszik valamelyest. Nagyméretű öntvényeknél gyakran csak a hegesztés közvetlen környékén végeznek mérsékelt előmelegítést, ilyenkor azonban arra kell ügyelni, hogy a melegítéskor bekövetkező méretváltozás az öntvény más részén ne okozzon repedést. Hosszú munkadarabok javításakor elegendő a hibahely síkjában fekvő keresztmetszet melegítése. A hideghegesztő elektródák sajátossága, hogy hengerelt és öntött acélokon, illetve acélöntvényeken is kitűnő kötés érhető el. Letört szemeket vagy pókhálószerűen repedt öntvényrészeket acéllal pótoljunk, illetve hevederezzünk. A nagyteljesítményű hegesztés alkalmazási lehetőségének egyrészt az alaptest ridegsége, másrészt az szab határt, hogy a gömbgrafitosító elemek csak az elektródák bevonatába vagy esetleg a porbeles elektródák töltetébe helyezhetők el. Itt érdemes megjegyezni, hogy újabban kb. 3 % Ni + 1,2 % C tartalmú FeNi porbeles huzalok is beszerezhetők az ún. "hideghegesztés" céljára. A perlit-lemezgrafitos szürkeöntvény porbeles huzallal végzett folyamatos hegesztése azonban C hőmérséklet alatt nem javasolható. Ezeket a huzalokat 1,2 és 1,6 mm átmérőben gyártják és leolvasztásuk argon védőgázban javasolt. A hideghegesztő elektródák nikkel vagy vas-nikkel maghuzalának nagy a villamos ellenállása, ezért rövid időn belül felizzik. A hegesztés azonban nem folyamatos és a várakozási idő alatt az elektróda hűl. Abban az esetben azonban, ha a perlit-lemezgrafitos szürkevasat C-ra előmelegítik, jelentősen lágyul és a hegesztés folyamatos lehet. Erre azonban csak az olyan elektródafajta alkalmas, amelynek magja "bimetall", azaz nikkel huzalból és arra csőszerűen ráhajlított acélszalagból áll; ilymódon csökkent villamos ellenállású. Az ilyen előmelegítéssel végzett hegesztés azonban gyakorlatilag már majdnem meleghegesztés. Ennek az elektródafajtának az előnye a perlit-lemezgrafitos öntvények hideghegesztésekor csupán a valamivel nagyobb leolvasztási teljesítményből adódik. Az öntöttvasak folyamatos hegesztésével kapcsolatban ma még megbízható adatok nem állnak rendelkezésre. Az ezzel kapcsolatos megjegyezések csupán elméleti megfontolásokra és néhány kísérleti hegesztés eredményére támaszkodnak. Abban az esetben, ha mindenképpen ausztenites CrNi varratot kell kialakítani, az öntvény felületén először kis C tartalmú hideghegesztő elektródával 2-3 sor réteget kell hegeszteni. Temperöntvények hegesztése 26
28 A temperöntvény kiinduló anyaga fehérvas, amelyet a vaskarbid elbontása céljából hőkezeltek. Abban az esetben, ha a temperálás semleges atmoszférában folyt, a grafit csomókban gyűlik össze és a szövetszerkezet ferrit-grafitos vagy perlit-grafitos lehet; ezek a fekete temperöntvények. Oxidáló atmoszférában a grafit kiég, s gyakorlatilag 0,1-0,2% C tartalmú, ferrites szövetszerkezet marad vissza. Ez a fehér temperöntvény. A meleghegesztést nem alkalmazzák, mert a perlit+lemezgrafitos szövetszerkezetű varrat kisebb szilárdságú lenne, mint az alapanyag. Ezek az öntöttvasak szívósabbak, mint a lemezgrafitosak, a nagyobb alakváltozó-képesség miatt tehát jobban elviselik a hegesztési hely környékének hőmérsékletváltozásából származó alakváltozást. A fekete temperöntvények hideghegesztésére a lemezgrafitos öntöttvasnál említettek maradéktalanul érvényesek. A hideghegesztő elektródák nagy részének hegömledéke 500 MPa szakítószilárdságú, tehát megfelelő a temperöntvény hegesztéséhez is. Az alapanyaggal közel azonos szilárdságú kötés eléréséhez tehát ennél az anyagnál is szükséges C előmelegítés. Nagy szívósságuk miatt azonban ilyen előmelegítés mellett "bimetall" elektródákkal folyamatos hegesztés is végezhető. A fehér temperöntvények gyakorlatilag lágyacél öntvények. Előmelegítés nélkül és nemcsak a hideghegesztő elektródákkal, hanem az acéloknál szokásos kötőelektródákkal és részben gépesített hegesztő eljárásokkal (pl. fogyóelektródás, védőgázas ívhegesztés) is egyaránt hegeszthetők. NIKKEL ÖTVÖZETEK HEGESZTÉSE A nikkel oxidjának a NiO-nak az olvadáspontja (1440 o C) nagyobb, mint a vas nagyhőmérsékleten stabilis oxidjáé (FeO)-é és további alapvető különbséget jelent, hogy szemben a vas-oxidullal nem oldódik az alapfémben. Ezért nagyobb figyelmet kell fordítani a több rétegű kötéseknél a gondos salakeltávolításra, mert a nagyobb olvadáspontú, szilárd oxidok a fürdőből nem vagy csak részben távolíthatók el. A kötésben maradó salak megnöveli a varrat károsodásának kockázatát. A nikkel szemben a vassal nem oldja a hidrogént és a nitrogénnel is csak nagyon kis stabilitású, így nagy hőmérsékleten nem képződő nitridet alkot. Ebből adódóan a nikkel és ötvözeteinek hegesztésekor a hegesztési helyet körülvevő levegővel szembeni védelem nem igényel az acélokéhoz képest nagyobb figyelmet. Abban az esetben, ha a védelem nem kielégítő, a hegfürdő oxigéntartalma megnő és a varratban mikroporozitás léphet fel. A porozitás elkerülhető nemcsak a hegfürdő védelmének javításával, pl. nagyobb tisztaságú védőgáz alkalmazásával, hanem a hegesztő hozaganyag alumínium, titán vagy cirkónium ötvözésével is. Ha az ötvözetben számottevő a krómtartalom, akkor a mikroporozitás veszélye csekély. 27
29 A nikkel és ötvözeteinek hegesztésére a bevont elektródás kézi ívhegesztést (111-es eljárás), a semleges védőgázas volfrámelektródás ívhegesztést (141-es eljárás), a semleges védőgázas fogyóelektródás ívhegesztést (131-es eljárás), a semleges védőgázas porbeles elektródahuzalos hegesztést (137-es eljárás), a villamos ellenállás hegesztést (2-es eljárás csoport) valamint az elektronsugaras hegesztést (51-es eljárás) lehet alkalmazni. A nikkel és ötvözeteinek hegesztésekor előnyös a gyökoldali gázvédelem alkalmazása. A gyökvédőgáz ne tartalmazzon 15%-nál nagyobb mennyiségű hidrogént. A nikkel és ötvözeteinek hegesztésekor nagy figyelmet kell fordítani arra, hogy a varrat sem karbont, sem ként ne vehessen fel. Ennek alapvető feltétele, hogy a hegesztési hely környezete mentes legyen szerves szennyeződésektől. A hegesztési hely tisztításának jelentőségét az adja, hogy a karbontartalom növekedésével a varrat kristályosodásakor nő a 2. pontban leírt primer karbon (MC) képződésének valószínűsége, ami a varrat ridegedését okozza. A nikkel ötvözetek varratában a kéntartalom növekedése igen erőteljesen növeli a kristályosodási repedés valószínűségét. A nikkel szulfidja igen kis (649 o C) olvadáspontú. A nikkelötvözet kristályosodási hőmérséklete (~1400 o C) és a nikkel-szulfid dermedése között lényegesen nagyobb hőmérséklet különbség van (~750 o C), mint az acél esetében (~500 o C). Tovább fokozza a nikkel ötvözetek kristályosodási repedésre való hajlamát, hogy hőtágulásuk némiképp nagyobb, mint az acéloké. A nikkel ötvözetekben a karbontartalom növekedése erősíti a kén kristályosodási repedést okozó hatását. Egy adott kéntartalmú varrat esetében a kristályosodási repedés veszélye nő, ha nő a varrat szemcsemérete, vagy a hő okozta alakváltozás mértéke a gátolt alakváltozás miatt. A szemcseméret növekedése a kristályosodási repedésre az által bír befolyással, hogy megnöveli a koncentrációs túlhűtés révén a szemcsehatáron kiváló, kis olvadáspontú komponens mennyiségét. Lényeges a szerepe a varrat kristályosodási repedésképződésében a szemcsék alakjának is. Minél nagyobb szögben találkozik egymással a kötés két oladalfaláról növekvő kristályosodási front, annál nagyobb a valószínűsége, hogy az utoljára dermedő hőcentrumban nagy, összefüggő, a termikus feszültségekre merőlegesen elhelyezkedő, kis olvadáspontú anyaggal burkolt felületek alakulnak ki. Ezt elkerülendő a hegesztést lehetőleg több sorban, kis szakaszenergiával, nagyobb hegesztési sebességgel kell végezni. Ilyen munkarend mellett a hegfürdő könnycsepp alakú és a varrat kristályai kedvező orientációjúak lesznek. 28
30 A nikkel és ötvözeteinek az a jellemzője, hogy - szemben a vasötvözetekkel - a hőmérséklet függvényében nincs allotróp átalakulásuk, lehetetlenné teszi a szemcsék utólagos finomítását hőkezeléssel. Ezért a hegesztésükkor a bevitt hő hatására a hőhatásövezetben a szemcsék durvulása következik be. A szemcsedurvulás hatására az ötvözet szilárdsága csökken. A hőhatás övezet kiterjedése, és ezzel a szemcsedurvulás is mérsékelhető a hegesztő hőforrás koncentrációjának növelésével, a mélyebb és keskenyebb varrat alkalmazásával illetve az egy sorban meghegesztett varratkeresztmetszetének csökkentésével. A nikkel ötvözetek hegesztésénél a nagy szakasznergiával dolgozó hegesztő eljárásokat, mint a fedett ívű hegesztést (12-es eljárás) vagy az elektrosalakhegesztést (72- es eljárás) kerülni kell. ALUMÍNIUM ÉS ÖTVÖZETEINEK HEGESZTHETŐSÉGE A hegesztett alumínium szerkezetek és kapcsolataik is jóval egyszerűbbek és ezért gazdaságosabbak bármely más szokásos kötésmódnál. A sima csatlakozási felületek és kötetlenebb vonalvezetési lehetőségek révén a hegesztett alumíniumszerkezet külső megjelenése szempontjából is kedvezőbb. Az alumínium hegesztésénél figyelembe kell venni a következő különleges tulajdonságokat. Az alumínium és ötvözeteinek felületén mindig van vékony, szívós oxidhártya (Al 2 O 3 ), amely a fémnek a levegővel való első találkozásakor azonnal kialakul. Mélysége tized mikron nagyságrendű és mélységben nem terjed. Olvadáspontja azonban 2050 C, míg a tiszta alumíniumé csupán 658 C. Ezért bár az alumínium hamar megömlik mégsem létesíthető közte és a hegesztőpálca között közvetlen fémfürdő, mert az oxidréteg ezt megakadályozza. Hegesztett kötés létesítéséhez tehát az oxidréteget szét kell rombolni, és meg kell akadályozni a kötés ideje alatti ujraképződését. Egy másik probléma, hogy a hegesztési hőközlés hatására a varrat környezetében a félkemény és kemény, valamint a nemesített alapanyag szilárdsága csökken, és megközelíti a lágy anyag szilárdsági értékeit. A jó hővezetőképesség folytán a hegesztés mentén széles zónában bekövetkező káros felmelegedést, az ebből eredő kilágyulást, nagymérvű deformációkat, vetemedéseket, ill. belső feszültségeket koncentrált hővel dolgozó hegesztőeljárásokkal lehet csökkenteni. Védőgázas ívhegesztések és az ellenálláshegesztések. A melegrepedési veszélyt a megfelelő és jól hegeszthető ötvözetek alkalmazásával, a hegesztőhuzal helyes megválasztásával és szintén a koncentrált hőhatású eljárásokkal lehet kiküszöbölni. Az oxidhártya szétrombolására a gázhegesztés, bevontelektródás ívhegesztésnél folyósító anyagokat alkalmaztak. Az AWI hegesztésnél erre nincs szükség az alkalmazott argon védőgáz használata miatt. Az ötvözőanyagok kiégése ellen ötvözőkben dúsabb hegesztőpálcákat használunk. A színalumínium igen könnyen és bármely hegesztési eljárással hegeszthető. Hozaganyagként az alapanyagéval azonos, esetleg 0,1-0,2%-os titánötvözésű pálcát szokás használni, ami a varrat szövetszerkezetét finomítja. Az AlMg ötvözetek hegesztése már komolyabb feladat. A kis magnézium tartalom melegrepedékenységet okoz, a nagy pedig erős porozitásra hajlamos. A varrat készítéséhez általában az alapanyagénál magnéziumban dúsabb ötvözetű pálca felel meg. 29
31 A dural típusú ötvözetek AlCuMg hegesztése a legkényesebb, mert nemesített, nagyfokú a repedésérzékenysége és kedvezőtlenek a korróziós tulajdonságai. A hegesztett kötés szilárdsága a nemesített alapanyag szilárdságának kb. 60%-a, a nyúlása 10-20%-a. A hegesztés utáni nemesítő hőkezeléssel azonban a mechanikai tulajdonságok javíthatók. A hegesztéshez sziliciummtartalmú pálcát kell használni. Ez esetben a varrat repedéssel szemben ellenállóbb. TANULÁSIRÁNYÍTÓ Tanulja meg a szakmai anyagot és a tanuláshoz kérjen segítséget oktatójától! Lépésről lépésre haladjon az elméleti anyagon és sajátítsa el a következőket: - Anyagok jellemző tulajdonságai - Fémek - Fémszerű anyagok - Nemfémes anyagok - Fémek kristályszerkezete - Krisztallitok kialakulása - Az anyag szilárdsági tulajdonságai - Szakítószilárdság - Egyébb anyagvizsgálati eljárások - Technológiai próbák - Vas és ötvözetei - Ötvözött acélok - Hőkezelési eljárások - Alumínium és ötvözetei - Réz és ötvözetei - Acélok hegeszthetősége - Elektróda bevonatok szerepe - Öntött vasak - Nikkel ötvözetek hegesztése - Alumínium és ötvözeteinek hegeszthetősége 30
32 ÖNELLENŐRZŐ FELADATOK 1. feladat. A feladat L.v. 3 mm-es durva acéllemezből leszabott 2 db. 60x100 mm-es lemezcsík tompa varrattal való összehegesztése. Helyezze üzembe a hegesztő készüléket, válassza meg a szükséges technológiai paramétereket és végezze el a munkát. Az elvégzett munka lépéseit jegyezze fel. 31
33 2. feladat. A feladat L.v. 2 mm-es alumínium lemezből leszabott 2 db. 60x100 mm-es lemezcsík tompa varrattal való összehegesztése. Helyezze üzembe a hegesztő készüléket, válassza meg a szükséges technológiai paramétereket és végezze el a munkát. Az elvégzett munka lépéseit jegyezze fel. 3. feladat. A rajzon szereplő munkadarab L.v. 2 mm-es alumínium lemezből hengerítve a rendelkezésre áll. Bevontelektródás kézi ívhegesztéssel tompavarrattal hozzuk létre a hibátlan palástot. A megmunkálandó lemez félkemény Mg ötvözet. 32
34 17. ábra. Alumínium lemezből cső készítése A hegesztés elvégzése közben figyeljük meg a hegeszthetőségre vonatkozó tulajdonságokat. A megállapításainkat jegyezzük fel. 4. feladat. A gépműhelyben egy esztergapad szegnyergének meghajtó küllős tárcsája eltörött. Anyaga öntöttvas. Feladat, hogy a tanult eljárások közül válasszuk ki a megfelelőt és végezzük el a munkát. Az eljárás lépéseit jegyezzük fel. Állapítsa meg, hogy milyen ötvözetről van szó. 33
35 A hegesztés elvégzése közben figyeljük meg a hegeszthetőségre vonatkozó tulajdonságokat. A megállapításainkat jegyezzük fel. 5. feladat. A rajzon szereplő L.v. 2 mm-es finomlemezből előre hengerített munkadarabot tompavarrattal bevontelektródás kézi ívhegesztéssel hegessze össze. Válassza meg a helyes paramétereket és végezze el a munkát. A lépéseket jegyezze fel. Helyezze üzembe a berendezést 34
36 18. ábra. 5. feladat 35
37 36
38 MEGOLDÁSOK 1. feladat ellenőrizni kell a csatlakozási pontokat, az elektródafogó szigetelését meg kell vizsgálni, hogy a hálózati főkapcsoló és a gép főkapcsolója kikapcsolt állapotban van-e, a hálózatra csatlakoztatást bőrkesztyűben kell végezni be kell kapcsolni a hálózati főkapcsolót a gép előírásai szerint be kell kapcsolni az áramforrást A varrat minőségét szemrevételezéssel végezzük el és értékeljük 2. feladat. ellenőrizni kell a csatlakozási pontokat, az elektródafogó szigetelését meg kell vizsgálni, hogy a hálózati főkapcsoló és a gép főkapcsolója kikapcsolt állapotban van-e, a hálózatra csatlakoztatást bőrkesztyűben kell végezni be kell kapcsolni a hálózati főkapcsolót gép előírásai szerint be kell kapcsolni az áramforrást A varrat minőségét szemrevételezéssel végezzük el és értékeljük 3. feladat Értékeljük a berendezés üzembe helyezését A hegesztési paraméterek beállítását (a paraméterek függnek a kiválasztott berendezéstől) A megmunkálandó lemez félkemény Mg ötvözet A pálcaválasztásnál értékelendő szempont a pálca minősége A varrat minőségét szemrevételezéssel végezzük el 4. feladat. Az alkatrésznek megfelelő ötvözet meghatározása A hegesztési technológia helyes kiválasztása Értékeljük a technológia megfelelő végrehajtását A pálca választás megfelelősége Szemrevételezéssel ellenőrizzük a varrat minőségét 37
39 5. feladat. ellenőrizni kell a csatlakozási pontokat, az elektródafogó szigetelését meg kell vizsgálni, hogy a hálózati főkapcsoló és a gép főkapcsolója kikapcsolt állapotban van-e, a hálózatra csatlakoztatást bőrkesztyűben kell végezni be kell kapcsolni a hálózati főkapcsolót gép előírásai szerint be kell kapcsolni az áramforrást A varrat minőségét szemrevételezéssel végezzük el és értékeljük 38
40 IRODALOMJEGYZÉK FELHASZNÁLT IRODALOM G.Herden Hegesztési kézikönyv Műszaki könyvkiadó 1973 Faber Gusztáv. Hegesztett szerkezetek Műszaki könyvkiadó 1964 Sebestyén Jenő Gépműhelyi gyakorlatok. Műszaki könyvkiadó 1973 Baránszky-Jób Imre: Hegesztési kézikönyv, Műszaki Könyvkiadó, Budapest, AJÁNLOTT IRODALOM Fenyvessy Tibor-Fuchs Rudolf-Plósz Antal Műszaki Táblázatok. NSZFI Frischherc-Dax-Gubdelfinger-Haffner-Itschner-Kotsch-Staniczek. Táblázatok. B*V kiadó Fémtechnológiai 39
41 A(z) modul 010-es szakmai tankönyvi tartalomeleme felhasználható az alábbi szakképesítésekhez: A szakképesítés OKJ azonosító száma: A szakképesítés megnevezése Hegesztő A szakmai tankönyvi tartalomelem feldolgozásához ajánlott óraszám: 14 óra
42 A kiadvány az Új Magyarország Fejlesztési Terv TÁMOP / A képzés minőségének és tartalmának fejlesztése keretében készült. A projekt az Európai Unió támogatásával, az Európai Szociális Alap társfinanszírozásával valósul meg. Kiadja a Nemzeti Szakképzési és Felnőttképzési Intézet 1085 Budapest, Baross u. 52. Telefon: (1) , Fax: (1) Felelős kiadó: Nagy László főigazgató
Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel
 Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Általános mérnöki ismeretek. 4. gyakorlat. Anyagismeret
 Általános mérnöki ismeretek 4. gyakorlat Anyagismeret A fémek a legfontosabb szerkezeti anyagaink A Severn folyó hídja Az első vashíd Az Iron Bridge (Vashíd) az angliai Shropshire grófságban, Coalbrookdale-nél
Általános mérnöki ismeretek 4. gyakorlat Anyagismeret A fémek a legfontosabb szerkezeti anyagaink A Severn folyó hídja Az első vashíd Az Iron Bridge (Vashíd) az angliai Shropshire grófságban, Coalbrookdale-nél
ÖNTÖTTVASAK HEGESZTÉSE Komócsin Mihály (ME) (Béres-Komócsin : Acélok és öntöttvasak javító- és felrakóhegesztése Montedito Kft.
 (Béres-Komócsin : Acélok és öntöttvasak javító- és felrakóhegesztése Montedito Kft.") ÖNTÖTTVASAK HEGESZTÉSE Komócsin Mihály (ME) (Béres-Komócsin : Acélok és öntöttvasak javító- és felrakóhegesztése Montedito Kft. 1993 alapján) A vasbázisú késztermékek közül a 2 %-nál nagyobb karbontartalmúak
ÖNTÖTTVASAK HEGESZTÉSE Komócsin Mihály (ME) (Béres-Komócsin : Acélok és öntöttvasak javító- és felrakóhegesztése Montedito Kft. 1993 alapján) A vasbázisú késztermékek közül a 2 %-nál nagyobb karbontartalmúak
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
ÖNTÖTTVASAK HEGESZTÉSE
 Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
Bevontelektródás kézi ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
ANYAGISMERET. 2011. 01. 28. Készítette: Csonka György 1
 ANYAGISMERET 2011. 01. 28. Készítette: Csonka György 1 AZ ANYAG Az anyagot az ember nyeri ki a természetből és alakítja olyanná, ami az igényeknek leginkább megfelel. 2011. 01. 28. Készítette: Csonka György
ANYAGISMERET 2011. 01. 28. Készítette: Csonka György 1 AZ ANYAG Az anyagot az ember nyeri ki a természetből és alakítja olyanná, ami az igényeknek leginkább megfelel. 2011. 01. 28. Készítette: Csonka György
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
Hőkezelési eljárások:
 Hőkezelési eljárások: Hőkezeléssel az acélok szövetszerkezete és így az anyag tulajdonságai is megváltoznak ~ befolyásoló tényezők: - hevítés hőfoka - hőntartás ideje - kritikus hűtési sebesség - alkalmazott
Hőkezelési eljárások: Hőkezeléssel az acélok szövetszerkezete és így az anyag tulajdonságai is megváltoznak ~ befolyásoló tényezők: - hevítés hőfoka - hőntartás ideje - kritikus hűtési sebesség - alkalmazott
Az ötvözet a fémek szilárd oldata, ami a következő anyagokból tevődik össze:
 Az ötvözet a fémek szilárd oldata, ami a következő anyagokból tevődik össze: alapfém: pl. vas, alumínium, ötvözőanyagok: amelyek kedvezően befolyásolják az alapfém tulajdonságait pl. a vas esetében a szén,
Az ötvözet a fémek szilárd oldata, ami a következő anyagokból tevődik össze: alapfém: pl. vas, alumínium, ötvözőanyagok: amelyek kedvezően befolyásolják az alapfém tulajdonságait pl. a vas esetében a szén,
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Hegesztés 1. Általános elvek Kézi ívhegesztés. Dr. Horváth László
 Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Hegesztés és rokon eljárások. Dr. Kovács Mihály docens nemzetközi hegesztőmérnök
 Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
5.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok 1 Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei, könnyűfémek és ötvözeteik Műanyagok Hőre lágyuló és hőre keményedő műanyagok, elasztomerek Kerámiák Kristályos,
Mérnöki anyagismeret Szerkezeti anyagok 1 Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei, könnyűfémek és ötvözeteik Műanyagok Hőre lágyuló és hőre keményedő műanyagok, elasztomerek Kerámiák Kristályos,
A réz és ötvözetei jelölése
 A réz és ötvözetei jelölése A réz (Cuprum) vegyjele: Cu, neve Ciprus szigetének nevéből származik, amely már az ókorban fontos rézlelőhely volt. A réz folyamatosan 100%-ban újrahasznosítható anélkül, hogy
A réz és ötvözetei jelölése A réz (Cuprum) vegyjele: Cu, neve Ciprus szigetének nevéből származik, amely már az ókorban fontos rézlelőhely volt. A réz folyamatosan 100%-ban újrahasznosítható anélkül, hogy
Nikkel, ötvözetei és hegesztésük.
 Nikkel, ötvözetei és hegesztésük. Komócsin Mihály A nikkel néhány tízmilliárd éve a szupernova robbanások során keletkezett. A nikkel a földkéregben egy viszonylag ritkán előforduló elem, hisz az átlagos
Nikkel, ötvözetei és hegesztésük. Komócsin Mihály A nikkel néhány tízmilliárd éve a szupernova robbanások során keletkezett. A nikkel a földkéregben egy viszonylag ritkán előforduló elem, hisz az átlagos
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
SZERKEZETI ACÉLOK HEGESZTÉSE
 SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
Példatár Anyagtechnológia TESZTFELADATOK
 Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
Kötési eljárások csoportosítása
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
ACÉLOK HEGESZTHETŐSÉGE
 ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ÁLTALÁNOS ISMERETEK. 3.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Vas- karbon ötvözetrendszer. Összeállította: Csizmazia Ferencné dr.
 Vas- karbon ötvözetrendszer Összeállította: Csizmazia Ferencné dr. 1 Vas- Karbon diagram 2 Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Vas- karbon ötvözetrendszer Összeállította: Csizmazia Ferencné dr. 1 Vas- Karbon diagram 2 Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások.
 Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Anyagismeret. 3. A vas- karbon ötvözet
 Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Vas- karbon ötvözetrendszer
 Vas- karbon ötvözetrendszer Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos, és szaggatott vonallal is fel vannak
Vas- karbon ötvözetrendszer Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos, és szaggatott vonallal is fel vannak
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Öntöttvasak. Öntöttvasak
 MECHANIKAI TECHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Fémek technológiája Öntöttvasak Dr. Palotás Béla palotasb@eik.bme.hu Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k Öntöttvasak Szerzo:
MECHANIKAI TECHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Fémek technológiája Öntöttvasak Dr. Palotás Béla palotasb@eik.bme.hu Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k Öntöttvasak Szerzo:
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Alumínium ötvözetek. hőkezelése. Fábián Enikő Réka
 Alumínium ötvözetek hőkezelése Fábián Enikő Réka fabianr@eik.bme.hu Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
Alumínium ötvözetek hőkezelése Fábián Enikő Réka fabianr@eik.bme.hu Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz
 ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
Fémes szerkezeti anyagok
 Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Hegesztett alkatrészek kialakításának irányelvei
 Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
ACÉLSZERKEZETEK GYÁRTÁSA 3.
 SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
Nem vas fémek és ötvözetek
 Nem vas fémek és ötvözetek Anyagtudományi és Technológiai Tanszék Nem vas fémek és ötvözetek Áruk jóval magasabb, mint a vasötvözeteké, nagyon sok ipari területen alkalmazzák. Tulajdonságaik alacsony fajsúly,
Nem vas fémek és ötvözetek Anyagtudományi és Technológiai Tanszék Nem vas fémek és ötvözetek Áruk jóval magasabb, mint a vasötvözeteké, nagyon sok ipari területen alkalmazzák. Tulajdonságaik alacsony fajsúly,
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
MUNKAANYAG. Vincze István. Ívhegesztő elektródák. A követelménymodul megnevezése: Hegesztő feladatok
 Vincze István Ívhegesztő elektródák A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30 ÍVHEGESZTŐ ELEKTRÓDÁK
Vincze István Ívhegesztő elektródák A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30 ÍVHEGESZTŐ ELEKTRÓDÁK
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2016/17. Szilárdságnövelés. Dr. Mészáros István Az előadás során megismerjük
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és a 29/2016 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és a 29/2016 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és a 29/2016 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 03
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és a 29/2016 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 03
Mérnöki anyagok NGB_AJ001_1. 1. Ötvözők hatása 2. Szerkezeti acélok
 Mérnöki anyagok NGB_AJ001_1 1. Ötvözők hatása 2. Szerkezeti acélok Az ötvöző elemek kapcsolata az alapfémmel Szilárd oldatot képeznek szubsztitúciós szilárd oldatot alkotnak (Mn, Ni, Cr, Co, V) interstíciós
Mérnöki anyagok NGB_AJ001_1 1. Ötvözők hatása 2. Szerkezeti acélok Az ötvöző elemek kapcsolata az alapfémmel Szilárd oldatot képeznek szubsztitúciós szilárd oldatot alkotnak (Mn, Ni, Cr, Co, V) interstíciós
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
NEMZETGAZDASÁGI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány és Technológia Tanszék legújabb kutatási eredményei
 Új szerkezeti acélok hegeszthetősége és a kapcsolódó hegesztéstechnológiai újdonságok Szakmai nap, 2010. április 29. Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány
Új szerkezeti acélok hegeszthetősége és a kapcsolódó hegesztéstechnológiai újdonságok Szakmai nap, 2010. április 29. Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány
ESAB Kft. ELEKTRÓDÁK ÖTVÖZETLEN ACÉLOK HEGESZTÉSÉHEZ
 ELEKTRÓDÁK ÖTVÖZETLEN ACÉLOK HEGESZTÉSÉHEZ OK 43.32 Könnyen hegeszthető rutilos bevonatú elektróda vízszintes pozícióhoz. A hígan folyós hegesztési ömledék tetszetős varratfelszínt eredményez mind tompa-,
ELEKTRÓDÁK ÖTVÖZETLEN ACÉLOK HEGESZTÉSÉHEZ OK 43.32 Könnyen hegeszthető rutilos bevonatú elektróda vízszintes pozícióhoz. A hígan folyós hegesztési ömledék tetszetős varratfelszínt eredményez mind tompa-,
VASTAGLEMEZEK HEGESZTÉSE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Példatár Anyagtechnológia Elemi példa - 4.
 Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 4. Termikus nyomásszabályzó-ház gyártása
Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia Elemi példa - 4. Termikus nyomásszabályzó-ház gyártása
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
!MICHAEL KFT Csavar és kötőelem szaküzlet '1103 Budapest Gyömrői út 150 Telfon:0611/4310170 Fax:06/1/260-36-46
 !MICHAEL ' Telfon:0611/4310170 Fax:06/1/260-36-46 i '/; -""1' Igényesetén a hitelesitett műbizonylat a fenti cimen kérhető! Kötőelemeink A1, A2 és A4-es minőségi ostályba sorolhatók, ausztenites acélokból
!MICHAEL ' Telfon:0611/4310170 Fax:06/1/260-36-46 i '/; -""1' Igényesetén a hitelesitett műbizonylat a fenti cimen kérhető! Kötőelemeink A1, A2 és A4-es minőségi ostályba sorolhatók, ausztenites acélokból
GÉPÉSZMÉRNÖKI SZAK. Anyagtudomány II. Szabványos acélok és öntöttvasak. Dr. Rácz Pál egyetemi docens
 GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Szabványos acélok és öntöttvasak Dr. Rácz Pál egyetemi docens Budapest 2011. Az acélok jelölés rendszere Az MSZ EN 10027-1 szabvány új jelölési rendszert vezetett be
GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Szabványos acélok és öntöttvasak Dr. Rácz Pál egyetemi docens Budapest 2011. Az acélok jelölés rendszere Az MSZ EN 10027-1 szabvány új jelölési rendszert vezetett be
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Egyéb eljárás szerinti hegesztő. Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Fémek. Fémfeldolgozás - Alumínium
 Fémek Fémfeldolgozás - Alumínium Felosztás - Vas - Nemvasfémek Nemvasfémek: - könnyűfémek (Al, Mg, Be, Ti) ρ < 5000kg / m3 - színesfémek (Cu, Pb, Sb, Zn) - nemesfémek (Au, Ag, Pt) Előfordulás - Elemi állapotban
Fémek Fémfeldolgozás - Alumínium Felosztás - Vas - Nemvasfémek Nemvasfémek: - könnyűfémek (Al, Mg, Be, Ti) ρ < 5000kg / m3 - színesfémek (Cu, Pb, Sb, Zn) - nemesfémek (Au, Ag, Pt) Előfordulás - Elemi állapotban
Fogorvosi anyagtan fizikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek
 Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat, keménységmérés
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Mérnöki anyagok NGB_AJ001_1
 Mérnöki anyagok NGB_AJ001_1 Nem vas fémek és ötvözetek 2011 2010 Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor Nemvas fémek és ötvözetek Könnyűfémek - kis sűrűség - kitűnő korrózióállóság - magas ár
Mérnöki anyagok NGB_AJ001_1 Nem vas fémek és ötvözetek 2011 2010 Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor Nemvas fémek és ötvözetek Könnyűfémek - kis sűrűség - kitűnő korrózióállóság - magas ár
ACÉLOK ÉS ALKALMAZÁSUK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
MUNKAANYAG. Ujszászi Antal. Fémek hegeszthetősége volfrámelektródás védőgázas ívhegesztéssel. A követelménymodul megnevezése: Hegesztő feladatok
 Ujszászi Antal Fémek hegeszthetősége volfrámelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Ujszászi Antal Fémek hegeszthetősége volfrámelektródás védőgázas ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Hőkezelési alapfogalmak
 Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel