Miskolci Egyetem Gépészmérnöki és Informatikai Kar
|
|
|
- Zsófia Soós
- 5 évvel ezelőtt
- Látták:
Átírás



1 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Robotizált, védőgázas fogyóelektródás ívhegesztés alkalmazása különböző szilárdságú szerkezeti acélok esetén Kelemen Zoltán, N1BR1W 4275, Monostorpályi Táncsics u. 6/A.
2 TARTALOMJEGYZÉK 1. Bevezetés A szabványok áttekintése A vas-ötvözetek jelölésének szabványai A CR ISO jelű szabvány Az anyagcsoportok általános jellemzése Szerkezeti acélok bemutatása Nemesített és kiválásosan keményített acélok bemutatása Hegeszthetőség Repedések Melegrepedés Hidegrepedés Teraszos repedések A CR ISO 15608: és 3 jelű acélcsoportjának hegeszthetőségi jellemzése A hegesztés robotosítása A gépesítés bevezetésének alapvető okai és előnyei Robotok és célgépek jellemzői, elhatárolásuk Robot mozgások bemutatása Hegesztő robotok alapvető tartozékai Hegesztő robotok generációi, szenzorai és programozásuk Robotok generációi Hegesztő robotok szenzorai Hegesztő robotok programozása Hegesztő robotcella bemutatása A vállalat rövid bemutatása A robotcella felépítése A Push-Pull elszívó rendszer Robotrendszerrel történő hegesztés folyamata Biztonságtechnika A biztonságtechnika megvalósítása A cella geometriai kialakítása A robotcellában található munkadarab megfogó berendezés A hegesztőkészülék működésének elméleti háttere A hegesztőkészülék működésének bemutatása Hegesztési kísérletek és eljárásvizsgálatok különböző anyagminőségek esetén Az eljárásvizsgálatok elméleti háttere Hegesztési kísérletek elvégzése Szabvány szerinti előírások A hegesztési kísérletek technológiai adatai Az elvégzett anyagvizsgálatok eredményei.. 65
3 Szemrevételezés Folyadékbehatolásos vizsgálat Keresztirányú szakító vizsgálat eredménye Keresztirányú hajlítóvizsgálat eredménye A keménységvizsgálat eredményei Makro- és mikro vizsgálat eredményei Javaslat az optimális hegesztéstechnológia elérésére A hegesztéstechnológia javítása Fröcskölési probléma A hegesztőkészüléknél fellépő probléma A probléma ismertetése A probléma megoldásánál teljesítendő feltételek A hegesztőkészülék problémáját megoldó eszköz A megoldás elvi háttere A megoldás kivitelezése Anyagválasztás. 92 Összegzés. 94 Zusammenfassung 95 Köszönetnyilvánítás. 96 Irodalomjegyzék... 97
4 1 1. BEVEZETÉS A XXI. század iparának jellemzése az ember számára nehéz feladat, ugyanis nemcsak a múlt oly sikeres és bevált, ma már hagyományos jelzővel illetett gyártó eljárásai, hanem a műszaki tudomány fejlődésével megjelenő új, a korábbiaktól eltérő, de a jelenben fellelhető vevői, felhasználói elvárásokat kielégítő eljárási is megtalálhatóak. Utóbbiakra általánosságban elmondható, hogy a számítógép vezérelt jelleg alkalmazására nagy a törekvés. A gyártástechnológiák közül a kötéstechnológiák jelentős részt tesznek ki, ugyanis nagyon kevés olyan termék van, amely a vevő számára felhasználható állapotban nem tartalmaz valamilyen kötést. Ennek az oka abban keresendő, hogy egy adott terméket egy anyagból részegységek történő felbontás utáni kötések nélkül elkészíteni nem gazdaságos, vagy nem lehetséges. Ugyanakkor a vevői elvárások növekedése egyre szigorúbb minőségi előírások alkalmazását okozták, amelyet már csak egy jól gépesített, logikusan felépített és vezetett gyártórendszer használatával lehet kivitelezni. A mechatronika folyamatos fejlődése és egyre nagyobb térnyerése lehetővé tette, hogy a gépesített gyártás a kötéstechnológiák esetében is nemcsak a csúcstechnológiát képező hadászati, valamint űripari cégeknél legyen tetten érhető, hanem a tőlük kisebb méretű és költségvetésű cégeknél is. Ily módon a konstruktőrök számára lehetőség nyílt, olyan új, korábban még nem alkalmazott termék-konstrukciók létrehozására, amelyek a technológiai fejlődés mellett a vevői kényelmet növelését is szolgálták. Dolgozatom egyes fejezetei a nyári gyakorlatos tevékenységem helyszínén bevezetett robotizált védőgázos fogyóelektródás ívhegesztési technológiához kapcsolódnak. Bemutatom, hogy a különböző szilárdságú szabványos acélminőségek hegesztésének milyen követelményeket kell teljesítenie, az esetleges előforduló hibákat, valamint azok elkerülésének lehetőségeit. Ismertetem, hogy az alapvető hegesztéstechnológia robotizálásának milyen feltételei vannak, miként működik egy valós hegesztő robotcella. Kitérek a megfelelő szabvány szerinti védőgázos fogyóelektródás ívhegesztés technológiájának eljárásvizsgálatára, a vizsgálat eredményeire. Az eredmények alapján javaslatokat teszek a technológia javítása érdekében. Röviden bemutatom, hogy a hegesztéshez használt meglévő hegesztőkészülék működését milyen átalakítások mellett lehet javítani.
5 2 A SZABVÁNYOK ÁTTEKINTÉSE A technológia fejlődésével az élet számos területén az eszközök, gépek, termékek egyre nagyobb számban jelennek, ez a termelés felé komoly elvárásokat ró. A terméksokféleségre nemcsak a nagy darabszám, hanem az egyre magasabb szintű vevői elvárás is jellemző. Ily módon ezeknek a termékeknek komplex, a korábbiaknál bonyolultabb feladatokat is el kell látni. Annak érdekében, hogy az ipar teljesíteni tudja ezen elvárásokat, rendszert kell a gyártásba vinni. Olyan rendszert kell kialakítani, amelyben a résztvevők egységes elveket, folyamatokat, előírásokat követnek, amellyel a világ egymástól távol működő cégei is összehangoltan tudnak működni. Ennek a megvalósítására szabványokat vezettek be. Az évi XXVIII. törvény (4. (1))rendelkezik Magyarországon a nemzeti szabványosításról, benne a szabvány fogalma az alábbi: "A szabvány elismert szervezet által alkotott vagy jóváhagyott, közmegegyezéssel elfogadott olyan műszaki (technikai) dokumentum, amely tevékenységre vagy azok eredményére vonatkozik, olyan általános és ismételten alkalmazható szabályokat, útmutatókat vagy jellemzőket tartalmaz, amely alkalmazásával a rendező hatás az adott feltételek között a legkedvezőbb" [1][2]. A szabványok alkalmazása számos előnnyel jár [2]: rendeltetésszerű használatra való alkalmasság kompatibilitás csereszabatosság termékvédelem kölcsönös megértés azonosíthatóság vizsgálatok választékrendezés biztonság. környezetvédelem
6 2.1. A vas-ötvözetek jelölésének szabványai 3 Minden termék, gyártmány alapját függetlenül kialakításától, méretétől, felhasználásától az alapanyag jelenti. A tervezés során a tervező figyelembe veszi, hogy az adott terméknek, alkatrésznek milyen tulajdonságokat, elvárásokat kell teljesíteni. Ezeket a termék egészének el kell tudni látni. Az egészhez az anyag is hozzátartozik. A tervezés során nemcsak arra kell ügyelni, hogy az alapanyag milyen számszerű mechanikai tulajdonságokkal - pl. folyáshatár, szakítószilárdság, törési szilárdság, ütőmunka stb. rendelkezik, hanem, hogy ezeket a tulajdonságokat a felhasználás jellemző hőmérsékletén, közegében milyen szinten tudja teljesíteni. Példaként egy olyan szerkezeti acél, ami szobahőmérsékleten garantálja a megadott mechanikai tulajdonságokat, nem szabad felhasználni erősen negatív (pl.: sarkköri) hőmérsékleten. Ilyen célra hidegszívós acélok alkalmazhatók. Annak érdekében, hogy ilyen ne forduljon elő (esetleges félreértésből sem) az iparban legnagyobb arányban felhasznált anyagokat, a fémeket szabványosított csoportba rendezték. A fémeken, azon belül a vas-ötvözetek közül legszélesebb körben az acélokat használják fel. Ezek jelölés rendszerét az MSZ EN es szabvány tartalmazza. Az MSZ EN :2017 az acéljelölési rendszeren belül az acélminőségek jelét, az MSZ EN :2015 a számrendszert tartalmazza. Az MSZ EN :2017 szabványban az acélok két módon vannak jelölve. Tulajdonságra garantált acélok, valamint vegyi összetételre garantált acélok[3][4]. Az egyes típus szerinti acéljelöléseket az 1. ábra, 2. ábra és a 3. ábra szemlélteti. 1. ábra: Vegyi összetételre garantált jelölés
7 4 2. ábra: Tulajdonságra garantált jelölés 3. ábra: Számkódos jelölés 2.2. A CR ISO jelű szabvány [5] Mint ahogy korábban szó esett arról, hogy a kötéstechnológiák a gyártástechnológiákban és így az iparban jelentős szerepet töltenek be, számos területen alkalmazzák őket: járműgyártás, nyomástartó edények készítése, hidak- és egyéb szerkezetek gyártása, elektrotechnika stb. Ilyen kötéstechnológia a hegesztés, forrasztás, ragasztás. A hegesztés definícióját tekintve fémes és/vagy nem anyagok egyesítése hővel az alapanyagok olvadáspontjánál nagyobb hőmérsékleten erő alkalmazásával, vagy nélküle, vagy csak erő használatával hozaganyag felhasználásával, vagy nélküle, oldhatatlan kötés létrehozására. Mint minden technológiánál így a hegesztésnél is komoly elvárások vannak a hegesztett kötéssel szemben. Hegesztés során az alapanyagba hőt viszünk be, amely ennek hatására deformálódik, bizonyos
8 5 területein pedig szövetszerkezete változik. Annak érdekében, hogy a hegesztett kötés feszültséggyűjtő hely tulajdonságát csökkenteni tudjuk, már a tervezés fázisában át kell gondolni, hogy az adott kötésnek milyen igénybevételeket kell elbírni, milyen környezeti hatások érik. Méretezés során elfogadott irányelv, hogy a varratnak nagyobb, és jobb teherbíró képességűnek kell lenni, mint az alapanyagnak. A hegesztett kötést tartalmazó szerkezetek minél biztonságosabbá való tétele, a kockázatok csökkentése érdekében egy nemzetközi szabványt hoztak létre a hegesztés szempontjából jellemző fémek csoportosítására. Ez a CR ISO 15608:2008 jelű szabvány. A szabvány a fémeket a következő csoportokba sorolja be: acél alumínium és ötvözetei nikkel és ötvözetei réz és ötvözetei titán és ötvözetei cirkónium és ötvözetei öntöttvasak Az acélok 11 csoportba vannak sorolva, melyeket egymástól számszer mechanikai tulajdonság és/vagy ötvöző tartalom, illetve viselkedés választ el egymástól. N Az 1 jelű csoportban találhatóak a szerkezeti acélok 460 -nél mm 2 alacsonyabb felső folyáshatárral, valamint ezek ötvöző tartalma is meg van határozva: C 0,25 % Ni 0,5% Si 0,6 % Mn 1,7 % Mo 0,7 % S 0,045 % P 0,045 % Cr 0,3 % (öntvényeknél 0,4 %) Nb 0,05 % V 0,12 % Ti 0,05 % Cu 0,4 % Ezen csoportnak 4 alcsoportja van: 1.1 jelű csoport: Acélok 275 folyáshatárral N mm 2 nél alacsonyabb garantált felső N 1.2 jelű csoport: Acélok 275 és 360 N közötti garantált mm 2 mm2 felső folyáshatárral
9 6 1.3 jelű csoport: Acélok 360 folyáshatárral N mm 2-nél magasabb garantált felső 1.4 jelű csoport: Acélok növelt környezeti korróziós ellenálló képességgel. A 2 jelű csoportban a termomechanikusan hengerelt acélok vannak, garantált 360 N mm 2 -nél nagyobb felső folyáshatárral. Alcsoportjai: N 2.1 jelű csoport: 360 és 460 N közötti garantált felső mm 2 mm2 folyáshatárral N 2.2 jelű csoport: 460 mm2-nél magasabb garantált felső folyáshatárral A 3 jelű csoport a nemesített és kiválásosan keményített szerkezeti acélok csoportja garantált 360 N mm 2 -nél nagyobb felső folyáshatárral. Alcsoportjai: N 3.1 jelű csoport: 360 és 690 N közötti garantált felső mm 2 mm2 folyáshatárral 3.2 jelű csoport: 690 N mm folyáshatárral 2 -nál nagyobb garantált felső 3.3 jelű csoport: Kiválásosan keményített acélok. A 4 jelű csoport az alacsony V tartalmú korrózióálló Cr-Mo-Ni (Mo 0,7 %, V 0,1 %) acélok csoportja. Alcsoportjai: 4.1 jelű csoport: Cr 0,3 % és Ni 0,7 % ötvöző tartalom 4.2 jelű csoport: Cr 0,7 % és Ni 1,5 % ötvözőtartalom Az 5 jelű csoport a V mentes kúszásálló Cr-Mo (C 0,35 %) acélok csoportja. Alcsoportjai: 5.1 jelű csoport: 0,75 % Cr 1,5 % és Mo 0,7 % ötvöző tartalom 5.2 jelű csoport: 1,5 % Cr 3,5 % és 0,7 % Mo 1,7 % ötvöző tartalom 5.3 jelű csoport: 3,5 % Cr 7 % és 0,4 % Mo 0,7 % ötvöző tartalom
10 7 5.4 jelű csoport: 7 % Cr 10 % és 0,7 % Mo 1,2 % ötvöző tartalom A 6 jelű csoport a magas V tartalmú korrózióálló Cr-Mo-Ni acélok csoportja. Alcsoportjai: 6.1 jelű csoport: 0,3 % Cr 0,75 % és Mo 0,7 % és V 0,35 %. 6.2 jelű csoport: 0,75 % Cr 3,5 % és 0,7 % Mo 1,2 % és V 0,35%. 6.3 jelű csoport: 3, 5 % Cr 7 % és Mo 0,7 % és 0,45 % V 0,55%. 6.4 jelű csoport: 7 % Cr 12,5 % és 0,7 % Mo 1,2 % és V 0,35%. A 7 jelű csoport a ferrit, martenzites és kiválásosan keményített korrózióálló acélok (C 0,35 % és 10,5 % Cr 30 % ) csoportja. Alcsoportjai: 7.1 jelű csoport: Ferrites Cr acélok. 7.2 jelű csoport: Martenzites Cr acélok. 7.3 jelű csoport: Kiválásosan keményített Cr acélok. A 8 jelű csoport az ausztenies korrózióálló acélok csoportja. Alcsoportjai: 8.1 jelű csoport: Cr 19 % ötvöző tartalom. 8.2 jelű csoport: Cr 19 % ötvöző tartalom. 8.3 jelű csoport: Ausztenites Mn acélok 4 % Mn 12 % tartalommal. A 9 jelű csoport a Ni ötvözésű hidegszívós acélok (Ni 10 %) csoportja. Alcsoportjai: 9.1 jelű csoport: Ni 3 % ötvöző tartalom. 9.2 jelű csoport: 3 % Ni 8 % tartalommal. 9.3 jelű csoport: 8 % Ni 10 % tartalommal.
11 8 A 10 jelű csoport a duplex (ausztenit-ferrit) korróziálló acélok csoportja. Alcsoportjai: 10.1 jelű csoport: Cr 24 % ötvöző tartalom jelű csoport: Cr 24 % ötvöző tartalom A 11 jelű csoportba egyéb acélok történtek besorolásba (0,25 % C 0,5 %). Alcsoportjai: 11.1 jelű csoport: 0,25 % C 0,35 % tartalom jelű csoport: 0,35 % C 0,5 % tartalom A dolgozat ezen fázisában a fent megnevezett, CR ISO 15608:2008 jelű szabványból az 1 jelű és a 3 jelű acélcsoportot választom ki, melyeket a következőkben részletesen bemutatok, valamint ismertetem hogy hegesztésük során milyen teendőket kell tenni, mire kell kiemelten odafigyelni.
12 9 3. AZ ANYAGCSOPORTOK ÁLTALÁNOS JELLEMZÉSE 3.1. Szerkezeti acélok bemutatása [6] Az 1 jelű főcsoportba sorolt acélok egyes elemeinek mennyisége előírt. Az elemek egy része szennyezőnek, másik része ötvözőnek minősül. Az oxigén jellemzően vegyület formájában fordul elő, szennyezőnek minősül, hiszen csökkenti a szilárdságot, nyúlást, valamint növeli a meleg repedési hajlamot. Mn-al, Si-al, Al-al történő dezoxidálással csökkenthető az acél mennyisége. A nitrogén bár növeli a szilárdságot, de szerepet játszik az acél szívósságának csökkenésében, valamint a C között bekövetkező kéktörésében. A nitridképző elemekkel - Al, Ti, Nb stb. csökkenthető ez a hátrányos tulajdonság, ily módon az acél öregedésállóvá tehető. Szintén szennyezőnek számít a hidrogén, ugyanis az acél folyékony állapotban jól oldja, gyors hűtés során bennmarad, következésképpen az acél elridegedik. Ez az acél előmelegítésével csökkenthető, így a legtöbbször a hőhatásövezetben bekövetkező hidegrepedés esélye is csökken. A kén is szennyező, ugyan nincs hatással a szilárdsági jellemzőkre, de a képlékenységet és a korrózióállóságot csökkenti. Növeli a melegrepedési hajlamot, de ez a hatása csökkenthető, Mn-al és Cu-el történő megkötésével. A foszfor növeli a szilárdságot, önthetőséget, korrózióállóságot, de az acélt ridegíti, ezt elkerülve, mennyiségét 0,03% alá kell szorítani. A réz növeli a korróziállóságot, szilárdságot, viszont csökkenti a képlékenységet és 0,2% felett növeli a vöröstörékenységet. Az elemi szén, mint az acél természetes ötvözőeleme, kis mennyiségben is tulajdonságváltoztató, növeli az edzhetőséget, viszont rontja a hegeszthetőséget, emiatt szerepel 0,25%C felsőkorlát, ennél nagyobb széntartalom esetén bizonyos feltételek mellett hegeszthető. A mangán mivel ausztenitképző, tágítja a γ-mezőt, acél szilárdságát növeli, jobbra tolja az átalakulási diagramot, csökkenti a kritikus lehűlési sebességet, így növeli az átedződést, ezentúl dezoxidáló hatású, megköti a ként, csökkentve a melegrepedési veszélyt.
13 10 A szilícium erős dezoxidáló ötvöző, mely az acél szilárdságát növeli, csökkenti nyúlását és hidegalakíthatóságát. Hegesztéskor elősegíti a kisebb olvadáspontú salakok kialakulását, valamint a hozag- és segédanyagok alkotója. A króm a γ-mezőt szűkítő, ferritképző ötvöző. Ötvözésével nő a szilárdság, keménység, csökken a kritikus lehűlési sebesség, javítja az edzhetőséget. Növeli a melegszilárdságot, reveállóságot. A molibdén ferrit- és karbidképző ötvöző, szemcsefinomító hatású és javítja az edzhetőséget. A vanádiumnak erős dezoxidáló hatása mellett ferrit-, karbid-, és nitridképző. Ezenkívül szemcsefinomító tulajdonsága van, növeli az acél szilárdságát és melegszilárdságát, illetve csökkenti túlhevítési érzékenységét. A nikkel ausztenitképző hatása mellett az acél folyáshatárát és szívósságát alacsony hőmérsékleten az ütőmunka értékét növeli. A volfrám a γ-mezőt szűkíti, ily módon karbidképző. Növeli az acél szilárdságát, melegszilárdságát, reveállóságát, megeresztésállóságát, elősegíti az edzhetőséget. Az alumínium ferritképző, dezoxidáló és szemcsefinomító hatású ötvöző, ezenkívül megköti a nitrogént és csökkenti az öregedési hajlamot, valamint növeli a reveállóságot. Bár a réz növeli a folyáshatárt és az edzhetőséget, csökkenti a nyúlást, foszforral együtt elősegíti a korrózióállóságot, viszont a korábban felsorolt okok miatt a szerkezeti acélokban nem kívánatos. A titán erős dezoxidáló és karbidképző, nitrogén megkötő ötvöző, mely javítja az acél öregedésállóságát, finomítja a szemcséit, szívósságát növeli. Oxidja, a TiO 2, a rutil az elektróda bevonat fontos alkotója, mely salakképző. A nióbium a széntartalmat leköti, csökkenti a szemcseközi korrózió veszélyét, ezenkívül szemcsefinomító, ausztenitképző hatású ötvöző Nemesített és kiválásosan keményített acélok bemutatása[6] Mint, ahogy korábban látható volt a CR ISO szabványban az acélok 3 jelű főcsoportjába a nemesített és kiválásosan keményített szerkezeti acélok tartoznak. Ezen anyagoknak létezik egy más nevük is: Vízedzésű, nagy folyáshatárú ( vakedzett ) szerkezeti acélok. Ezek az acélok rendelkeznek a
14 11 legnagyobb folyáshatárral, emellett finomszemcsés a szövetszerkezetük. Összetételük, melyben fő ötvözőik is fel vannak tüntetve: C 0,2% Mn = 0,3 1,8% Cr 1,5% Ni 2% Mo 0,7% B 0,005% A bór erős nitrid-, illetve kifejezetten erős karbidképző ötvöző. Az ausztenit szemcsehatárán dúsul, így akadályozza a ferrit képződését, ily módon nagy hatékonysággal növeli az átedzhetőséget. Kedvező hatása alacsony széntartalmú (C < 0,2%) acélok esetén is használható, nemesített állapot eléréséhez. A korábban leírtak alapján a nikkel és a króm is növeli az átedzhetőséget. Az ötvözők hatására az acél vízhűtés esetén teljes keresztmetszetben martenzites szövetszerkezetű lesz. Az alacsony széntartalom miatt ez a fajta martenzit, nagyon minimális elemi torzult elemi cellát tartalmaz, ezáltal keménysége és ridegsége kicsi. Az ilyen edzést vakedzésnek nevezik. A kiválásos keményítés alapjául az szolgál, hogy bizonyos ötvözetek esetén a hőmérséklet csökkenésével az ötvözőelem oldhatósága is csökken, valamint a kiválást új fázis kialakulása kíséri. Túltelített szilárd oldat jön létre, ha az ötvözetet arról a hőmérsékletről hűtjük gyorsan, amelynél szövetszerkezete egyensúlyban homogén. Ebben az állapotában az acél termodinamikailag instabil, viszont ezt az állapotot heterogén, többfázisú rendszerré történő alakítással lehet megszűntetni, melynek energiája kisebb. Ezt a folyamatot létre lehet hozni a túltelített szilárd oldat hőközlésével, vagy nélküle. Ha a folyamat reális időn belül, utóbbi esetben végbemegy, akkor természetes, ha nem, akkor mesterséges öregítésről van szó. Az edzést követően úgynevezett GP-zónák (Guinier-Preston) alakulnak ki. Ezek szubmikroszkopikus dúsulási síkok, ezek az alapfémmel koherensek, rácsszerkezetük azzal megegyezik. Kialakulásuk oka az oldott anyag edzést követő, ugyan mikroszkopikus egyenletes, de szubmikroszkopikus egyenlőtlen eloszlása. Az oldott anyag a legkisebb rácstorzulást okozó síkokon helyezkedik el, ezek lesznek a korábban említett szubmikroszkopikus dúsulási síkok, melyek 1-2 atomsorból állnak és atomátmérő méretűek. A GP zónák rácsállandója csupán egy tengely irányában tér el a zónahatáron, így csak ott van rácstorzulás. Ezek csak rugalmas alakváltozást okoznak, a csúszósíkok folytonosságát nem szakítják meg, csak mozgásukat akadályozzák kis mértékben. A jelenség ad magyarázatot a kismértékű keménység növekedésére, és az alakváltozó képesség szinten ilyen mértékű csökkenésére.
15 12 4. HEGESZTHETŐSÉG Az anyagminőségek hegesztéssel kapcsolatos tulajdonsága a hegeszthetőség nevű fogalomhoz köthető. A hegeszthetőség a hegesztés technológiától függő alkalmasság olyan hegesztett kötés létrehozására, melynek helyi tulajdonságai és szerkezetre gyakorolt hatása megfelel az előírásoknak, követelményeknek. A fogalomból következik, hogy nem létezik jól vagy rosszul hegeszthető anyag. A hegeszthetőséget alapvetően 3 tényező határozza meg: szerkezet, technológia és az anyag. A szerkezet befolyásoló tényezői a munkadarab, alkarész geometriája alakja, mérete -, létesítendő varratok elhelyezkedése, azok hegesztési pozíciói, a kialakításból eredő feszültséggyűjtő helyek bemetszések, keresztmetszet változások -, a gyárthatósági jellemzők, valamint az üzemeltetés közbeni hőmérséklet, jelenlévő közeg, mint körülmény. A technológia oldaláról meghatározó jellemző az alkalmazott hegesztő eljárás, az ennek során hozaganyag pálca, bevontelektróda, huzal elektróda), a gyártás során alkalmazott segédanyag pl.: folyasztószer -, a hegesztési munkarend előmelegítési hőmérséklet alkalmazása -, valamint az emberi tényezők, melyet leginkább minősítéssel rendelkező hegesztők foglalkoztatásával lehet csökkenteni. Az alkalmazott anyag is meghatározza a hegeszthetőséget, melynek része az alapanyag előállító kohászati, öntészeti technológia, az ezt követő félkésztermék előállító eljárás termomechanikus kezelés, pl.: hengerlés -, az ezeket követő alakítás, hőkezelés, valamint az anyag összetétele. A hegeszthetőség fogalmában alapvetően két szempont jelenik meg, amely szerint vizsgál. Egy lokálisnak tekinthető helyi tulajdonság, és egy globálisnak felfogható szerkezetre gyakorolt hatás. A korábban felsorolt szerkezet befolyásoló tényezők fontosak, de ezek lokális tényezőknek tekinthetők, a globális jellemzők a szerkezet egészére vonatkoznak. Ezek a ridegtörési biztonság változása ha csökken, akkor problémát okoz -, a stabilitás változása csökkenése, részleges, vagy teljes elvesztése -, a korróziós ellenálló képesség, illetve méretek változása. A lokális olyan tulajdonságok, amelyek az alkatrész, szerkezet egy kicsiny területére jellemzőek, ezek hegesztés-technikai megfelelői: A varrat folytonossága, szívóssága, szilárdsága és repedésérzékenysége. A repedés egy olyan jelenség, amelyet nemcsak hegesztett szerkezeteknél, hanem más szerkezeti elemeknél, tartó elemeknél is el kell kerülni, ugyanis megfelelő repedésterjedési mechanizmusok révén a repedésből törés lesz, amely egyáltalán nem engedhető meg [7].
16 Repedések [8] A törés egy olyan nem kívánt jelenség, melynek során a termék anyagát felépítő atomok, ionok, molekulák közötti folytonos kapcsolat megszakad makroszkopikus méretekben. Ennek hatására a termékben létrejövő mechanikai igénybevétel nagyobb lesz, mint a részecskéket összetartó kötőerő [8]. A törés létrejöttének folyamata 3 részre bontható: Repedés keletkezése Repedés terjedése Törés Mivel repedés nélkül is lehet törés, emiatt a törés valószínűsége miatt kell a repedéseket megakadályozni. Ehhez ismerni kell a lehetséges repedések típusait és okait. A repedéseknek három típusát különböztetjük meg: Melegrepedés, hidegrepedés, teraszos repedés (réteges tépődés) Melegrepedés A melegrepedés alapvetően metallurgiai probléma, ennek megfelelően legtöbb esetben a varratfémben keletkezik az elsődleges kristályosodás során. A keletkező feszültségek meghaladják a kristályosodó varratfém alakváltozó képességét, mely ennek hatására megreped. A melegrepedések keletkezésük módja szerint két csoportba sorolhatók. A kristályosodási repedések a heganyagban keletkeznek, míg az újraömlesztési (likvációs) repedések az alapanyagban a varrat mellett, vagy a varrat-alapanyag átmenetnél közvetlenül a beolvadás vonalán. A kristályosodási repedések az anyag folyékony fázisból történő kristályosodása során keletkeznek és a szokásos esetben a heganyag felületéig terjednek. A kristályosodási repedés okait és megoldásait a 4. ábra mutatja
17 14 4. ábra: Kristályos repedés keletkezése és elkerülése [8] Az újraömlesztési repedések az alapanyag hegfürdőt határoló hőhatásövezetében, illetve többrétegű hegesztés esetén a lehűlési fázisban a varratok alatt, vagy mellett elhelyezkedő hőhatásövezetben. Rendszerint ezek a beolvadási vonallal közvetlen kapcsolatban vannak, valamint részben van a beolvadás vonalán is, a heganyagba átmenő kifutásuk. Ezen repedések a szuperausztenites korrózióálló acélok, némely alumínium ötvözetek és nikkelbázisú ötvözetek jellemző repedései. Ezenkívül keletkezhetnek melegszilárd acélok hegesztett kötéseinek utóhőkezelése során is. A szemcsehatárokon a hegesztési hő hatására a feldúsult, alacsony olvadáspontú anyag a hőhatásövezetben megolvad, és a hűlés során fellépő zsugorodás révén az olvadékkal burkolt szemcsék szétválnak. Mivel az utóbbi melegrepedéstípus nem jellemzője a CR ISO és 3 jelű acélcsoportjának, emiatt a továbbiakban nem részletezem ezen repedéstípus lehetséges keletkezési okait és elkerülési lehetőségeit Hidegrepedés A hegesztéshez köthető repedések másik típusa a hidegrepedés. Kialakulásához három tényező megléte szükséges: feszültségállapot (fázisátalakulásból, kötésfelépítésből származó feszültségek), hidrogén
18 15 jelenléte, valamint a szövetszerkezet (alakváltozó képesség mértéke) tulajdonsága. A hidegrepedések ahogy a nevük is mutatja szilárd fázisban következnek be, lehűlt állapotban, esetleg lehűlés során a megömlött fázisok közreműködése nélkül. A hidegrepedések közé tartozik többek között a hidrogén okozta és az edződési repedés is. A hidrogén által okozott hidegrepedés keletkezhet a varratban és/vagy a hőhatásövezetben, haladhat a kristályokon át és/vagy a kristályok között, lehet mikroszkópi és/vagy makroszkópos méretű. A hőhatásövezet szemcsedurvulási zónájában elridegednek és méretük makroszkópikus nagyságúvá válik, ezzel együtt a kilépnek abból a térfogatból, amelyet a legnagyobb húzófeszültség terhel. Hegesztés közben a létrejövő ívben a hidrogénmolekulák szétbomlanak, illetve ionizálódnak. A létrejövő hidrogénatomok kicsiny átmérőjük miatt probléma nélkül illeszkednek a fémmátrix köztes rácshelyeibe és nagyon jó diffúzióképességgel rendelkeznek. A hidrogén másik forrása az elemek folyékony fázisban történő nagy oldhatósága. A hőmérséklet csökkenésével azonban csökken a hidrogén fémmátrixban való oldhatósága, tehát a hidrogén rá van arra kényszerítve, hogy ismét lehetőleg molekulárisan kiváljon. A δ- vas oldhatósága kisebb, mint a γ-vasnak, emiatt a δ-vas fázisú varratból a γ-vas fázisú hőhatásövezet irányába diffundál. A hidrogén jelenléte több forrásból ered: a lecsapódó párából, a bevonat vagy a fedőpor nedvességtartalmából, az alapanyagból, vagy a hozaganyag felületén található korrózióból, szerves anyagból (pl.: festék, zsír, olaj). A kristályosodás túlságosan gyors sebessége miatt a hidrogén befagyhat. A hűlés során az oldhatatlanná vált hidrogén kilép a fém felületén, így megszünteti a túltelítettséget, ez a folyamat a fém belsejében lévő koncentráció-különbségen alapul, ennek hatására a hidrogénatomok a kisebb hidrogéntartalmú felület irányába mozognak. A hidrogén-diffúzió a nagyobb energiájú rácstartományokhoz pl.: martenzites, valamint maradék ausztenites tartományokhoz köthető. A szövetszerkezetben a rekombináció és az előbb felsorolt helyeken a hidrogén számosságának felhalmozódása révén részlegesen megnő a hidrogén gáznyomása olyan mértékben, hogy a szövetek között lévő kötés lokálisan felszakadhat. A diffúziós folyamat, valamint az ehhez köthető rekombinációs folyamatok különböző időpontokban mennek végbe, ezáltal a hidrogén okozta repedések megjelenése néhány perc, sőt akár több hét után is lehetséges. A repedés kockázatát az esetlegesen megjelenő martenzit tovább növeli. Technológia oldaláról a repedés elkerülését alapvetően a hűlési sebesség szabályozásával lehet realizálni, ennek megfelelően a szakaszenergia, előmelegítés változtatásával. A varrat gyors hűlése során nagy túlhűtés lép fel, ennek során az ausztenitesítési hőmérsékleten termikusan
19 16 keletkező nagy mennyiségű vakanciának csekély hányada szűnik meg. A nagy mennyiségű vakancia, a nagy diszlokáció-sűrűséggel járó rácsátbillenéses átalakulás, illetve az oldott karbon rácstorzító együttes hatása a ferritnél (α-vas) többszörösen nagyobb keménységet eredményez. Fontos megjegyezni, hogy meghatározott mennyiségű martenzites szövet megengedhető, anélkül, hogy az a hegesztett kötés mechanikai tulajdonságaira kedvezőtlenül hatna. Ennek kivitelezésére alkalmas az ún. K30 és K50 koncepció, amely azt a lehűlési időt adja meg, amely alatt egy hegesztett kötés a 800 C és 500 C közötti tartományban úgy hűl le, hogy a szövetében maximálisan 30%, valamint 50% martenzit keletkezhet. A martenzit tartalom ellenőrzését megbízható keménységvizsgálattal Vickers lehet elvégezni üzembiztosan. Elvi alapját az adja, hogy adott összetételű acél esetén az 50% martenzitet eredményező CRkrit hűlési sebességhez a hűlési sebesség/keménység függvénynek inflexiós pontja van. Az 5. ábra ezt szemlélteti: 5. ábra: A kritikus hűtési sebesség és a keménység kapcsolata [8] Mint ahogy az már korábban fel volt tűntetve az előmelegítés csökkenti a hidegrepedési hajlamot, ez a következőkben nyilvánul meg: a hűlési idő csökken, ezzel együtt a repedésre érzékeny martenzit mennyisége is csökken. Csökken a repedés létrejöttében jelentős szerepet játszó termikus feszültség nagysága. Megnő a nagyobb hőmérsékleten való tartózkodási idő, ily módon a hidrogén kidiffundálásra rendelkezésre álló idő. Mint ahogy az korábban látható volt a hidegrepedés edződési repedés és vagy hidrogéntartalommal összefüggő repedés egyik lehetséges elkerülési módja az alapanyag
20 17 meghatározott hőmérsékletre történő előmelegítése. Ezen hőmérséklet meghatározására számos lehetőség, módszer áll rendelkezésre. A karbonegyenérték számítás útján történő meghatározására több összefüggés létezik, ennek szabvány alapján történő meghatározásáról az MSZ EN :2009 rendelkezik [9]. A (1) jelű karbonegyenérték számító összefüggés a Nemzetközi Hegesztési Intézet, az IIW (International Institute of Welding) ajánlása [8]. CE = C + Mn + Cr+Mo+V + Cu+Ni [%] (1) Uwer-Höhne ajánlása alapján a karbonegyenértéket meghatározó összefüggés a (2) jelű [10]. CET = C + Mn+Mo 10 + Cr+Cu 20 + Ni 40 [%] (2) A CE összefüggés ötvözetlen acélok, finomszemcsés acélok és gyengén ötvözött acélok esetében használható, amennyiben a C = 0,05..0,25%, Si 0,8%, Mn 1,7%, Cr 0,9%, Cu 1%, Ni 2,5%, Mo 0,75%, V 0,2% összetételtartomány teljesül. Ez esetben az (1) jelű összefüggés CE=0,3 07% esetén érvényes. Ez az összefüggés a Mn ötvözésű és ötvözetlen karbonacélokon elvégzett kísérletek eredményein alapszik, ennek megfelelően a legmegbízhatóbb becslést ezen acélok számára szolgáltatja, de a megjelenített alkalmazási tartományban is kellő biztonsággal alkalmazható. A CET összefüggés alkalmazási tartománya a C = 0,05..0,32%, Si 0,8%, Mn = 0,5..1,9%, Cr 1,5%, Cu 0,7%, Mo 0,75%, Nb 0,06%, Ni 2,5%, Ti 0,12%, V 0,18%, B 0,005% összetétel, mely CET = 0,2 0,5% esetén érvényes. A (2) jelű összefüggés kissé ötvözött, nagyszilárdságú acélokon elvégzett kísérleteinek eredményein alapszik. Így ezen acélok esetében a legmegbízhatóbb becslést adja, de a megadott tartományon belül is jól alkalmazható. Alkalmazható ötvözetlen acélok, finomszemcsés acélok, gyengén ötvözött acélok, termomechanikusan kezelt, nem korrózióálló nemesített és a kis mennyiségű vanádiummal ötvözött acélok esetében 1000 MPa felső folyáshatár értékig[10]. Az előmelegítési hőmérséklet megállapításához a karbonegyenértéken kívül további paraméterek ismeretére is szükség van. Ilyen paraméter a hőbevitel, a kombinált vastagság, és a hidrogénérték nagysága. A hőbevitel alapvetően a hegesztés során az egy varratsorban elnyelt hőmennyiség és a varrat hosszának hányadosa. Értéke függ e két jellemzőn kívül még a kötésfajtától, termikus
21 18 hatásfoktól valamint attól, hogy a meghatározást a gyök-, a töltő-, vagy a takaró sorban kell elvégezni. Meghatározását a (3) jelű összefüggés tartalmazza [10]. Q = E összes η t l [ kj mm ] (3) A (3) jelű összefüggés jelölései az alábbiak: Q: Hőbevitel [kj/mm] Eösszes: Az l hosszúságú varrat hegesztése során a hőforrás által szolgáltatott energia [kj] l: Varrat hossza [mm] ηt: Termikus hatásfok, melynek értéke fogyóelektródás védőgázas ívhegesztésnél ηt= 0,75 0,87 Amennyiben ívhegesztés során a feszültség (U), az áramerősség (I), valamint a hegesztési sebesség(v) értéke állandó, a hőforrás által szolgáltatott energiát a (4) jelű összefüggés alapján kell megállapítani [10]. E összes = U I l v [kj] (4) A kombinált falvastagság egy egyenértékű szám, mely a hővezetés hatását adott kötés esetén adja meg. Nagysága függ a kötés típusától, a kötést alkotó elemek számától és méretétől. Meghatározását a 6. ábra ábrázolja. 6. ábra: Kombinált vastagság értelmezése [11] Az MSZ EN :2009 szabvány iránymutatást ad arra, hogy mennyi a diffúzióképes hidrogéntartalom a varratban adott hegesztőeljárás esetében. Ez védőgázas fogyóelektródás ívhegesztés esetében 3..5 ml/ 100g fém, valamint, amennyiben a védőgáz nagy oxigén potenciállal rendelkezik, CO2 védőgáz esetén akkor 3 ml/ 100g fém [9] [10]. A karbonegyenérték, a hőbevitel, a kombinált vastagság és a diffúzióképes hidrogéntartalom hidrogén érték ismeretében az előmelegítési hőmérséklet értéke megállapítható. A (1) és (2)
22 19 jelű összefüggések közül a szakdolgozat témájának megfelelően a (2) jelű nagyobb tartományt fed le, emiatt ezen karbonegyenérték ismeretében ismertetem az előmelegítési hőmérséklet megállapításának metódusát [10]: Az alap- és hegesztőanyag műbizonylata, vagy vegyelemzés, vagy alap- és hegesztőanyag szabvány alapján megadott korlátok alapján az ömledék és az alapanyag karbonegyertékének kiszámítása. A kapott értékek közül a nagyobb érték a kötés mértékadó karbonegyenértéke, azt szem előtt tartva, hogy amennyiben a varrat karbonegyenértéke kisebb és ez az érték kevesebb mint 0,03%-al kisebb a varrat karbonegyenértékénél, akkor a varrat 0,03%-al növelt karbonegyenértékével kell számolni. Meg kell állapítani, hogy az alapanyag és a hegesztőanyag összetétele, valamint a mértékadó karbonegyenérték alapján használható-e a CET összefüggés. Az alkalmazott hegesztőeljárás és hegesztőanyag alapján megbecsülni, esetleg kísérleti úton megállapítani a diffúzióképes hidrogéntartalmat. Mértékadó vastagság megállapítása a kötéskialakítás, és az összehegesztendő alkatrészek vastagsága alapján. A hegesztendő legkisebb keresztmetszetű(jellemzően gyök, vagy első sor) hőbevitelét meghatározni. Az (2) jelű összefüggés alapján az előmelegítési hőmérséklet kiszámítása [9] [10]: T előmeleg = 697 CET tanh ( s m 35 ) + 62 HD0,35 + (53 CET 32) Q 328 [ C] (5) Az (5) jelű összefüggésben a jelölések [10]: CET: A (2) jelű összefüggéssel meghatározott karbonegyenérték [%] sm: A mértékadó anyagvastagság [mm] HD: Diffúzióképes hidrogéntartalom [ml/100g fém] Q: Hőbevitel [kj/mm] A 7. ábra hidegrepedés előzőekben taglalt keletkezésének okait, valamint elkerülési lehetőségeit, irányelveit összefoglalóan ábrázolja.
23 20 7. ábra: Hidegrepedés érzékenység okai és elkerülései [7] Teraszos repedések A hegesztett kötések repedéseinek a következő típusa a teraszos repedés, más néven a réteges tépődés. A jelenséget röviden úgy lehet leírni, hogy alapvetően metallurgiai és konstrukciós probléma egyidejű, együttes hatása. Különösen durvalemezek lemezvastagságuk nagyobb, mint 3 mm esetén a lemez vastagság irányában különböző szilárdsági és szívóssági tulajdonságok jöhetnek létre a lemez hengerlési síkjához képest. A jelenség oka azok a síkalakú zárványok például elhengerelt mangánszulfid zárványok -, amelyek igénybevétel közben negatívan befolyásolják a vastagság irányú mechanikai tulajdonságokat.

24 21 A teraszos repedés képződési mechanizmusát a 8. ábra mutatja. 8. ábra: Teraszos repedés képződési mechanizmusa [8] A teraszos repedés a nevét onnan kapta, hogy az ilyesfajta repedések réteges alakban rendeződnek el. Haladhatnak a felülettel párhuzamosan, fedetten, de a felületről is kiindulhatnak, jellemzően lemezes vagy teraszos alakkal hatolnak be az alapanyagba. Különösen repedésveszélyesek a lemez síkjára merőleges helyzetben lévő hegesztési zárványok, T- és keresztkötések esetén. Példát a 9. ábra mutat a teraszos repedés technológiai elkerülésére. 9. ábra: Teraszos repedés technológiai elkerülése [8] A teraszos repedés további jellegzetes tulajdonsága, hogy roncsolás mentes vizsgálatokkal nagyon nehezen, vagy egyáltalán nem mutatható ki. Mivel, lokális, helyi javításra nincs lehetőség, emiatt már a tervezés szakaszában természetesen az ezt követő további szakaszokban is elsődleges feladatnak
25 22 számít a teraszos repedés kialakulásának megakadályozása. A 10. ábra összefoglalóan ábrázolja a réteges tépődés okait és elkerülési lehetőségeit: 10. ábra: A teraszos repedés érzékenység okai és elkerülése [7] 4.2. A CR ISO 15608: és 3 jelű acélcsoportjának hegeszthetőségi jellemzése A CR ISO szabvány 1 jelű csoportjába tartoznak azok az acélok is, amelyeknek a széntartalmuk kevesebb, mint 0,15%. Általánosságban elmondható róluk, hogy jól hegeszthetők, valamint a hegesztés során létrejövő keménység kicsi. Példaként egy 0,15% C tartalmú acél hegesztése során 390 HV keménység érhető el, viszont ehhez a nagy energiasűrűségű eljárások használatára van szükség. A legelterjedtebb hegesztési eljárásokkal védőgázas fogyóelektródás ívhegesztés, semleges védőgázos volfrám elektródos ívhegesztés, bevont elektródás kézi ívhegesztés ez a keménység érték nem érhető el, mivel a hűtési sebesség olyan kicsi, hogy a hőhatásövezet, valamint a varrat keménysége is a korábban említett érték alatt marad. Fontos megjegyezni, hogy 0,1% C és annál nagyobb karbontartalom esetén gyors hűtéssel repedések kialakulására van esély. Ez különösen azoknál az eljárásoknál jelentős, ahol a munkadarab képlékenyen alakváltozik, például ellenállás ponthegesztés. Ha az acél széntartalma 0,15% és 0,2% közötti, valamint Mn tartalma 1% alatti, hegesztést követően nem kell számolni azzal a ténnyel, hogy varratréteg alatti repedés, vagy alacsony szívósságú hőhatásövezet keletkezik. Abban az esetben, ha ezen acélból készült munkadarabok jellemző vastagsága kisebb, mint 25 mm,
26 23 valamint a kötés kivitelezésére nincsenek szigorú előírások, hegesztésük során nem kell alkalmazni sem elő-, sem utómelegítést, sem egyéb speciális technológiai lépést. Ha a széntartalom 0,3%, akkor a Mn tartalom további növelésével 1,4% Mn a hegeszthetőség továbbra is jó. Ezen acéloknál viszont ügyelni kell a hidegrepedés képződésre, valamint a fokozott edződési hajlamra fennállására. Olyan körülményeket kell megteremteni hegesztésük során, ahol a kötésbe bevitt hidrogén mennyisége alacsony. Előmelegítés és rétegközi hőmérséklet folyamatos ellenőrzésére van szükség, ha a munkadarab jellemző vastagsága nagyobb, mint 25 mm. Ha a hidegrepedés veszély továbbra is fennáll, akkor az előmelegítés mellett a hegesztést követő, min 150 C-on történő hőntartásra is szükség van. A hőntartási idő az anyagvastagság növekedésével arányosan nő, iránymutatásul 25 mm anyagvastagságú munkadarabot 2-3 órán keresztül kell hőntartani. A nagyobb szilárdságú 450 MPa és 690 MPa közötti -, illetve nagyszilárdságú manapság már 1300 MPa - de szintén a korábban említett karbontartalmú acélok előírt szén és Mn tartalommal, normalizált, illetve a 3-as csoportnak megfelelően nemesített és kiválásosan keményített állapotban kerülnek ki a kohászati üzemből. A finomszemcsés nagyszilárdságú acélok esetén fontos, hogy mind a varrat, mind a hőhatásövezet, mind az alapanyag megfelelő szívósággal rendelkezzen. Ezen acélok esetén is ügyelni kell arra, hogy olyanok legyenek a hegesztési körülmények, hogy alacsony legyen a hegesztés közben bevitt hidrogén mennyisége. A standard eljárásokkal, mint a 11x-es, 12x-es, 13x-es és 14x-es eljárásokkal olyan hűtési sebességek érhetők el, amelyekkel a hőhatásövezet mikroszerkezete a normalizált, vagy az edzett állaptú acélnak megfelelő. Ha a széntartalom 0,2%-ra van korlátozva, akkor nem kell számolni a varratréteg alatti repedés, vagy az alacsony szívósságú hőhatásövezet keletkezésének veszélyével. Ez akkor is előfordul, ha nagyon kicsi a hegesztéssel bevitt hő, ugyanakkor nagyon gyors a hűtés. Amennyiben nagyon nagy a bevitt hőmennyiség, vagy nagyobb az előmelegítési, vagy a rétegközi hőmérséklet akkor a lassabb hűtés következtében számolni kell a szemcsedurvulás és a nagyobb szemcseméretű perlites szövet keletkezésére. Ha mégis az előző paraméterek alkalmazására kell kényszerülni, akkor a megfelelő szilárdságot utólagos hőkezeléssel, normalizálással, vagy megeresztéssel kell biztosítani. Általánosságban elmondható, hogy az 1 -jelű csoportba sorolt acélok esetén nem kell alkalmazni előmelegítést, viszont a nemesített és kiválásosan keményített acélok esetében különösen 690 MPa-nál nagyobb felső folyáshatárú acélok esetén nagy előmelegítéseket kell alkalmazni [12] [13].
27 24 5. A HEGESZTÉS ROBOTOSÍTÁSA [14] 5.1. A gépesítés bevezetésének alapvető okai és előnyei A XX. században a technológia, információtudomány hatalmas fejlődésen ment keresztül, mely jelentős hatással volt az ipar egész területére. Olyan új, korábban nem látott, vagy régebben megvalósíthatatlan eljárások jelentek meg, melyek révén az egész világon, globálisan megváltozott a termelés, gyártás. A vevői elvárások egyre nagyobb elvárással vannak a termékek iránt, ugyanakkor a gyártók szoros határidőkkel, ütemezéssel dolgoznak, hogy minden, a felhasználói piacról érkező igényt lehetőleg minél hamarabb és az előírások szerinti legjobb minőségben teljesítsenek. Ez az igény leginkább a sorozatgyártású termékeket érintette. Ahhoz hogy a minőség javuljon, a szubjektív hibák száma csökkenjen, valamint a sorozatgyártás alapos és átgondolt alapokon, mindez gazdaságilag is megfelelően működjön az informatika és így a számítástechnika minél nagyobb méretű spektrumának kihasználására van szükség mind hardveres, mind szoftveres oldalon. A folyamatot gépesítésnek nevezzük, noha több eljárás is létezik, melyben valamilyen adott célra kifejlesztett gép dolgozik, viszont a gépesítés tulajdonképpen a manuális emberi erővel végzett végzett munka egy részének, vagy akár teljes egészének géppel történő megvalósítása. A gyorsabb, pontosabb és reprodukálhatóbb munkavégzés érdekében készülékeket kell alkalmazni, valamint a mozgásokat géppel kell elvégeztetni Ez a hegesztés szemszögéből olyan mozgások gép által történő elvégzését jelenti, amellyel a hegesztéstechnológia könnyebben reprodukálható, gyorsabbá, pontosabbá tehető. Ilyen példa a munkadarabok, szerszámok mozgatása, manipulálása. A gépesítés szintje lehet csak néhány technológiai, de akár a teljes technológiai folyamatra kiterjedő. Lehetőség nyílik automatizálásra is, ebben az esetben a gépesítés teljes szintű, valamint a munkadarabok adagolását végezheti a berendezés, illetve az egyes részfolyamatok a gép vezérlő- és szabályozó rendszerével van összehangolva. Ahhoz, hogy a gépesítés elvégezhető legyen a gyártó vállalatnak rendelkeznie kell készülékekkel, segédberendezésekkel, amelyek kereskedelmi forgalomban kaphatóak, vagy adott célra készültek. Ezekből származnak a gépesítés további előnyei is: A hegesztők fizikai megterhelése, és a hegesztési mellékidők csökkennek, a minőségi fok javul. Fontos megjegyezni, hogy az előbb felsorolt
28 25 igények kielégítése az egyre szélesebb körben alkalmazott célberendezésekkel javítható, viszont ezek felhasználása egy új, az előzőtől eltérő szériára történő ráálláskor korlátozott. Mind a manipulátorok, mind a rugalmas működésre alkalmas ipari robotok a gépesítés tényleges technológiai megvalósításához tartoznak. Használatukkal a gyártó vállalat számos előnyhöz juthat: Növelhető a termelékenység, a minőség foka, a reprodukálhatóság, a gyártás rugalmassága, ugyanakkor csökkenthető a darabidő, a monoton, megerőltető fizikai munkából származó hatás, valamint kiváltható velük az egészségre ártalmas helyen végzett munka. Az ipari robotok jelentős fejlődésen mentek keresztül az elmúlt évtizedekben, ennek köszönhetően egyre nagyobb spektrumban alkalmazzák őket. Fejlődésük egyik mozgatórugója a mikroelektronika fejlődése volt, mellyel manapság olyan technológiai lépés is megvalósítható, mint például hegesztés közben az ív paramétereinek valósidejű változatása. Az előzőekben felsorolt előnyök és kedvező tulajdonságok alapján a robotokat a gépjárműiparban kezdték el alkalmazni, itt olyan sikert arattak, hogy az ipar többi területén is széleskörűen kezdték alkalmazni. A gépesítésnek 4 szintjét lehet megkülönböztetni alapvetően, a hegesztés, mint az ipari gyakorlatban jelentős szerepet betöltő gyártástechnológia szempontjából ezek a 11. ábrán láthatók: 11. ábra: A hegesztési eljárások lehetséges módozatai [14]
![26 Ahhoz, hogy a gépesítettségi szintet növelni lehessen, növelni kell a gép által végzett mozgásokat egyidejűleg az emberi beavatkozások mérséklésével, csökkentésével. 5.2. Robotok és célgépek jellemzői, elhatárolásuk [14] Az automatizálás részét képezik a célgépek, illetve a robotok.](/docs-images/91/105788751/images/29-0.jpg "Mindkét típus rendelkezik az automatizálással járó összes előnnyel, ugyanakkor alapvető különbséggel rendelkeznek.")
29 26 Ahhoz, hogy a gépesítettségi szintet növelni lehessen, növelni kell a gép által végzett mozgásokat egyidejűleg az emberi beavatkozások mérséklésével, csökkentésével Robotok és célgépek jellemzői, elhatárolásuk [14] Az automatizálás részét képezik a célgépek, illetve a robotok. Mindkét típus rendelkezik az automatizálással járó összes előnnyel, ugyanakkor alapvető különbséggel rendelkeznek. A célgépek merev, kötött mozgáspályán dolgoznak, ennek megfelelően a tömeggyártás eszközei, ezzel szemben a robotok a kialakításuknak és méretüknek megfelelő mozgástartományban kötöttségek nélkül tudnak mozgásokat végezni, amelyet programozható hardvereik is támogatnak, ily módon relatív gyorsan a célgépekhez képest lényegesen gyorsabban tudnak átállni egy új szériára, tehát ezek a sorozatgyártás eszközei. Nagyon fontos megjegyezni, hogy vannak olyan munkadarabok, amelyek megmunkálása - jelen esetben hegesztése azok méretéből, tömegéből fakadóan sem robottal, sem célgéppel nem végezhető el, ebben az esetben az adott technológia kézi változatát kell alkalmazni. A 12. ábra az előbb felsorolt tényeket, jellemzőket ábrázolja. 12. ábra: Tömegszerűség ábrázolása [14] A robot szó a szláv eredetű rabota szóból származik. Jelentése: Olyan nehéz egyhangú munka, melyek rossz körülmények mellett végeznek. Ennek megfelelően a robot egy olyan távvezérlésű gép, amely alkalmas az ember helyett a nehéz fizikai, vagy éppen a veszélyes munkák elvégzésére. Az ipari robot konkrét definíciója azonban a következő:
30 27 A célgépek mellett vagy helyett alkalmazható ipari robot: önműködő, azaz saját elektromechanikus (DC vagy AC szervomotoros), hidraulikus vagy pneumatikus hajtásrendszerrel rendelkező, szerszám, munkadarab vagy mérőfej megfelelő pontosságú megfogására, illetve mozgatására (pozicionálására), valamint működési paramétereik beállítására alkalmas, adott munkatartományon belül több térbeli mozgásirányban, illetve mozgáspályán szabadon, azaz szoftveresen (újra)programozható (programvezérlésű), gyártócellába, illetve gyártósorba integrálható manipulátor. [14] A robotok aszerint, hogy milyen tárgyat, eszközt mozgatnak meg 3 csoportba sorolhatóak: Move (mozgat) funkciójú robot: Munkadarabokat, esetenként készülékkel is manipulálja, valamint a szerszámgépeket, megmunkáló gépeket kiszolgálja. Pl.: csomagoló palettázó robotok. Test (vizsgál) funkciójú robot: Mérőeszközöket manipuláló, ellenőrző, tesztelő robotok. Make (csinál) funkciójú robot: Az adott technológia során használt szerszámot, megmunkáló eszközt manipuláló robotok. Pl: Hegesztő-, festőrobotok. A robotosításnak alapvetően 4 alapesetét lehet megkülönböztetni, melyek elhatárolási alapja az, hogy technológiai, vagy kiszolgáló robot dolgozik benne, valamint a szerszám, vagy a munkadarab mozgása a bonyolultabb feladat. A 13. ábra és a 14. ábra ezeket szemlélteti. 13. ábra: Technológiai robot változatai [14]
31 ábra: Kiszolgálórobot változatai [14] 5.3. Robot mozgások bemutatása A robotmozgások alapvető célja, hogy a mozgatni kívánt objektumot legyen az a munkadarab, vagy a szerszám a robot számára megvalósítható mozgástartomány meghatározott pontjába, az előírásoknak megfelelően eljuttassák. A robot mozgások négy alaptípusa különböztethető meg: Áthelyező mozgás: A mozgatni kívánt elem a robot munkatartomány meghatározzot pontjába történő juttatása programozott mozgáspályán. Tájoló mozgás: A műveleti objektum az adott technológiai folyamatszakasz szempontjából legmegfelelőbb orientációba való helyezése. Kiegészítő, vagy külső mozgás: A robot elmozdítása útján annak munkatartományának kibővítése. Perifériális mozgás: A robottal összhangban működő munkadarab forgató, pozícionáló eszközök mozgásai. Az előzőekben felsorolt mozgásokat a 15. ábra szemlélteti.
![29 15. ábra: Robot mozgások típusai [14] A robotmozgások egy másik csoportosítását is megkülönböztetjük. Transzlációs, azaz haladó mozgások, valamint rotációs, azaz forgó mozgások.](/docs-images/91/105788751/images/32-0.jpg "Ezen két mozgásnak a három-dimenziós térben értelmezett variációjával értelmezhető a robot karrendszerének felépítése.")
32 ábra: Robot mozgások típusai [14] A robotmozgások egy másik csoportosítását is megkülönböztetjük. Transzlációs, azaz haladó mozgások, valamint rotációs, azaz forgó mozgások. Ezen két mozgásnak a három-dimenziós térben értelmezett variációjával értelmezhető a robot karrendszerének felépítése. A robot szabadságfokainak száma megegyezik az egymástól függetlenül vezérelhető tengelyek számával. Fontos szerkezeti egységet képez az ipari robotoknál az ún. karrendszer, amely egy olyan karos-csuklós mechanizmus, mely a manipulálandó objektumot a mozgástartomány megfelelő térbeli pontjába, megfelelő orientációban eljuttatja. Ahhoz, hogy egy robot ezt el tudja végezni 3+3, azaz összesen 6 szabadságfokra van szüksége, ellenkező esetben előfordulhat az objektum korlátozott manipulálása. A robotok lehetséges mozgásvariációinak száma mintegy 216, amely a 2 mozgásfajta transzlációs, rotációs lehetőségének, illetve a 3 mozgásirány - Descartes féle 3 dimenziós koordináta rendszer variációjának a szorzatával bizonyítható. Az ipar szempontjából ezek közül mindössze 4 bír jelentőséggel. Derékszögű: 3 db transzlációs mozgású tengely Henger: 2 db transzlációs mozgású tengely, 1 db rotációs mozgású tengely Gömbi: 1 db transzlációs mozgású tengely, 2 db rotációs mozgású tengely Humanoid: 3 db rotációs mozgású tengely A 16. ábra ezeket ábrázolja.
33 ábra: Robotok lehetséges koordinátarendszerei [14] A hegesztés szempontjából jelentőséggel a humanoid karrendszerű robotok bírnak, mivel ezzel a struktúrával valósítható meg a nehezebben hozzáférhető helyeken is a szerszám megfelelő orientációban történő pozícionálása. Jellemzően a humanoid robotok 6 szabadságfokkal rendelkeznek, ennek megfelelően 6 egymástól függetlenül programozható forgó tengellyel. Többcsuklós karrendszerükben mind függőleges, mind vízszintes tengely körüli mozgások megvalósíthatók. Nevüket onnan kapták, hogy mozgásuk hasonlít az emberi mozdulatokra, leginkább a váll, valamint a könyök mozdulataira. Elvi kialakításuk, emberi mozgásnak való megfeleltetésük, valamint tényleges megvalósításuk a 17. ábrán és a 18. ábrán látható. 17. ábra: Humanoid robot felépítésének vázlata [14]


34 ábra: Humanoid robotok emberi mozgásnak való megfeleltetése és tényleges megvalósítása [14] A hegesztőrobotok területén jelentős szerepet tölt be az OTC Daihen Asia Co. Ltd. vállalat, egyik hegesztőrobotjának, az FD-B4L jelű robotnak a mozgástartománya a 19. ábrán látható. 19. ábra: Humanoid mozgástartományának gyakorlati megvalósítása [15] Gyakori megoldás, hogy a robotot egy transzlációs helyzet változtatásra alkalmas sínre, vagy állványra épített portálra helyezik, annak érdekében. hogy mozgástartományát, valamint szabadságfokainak számát növeljék. Ezt a 20. ábra mutatja. 20. ábra: Humanoid robot szabadságfokainak növelésének lehetőségei [14]
35 Hegesztő robotok alapvető tartozékai Annak érdekében, hogy a hegesztőrobot az előírásoknak megfelelően működjön, valamint az általa hegesztett kötés teljesítse az elvárásokat több kiegészítő egységre, berendezésre van szükség, amelyek nemcsak a technológiai paraméterek optimális értéken való tartását biztosítják, hanem a munka- és balesetvédelmi szabályok betartását is lehetővé teszik. Ezeket a 21. ábra tartalmazza: 21. ábra: Hegesztőrobotok tartozékainak vázlata [14] Ezeknek alapján elméletben egy hegesztő robot és tartozékai a 22. ábrán láthatóak: 22. ábra: Hegesztő robot tényleges tartozékai [14]
36 33 Az az OTC Daihen Asia Co. Ltd. vállalat FD-B4 jelű robotja és hozzátartozó elemei a 23. ábrán láthatóak. 23. ábra: Gyakorlati humanoid hegesztőrobot tartozékok [16] Mint minden olyan eljárásban, amelyben számítógép is közreműködik a vezérlés kiemelt szerepet tölt be. Ez jelen esetben azt jelenti, hogy a robotvezérlő gondoskodik mind a robot, mind az őt kiszolgáló berendezések előírásoknak megfelelő összehangolt irányításáról. Ilyen berendezés például a hozaganyag-adagoló, a hegesztő-áramforrás, valamint a segéd- és biztonsági berendezések. Mivel a robot munkafolyamatában közvetlenül az ember nem vesz részt, ily módon azoknak a berendezéseknek, eszközöknek az automatikus irányítását is meg kell valósítani, amelyeket a kézi eljárásnál a hegesztő kezel. Ilyen feladatot lát el az áramforrás-vezérlés is. A megfelelő kötés kialakítása érdekében be kell tudnia avatkozni az ívgyújtás előtti védőgáz áram indításába, a huzalelőtolásba, a huzalelektróda végén keletkező gömb elkerülése végett a visszaégési idő szabályozásába, valamint az ív kioltását követő védőgázáramlás megszűntetésébe. Amikor robot alkalmazása mellett döntünk, akkor elvárjuk a berendezéstől, hogy alkalmazkodjon az adott munkakörülményekhez, ugyanakkor az egyes robotok között tudásban illetve árban is jelentős különbségek vannak. A kevés funkcióval rendelkezők relatív olcsóak, viszont előfordulhat, hogy alkalmazásuk hosszú távon kevésbé kifizetődő, ugyanakkor a drágább, viszont több funkciójú robotok használata csak hosszú távon térül meg, ennek megfelelően kell ezt a vásárlásnál mérlegelni Hegesztő robotok generációi, szenzorai és programozásuk Robotok generációi Intelligencia szempontjából a robotok három generációba csoportosíthatók. 1. generáció: Merev mozgáspálya, csak ismétlésre alkalmasak, a munkafeltételek változása nem befolyásolja a vezérlésük lépéseit.
37 34 2. generáció: Rendelkeznek szenzorokkal, melyek révén az egyes geometriai eltérések azonosíthatók,, meglévő algoritmusok használatával módosítani tudják optimális irányban a vezérlőprogramot. 3. generáció: A második generáció képességein túl érzékelni képesek a technológiai eltéréseket, adaptív szabályozásuk révén alkalmasak alak- és szituáció-felismerésre. A felsorolás alapján, a legtöbb funkcióval a harmadik generáció rendelkezik, ezek a robotkar helyzetének észlelésén kívül, a megfogó, befogó felől érkező jelek, valamint a nyomás, szín, hőmérséklet és egyéb környezeti feltételek állapota alapján a vezérlőprogram változtatására is alkalmasak Hegesztő robotok szenzorai Annak érdekében hogy a robot képes legyen a hegesztő szakember által figyelt munkakörülmények jeleket és azok változásait érzékelni és feldolgozni, szenzorokra azokkal együttműködő zárt hatásláncú vezérlésre, valamint adott célra kifejlesztett nagy teljesítményű szoftveres és hardveres háttérre. A szenzorok a technológiai körülmények és paraméterek változásának érzékelésére szolgáló olyan jelátalakító eszközök, amelyeknek bemenete (inputja) valamilyen fizikai jelenség, illetve mért jellemző, a kimenete (outputja) a fizikai jelenség hatáserősségének mértékével arányos (vezérlő)jel [14]. A definíció alapján a szenzoroknak számtalan feladatot el kell látniuk: Hegesztési startpont megkeresése. Programozott pálya követése. Hegesztőfej pozícionálása. Folyamatparaméterek konstans értéken tartása, vagy szükség esetén szabályozása. Robottevékenység lehatárolása. Robotmozgás stabilizálás Robotbiztonsági tér korrigálás, biztonsági előírások betartása. A felsorolt feladatok révén egyértelművé válik, hogy ezeket a kívánalmakat egy típusú szenzorral nem lehet elvégezni, emiatt több típusra van szükség. A gyakorlatban használt szenzorok különböznek a fizikai mérési módszerüktől, a

38 35 mérés tárgyától stb., viszont az elhatárolás alapelve az, hogy mit érzékel a szenzor. Ennek megfelelően a szenzorok típusai: geometriaérzékelő folyamatérzékelő érintéses geometriaérzékelő mechanikus mechanikus-elektromos elektromos érintésmentes geometriaérzékelő indukciós kapacitív nagyfeszültségű (szikrakisüléses) aktív akusztikus folyamatérzékelő, belső paramétereket mérő optikai termikus passzív akusztikus Összefoglalóan a 24. ábra mutatja ezeket. 24. ábra: Ívhegesztő robotok szenzorai [14] Geometria érzékelő szenzorok: A munkadarab és a hegesztőfej kölcsönös helyzetét érzékelik. Érintéses és érintésmentes változatuk is létezik. Az ívégéstől függetlenül működnek és a hegesztőfej pozícionálás valamint a varrathelyzet-keresés a feladatuk. Folyamatérzékelő szenzorok: A hegesztési folyamat külső és belső paramétereinek érzékelését, mérését végzik. Csak a hegesztési folyamat
39 36 fennállása közben működnek, emiatt pályatartásra alkalmazzák elsősorban. A belső paramétereket mérő szenzorokat nem szükséges a hegesztőfejhez közel építeni, így a robot hozzáférhetősége nem korlátozódik. Mivel a hegesztőfej helyzetváltozására fellépő munkapont-eltolódást mérik így szabályozójelük a hegesztő-feszültség, vagy áramerősség. A külső paramétereket mérő változataik az ív által létrehozott fizikai hatásokat pl.: ívhosszúság, ívzaj - mérik. Érintéses geometriaérzékelő szenzorok: A varratkövető fizikai kontaktusban van a munkadarabbal, így történik a hegesztőfej szabályozása. Mechanikus szenzorok: Egyenes, vagy abba vezethető vízszintes varratok hegesztésénél alkalmazzák. Vezérlő elemük golyó, tárcsa stb. direkt módon mozgatja a hegesztőfejet. Mechanikus-elektromos szenzorok: A letapogatás fizikai kontaktus alapján történik, de a vezetőfej mozgatása az elmozdulással arányos elektromos jel révén történik. Elektromos szenzorok: Ezt a szerepet a hegesztőfej egy alkatrésze fúvóka, vagy maga a huzal tölti be. A hegesztőprogram lefutása előtt a berendezés megkeresi a referenciapontokat, amelyek alapján íródott a program, ha az eredeti helyzetükhöz képest változást érzékel a referenciapontoknál akkor az új helyzetükkel korrigálja a programot. Ily módon varrat startpont keresésre alkalmazzák. Érintésmentes geometriaérzékelő: A háromszögelés módszerét alkalmazzák a geometriakeresésre. Ha ismert egy háromszög egy oldala és azon lévő két szög, akkor a harmadik szög és a másik két oldal kiszámítható. Előnyeik, hogy egyes típusaik nem tartalmaznak mozgó alkatrészt, vagy a fröcskölésre érzéketlenek. Optikai szenzorok: Elsősorban lézerdiódát alkalmaznak, hiszen kis kibocsátási szög mellett monokromatikus sugárzást hoz létre. Ezenkívül olyan fényforrásokra van szükség amelyekkel a hegesztés zavaró hatásait ki lehet szűrni. Erre csak a keskenyhullámhossz-spektrumú keskenysávú optikai szűrővel ellátott fényforrások alkalmasak. Indukciós szenzorok: A fémesen vezető anyagokban gerjeszthető örvényáramok és mágneses indukció segítségével, a munkadarabtól mért távolság függvényében szolgáltatják a vezérlőjelt. Hátrányuk, hogy mérés tartományuk kicsi 10 mm valamint a szenzornak közel kell lenni a varrathoz 3-7 mm. Előnyük, hogy a folyamatos varratkövetésű szenzorok közül
40 37 legkedvezőbb az áruk, valamint helyesen megválasztott elrendezéssel több varrattípus érzékelésére is alkalmasak. Nagyfeszültségű (szikrakisüléses) szenzorok: Távolságtartásra használják, oly módon, hogy a szenzor és a munkadarab közé nagy feszültségű áramot kapcsolnak, és a szenzor-munkadarab távolságtól függő kialakuló szikrát érzékeli a szenzor, melyből vezérlőjelet hoz létre. Aktív akusztikus szenzorok: Távolságmérésre alkalmasak szintén, viszont ezek ultrahangot alkalmaznak. Mérési alapjuk az ultrahang kibocsátása és detektálása között eltelt idő. Két megoldás terjedt el alkalmazásukra. Az adóés vevő szenzor mindkét esetben a hegesztőfejen található. Az első esetben a varratvályú két oldalán is található adó- és vevőszenzor, valamint a hegesztőfej két oldalán, és a két mérési eredményből következtetve történik a korrekciózás. A másik esetben a hegesztőfejre csak egy-egy adó- és vevőszenzor van felszerelve. A korrekciózás fej és munkadarab közötti távolság szabályozás visszaverődő hang alapján történik. Folyamatérzékelő, belső paramétereket mérő (ív szenzorok): Létezik természetes, valamint mesterséges úton képződő vezérjelű változatuk. Utóbbi lényege, hogy külső beavatkozást követően a hegesztési paraméterekben változások jönnek létre, amelyekből a vezérlőjeleket származtatják. Gyakorlatilag ez a hozaganyag mechanikus, vagy a hegesztőív elektromágneses úton történő lengetését jelenti. Ennek hatására mind az áramerősségben, mind a feszültségben periodikus változások jelennek meg, amiből a hegesztőfej magasság- és oldalirányú relatív helyzete következtethető. Alkalmazásuk olyan kötések hegesztésére korlátozódik, ahol a folyamat során nyerhetőek ilyen érzékelőjelek. Fontos megjegyezni, hogy ilyen szenzor alkalmazása esetén előírás mind a technológiai-, mind a hegesztési paraméterek nagyon pontos összehangolása. Alkalmazhatóak sarokvarratok, V-varratok, valamint nagyobb keresztmetszetű, többrétegű varratok gyökeinek hegesztésére. Ezen szenzorok optikai változatai a keletkező ömledék alakjából, valamint a hegesztőfej és az ömledék relatív helyzete alapján szolgáltatnak vezérlőjelet. Legtöbb esetben hegesztési folyamat közben varratvonal-követésre és/vagy hegesztési folyamatszabályozásra alkalmazzak őket. Termikus szenzorok: Hősugárzásmérő eszközök, ennek megfelelően a hegesztéssel ellentétes oldalon helyezik el őket. Infravörös hullámok detektálására alkalmas fotodiódáik révén meghatározzák a lemezélek hőmérséklet eloszlását a varratra merőlegesen. Amennyiben a hőmérséklet
41 38 eloszlás az illesztési réshez viszonyítva nem szimmetrikus a hegesztőfej oldalirányú helyzetét korrekciózzák. Passzív akusztikus szenzorok: Az összehegesztendő darabokra téve mérik a hegesztés közben keletkező ívzajt, a hang csillapodásából állítanak elő információkat a vezérlés számára hegesztőfej helyzetszabályozásához. Működésük azon alapul, hogy az ívzaj frekvenciája és amplitúdója függ az ívégés körülményeitől Hegesztő robotok programozása A robotok programozásának a lényege, célja azt jelenti, hogy a mozgatni kívánt elem, objektum huzalvég számára a bejárandó térbeli pontok legyenek meghatározva, kijelölve. Két módszer létezik az ipari robotok programozásához: Tanító, azaz online, valamint analitikus, azaz offline. Előbbi a robot hajtásrendszerével, utóbbi a robot számítógépes matematikai modelljével arra alkalmas szimulátorban. Pontvezérlés esetén a robot révén mozgatott objektum a felvett pontokat sorrendben éri el, ugyanakkor az egyes pontok közötti pályaszakaszok nem definiáltak előre, függnek a karelemek adott pillanatbeli helyzetétől, valamint a gyorsulás és sebesség körülményektől. Ebből kifolyólag ez vezérlési mód ívhegesztő robotoknál nem alkalmazható, csakis mellékmozgások elvégzésére. A pályavezérlés lényegi különbsége a pontvezérléssel szemben, hogy a mozgás tetszőleges bár, de irányítása a pálya révén meghatározott. Az egyes tengelyek menti elmozdulások között meghatározott függvénykapcsolat áll fenn. A bejárandó út lineáris, vagy nemlineáris módon szakaszok sorozatával van közelítve, ugyanakkor programozáskor irányelv a pálya minél kevesebb ponttal történő jellemzése. Megjelenik a lineáris, vagy kvadratikus (kör) interpoláció, mely a pályaszakaszok koordinátáit az előírt pontosságnak megfelelően előállítja. Amennyiben a programozás a tanító elven valósul meg a cél az, hogy a robotkart a bejárandó pályán, mozdulatokon a kezelő végigvezesse. Ez történhet a robotkar tényleges megfogásával és végigvezetésével (direct teaching), vagy a programozópult gombjainak a segítségével (indirect teaching). Mindkét módszernél a végigvezetés során a keletkező villamos jelek a vezérlés memóriájában eltárolódnak, amelyet beolvasva végzi majd a robot a hegesztést.
42 39 Az hegesztőrobotok a karrendszer kialakításától, a szabadsági fokok számától, perifériáktól, szenzoraiktól, hajtásrendszerüktől, hajtóműveiktől függően 3-400kg-al terhelhetők, ismétlési pontosságuk ±0,03 - ±0,5 mm. A robotok műveleti pontosságát az ismétlési pontosságuk, valamint a programban előírt és a tényleges elért térbeli pontok közötti különbség befolyásolja. Ugyanakkor a pályakövetési pontosság a sebesség, terhelés közben fellépő rezgések, lengések, tehát dinamikus hatások is meghatározzák.
43 40 6. HEGESZTŐ ROBOTCELLA BEMUTATÁSA 6.1. A vállalat rövid bemutatása A nyári gyakorlatos tevékenységemet a debreceni BUMET Hungary Kft-nél végeztem. A cég holland tulajdonban áll és elsősorban gépjármű ipari cégek beszállítója. Termékpalettája igen széles, hiszen a teljesség igénye nélkül a DAF Trucks-nak, a Daimler AG-nek, mint gépjárműipari vállalatoknak, valamint az Agrifac és Agco AG mint mezőgazdasági gépeket gyártó cégeknek, illetve számos más járművekkel foglalkozó vállalatnak a beszállítója. A vevői megrendelések jó része olyan termék gyártását és szállítását írja elő a cég számára, amelyek gyártása a lemezmegmunkálással kapcsolatos. Ennek megfelelően a debreceni cég ilyen munkák elvégzésére specializálódott. A termelő rendszer felépítése a szokásos termelési folyamatnak megfelelő, hiszen elkülöníthető, a lézervágó, a daraboló, a prés, az élhajlító, a forgácsoló a hegesztő, a szerelő valamint a raktár részleg. Természetesen a cég az MSZ ISO/TS 16949:2009 és az MSZ EN ISO 14001:2005 minőségirányítási és környezetközpontú irányítási szabványok követelményeinek megfelelő integrált irányítási rendszert működtet és fejleszt [17] [18][19]. A vezetés 2016-ban úgy döntött, hogy hegesztéstechnológiájának javítása érdekében robotcellára ruház be. A kínálatból az OTC cég megoldását választotta. A beszerzésnél fontos szempont volt, hogy a cella olyan kialakítású legyen, amely lehetővé teszi, hogy egy munkahelyen nemcsak egy, hanem több termék is gyártható legyen. A vállalatnál egy FD-B4 és egy FD-B4L típusú robotkarral és a technológiának megfelelő eszközökkel, berendezésekkel felszerelt robotcella telepítése történt. A két robotkar munkatartománya egymástól alapvetően méreteiben tér el, a bejárható tér jellege nem. Erre azért volt szükség, mivel a két cellában egymástól térbeli kiterjedéseiben eltérő termékek gyártását ütemezték elő. Ily módon a termékpaletta nagyobb részét tudják lefedni.


44 A robotcella felépítése A 25. ábrán egy palettacserélős két munkahelyes robotcella elemei és felépítése látható axonometrikus nézetben. 25. ábra: A robotcella kialakítása [20] Az FD-B4L robotkar mozgástartománya már meg lett jelenítve korábban a 19. ábrán, ugyanakkor a 25. ábra alapján az FD-B4 robotkar mozgástartománya nem ismert. Ezt ábrázolja a 26. ábra. 26. ábra: FD-B4 mozgástartománya [21]

![2.1. A Push-Pull elszívó rendszer [20] A tapasztalat azt mutatja, hogy hegesztés során füst még pozícionált varratképzéskor is jelentős mértékben képződik.](/docs-images/91/105788751/images/45-1.jpg "Ez fokozódik abban az esetben, ha az alapanyag nem tiszta, száraz felületű. A problémát nem oldja meg egy lokális pisztolyelszívás, vagy egy, a robotkarral együtt mozgó elszívó ernyő alkalmazása.")
45 42 A teljes hegesztési folyamat vezérlésért felelős FD11 robotvezérlés a 27. ábrán látható. 27. ábra: FD11 robotvezérlés [20] A hegesztő-áramforrás, melyből a két robotkar miatt kettő került beszerzésre műszaki adatait a 28. ábra közli. 28. ábra: Az áramforrás technikai adatai [20] A Push-Pull elszívó rendszer [20] A tapasztalat azt mutatja, hogy hegesztés során füst még pozícionált varratképzéskor is jelentős mértékben képződik. Ez fokozódik abban az esetben, ha az alapanyag nem tiszta, száraz felületű. A problémát nem oldja meg egy lokális pisztolyelszívás, vagy egy, a robotkarral együtt mozgó elszívó ernyő alkalmazása. A berendezés elszívó/befúvó rendszere az összegyűlt hegesztési füsttakarót vízszintes irányban fújja/szívja, majd az így módon megtisztított levegőt visszavezeti, ugyanis a szennyezett meleg levegő felszáll, ezt a kimeneti csőből kilépő szűrt levegő szabályozottan a bemeneti nyílások irányába tereli. A szűrés révén a munkahelyen lévő füst elfogadható értékre csökken, az

46 43 egyébként is kialakuló kék hegesztési füsttakaró eltűnik, így a munkahelyi klíma egészségesebb és komfortosabb lesz. Az elszívásért egy KEMPER típusú elszívórendszer gondoskodik. Az elszívás mellett szűrést is végez, porterheléstől függően a szűrőt automatikusan tisztítja, ezenkívül Siemens Simatic vezérléssel és PTFEmembránszűrővel rendelkezik. A rendszer maximálisan 1300 m3/h térfogatáramú és 2500 Pa statikus nyomású közeg illeszthető be. A készülék megfelel az új munkabiztonsági szabványoknak annak érdekében, hogy a káros anyagokat hosszú időn keresztül képes legyen elszívni, valamint megszűrni. A berendezés a 29. ábrán látható. 29. ábra: KEMPER típusú elszívórendszer [20] 6.3. Robotrendszerrel történő hegesztés folyamata A robottal történő munkavégzésnek az alapja az, hogy meg kell adni a térben azokat a pontokat, illetve mozgás típusokat, amelyeket a robotnak be kell járnia. A nagyszámú varratot tartalmazó termékek esetében időigényes feladat minden egyes varrat pozícionálási és hegesztési programját egyenként rögzíteni a vezérlőben, így a gyártási átfutási idő növelése érdekében a cég rendelkezik az offline, tehát a robot kezelőpanelje nélküli programozáshoz szükséges szoftverrel. Ehhez be kell tölteni a szoftverbe a hegesztő készülék és a munkadarab 3 dimenziós geometriai modelljét, és adott metódusnak megfelelően meg kell adni a korábban ismertetett bejárandó pontokat és a bejárás módját. A szoftver a rendelkezésre álló információk alapján létrehozza a mozgáspályát, amely több dimenziós lehet. Minden esetben el kell végezni az
47 44 ütközésvizsgálatot annak érdekében, hogy a nagy értékű berendezésekben ne keletkezzen kár. Amennyiben ez a vizsgálat biztonságosnak bizonyult a létrehozott programot át kell tölteni a robotvezérlőbe. A vezérlő először ellenőrzi, hogy a program megfelel saját szintaktikai felépítésének, addig nem engedélyezi annak futtatását. Ezt követően a lehető legnagyobb biztonságra törekedve a program éles futtatása előtt a gépkezelőnek a termék alkatrészeinek készülékbe szerelését követően hegesztett kötés létrehozása - le kell futtatnia a programot lépésről lépésre, annak érdekében, hogy megbizonyosodjon róla, hogy valóban nem történik gyártás közben ütközés. Természetesen, ha ez áll fenn, akkor módosítania kell a programot. A gyártás ezen fázisában ellenőrizni kell, hogy a technológiai paraméterek, mint a hegesztési áramerősség, sebesség, áramnem egyenáram, vagy impulzus végkráter feltöltés ideje, áramerőssége megfelelőek-e. Amennyiben mindent helyesnek ítél meg elkészíti a termék alkatrészeinek első hegesztett kötéseit. Nagyon fontos, hogy bármilyen igyekezet ellenére is az első hegesztésnél történhetnek problémák, így ekkor folyamatosan kell figyelni a robot mozgását, a hegesztést, ha pedig szükséges akkor azonnal beavatkozni Biztonságtechnika A robot alkalmazása a gyártás bármely területén az automatizálás gyakorlati megnyilvánulása. Ez azt jelenti, hogy bizonyos tevékenységeket, amelyeket korábban ember végzett ezentúl egy előre meghatározott módszer alapján gép jelen esetben robot végzi el. Ily módon csökken az egy termékre vonatkozó gyártási átfutási idő, hosszú távon csökkenek a költségek, valamint a legfontosabb, hogy az ember által végzett tevékenységek könnyebbek lesznek. Nyilvánvaló, hogy a robot azt végzi el, amit a vezérlő program tartalmaz, de arról sem szabad megfeledkezni, hogy a vezérlőprogram írását offline esetben annak lépéseit csupán -, betöltését ember végzi, aki hibázhat. Ez a tényező, az emberi tényező számos olyan kérdést vet fel, amelyek a termék előállításához közvetlenül ugyan nem kapcsolódik, de annak szerves része. Ilyen kérdés például a biztonságtechnika. A biztonságtechnika alapját a védelem képezi. Prioritásban első helyet élvez a munkavállaló jelen esetben a gépkezelő védelem, sorban követik a nagy értéket képviselő berendezések, mint pl.: a robotkar, hegesztőkészülék. A védelmi rendszert úgy kell kialakítani, hogy a munkavállaló önhibájából eredően ne tudjon okozni balesetet. A cégnél két
48 45 darab, két munkahelyes robotcella lett kialakítva, szakmai gyakorlatos tevékenységem alatt csak az OTC FD-B4L robotkarhoz csatolt cella volt üzembe helyezve. Biztonságtechnikai szempontból a robotkar mozgásának két helyzete elkülöníthető: 1. készülékbe szerelt alkatrészek készre hegesztése. 2. robotkar átfordítása a cella túlsó oldalára. Az első helyzetben a gépkezelő a készülékbe helyezte a termék elkészítéséhez szükséges alkatrészeket, azok helyes pozícióját ellenőrizte, automatikus gyártása indulhat. Annak érdekében, hogy önhibáján kívül ne okozzon balesetet a következő lépéseket kell elvégeznie. 1. A védőkerítésen belül lévő előnyugtázó gomb megnyomása. 2. A védőfüggöny leengedése. 3. Fényfüggöny nyugta gomb megnyomása. 4. Servo gomb megnyomása. 5. Start gomb megnyomása. Az előbb felsorolt lépések a következő logikai folyamatot követik. Az előnyugtázó gombbal fogadja el a gépkezelő a vezérlés számára hogy a cella munkaterén belül nem található semmi olyan veszélyforrás, amely balesethez vezetne. Ilyen veszélyforrás pl: A forgató berendezésbe akadt szerszám, vagy a készülékből kiálló szerszám, stb. A védőfüggöny leengedésével egy olyan, a hegesztés során keletkező ívfényt megszűrő függöny ereszkedik le, amellyel a gépkezelő a hegesztési folyamatot nyomon tudja követni, de szemét mégsem éri káros fény. A fényfüggöny nyugta gomb megnyomásával azon állapot elfogadása történik, amikor a cella munkaterülete biztonságos, valamint a fényfüggöny leereszkedett, így a hegesztőt nem éri káros fény. A Servo gomb megnyomásával a robotkar szervo-hajtását bekapcsolja, az automata gombbal pedig a folyamatos programfutást indítja el. Biztonságtechnikailag a fényfüggöny nyugta gombot a vezérlés nem fogadja el az előnyugta gomb megnyomása nélkül, hiszen fennállhat, hogy a cella munkatere nem biztonságos. A vezérlés a Servo és Start gombokat csak a fényfüggöny nyugta gomb aktív állapota után fogadja el. Automata Play üzemmód - programfutás közben annak érdekében, hogy a cella munkatere biztonságos legyen, a gépkezelő esetleges cella munkaterületen való tartózkodása illetve egyéb nem a gyártáshoz szükséges dolog munkaterületre jutása esetén a robotkar mozgása
49 46 és adott esetben a hegesztési folyamat azonnal megálljon, a cella munkaterülete előtt egy fényfüggöny található. Működése egyszerű: ha valamilyen tárgy a fényfüggöny oszlopai között áthalad, akkor az egyik oszloptól nem jut el a fény a másik oszlophoz. További biztonságtechnikai megoldást jelent, hogy online programozás közben a berendezésen Teach üzemmód nem lehet automata programfutást indítani, csupán mondantonkénti programfutást, amikor az új mondatra való lépést el kell fogadni a kezelő panelen. Valamint automata program futáshoz a cella munkaterületén kívül a vezérlőt Teach állapotról, Play állapotra kell állítani. A második lehetséges helyzetben a robotkar átfordul a cella túlsó oldalára. Ehhez a cella mindkét oldalán meg kell nyomni az előnyugta gombot, majd a robot telepítője által létrehozott átfordító mesterprogramot el kell indítani. Ezeket követően az alábbi folyamat valósul meg: 1. A robot az új cellaoldalra fordul. 2. A korábbi cellaoldalra visszafordul, magával vonszolva a védő csonkakúp süveget. 3. A robot az új cellaoldara fordul, de már nem vonszolja magával a védő csonkakúp süveget. Az előnyugta gombok megnyomására szintén az ellenőrzött állapot aktívvá tételéhez van szükség. Az új cellaoldalon ekkor aktiválódik a fényfüggöny, ha áthaladást érzékel, akkor a forgási folyamat megáll, hiszen a baleset elkerülése érdekében nem tartózkodhat senki sem a cella területén. A süveg azért ilyen kialakítású, hogy az éppen nem dolgozó cellaoldalon a gépkezelő (vagy gépbeállító) mindenfajta veszélyforrás nélkül tevékenykedjen, valamint a robot a munkatartományában minden pontot el tudjon érni A biztonságtechnika megvalósítása [20] [22] A cégnél Reer márkájú fényfüggöny telepítése történt, előnyei az alábbiak: Hatékony védelmet nyújt, ha a gépkezelő fáradt. A termelési kapacitás növekszik, mivel fizikai őröket, illetve manuális nyitást nem szükséges alkalmazni. A ki- és berakodási műveletek gyorsabbak. A munkaterület megközelíthetősége csökken.


50 47 A beavatkozás veszélye megszűnik, mivel bármilyen beavatkozás esetén a gép azonnal leáll. Egyszerűen, gyorsan nagyobb rugalmassággal telepíthető, akár egy esetleges áthelyezés esetén is. A karbantartás egyszerűbb és gyorsabb, mivel nem szükséges pl.: rácsok eltávolítása. A gép megjelenése esztétikusabb. A 30. ábrán látható egy Reer fénykapu működése. 30. ábra: Reer fénykapu működése [22] A biztonságtechnikai elemek megvalósítását a 31. ábra, 32. ábra és a 33. ábra tartalmazza. 31. ábra: Nyugta gombok


51 ábra: Függöny és üzemmód kezelőszervek 33. ábra: Védőkúp A korábban leírtak alapján a gépkezelő biztonsága mindennel szemben előnyt élvez, ugyanakkor a nagy értéket képviselő berendezések épségét, a lehetőségekhez mérten a legjobban kell biztosítani. A robotkar esetében ez csupán a karra felszerelt eszköz, jelen esetben a hegesztőfej révén lehet biztosítani, hiszen a szűk helyekre történő bejutás miatt nincs lehetőség a karra felszerelni biztonsági érzékelőket. Az ütközésvédelem egy úgynevezett DINSE huzalfékes ECOtorch rendszerrel van ellátva, amihez egy belső kábelezésű vízhűtésű 45 -os hegesztőfej van csatlakoztatva. Az ütközésvédelem működése egyszerű, hiszen a hegesztő fejen a fúvóka és a hollander anya közötti szakasz rugalmas. Ennek megfelelően egy esetleges ütközés során bizonyos szög értékig jelen esetben 15 -ig - el tud hajolni. A fejben komprimált levegőt áramoltatnak. Amikor a fej ütközik a fej elhajol, ekkor a rendszer levegőnyomása csökken, hiszen a kialakításnak megfelelően
52 49 levegő távozik a rendszerből. A nyomásváltozást egy érzékelő érzékeli, a jelet továbbítja a vezérlés fele, amely azt feldolgozva minden karmozgást azonnal megállít. A hegesztőfej, a huzalvezető, a huzalfék a vízhűtés egy egységet képez a forgató mechanizmussal, a forgási tartomány +/- 260, ily módon időt és költségeket takarít meg a nehezen hozzáférhető kontúrok esetében. Az eszköz a 34. ábrán látható. 34. ábra: Hegesztőfej [20] 6.5. A cella geometriai kialakítása A robot munkahelyének kialakítását alapos előkészítő és tervező munkának kell megelőznie. A tervezés során azt kell szem előtt tartani, hogy a rendelkezésre álló területet minél teljesebben ki kell használni. Elegendő helyet kell hagyni, hogy a robotkar a munkatartományában biztonsággal mozogjon, a segédberendezések áramforrás, vezérlő, egyéb perifériák a munkaterületről védetten, hozzáférhető, de a közlekedést nem akadályozva legyenek elhelyezve, a forgató, valamint a rászerelt hegesztőkészülék semmiképp ne ütközzön természetesen ezek is hozzáférhetőek legyenek -, ugyanakkor a biztonságtechnikai elemek is be tudják látni funkciójukat. A munkahely tervezésénél azt a szempontot is figyelembe kellett venni, hogy a cégnél a rendelkezésre álló terület véges, azt nem lehet változtatni. Ezen szempontokat figyelembe véve történt a kialakítás, melyet a 35. ábra szemléltet.
53 ábra: A robotcella kialakítása (a méretek cm mértékegységben értendők!) A 35. ábrán látható, hogy a robot munkatartománya közel gömbinek mondható, a forgatók úgy vannak elhelyezve, hogy a robot fix alaptestje a UNIT-5 oldalról a UNIT-4 oldalra történő átfordulás és fordítva ne ütközzön egymással, valamint az a robotkar munkatartományában helyezkedjen el. Ezenkívül a vezérlő egységek és az áramforrás a lehető legközelebb, de robotkarhoz, de attól biztonságos távolságban található, úgy, hogy a közlekedést sem akadályozza. A védelmi szerepet betöltő fényfüggönyt tartó I gerendák is a munkaterületen belül, de a gépkezelő akadályozása nélkül vannak elhelyezve A robotcellában található munkadarab megfogó berendezés A nyári gyakorlatos tevékenységem alatt a két cella közül az FD-B4L típusú robotkarral felszerelt cellában folyt termelés, emiatt az itt elhelyezett eszközt mutatom be ebben a fejezetben. Ahogy a 35. ábra alapján látható, a robotkarhoz perifériaként egy forgató berendezés van hozzárendelve. Ennek az eszköznek az a szerepe, hogy a robotkar a munkadarab minden pontját elérje, úgy hogy a legkisebb pozícionálási idő valósuljon meg. A telepítésnél ügyelni kellett arra,
54 51 hogy a robotkar a rászerelt elemekkel semmiképp se ütközzen, ugyanakkor a biztonságtechnikai elemek feladatukat megfelelően el tudják látni, az emberi kezelést igénylő eszközöket pedig ergonomikusan lehessen kezelni. A forgató berendezésre felszerelésre került két, raszterpontokon furattal rendelkező szögvas, amelyeken keresztül történik a munkadarab megfogó berendezés hegesztőkészülék rögzítése A hegesztőkészülék működésének elméleti háttere [23] A hegesztőkészülékek általánosságban, ahogy a nevük is mutatja a készülékekhez, mint gyártóeszközökhöz sorolhatók. A készülékeknek számos feladatot kell teljesíteniük, ezek közül az elsődleges, az úgynevezett alapfeladat. Hegesztés szempontjából a készüléknek biztosítania kell, hogy a hegesztendő darab felületei a kötés létrehozásának helyén előírt helyzetben legyenek, a kötés létesítésekor a beállított hegesztési rés állandó legyen, valamint a hegesztést követően a technológiai folyamatszakasz szempontjából késztermék onnan gyorsan és egyszerűen eltávolítható, valamint az új termék létrehozásához szükséges elemek könnyen elhelyezhetőek legyenek. Ennek az alapfeladatnak a teljesítése szükséges és elégséges feltétel, viszont egy készüléktől elvárt, hogy használatával a gyártás termelékenyebb és minőségibb legyen. Ehhez a következőket kell teljesítenie. A gyors ki- és befogás - ha a körülmények engedik több munkadarab esetére is érvényes legyen, ezzel sorozat megmunkálást (a hegesztés szempontjából természetesen kötés létesítését) tegyen lehetővé, ezáltal csökkentve a darabidőt, javítva a gazdaságossági-, termelékenységi mutatókat. Az állandó gyártmány minőség érdekében a készülék biztosítsa a műszaki dokumentációkban előírt pontosságot és a hegesztéstechnológia szempontjából fontos varrat jellemzőket. A termék létrehozásához szükséges illesztési réseket adó összeállítást elvégző magasan képzett munkaerőt váltsa ki. Amennyiben lehetséges a rögzítési- és oldási folyamatot automatizálni kell, így olcsóbb, kevésbé képzett munkaerő alkalmazható. Ahogy az előzőekből következik a készülékek mint úgynevezett különleges gyártóeszközök biztosítják az állandó minőséget, növelik a munka
55 52 közbeni biztonságot, kiterjesztik a szerszámgép lehetőségeit. A készülékeknek alapvetően két típusa fordul elő: Munkadadarab- és szerszámbefogó készülékek. Az egyes változatok sajátságai a konstrukcióhoz és a művelethez köthető. Így az elhatárolás alapja a gyártandó darabok száma, tömegszerűsége, az egy készülékben, egy időben gyártott darabok száma, valamint a gyártó eljárás. Ezek alapján vannak olyan készülékek, amelyek több célra is felhasználhatóak, ezek az egyetemes, valamint létezeknek egycélúak is, amelyek kifejezetten egy technológiai művelet elvégzésére hivatottak. A készülékek alapvető felépítése a 36. ábrán látható. 36. ábra: MKGS rendszer [23] A 36. ábra jelölései az alábbiak: S: szerszám M: munkadarab b: szorítóelem a: helyzetmeghatározó elem c: szorító elem T: készüléktest Az előzőeken túlmenően a készülékeknek kellően merevnek kell lenniük, ugyanakkor megfelelő helyen kell elhelyezni őket, ugyanis fontos hogy a készülék kiszolgálása a lehető legegyszerűbb legyen, ugyanakkor gazdaságossági szempontból a legkisebb befoglaló méretekkel rendelkezzen. A munkavégző biztonsága érdekében nem tartalmazhat kinyúló részeket, ha ez nem megoldható, akkor a kinyúlás a legkisebb legyen. A készüléknek megfelelő rögzítéssel kell rendelkeznie annak érdekében, hogy a mozgásban lévő elemek
56 53 mely lehet haladó, vagy éppen forgó ne tudjanak elrepülni még alkatrész törése közben sem. Hegesztőkészülékeknél pedig kiemelten fontos, hogy a manipuláló elemek a kezelő védelme érdekében hőszigetelve legyenek. A helymeghatározás tulajdonképpen az előírt munkavégzésre alkalmas helyzetben a szerszám (szerszámbefogó eszköz) vagy a munkadarab (munkadarab befogó eszköz) egyértelmű elhelyezése. Nyilvánvaló, hogy méretpontos tűréseknek megfelelő terméket csak a létesítendő relatív helyzetek megfelelő létrehozásával lehet gyártani. A darab helyzetének meghatározásának alapjai a merev testek jellemzőiben keresendő. Ezen jellemzők közül meghatározóak a szabadságfokok. A szabadságfok a test elmozdulási lehetőségének irányát jelenti. Merev testek esetén ez 3 lineáris, tehát egyenes vonalú tengely, valamint e tengelyek körüli elforduló úgynevezett rotációs, azaz forgó tengely jelenlétét jelenti. Amennyiben ezen tengelyek mentén a munkadarab nem képes elmozdulásra, úgy mind a hat szabadságfok le van kötve, tehát rögzített a térben. A szabadságfokok lekötése mellett a munkadarabhoz kapcsolt térbeli koordinátarendszert megfelelő helyzetbe kell hozni a szerszámhoz képest. Ugyanakkor fontos megjegyezni, hogy a szabadságofokok közül csak szükséges és elégséges számot szabad lekötni, amelyet az adott feladat megkíván. További előírás, hogy a felfogási bázis és a szerkesztési bázis ahonnan a többi felület helyzete meg van adva essen egybe. Ha ez nem valósul meg bázisválasztási hiba lép fel, mely elsőrendű hibának számít. Másodrendű hiba abban az esetben lép fel, ha a munkadarab készülékkel történő érintkezése nem elméleti, hanem valóságos felületen történik. A másodrendű hiba mindig kisebb az elsőrendűnél. A meghatározás szabályainak két oldalról kell teljesülnie. Munkadarab részéről a szerkesztésiés felfogási bázis csak kényszerhelyzetben lehet különböző, valamint irányítási felület a munkadarab lehető legkisebb, felfogási felület pedig legnagyobb felülete legyen. Készülék oldaláról a készülék munkadarabbal érintkező felületei úgy legyenek kialakítva, hogy a pozíciót a három egymásra merőleges koordináta tengely mentén határozzák meg. Valamint a munkadarab akkor tekinthető merevnek, ha a gyártási folyamat során semmiképp sem alakváltozik a pontosságot befolyásolva a fellépők erők hatására. A tájolással a már előzetesen központosításra került munkadarab pozícióba való helyezését végezzük el. A pozíció meghatározását a munkadarabon lévő két pont megadásával valósítjuk meg. Ez az irány lehetséges oly módon, hogy
57 54 az egyik pont a központosítást ellátó elem szimmetriájának vonalában, míg a másik pont a munkadarab egy kitüntetett pontja (pl.: középpont), mind a két pont a munkadarabot kívülről határoló felületen helyezkedik el. A tájolásnál előfordulhat egy hibajelenség, amelyet túlhatározásnak nevezzük. Ez akkor lép fel, ha a készülékkel a szükségesnél több szabadságfokot kötünk le, több helyen irányítunk, felfektetünk, vagy éppen ütköztetünk. Ugyanilyen hiba lép fel akkor is, ha méreteltérés van azokban az elemekben, amelyek a helyzetet meghatározzák, valamint a relatív pozíciók és alakok eltérése az elméleti értéküktől. A helyzetmeghatározás alapvető elemei az ülékek. Kialakításukat tekintve álló-, határoló és mozgó ülékeket különböztetünk meg. Az álló ülékek, ahogy a nevük is mutatja nem mozdulnak el, a munkadarab egy pontja általuk ütköztetés útján kerül meghatározásra. Csapos változataik készülnek sima, rovátkolt valamint domború kivitelben. Lapos típusaik nagyobb méretekkel rendelkeznek. A határoló ülékek megakadályozzák a velük egyirányban meghatározott munkadarab oldalirányú elmozdulását. A mozgó ülékek adnak megoldást arra a problémára, amikor a munkadarabot a helyzetmeghatározás szabályaitól eltérően több ponton kellene vagy lenne célszerű felfektetni. Fontos kitérni a támaszokra, amelyek ugyan nem részei a helyzetmeghatározásnak alapvetően, viszont szerepet látnak el benne. Biztonságos támasztással szolgálnak a szorítóerő ellenében, ezáltal a helyzetmeghatározás szabályai tarthatók, a gyártás minőségibb és termelékenyebb lesz. A szorítás a készülékek egy fontos paramétere. Hegesztés szempontjából a forgácsoló erő nem releváns nem úgy egy forgácsoló készüléknél. Viszont hegesztőkészüléknél is elvárt, hogy a beállított szorítóerő a munkadarabot nem deformálhatja, nem idézheti elő annak lengését, vagy lehajlását, illetve nem mozgathatja el azt a helyzetmeghatározás helyéről. Hegesztőkészülékeknél nyilván ez a szorítóerő csupán helyezőszorítást láthat el, tehát általa a munkadarab az előírt megmunkálási helyzetbe kerül és a technológiai művelet elvégzésének idejére ott marad. A szorítóerő egyébként erő- vagy erő- és alakzáró lehet. Előbbi esetben a munkadarab az előírt pozícióban súrlódó erő hatására, utóbbi esetben súrlódó erő és az ülékek együttes működésére marad.

58 A hegesztőkészülék működésének bemutatása A cégnél gyártott termékek közül az FD-B4L típusú robotkarhoz csatolt robotcellában készülő termék a 37. ábrán látható. 37. ábra: A gyártandó 3996 jelű termék A befoglaló méretek alapján látszik, hogy egy relatív közepes kiterjedésű termékről van szó. A hegesztési összeállítási rajzában több mint 40 db hegesztés van előírva, tehát jelentős számú varratot kell elkészíteni rajta. A szükséges alkatrészek rögzítése, elhelyezése nélkül a hegesztési folyamat közel 10 percet vesz igénybe, tehát hosszú időn keresztül éri hőhatás a készülék elemeit. A 38. ábrán látható a robotcella forgatójába szerelt készülékek. Az ábrát magam készítettem Autodesk Inventor 2016 Professional programmal. 38. ábra: A hegesztőkészülék
59 56 A 38. ábra közepén látható a 3996-os termék az egyik hegesztőkészülékbe szerelve, bal oldalt pedig egy másik, kiegészítő szerepet ellátó készülékbe a termék egy eleme szerelve. Utóbbi a dolgozat szempontjából nem lényeges rész, ugyanakkor érdemes róla annyit megemlíteni, hogy egy lépésben előhegesztésre kerül ez az elem, ezáltal nem kell egy külön folyamatban lehegeszteni, amely összehasonlítva ezzel a megoldással nagyobb költségeket jelentene. Viszont fontos megjegyezni, hogy a robotizált hegesztéstechnológiát csak abban az esetben lehet megfelelően optimalizálni, ha minél pontosabb előgyártmányok kerülnek összeillesztésre, hiszen kis túlzással, de a robotkar mindig ugyanabba a programozott pontba tér vissza. Ez tulajdonképpen azt jelenti, hogy a robotkar pozícionálási és ismétlési pontossága nagyságrenddel nagyobb a munkadarabok pontosságához képest. A 39. ábrán látható a 3996-os termék a hegesztőkészülékébe szerelve. Minden lényeges elemről metszet, vagy nézet készült, így a működése a következőkben kerül kirészletezésre. 39. ábra: A hegesztőkészülék fő részei
60 ábra: Az A-A metszet és a D valamint az E nézet A hegesztési feladatról általánosan elmondható, hogy a készterméket különböző már megelőző alakítási- és/vagy hegesztési folyamatban előállított munkadarabok elhelyezésével, majd hegesztett kötés létrehozásával állítjuk elő. A 3996-os termék hegesztőkészülékében találhatóak mind ülékek, mind pedig támaszok. Az ülékek kizárólag határoló ülékek, a támaszok pedig nagy kiterjedésű elemek. A 40. ábrán a D nézeten egy olyan határoló ülék látható, amelynek külső mérete biztosítja a termék adott elemének belső méretét. Ezt a termékelemet ezekre az ülék-lapokra felhelyezzük, azok hátoldalának neki ütköztetjük, ezzel 3 szabadságfokot lekötünk. A maradék szabadságfokokat a terméken megtalálható furatok felhasználásával kötjük le, oly módon, hogy egy céleszközzel, mely jelen esetben pozíció biztosító tüske. Két darab ilyen tüskét behelyezünk a furatokba ezzel a termékelem mind a hat szabadságfokát lekötjük. Az E nézeten egy támasz kialakítása látható. A célszerűen kialakított furatba a lécszerű zártszelvényt elhelyezzük, és szorítócsavarral nekiszorítjuk a támasz falának. A 41. ábrán a B-B metszet és a hozzátartozó F nézet látható.
61 ábra: A B-B metszet és az F nézet A 41. ábrán az a termékelem látható megjelölve, amely a kiegészítő készüléken kerül előhegesztésre. Általánosan elmondható, hogy lemezszerű alkatrészeknél, ha fontos, hogy az alkatrészen szükségszerű a menetes furat jelenléte, de a lemezvastagság kicsi egy effektív menetes furat létesítésére akkor alakítás (folyatófúrás) nélkül a lemezen előzetesen kialakított furat és annak szimmetriaközéppontjában a munkadarabra ellenállásponthegesztett (vagy más módon hegesztett) hegesztőanyával lehet kivitelezni. Ebben az esetben ezt a hegesztőanyát arra használjuk fel, hogy a jelű támaszra a szorítócsavar meghúzásával a termékelemre rászorítjuk. Teljes helyzetmeghatározás érdekében mindkét oldalon oldalanként két-két csavart használunk. Továbbá látható, hogy a es támaszelemekre zártszelvény felhegesztése történt, amellyel az elem túlzott deformációja lett megakadályozva. A 42. ábra rajzán a C-C metszet és két nézete látható. 42. ábra: C-C metszet H és J nézet
62 59 A H nézetből kiderül, hogy az U alakú termékelemet fel kell fektetni a jelű támaszon, a támaszra való szorítást süllyesztett fejű belső kulcsnyílású csavarral végezzük. A jelű támaszon funkcióösszevonás történik, mely a későbbiekben látható lesz majd. A J nézeten a korábbiaktól eltérő, hengeres támasz látható. Erre a támaszra is a H nézeten használt csavarral végezzük el a szorítást. Bár a J nézet csak az elhelyezés és a szorítás módját kívánja megjeleníteni, viszont erről a termékrészről tudni kell, hogy az E nézeten megjelenített lécszerű zártszelvényhez van hozzáhegesztve egy fül jellegű munkadarab, amire pedig ellenállásponthegesztés útján hegesztőanya kerül rögzítésre. A 43. ábra a J nézeten nem megjelenített készülékrész további metszetét ábrázolja. Ezen a nézeten a lényeges elem az jelű határoló ülék. Ennek az üléknek a külső névleges mérete a támaszon felfekvő lécszerű zártszelvényre hegesztett fülek közötti belső névleges távolságával egyezik meg. Ez az elem tulajdonképpen a pozíció biztosítás mellett megakadályozza, hogy a hegesztést követően ez a 110 mm-es méret a tűrésen kívül essen. Meg kell említeni, hogy a fontos az ülék megfelelő merevsége, ugyanakkor kialakításának olyannak kell lennie, hogy egyszerűen és olcsón gyártható legyen. Ennek megfelelően nem célszerű az es elemet az jelű hengeres támasszal egyazon magasságúra készíteni, hanem a 43. ábrán látható módon az és jelű elemekkel merevíteni és tartani. Funkcióösszevonás is tetten érhető, mégpedig az jelű alkatrészen, hiszen ez nemcsak az jelű határoló üléket tartja, hanem az es hengeres támaszt merevíti. A K-K metszetet a 43. ábra szemlélteti. 43. ábra: K-K metszet
63 60 A 44. ábra az L nézetet és a hozzátartozó M-M metszetet jeleníti meg, amely egyrészt a H nézeten es ülék funkcióösszevonó szerepét, valamint a szárny alakú termékelem hegesztésének megvalósítását hivatott megmutatni. 44. ábra: Az L nézet és az M-M metszet Mint ahogy az a H nézeten is látszik a szárny jellegű alkatrész a jelű támaszon felfekszik, ugyanakkor ezen készülékelem oldalsó homlok felületén található két menetes furat, amelyeken keresztül történik a es határoló ülék felfogatása. A 44. ábrán látható, hogy a szárny jellegű termékelem lemezvastagsága 3 mm. Ez azt eredményezi, hogy a termékelem hegesztés során deformálódhat, ami nem megfelelő termék létrehozását eredményezi. A jelű készülékelem ezt a deformációt segít csökkenteni, mert teljesen deformációmentes hegesztett terméket nem lehet előállítani. Az ülék egyirányban megakadályozza a szárny jellegű termékelem egyirányban, oldalirányban történő elmozdulását.
64 61 7. HEGESZTÉSI KÍSÉRLETEK ÉS ELJÁRÁSVIZSGÁLATOK KÜLÖNBÖZŐ ANYAGMINŐSÉGEK ESETÉN 7.1. Az eljárásvizsgálatok elméleti háttere A hegesztés, mint gyártástechnológia jelentős szerephez jut számos termék előállítása során. Számtalan esetben fordul elő, hogy egy hegesztett szerkezetnek komoly elvárásokat kell teljesítenie. Például egy nyomástartó edény hegesztésénél fontos, hogy a létesített varrat viselje el megfelelő biztonsági tényezők mellett a létrejövő üzemi nyomást, vagy egy hídszerkezetben megtalálható varratoknak el kell bírniuk a szintén biztonsági tényezőkkel tervezett terhelést. Annak érdekében, hogy az ilyen műszaki feladatokra biztos megoldást találjunk, eljárásvizsgálatokat kell végezni. Fémek, azon belül acélok ív- és gázhegesztésének, valamint nikkel és ötvözőinek ívhegesztési eljárásvizsgálatairól az MSZ EN ISO :2017 jelű szabvány rendelkezik [24]. Az elvégzendő eljárásvizsgálatok a szabványnak csupán egy részét alkotja, további részei még a fémek hegesztési utasítása és hegesztéstechnológiájának minősítése. Az MSZ EN ISO :2017 jelű szabvány alapján a hegesztéstechnológia tanúsításának folyamata a 45. ábrán látható. 45. ábra: Hegesztéstechnológia minősítésének folyamata [24] [25]
65 62 A 45. ábrán több, angol kifejezés betűszava látható, ezek jelentése az alábbi: pwps: Preliminary Welding Procedure Specification: Előzetes hegesztéstechnológiai utasítás WPQR: Welding Procedure Qualification Record: Hegesztéstechnológia minősítésének jegyzőkönyve WPS: Welding Procedure Specification: Hegesztechnológiai utasítás. Az előzetes technológiai utasítással tapasztalati úton készítik el az adott varrattípust. A létesített próbakötést minden esetben szemrevételezni kell, amennyiben ez alapján a kötés nem megfelelő, akkor más paraméterekkel kell hegeszteni a varratot. Ezt követően a szabvány előírásainak megfelelően anyagvizsgálatokat kell elvégezni a próbakötésen, viszont az ezekhez szükséges próbatestek kimunkálása előtt roncsolásmentes vizsgálatokat kell elvégezni. Amennyiben ezeknél nem felel meg a kötés, nem kell elvégezni a többi vizsgálatot, más technológiai paramétert kell használni. Amennyiben a roncsolásmentes anyagvizsgálatoknak megfelelt a próbakötés, úgy többi vizsgálathoz szükséges próbatesteket kell kimunkálni. Az elvégzett vizsgálatok eredményeit alapul véve megállapítják a jegyzőkönyvben, hogy a létesített kötés megfelel-e az előírásoknak. Amennyiben megfelel, úgy a próbakötés technológiai paraméterei lesznek a hegesztési utasítás paraméterei, amennyiben nem, változtatni kell a paramétereken Hegesztési kísérletek elvégzése A szakdolgozat témájának megfelelően, mind a kézi, mind a robotizált változat esetén történtek próbavarratok létesítése. A védőgáz az összes esetben 85% Ar és 15% CO2 (M20 jelzet) keverék volt. A kézi eljárások esetében a hegesztő berendezés az EWM Phoenix 355 Progress Puls HP MM TKM kompakt inverteres hegesztőgép volt [26], míg a robotizált változat esetében az áramforrás Welbee P500L impulzus hegesztő-áramforrás volt, a robot vezérlését pedig az FD 11 típusú robotvezérlő látta el. Mind a kézi, mind a robotos kötések esetén az alkalmazott hozaganyag a Lincoln Electric Arcweld SG3 jelű terméke, mely az ISO A-G4Si1 osztályba sorolandó. Az összes változat esetében a felhasznált a lemezek mérete: 350x150x4. Minden esetben az egyoldali V varrat kialakításhoz szükséges egyoldali 30 -os éllemunkálás
66 63 történt a lemezeken. Az alapanyagok és a hozaganyag műbizonylatait a KZ-II. melléklet tartalmazza. A próbatestek kimunkálása fiber-lézervágógépen történt Szabvány szerinti előírások A vállalat fő profilja a lemezmegmunkálás, hegesztett szerkezetek létrehozása. Ennek megfelelően olyan lemezvastagság, varrattípus és anyagminőség próbahegesztését kértem a cégtől, amelyek gyakran előfordulnak a gyártott termékek esetén. Így a választott varrattípus teljes beolvadású tompavarrat. Az MSZ EN ISO :2017 jelű szabvány erre a varrattípusra az alábbi vizsgálatok elvégzését írja elő [24]: Teljes körű szemrevételezés [27] Radiográfiai vagy ultrahangos vizsgálat 100%-an. Felületi repedés vizsgálat 100%-an. 2 próbatesten keresztirányú szakítóvizsgálat 4 próbatesten keresztirányú hajlítóvizsgálat 2 készlet (készletenként 3db próbatest) ütővizsgálat Kötelező érvénnyel keménységmérés elvégzése 1 próbatesten makro- és mikrovizsgálat. A választott lemezvastagság, amely 4 mm, az alábbi teendőket vonja maga után. Ultrahangos vizsgálat nem használható [24]. Nem kötelező elvégezni az ütővizsgálatot [28]. A szabványok szerinti kimunkálási tervek és az egyes próbatestek a KZ-I. mellékleten láthatóak [24][29][30][31].
67 A hegesztési kísérletek technológiai adatai 1. táblázat: Technológiai adatok első része Próbatest száma Eljárás Anyag Áramerősség [A] Áramnem Ívfeszültség [V] Végkráter feltöltés árama [A] Megjegyzés 1 Kézi S235JR+AR 140 DCEP 21 n.a. Impulzus 2 Kézi S355MC 140 DCEP 21 n.a. Impulzus 3 Kézi S700MC 140 DCEP 21 n.a. Impulzus 4 Robot S355MC 220 DCEP Robot S235JR+AR 220 DCEP Robot S355MC 220 DCEP Robot S700MC 220 DCEP Robot S700MC 180 DCEP Impulzus Próbatest száma Végkráter feltöltés ideje [s] 2. táblázat: Technológiai adatok második része Hegesztési sebesség [cm/min] Huzalelőtolási sebesség [m/min] Huzalátmérő [mm] Védőgáz Gyökhézag 1 n.a. n.a. 7,5 1 M20 n.a. 2 n.a. n.a. 7,5 1 M20 n.a. 3 n.a. n.a. 7,5 1 M20 n.a. 4 0, , , , ,5 45 Vezérlés állítja be Vezérlés állítja be Vezérlés állítja be Vezérlés állítja be Vezérlés állítja be 1 M20 Nincs 1 M20 1 mm 1 M20 1 mm 1 M20 1 mm 1 M20 1 mm
68 Az elvégzett anyagvizsgálatok eredményei Szemrevételezés A vizsgálat vonatkozó szabványa az MSZ EN 970:1999 jelű szabvány. Nem volt észrevehető semmi ilyen olyan eltérés a létesített kötéseken, amit a szabvány előír [27] Folyadékbehatolásos vizsgálat A vizsgálatra vonatkozó szabvány korábban az MSZ EN ISO :2013 jelzettel rendelkezik [32]. A vizsgálat egy másik elnevezése a penetrációs vizsgálat. Ezt a vizsgálatot abban az esetben lehet alkalmazni, ha semlegesek a vizsgálószerekkel szemben valamint nem jelentős mértékben porózusak a vizsgált anyagok. A vizsgálat a kapilláris hatást használja ki, miszerint a felületen található vékony résekbe a gravitációtól függetlenül a kis felületi feszültséggel rendelkező folyadék behatol. Ezt a folyadékot jelzőfolyadéknak nevezzük, amelyből a fölösleges mennyiséget mosással, vagy törléssel nem tudunk eltávolítani, így a szükséges mennyiség a felületi porozitásokban, repedésekben marad. Utolsó lépésként nagy porozitású úgynevezett előhívó folyadékot hordunk fel, amely kapilláris tulajdonsága miatt a jelzőfolyadék bizonyos részét magába szívja. Az eljárás hátránya, hogy csak a felületi repedéseket, porozitásokat képes kimutatni biztonsággal, azoknál mélyebb rétegekben előforduló hibákról nem nyújt megfelelő eredményt. Az alkalmazott jelzőfolyadékoknak több típusa létezik: Fluoreszkáló, színkontraszt hatású, valamint kettős célú fluoreszkáló színkontraszt jelzőfolyadék [33]. A vizsgálatot a Metaflux vállalat termékével végeztem el, amely a vizsgálatot rögzítő DIN EN ISO szabványnak megfelel [34]. A vizsgálatot mind a korona, mind a gyök oldalon elvégeztem, viszont a gyök oldali vizsgálatnál a tisztító folyadék elfogyott a flakonból, ennek megfelelően a gyök oldalon nem lehetett megtekinteni 100%-ban az eredményt. Az elvégzett vizsgálatok eredményei a változatosak. Az 1-4 jelű esetben gyök oldalon nem teljes az átolvadás, korona oldalon nincs hiba. A 2-3 esetben a végkráternél szívódási üteg figyelhető meg. Az 5-6 esetben a korona oldal problémamentes, a gyök oldalon a tűzési varratoknál, valamint a végkráternél szívódási üreg probléma jelenik meg, valamint az 5 jelű kötésnél a varrat nem teljes mértékben lemezhosszúságú. A 7-8 jelű kötéseknél a végkráternél szívódási üreg vehető észre, ugyanakkor a 7 jelű kötésnél nem teljes az
69 66 átolvadás. Kézi hegesztés esetében a lemez rögzítéséhez szolgáló tűzővarratok korona oldalon lel lettek köszörülve. A robot által hegesztett varratoknál az előzetes tűzővarratok kézi eljárással történtek. A megpenetrált kötések képeit a KZ-III. melléklet tartalmazza Keresztirányú szakító vizsgálat eredménye Az MSZ EN ISO :2017 szabvány szerint, amennyiben nincs más rendelkezés akkor a próbatestek szakítószilárdságának teljesítenie kell az alapanyagra megadott legkisebb értéket. A KZ-II. mellékleten szereplő anyagminőségek alapján, az azokra vonatkozó alapanyagszabvány alapján az eredményeket a 3. táblázat tartalmazza [35] [36]. Próbatest jel 3. táblázat: Szakítóvizsgálat eredményei Szakítószilárdság [MPa] Szabvány szerinti min. szakító szilárdság [MPa] Szakadás helye Megfelel? 1# VARRAT NEM 1# VARRAT NEM 2# VARRAT NEM 2# VARRAT NEM 3# VARRAT NEM 3# VARRAT NEM 4# AA igen 4# AA igen 5# AA igen 5# AA igen 6# AA igen 6# AA igen 7# VARRAT NEM 7# VARRAT NEM 8# HHÖ/AA NEM 8# VARRAT NEM A 3. táblázatban az AA rövidítés az alapanyagot, míg a HHÖ rövidítés a hőhatásövezetet jelenti. A kötések szakítószilárdságának változását, a kötés szakító szilárdságának százalékos értékét a szabvány szerinti minimális értékhez képest a 46. ábra ábrázolja, ahol piros oszloppal vannak megjelölve azok a kötések amelyek nem feleltek meg, míg zöld oszloppal, amelyek megfeleltek.


70 1#1 1#2 2#1 2#2 3#1 3#2 4#1 4#2 5#1 5#2 6#1 6#2 7#1 7#2 8#1 8#2 Százalékos érték % 124% 119% 117%117%119%121% 120% 100% 80% 60% 40% 20% 0% 98% 92% 93% 83% 73% 60% 97% 93% 94% 91% Próbatestek azonosítója 46. ábra: A kötések szakítószilárdságának változása A 3. táblázat és a 46. ábra adatai alapján nyilvánvaló, hogy csak a robotizált hegesztésű kötések S235JR+AR és S355MC anyagminőségek esetén felelnek meg a vonatkozó szabvány előírásainak. Ugyanakkor a többi, robot által hegesztett kötések megközelítik, de nem érik el a minimális értéket, ebből kifolyólag a paraméterek minimális változtatására van szükség megfelelő varrat létesítéséhez. Ugyanez mondható el a kézi hegesztésű S235JR+AR anyagminőségű kötés esetén is. A nagy szilárdságú kézzel létesített varrat esetében az egyik próbatest csupán 7%-al maradt el a minimális értéktől, viszont ugyanebből a kötésből a másik próbatest egy jelentősebb, 40%-os eltérést mutat. Ugyanúgy mértékadó az S355MC anyagminőség kézzel hegesztett kötésének eltérése. Utóbbi két technológiánál a paraméterek megfelelő változtatását a többi elvégzett anyagvizsgálat eredményéből kell megállapítani. A szakítóvizsgálat és a további roncsolásos anyagvizsgálatok az Anyagszerkezettani és Anyagtechnológiai Intézet Szerkezetintegritási Intézeti Tanszék anyagvizsgáló laborjában lettek elvégezve Keresztirányú hajlítóvizsgálat eredménye A hajlítóvizsgálat során a mérőberendezés egy nyomó- és húzóvizsgálatra alkalmas gép volt. A berendezésre a hajlítógerendát, a hajlítóbélyeget és matricát felhelyezve, alkalmassá válik hajlítóvizsgálat elvégzésére. Amennyiben a próbakötés repedés megjelenése nélkül elviseli a 180 -os
71 68 hajlítást akkor megfelelő minősítésű. Mivel a próbatesteken a varratdudor eltávolításra került, emiatt nem lehetett egyértelműen beazonosítani, hogy melyik oldal a húzott. A vizsgálat eredményeit a 4. táblázat adatai tartalmazzák. 4. táblázat: Keresztirányú hajlítóvizsgálat eredményei Próbatest Elviselte a Hajlítási Húzott oldal jel 180 -os hajlítást szög 1#1 NEM 20 GYÖK 1#2 NEM 23 GYÖK 1#3 IGEN 180 KORONA 1#4 IGEN 180 KORONA 2#1 NEM 31 GYÖK 2#2 NEM 37,5 GYÖK 2#3 IGEN 180 KORONA 2#4 IGEN 180 KORONA 3#1 IGEN 180 GYÖK 3#2 NEM 33 GYÖK 3#3 NEM 37 KORONA 3#4 IGEN 180 KORONA 4#1 IGEN 180 GYÖK 4#2 IGEN 180 GYÖK 4#3 NEM 23 KORONA 4#4 NEM 53 KORONA 5#1 IGEN 180 GYÖK 5#2 IGEN 180 GYÖK 5#3 IGEN 180 KORONA 5#4 IGEN 180 KORONA 6#1 IGEN 180 GYÖK 6#2 IGEN 180 GYÖK 6#3 IGEN 180 KORONA 6#4 IGEN 180 KORONA 7#1 IGEN 180 GYÖK 7#2 IGEN 180 GYÖK 7#3 IGEN 180 KORONA 7#4 IGEN 180 KORONA 8#1 IGEN 180 GYÖK 8#2 IGEN 180 GYÖK 8#3 IGEN 180 KORONA 8#4 IGEN 180 KORONA
72 PRÓBATEST VÁLTOZATOK 69 8#4 8#3 8#2 8#1 7#4 7#3 7#2 7#1 6#4 6#3 6#2 6#1 5#4 5#3 5#2 5#1 4#4 4#3 4#2 4#1 3#4 3#3 3#2 3#1 2#4 2#3 2#2 2#1 1#4 1#3 1#2 1# , HAJLÍTOTT SZÖG ábra: Keresztirányú hajltóvizsgálat eredményeinek változása A 47. ábra adatai alapján láthatóvá válik, hogy kézi hegesztéssel készült kötések hajlításra nem feleltek meg, hiszen a hajlítási előírást a gyök- és a koronaoldalnak egyaránt kell teljesítenie. Ebből kifolyólag valóban jelentősebben változtatni kell ezen változat paraméterein. A robot által készített változatok esetén a gyökhézag nélküli S355MC változat mutat jelentős eltérést a minimumtól, tehát itt máshol kell keresni a probléma okát, mert ez a típus megfelelt szakítóvizsgálatra.
73 A keménységvizsgálat eredményei Az MSZ EN ISO :2017 szabvány alapján a keménységvizsgálatnak HV 10 terhelésűnek kell lennie, és jelen esetben a lemezvastagság miatt, mely 4 mm 1 lenyomatsort kell létesíteni a felület alatt maximum 2 mm-re. A lenyomatok legyenek mindkét alapanyagban, alapanyag-hőhatásövezet átmenetben, a hőhatásövezetben, valamint a varratban. A keménységvizsgálati eredmények akkor tekinthetőek megfeleltnek, ha jelen esetre az S235JR+AR, S355MC anyagminőségre kisebb mint 380 HV, az S700MC anyagminőségre pedig 450 HV keménységnél kisebbek [24] [31]. A keménységvizsgálat eredményeit az 5. táblázat tartalmazza, ahol a legnagyobb keménységű lenyomatok kiemelésre kerültek. 5. táblázat: Keménységvizsgálat eredményei Lenyomatok sorszáma HV10 keménységek balról jobbra haladva Kötés azonosító Az 5. táblázat eredményei között láthatóan vannak olyan cellák, ahol nem találhatóak számszaki eredmények, ezeken a helyeken a kötés kialakításából eredően nem készült lenyomat, hiszen már minden szükséges zónában történt
74 71 lenyomat elkészítése. A lépésköz 1 mm volt. Egyik anyagminőség esetén sem lépte át a keménységérték a maximális értéket, ily módon a keménységvizsgálat, az összes változatnál megfelelt! Annak érdekében, hogy látható legyen, hogy az egyes keménységértékek mely zónára vonatkoznak, a vizsgálat eredményei oszlopdiagramon történtek további megjelenítésre. A diagramokon a zöld oszlop jelöli az alapanyag, kék oszlop az alapanyag-hőhatásövezet átmenet, sárga a hőhatásövezet, piros pedig a varrat keménységértékeit. Az oszlopdiagramok a KZ-IV. mellékleten láthatóak Makro- és mikro vizsgálat eredményei A makro- és mikrovizsgálatot az MSZ EN 1321 szabvány alapján kell elvégezni. A próbatestek előkészítési és eltéreseinek besorolási módjáról rendelkezik. A próbatest kimunkálását a hegesztett kötés hossztengelyére merőlegesen kell elvégezni, oly módon, hogy tartalmazza a varratot, a hőhatásövezetet és a varratot. Kimunkálást követően a vizsgálati felületet köszörülni, majd különböző finomsággal rendelkező csiszolópapírral csiszolni kell. A polírozást követően a felületet marószerrel meg kell maratni, amely jelen esetben 3%-os salétromsav oldat volt. Az előkészítés és a vizsgálatok szintén az Anyagszerkezettani és Anyagtechnológiai Intézet Szerkezetintegritási Intézeti Tanszék anyagvizsgáló laborjában lettek elvégezve. Makrovizsgálatnál repedés csak az 1. jelű kötésnél volt a varrat alján és a összeolvadási vonalban. A varratdudor csak a 4. és 6. próbatestnél volt túlzott, szélkiolvadás pedig az 5. és 7. próbatestnél volt megfigyelhető. Egyéb eltérés sehol sem volt észrevehető. Korona oldalon kiválások csak az 1;4;7 próbatestnél nincsenek, a többi esetben a varratdudornál megfigyelhetők. Az 1-4 kötésnél az átolvadás nem teljes. A gyök oldalon az összes esetben megfigyelhetők az összeolvadási vonal menti hibák. Mikrovizsgálat esetén hibának számító eltérés nem található egyik próbadarab esetén sem. Ugyanakkor meg kell jegyezni, hogy az összes esetben minimális felületi korrózió nyomai találhatóak meg. Ezek nem befolyásolják a vizsgálat eredményét, hiszen ezek több eseten az alapanyag fotóján is megjelennek, ahol a kötést már nem érte jelentős hőhatás. A jelenség azzal magyarázható, hogy a makro- és mikrovizsgálati próbatestek előírt felülete a vállalatnál köszörülve lett és ezt követően a köszörült felület érintkezett korróziós közeggel emberi izzadtság és ennek hatását, már az anyagvizsgáló
75 72 laboratóriumban történő polírozás, majd azt követő maratás nem tudta megszűntetni. A makro- és mikro fotókat a KZ-V. melléklet tartalmazza. A mikro fotókon 1 jelű az alapanyag, 2 jelű a durvaszemcsés zóna, 3 jelű az átmeneti zóna, 4 jelű a varrat képe Javaslat az optimális hegesztéstechnológia elérésére Az elvégzett anyagvizsgálatok alapján látszik, hogy az egyes anyagminőségek és technológiák esetében eltérő változtatásokat kell tenni. A következetes változtatás érdekében minden vizsgálat eredményét fel kell használni. Ennek megfelelően a szemrevételezés nem ad semmilyen tájékoztatást, hiszen az összes próbakötés megfelelt ezen vizsgálat követelményének. Az 1 jelű kötéstípus esetén a szakítószilárdság a kívánttól 8%-ban marad el, hajlítóvizsgálatra a húzott gyök oldala nem felelt meg, a varrat átolvadása nem teljes, valamint a varrat keménysége az alapanyagéhoz képest a lenyomatok szórása miatt kb. 50 HV 10-el tér el, emiatt a varrat relatív rövid idő alatt hűlt le és emiatt keménysége megnőtt az alapanyaghoz képest. Ugyanakkor repedés és szívódási üreg nem volt tapasztalható a penetráció során. Így a kézi jelleg miatt nagyobb huzalelőtolási sebesség: 8 8,5 m/min és kisebb áramerőség: A javasolt. A 2 jelű kötésnél a szakítószilárdság már jelentős 27%-ban marad el, a hajlító vizsgálat a húzott gyök oldalon nem felelt meg a hiányos átolvadás miatt, a varrat keménysége hasonlóan az előző kötéshez kb 50 HV 10-el tért el, ugyanakkor a penetráció a végkráternél szívódási üreget mutatott ki. Emiatt A áramerősség, 8-8,5 m/min huzalelőtolási sebesség és 1-1,5 másodperccel nagyobb végkráter feltöltési idő javasolt. A 3 jelű kötésnél a 8 kötéstípus közül tér el a legnagyobb mértékben, mintegy 40%-ban marad el a megkívánt értéktől a szakítószilárdság, a hajlító vizsgálat egy korona és egy gyök oldali változatnál felelt meg, a varrat keménysége az alapanyagétól megközelítőleg 50 HV 10-el kisebb, valamint az átolvadás szintén nem teljes és a végkráternél szívódási üreg található. A hiányos átolvadás miatt növelni kell a huzalelőtolási sebességet 8-8,5 m/min értékre, valamint az áramerősséget A értékre. A végkráter feltöltési időt 1-1,5 másodperccel növelni kell.
76 73 A 4 jelű kötésnél a szakítószilárdság megfelelő, nincs végkráterben szívódási üreg. Az átolvadás nem teljes, a varrat keménysége az alapanyaghoz képest nagyobb közelítőleg 40 HV 10-el és a hajlító vizsgálatra a korona oldal nem felelt meg vélhetően a túlzott varratdudor miatt. Emiatt az áramerősség értékét A-ra, a hegesztési sebességet 40 cm/min-re kell beállítani. Az 5-6 jelű kötésnél csupán a tűzővarratoknál és a végkráternél volt tapasztalható szívódási üreg, a többi vizsgálat megfelelő eredményt adott. Ugyanakkor a varrat keménysége közelítőleg 50 HV 10-el nagyobb az alapanyagéhoz képest, emiatt az áramerősséget 210 A-ra, a végkráter feltöltési időt 1 sec-ra érdemes beállítani. Minden más paramétert változatlan értéken kell hagyni. A 7-8 jelű kötésnél a szakítószilárdság csupán 9%-ban maradt el az előírttól. A penetrációs vizsgálat pedig a végkráternél mutatott szívódási üreg és nem teljes átolvadást. Utóbbi vizsgálat miatt a végkráter feltöltés áramerősségét mindkét esetben 10 A-al, idejét 0,5 sec-al növelni kell. Az egyenáramú, tehát a 7 változatnál a varrat keménysége megközelíti az alapanyagét, de 3 lenyomatnál kisebb tőle, emiatt a hegesztési sebességet 40 cm/min-re kell beállítani. Az impulzusáramú, tehát a 8 változatnál a varrat keménysége közelítőleg 40 HV 10-el kisebb az alapanyag keménységéhez képest, ezért az áramerősséget A értékűre kell beállítani.

77 74 8. A HEGESZTÉSTECHNOLÓGIA JAVÍTÁSA 8.1. Fröcskölési probléma A mindennapokban feltűnt, hogy a hegesztés során fellépő fröcskölés nem jelentős mennyiségű, de ennek ellenére a darabot, annak elkészülte után, egy utólagos műveletben sarokcsiszolóval tisztítani kell. Ez azt jelenti, hogy az utólagos művelet munkaerőt köt le, valamint további költségeket jelent, ezentúl a hegesztőkészülék számára is káros hatással van, mert a szennyeződés nemcsak a darabra, hanem a készülékre is rátapad, aminek az élettartama ily módon tovább csökken. A jelenség a 48. ábrán látható. 48. ábra: Fröcskölési jelenség A probléma egyik megoldását jelenti az, hogy varratról varratra meg kellene nézni a hegesztési paramétereket és azokat változtatni, az optimális felé közelíteni. Viszont ez igen idő- és költségigényes munka, amely csak adott munkadarab esetén oldja meg a problémát. Ugyanakkor egy eltérő munkadarab hegesztésekor ezt a műveletfolyamatot újra meg kellene ismételni. Ez a folyamat hosszú távon nem kifizetődő. Egy olyan megoldásra van szükség, amely globális hatással van az egész folyamatra, viszont idő-, költségtakarékos, ugyanakkor hosszútávon kifizetődő. Ilyen megoldás egy más típusú védőgáz
78 75 használata. Jelenleg a cég 85% Ar-t és 15% CO2-t tartalmazó védőgáz keveréket alkalmaz minden hegesztési folyamatnál. Egy olyan védőgázt kellett keresni, amely kereskedelmi forgalomban beszerezhető, ugyanis ha a vállalatnál rendelkezésre álló gázkeverő beállítását módosítják, akkor minden hegesztő munkahelyen ugyanazt a keveréket használják, amely ugyan automatizált robot- hegesztésre alkalmas, de kézi eljárásra nem ajánlott. A cégnél Messer márkájú gázokat alkalmaznak mind a láng-, plazma-, lézervágás valamint a hegesztés területén is. Ennek megfelelően ennek a cégnek a kínálatából kerestem ajánlást kifejezetten automatizált hegesztéshez ajánlott védőgázokhoz. A [37] jelű cikkből kiderült hogy automatizált hegesztéshez háromkomponensű védőgázok ajánlottak. Ezekben a keverékekben ugyanúgy megtalálhatóak az Ar és a CO2 elemek, viszont ezeken kívül O2 található bennük. Az oxigén nemcsak a fröcskölést csökkenti, hanem nagyobb akár 5-10%-os leolvasztást eredményez, amellyel hosszú távon idő takarítható meg [37]. A cikk tartalmát alapul véve a Messer vállalat kínálatából jelen célra a Ferroline C6 X1 (93% Ar, 6% CO2, 1% O2), és a Ferroline C12 X12 (86% Ar, 12% CO2, 2% O2) védőgázak felelnek meg [38] A hegesztőkészüléknél fellépő probléma A probléma ismertetése A nyári gyakorlatos tevékenységem során tanulmányoztam és megfigyeltem a robotcella működését és fellépő hibáit. Minél többször láttam újra és újra a 3996-os termék hegesztési folyamatát egyfajta tendenciát véltem felfedezni. Ez a tendencia pedig a hegesztőkészülékkel kapcsolatos. Mint, ahogy az előző ábrákon is látszik a termék hegesztőkészüléke merev, az egyedüli mozgó elemei a szorítócsavarok. A tendencia pedig a készülék műszaki állapotának romlása volt. Ez azt jelenti, hogy a hegesztést követően a hegesztési folyamat szempontjából készterméket nehéz volt kivenni a készülékből. Ez a fenti rajzokon az A-A metszet D nézetén lévő es határoló ülékét jelenti. A nehézség azt jelentette, hogy védőfelszerelésben hőálló kesztyűben emberi izomerővel nem lehetett eltávolítani a terméket. A kivétel megkönnyítésére egy kézi célszerszám készült. Ez a célszerszám tulajdonképpen egy köracélból és egy ráhegesztett fogókarból állt. Ezt a szerszámot a es ülék fölött és a
79 76 vele szemközti es szintén határoló ülék fölött elhelyezkedő termékelemek alá helyezték és feszítővassal megemelték ezekben a pozíciókban a terméket, amely ezután már eltávolítható volt. Ez azzal járt együtt hogy az emeléssel szemközti oldalon a termék nekifeszült a támasznak, majd ugyanez a jelenség állt elő a másik oldali emelésnél is. A jelenség minden hegesztést követően ismétlődött, tehát a hegesztőkészüléket ismételt deformáció érte a kopás mellett természetesen. Nyilvánvaló, hogy egyik készüléknél sem megengedhető a készülékelemek folyamatos deformációja. Ezért a debreceni cég operatív vezetője arra kért, hogy gondolkozzak el azon, hogy milyen módon lehetne ezt a deformációt megszüntetni. A megoldás elvéhez elemezni kell a jelenséget. A problémás készülékelemeket mutatja be a KZ-VI. melléklet. A KZ-VI. mellékleten látható hogy a 3996-os termék egyes elemei felfeküdnek a határoló ülékek lapjain. Mivel a problémát az jelenti, hogy nem lehet kézi erővel eltávolítani a készülékből a terméket hegesztés után, joggal feltételezhető, hogy a nagyszámú varrat létesítése során olyan mértékű hő kerül be a vizsgált elemekbe, hogy a munkadarab egyfajta nyomófeszültséggel hat rájuk. A fellépő nyomófeszültséget és megnövekedett súrlódást pedig kézi erővel nem lehet legyőzni. A problémát fizikailag a 49. ábra szemlélteti. 49. ábra: A probléma fizikai szemléltetése A probléma megoldásánál teljesítendő feltételek A feltételezés az, hogy hegesztés után a es és a es határoló ülékekre nyomófeszültség hat. A nyomófeszültség a felületre normális irányban hat. A feltételezett eredő vektor a fenti képen látható. Ki kell használni ezt a jelenséget, ami azt jelenti hogy egy olyan üléket kell tervezni, aminek lapjai mozgathatók. Hegesztés előtt a lapok megfelelő távolsága megfelel az eredeti merev ülékeknek, hegesztés után pedig a lapokat olyan mértékben közelítjük egymáshoz, hogy az ülékekről a készterméket egyszerű legyen eltávolítani. Ezzel a feszültség irányával azonos irányban közelítjük a lapokat, tehát nem
80 77 dolgozunk a természet ellen, hanem vele együtt. A feltételezett megoldásból nyilvánvaló, hogy úgynevezett mozgó üléket kell tervezni. A konstrukciónak több követelményt kell teljesítenie, ezek a következők: Az eredeti merev - ülék-lapok közötti távolságnak meg kell egyeznie az új eszközön is. Hegesztést követően az ülék-lapoknak olyan mértékben kell egymáshoz közeledniük, tehát az eredeti távolságnak olyan mértékben kell csökkennie, hogy a lehegesztett termék egyszerűen eltávolítható legyen. A konstrukciónak rendelkeznie kell olyan merevséggel, mely biztosítja, hogy hegesztés közben a beállított méret - ülék-lapok közötti távolság ne változzon. Teljes mértékben cserekompatibilisnek kell lennie a már meglévő hegesztőkészülék cserélendő merev ülékeivel, tehát az eredeti hegesztőkészülék további elemei változatlanok maradjanak. A konstrukció olyan helykihasználással rendelkezzen, hogy a robothegesztő programot ne kelljen változtatni, ily módon a robotmozgások zavartalanok, biztonságosak legyenek. A kezelő szerv(ek) elhelyezése, kialakítása ergonomikus könnyen hozzáférhető legyen, a mindennapos használatot ne akadályozza, sőt amennyiben lehetséges a termelékenyebb gyártást segítse elő, ugyanakkor a munka- és balesetvédelmi előírásoknak feleljen meg. Az egymáson elmozduló felületek kopásából tönkremeneteli időtartam a legkisebb legyen. Az elkopott alkatrészeket egyszerűen, olcsón lehessen előállítani, valamint cseréjük, beépítésük egyszerű, logikus, nem félreérthető legyen. A költségek minimalizálása érdekében az alkatrészek kialakítása olyan legyen, hogy a cégnél meglévő gépparkkal előállítható, gyártható legyen. Az egyszerűségre törekedve a megoldás mindkét ülék esetén használható, alkalmazható legyen. A rendelkezésre álló helyet és a biztosítandó méretet az 50. ábra mutatja.
81 ábra: A megoldás kivitelezéséhez rendelkezésre álló méretek Az 50. ábra a problémát bemutató metszeteknek megfelelően szemlélteti a fontosabb méreteket. A furat pozíció szándékosan nem került megadásra, hiszen az eredeti ülék-lap furatpozícióit kell felhasználni csupán. A felvázolt problémára sikerült megoldást találnom, amelyet a következő fejezetben ismertetek.
82 79 9. A HEGESZTŐKÉSZÜLÉK PROBLÉMÁJÁT MEGOLDÓ ESZKÖZ 9.1. A megoldás elvi háttere A megadott méretek közül az 53,2 mm az, amelyet biztosítani kell, a többi az ülékek magasságát, támaszelemektől mért távolságát hivatott megadni. Mint látható, nem egy nagy kiterjedésű szerkezetről van szó, kevés helyen kell megoldani, hogy a kezelő személy biztonságosan el tudja végezni a munkáját, valamint az ülék-lapok is képesek legyenek mozogni. Kézenfekvő, hogy ezt valamilyen kényszerpályás, vagy kényszerelemes kivitellel kell megoldani. Ezeknek a konstrukcióknak a nagy előnyük, hogy a kényszerpályába és/vagy a kényszerelembe tulajdonképpen bele van programozva a mozgás pályája, jellege tulajdonsága. Ily módon az ilyen konstrukciók csak egy előre meghatározott, merev pályán való mozgást tesznek lehetővé. A korszerű irányítástechnológia elterjedése előtt széles körben alkalmazták ezeket a megoldásokat, hiszen a mechanikus automatákon lehetővé tették a tömeggyártást. Ezen szerkezeteknek van egy nyilvánvaló problémája, a kopás. Ez a jelenség az egymással érintkező és elmozduló elemek miatt lép fel, ily módon ezzel a ténnyel számolni kell a tervezés során A megoldás kivitelezése A készülék működésének alapját a kényszerpályás szorítóegységek adták. Ezeknél a készülékeknél a kényszerelem kialakítása olyan, hogy annak mozgatása egyes változatoknál forgatása szorítóerőt tud biztosítani. Ilyen eszközt ábrázol az 51. ábra. A készülék működése egyszerű, ugyanis ha a középen található kényszerelemet bizonyos pozícióba forgatjuk el, akkor méretéből adódóan a szorítóelemek a forgáspont szerepet betöltő csapok körül elfordulnak és a munkadarabra szorítóerőt fejtenek ki. Ezen alapelvet alkalmazva a jelen probléma megoldására, a kényszerelem egy bizonyos pozíciójában az ülék-lapok közötti távolság az előírt 53,2 mm, elfordításával pedig a lapok egymáshoz közelednek, tehát az 53,2 mm-nél a távolság kevesebb lesz, ily módon el lehet távolítani a lehegesztett készterméket az ülékekről. Ezt
83 80 az új követelményt alkalmazva a kényszerelem geometriai kialakítását az 52. ábra ábrázolja: 51. ábra: Kényszerpályás szorítóegység [39] 52. ábra: Kényszerelem kialakítása A kényszerelem kialakításának számos további, az előzőekben fel nem sorolt követelményt kell teljesítenie. A vállalat nem rendelkezik CNC maró megmunkálóközponttal, csupán CNC lézervágó géppel speciális sík profil geometria kialakítására ez pedig lekorlátozza az alkalmazandó az anyagvastagságot. Ez azt vonja magával, hogy csakis a standard lemez méreteknek megfelelő vastagságot lehet felhasználni. Ugyanakkor a vállalati profilnak megfelelően a lemeztermékeknél nem kell kialakítani olyan hornyokat amelyeket véső gépen lehet elkészíteni, így a tengelyen való rögzítési módszernek is speciálisnak kell lennie. Az 52. ábrán ez is látható. A
84 81 kényszerelem agyfurata egy összetett geometriájú görbe ugyanis rendelkezik hengeres és egyenes résszel. Ennek a következő megfontolásai vannak. A hengeres rész átmérője meghatározza, hogy a tengelyt mekkora átmérőre kell esztergálni. Az egyenes rész, ami a valóságban lapos, legyártható, az előzőleg méretre esztergált tengelyen történő marással. A speciális kialakítású görbe lehetővé teszi, hogy a kényszerelemet axiális irányban csak egyetlen pozícióban lehessen felszerelni a tengelyre. A kényszerelem agyfurata megakadályozza az alkatrész radiális irányú elmozdulását, viszont axiális irányban nem rögzíti. A probléma megoldására kézenfekvő a csapos hernyócsavar használata. Ez azt jelenti, hogy a lézervágó géppel kivágott előgyártmány vastagságának nagyobbnak kell lennie, mint a működő anyagvastagság. Így lehetőség adódik, hogy az előgyártmányból egy bizonyos anyagvastagságot leesztergálva, majd az így létrehozott gyártmányon tengelyirányra merőlegesen menetes furatot fúrva, a csapos hernyócsavar becsavarható. A hernyócsavar pedig a tengelyen előzetesen kialakított zsákfurat sík felületén szorít, ezzel megakadályozva a kényszerelem tengelyirányú elmozdulását. Ezeket a további követelményeket figyelembe véve a kényszerelem tényleges megvalósítása az 53. ábrán látható. 53. ábra: Kényszerelem megvalósítása Az 53. ábrán látható az agyfurat 14 ±0,05 mm-es tűrése, ami azért szükséges, mert pontosan kell illeszkednie a kényszerelemnek a tengelyen, ugyanakkor gyárthatónak is kell lennie lézervágó gépen. Valamint a hegesztés során fellépő hőhatásból adódó hőtágulás miatt sem szabad ennél szűkebb tűrést előírni. A metszeti ábrából kiderül, hogy az alkatrész teljes anyagvastagsága 12 mm, míg
85 82 működő anyagvastagsága 5 mm, ahol szorítást végzi, ami önmagában kevés, hogy szorító feladatot ellátson, így a kényszerelemből két darab történt felhasználásra. A mozgó ülék másik központi eleme, a mozgó határoló ülék-lapok. Mint ahogy arról korábban írtam az üléknek olyan kialakításúnak kell lennie, hogy az alap hegesztőkészülék ne kerüljön átalakításra, így az ülék-lapoknak ezt az elvet követniük kell, így a pozíció biztosító tüskék számára furatokkal kell rendelkezniük. Ezenkívül kialakításuk legyen olyan, hogy az tegye lehetővé a tisztán oldalirányban történő mozgást a furatok kollinearitása miatt, akadályozza meg az előírt 53,2 mm-nél nagyobb külső ülék-lap távolságot, valamint hőtágulás miatt befeszülés ne lépjen fel. Ezen követelményeket figyelembe véve a megvalósítást az 54. ábra ábrázolja. 54. ábra: A határoló ülék-lap kialakítása A teljesség igénye nélkül az 54. ábrán csak a működés szempontjából fontos méretek lettek feltűntetve. Fontos méret a lap vastagsági mérete, melynek tűrése ±0,05 mm így bár ez közel egy nagyságrenddel szigorúbb a gyártandó termék releváns elemének belméretének tűrésétől, ugyanakkor mégis a hőtágulást figyelembe veszi. D, E, F, G betűvel történtek azonosításra azok a felületek, amelyeken történik a lap vezetése. A legfontosabb vezető felület az 52 ±0,05 mm-es méretnél lévő D felület. Itt mind a két oldalon egyfajta, a szerszámgépeknél alkalmazott vezeték történt kialakítása, melynek függőleges - és mind a kettő vízszintes homlokfelületén pontos vezető felületek találhatóak.
86 83 Ezeket gyártás során pontosan össze kell munkálni a megfelelő hatás elérése érdekében. Az elölnézeten látható 10,1 mm-es méretnek, valamint az A-A és a C-C metszeten megjelentett furatok szerepére később térek ki. Annak érdekben, hogy a lapok megfelelő vezetése megvalósuljon a rajtuk kialakított vezető füleknek (D bázissal jelölve) úgynevezett ellenhoronyban kell mozogniuk. Ebben a fázisban kell átgondolni, hogy amennyiben lehetséges a tervezés során funkcióösszevonást kell alkalmazni. Ez azt jelenti, hogy egy adott alkatrész egyszerre több funkciót is ellát, ily módon mind a tervezési-, mind a gyártási idő, és nem utolsó sorban a költségek is csökkenthetők. A mozgó ülékben a korábban leírtakból következően egy tengelyt alkalmazunk. Ennek a tengelynek csapágyazásra van szüksége a megfelelő működéshez. Ezt a gondolatmenetet követve a vezető, ellenhoronnyal ellátott elemeknek csapágyfészek, csapágyház szerepet is el kell látniuk. Természetesen itt is szem előtt kell tartani a gyárthatóságot és a teljeskörű csereszabatosságot. Ily módon a vezetőhoronnyal ellátott alkatrész, mely csapágyház szerepet tölt be, kialakítása az 55. ábrán látható. Az átlagos felületi érdesség 3,2 µm mindenhol, ahol ez nincs jelölve. 55. ábra: Hosszabb csapágyház Az 55. ábrán a B-B metszeten látható 2 db M6-os menetes furat, valamint a C-C metszeten lévő Ø5 mm, H7-es illesztett furat az alkatrész rögzítését, valamint illesztését hivatott ellátni. Az elölnézeten a D-D metszeten megjelölve látható 4 db Ø9/M5-ös furat, amelyek a csapágyszorító elem rögzítését, és ily módon a csapágy rögzítését hivatottak ellátni. Az A-A metszeten látható egy Ø28K7/Ø14 mm-es furat, ahova egy szabványos kivitelű
87 Z jelű, egysorú mélyhornyú mindkét oldali porvédős golyós csapágy illeszkedik. Amiatt szükséges mindkét oldali porvédős csapágyat használni, mert a porvédő megakadályozza, hogy szennyeződés jusson a gördülőelemek és a gyűrűk közé, ezzel a működést akadályozva. A csapágy adatait az 56. ábra ábrázolja. 56. ábra: Z jelű csapágy fontosabb méretei [40] Az A-A metszeten látható az Ø28K7-es illesztett furat, melynek tűrése amiatt lett IT7-es tűrésosztályra és K tűrésmező elhelyezkedésűre, tehát átmeneti illesztésre választva, hogy a csapágy külső gyűrűje megfelelő túlfedéssel illeszkedjen a furatban. Természetesen a tengelyt két helyen kell csapágyazni, így a vezetőhoronnyal ellátott túloldali csapágyháznak is a csapágy szempontjából megegyező kell lennie. A túloldali csapágyház az 57. ábrán látható. Látható, hogy a csapágy szempontjából a túloldali csapágyház konstrukciója megegyezik. Rögzítése és illesztése nem alulról, hanem oldalról történik a B-B metszetnek megfelelően. A hosszabb csapágyháztól méretek szempontjából van egy további különbség, mely az A-A metszeten látható. Ezen a metszeten történt szemléltetésre egy Ø6H7-es átmenő illesztett furat. Ennek fontos szerepe van a kényszerelem adott pozícióban történő rögzítésében. Erről később írok. 57. ábra: A túloldali csapágyház
88 85 Egy csapágyazásnál mindig kell lennie egy vezető csapágynak, illetve egy követő csapágynak. A vezető csapágynak mind a külső, mind a belső gyűrűje meg van támasztva, míg a követő csapágynak csak a külső gyűrűje van megtámasztva, ezzel lehetőség nyílik kismértékű axiális elmozdulásra. Ez különösen fontos jelen esetben, hiszen a szerkezetet hegesztés során hőhatás éri, mely hőtágulást okoz az alkatrészekben, melyek így elmozdulnak, így a csapágyazásnak is kell ezt a lehetőséget biztosítani. Ezáltal a csapágyszorító elemeknek eltérőnek kell lennie, a megfelelő gyűrű(k) szorításához. Ezek kivitelét az 58. ábra mutatja. 58. ábra: Vezető és követő csapágy szorítóeleme A szorító elemek között a furatokban van különbség, míg a vezetőcsapágy szorító eleme a belsőgyűrűt is támasztja, addig a követőcsapágyé csak a külső gyűrűt. A csapágyszorító elemek, a csapágyak, a csapágyházak, valamint a tengely összeállítása az 59. ábrán látható. 59. ábra: Csapágyazás megvalósítása
89 86 Az 59. ábra rajzán ugyan nem lett megjelölve, de ahogy arról korábban írtam a csapágyházak rögzítése csavarokkal, belső kulcsnyílású csavarokkal, illetve helyzetük meghatározása illesztőszegekkel történik. Ezzel a megoldással válik csereszabatossá a szerkezet, hiszen azzal, hogy az 59. ábrán legalul látható talpszerű alkatrészhez csavarozzuk ezeket az alkatrészeket egy esedékes cserét (pl.: kopásból eredően) azonnal el lehet végezni, és csak a cserére szoruló elemet kell újra legyártani. Ezen kívül a talpat a már meglévő hegesztőkészülék alaplemezén lévő menetes és illesztett furatokhoz rögzítjük, ezzel az új szerkezet teljes mértékben csereszabatossá válik a meglévő készülékkel, ami csökkenti a költségeket. A talp megvalósított kialakítása a 60. ábrán látható. A teljesség igénye nélkül ismét csak a fontosabb méretek lettek feltüntetve. A B- B metszeten látható egy 10±0,05 mm-es szélességű átmenő horony, valamint a C-C metszeten pedig két M5-ös süllyesztett menetes furat. Ezek az üléklapok előírt 53,2 mm-nél nagyobb távolságának felvételének megakadályozásában vesznek részt, erre később térek ki. 60. ábra: A talp kialakítása A tengely egyértelműen a szerkezet nélkülözhetetlen eleme, nélküle nem valósítható meg a kényszerelemek forgatása. A tengelyt érő igénybevételek olyan kis mértékűek, hogy ennek mechanikai méretezésére nem térek ki, csupán geometriai kialakítására. A tengelynek olyan kialakításúnak kell lennie, hogy nemcsak a kényszerelem, hanem a forgatást végző szerkezet is gond nélkül felszerelhető legyen rá. Ezeket szem előtt tartva a tengely geometriai kialakítása a 61. ábrán látható. A 61. ábrán a D-D metszeten lettek jelölve, azok a furatok, ahova a kényszerelemekbe becsavart csapos hernyócsavarok szorítanak. Az Ø15 mm-es átmérőjű rész a kényszerelemek agyfuratának megfelelően van
90 87 lelapolva így, azok egyértelműen felszerelhetők. A kivitelezés a 62. ábrán látható: 61. ábra: A tengely kialakítása 62. ábra: Kényszerelemek axiális rögzítése A tengely rajzán a C-C metszeten szintén található egy lelapolt rész. Ez a biztosító szerkezet rögzítése érdekében történt kialakításra. A biztosító szerkezetnek az alapvető feladata a kényszerelemek adott pozícióban történő rögzítése, megakadályozni az ülék-lapok hegesztés közbeni méret elállítódását. A biztosító működése egyszerű: Egy nyomórugó egy csapot egy furatba nyom be és ez a csap hozzá van kapcsolva a tengelyhez. Mivel a robotcellában megtalálható forgató berendezés a mozgó ülékben megtalálható tengely irányával azonos irányban forgat, nem áll fenn annak a veszélye, hogy üzem közben a gravitációs erő hatására a rugó összenyomódik és a csap a furatból kijön, ezzel pedig megszűntetve a biztosítást. Adódik a lehetőség ismételt funkcióösszevonásra, hiszen meg kell oldani a tengely forgatását is az üléklapok mozgatásához. Ehhez csupán annyit kell tenni, hogy egy közbenső elemet kell használni, ami összekapcsolja a tengelyt és a rugót működtető tüskét. Ilyen
91 88 elem a szerkezetben található köztes forgó rugótartó elem, melynek agyfurata a tengely ugyanilyen geometriájú pozitív részének felel meg, rögzítése pedig a tengely végén található menetes rész segítségével történik alátét és anya révén. Így ez az elem mereven hozzá van kapcsolva a tengelyhez. A működés megértéséhez szükség van a köztes forgó rugótartó elem és a biztosító tüske rajzára. A szerelés, valamint a biztosító forgó rugótartó és a biztosító tüske kivitele a 63. ábrán látható. Mindhárom rajzon a csak a lényegesebb méretek lettek feltüntetve! 63. ábra: Biztosító szerelés, biztosító forgó rugótartó és biztosító tüske Mind a forgó rugótartóban, mind a biztosító tüskében van egy Ø14,5 H7-es furat kialakítva, mely a rugó külső, mintegy vezetőhüvelyes megvezetését szolgálja. A forgó rugótartó és a tüske ugyan nincs mereven egymáshoz rögzítve, mégis a nyomatékátadás megvalósítható az Ø10 H7/g6-os illesztés miatt. Ez az illesztés laza illesztésbe sorolandó, mégis a legnagyobb méreteltérés 0,029 mm, ami nem befolyásolja forgó mozgás átadását. A szerkezet működése egyszerű, hiszen a gépkezelőnek a fogóval együtt szerelt tüskét ki kell húznia a furatból, majd 90 -ot kell fordítania az alsó furathoz és az ott kialakított furatba behelyezni a tüskét. Így lesz munkapozícióban a készülék. Hegesztés követően ugyanezt a műveletet kell elvégeznie fordítva.
92 89 Ezzel az egyszerű mozdulatsorral a gépkezelő nincs leterhelve, a beállítási idő minimális, így a termelékenységet nem fogja vissza. A működést a KZ-VII. melléklet szemlélteti. Mint ahogy arról korábban írtam a tüske és így a kényszerelemek pozícióban tartásáról egy körszelvényű nyomó csavarrugó felel. A rugó adatai a következők [41]: külső átmérő(d0) = 14,5 mm; huzal átmérő(d) = 2 mm terheletlen hossz (L0) = 49,5 mm maximális összenyomott hossz (L1) = 23,5 mm a menetek ütközéséig összenyomott rugó névleges hossza(sh) = 21 mm terhelés L1 hossznál(p1) = 253,9 N a rugó merevsége(r) = 9,81 N/mm rugó anyaga: Ötvözetlen rugóacél rugó cikkszáma: D A rugós biztosító működése a 64. ábrán látható. 64. ábra: Rugós biztosító működés közben
93 90 Konkrét számításokat mellőzve munka pozícióban, amikor a rugó hossza 37 mm, 121,5 N erővel nyom, ez elegendő ahhoz, hogy a tüske csapját a furatban tartsa. A tüske furatból való eltávolításakor minimum 239,2 N húzóerőt kell kifejteni a gépkezelőnek, míg maximális összenyomott hossz esetén pedig 253,9 N húzóerőt. Az értékek azt mutatják, hogy a nyomórugó egyrészt megfelelő erővel tartja munkapozícióban helyén a csapot, másrészt a gépkezelő sincs leterhelve a tüske kihúzásakor. A biztosító szerkezet tulajdonképpen a tengelyt és a hozzá mereven rögzített kényszerelemeket a beállított szögpozíciótól való elfordulást ellen biztosítja, viszont a kényszerelemekhez az ülék-lapok nincsenek mereven, vagy valamilyen módon közvetlen kontaktusban hozzá kötve. Ez azt eredményezi, hogy a munkapozícióba fordított kényszerelemek a lapokat ugyan megadott méretig vezetik ki, de a lapokat a munkapozícióba történő mozgás irányával megegyezően el lehet távolítani ki lehet húzni a csapágyházaktól. Emiatt szükségessé válik egy segédütköző alkalmazása. Működése rendkívül egyszerű: Az ülék-lapokra fel van szerelve egy ütközőlap, amely a munkapozíció elérésekor nekiütközik a talpon található ütköző elemnek. Ezáltal az üléklapokat egyik irányban sem lehet eltávolítani a szerkezetből. Oldalirányban a kényszerelem és az ütközőelem, függőlegesen felfelé és a tengely szimmetriatengelyének irányában pedig a lapokon található vezetőfülek akadályozzák meg az eltávolítást. A konstrukciós kialakítás a 65. ábrán látható. 65. ábra: Ütköző működése
94 91 A szerkezet működésével kapcsolatban felmerül egy kérdés: Milyen módon történik a hegesztést követően a szerkezet alappozícióba történő mozgatásakor az ülék-lapok visszamozgása? A kényszerelemmel csupán munkapozícióba való fogatáskor vannak közvetlen kapcsolatban az ülék-lapok, annak alappozícióba való állítása során a kényszerelem külső határoló köre mindvégig kisebb a munkapozícióban lévő ugyanilyen körnél. A kérdésre két lehetőség áll rendelkezésre. A kényszerelem visszamozog alappozícióba és az eredeti feltételezésnek megfelelően a nyomófeszültség, amely hegesztést követően az ülék-lapokra hat, téríti vissza azokat olyan mértékben, hogy a kész termék eltávolítható legyen róluk. A másik megoldás pedig egy biztonsági megoldás. Amennyibben a feltételezés rossz lenne és a nyomófeszültség nem téríti vissza az ülék-lapokat, akkor azokra egy visszatérítő húzórugót kell szerelni. A konstrukciós kialakítás is egyszerű. Az ülék-lapok homlokfelületére fel kell szerelni csapokat, amelyekre helyezve a húzórugók visszatudják húzni az üléklapokat hegesztést követően. Ezenkívül a húzórugók alkalmazásával a kényszerelemek és az ülék-lapok állandó kontaktusa is megvalósítható. A visszahúzó rugó kiválasztásánál ügyelni kell arra, hogy mind alap-, mind munkapozícióban a rugó feszes állapotban legyen. A nyomórugó forgalmazójának kínálatából az alábbi paraméterekkel rendelkező húzórugó lett választva [42]: Külső átmérő(d0) = 7,62 mm Huzal átmérő(d) = 1,24 mm Terheletlen rugóhossz(szem belső oldalán mérve) (L0) = 38,1 mm Max megengedett nyújtott hossz (L1) = 52,32 mm Terhelés L1 hossznál(p) = N Előfeszítés(T) = 6,23 N Rugómerevség(R) = 4,47 N/mm Rugó anyaga: Ötvözetlen rugóacél Rugó cikkszáma: E M A megadott adatok alapján ismételten számításokat mellőzve munkapozícióból való visszahúzáskor a rugó 52 N erőt fejt ki. Ez az erő megfelelő, hiszen az üléklapok súlyere egyenként 3 N, mely egy nagyságrenddel kisebb érték, mint a rugó által kifejtett húzóerő munkapozícióban, így megfelel az elvárásoknak.

95 92 Korábban említettem, illetve képeken is megjelenítettem, hogy két ülék problémás a hegesztőkészülékben. Ezek kialakításukat és működésüket tekintve megegyeznek, csupán a készüléket elölnézetből nézve a jobb oldali szerkezet magasabban helyezkedik el, mint a bal oldali. Ezt egyszerűen magasító talp alkalmazásával lehet kivitelezni, hogy az alap talp alá egy magasító hasáb van helyezve. A hegesztőkészülékbe szerelt ülékek a 66. ábrán láthatóak. Az ábrát magam készítettem Autodesk Inventor Professional 2016 programmal. 66. ábra: A hegesztőkészülékbe szerelt mozgó ülékek Anyagválasztás Egy szerkezet csak akkor működik megfelelően, ha a konstruktőr ismeri az üzemelés körülményeit, hatásait, melyeknek megfelelően alakítja ki a konstrukciót, illetve választja meg a felhasználandó anyagminőséget. Jelen esetben a szerkezetet érő hatások közül kettő meghatározó. Az egyik a hegesztés során fellépő hőhatás, a másik a konstrukció elvéből eredő kopás. Ha mértéke elér egy kritikus szintet, akkor az eszköz már nem képes teljesíteni funkcióját, használhatatlanná válik. Annak érdekében, hogy ez az állapot minél később következzen be, minél több ideig gyártásra alkalmas legyen a szerkezetet, ezáltal a hegesztési művelet termelékeny legyen, olyan anyagminőséget kell használni, amely mind a kopásnak, mind a hőhatásnak bizonyos keretek között jól ellenáll. A svéd SSAB vállalat kínálatában megtalálható olyan acél anyagminőség, amelynek szállítási állapotában hőkezeltségi állapota megfelel a nemesített állapotnak HBW, amely kb HRC -, és ezt a jellemzőjét 500 C-ig megőrzi. Ez az anyagminőség a Hardox HiTemp
96 93 fantázianevet kapta. A gyártó lemez kivitelben 5-51 mm lemezvastagság között szállítja a terméket [43]. A konstrukció szempontjából ezek az adatok azt mutatják, hogy ideális választás ennek az anyagminőségnek a használata azoknál az alkatrészeknél, amelyek kopásnak vannak kitéve. Ugyanakkor gyárthatóság szempontjából is ideális hiszen nem kell még ezeket az alkatrészeket egy külön technológiai lépésben nemesíteni, amely a költségeket megnövelné. Továbbá amiatt is ideális választás ez a kereskedelmi termék, mert lemez, valamint kör keresztmetszetű rúd kivitelű és így lézervágó gépen és CNC esztergagépen elkészíthető, amely különösen a kényszerelem szempontjából nagyon fontos tény. Ebből az anyagból kell elkészíteni a következő alkatrészeket: Kényszerelem, ülék-lapok, csapágyházak, talp, biztosító tüske, forgó rugótartó. A többi alkatrész, amelyek nincsenek kitéve nagy kopásnak azokat a költségek minimalizálása érdekében gépacélból, E350-es anyagminőségből, vagy ötvözetlen szerkezeti acélból, S355 minőségből kell elkészíteni.
97 94 ÖSSZEGZÉS Az előző fejezetekből látszik, hogy a robotizált hegesztéstechnológia egy valóban innovatív, új, korábban még nem alkalmazott konstrukciók létrehozásának lehetőségét teremti meg. Az anyagvizsgálati eredményekből látszik, hogy alapvetően kevesebb hibával rendelkeztek a hegesztőrobot által hegesztett kötések a kézi úton hegesztettekhez képest. Noha az előbbi kötések közül sem felelt meg minden változat a követelményeknek, ugyanakkor csak minimálisan tértek el az előírt értékektől, ami azt jelenti, hogy a technológiát minimálisan kell változtatni, úgymond finomhangolni kell. Az eredményeket alátámasztja az a tény, hogy a vállalat nem használja, a CR ISO és az ISO jelű szabványokat. Ebből kifolyólag, járműipari beszállítóként javasolt előbbi két szabvány használata az előforduló gyártási hibák, és az ebből eredő vevői reklamációk minimalizálása érdekében. A hegesztőrobot használatával ily módon a hegesztett kötések tulajdonságainak szórása csökkenthető. Természetesen ez azt vonja magával, hogy a robotcellában hegesztésre kerülő termékek előgyártmányainak is megfelelő pontosságúak kell lenni. Ennek a feltételnek jelentős anyagi vonzata van, viszont egy robotcella hosszútávú beruházás, így a robotizált hegesztéstechnológia hosszú távon térül meg. A mozgó ülék tervezése során mindvégig szem előtt tartottam, hogy a vállalat számára a lehetőségeknek megfelelően a szerkezet a legkisebb idő- és költség ráfordítással elkészíthető legyen. Igyekeztem azt az alapelvet követni, hogy minél egyszerűbben épül fel egy szerkezet, annál biztosabb a működése. A biztos működés érdekében kiemelten fontos, hogy az alkatrészek az általam, a vállalat számára átadott teljes értékű műszaki dokumentációnak megfelelően készüljenek el. Természetesen, ahhoz, hogy a nyilvánvaló hiba kopás mellett egyéb, eddig nem ismert hibák is felszínre kerüljenek valós szituációban kell kipróbálni a szerkezet. Ezután lehet levonni a következtetéseket, amelyek felhasználásával (amennyiben esedékessé válik) a konstrukció módosítása elvégezhető. Úgy gondolom amennyiben a kényszerelemes szorítóegység, amely az egész szerkezet alapötletét adta, a gyakorlatban megfelelően működik, akkor a jelen problémára is megoldást adhat. A szerkezet kialakítása lehetővé teszi automatizált gyártásba való illesztését, ahol a tengely mozgatását pneumatikus motor végzi. Erre a rendelkezésre álló geometria miatt nem volt lehetőség, viszont támponthoz adhat egy később tervezendő, hasonló feladatokat ellátó szerkezet számára.
98 95 ZUSAMMENFASSUNG Aus den vorangegangenen Kapiteln ist ersichtlich, dass die robotisierte Schweißtechnik die Möglichkeit schafft, wirklich innovative, neue, bisher ungenutzte Konstruktionen zu erstellen. Aus den Ergebnissen der Materialprüfung ist ersichtlich, dass die Schweißverbindung, die durch den Schweißroboter geschweißt wurden, waren grundsätzlich weniger fehlerhaft als manuell geschweißt. Obwohl die maschinenmäßigen Bindungen nicht den Anforderungen aller Versionen gewachsen wurden, jedoch haben sie nur geringfügig die angegebenen Werten nicht erreicht, was bedeutet, dass die Technologie minimal ändern muss, so fein abgestimmt zu sein. Die Ergebnisse werden durch die Sache unterstützt, dass das Unternehmen die Normen CR ISO und ISO nicht verwendet. Dadurch als Zulieferant für Fahrzeugindustrie vorschlägt ist es die markierten Normen zu verwenden, um die anfallende Herstellungsproblemen, und davon abkömmliche Reklamationen der Kunde reduzieren zu werden. Durch die Verwendung des Schweißroboters kann die Varianz der Schweißverbindungseigenschaften verringert werden. So natürlich die Konstruktionselemente des Produktes, die in der Roboterzelle geschweißt werden, müssen entsprechende Genauigkeit haben. Diese Bedingung hat erhebliche finanzielle Auswirkungen, aber eine Roboterzelle ist eine langfristige Investition, sodass die robotiserte Schweißtechnologie einer langen Entfernung zurückgezahlt wird. Bei der Planungsarbeit des Schweißgerätes habe ich darauf geachtet, die Struktur ist in dem Unternehmen für den am wenigsten Aufwand an Zeit und Kosten zu produzieren. Ich habe mich die Konstruktion so konstruieren bemüht, dass sein Aufbau einfach ist, ist so sein Betrieb sicherer. So ist es sehr wichtig, dass die Konstruktion nach meinen technischen Dokumentationen produzieren sollen. Natürlich muss die Konstruktion ausprobieren, so werden seine bisherigen unbekannten Fehler bekannt sein. Dann kann man die Schlussfolgerungen ziehen, die verwendet werden können, um das Design zu ändern (wenn es fällig wird). Ich denke, dass das Gerät das die Grundidee der gesamten Struktur war - in der Praxis richtig funktioniert ist, kann eine Lösung für dieses Problem geben. Die Konstruktion ermöglicht es, in die automatisierte Produktion zu passen, wo die Spindel von einem pneumatischen Motor angetrieben wird. Dies war aufgrund der verfügbaren Geometrie nicht möglich, könnte aber einen Anhaltspunkt für eine ähnliche funktionierende Struktur geben.
99 96 KÖSZÖNETNYILVÁNÍTÁS Köszönöttel tartozok a debreceni BUMET Hungary Kft. operatív vezetője, Karádi Csaba és minőségügyi vezetője, Menyhért Barna felé. Számomra ők biztosították, hogy nyári szakmai gyakorlatomat a vállalatnál eltölthettem, bekapcsolódhattam a termelési rendszerbe, valamint lehetőséget adtak, hogy a szakdolgozatomat az újonnan telepített robotcellához kapcsolódóan írjam meg. Köszönettel tartozok témavezetőm, Dobosy Ádám tanársegéd, és konzulensem Dr. Gáspár Marcell Gyula adjunktus, az Anyagszerkezettani és Anyagtechnológiai Intézet Szerkezetintegritási Intézeti Tanszék kollégái felé akik mindvégig felügyelték a dolgozat tartalmát mind szakmailag, mind formailag. Tanácsaik segítették, hogy a dolgozat minden követelménynek megfeleljen. Köszönettel tartozok az Anyagszerkezettani és Anyagtechnológiai Intézet Szerkezetintegritási Intézeti Tanszék anyagvizsgáló labortóriumának munkatársai felé, aki segítettek a szükséges anyagvizsgálatok elvégzésében. Köszönettel tartozok a debreceni BUMET Hungary Kft. mérnök-, lézervágó-, hegesztő- és szerszámkészítő munkatársai felé, akik az eljárásvizsgálathoz szükséges próbatestek elkészítéséhez járultak hozzá. Külön köszönöttel tartozok szüleim, barátaim és csoporttársaim felé, akik mindvégig biztattak a sikeres dolgozat megírása érdekében.
100 97 IRODALOMJEGYZÉK [1] Wolters Kluwer Kft: évi XXVIII. törvény - a nemzeti szabványosításról én megtekintve [2] Artifex Kiadó Kft.: Szabványok általános ismeretek én megtekintve [3] Acélok jelölési rendszere. 1. rész: Az acélminőségek jele - MSZ EN :2017. [4] Acéljelölési rendszerek. 2. rész: Számrendszer - MSZ EN :2015. [5] Hegesztés. A fémek csoportosítási rendszerének irányelvei (ISO/TR 15608:2000) - MSZ CR ISO 15608:2000. [6] Dr. Béres Lajos, Dr. Czitán Gábor, Dr. Gáti József, Dr. Gremsperger Géza, and Dr. Kovács Mihály: Hegesztési zsebkönyv. Cokom Mérnökiroda Kft., [7] Dr. Lukács János: Technológiai vizsgálatok előadás, [8] Dr. Komócsin Mihály: Anyagok hegeszthetősége, e.html én megtekintve [9] Hegesztés. Ajánlások fémek hegesztéséhez. 2. rész: Ferrites acélok ívhegesztése - MSZ EN :2001. [10] Dr. Szunyogh László: Hegesztés és rokon technológiák Kézikönyv. Gépipari Tudományos Egyesület, ISBN [11] Dobosy Ádám: Kötéstechnológiák előadás, [12] American Welding Society - Welding Handbook Ninth Edition Vol. 4, 2011, ISBN: [13] Hegesztés és rokon eljárások. A hegesztési eljárások megnevezése és azonosító számuk (ISO 4063:2009, jei helyesbített változat) - MSZ EN ISO 4063:2016. [14] Bagyinszky Gyula, Bitay Enikő: Hegesztéstechnika I. Kolozsvár: Erdélyi Múzeum-Egyesület, ISSN
101 98 [15] OTC DAIHEN Asia Co., Ltd.: Products - Arc welding, Handling robot, Spot machine in Thailand - OTC DAIHEN Asia Co., Ltd. - FD-B4L én megtekintve [16] OTC DAIHEN EUROPE GmbH: OTC Welding & Handling Robots, én megtekintve [17] Bumet B.V.: Bumet Kft Quality Policy.JPG, Kft Quality Policy.JPG én megtekintve [18] Minőségirányítási rendszerek. Külön követelmények az ISO 9001:2008 szabvány alkalmazásához gépjárműipari termékeket és ilyen rendeltetésű alkatrészeket gyártó szervezetek részére - MSZ ISO/TS 16949:2010. [19] Környezetközpontú irányítási rendszerek. Követelmények és alkalmazási irányelvek (ISO 14001:2004) - MSZ EN ISO 14001:2005. [20] REHM Kft.: Árajánlat, [21] OTC DAIHEN Asia Co., Ltd.: Products - Arc welding, Handling robot, Spot machine in Thailand - OTC DAIHEN Asia Co., Ltd. - FD-B én megtekintve [22] REER S.p.A.: SAFETY AUTOMATION MEASUREMENT AND CONTROL, r/documents/reer_catalog_2014.pdf án megtekintve [23] Dr. Molnár József, Dr. Szabó Sándor: Készüléktervezés. Miskolci Egyetemi Kiadó, [24] Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése. A hegesztéstechnológia vizsgálata. 1. rész: Acélok ív- és gázhegesztése, valamint nikkel és ötvözetei ívhegesztése (ISO :2017) - MSZ EN ISO :2017. [25] Dr. Gáspár Marcell Gyula: Technológiai vizsgálatok gyakorlat, 2016.
102 99 [26] EWM AG, - Schweißgeräte und Zubehör von EWM :modular-design-6443/phoenix-355-progress-puls-hp-mmtkm/40074/product.html án megtekintve [27] Ömlesztőhegesztéssel készített kötések roncsolásmentes vizsgálata. Szemrevételezéses vizsgálat - MSZ EN 970:1999. [28] Fémek Charpy-féle ütővizsgálata. 1. rész: Vizsgálati eljárás - MSZ EN :1994. [29] Fémek hegesztett kötéseinek roncsolásos vizsgálata. Keresztirányú szakítóvizsgálat - MSZ EN 895:1998. [30] Fémek hegesztési varratainak roncsolásos vizsgálata. Hajlítóvizsgálat - MSZ EN 910:1998. [31] Fémek hegesztett kötéseinek roncsolásos vizsgálatai. Keménységvizsgálat. 1. rész: Ívhegesztéssel készített kötések keménységvizsgálata - MSZ EN :1999 [32] Roncsolásmentes vizsgálatok. Folyadékbehatolásos vizsgálat. 1. rész: Általános alapelvek (ISO :2013, jei helyesbített változat) - MSZ EN ISO :2013. [33] Sasovits: Folyadékbehatolásos vizsgálat én megtekintve [34] METAFLUX, METAFLUX_Techno-Service Rissprüfung und Dichtigkeit Rissprüfer-Set én megtekintve [35] Melegen hengerelt termékek szerkezeti acélokból. 2. rész: Ötvözetlen szerkezeti acélok műszaki szállítási feltételei - MSZ EN :2005. [36] Nagy folyáshatárú acélokból melegen hengerelt lapos termékek hidegalakításra. 2. rész: A termomechanikusan hengerelt acélok általános műszaki szállítási feltételei - MSZ EN :2014. [37] Halász Gábor,: Védőgázok hatása és kiválasztása acélok fogyó elektródás, aktív védőgázos ( MAG ) hegesztésénél, Acélszerkezetek 2010/2. szám
103 100 [38] Messer Hungarogáz Kft.: Ferroline C6 X1 / C12 X X2.pdf/b040cb0b-f7d babd-6d8030d2e80f án megtekintve [39] Hiram E. Grant: Munkadarab-befogó készülékek Példatár rajz Műszaki Könyvkiadó, Budapest, [40] SKF: Deep groove ball bearings Z én megtekintve [41] Biotek Kft.: Nyomórugók - Biotek Kft én megtekintve [42] Biotek Kft.: Húzórugók - Biotek Kft én megtekintve [43] SSAB AB: SSAB Hardox HiTemp Datasheet én megtekintve
104 101 MELLÉKLETEK KZ-I.: Próbatestek kimunkálási tervei KZ-II.: A hozaganyag és az alapanyagok műbizonylatai KZ-III.: A penetrált kötések fotói KZ-IV.: Próbakötések keménységeloszlásainak diagramjai KZ-V.: A próbakötések makro- és mikro csiszolatainak fotói KZ-VI.: Problémás készülékelemet bemutató rajz KZ-VII.: A mozgó ülék működése KZ-VIII.: Árajánlat
105 KZ-I. MELLÉKLET
106
107
108 KZ-II. MELLÉKLET
109
110

111



112 KZ-III. MELLÉKLET


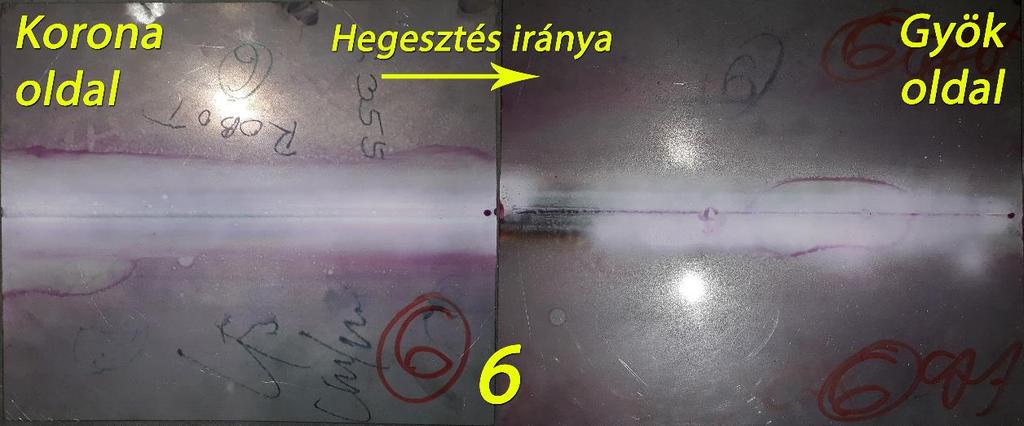
113


114



115 HV 10 keménység HV 10 keménység KZ-IV. MELLÉKLET jelű kötés keménységeloszlása Lenyomatok balról jobbra haladva jelű kötés keménységeloszlása Lenyomatok balról jobbra haladva




116 HV 10 keménység HV 10 keménység jelű kötés keménységeloszlása Lenyomatok balról jobbra haladva jelű kötés keménységeloszlása Lenyomatok balról jobbra haladva

117 HV 10 keménység HV 10 keménység jelű kötés keménységeloszlása Lenyomatok balról jobbra haladva 6 jelű kötés keménységeloszlása Lenyomatok balról jobbra haladva



118 HV 10 keménység HV 10 keménység 7 jelű kötés keménységeloszlása Lenyomatok balról jobbra haladva jelű kötés keménységeloszlása Lenyomatok balról jobbra haladva
119 KZ-V. MELLÉKLET


120
121

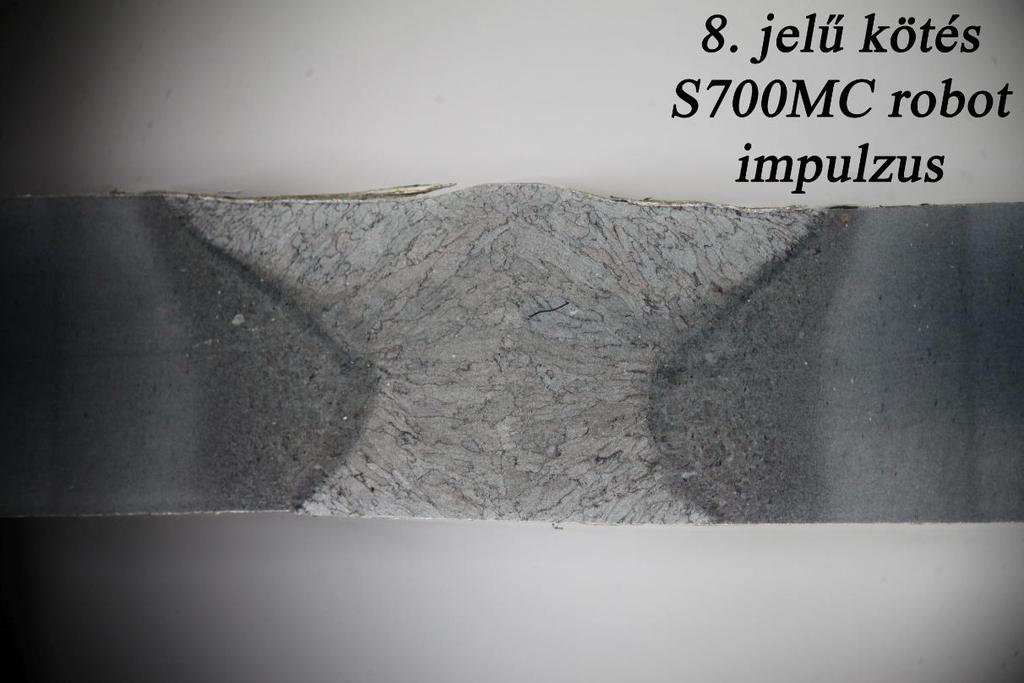
122
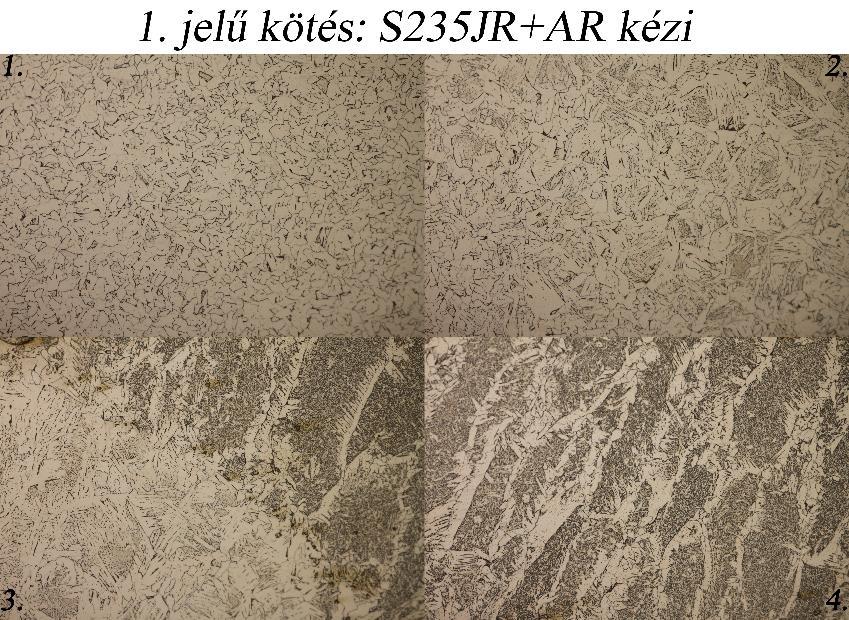

123


124
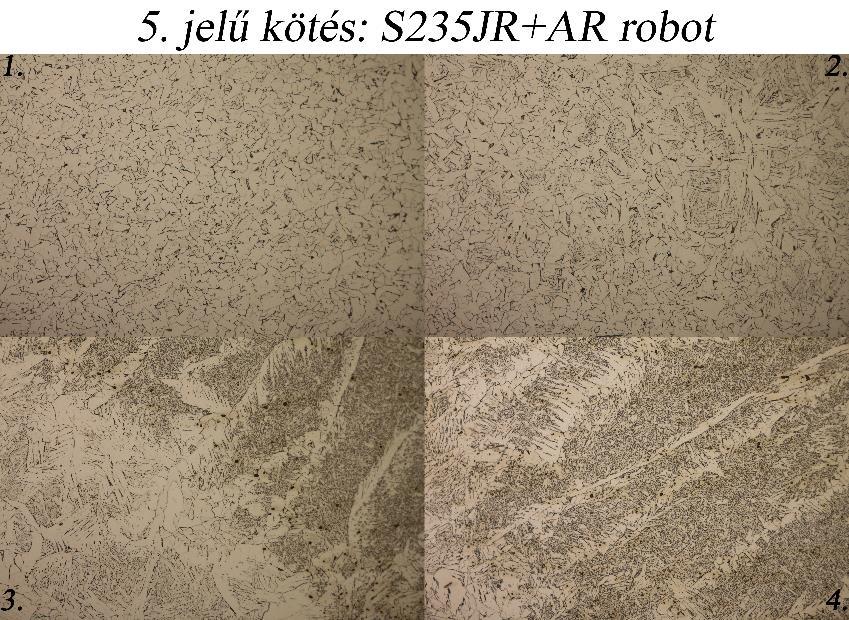

125


126
127 KZ-VI. MELLÉKLET
128 KZ-VII. MELLÉKLET

129 KZ-VIII. MELLÉKLET

130
131

132
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
ACÉLOK HEGESZTHETŐSÉGE
 ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
SZERKEZETI ACÉLOK HEGESZTÉSE
 SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK. 3.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
A hegeszthetőség fogalma
 A hegeszthetőség fogalma Az acél hegeszthetősége annak bizonyos fokú alkalmassága, adott alkalmazásra, meghatározott (megfelelő) munkarenddel, megfelelő hegesztőanyagokkal, olyan szerkezet készítésére,
A hegeszthetőség fogalma Az acél hegeszthetősége annak bizonyos fokú alkalmassága, adott alkalmazásra, meghatározott (megfelelő) munkarenddel, megfelelő hegesztőanyagokkal, olyan szerkezet készítésére,
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások.
 Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Szilárdság (folyáshatár) növelési eljárások
 növelési eljárások") Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
5.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
ÖNTÖTTVASAK HEGESZTÉSE
 Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2016/17. Szilárdságnövelés. Dr. Mészáros István Az előadás során megismerjük
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány és Technológia Tanszék legújabb kutatási eredményei
 Új szerkezeti acélok hegeszthetősége és a kapcsolódó hegesztéstechnológiai újdonságok Szakmai nap, 2010. április 29. Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány
Új szerkezeti acélok hegeszthetősége és a kapcsolódó hegesztéstechnológiai újdonságok Szakmai nap, 2010. április 29. Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
ACÉLOK ÉS ALKALMAZÁSUK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
Anyagok-termékek. M. F. ASHBY, OXFORD Anglia
 Anyagok-termékek M. F. ASHBY, OXFORD Anglia Mérnöki anyagaink relatív fontossága M. F. ASHBY, OXFORD Anglia Anyag-, technológia-, konstrukció (költség) egysége Konstrukció (igénybevétel) KÖLTSÉG Anyag
Anyagok-termékek M. F. ASHBY, OXFORD Anglia Mérnöki anyagaink relatív fontossága M. F. ASHBY, OXFORD Anglia Anyag-, technológia-, konstrukció (költség) egysége Konstrukció (igénybevétel) KÖLTSÉG Anyag
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Vegyipari berendezések anyagai és hegesztésük (2+2; a-k; kr4) (előadás tematika)
 (előadás tematika)") Gépészmérnöki alapszak, Vegyipari gépészeti specializáció GEMTT016-B Vegyipari berendezések anyagai és hegesztésük (2+2; a-k; kr4) (előadás tematika) 1. hét Bevezetés. A vegyipari berendezésekben és erőművekben
Gépészmérnöki alapszak, Vegyipari gépészeti specializáció GEMTT016-B Vegyipari berendezések anyagai és hegesztésük (2+2; a-k; kr4) (előadás tematika) 1. hét Bevezetés. A vegyipari berendezésekben és erőművekben
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék. Ötvözők hatása, a vasötvözetek tulajdonságaira
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Ötvözők hatása, a vasötvözetek tulajdonságaira E275K2+Q 1.0035 34CrNiMo6 1.6582 X38CrMoV16 1.2316 HS10-4-3-10 (W-Mo-V-Co) EN-GJS-350-22 EN-GJLA-XNiMn13-7
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Ötvözők hatása, a vasötvözetek tulajdonságaira E275K2+Q 1.0035 34CrNiMo6 1.6582 X38CrMoV16 1.2316 HS10-4-3-10 (W-Mo-V-Co) EN-GJS-350-22 EN-GJLA-XNiMn13-7
Diffúzió 2003 március 28
 Diffúzió 3 március 8 Diffúzió: különféle anyagi részecskék (szilárd, folyékony, gáznemű) anyagon belüli helyváltozása. Szilárd anyagban való mozgás Öndiffúzió: a rácsot felépítő saját atomok energiaszint-különbség
Diffúzió 3 március 8 Diffúzió: különféle anyagi részecskék (szilárd, folyékony, gáznemű) anyagon belüli helyváltozása. Szilárd anyagban való mozgás Öndiffúzió: a rácsot felépítő saját atomok energiaszint-különbség
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
GÉPÉSZMÉRNÖKI SZAK. Anyagtudomány II. Szabványos acélok és öntöttvasak. Dr. Rácz Pál egyetemi docens
 GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Szabványos acélok és öntöttvasak Dr. Rácz Pál egyetemi docens Budapest 2011. Az acélok jelölés rendszere Az MSZ EN 10027-1 szabvány új jelölési rendszert vezetett be
GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Szabványos acélok és öntöttvasak Dr. Rácz Pál egyetemi docens Budapest 2011. Az acélok jelölés rendszere Az MSZ EN 10027-1 szabvány új jelölési rendszert vezetett be
NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT
 NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT A SZAKASZOS ENERGIABEVITEL ALKALMAZÁSA AZ AUTÓIPARI KAROSSZÉRIAELEMEK PONTHEGESZTÉSE SORÁN Készítette: Prém László - Dr. Balogh András Miskolci Egyetem 1 Bevezetés
NEMZETKÖZI GÉPÉSZETI TALÁLKOZÓ - OGÉT A SZAKASZOS ENERGIABEVITEL ALKALMAZÁSA AZ AUTÓIPARI KAROSSZÉRIAELEMEK PONTHEGESZTÉSE SORÁN Készítette: Prém László - Dr. Balogh András Miskolci Egyetem 1 Bevezetés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötéstechnológia BAGKT14NND Kreditérték:
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötéstechnológia BAGKT14NND Kreditérték:
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) ÉMI-TÜV Bayern Kft. TÜV SÜD Csoport
 ÉMI-TÜV Bayern Kft. TÜV SÜD Csoport") Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) MSZ EN 288-3: 1998 Hegesztési utasítás és hegesztéstechnológia jóváhagyása fémekre 3. rész: Technológiavizsgálatok acélok ívhegesztésére MSZ EN 15614-1: 2004
Élet az MSZ EN 288-3 után (MSZ EN ISO 15614-1) MSZ EN 288-3: 1998 Hegesztési utasítás és hegesztéstechnológia jóváhagyása fémekre 3. rész: Technológiavizsgálatok acélok ívhegesztésére MSZ EN 15614-1: 2004
ACÉLSZERKEZETEK I. - 1. Előadás
 ACÉLSZERKEZETEK I. - 1. Előadás Dr. RADNAY László PhD. Főiskolai Docens Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com [1] In Memoriam Prof. Dr. Fernezelyi Sándor Prof.
ACÉLSZERKEZETEK I. - 1. Előadás Dr. RADNAY László PhD. Főiskolai Docens Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com [1] In Memoriam Prof. Dr. Fernezelyi Sándor Prof.
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötés és Alakítástechnológia I. BAGKA14NND
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötés és Alakítástechnológia I. BAGKA14NND
ANYAGOK ÉS VISELKEDÉSÜK HEGESZTÉSKOR
 Gépészmérnöki mesterszak (MSc), nappali tagozat (GEMTT04M, 2+, a, k, 3kr) című tantárgy követelményei (az intézeti egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + gy, a - k A félév elismerésének
Gépészmérnöki mesterszak (MSc), nappali tagozat (GEMTT04M, 2+, a, k, 3kr) című tantárgy követelményei (az intézeti egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + gy, a - k A félév elismerésének
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Szabványos vasötvözetek
 Szabványos vasötvözetek 1. A SZÍNVAS (FE) TULAJDONSÁGAI Fizikai tulajdonságok: Színe: szürke Olvadáspontja: 1536 C A nehézfémek csoportjába tartozik, sűrűsége: ρ=7,8 kg/dm 3 Hő és villamos vezetőképessége
Szabványos vasötvözetek 1. A SZÍNVAS (FE) TULAJDONSÁGAI Fizikai tulajdonságok: Színe: szürke Olvadáspontja: 1536 C A nehézfémek csoportjába tartozik, sűrűsége: ρ=7,8 kg/dm 3 Hő és villamos vezetőképessége
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében
 Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
A duplex szerkezetű korrózióálló acélok és hegesztésük.
 KOMÓCSIN MIHÁLY (Miskolci Egyetem) A duplex szerkezetű korrózióálló acélok és hegesztésük. A korrózióval szembeni fokozott ellenállást a vasbázisú ötvözetekben csak jelentős mennyiségű ötvözéssel lehet
KOMÓCSIN MIHÁLY (Miskolci Egyetem) A duplex szerkezetű korrózióálló acélok és hegesztésük. A korrózióval szembeni fokozott ellenállást a vasbázisú ötvözetekben csak jelentős mennyiségű ötvözéssel lehet
-'./G <9KLEVÉ'L. Gc4pár Ma.rc:,illt. ~~~~I~~)~~;<)-3:j~1~.o:~1 ~ \ ME\ ~ .1/'- etjvv2!26(1987 ~e:tt, ~ 1l~~ lfí~(óru..wr; 'B~LeN~ GépiparÍ/T~E~eMAlet
~~;<)-3:j~1~.o:~1 ~ \ ME\ ~ .1/'- etjvv2!26(1987 ~e:tt, ~ 1l~~ lfí~(óru..wr; 'B~LeN~ GépiparÍ/T~E~eMAlet") -'./G.1/'- 'o "--~\ TEC1'I."..- 1\1 \ 0.. ~ \ ME\ ~ \ I - \ /
-'./G.1/'- 'o "--~\ TEC1'I."..- 1\1 \ 0.. ~ \ ME\ ~ \ I - \ /
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
HEGESZTÉSTECHNOLÓGIAI PARAMÉTERA LAK NAGYSZILÁRDSÁGÚ ACÉLOK HEGESZTÉSÉNÉL
 HEGESZTÉSTECHNOLÓGIAI PARAMÉTERA LAK NAGYSZILÁRDSÁGÚ ACÉLOK HEGESZTÉSÉNÉL WELDING LOBE FOR ADVANCED HIGH STRENGTH STEELS (AHSS) Gáspár Marcell 1, Dr. Balogh András 2 TRA T The highest strength structural
HEGESZTÉSTECHNOLÓGIAI PARAMÉTERA LAK NAGYSZILÁRDSÁGÚ ACÉLOK HEGESZTÉSÉNÉL WELDING LOBE FOR ADVANCED HIGH STRENGTH STEELS (AHSS) Gáspár Marcell 1, Dr. Balogh András 2 TRA T The highest strength structural
ACÉLSZERKEZETEK GYÁRTÁSA 3.
 SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
- - Berecz Tibor - - Zsoldos Ibolya KONFERENCIA- oatk@oatk.hu. Diamond Congress Kft. diamond@diamond-congress.hu
 KONFERENCIAPROGRAM - - Berecz Tibor - - Tis Zsoldos Ibolya KONFERENCIA- - oatk@oatk.hu Diamond Congress Kft. diamond@diamond-congress.hu 2 2. TEREM KEDD IV Tranta Ferenc 11:00 Tisza M. M. L. 11:20 Kuzsella
KONFERENCIAPROGRAM - - Berecz Tibor - - Tis Zsoldos Ibolya KONFERENCIA- - oatk@oatk.hu Diamond Congress Kft. diamond@diamond-congress.hu 2 2. TEREM KEDD IV Tranta Ferenc 11:00 Tisza M. M. L. 11:20 Kuzsella
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Vas- karbon ötvözetrendszer
 Vas- karbon ötvözetrendszer Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos, és szaggatott vonallal is fel vannak
Vas- karbon ötvözetrendszer Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos, és szaggatott vonallal is fel vannak
Nagyszilárdságú acélok és hegeszthetőségük
 Nagyszilárdságú acélok és hegeszthetőségük Komócsin Mihály* Az anyagtudományi fejlesztések támasztotta követelmények Az anyagtudomány fejlődését nemcsak az új anyagok megjelenése jelzi, hanem a hagyományos
Nagyszilárdságú acélok és hegeszthetőségük Komócsin Mihály* Az anyagtudományi fejlesztések támasztotta követelmények Az anyagtudomány fejlődését nemcsak az új anyagok megjelenése jelzi, hanem a hagyományos
Reális kristályok, rácshibák. Anyagtudomány gyakorlat 2006/2007 I.félév Gépész BSC
 Reális kristályok, rácshibák Anyagtudomány gyakorlat 2006/2007 I.félév Gépész BSC Valódi, reális kristályok Reális rács rendezetlenségeket, rácshibákat tartalmaz Az anyagok tulajdonságainak bizonyos csoportja
Reális kristályok, rácshibák Anyagtudomány gyakorlat 2006/2007 I.félév Gépész BSC Valódi, reális kristályok Reális rács rendezetlenségeket, rácshibákat tartalmaz Az anyagok tulajdonságainak bizonyos csoportja
Szilárdságnövelés. Az előadás során megismerjük. Szilárdságnövelési eljárások
 Anyagszerkezettan és anyagvizsgálat 2015/16 Szilárdságnövelés Dr. Szabó Péter János szpj@eik.bme.hu Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti alapjait; Technológiai
Anyagszerkezettan és anyagvizsgálat 2015/16 Szilárdságnövelés Dr. Szabó Péter János szpj@eik.bme.hu Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti alapjait; Technológiai
Vas- karbon ötvözetrendszer. Összeállította: Csizmazia Ferencné dr.
 Vas- karbon ötvözetrendszer Összeállította: Csizmazia Ferencné dr. 1 Vas- Karbon diagram 2 Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Vas- karbon ötvözetrendszer Összeállította: Csizmazia Ferencné dr. 1 Vas- Karbon diagram 2 Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Egyensúlyitól eltérő átalakulások
 Egyensúlyitól eltérő átalakulások Egyensúlyitól eltérő átalakulások Az előzőekben láttuk, hogy az egyensúlyi diagramok alapján meg lehet határozni a kristályosodás, a fázis átalakulások stb. hőmérsékleteit.
Egyensúlyitól eltérő átalakulások Egyensúlyitól eltérő átalakulások Az előzőekben láttuk, hogy az egyensúlyi diagramok alapján meg lehet határozni a kristályosodás, a fázis átalakulások stb. hőmérsékleteit.
Szilárdságnövelés. Az előkészítő témakörei
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla palotasb@eik.bme.hu Dr. Németh Árpád arpinem@eik.bme.hu Szilárdság növelés
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla palotasb@eik.bme.hu Dr. Németh Árpád arpinem@eik.bme.hu Szilárdság növelés
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KOHÁSZATI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 KOHÁSZATI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ Teszt jellegű feladatok 1. Mit értünk aktív biztonság alatt? 2 pont a) A már bekövetkezett baleset súlyosságát
KOHÁSZATI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ Teszt jellegű feladatok 1. Mit értünk aktív biztonság alatt? 2 pont a) A már bekövetkezett baleset súlyosságát
tulajdonságainak és felhasználásuknak
 AZ MSZ EN ACÉLJELÖLÉSI RENDSZER FELÉPÍTÉSE Dr. Szabadíts Ödön egyetemi docens Budapesti Mûszaki és Gazdaságtudományi Egyetem Jármûgyártás és javítás Tanszék Az acélminõségek jelölésére az MSZ EN 10027-ben
AZ MSZ EN ACÉLJELÖLÉSI RENDSZER FELÉPÍTÉSE Dr. Szabadíts Ödön egyetemi docens Budapesti Mûszaki és Gazdaságtudományi Egyetem Jármûgyártás és javítás Tanszék Az acélminõségek jelölésére az MSZ EN 10027-ben
KORSZERŰ KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE
 Dr. Palotás Béla: KORSZERŰ KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Dunaújvárosi Főiskola Műszaki Intézet Anyagtudományi Tanszék Anyagtudomány és Technológia Tanszék
Dr. Palotás Béla: KORSZERŰ KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Dunaújvárosi Főiskola Műszaki Intézet Anyagtudományi Tanszék Anyagtudomány és Technológia Tanszék
Fogorvosi anyagtan fizikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek
 Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei. Szilárdság növelésének lehetőségei
 A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Egyéb eljárás szerinti hegesztő. Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai
 7. Anyagvizsgálat a Gyakorlatban Szakmai Szeminárium Kecskemét, 214. június (18)-19-2. Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai TISZA Miklós, KOVÁCS Péter Zoltán, GÁL Gaszton, KISS Antal,
7. Anyagvizsgálat a Gyakorlatban Szakmai Szeminárium Kecskemét, 214. június (18)-19-2. Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai TISZA Miklós, KOVÁCS Péter Zoltán, GÁL Gaszton, KISS Antal,
A metastabilis Fe-Fe 3 C ikerdiagram (Heyn - Charpy - diagram)
") A metastabilis Fe-Fe 3 C ikerdiagram (Heyn - Charpy - diagram) A vas-karbon egyensúlyi diagram alapvető fontosságú a vasötvözetek tárgyalásánál. Az Fe-C ötvözetekre vonatkozó ismereteket általában kettős
A metastabilis Fe-Fe 3 C ikerdiagram (Heyn - Charpy - diagram) A vas-karbon egyensúlyi diagram alapvető fontosságú a vasötvözetek tárgyalásánál. Az Fe-C ötvözetekre vonatkozó ismereteket általában kettős
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Párnaréteg alkalmazásának vizsgálata melegszilárd acélok esetén
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Párnaréteg alkalmazásának vizsgálata melegszilárd acélok esetén Váradi Milán Tervezésvezető: Dr. Dobosy Ádám adjunktus Konzulens: Dr. Balogh András ny.
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Párnaréteg alkalmazásának vizsgálata melegszilárd acélok esetén Váradi Milán Tervezésvezető: Dr. Dobosy Ádám adjunktus Konzulens: Dr. Balogh András ny.
Hőkezelési alapfogalmak
 Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Hegesztés és rokon eljárások. Dr. Kovács Mihály docens nemzetközi hegesztőmérnök
 Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Duplex acélok hegesztett kötéseinek szövetszerkezeti vizsgálata
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Duplex acélok hegesztett kötéseinek szövetszerkezeti vizsgálata Balázs János (a), Nagy Hinst Adrián (b), Dobránszky János (c) a) BME Gépészmérnöki
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Duplex acélok hegesztett kötéseinek szövetszerkezeti vizsgálata Balázs János (a), Nagy Hinst Adrián (b), Dobránszky János (c) a) BME Gépészmérnöki
Alumínium ötvözetek. hőkezelése. Fábián Enikő Réka
 Alumínium ötvözetek hőkezelése Fábián Enikő Réka fabianr@eik.bme.hu Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
Alumínium ötvözetek hőkezelése Fábián Enikő Réka fabianr@eik.bme.hu Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA.
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Gépészeti alapozó feladatok Elérhető
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Gépészeti alapozó feladatok Elérhető
Megalapozó tanulmány az NBSZ 9. kötethez kiadandó hegesztési útmutató előkészítéséhez
 Megalapozó tanulmány az NBSZ 9. kötethez kiadandó hegesztési útmutató előkészítéséhez Gayer Béla Műszaki Igazgató 2017. Május 31 Magyar Hegesztéstechnikai és Anyagvizsgálati Egyesülés /MHtE/ Tartalom:
Megalapozó tanulmány az NBSZ 9. kötethez kiadandó hegesztési útmutató előkészítéséhez Gayer Béla Műszaki Igazgató 2017. Május 31 Magyar Hegesztéstechnikai és Anyagvizsgálati Egyesülés /MHtE/ Tartalom:
ALAKÍTOTT AUTÓIPARI VÉKONYLEMEZ ELLENÁLLÁS-PONTHEGESZTÉSE
 Sályi István Gépészeti Tudományok Doktori Iskola ALAKÍTOTT AUTÓIPARI VÉKONYLEMEZ ELLENÁLLÁS-PONTHEGESZTÉSE Prém László PhD hallgató témavezető: Dr. Balogh András egyetemi docens Miskolci Egyetem 1 Bevezetés
Sályi István Gépészeti Tudományok Doktori Iskola ALAKÍTOTT AUTÓIPARI VÉKONYLEMEZ ELLENÁLLÁS-PONTHEGESZTÉSE Prém László PhD hallgató témavezető: Dr. Balogh András egyetemi docens Miskolci Egyetem 1 Bevezetés
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és a 29/2016 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és a 29/2016 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és a 29/2016 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 03
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és a 29/2016 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 03
Alakítás és hőkezelés hatása az acél szövetszerkezetére
 Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Fázisátalakulás Fázisátalakulások diffúziós (egyedi atomi mozgás) martenzites (kollektív atomi mozgás, diffúzió nélkül)
 martenzites (kollektív atomi mozgás, diffúzió nélkül)") ázisátalakulások, P, C változása új (egyensúlyi) állapot Új fázis(ok): stabil, metastabil ázisátalakulás: folyamat, amelynek során a régi fázis(ok)ból új, más szerkezetű (rács, szövet) vagy halmazállapotú
ázisátalakulások, P, C változása új (egyensúlyi) állapot Új fázis(ok): stabil, metastabil ázisátalakulás: folyamat, amelynek során a régi fázis(ok)ból új, más szerkezetű (rács, szövet) vagy halmazállapotú
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI. Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.*
 FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás.
 1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás. 2. Milyen hatással van az újrakristályosítás az alakított fémek mechanikai tulajdonságaira?
1. Sorolja fel az újrakristályosító hőkezelés néhány ipari alkalmazását! Dróthúzás, süllyesztékes kovácsolás. 2. Milyen hatással van az újrakristályosítás az alakított fémek mechanikai tulajdonságaira?
1. Hegesztési anyagismeret
 1. Hegesztési anyagismeret A fémes anyagok lehetnek tiszta fémek (színfémek) vagy ötvözetek. A főként vasat tartalmazó vasfémek 2,14% Ctartalomig acélok, 2,14...6,68% között öntöttvasak. Sűrűségük szerint
1. Hegesztési anyagismeret A fémes anyagok lehetnek tiszta fémek (színfémek) vagy ötvözetek. A főként vasat tartalmazó vasfémek 2,14% Ctartalomig acélok, 2,14...6,68% között öntöttvasak. Sűrűségük szerint
Nemesített nagyszilárdságú acélok hegesztésének nehézségei
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Nemesített nagyszilárdságú acélok hegesztésének nehézségei Gáspár Marcell Gyula II. éves gépészmérnök mesterszakos hallgató
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Nemesített nagyszilárdságú acélok hegesztésének nehézségei Gáspár Marcell Gyula II. éves gépészmérnök mesterszakos hallgató
IPARI ROBOTOK. Kinematikai strukturák, munkatértípusok. 2. előadás. Dr. Pintér József
 IPARI ROBOTOK, munkatértípusok 2. előadás Dr. Pintér József Az ipari robotok kinematikai felépítése igen sokféle lehet. A kinematikai felépítés alapvetően meghatározza munkaterének alakját, a mozgási sebességét,
IPARI ROBOTOK, munkatértípusok 2. előadás Dr. Pintér József Az ipari robotok kinematikai felépítése igen sokféle lehet. A kinematikai felépítés alapvetően meghatározza munkaterének alakját, a mozgási sebességét,
Anyagismeret. 3. A vas- karbon ötvözet
 Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,