Hegesztés és Roncsolás mentes anyagvizsgálat az acélszerkezet gyártásban
|
|
|
- Zsófia Tamásné
- 7 évvel ezelőtt
- Látták:
Átírás
1 Hegesztés és Roncsolás mentes anyagvizsgálat az acélszerkezet gyártásban
2 A hegesztés áttekintése, alapfogalmak: Az egységes értelmezés végett a nemzetközi szervezetek megegyeztek a hegesztési eljárások egységes, szabványosnemzetközi kódjelzésében. Ezek közül a legfontosabbak: 111 Fogyóelektródás ívhegesztés bevont elektródával (kézi ívhegesztés) 121 Fedett ívű hegesztés huzalelektródával 131 Fogyó elektródás, semleges védőgázos ívhegesztés 135 Fogyó elektródás, aktív védőgázos ívhegesztés 136 Fogyó elektródás aktív védőgázos hegesztés porbeles huzallal 137 Fogyó elektródás semleges védőgázos hegesztés porbeles huzallal 141 Wolfrám elektródás védőgázos ívhegesztés (AWI/WIG/TIG) 311 Gázhegesztés (oxigén-acetilén hegesztés) 15 Plazma ívhegesztés 21 Ellenállás ponthegesztés 78 Csaphegesztés
3 Hegesztett kötés:két vagy több mdb között létesített állandó oldhatatlan és folytonos kohéziós kapcsolat. Alapanyag:az összekötendő munkadarabok anyaga Varrat:az alapanyaghoz,és a meglévő hőhatásövezethez sem tartozó,a kötés kohézióját biztosító része. Hegesztőanyag:a hegesztés folyamán külön adagolt,vagy előre elhelyezett a varrat tömegének és tulajdonságainak biztosítására szükséges anyagok Ömledék vagy hegfürdő: az ömlesztő hegesztésnél kialakuló folyadékfázis tartománya. Megszilárdulásával keletkezik a varrat, ill. varratfém. Beolvadás: az alapanyag eredeti felülete és a megszilárdult varratalapanyag határvonala közötti legnagyobb távolság a varratkeresztmetszeten mérve. Hőhatásövezet:az alapanyagnak az a meg nem olvadt része,ahol a hegesztési,forrasztási vagy termikus vágási hő folyamat hatására mikro szerkezeti átalakulások játszódnak le. A hegesztett kötés kritikus,leg gyengébb része! Össze olvadási határ: az ömledékzóna és a hőhatásövezet közötti határ. Varratsor,hegesztési sor(gyöksor,töltősor,takarósor):a hegesztő pisztoly egyszeri elmozgatásakor megolvasztott vagy lerakott, majd megszilárdult anyag,amely lehet egy soros vagy több soros. A varrat soroknak a varrat hossz tengelyével párhuzamosan való elhelyezése a varrat sorrend. Gyök: a hézagot - leélezéssel előkészített alapanyagoknál a gyök hézagot is magába foglaló tartomány, ahová az első hegesztési réteg kerül. Gyökvarrat: a gyök hézagba elsőként kerülő hegesztési réteg többrétegű varratok esetén. Takaróvarrat (korona oldali és gyökoldali):a korona oldalt fedő utolsó réteg a takaró varrat,ill. a gyök oldalra hegesztett utolsó varrat sor.

4 Több rétegű varratok készítése
5
6 A hegesztett kötések rajzi jelölése A rajzon a varratot nyilas mutatóvonal mutatja, amelyhez folyamatos referencia vonal és szaggatott azonosító vonal csatlakozik. A varratot alapjelekkel lehet ábrázolni. Az alapjel olyan rajzjel, amely hasonlít a készítendő varrat alakjához. A kiegészítő jelek a varrat külső alakját, felületét jelképező rajzjelek, amelyeket általában az alapjelre kell helyezni, ill. azzal kombinálni.
7 A rajzi jelölések értelmezése
8 A rajzi jelölések értelmezése
9
10

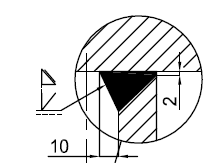
11 Hegesztési varrat méretmegadása
12 Hegesztett varratok jelképei Megnevezés Varratjel Varratalak Peremvarrat Egyoldali tompa I-varrat Egyoldali tompa V-varrat Egyoldali tompa 1/2 V-varrat Egyoldali tompa U-varrat Egyoldali tompa J(1/2 U)-varrat Egyoldali tompa Y-varrat
13 Egyoldali tompa U-varrat Hegesztett varratok jelképei Egyoldali tompa J(1/2 U)-varrat Egyoldali tompa Y-varrat Egyoldali tompa 1/2 Y-varrat Sarokvarrat Kettõs V-varrat (X-varrat) Kettõs 1/2 V-varrat (K-varrat) Kettõs U-varrat
14 A kiegészítő jelek alkalmazása Megnevezés Varratjel Varratalak Megjegyzés Sík (lemunkált varrat) Lapos v-varrat Domború varratfelület Domború v-varrat Homorú varratfelület Homorú sarokvarrat Megmunkált varratfelület Síkra munkált v-varrat Törésmentes varratátmenet Érintõleges varratátmenet
15 Hegesztett varratok kiegészítő adatai Megnevezés Jel Rajzjel Körbemenõ varrat A varrat a helyszínen készítve 2 A hegesztési eljárás jelölése Hivatkotás a szövegmezõben lévõ adatokra A1
16 Hegesztési pozíciók


17

18 A tartók toldásakor célszerű az öveket úgy leélezni, hogy a gyökfaragás kívülről könnyen elvégezhető legyen. Célszerű aszimmetrikus leélezést alkalmazni, azzal a kiegészítéssel, hogy a gerinc és öv találkozásánál a rádiuszokat szélesebben kell le rézselni a jobb összeolvadás miatt. Néhány példa öv és gerinc tompaillesztésére: a) Gerinc kivágása nélkül b) Eltolt kötéssel c) Gerinc kivágással d) A húzott oldal merevítésével e) Hegesztett I tartó tompa illesztése f) Hegesztett I tartó, a gerinc röntgen vizsgálat miatt kimunkálva.

19 Hegesztett kötések néhány tervezési irány elve: Hengerelt idomacélok sarkainál és hidegalakított alkatrész zónák környezetében ne legyen hegesztési varrat. Takarékoskodjunk a hegesztési varrattal, lehetőleg kevés és kis gyökméretű varratot alkalmazzunk. Fárasztó igénybevétel esetén azonban a minimális varrathossz: Lmin 10a
20 Hengerlési síkra merőleges húzófeszültséget kerülni kell a teraszos repedés veszélye miatt A hegesztési varratok hozzáférhetőek legyenek a kiválasztott hegesztési technológiához.
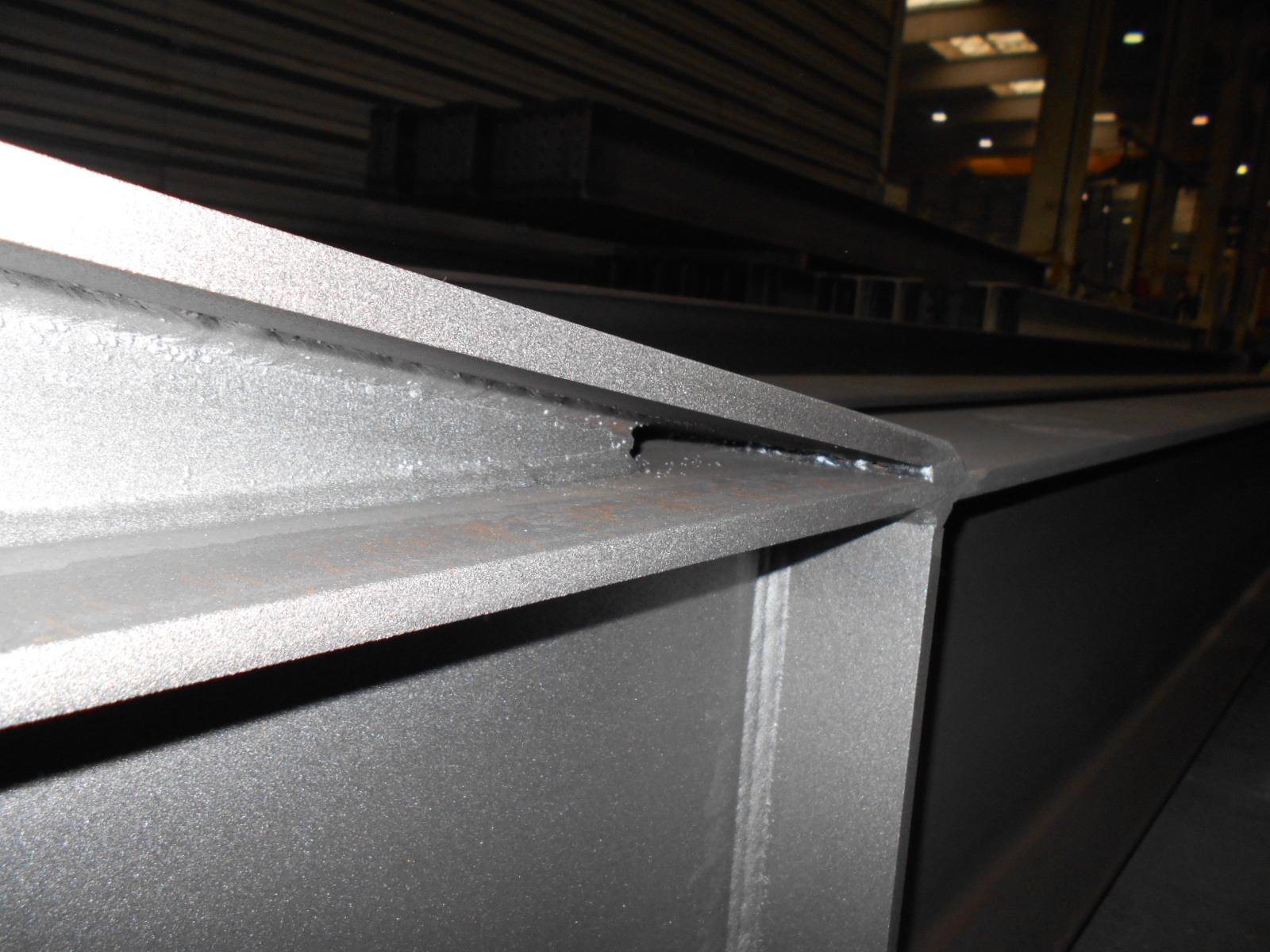
21 A merevítő borda nem végződhet csúcsban, mert hegesztéskor leolvad. A sarokban három varrat találkozik. 135-ös eljárással hegesztett szerkezeteknél a gázterelő mérete ~20 mm, figyelni kell arra, hogy az ennél kisebb méretű helyekre nem lehet beférni a hegesztő pisztollyal, az ilyen helyek hegesztése nehezen kivitelezhető, általában nem lehet produkálni az elvárt minőséget A hegesztés után megmunkált illesztési felületeken ne legyen hegesztési varrat
22 Példák helyes és helytelen csomóponti kialakításokra Helytelen kialakítás, IPE450 profilból Helyes kialakítás, lemezből
23 Helytelen Kialakítás

24

25 Helytelen varrat ábrázolások


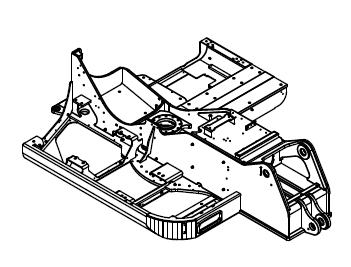
26 Néhány példa a gépgyártásból




27


28
29




30




31



32 HEA profil toldásra előkészítve

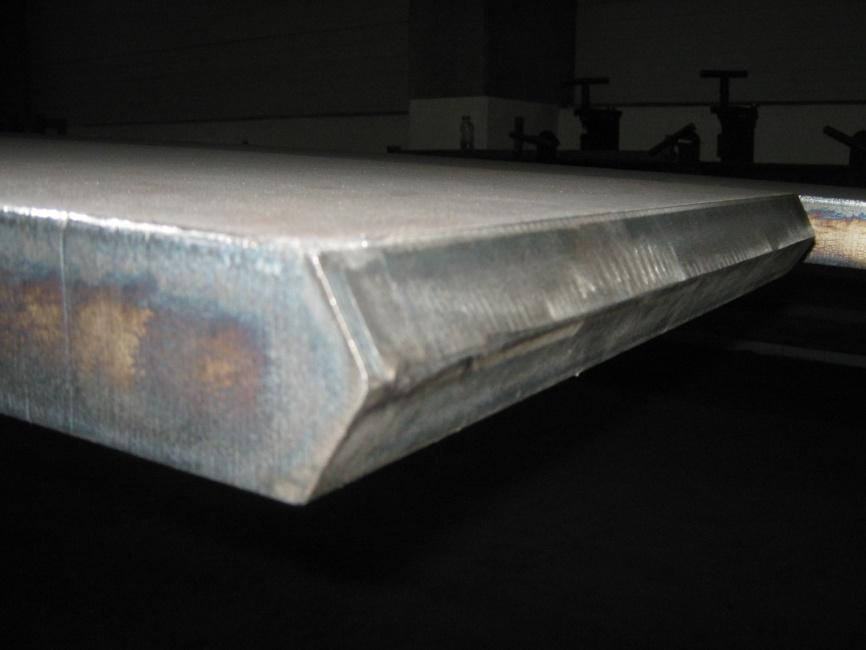


33 Hegesztett I tartó övlemezeinek toldása


34


35 Az Összeállított I tartó hegesztés közben



36

37
38 Alapelv: Hibakimutatás lehetőségei A hiba hatására - annak környezetében megváltozik az anyag valamely fizikai (optikai, mágneses, villamos, stb.) jellemzője. Olyan információ hordozót (pl. mechanikai rezgések, elektromágneses sugárzások) kell választani, amelynek változásából egyértelműen lehet következtetni a hiba jellemzőire. Követelmény a vizsgálati eljárással szemben Gyorsaság, megbízhatóság, Egyszerűség (helyszíni elvégezhetőség), Ne legyen környezet szennyező (biztonságtechnika), Minimális felület előkészítés, Dokumentálhatóság.
39 A vizsgálati módszer kiválasztása Szempontok: a vizsgált darab anyaga, mérete,geometriai viszonyai, a feltételezhető hiba helye, mérete, a kimutatás pontossága, a dokumentálhatóság. Alapszabály: Univerzális hibakereső vizsgálati eljárás nincs! A továbbiakban a vizsgáló eljárásokat mutatjuk be (az egyszerűtől a bonyolultabb felé haladva).
40 FÉMEK HEGESZTETT KÖTÉSEINEK RONCSOLÁSMENTES VIZSGÁLATA MSZ EN ISO :2000 (elektron és lézersugaras hegesztés) MSZ EN ISO :2008 MSZ EN ISO 5817:2014 acél, nikkel és titán és ötvözeteinek hegesztése MSZ EN ISO (MSZ EN 12062:2004) MSZ EN ISO 10042:2006 alumínium és ötvözeteinek ívhegesztése Hibafajták Az eltérések valós mérete Kapcsolat a méret és az indikációk elfogadási szintje között VT PT MT UT RT ET Vizsgálati módszer MSZ EN ISO MSZ EN ISO x MSZ EN ISO MSZ EN ISO MSZ EN ISO x MSZ EN ISO 17643x Viszgálati technológia MSZ EN ISO 5817:201 4 MSZ EN 10042:20 06 MSZ EN ISO :2000 MSZ EN ISO MSZ EN ISO MSZ EN ISO MSZ EN ISO MSZ EN ISO x x Követelmények Termékszabványok: EN1090 acélszerkezetek,msz EN :2002 csővezetékek, MSZ EN :2002 nyomástartó berendezések,msz EN kazánok, AD 2000, CODAP 2000, PD 5500
41 Szemrevételezés = Vizuális vizsgálat (VT) Mérési elv: látható fényben a hibák érzékelése. Alkalmazhatóság: csak felületre kijutó hibák (repedések, porozitások, felületi hibák, felszakadások, beszívódások stb.) kimutatására alkalmas. Előnyök/hátrányok: gyors, egyszerű, olcsó, szakértelmet nem igényel de szubjektív, nehezen dokumentálható. A vizuális vizsgálat kiterjesztése Az emberi szem érzékelő képességének javítása nagyítókkal, megvilágító eszközökkel Belső felületek (tartályok, csövek, palackok) hibáihoz műszerezett vizuális vizsgálatok Használt műszerek: boroszkópok, endoszkópok, fiberszkópok, videoszkópok (lásd még a gyógyászati alkalmazásokat is) Merev és hajlékony kivitelek, összeépített megvilágító és megfigyelőegységek, optikai kábelek.
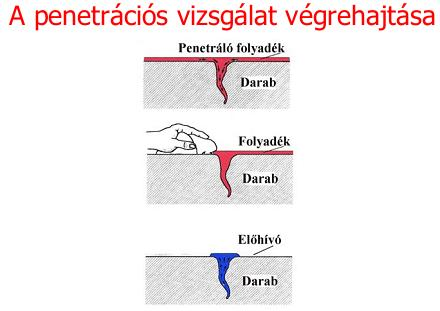
42 Folyadék behatolásos (penetrációs) eljárások (PT) Mérési elv: a kis felületi feszültségű (kapillár -aktív) folyadék behatol a felületre nyitott repedésbe, majd kiszivárog onnan és kirajzolja a hiba alakját (a hiba mélysége és szélessége nem mérhető) Alkalmazhatóság: csak felületre kijutó hibák, repedések kimutatására Kivitelezés:felület tisztítás, jelzőfolyadék felvitel, felesleg eltávolítás, előhívó anyag felvitel, hibakimutatás. Előnyök: egyszerű, anyagminőség nem korlátoz, olcsó. Alkalmazási korlátok: porózus felületnél nehezen alkalmazható, igényes felület tisztítás szükséges, utótisztítás elengedhetetlen. Felhasznált eszközök: előhívók, tisztítók, kontraszt anyagok.
43

44
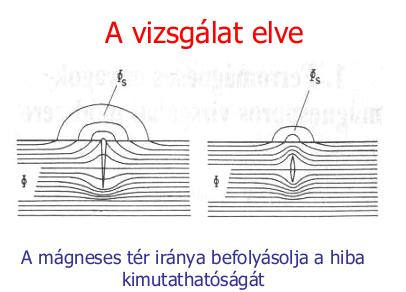
45 Mágneses repedés vizsgálat (MT) Mérési elv: a hibák az anyagban létrehozott mágneses tér erővonalait eltérítik, az így kialakuló szórt fluxust a felületre felvitt ferromágneses por sűrűsödése jelzi. Alkalmazhatóság: csak ferromágneses anyagok felületi vagy felület közeli hibáihoz Előnyök / hátrányok: egyszerűség, nagy érzékenység (0,001 mm széles hiba kimutatás), de korlátozott az anyagminőség és lemágnesezést igényel a vizsgálat után. A mágneses repedés vizsgálat végrehajtása: A darab felfogása A mágnesező készülék bekapcsolása A mágnesporos szuszpenzió egyenletes felszórása Várakozás (kb. 5 másodperc) Minősítés ( fekete mágnespor-szuszpenzió esetén szabad szemmel fluoreszcens mágnespor szuszpenzió esetén UV sugárzással) Mágnesezhető, ferromágneses darabok és hegesztési varratok vizsgálatára.
46

47

48
49 Örvényáramú vizsgálat Mérési elv:örvényáramok mágneses tere és az örvényáramot keltő primer mágneses tér kölcsönhatása a hibák következtében megváltozik. Alkalmazhatóság: csak villamosan vezető anyagoknál a felületi és felület közeli hibák kimutatására, valamint az anyagjellemzők változásának érzékelésére Kivitelezés:gyűrűtekercses és tapintó tekercses megoldások. A vizsgálat előnyei: érintkezés mentes mérés, nincs előkészítés és utólagos tisztítás, jól automatizálható, tömeges mérésre alkalmas. A vizsgálat korlátai: csak a felület közeli tartományokra jó, jelképzés sok paraméter függvénye, kiértékelés szakembert kíván (hibátlan etalon is kell)
50
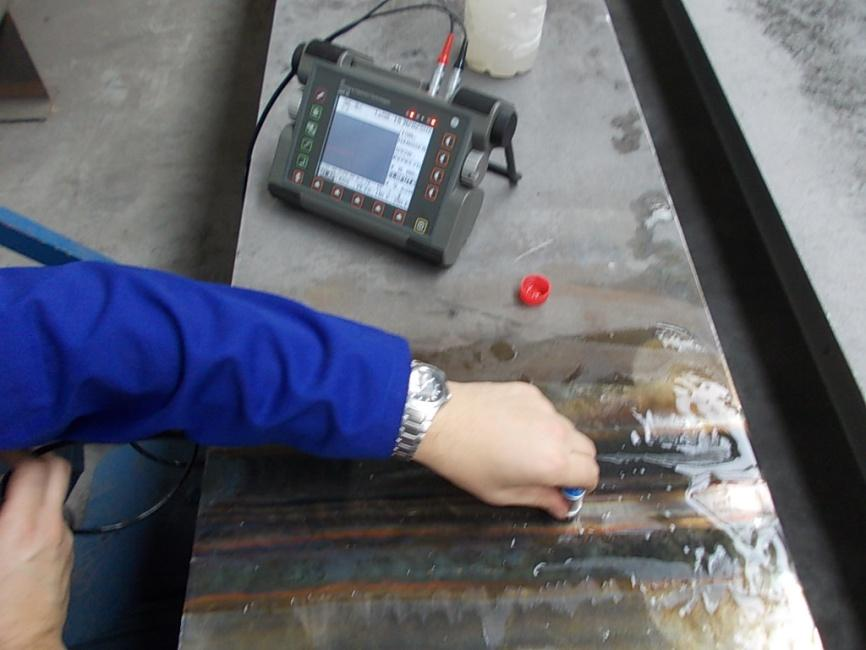
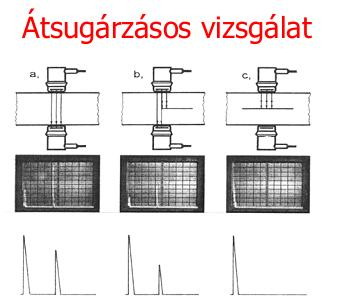
51 Ultrahangos vizsgálat Mérési elv: a vizsgált anyagban terjedő nyomáshullámok útjába kerülő hibák megváltoztatják a hullámterjedés viszonyait Alkalmazhatóság: síkszerű (kétdimenziós) hibák repedések, rétegződések kimutatására előnyös, térfogati hibák kimutatása nehezebb.
, terjedése és reflexiója")
52 Ultrahang jellemzői: frekvenciája (16 khz MHz), előállítása (piezoelektromos gerjesztéssel vagy magnetostrikciós gerjesztéssel), terjedése és reflexiója sebessége
53

54
55
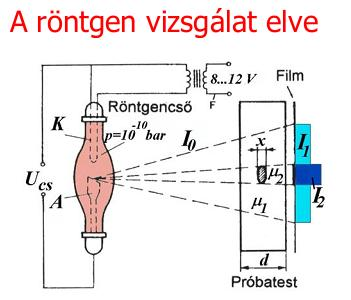
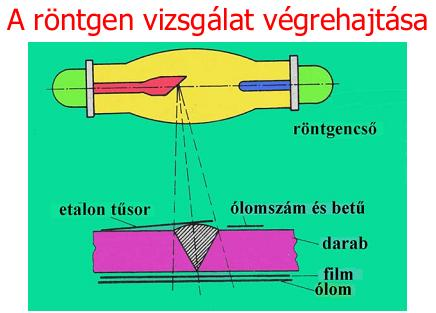
56 Radiológiai vizsgálatok (RT) Mérési elv:az alkalmazott röntgen vagy gamma (neutron)sugárzás intenzitása a vizsgált tárgyon áthaladva az átsugárzott vastagságtól függően változik Alkalmazhatóság:térfogati (háromdimenziós) anyaghibák (üregek, zárványok) kimutatása egyszerűbb, síkszerű hibák (pl. repedés) kimutatásanehezebb. Ha biztosak akarunk lenni, hogy nincs síkszerű hiba, akkor ultrahang vizsgálatot isalkalmazni kell. A vizsgálat nyújtotta előnyök: 3D hibák pontos felderítése, dokumentálhatóság, felületi előkészítés nem szükséges. A vizsgálat korlátai: fokozott biztonságtechnika, komoly berendezés háttér, lassúság, 2D hibákra kevésbé alkalmas, korlátozott anyagvastagság.
57
58

59
60 Az izotópos vizsgálat előnyei és korlátai Előnyök: kisebb helyszükséglet, könnyebb hordozhatóság, nagyobb az átsugárzó-képessége (acéloknál kb. 300 mm), nem igényel energiaforrást, ún. panoráma felvételek készítésére alkalmas (pl. egy cső teljes körvarratáról a cső középpontjába helyezett izotóppal). Korlátok: nagyobb a külső illetve belső életlenség, hosszabb expozíciós idő, rosszabb hibafelismerhetőség, változó a sugárzás intenzitása (felezési idő), folytonos sugárzás (nem kikapcsolható).




61




62
63 Köszönöm a megtisztelő figyelmet!
Roncsolásmentes anyagvizsgálat
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET 2005 (BSc) Roncsolásmentes anyagvizsgálat (Hibakereső vizsgálatok) Dr. Palotás Béla Dr. Éva András palotasb@eik.bme.hu mal.eva@mail.datanet.hu Anyagszerkezettan
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET 2005 (BSc) Roncsolásmentes anyagvizsgálat (Hibakereső vizsgálatok) Dr. Palotás Béla Dr. Éva András palotasb@eik.bme.hu mal.eva@mail.datanet.hu Anyagszerkezettan
Anyagszerkezettan és anyagvizsgálat 2012/13. Dr. Palotás Béla - Dr. Éva András - Dr. Mészáros István
 Anyagszerkezettan és anyagvizsgálat 2012/13 Roncsolásmentes anyagvizsgálat (Hibakereső vizsgálatok) Dr. Palotás Béla - Dr. Éva András - Dr. Mészáros István A tájékoztató fő témakörei Bevezetés Jellegzetes
Anyagszerkezettan és anyagvizsgálat 2012/13 Roncsolásmentes anyagvizsgálat (Hibakereső vizsgálatok) Dr. Palotás Béla - Dr. Éva András - Dr. Mészáros István A tájékoztató fő témakörei Bevezetés Jellegzetes
Roncsolásmentes anyagvizsgálat
 Anyagismeret Energetikai anyagismeret 2016/17/1 Roncsolásmentes anyagvizsgálat (Hibakereső vizsgálatok) A labor felépítése Elméleti összefoglaló Bevezetés Jellegzetes hibák, a hibakimutatás lehetőségei
Anyagismeret Energetikai anyagismeret 2016/17/1 Roncsolásmentes anyagvizsgálat (Hibakereső vizsgálatok) A labor felépítése Elméleti összefoglaló Bevezetés Jellegzetes hibák, a hibakimutatás lehetőségei
Atomerőművi anyagvizsgálatok 4. előadás: A roncsolásmentes anyagvizsgálatok
 Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI) Atomerőművi anyagvizsgálatok 4. előadás: A roncsolásmentes anyagvizsgálatok Tárgyfelelős: Dr. Aszódi Attila Mai előadó:
Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI) Atomerőművi anyagvizsgálatok 4. előadás: A roncsolásmentes anyagvizsgálatok Tárgyfelelős: Dr. Aszódi Attila Mai előadó:
Alapvető eljárások Roncsolásmentes anyagvizsgálat
 Anyagszerkezettan és anyagvizsgálat 2015/16 Roncsolásmentes anyagvizsgálat Dr. Szabó Péter János szpj@eik.bme.hu Alapvető eljárások Szemrevételezés (vizuális vizsgálat, VT) Folyadékbehatolásos vizsgálat
Anyagszerkezettan és anyagvizsgálat 2015/16 Roncsolásmentes anyagvizsgálat Dr. Szabó Péter János szpj@eik.bme.hu Alapvető eljárások Szemrevételezés (vizuális vizsgálat, VT) Folyadékbehatolásos vizsgálat
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI)
 Nukleáris Technikai Intézet (NTI)") Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI) Atomerőművi anyagvizsgálatok 4. előadás: A roncsolásmentes anyagvizsgálatok (a jegyzet 5. fejezete) Tárgyfelelős:
Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI) Atomerőművi anyagvizsgálatok 4. előadás: A roncsolásmentes anyagvizsgálatok (a jegyzet 5. fejezete) Tárgyfelelős:
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI. Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.*
 FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
RONCSOLÁSMENTES VIZSGÁLATOKKAL ÖSSZEFÜGGŐ ÁTFOGÓ SZABVÁNYOK
 RONCSOLÁSMENTES VIZSGÁLATOKKAL ÖSSZEFÜGGŐ ÁTFOGÓ SZABVÁNYOK 1. MSZ EN 473 : 2001 2. MSZ EN 1330-1 : 2000 3. MSZ EN 1330-2 : 2000 4. MSZ EN ISO 5817 : 2004 5. MSZ EN ISO 6520-1 :1999 6. 7. MSZ EN 10256
RONCSOLÁSMENTES VIZSGÁLATOKKAL ÖSSZEFÜGGŐ ÁTFOGÓ SZABVÁNYOK 1. MSZ EN 473 : 2001 2. MSZ EN 1330-1 : 2000 3. MSZ EN 1330-2 : 2000 4. MSZ EN ISO 5817 : 2004 5. MSZ EN ISO 6520-1 :1999 6. 7. MSZ EN 10256
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
Hidegsajtoló hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA AUTÓ-ÉS REPÜLŐGÉP-SZERELÉSI ISMERETEK EMELT SZINTŰ SZÓBELI VIZSGA MINTAFELADATOK ÉS ÉRTÉKELÉSÜK
 AUTÓ-ÉS REPÜLŐGÉP-SZERELÉSI ISMERETEK EMELT SZINTŰ SZÓBELI VIZSGA MINTAFELADATOK ÉS ÉRTÉKELÉSÜK MINTATÉTEL 1. tétel Anyag- és hibakereső vizsgálatok Ismertesse a roncsolásmentes hibakereső vizsgálatok
AUTÓ-ÉS REPÜLŐGÉP-SZERELÉSI ISMERETEK EMELT SZINTŰ SZÓBELI VIZSGA MINTAFELADATOK ÉS ÉRTÉKELÉSÜK MINTATÉTEL 1. tétel Anyag- és hibakereső vizsgálatok Ismertesse a roncsolásmentes hibakereső vizsgálatok
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
HEGESZTETT KÖTÉSEK RONCSOLÁSMENTES VIZSGÁLATA. Szemrevételezéssel
 SZABVÁNYOSÍTÁS STANDARDISATION A VIZSGÁLAT-TECHNIKAI, FOGALOM-MEGHATÁROZÓ ÉS ÉRTÉKELŐ SZABVÁNYOK. Szűcs Pál A termékszabványok megtalálhatók: www.mszt.hu honlapon. A szabványok gyors változása miatt használat
SZABVÁNYOSÍTÁS STANDARDISATION A VIZSGÁLAT-TECHNIKAI, FOGALOM-MEGHATÁROZÓ ÉS ÉRTÉKELŐ SZABVÁNYOK. Szűcs Pál A termékszabványok megtalálhatók: www.mszt.hu honlapon. A szabványok gyors változása miatt használat
Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) ÉMI-TÜV Bayern Kft. TÜV SÜD Csoport
 ÉMI-TÜV Bayern Kft. TÜV SÜD Csoport") Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) MSZ EN 288-3: 1998 Hegesztési utasítás és hegesztéstechnológia jóváhagyása fémekre 3. rész: Technológiavizsgálatok acélok ívhegesztésére MSZ EN 15614-1: 2004
Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) MSZ EN 288-3: 1998 Hegesztési utasítás és hegesztéstechnológia jóváhagyása fémekre 3. rész: Technológiavizsgálatok acélok ívhegesztésére MSZ EN 15614-1: 2004
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében
 Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Hegesztés és rokon eljárások. Dr. Kovács Mihály docens nemzetközi hegesztőmérnök
 Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Egyéb eljárás szerinti hegesztő. Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
ACÉLSZERKEZETEK GYÁRTÁSA (2)
") SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA (2) Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.-től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA (2) Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.-től. Külön köszönet Szili Lászlónak, Kiss
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
3.3.5. Hegesztett kötések
 3.3.5. Hegesztett kötések hegesztett kötéseket azonos anyagcsoportba tartozó anyagok összekötésére használjuk. z azonos anyagcsoport azt jelenti, hogy acélt acélhoz, alumíniumot alumíniumhoz, műanyagot
3.3.5. Hegesztett kötések hegesztett kötéseket azonos anyagcsoportba tartozó anyagok összekötésére használjuk. z azonos anyagcsoport azt jelenti, hogy acélt acélhoz, alumíniumot alumíniumhoz, műanyagot
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
ÁLTALÁNOS ISMERETEK. 3.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
Anyagismeret és anyagvizsgálat. Kovács Attila kovacs.attila@nyf.hu
 Anyagismeret és anyagvizsgálat Kovács Attila kovacs.attila@nyf.hu Mit nevezünk anyagvizsgálatnak? "Az ipar és a technika fejlődése megkívánja, hogy a gyártási folyamatok során felhasznált anyagokról minél
Anyagismeret és anyagvizsgálat Kovács Attila kovacs.attila@nyf.hu Mit nevezünk anyagvizsgálatnak? "Az ipar és a technika fejlődése megkívánja, hogy a gyártási folyamatok során felhasznált anyagokról minél
Pótvizsga hegesztési alapismeretek 2019
 Pótvizsga hegesztési alapismeretek 2019 Írásbeli 1 db tesztfeladatlap, az alábbiakból összeállatva. + 1db szóbeli feladat megoldása az alábbi feladatokból. 1. Beszéljen arról, hogy a fémek egyik fontos
Pótvizsga hegesztési alapismeretek 2019 Írásbeli 1 db tesztfeladatlap, az alábbiakból összeállatva. + 1db szóbeli feladat megoldása az alábbi feladatokból. 1. Beszéljen arról, hogy a fémek egyik fontos
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Roncsolásmentes vizsgálatok
 Roncsolásmentes vizsgálatok 1 Tönkremenetel okai A szerkezetek, gépek üzemeltetése során a károsodásokat legtöbbször a váratlan meghibásodások okozzák. pl. a kopás, törés, berágódás, stb. A törések legnagyobb
Roncsolásmentes vizsgálatok 1 Tönkremenetel okai A szerkezetek, gépek üzemeltetése során a károsodásokat legtöbbször a váratlan meghibásodások okozzák. pl. a kopás, törés, berágódás, stb. A törések legnagyobb
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
5.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
Hegesztési eljárások. Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések
 Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS
 Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Anyagszerkezettan és anyagvizsgálat (BMEGEMTAGK1)
") Segédlet az Anyagszerkezettan és anyagvizsgálat (BMEGEMTAGK1) tárgy hallgatói számára Készítette a BME Anyagtudomány és Technológia Tanszék Munkaközössége Összeállította: dr. Orbulov Imre Norbert 1 Laborgyakorlatok
Segédlet az Anyagszerkezettan és anyagvizsgálat (BMEGEMTAGK1) tárgy hallgatói számára Készítette a BME Anyagtudomány és Technológia Tanszék Munkaközössége Összeállította: dr. Orbulov Imre Norbert 1 Laborgyakorlatok
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre.
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
Lemezlakatos Szerkezetlakatos 4
 A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Fa- és Acélszerkezetek I. 8. Előadás Kapcsolatok II. Hegesztett kapcsolatok. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 8. Előadás Kapcsolatok II. Hegesztett kapcsolatok Dr. Szalai József Főiskolai adjunktus I. ZH STATIKA!!! Gyakorlás: Mechanikai példatár I. kötet (6.1 Egyenes tengelyű tartók)
Fa- és Acélszerkezetek I. 8. Előadás Kapcsolatok II. Hegesztett kapcsolatok Dr. Szalai József Főiskolai adjunktus I. ZH STATIKA!!! Gyakorlás: Mechanikai példatár I. kötet (6.1 Egyenes tengelyű tartók)
31 521 11 0000 00 00 Hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
ACÉLSZERKEZETEK GYÁRTÁSA 3.
 SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
Ultrahangos anyagvizsgálati módszerek atomerőművekben
 Ultrahangos anyagvizsgálati módszerek atomerőművekben Hangfrekvencia 20 000 000 Hz 20 MHz 2 000 000 Hz 20 000 Hz 20 Hz anyagvizsgálatok esetén használt UH ultrahang hallható hang infrahang 2 MHz 20 khz
Ultrahangos anyagvizsgálati módszerek atomerőművekben Hangfrekvencia 20 000 000 Hz 20 MHz 2 000 000 Hz 20 000 Hz 20 Hz anyagvizsgálatok esetén használt UH ultrahang hallható hang infrahang 2 MHz 20 khz
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
31 521 11 0100 31 02 Egyéb eljárás szerinti hegesztő Hegesztő 4 2/42
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A4 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A4 alap közepes - haladó SolidEdge CAD 3D
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA.
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Gépészeti alapozó feladatok Elérhető
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Gépészeti alapozó feladatok Elérhető
MUNKAANYAG. Kún Csaba. Varrat ábrázolás egyszerűsítései, technológiai és geometriai jellemzők megadása hegesztési rajzokon
 Kún Csaba Varrat ábrázolás egyszerűsítései, technológiai és geometriai jellemzők megadása hegesztési rajzokon A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul
Kún Csaba Varrat ábrázolás egyszerűsítései, technológiai és geometriai jellemzők megadása hegesztési rajzokon A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul
A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
Hegesztett alkatrészek kialakításának irányelvei
 Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
Mesterkurzusok hegeszt szakembereknek
 Mesterkurzusok hegeszt szakembereknek Hegeszt anyagok PORTÖLTÉSES HUZALELEKTRÓDÁK Dr. Tóth Károly Budapest, 2013.05.17 Az alábbiakban a fogyóelektródás ívhegesztésnél felhasználásra kerül portöltéses huzalelektródákkal
Mesterkurzusok hegeszt szakembereknek Hegeszt anyagok PORTÖLTÉSES HUZALELEKTRÓDÁK Dr. Tóth Károly Budapest, 2013.05.17 Az alábbiakban a fogyóelektródás ívhegesztésnél felhasználásra kerül portöltéses huzalelektródákkal
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz
 ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
RÉSZLETEZŐ OKIRAT (2) a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 a NAH /2016 nyilvántartási számú akkreditált státuszhoz") RÉSZLETEZŐ OKIRAT (2) a NAH-1-1677/2016 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: Control Labor Kft. Anyagvizsgáló Laboratórium 1211 Budapest, Károli Gáspár
RÉSZLETEZŐ OKIRAT (2) a NAH-1-1677/2016 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: Control Labor Kft. Anyagvizsgáló Laboratórium 1211 Budapest, Károli Gáspár
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
31 521 11 0100 31 03 Fogyóelektródás hegesztő Fogyóelektródás hegesztő
 02-0 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos
02-0 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
KERÁMIA GYÖKVÉD ALÁTÉTEK e-katalógus. ESAB Market Communications BA/November/2004
 ERI GYÖVÉD TÉTE e-katalógus EB arket Communications B/November/2004 Ismertet eresés likk a szövegre a kívánt katalógusrész kiválasztásához F felhasználás a hajó- és hídépít iparban, a nyomástartóedények
ERI GYÖVÉD TÉTE e-katalógus EB arket Communications B/November/2004 Ismertet eresés likk a szövegre a kívánt katalógusrész kiválasztásához F felhasználás a hajó- és hídépít iparban, a nyomástartóedények
MIG/MAG Hegesztőeljárás MIG/MAG hegesztés-simon János 1
 MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
2/ Bevontelektródás kézi ívhegesztő Hegesztő Hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
a NAT-1-1140/2006 számú akkreditálási ügyirathoz
 Nemzeti Akkreditáló Testület MELLÉKLET a NAT-1-1140/2006 számú akkreditálási ügyirathoz A GAMMA-CONTROLL Anyagvizsgáló és Minõségellenõrzõ Kft. (6722 Szeged-Algyõ, MOL Rt. algyõi ipartelepe) akkreditált
Nemzeti Akkreditáló Testület MELLÉKLET a NAT-1-1140/2006 számú akkreditálási ügyirathoz A GAMMA-CONTROLL Anyagvizsgáló és Minõségellenõrzõ Kft. (6722 Szeged-Algyõ, MOL Rt. algyõi ipartelepe) akkreditált
HEGESZTÉS BIZTONSÁGTECHNIKÁJA. Készítette: Bujnóczki Tibor Lezárva: 2005. március 1.
 HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél
 Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
a NAT /2006 számú akkreditálási ügyirathoz
 Nemzeti Akkreditáló Testület MELLÉKLET a NAT-1-1159/2006 számú akkreditálási ügyirathoz A Tiszai vegyi Kombinát Rt. Mûszaki Felügyelet Mûszaki Vizsgáló Laboratórium (3581 Tiszaújváros, TVK-Ipartelep, Gyári
Nemzeti Akkreditáló Testület MELLÉKLET a NAT-1-1159/2006 számú akkreditálási ügyirathoz A Tiszai vegyi Kombinát Rt. Mûszaki Felügyelet Mûszaki Vizsgáló Laboratórium (3581 Tiszaújváros, TVK-Ipartelep, Gyári
RONCSOLÁSMENTES ANYAGVIZSGÁLATI MÓDSZEREK ALKALMAZÁSÁNAK TAPASZTALATAI
 Dr. Békési László - Kavas László - Vonnák Iván Péter RONCSOLÁSMENTES ANYAGVIZSGÁLATI MÓDSZEREK ALKALMAZÁSÁNAK TAPASZTALATAI A szerkezetek integritásának, reális állapotának, maradék élettartamának megítélése
Dr. Békési László - Kavas László - Vonnák Iván Péter RONCSOLÁSMENTES ANYAGVIZSGÁLATI MÓDSZEREK ALKALMAZÁSÁNAK TAPASZTALATAI A szerkezetek integritásának, reális állapotának, maradék élettartamának megítélése
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
RÉSZLETEZŐ OKIRAT a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 RÉSZLETEZŐ OKIRAT a NAH-1-1677/2016 nyilvántartási számú akkreditált státuszhoz A Control Labor Kft. Anyagvizsgáló Laboratórium (1211 Budapest, Károli Gáspár utca 2.) akkreditált területe: I. Az akkreditált
RÉSZLETEZŐ OKIRAT a NAH-1-1677/2016 nyilvántartási számú akkreditált státuszhoz A Control Labor Kft. Anyagvizsgáló Laboratórium (1211 Budapest, Károli Gáspár utca 2.) akkreditált területe: I. Az akkreditált
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok
 feladatok") Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Fogyóelektródás hegesztő Hegesztő
 0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
Varratok vizsgálata és minősítése
 Dr. Németh György főiskolai docens Varratok vizsgálata és minősítése 1 A hegesztett szerkezetekkel szemben támasztott követelmények Műszaki követelmények: mechanikai vagy hőigénybevétel szembeni ellenállás,
Dr. Németh György főiskolai docens Varratok vizsgálata és minősítése 1 A hegesztett szerkezetekkel szemben támasztott követelmények Műszaki követelmények: mechanikai vagy hőigénybevétel szembeni ellenállás,
Geometriai mérés Különleges és nagypontosságú mérőeszközök, Helyzet és alak pontosság mérése III.
 Kun Csaba Geometriai mérés Különleges és nagypontosságú mérőeszközök, Helyzet és alak pontosság mérése III. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul
Kun Csaba Geometriai mérés Különleges és nagypontosságú mérőeszközök, Helyzet és alak pontosság mérése III. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul
2/ Hegesztő Hegesztő Hegesztő-vágó gép kezelője Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
31 521 11 0100 31 01 Bevontelektródás hegesztő Bevontelektródás hegesztő
 023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
31 521 11 0100 31 03 Fogyóelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Hódmezővásárhely 47-es elkerülő körforgalom acélszerkezetének gyártása és szerelése
 Hidász napok 2018 Szabó Zoltán Szerződéses feladatok: H1, H4, H5 jelű hidak acélszerkezetének gyártása, korrózióvédelme, szállítása és szerelése H1 jelű híd Hossz: 81 m Acélszerkezet tömege: 276 t H4 jelű
Hidász napok 2018 Szabó Zoltán Szerződéses feladatok: H1, H4, H5 jelű hidak acélszerkezetének gyártása, korrózióvédelme, szállítása és szerelése H1 jelű híd Hossz: 81 m Acélszerkezet tömege: 276 t H4 jelű
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Hegesztés s VIII (Vizsgálat)
") Hegesztés s VIII (Vizsgálat) Dr. Komócsin Mihály cokom@chello.hu chello.hu 1 zhegeszté,, valamint nikkel és ötvözetei ívhegeszté MSZ EN ISO 15614- Szabványsz nyszám MSZ EN ISO 15607:04 MSZ EN ISO 15609-1:05
Hegesztés s VIII (Vizsgálat) Dr. Komócsin Mihály cokom@chello.hu chello.hu 1 zhegeszté,, valamint nikkel és ötvözetei ívhegeszté MSZ EN ISO 15614- Szabványsz nyszám MSZ EN ISO 15607:04 MSZ EN ISO 15609-1:05
Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com
 ACÉLSZERKEZETEK I. - 7. Előadás Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com Hegesztés Hegesztés: "homogén", anyagi kapcsolat, az
ACÉLSZERKEZETEK I. - 7. Előadás Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com Hegesztés Hegesztés: "homogén", anyagi kapcsolat, az
Hegesztőeljárások. Dr. Németh György főiskolai docens. Hegesztőeljárások energiaforrás szerint. A hegesztőeljárás. aluminotermikus.
 Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
HEGESZTÉSI ELJÁRÁSOK I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT-1-1132/2014 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1132/2014 nyilvántartási számú akkreditált státuszhoz Az AGMI Anyagvizsgáló és Minőségellenőrző ZRt. Anyagvizsgálati Főmérnökség (1211 Budapest, Központi
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1132/2014 nyilvántartási számú akkreditált státuszhoz Az AGMI Anyagvizsgáló és Minőségellenőrző ZRt. Anyagvizsgálati Főmérnökség (1211 Budapest, Központi
Hlinka József. Hlinka József, jozsef.hlinka@gjt.bme.hu
 Endoszkóp gyakorlat Jármű fenntartás BMEKOJJA 2014. Hlinka József Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki és Járműmérnöki Kar Gépjárművek és Járműgyártás Tanszék 1111, Budapest,
Endoszkóp gyakorlat Jármű fenntartás BMEKOJJA 2014. Hlinka József Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki és Járműmérnöki Kar Gépjárművek és Járműgyártás Tanszék 1111, Budapest,