A CO 2 -kibocsátáscsökkentés árnyoldalai. Drawbacks of CO 2 Emission Decrease. Overview of the Steelworks History. Value in the Passing Time
|
|
|
- Jázmin Deákné
- 8 évvel ezelőtt
- Látták:
Átírás
1 XLIX. évfolyam 1. szám (160) Kézirat lezárva: március TARTALOM ISD DUNAFERR MÛSZAKI GAZDASÁGI KÖZLEMÉNYEK A szerkesztőbizottság elnöke: Valeriy Naumenko A szerkesztőbizottság tagjai: Bocz András Bucsi Tamás Cseh Ferenc Gyerák Tamás Kopasz László Kozma Gyula László Ferenc Lontai Attila Dr. Lukács Péter Szabados Ottó Orova István Dr. Sándor Péter Rokszin Zoltán Szepessy Attila Tarány Gábor Lukács Péter A CO 2 -kibocsátáscsökkentés árnyoldalai Drawbacks of CO 2 Emission Decrease Szente Tünde DANUWIN 2011 gazdaságfejlesztési konferencia Dunaújvárosban A Közép-Duna térség jövõje DANUWIN 2011 Economy Development Conference in Dunaújváros Future of Middle-Danube Region Horváth Ákos, Szabó Zoltán A gyártástechnológiák fejlõdése a Dunai Vasmûben az elmúlt 60 év alatt (Elsõ rész) 11 Development of process engineering at danube ironworks during the last 60 years (part one) Gyerák Tamás, Lukácsi István 3 8 Főszerkesztő: Dr. Szücs László Felelős szerkesztők: Jakab Sándor Várkonyi Zsolt Olvasószerkesztő: Dr. Szabó Zoltán Technikai szerkesztő: Kővári László Grafikai szerkesztő: Késmárky Péter Rovatvezetők: Felföldiné Kovács Ágnes Hevesiné Kõvári Éva Szabó Gyula Szente Tünde Overview of the Steelworks History Value in the Passing Time Az acélmû történetének áttekintése Varga Szabó Lajosné Érték a múló idõben! 15 éves a Gyöngyház Önkéntes Nyugdíjpénztár Gyöngyház Voluntary Pension Fund is 15 Years Old Szente Tünde A kétezer-tízes esztendõ kitüntetettjei Awarded Persons in 2010 at Dunaferr Józsa Róbert Méltó helyen, a hagyományoknak megfelelõen At a worthy place according to the traditions

2 ISD DUNAFERR MÛSZAKI GAZDASÁGI KÖZLEMÉNYEK Az ISD Dunaferr Dunai Vasmû Zártkörûen Mûködõ Részvénytársaság megbízásából kiadja a Dunaferr Alkotói Alapítány Felelõs kiadó: Lukács Péter, az alapítvány kuratóriumának elnöke Nyomdai elõkészítés: P. Mester Anikó HU ISSN: Nyomtatás: Innova-Print Kft. Felelõs vezetõ: Komornik Ferenc 2011

3 Lukács Péter * A CO 2 -kibocsátáscsökkentés árnyoldalai Az Európai Unió az üvegházhatású gázok kibocsátásának csökkentése érdekében komoly önkorlátozásokat fontolgat. Az újságokban számtalan cikket találhatunk arról, hogy milyen fontos és elkerülhetetlen az egész emberiség számára a CO 2 kibocsátás csökkentése. Ebben a cikkben, kicsit az ördög ügyvédjeként, olyan kérdéseket vetek fel, illetve olyan adatokat mutatok meg, amelyek remélem, elgondolkodtatják az olvasókat a fenti egyoldalú gondolkodás lehetséges következményeit illetõen. The European Union is considering serious selflimitations in order to decrease the emission of greenhouse effect gases. We can find a lot of articles in the newspapers about how important and unavoidable the decrease of CO 2 emission is for the whole mankind. In this article, a bit as the Devil's advocate, I am bringing up such questions, respectively showing such data, that I hope will make the readers to think about the possible consequences of the above onesided thought. Az Európai Unió az üvegházhatású gázok kibocsátásának csökkentése érdekében komoly önkorlátozásokat fontolgat, és példát akar mutatni a világnak akkor is, ha abba az ipara, illetve a gazdaságának egy része belerokkanhat. A politikailag divatos és elvárt zöld szemellenzõ eltakar számos olyan fontos gazdasági és társadalmi következményt, ami ebbõl a sajátos prófétai, de nagyon lokális vállalásból fakadhat. Az újságokban és egyéb médiumokban számtalan cikket, riportot találhatunk arról, hogy milyen fontos és elkerülhetetlen az egész emberiség számára a CO 2 -kibocsátás csökkentése. Ebben a cikkben, kicsit az ördög ügyvédjeként, olyan kérdéseket vetek fel, illetve olyan adatokat mutatok meg, amelyek, remélem, elgondolkodtatják az olvasókat a fenti egyoldalú gondolkodás lehetséges következményeit illetõen. Sajnos azt is látni fogjuk, hogy ezek a hatások nem valami tõlünk igen távol esõ események, hanem személy szerint is valamennyiünknek húsba vágó problémái lesznek, ha nem sikerül a helyén kezelnünk, és túldimenzionáljuk a CO 2 -kibocsátás kérdését. Alapkérdések A CO 2 -kibocsátás és a hozzá kapcsolódó éghajlatváltozás valóban létezõ probléma, a kérdés csak az, hogy valóban akkora gond-e, mint amekkorának a fejlett világ beállítja. Vagyis tényleg tudományosan igazolható-e a folyamatos átlaghõmérséklet-növekedés, vagy csak nem kellõen megalapozott spekulációról van szó. A tudomány tényeken alapul, és számomra nem elég hiteles egy olyan modell, amely néhány száz év meteorológiai adatai alapján próbál egy több millió éves földtörténetben trendekre következtetni, mondván, hogy a változásokat az emberi tevékenység okozza. Ugyanakkor pontosan tudjuk azt is, hogy az ember megjelenése elõtt is történtek jelentõs éghajlatváltozások (lehûlés és felmelegedés egyaránt, elég, ha csak a jégkorszakokra gondolunk). Az ember a növekvõ iparával, közlekedésével biztosan egyre nagyobb hatást gyakorol a környezetére, de ennek a felmelegedésre vonatkozó mértékét, véleményem szerint, a ma rendelkezésre álló csekély adat és számos egyéb, ma még ismeretlen hatás miatt, csak nagyon bizonytalanul tudjuk becsülni. Az elsõ kérdés * Lukács Péter PhD stratégiai mûszaki vezérigazgató-helyettes, ISD Dunaferr Zrt. tehát: biztos éghajlatváltozás van, s ha igen, akkor biztosan olyan gyors ütemû, mint egyes tudósok állítják? A Földön minden régiónak megvannak a sajátos gondjai a terület fejlettségétõl függõen. Míg nálunk az átlagember a benzinár és a környezetszennyezés miatt panaszkodik, addig Afrikában az emberek az éhínséggel és a növekvõ vízhiánnyal küzdenek. Mindenki számára a saját problémája a legnagyobb, így nem csoda, hogy a gazdagabb országok a rendelkezésükre álló erõforrásokból a legjelentõsebb részt a saját vélt problémájuk, mint pl. a CO 2 -kibocsátás csökkentésére kívánják fordítani. A fajlagos CO 2 -kibocsátás jelentõsen nõ a növekvõ energiafelhasználással, azaz az egyes emberek egyre kényelmesebb életével, ugyanakkor nagyon jelentõs az egyszerû földmûvelésbõl és állattenyésztésbõl származó kibocsátás is. Késõbb megvizsgáljuk az egyes országok, területek kibocsátásait, és látható lesz, hogy messze nem Európáé a legnagyobb, mi mégis úgy érezzük, ez a legégetõbb gondunk. A fentiek alapján megfogalmazódnak a következõ fontos alapkérdések: biztos az éghajlatváltozás ma az emberiség legnagyobb problémája, amire dollár ezermilliárdokat kell költeni? Nem inkább az éhínség, vagy a növekvõ vízhiány? Bjorn Lomborg, világszerte ismert svéd tudós a fenti kérdések vizsgálatára intézetet alapított, ahol azt kutatják, hogy melyek az emberiség aktuális nagy problémái, és milyen prioritások mentén mekkora erõforrásokat kell, illetve érdemes a megoldásukra fordítani, hogy optimalizálni lehessen azt a kevés forrást, ami rendelkezésre áll. Az õ kutatásaik szerint az éghajlatváltozásra fordított összegek messze nincsenek arányban az elérhetõ eredményekkel, és az éghajlatváltozásnál egyébként is sokkal fontosabbnak, az emberiségre nagyobb hatást gyakorlónak tartják egyes világszerte elterjedt betegség gyógymódjának vagy az éhínségnek a megoldását. De miután elgondolkodtunk a fentieken, lépjünk túl az éghajlatváltozással kapcsolatos szkeptikus kérdéseken, és tételezzük fel, hogy valóban létezik, és komolyan fenyeget bennünket. Vajon jó irányban keressük-e a megoldásokat, és kellõen átfogóan és holisztikusan gondolkodunk-e? Több tényezõ is azt mutatja, hogy sajnos nem. A fejlett világ a maga eszközeivel próbál operálni, és komoly üzletet csinált az üvegházhatású gázok kibocsátásának csökkentésébõl. A megoldás motivációs erejét nem tagad-

4 va, látható, hogy áttekinthetetlensége és bonyolultsága miatt egyre több botrány kíséri a kialakított kvótarendszert: (CER egységek többszörös eladása, kvótaszámlák megcsapolása). De nem csak az a gond, hogy ismét pénzt akarunk csinálni a bajból, hanem az is, hogy megint csak a saját gondjainkkal foglalkozunk, és nem érdekel bennünket mások sokkal nagyobb problémája. Mi a CO 2 - kibocsátáscsökkentés egyik fontos útjának az alternatív energiák arányának növelését, azon belül is az újrahasznosítható biomassza, bioetanol felhasználásának növelését tartjuk, nem törõdve azzal, hogy ezek termelése jelentõs földterületeket von el az élelmiszer-termeléstõl. Míg a Földön milliók éheznek, és egyre nagyobb kincs az élelmiszer-termelésre alkalmas föld, addig a fejlett világ ezeken a területeken energianövényeket akar termelni. Egy akkora területen, amely egy ember egész éves eltartására elegendõ élelmiszer termeléséhez szükséges, annyi bioetanolt hordozó növény takarítható be amennyi egy terepjáró 100 km-es útjához elegendõ! Ez számomra etikailag teljességgel elfogadhatatlan, és rámutat a fejlett világ önzésére. A legnagyobb probléma azonban mégis talán az, hogy a világban nincs megegyezés a megoldások mikéntjérõl. A fejletlen országok vezetõi, kapva a fejlett világ által bevezetett üzleti megközelítésen, különbözõ jogcímeken pénzt követelnek a fejlett régióktól, míg a legnagyobb kibocsátók nem akarnak közös megoldást. Pedig egy dolog biztos: csak globális lehet a megoldás! A CO 2 nem áll meg a határoknál! Ha valamelyik terület, mint pl. Európa önkorlátozásba kezd, egyáltalán nem biztos, hogy globálisan csökkenni fog a CO 2 -kibocsátás, hiszen az ellehetetlenített ipari vállalkozások olyan országokba fognak menekülni, ahol nincsenek CO 2 -korlátozások. És még az is meglehet, hogy így a világ környezetterhelése még nõni is fog, mert ezekben az országokban a környezetvédelmi elõírások lényegesen megengedõbbek, mint ma Európában. Közben persze Európa munkahelyeket és gazdasági növekedést veszít... Nemzetközi adatok Nézzük meg, mit mutatnak a nemzetközi adatok! (1-2. ábra) Az EU országai 2007-ben összesen millió t CO 2 -t bocsátottak ki, és ezzel csak a 3. legnagyobb kibocsátó 1. ábra: A legnyagyobb CO 2 kibocsátók a világon 2007-ben 2. ábra: Egyes országok részesedése a világ CO 2 kibocsátásából olyan országok mögött, akik semmilyen közös kötelezettséget sem vállaltak CO 2 ügyekben. Magyarország az 54. helyen áll (54,672 millió t CO 2 /2007, ÜHG 76 millió t/2007), és lelkesen támogatja az EU önkorlátozó elképzeléseit, mit sem törõdve azzal, hogy az milyen hatással lehet a rendszerváltozás óta amúgy is jelentõsen leépült iparára. Ezen önkorlátozó politika keretében került kidolgozásra a Nemzeti Fenntartható Fejlõdési Tanács által az Éghajlatvédelmi kerettörvény 2010 elején. Fõ célkitûzései: 2020-ra 40%-os CO 2 -kibocsátáscsökkentés 2050-re 80%-os CO 2 -kibocsátáscsökkentés Közben fontos megemlítenem, hogy az EU egyébként szintén nagyon bevállalós klíma-energia csomagja ra csak 30%-os csökkentést ír elõ, ha más fejlett államok is ezzel összemérhetõ vállalást tesznek. Az éghajlatvédelmi kerettörvényt a zöld mozgalmak folyamatosan méltatták a sajtóban, és közben támadták az ipari lobbit, amely el akarja lehetetleníteni a törvény elfogadását. A következõkben megmutatom a törvénytervezetet mind az ipar, mind pedig a lakosság szemszögébõl olyan adatok tükrében, ahogy azt korábban a sajtóban nem lehetett látni. Éghajlatvédelmi kerettörvény az ipar szemszögébõl Ha röviden kéne összefoglalni a kerettörvény ipari hatásait, akkor az alábbi pontokba szedhetõk a problémák: Szigorúbb elõírás lenne, mint amit a Legjobb Elérhetõ Technológiák (BAT) szerinti teljesítményekkel el lehet érni. Az energiaintenzív iparágak kibocsátáscsökkentési potenciálja alacsony (BAT), hiszen a technológiafejlesztésben már nincsenek tartalékok. Az EU ETS-nél is szigorúbb keretet szabna a mûködésre, hiszen már 2020-ban 10%-kal kéne túlszárnyalnunk az EU által vállalt értéket itthon. A fentiekbõl látható, hogy a célkitûzések betartását csak a termelés csökkentésével lehetne biztosítani. A másik lehetõség a termeléscsökkentés mellett az adott iparág kitelepülése az országból, vagyis az ún. szénszivárgás kockázata jelentõsen megnõne az energiaintenzív iparágaknál.

5 3. ábra: Ipar részesedése a teljes ÜHG kibocsátásából Most nézzük meg a fentieket a számok tükrében is (3-5. ábra)! A hazai ipar kibocsátása folyamatosan csökken, és csak a töredékét adja a teljes ÜHG-kibocsátásnak (20%-ot sem ér el), hiszen az elmúlt évtizedekben gyárak mentek tönkre, és a meglévõk pedig fejlesztették technológiájukat. Az ipar a kibocsátásban képviselt részarányánál jóval nagyobb súlyt képvisel a bruttó hazai termékben, vagyis ha a kibocsátáscsökkentés oltárán feláldozzuk iparunkat, akkor adott kibocsátáscsökkentéshez lényegesen nagyobb GDP-csökkenés fog társulni. De nemcsak a GDP csökkenése lenne aránytalanul nagy a termelés csökkentése mentén, hanem mivel az ipar közel 30%-os foglalkoztató, a létszámleépítés is komolyan sújthatná a gazdaságot. Éghajlatvédelmi kerettörvény a lakosság szemszögébõl 4. ábra: Ipar részesedése a GDP-bõl Egy késõbbi táblázatból (3. táblázat) majd látható lesz, hogy az iparral összemérhetõ a lakosság és a közlekedés CO 2 -kibocsátása. A törvény elõkészítõi ugyanakkor nem számoltak azzal, hogy az életszínvonal növekedésével a lakosság energiafelhasználása, így várható kibocsátása is növekedni fog, vagy jelentõs összeg kell a kisebb fogyasztású eszközök beszerzésére (6. ábra). Magyarország személygépkocsi-állománya jelenleg messze az EU átlaga alatt van (7. ábra), tehát itt is jelentõs kibocsátásnövekedési potenciál van, ahogy az autók száma növekedni fog. Eddig csak trendeket mutattam, amelyek azt sugallják, hogy a lakosság és a közlekedés kibocsátása az abszolút számok növekedése miatt várhatóan növekedni fog. Most végezzünk el egy modellszámítást (1. táblázat), amely azt hivatott megbecsülni, hogy mennyi pénzre lenne szükség 5. ábra: Ipar részaránya a foglalkoztatásban 6. ábra 7. ábra: A személygépkocsi-állomány növekedése hazánkban (db/1000 fõ)

6 ahhoz, hogy a fenti trendek ellenére mégis elérhessük a törvényben megadott áhított célt. Cél: ÜHG-kibocsátás < 60 millió tonna szükséges lépések 1. táblázat: Az ÜHG csökkentés várható költsége Paksi atomerõmû bõvítés (1 db 1000 MW-os blokk, 600 MW-os energiatároló) További 5 TWh megújuló villamos energia (13%-os EU célkitûzés teljesítése) 10%-os bioüzemanyag bekeverés (EU célkitûzés teljesítése) Épületek energiahatékonyságjavítása ÜHG csökkentés mértéke (millió tonna CO 2 eé) Várható költség (Mrd HUF) 7, , , , Összesen: táblázat: Az átalakítás során keletkezõ bevételek Várható bevétel (Mrd HUF) Addicionális AAU kvótaeladások 30 EUR átlagos kvótaárat feltételezve 2012-tõl 260 Munkahelyteremtés új munkahely, HUF adóbevétel munkahelyenként Gázimportcsökkenés 400 USD/1000m³-rel számolva 2011-tõl Olajimport-csökkenés 90 USD/hordó feletti átlagos olajárral számolva 125 Összesen: A várható költség 8800 Mrd Ft, és ebbõl közel 6200 Mrd Ft (a GDP kb. 24%-a) az épülethatékonyság javítása lenne. Ez pedig a házak, lakások aktuális állapota alapján az alábbi módon (8. ábra) állna össze: Természetesen kalkulálnunk kell várható bevételekkel is, hiszen a felújítások munkahelyet teremtenek. Sajnos csak kb Mrd Ft bevétel várható (2. táblázat), így a program beteljesítéséhez valahonnan találni kéne mintegy 6000 Mrd Ft-ot a következõ 10 évben! 9. ábra: Az adott évben felvett egyetemi és fõiskolai hallgatók száma kommunikáció és energetikai mérnök szakra 8. ábra: Az épületek hatékonyságjavításának várható költsége

7 3. táblázat: Az ipar, a lakosság és a közlekedés CO 2 kibocsátása Szektor Magyarázat CO 2 ekv. millió t Csökkentés % CO 2 ekv. millió t Erõmûvek CCS + technikai potenciál a kibocsátáscsökkentésre 95%-ot meghaladó Ipar energiafogyasztás CCS a nagyobb kibocsátóknál? + emiatti energiaigény növekedése + megújulókra átállás + olajfinomítás megszûnik? Ipar technológia CCS a nagyobb kibocsátóknál: cement-, mész-, vasipar, mészkõfelhasználás az erõmûvekben, tejszínhabpatron megszüntetése, marad az altatógáz, hûtõ- és klímaberendezésekben CO 2, többi F-gáz felhasználása marad, meglévõ direkt égetés részben elektromos Közlekedés közúti Megújuló, elektromos autók, üzemanyagcellás autók Közlekedés vasút, hajózás Mezõgazdaság energiafogyasztás Épületek passzívvá alakítása, gépek fõleg megújuló energia felhasználásával Mezõgazdaság technológia Sertésállomány -40 %, mûtrágya-felhasználásból eredõ kibocsátás felezése Lakosság energiafogyasztás Átlagos épület minimum passzív házzá alakítva (esetenként 0 kibocsátásúvá) 45% hatásfok növekedés, tüzelés 90%-a villamos Hulladék Égetésnél CCS, lerakóknál metán visszanyerés, ami energiatermelésre fordítódik, hasonlóképp a szennyvízkezelésben Egyéb fogyasztók energiafelhasználás Átlagos épület minimum passzív épületté alakítva (esetenként 0 kibocsátásúvá) fõképp épületekhez kapcsolódó kibocsátások Energia-technológia (fugitív) Hazai kõolaj és földgáz kitermelés megszûnik az ezzel kapcsolatos kibocsátásokkal, földalatti gáztárolásra nem lesz szükség, maradó: lignitbányászat kb. 0 kibocsátással, gázhálózat szivárgása megszûnik a lakossági felhasználás hiányában De tegyük fel, hogy felpörög a gazdaság, és az adófizetõ polgárok befizetéseibõl sikerül megteremteni a programhoz szükséges forrást (EU-s forrás már csak 2000 Mrd Ft van), s akkor jön a következõ probléma: Jelenleg Magyarországon hiányzik a jól képzett munkaerõ (9. ábra), aki a programot végig tudná vinni. A fentiekbõl jól látszik, hogy akárhonnan közelítjük a célok megvalósíthatóságát, folyamatosan kézzelfogható korlátokba ütközünk, amiket nem lehetne figyelmen kívül hagyni felelõs gondolkodás mentén, és az is jól látszik, hogy a program megvalósítása milyen komoly áldozatokat követelne a lakosságtól is, ha az egyelõre nincs is még tudatában ennek! Végezetül álljon itt egy lehetséges elvárás a 2050-es kibocsátási célt illetõen, szektorokra bontva (3. táblázat). A táblázat tartalmazza az egyes szektorok 2007-es kibocsátási mennyiségeit és az elvárt csökkentést 2050-re. Ennek a célnak a költségeit még becsülni sem merem, mert olyan technológiák hétköznapi használatát feltételezi, melyek ma még igencsak gyerekcipõben járnak, így az is kétséges, hogy addig tényleg megvalósulnak-e (mindenkinek elektromos autó, és 0 kibocsátású passzív ház). Ki-ki maga eldöntheti mennyire reálisak az itt lefektetett elképzelések. Véleményem szerint tervezni és álmodni kell, de az álmokat nem szabad összekeverni egy szigorú törvény elõírásaival, amit azután képtelenség lesz betartani... Epilógus A választások miatt az éghajlatvédelmi törvény szerencsére még nem lett elfogadva, és valószínûleg eredeti formájában nem is fog többet a parlament elé kerülni. A cikkben azért remélem sikerült rávilágítanom, hogy bármikor és bármilyen formában is fog a törvény újra szavazásra kerülni, az nem csak az ipart és a gazdaságot, hanem az egyes állampolgárokat is húsba vágóan érintheti, ezért célszerû mindenkinek odafigyelni rá.

8 Szente Tünde * DANUWIN 2011 gazdaságfejlesztési konferencia Dunaújvárosban A Közép-Duna térség jövõje A Dunaújvárosi Kereskedelmi és Iparkamara, Dunaújváros Megyei Jogú Város Önkormányzata, a Dunaújvárosi Fõiskola, valamint az Ecotech Közép-Európai Innovációs és Technológiai Nonprofit Közhasznú Zrt február 3 4-én rendezte meg az Integrált térségi gazdaságfejlesztési, közép-európai innovációs és technológia transzfer konferenciáját. The Chamber of Industry and Commerce of Dunaújváros, the Local Government of County Rank Town of Dunaújváros, the College of Dunaújváros, as well as ECOTECH Central European Innovation and Technology Non-profit Public Co. Ltd. organized on 3-4 February 2011 a conference on integrated regional economy development, Central European innovation and technology transfer. A Közép-Duna Térségi Gazdaságfejlesztési Platform, amely térségünk nagy iparvállalatait ISD Dunaferr Zrt., Hankook Tire Magyarország Kft., Hamburger Hungária Kft., Ferrobeton Zrt., a kamarát és a helyi fõiskolát tömöríti, munkájának segítésére vetõdött fel a konferencia megrendezésének gondolata. A tanácskozás végeredményeként születhet meg a térség gazdaságfejlesztési koncepciója, iparfejlesztési stratégiája, amely igazodik az Új Széchenyi Terv stratégiai céljaihoz. A Duna mentén, az M6-os és M8-as autópálya mellett nem csupán földrajzilag, de közlekedési szempontból is az ország közepén Dunaújváros a Duna-stratégia részeként, pólusvárosként kiemelt fejlesztési pontként szerepel, amelyhez további térségfejlesztési programok kapcsolódnak. A platform résztvevõi közös szerepet vállalnak a térség gazdasági és társadalmi igényfelmérésében, a fejlesztési koncepciók és stratégiák kidolgozásában, összehangolásában, különös tekintettel a gazdaság-, a terület-, az oktatás-, és az innovációfejlesztés területén. A szervezõdés nyitott a térség kis- és középvállalkozásai, önkormányzatai, valamint szakmai és civilszervezetei elõtt is. A konferenciát köszöntõk sorát a házigazda jogán dr. Bognár László, a Dunaújvárosi Fõiskola rektora nyitotta, õt a város polgármestere, Cserna Gábor követte. Optimizmusának adott hangot: Dunaújváros sikerre van ítélve! A tanácskozás elsõ napjának levezetõ elnöki tisztét dr. Kadocsa László rektorhelyettes látta el. 1. kép: Králik Gyula, a Dunaújvárosi Kereskedelmi és Iparkamara elnöke megkeresik azt az optimumot, ami a fejlõdést elindítja. A válság gazdasági földrajzára áttérve jó hírrel szolgált: Fejér megye a kiemelkedõen fejlõdõ centrumtérségek közé sorolódik Budapest és Komárom-Esztergom megye társaságában. Sajnálatosan demográfiai válság sújt minket, ami alól Európa sem mentes. A termékenységi mutatói csupán a franciáknak és a svédeknek kedvezõek. Ami pedig a társadalmi, esélyegyenlõségi kihívásokat illeti, a szegénységi kockázatok nõnek, nõ az anyagi nélkülözésben élõk aránya. A szegénység kockázata pedig a versenyképességet Demográfiai válság Európában A Dunaújvárosi Kereskedelmi és Iparkamara elnöke, Králik Gyula (1. kép) ismertette az általuk kezdeményezett Közép-Duna Térségi Gazdaságfejlesztési Platform lényegét. Mint mondta, potenciálisan kreatív térség a dunaújvárosi, amely ipari és logisztikai központtá válhatna. A kreativitás az innováció alapja, mérni a technológia, a tehetség és a tolerancia mutatószámaival lehetséges. Salamin Géza (2. kép), a VÁTI Kft. Nemzetközi Területpolitikai és Urbanisztikai Iroda vezetõje a harmonikus és fenntartható társadalmi, gazdasági térszerkezetrõl tartotta meg elõadását. Véleménye szerint jó esetben a térség szereplõi elkezdenek egymással kommunikálni, * Szente Tünde rovatvezetõ 2. kép: Salamin Géza, a VÁTI irodavezetõje

9 rontja. Hazánk a demográfiai folyamatok szemszögébõl a fogyó, öregedõ országok közé sorolódik, rossz egészségügyi mutatókkal. Idehaza a születéskor várható átlagos élettartam 73,8 év. Más megközelítésben vizsgálva e mutatókat Észak-Magyarországon 68, Közép-Magyarországon 71,3 év. Egy bodrogközi fiú 64,5 évre számíthat, míg a budapesti agglomerációban élõk 73,1 évre. Budapest súlya az országban kettõs, egyrészt kapuszereppel bír nemzetközi viszonylatban, ami elõre húzó, másrészt a vízfej-szerep elszívó hatással bír, negatívan értékelendõ. A térségi fejlesztéseknél a logisztika szerepérõl beszélt a Magyar Logisztikai Beszerzési és Készletezési Társaság elnökségi tagja, Déri András. A piaci verseny hálózatok között zajlik. A versenyképesség eleme, hogyan tudunk e hálózatokon belül mûködni. Stratégia az, ami logisztikailag lehetséges summázta a lényeget a szakember. Globális ellátási lánc 3. kép: Martin Dale, a Siemens Zrt. elnök-vezérigazgatója A Siemens Zrt. térségi innovációs-gazdaságfejlesztési együttmûködéseit ismertette Martin Dale elnök-vezérigazgató (3. kép). A Siemens 120 éve van Magyarországon, napjainkban 2 ezer emberrel. Tíz éve megvizsgálták a megatrendeket urbanizáció, demográfiai változások, globalizáció, klímaváltozás/fenntarthatóság, s tevékenységüknek ezek képezik alapját. A Siemens csoport 2008 és 2010 közötti összes beruházása hazánkban 1215 milliárd forintot tett ki. A K+F az alábbi területeken jelent meg: vízkezelési technológiák, az ivóvíz minõségének védelméért. Energiarendszerek integrációja és fejlesztése, megújuló energiaforrások (szél és nap). Energiahatékonyság, energiatakarékosság. Közlekedési megoldások (vasúti, villamos közlekedés). Környezeti megoldások, szén-dioxid-kibocsátás csökkentése. Az elnök-vezérigazgató elõadásában a fenntartható város modelljét ismertette. Egy vizsgálat tanúsága szerint Budapest a 17. helyen áll az Európai Zöld Városok Indexe alapján a 30-as rangsorban. A fenntartható város, Trondheim példája követendõ, ahol a társadalom tagjainak mozgósításával a média és a helyi felsõoktatás szerepvállalásával energiafogyasztás-csökkenést értek el mind az ingatlanoknál (21%), mind pedig az iparnál (38%). Jelentõsen módosították a mûszaki berendezéseket, csökkentették a különbözõ fogyasztásokat. 4. kép: Olajos Péter, a Nemzeti Fejlesztési Minisztérium helyettes államtitkára A Siemens globális ellátási lánc programjában elõsegíti, hogy a kiváló és innovatív magyar kezdeményezések megjelenjenek a világpiacon. A budapesti központjukban a kertrészeket kútvízzel locsolják, a WC-ket nem ivóvízzel öblítik. A Nemzeti Fejlesztési Minisztérium stratégiai államtitkára, Olajos Péter klíma- és energiaügyi államtitkárhelyettes (4. kép) a zöldgazdaság fejlesztéséért és a klímapolitikáért felel. Elõadásában a Zöld világpiacról, a környezettechnológiákról, az alternatív és megújuló energiákról szólt. Ez utóbbiakon belül a biomassza aránya lesz a legmagasabb hazánkban. Kiemelte, hogy a zöldipar és a zöldpolitika a világban együttmûködõ rendszert képeznek. Az acélipar fejlõdésének lehetõségei és feltételei címmel tartott elõadást Valeriy Naumenko, az ISD Dunaferr Zrt. vezérigazgatója (5. kép). A fejlesztések között a kokszolói, a meleghengermûi és a fémbevonó-mûvi, kikötõbõvítési, vasúthálózati, energetikai, valamint ipari hulladékfeldolgozói elképzeléseket osztotta meg a nyilvánossággal. 5. kép: Valeriy Naumenko, az ISD Dunaferr Zrt. vezérigazgatója Hulladékpapírból papír Dr. Szikla Zoltán nyugállományú ügyvezetõ igazgató a magyarországi papírgyártás gazdasági környezetét ismertette a Hamburger Hungária Kft. szemszögébõl. A világ papírfelhasználása növekszik, nyolcvan kilencven éve a papírfelhasználás korrelál a GDP-vel. Idehaza mindig is több papírt használtunk, mint amennyit gyártottunk. Érde-

10 kességként megjegyezte, hogy a legtöbb papírt fogyasztó ország Belgium. A papírt korábban elsõsorban kommunikációra (újságalapanyag, egyéb írott anyag nyomópapírja) használták, ez az arány napjainkra, egyharmadára csökkent. Viszont megnõtt a csomagolásra és háztartásban használt papír aránya. A papírgyártás alapanyaga a farost, a rost és a hulladékpapír. Ez utóbbi a világon 52,1%-ot képvisel. A Hamburger Hungária Kft. hulladékpapírból állítja elõ termékeit. 670 ezer tonna feldolgozott hulladékpapírból 600 ezer tonna papírt gyárt éves szinten. A társaság foglalkoztatottjainak száma 360 fõ. Termelési értéke 67 milliárd forint/év. Az értékesítési arány: belföld 22%, export 78%. A Paksi Atomerõmû Zrt. fenntartásához és fejlesztéséhez szükséges erõforrásigényekrõl beszélt Süli János vezérigazgató helyettes. A társaság a hazai villamosenergiatermelésben 42,1%-ot képvisel. Az elsõ blokkot december 14-én indították, a másodikat augusztus 26-án, a következõt szeptember 15-én, s a legutóbbit augusztus 9-én. Fõ céljuk a biztonságos, gazdaságos és jövedelmezõ mûködés és üzemidõ-hosszabbítás. A jövõben két új blokk épül karbonmentes technológiával, ugyanis a villamosenergia-rendszerünk ezt igényli. A létesítés munkalehetõséget biztosít a beszállító, szolgáltató és építõipari cégeknek. Roy Katalin PR-menedzser, a Hankook Tire Magyarország Kft.-rõl tartott elõadást. A sikertörténet paraméterei: a Hankook Tire a világon a hetedik legnagyobb gumiabroncsgyártó vállalat, Európában a hatodik a rangsorban. Az idén hetvenévesek, 1941-ben alapították a céget Dél- Koreában, a központ ma is ott található. A magyarországi üzem 2007-ben indult, a beruházás második üteme ben kezdõdött, s a teljes gyártókapacitást 2011 augusztusára tervezik, 1900 fõ foglalkoztatásával. Elképzeléseik között szerepel a harmadik ütemben további beruházás a teherjármûvek gumiabroncsának gyártására. Jelenleg 65%-ban személygépkocsikhoz gyártanak gumiabroncsot. Legfõbb piacuk Európa. A magyarországi gyárból 36 országba szállítanak. A teljes árbevétel 5%-át K+F tevékenységre fordítják. Kevés a reáldiplomás A vállalkozások versenyképességével foglalkozott dr. Parragh László, a Magyar Kereskedelmi és Iparkamara elnöke (6. kép). A kizárólag egyensúlyra törekvõ gazdaságpolitika kudarcra ítélt. Üdvözítõ megoldásnak tûnik a monopóliumok hatósági eszközökkel való megtörése, a privatizációs szerzõdések újratárgyalása, az ágazati különadók bevezetése és fenntartása, valamint az állam gazdasági szerepének erõsítése. A foglalkoztatási adatok lehangolóak. A szakképzésben a gyakorlati képzõhelyek hiánya jellemzõ. A diplomások között öt százalék a reáldiplomások aránya. Néhány évvel ezelõtt a felvételizõk majdnem nyolcvan százalékát felvették valamelyik felsõoktatási intézménybe. Ugyanakkor a tanulmányaikat befejezõk 30 35%-a nem kap diplomát nyelvvizsga hiányában. Jelenleg hazánkban 26 egyetem, 43 fõiskola mûködik. 6. kép: Dr. Parragh László, a Magyar Kereskedelmi és Iparkamara elnöke A jármûipar üres foltja a felületvédelem Belina Károly a Mercedes-Benz Manufacturing Hungary Kft. szomszédságában mûködõ Kecskeméti Fõiskola képviseletében osztotta meg tapasztalatait, s adott ötletet a Dunaújvárosi Fõiskolának arra vonatkozóan, hogy a hazai jármûipari K+F-ek melyik szegmensébõl vegye ki a részét. Ez pedig nem más, mint a felületvédelem, felületkezelés, ugyanis a gyõri térség a motorokra, Kecskemét a Mercedesre, a fõváros a fejlesztésekre, Miskolc a mechatronikára, Veszprém, Székesfehérvár az üzem- és kenõanyagokra specializálódott. Varga Csaba, a Stratégiai Kutató Intézet Nonprofit Kft. elnöke térségi fejlesztési modelleket ismertetett. Nincsenek stabil viszonyok kezdte elõadását, majd így folytatta: A gazdasági világválság nem ért véget, stabilan megmarad. A térségfejlesztésben paradigmaváltás történt, e szerint megerõsödnek a helyi autonómiák. Társadalmi erõsödés kell a gazdaság fejlõdéséhez. Minden érdemi változás kisebb térségekben megy végbe. A kistérségek az innováció fejlesztésében meghatározó szerepet töltenek be. A képviseleti demokráciát felváltja a részvételi demokrácia, ami azt jelenti, hogy az állampolgár minden egyes döntés meghozatalában részt vehet, aminek feltétele az új önkormányzati struktúra kialakítása. A települések lakói egészségi állapotának javítása az egyik eleme a modelleknek. Abán például ingyenes egészségállapot-felmérést végeznek, s az egészségállapot javítására a természetgyógyászatot helyezik elõtérbe. Bevezetik a helyi közösségi pénzt, a nem piaci jellegû szolgáltatáscserét. A közösségi védõgyûrût az utcaközösségek hálózatán belül mûködtetik. Az önálló önellátással energia, élelmiszer a válsághelyzetekre készítik fel az embereket. A konferencia második napján azokat a technológiákat mutatták be, amelyek a térség gazdaságfejlõdését szolgálják, szolgálhatják. Térségi innováció és technológiai transzfer Közép-Európában címet viselte a február 4-i elõadássorozat. 10

11 Horváth Ákos, Szabó Zoltán * A gyártástechnológiák fejlõdése a Dunai Vasmûben az elmúlt 60 év alatt (Elsõ rész) A Dunai Vasmû (Dunaferr Rt., ISD Dunaferr Zrt.) mûködésének 60 éve alatt nagyon sok technikai, technológiai átalakulás eredményeként jutott el a jelenlegi helyzetéig. Acéltermelése jelentõsen megnõtt, termékskálája kiszélesedett, alkalmazott technológiája biztosítja termékei minõségének nemzetközi színvonalát. Összeállításunkban a teljesség igénye nélkül bemutatjuk fejlõdésének leglényegesebb állomásait, a két alapvetõ gyártási fázis, az acélmetallurgia és az alakítástechnológia területének nyomon követésével. Dunai Vasmû (Danube Ironworks, Dunaferr Rt, ISD Dunaferr Zrt) during its 60 years of operation has reached its present situation through the result of many technical and technological change. Its steel production has increased significantly, its product range has widened, and its applied technology ensures the international level of its products. In our article without the demand of completeness we are presenting the most important stations of its development by tracking the two basic production phases, the area of steel metallurgy and forming technology. Bevezetõ A Dunai Vasmû, mûködésének 60 éve alatt technikai és technológiai vonatkozásokban sokat fejlõdött, termékskálája szélesedett, technológiája korszerûsödött, és gyártott termékeinek minõsége megfelel a nemzetközi színvonalnak. Az alábbi összeállítás elkészítésével arra vállalkoztunk, hogy bemutatjuk ezt a fejlõdési utat, a kezdetekben alkalmazott technológiákat, azok átalakulásának, fejlõdésének idõközönkénti gyötrelmes útját. Az összefoglaló nem tud kitérni a változások minden mozzanatára és csak két gyártási fázissal, az acélgyártással, valamint a meleg- és hideghengerléssel foglalkozik. 1. Az acélmetallurgia fejlõdése 1.1. Az acélgyártás technológiájának és a gyártott acél mennyiségének változása Dunaújvárosban az acélgyártás 1954-ben 125 tonnás, 52 m 2 fürdõfelületû, pakura-kohógáz tüzelésû fél-venturi Martin-kemence üzembe állításával kezdõdött. Az acélgyártáshoz szükséges égéshõmérsékletet az égéslevegõ és a kohógáz elõmelegítésével biztosították. Az acélgyártás energiafelhasználása közel 10 GJ/t acél volt, az adagidõ óra között változott ban, a negyedik Martin-kemence felépítése után a terveknek megfelelõen lezárult a kemenceépítés. Az 1956-ban üzembe helyezett kokszolómûben keletkezett kamragáz felhasználása lehetõvé tette a Martin-kemencék szerkezeti átalakítását. A nagyobb fûtõértékû kamragáz felhasználása szükségtelenné tette a gáz elõmelegítését, ezért a kemencék tûzfejét Maerz-típusú tûzfejjel váltották fel. Az 1956-ban felépített harmadik és az 1960-ban üzembe helyezett negyedik kemence már ilyen típusú tûzfejjel épült, és az utóbbi kemence 150 t betét olvasztására volt alkalmas. Javultak az acélgyártás mûszaki mutatói. Az energiafelhasználás 6 GJ/t acél alá csökkent, az adagidõ kisebb lett 8 óránál. A négykemencés üzemmel az acélmû * Dr. Horváth Ákos ny. fõtechnológus Dr. Szabó Zoltán ny. fõmetallurgus, ISD Dunaferr Zrt. termelése 1961-ben elérte a tervezett t/év termelési szintet.( t/év) Az acélmû, kezdetben csillapítatlan acélminõségekbõl, 3 5 tonna súlyú négyzet keresztmetszetû öntecseket (tuskókat) gyártott, amelyeket hazai hengermûvekben hengereltek ki. Az üzemviteli biztonság megszerzése után az acélmû szakemberei sikeresen oldották meg a Lõrinci Hengermû részére a kisméretû, 2,4 t súlyú lapos öntecsek és a Csepeli Csõgyár részére a palacknyakú kokillába öntött 1,1 t súlyú öntecsek gyártását. A hazai gépipar lemezigényének növekedése és minõségigényének bõvülése szükségessé tette a Si-mal csillapított acélminõségek gyártását is, amelyek között kiemelkedõ fontosságú volt a kazánlemezgyártás. A csillapított acélokat felöntõsapkás kokillákba öntötték le. Ebben az idõben kezdõdtek üzemi kísérletek az acélok kokillában történõ félig csillapításának gyakorlati megvalósítására, a nagy dúsulási mértéket mutató csillapítatlan acélok kiváltására. Errõl részletesen a következõ fejezetben szólunk ben üzembe helyezték a meleghengermûvet, amely újabb kihívást jelentett az acélmû számára mind mennyiségi, mind minõségi vonatkozásban. Még ebben az évben üzembe helyeztek egy színképelemzõ készüléket az acélpróbák és a végpróbák gyorsabb és pontosabb meghatározása érdekében. A gyártási folyamatok és a késztermékek összehangolt minõség-ellenõrzésére létrehozták a Minõség-ellenõrzõ és Anyagvizsgáló Fõosztályt (MEAF) Az egyre növekvõ piaci lemezigény kielégítése és a gyártás gazdaságosságának javítása érdekében a meleghengermûben 1963-ban a kétfázisú hengerlésrõl (öntecs-buga-lemez) átértek az egymeleges hengerlésre (öntecs-lemez). Ez az új technológia, amely mai szemmel is merész lépésnek tûnik, nagy energiamegtakarítást eredményezett, és lényegesen növelte a hengersor idõkihasználását, ami jelentõs termelésnövekedést indukált. Az egymeleges technológia bevezetése, az öntecsek jó felületi minõségének biztosítása miatt, az acélmûtõl egyre pontosabb munkavégzést és nagy technológiai fegyelmet követelt. A két gyártómû jól vizsgázott, mert a vevõk 11

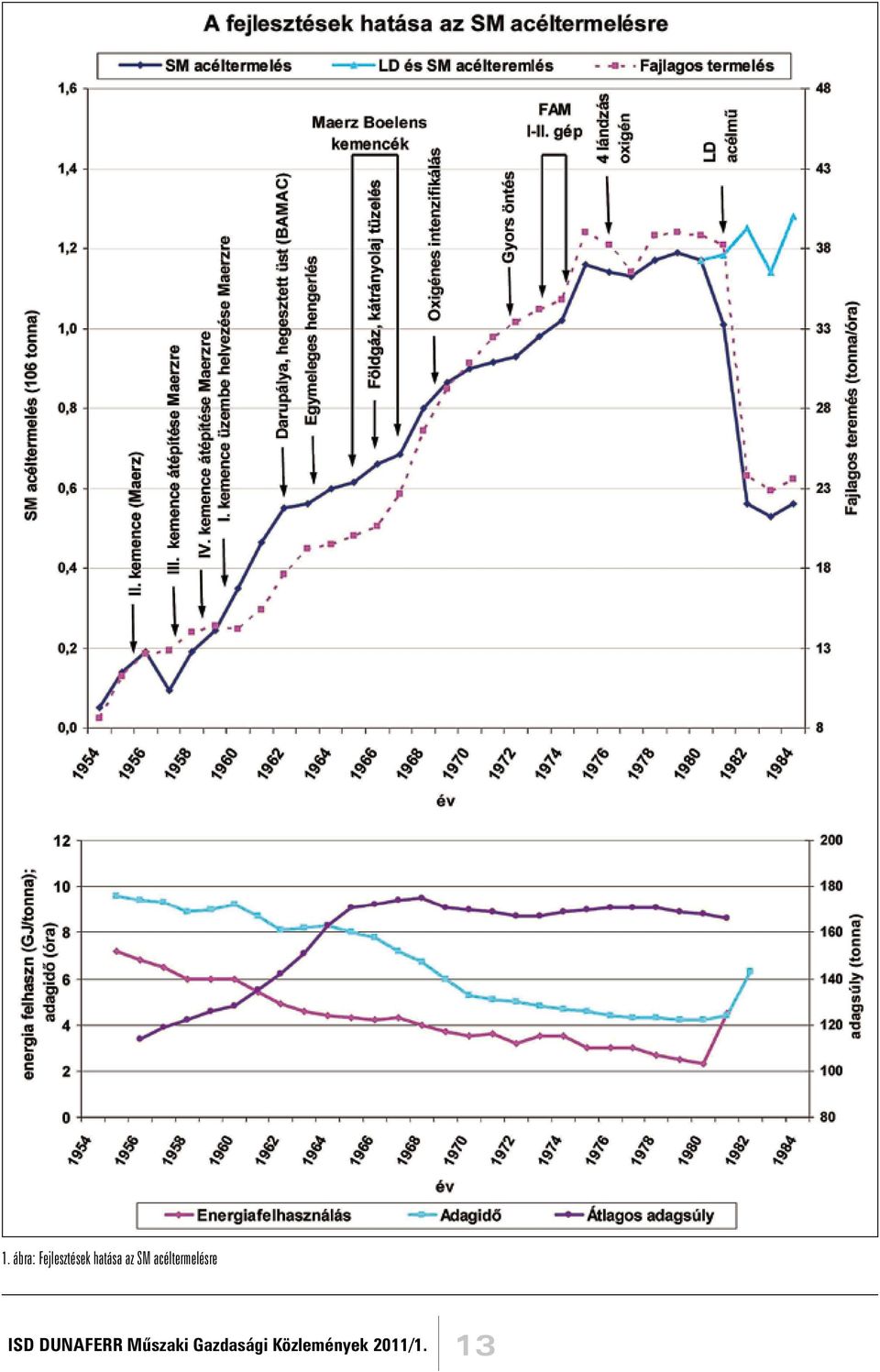
12 (felhasználók) nem emeltek lényeges kifogásokat a Dunai Vasmûben gyártott lemezek minõségével szemben. Az 1960-as évek közepétõl tovább növekedett a kereslet a lemeztermékek iránt, ezért az acélmûben a Maerz-típusú Martin-kemencéket a korszerûbb, jobb hõhasznosítású, nagyobb fürdõfelületû és nagyobb betétsúlyú Maerz- Boelens-kemencékkel váltották fel. A kemencék üzembe állításának, az elmondottakon túl, nagy elõnye volt még, hogy elsõ falrésze és a boltozata elõszerelt szegmensekbõl épült, ami az átépítési idõket rövidítette le, növelve ezzel az éves idõkihasználást. A kemencék átépítése folyamatosan történt, és három év alatt fejezõdött be ( ). Az MB-kemencék beüzemelése után az adagsúly 170 tonnára növekedett, az adagidõ 6 óra alá, az energiafelhasználás 4 GJ/t acél alá csökkent, a fajlagos teljesítmény meghaladta a 26 t/ó értéket, és az éves acéltermelés megközelítette a t -át A fenti teljesítmény eléréséhez az is hozzájárult, hogy a kemencék energiaigényét 1966-tól földgázkátrányolaj tüzeléssel biztosították. A földgáz nagyobb fûtõértékével, a kátrányolaj nagyobb Conradson-száma (C/H arány) pedig a láng sugárzóképességének növekedésével segítette a hõátadási hatásfok javulását. A termelés ilyen nagyságú növekedését az öntõcsarnoki kapacitás nehezen tudta követni. A legszûkebb keresztmetszetet az alsóöntésû öntõszerelvények elõkészítése és a hosszú alsóöntési idõ jelentették. Az öntési teljesítmény növelését és az öntõszerelvények elõkészítési idejének csökkentését egyaránt szolgálta a gyors felsõöntési eljárás (zuhanó öntés) bevezetése. Az eljárásnál 75 mm átmérõjû kagylón keresztül történt az öntés, és egy 7 8 tonnás kokillát másodperc alatt öntöttek tele acéllal. (A 160 tonnás adagokat perc alatt öntötték le) Az öntõszerelvények gyorsabb elõkészítését szolgálta, hogy a csillapított acélok öntésére elõkészített szerelvényeknél, a falazott felöntõsapkák helyett, saját tervezésû és gyártású, a kokillák felsõ részére egyszerûen beszerelhetõ, jó szigetelõ tulajdonságú és lassan égõ (hõt termelõ) lapokból kialakítható Nórit-fejeket használtak. Ezeknek, a lapoknak a szerelése gyorsabb szerelvény elõkészítést eredményezett, valamint a zsugorodási üregek jobban a Nórit-fejekben koncentrálódtak, aminek eredményeként a meleghengerlésnél az öntecs-lemez kihozatal 5 6%-al javult. További acéltermelés-növekedést eredményezett a oxigénes intenzifikálás bevezetése az acélgyártásban (1969). A tûzfejbe, az olajégõ alá épített fúvókán keresztül, a láng intenzifikálásához m 3 /t.óra mennyiségû oxigént fúvattak, és két darab boltozati lándzsán, a dekarbonizáció sebességének növelésére m 3 /t.óra oxigént használtak. Az oxigénes technológia alkalmazása eredményezte, hogy 1972-ben az acélmû elérte a t/év acéltermelést. Az oxigénes acélgyártás bevezetése után azonban lényegesen megnõtt a füstgázok portartalma, amely a kemencék szerkezeti elemeire is és a környezetre is negatív hatással volt. A kéményeken távozó füstgáz portartalma meghaladta a 16 g/m 3 értéket (a városlakók ezt port Boró-púdernek nevezték el). A hatások mérséklése érdekében a kemencéknél szerkezeti változtatásokat és falazat-karbantartási intézkedéseket hajtottak végre, de ami a legfontosabb, a füstgáztisztító berendezés megépítésével a városlakókat megóvták az egészségre ártalmas porszennyezéstõl. (Összehasonlításul megemlítjük, hogy ma a konverterek kéményén eltávozó füstgáz portartalma 50 mg/m 3 alatt van.) A Dunai Vasmû mûszaki és gazdasági szakemberei mindig nyitottak voltak az új technológiák bevezetésére. Bizonyítja ezt az 1972-ban megkezdett folyamatosöntõmûberuházás, akkor, amikor a világ acéltermelésének még csak 3 4%-át öntötték ezzel az öntési eljárással. A folyamatos öntõmûvek, a dunaújvárosi beruházás idejében, függõleges elrendezésûek voltak. Ennek megfelelõen, 1973-ban, a Dunai Vasmûben 2 db, egyenként kétszálas függõleges elrendezésû öntõgépet helyeztek üzembe, amelynek tervezett kapacitása 800 kt/év volt. Az öntõgépek üzembe helyezése t/év anyagmegtakarítást tett lehetõvé, az öntési hulladék csökkenése és az öntött bugának, a tuskóhoz képest, jobb kihozatala folytán. Növekedett a meleghengermûi elõnyújtósor kapacitása ezzel párhuzamosan a meleghengermû termelése is, mert a mm vastag öntecsek (tuskók) helyett a 240 mm vastagságú brammák elõnyújtásához szükséges szúrások száma a korábbi helyett 5 7-re csökkent. Az öntõmû üzembe helyezése után, az öntési kapacitás növekedése eredményeként növelhetõ volt az acéltermelés is, amit nagyobb oxigénfelhasználással értek el. Metallurgiai okokból az eddig használt két lándzsa helyett négy lándzsát szereltek a boltozatra ban az acélmû termelése elérte az 1200 kt/ év acéltermelést. Mivel a folyamatos öntõmû ekkora acélmennyiség leöntésére még nem volt alkalmas, ezért a kokillás és a folyamatos öntést egymás mellett alkalmazták. A folyamatos öntõmû kapacitásának bõvítése, mivel gazdaságossági elõnye megkérdõjelezhetetlen volt, gyorsan napirendre került. A termelés bõvítését az alábbi beruházások biztosították: t teherbírású öntõüst-fordítóállvány beépítése mindkét gépnél (megvalósítható lett az adagról adagra öntés). 2. Az 1200 mm hosszú kristályosítókat 700 mm-es kristályosítókra cserélték, amelyeket 500 mm hosszú lábgörgõs szakasszal egészítettek ki. (Az új kristályosítók szélességi mérete állítható, ezért a szelvényváltás ideje csökkent, ami a gépek idõkihasználását növelte.) 3. Az 1991-ben telepített számítógépes folyamatirányító rendszert 1999-ben saját tervezésû és kivitelezésû új hûtési modellel váltották ki. A másodlagos hûtõzóna alsó zónáiban a vízhûtést kétközeges (levegõvel porlasztott vízhûtés) hûtésre cserélték, valamint 1 m-rel meghosszabbították a másodlagos hûtõzóna hosszát. Ezek együtt lehetõvé tették a szálak húzási sebességének növelését Ezekkel az intézkedésekkel az öntõgépek teljesítménye lényegesen nagyobb lett, és 2002-ben meghaladta az 1600 kt/év teljesítményt, ami összhangban van az acélgyártás teljesítményével. A folyamatos öntõmû teljesítményének növekedésével a kokillás öntés részaránya egyre csökkent, és 1991-ben meg is szûnt ez az öntési eljárás. Nevezetes dátum a Dunai Vasmû életében az 1981-es év. Ekkor kezdõdött az acélgyártásban a technológiaváltás, amely során a Martin-acélgyártást az oxigénes konverteres acélgyártás váltotta fel. A technológiaváltás a világban 1975-ig már zömében végbement, hazánkban ez a folyamat kicsit megkésett. A Dunai Vasmûben két, egyenként 130 tonnás konverter és egy 1300 tonnás nyersvaskeverõ épült. Az 1-es konverter augusztus hónapban, a 2-es konverter június hónapban csapolt 12

13 1. ábra: Fejlesztések hatása az SM acéltermelésre 13
14 elõször. A konverterek 2+1 üzemélési rendben dolgoztak. A konverterek beüzemelésének idõszakában az acéltermelés szinten tartása (növelése), és a gyártott folyékony nyersvas felhasználása miatt a Martin-kemencék is üzemeltek. A konverteracélmû teljesítménye fokozatosan növekedett, és 1988-ban már meghaladta az 1000 kt/év acéltermelést. A konverterek teljesítményének növekedése ütemében a Martin-kemencék termelése és teljesítménye (a betétbe egyre kevesebb folyékony nyersvas jutott) is egyre csökkent, és a kemencéket fokozatosan leállították. Az utolsó martinacél adagot december 1-jén 9 óra 25 perckor csapolták le, és ezzel, 38 évi üzemelés után, befejezõdött Dunaújvárosban a Martin-acélgyártás. A Martin-acélgyártás termelésének növekedését, az egyes technológiaváltások hatásait, idõrendi sorrendben az 1. ábra szemlélteti [3]. A konverterekben gyártható acélmennyiség szorosan összefügg a nyersvastermeléssel ben a nagyolvasztók termelése 3000 t/ü.nap volt, amelyet az elegykihozatal növelésével és egyéb mûszaki intézkedésekkel 2000-re 3800 t/ü.nap-ra sikerült növelni, és ez megalapozta az acéltermelés további növelésének lehetõségét [10]. Idõközben a konverterüzemben olyan kiváló szakembergárda alakult ki, olyan mennyiségû szakmai ismeret, tudás halmozódott fel, amely együtt biztosítani tudta a termelés növelésének minden feltételét. Álljon itt néhány mûszaki mutató a fejlõdés bizonyítására: 1. Az üzemidõ-kihasználás 76%-ról 91%-ra növekedett. 2. A lecsapolt adagok száma 8000 adag/évrõl adag/ évre növekedett. 3. A fajlagos fémbetét 1120 kg/t alá csökkent. 4. A fajlagos nyersvas-felhasználás 820 kg/t alá csökkent. 5. Az adagidõ 1 óráról 40 percre csökkent [7]. A nyersvastermelés növekedése, az acélgyártási kultúra nagyfokú fejlõdése és néhány kisebb beruházás azt eredményezte, hogy a konverterek termelése 2002 évtõl kezdõdõen meghaladja az 1600 kt/év mennyiséget. Napjainkban is a válságos idõszakot kivéve az acéltermelést a fentiekhez hasonló számok jellemzik, amely a jelenlegi berendezések kihasználtságának maximumát jelenti. Néhány mondattal megemlékezünk a martincsarnokba telepített, eredetileg 5 tonnás elektrokemence termelésérõl is. A kemence telepítését a közepesen és erõsen ötvözött pácolt lemezek iránti kereslet indukálta, de szerepet játszott üzembe állításánál az is, hogy felmerült a hazai elektroacél-gyártás bõvítésével kapcsolatosan a Dunai Vasmû neve is. Az 1955 decemberében üzembe helyezett kemence osztott felépítésû volt. A kifordítható boltozata lehetõvé tette a hulladék kosaras adagolását, ami komoly fizikai munkától kímélte meg a kemence személyzetét, valamint növelte a kemence idõkihasználását. Villamos rendszere, automatikája megfelelt az akkori idõk követelményeinek. A kemencét a KGYV építette. (A kemence villamos rendszere a brüsszeli világkiállításon aranyérmet nyert.) A beüzemelési idõszak után a kemence teljesítménye látványosan növekedett, és a kemence bõvítõ átalakítása 7 tonnára növekedett az adagsúly után éves termelése 1975-ben meghaladta a tonnát. A kemencében erõsen és közepesen ötvözött acélokat gyártottak, és a termelt acél mennyiségének legnagyobb hányadát a 18/8- as saválló acél és a honvédségi megrendelésre gyártott ún. kemény acélok tették ki. A folyamatos öntõmû üzembe helyezése, az öntecsgyártás befejezése és a mélykemencék üzemének leállítása után, 1991-ben az elektroacél-gyártás is megszûnt az acélmûben A gyártott acélok minõségének javítása a metallurgiai technológiák korszerûsítésével Az acélmû mûszaki szakemberei mindig nyitottak voltak az újra és ez valamennyi generációra igaz, aminek eredménye az a nagyfokú minõségjavulás, amely a válságos idõszakokban segítette a gyár talpon maradását. Kezdjük a sort az acélgyártás kezdeti szakaszával. Amint arról már szóltunk, az acélgyártás kezdeti szakaszában csillapítatlan acélokat gyártottak. Az acélok leöntését alsó öntéssel végezték, és egy-egy öntõtáblára, az öntecsek (tuskók) nagyságától függõen, 4, 8, esetleg 12 db kokillát helyeztek el. (Csillapítatlan acélnak nevezzük azokat az acélokat, amelyek oxigéntartalma 25 30%-kal meghaladja a csapolási hõmérsékletre érvényes, az aktuális karbontartalomhoz tartozó egyensúlyi oxigéntartalmat.) Ezeket az acélokat, öntés közbeni lehûlés során, intenzív szén-monoxid-fejlõdés és erõteljes acélmozgás jellemzi. Csapolás közben FeMn-nal végzett dezoxidációval megfelelõen beállított oxigéntartalmú acélból öntött öntecseket, jó felület, mm vastag hólyagmentes ép kéreg mellett, az öntecsek felsõ harmadában kialakuló nagyfokú dúsulás (elsõsorban kéndúsulás) jellemzi. A dúsulás kialakulása a szelektív kristályosodás és a CO gáz okozta erõteljes acélmozgás együttes jelenlétének következménye. A dúsulás mértéke az acél áramlásának idejével függ össze. Minél hosszabb a gázképzõdés okozta mozgás ideje, annál nagyobb az öntecsekben kialakuló dúsulás. (A nagyobb öntecsekben a kéndúsulás akár a %-ot is elérheti) A nagyfokú dúsulás miatt a kihengerelt lemezek felsõ harmadának minõsége nem felelt meg az alapvetõ követelményeknek, ezért ezeket különválasztva tárolták, és harmadosztályú lemezként értékesítették. A dúsulás mértékének csökkentése érdekében az öntés befejezése után az öntecsek tetejére öntöttvasból készített vastag fedeleket tettek, amelyek megdermesztették a tetejét. Mivel a gyorsan kialakuló acélkéreg miatt a gázok nem tudtak eltávozni, a belsõ nyomás növekedése megállította a karbon-oxigén reakciót, ezért az olvadék áramlása is megszûnt. Az acél lehûlése során bekövetkezõ térfogati zsugorodás a belsõ nyomást csökkentette, ezért újra megindult a reakció, és az újabb zsugorodási folyamatok újabb gázképzõdést indukáltak. A ekkor fejlõdött gáz az öntecsben rekedt, és apró gázhólyagok formájában kitöltötte a zsugorodási üreget. Ezt az acélt mechanikusan félig csillapított acélként ismeri a szakma. A Dunai Vasmûben a meleghengermû indulásáig, ahogy az elõzõ fejezetben már említettük, 2,4 tonnás lapos öntecseket öntöttek. Egy-egy alsó öntésû táblára 8-8 db kokillát állítottak. A kokillákra egy-egy tábla leöntésének befejezése után daruval rakták a lefagyasztó fedeleket, ami nehézkes és idõigényes munka volt. A késve lefedett öntecsek más dúsulási képet mutattak, mint amelynél a gázképzõdés hamarabb befejezõdött. Ez a tény minõségi különbségeket eredményezett az adagokon belül, ezért ezt a technológiát új öntési technológiával váltották fel. Az új öntéstechnológia bevezetését elméleti számítások és üzemi kísérletek elõzték meg. A sikeres kísérleti 14
 is egyre csökkent, és a kemencéket fokozatosan")
15 eredmények után sor került a kokillában félig csillapított acélok gyártásának bevezetésére [1]. A technológiai elõírás szerint az acélokat csapolás közben csillapítatlan acéloknak megfelelõen dezoxidálták. Az öntést alsó öntéssel végezték, és az öntés a csillapítatlan acélra jellemzõ gázfejlõdéssel és intenzív acéláramlással indult. Az öntecsek jó minõségû kristályos kéreggel rendelkeztek, és a primer hólyagkoszorú a kéreg alatt mm távolságban alakult ki (erre azért volt szükség, hogy a meleghengerlés alatt a kéreg ne szakadjon fel). A primer hólyagkoszorú kialakulásának helyzetét, az acél oxigéntartalmán túl, az öntési sebesség is befolyásolta. Minél gyorsabb volt az acélszint emelkedésének sebessége a kokillában, annál gyorsabb volt a ferrosztatikus nyomás növekedése is, ami a gázképzõdés sebességét csökkentette, és a hólyagkoszorú elhelyezkedését a külsõ kéreg felé tolta el. Ennek elkerülése érdekében a kokillában az acélszint emelkedési sebességét cm/perc érték között tartották. (Az öntési sebességet az üstbe épített öntõkagyló átmérõjével szabályozták.) Az öntés befejezése elõtt sec-mal az acélhoz, az öntõtölcséren keresztül, annyi Al-port adagoltak, amennyi a még folyékony halmazállapotú acél oxigéntartalmát a dermedési hõmérsékletre érvényes egyensúlyi oxigéntartalomra csökkentette le. A dezoxidáció elvégzése után a gázfejlõdés és az acélmozgás megszûnt, az öntecsek tetején megkezdõdött a kristályos kéregképzõdés. A további lehûlés során a dermedési folyamat a mechanikusan félig csillapított acéloknál leírtak szerint ment végbe. Az acélmû mûszaki szakemberei, az elõzõ fejezetben már említett, gyors öntési eljárás bevezetésével párhuzamosan, kidolgozták a harmadik félig csillapított acéltípus, az üstben félig csillapított acél gyártástechnológiáját is. Ezeknek, az acéloknak a dezoxidációját csapolás közben az üstbe adagolt FeMn és FeSi adagolásával végezték. Az acél oxigéntartalma tehát már az üstben lecsökkent a félig csillapított acélra jellemzõ értékre ami az acél dermedési hõmérsékletére érvényes, a karbontartalomhoz tartozó egyensúlyi oxigéntartalmat jelenti ezért a dermedési hõmérsékletre történõ lehûlésig nem képzõdött az acélban szén-monoxid gáz. A kokillával érintkezõ folyékony acél szinte azonnal elérte a dermedési hõmérsékletet, és megindult a gázfejlõdés. A gázfejlõdés visszaszorítását a ferrosztatikus nyomás gyors növelésével, a már említett zuhanó öntéssel biztosították. Ennél az öntési eljárásnál, amint arról az elõzõ fejezetben már szó esett, másodperc alatt öntötték tele a kokillákat. Másfél méteres öntecsmagasság esetén az acélszint emelkedési sebessége elérte a 3 m/perc értéket, ami a kéreg alatti gázképzõdést megakadályozta. Az öntés befejezése után az öntecsek tetején gyorsan kialakult egy kristályos kéreg, ami a belsõ nyomások megnövekedése miatt a gázfejlõdés megindulását itt is megakadályozta. Az acél térfogatos zsugorodása és a gázfejlõdés viszonyának összhangja ennél az acéltípusnál is biztosította, hogy összefüggõ fogyási üreg (lunker) nem alakult ki, hanem az apró gázhólyagok formájában jelent meg az öntecsekben. Az öntecsek fejrészében kialakuló gázhólyagok belsõ felülete fémes, ezért a meleghengerlésnél fémes kapcsolat alakul ki a hólyagok összenyomódása után. A mai vizsgálati módszerek ismeretében könnyû belátni, hogy az acélok dezoxidációja, az akkori technikai feltételek mellett, nem volt egyszerû feladat. Az acélok nem megfelelõ dezoxidáltsága pedig selejtveszélyt jelentett. Kellõ találati biztonsággal történõ gyártáshoz az acél karbon- és oxigéntartalmának megbízható és gyors meghatározása mellett az acél hõmérsékletmérésére, valamint a salak vasoxidtartalmának és bázikusságának elemzésére is szükség volt. Az acélok C-, Mn- és S-tartalmát, valamint a salakok FeO-tartalmát és bázicitását a Martin-kemencék közelében elhelyezett ún. gyorslaboratóriumokban határozták meg. A kemencébõl kivett próbát kovácsolták, forgácsot készítettek belõle (fúrták), és ezt vitték a laboratóriumba. Az elemzés ideje a próba beérkezésétõl számítva C esetében 7 8 perc, Mn és S esetében 8 9 perc volt. Az ötvenes évek végén a gyártás biztonságát növelte a salak FeO-tartalmának és bázicitásának gyors meghatározására kidolgozott eljárás is. (Az oxigén gyors meghatározása ebben az idõben még szóba sem jött.) Az acél hõmérsékletmérését az elsõ idõszakban izzószálas optikai pirométerrel mérték, de az acélgyártók próbavételnél az acél színe, folyékonysága és próbacsészében való viselkedése alapján megbízhatóbban állapították meg a hõmérsékletet. Az elemzési eredmények és a gyakorlati adatok összevetésével az acélgyártók következtetni tudtak az acélok oxigéntartalmára, és ezek az adatok alapul szolgáltak mind az üstben, mind a kokillában történõ dezoxidáció végrehajtására. Az acélok oxigéntartalma azonban a csapolás és az öntés körülményeitõl függõen változott, amely az acélok nem megfelelõ dezoxidáltsági állapotát, aluldezoxidált, vagy túldezoxidált acélok keletkezését eredményezte. Az aluldezoxidált acélokból öntött tuskók teteje, ha az öntés befejezése után nem dermedt le, akkor a következõ tábla leöntésénél növelték az adagolt Al-por mennyiségét. Túldezoxidáltság esetén az öntecsek teteje a zsugorodás miatt homorú volt a dermedés után, ekkor pedig csökkentették az Al-por mennyiségét. Helyesen végrehajtott dezoxidáció esetén a tuskók teteje a belsõ nyomások miatt domború felületû (bogárhátú) volt. A túldezoxidált acéloknál, az öntecsekben a zsugorodás nyomáskönnyítõ hatására nem indult meg a fogyási üreget kompenzáló CO gáz képzõdése, ezért összefüggõ, viszonylag nagy kiterjedésû lunker alakult ki az öntecsek felsõ harmadában. A lunkerek belsõ felületei között dúsulások és nagy mennyiségû zárvány jelenléte miatt a meleghengerlés hõmérsékletén a nagy nyomások hatására sem alakult ki fémes kapcsolat, ami a hengerelt lemezek rétegességét okozta. Az aluldezoxidált acéloknál viszont az öntés befejezése után a gázképzõdés csökkent intenzitással ugyan, de folytatódik. A gázképzõdés miatt az öntecsek felületének néhány cm 2 -én nem képzõdött szilárd kristályos kéreg, és ezen a részen (esetleg részeken), a gázfejlõdés okozta nyomásnövekedés a kiszabaduló gázzal együtt az egyre nagyobb sûrûségû acélt is az öntecsek felületére hordta ki. (Az ilyen öntecseket a köznyelv karfiolos fejû öntecseknek nevezte.) A gázképzõdés következtében az öntecsek felsõ egyharmadának felülete alatt gázhólyagkoszorú alakult ki. Mivel kicsi volt a gázképzõdés intenzitása, a hólyagmentes kéreg is vékony volt, ezért ezek a meleghengerlésnél felszakadtak, és hibás felületû lemezek keletkeztek. A túldezoxidált acélokat az öntés során javítani nem lehetett. Az aluldezoxidált acélok minõségének biztosítására viszont egy sajátos technológiát dolgoztak ki. Az öntecsek fejrészében, ahol a gáz- és acélkiáramlás megindult, alumíniumrudakkal dezoxidálták a nyílások környezetében az acélt, biztosítva ezzel a gyors kéregképzõdést, 15

16 és a kiáramlások megszûnését. Hibázni ennél a javító technológiánál is lehetett. Amennyiben az alumíniumrúddal nagyobb acéltömeget dezoxidáltak (túlságosan mélyre nyomták az alumínium rudat), az öntecsek fejrészében az acél túldezoxidált lett, ezért ott lunker képzõdött. A kémiailag félig csillapított acélokat alsó öntéssel gyártották. Az öntecsek felületi minõsége ennek megfelelõen minden igényt kielégített. Az üstben félig csillapított acélok zuhanó öntése miatt az öntecsek felületi minõsége, a technológia bevezetésének elsõ fázisában, nem volt kielégítõ. A nagy energiával becsapódó acélsugár olyan felfröccsenéseket okozott a kokillák belsõ felületén, amelyek hibás felületû öntecseket, majd rossz felületû lemezeket eredményeztek. A felfröccsenések csökkentése érdekében a felsõ öntéshez homorú kialakítású öntõtáblákat gyártottak, amelyeknél a felfröccsenés iránya megváltozott, valamint az öntõtábla alján gyorsan kialakult egy acélpárna, amely a becsapódó acélsugár energiáját felfogta. A zuhanó öntéssel gyártott öntecsek felületén gyakran hosszirányú és Y alakú felületi repedések is kialakultak. Ezeket a ferrosztatikus nyomás gyors növekedése hozta létre, mert az öntés rövid ideje alatt csak nagyon vékony kristályos kéreg alakult ki, és ez nem tudott ellenállni ennek a nagy nyomásnak. A repedések csökkentésére, a zuhanó öntéssel öntött acélokra új kémiai összetételt dolgoztak ki, amely szerint az acélok karbontartalmát csökkentették, és a kívánt szilárdságot a mangántartalom növelésével biztosították. Alapelvként fogalmazták meg, hogy az acélok kémiai összetételében a Mn/C arányának nagyobbnak kellett lenni 5-nél, a csapolási hõmérsékletet pedig 1580 C -ban maximálták [3]. Ezekkel az intézkedésekkel a zuhanó öntéssel gyártott acéloknál a repedések száma elfogadható szintre csökkent. Az üstben félig csillapított acélok zárványtartalma sokkal kisebb volt, mint a kokillában Al-porral félig csillapított acélok zárványtartalma. Sokkal kevesebb külsõ eredetû zárványt tartalmaztak, mert az acél nem érintkezett öntés közben tûzálló anyagokkal (öntõtölcsér és csatornatéglák). Belsõ eredetû zárványtartalma is kisebb volt, mert az üstben végzett dezoxidáció során keletkezett termékek egy része az acélból az öntés kezdetéig el tudott távozni, míg a kémiailag félig csillapításott acéloknál az öntés végén keletkezett Al 2 O 3 zárványok az öntecsek felsõ harmadában, döntõen a fejrészben koncentrálódva terhelték az acélt. A félig csillapított acélok kellõ biztonsággal történõ gyártásához szükséges az acél oxigénaktivitásának ismerete. Ennek hiányában a gyártási tapasztalatok és a számításokkal alátámasztott kémiai összetétel beállítása volt a dezoxidáció iránymutatója. A csillapítatlan és a kokillában mechanikai, ill. kémiai módszerrel félig csillapított acélok jellemzõ kémiai összetétele az alábbi értékekkel jellemezhetõk: C: max. 0,22%, Mn: 0,3 0,45%, Si: max. 0,02%, P: max. 0,040%, S: max. 0,035% A zuhanó öntéssel gyártott üstben félig csillapított acélok jellemzõ kémiai összetételi határértéke az alábbi volt: C: 0,10 0,15%, Mn: 0,55 0,85%, Si: 0,05 0,10%, P: max. 0,035%, S: max % Az acélgyártás találati biztonságát növelte a W-Re hõelemes merülõ pirométerrel történõ hõmérsékletmérés bevezetése, valamint a vákuumspektrométer üzembe helyezése 1965-ben. A központi laboratóriumba elhelyezett spektrométer és a minta-elõkészítõ mûhely csõpostaösszeköttetésben volt az acélmûvel (az öntõdével és a nagyolvasztóval is) Az acélpróbák kivételéhez merülõ próbavevõ szondákat használtak. A Quantovac típusú ARL gyártmányú spektrométer a bekerülõ próbák 12 elemét tudta egyszerre meghatározni. Az eredményeket telexgépen közölték a diszpécserrel, a minta bekerülése után 4 5 percen belül. A másik jelentõs fejlesztés az acél oxigéntartalmának neutronaktivációs úton történõ gyors meghatározása volt. A Központi Fizikai Kutatóintézetben kifejlesztett, NA 2 típusú neutron generátort 1967-ben helyezték üzembe [1]. A berendezéssel az acél összes oxigéntartalmát 5 percen belül tudták megadni. A berendezés jól felhasználható volt a kemencébõl kivett próbák elemzésére és a csapolás közben történõ dezoxidáció levezetésére. Az acélgyártás elsõ idõszakaszában 37 kg/mm 2 és 42 kg/mm 2 szakítószilárdságú csillapított acélokat is gyártottak. Az acélok dezoxidációját Si-mal végezték, amelynek értékhatára 0,25 0,50% volt. A Dunai Vasmûben a spirálcsõgyártás kezdete és a magyar ipar fejlõdése egyre nagyobb mennyiségben igényelte a magasabb szilárdságú, jól hegeszthetõ szerkezeti- és csõacélok gyártását, amelyet az 1960-ban üzembe helyezett meleghengermûben hengereltek lemezzé. Belõlük készültek hidak, daruk, jármûszerkezetek, nyomástartó edények, olaj, gáz és egyéb folyadékok szállítására szolgáló csövek. A világ több országában a hegesztett kötések általános elterjedésével egy idõben léptek fel az ilyen acélszerkezetekben nagy károkkal járó törések. Hajóknál, hidaknál, tartályoknál észleltek repedésekbõl származó meghibásodásokat, katasztrófákat. A törésekhez kapcsolódó kutatások megállapították, hogy a törések megjelenését elsõsorban az acélok ridegedése okozza. A tudományos eredmények felhasználásával a fenti hibák elkerülésére fókuszálva kezdõdött el a Dunai Vasmûben is a hegeszthetõ, magasabb szilárdságú új acélminõségek kifejlesztése. Magyarországon a hegeszthetõ híd- és jármûszerkezeti acélokat 1955-ben az MSZ-6289:55 szabványban foglalták össze. Ebbõl a szabványból azonban hiányzott az 52 kg/mm 2 szakítószilárdsági csoport. Ezt a hiányt az Német Szövetségi Vasutak évi, majd az 1957-ben kiadott DIN NSZK szabvány szerinti, St 52-3 típusú, különlegesen csillapított, Al-al finomszemcsésített acélok gyártásával pótolták. Az acélok kémiai összetételének elõírása: C 0,20%, Mn 1,50%, Si 0,55%, P 0,04%, S 0,04% volt. Ilyen típusú acélokat az 1960-as években S márkajelzéssel Magyarországon is forgalomba hoztak. A Vasipari Kutató Intézetben dr. Verõ József akadémikus, az intézet igazgatója és a Nehézipari Mûszaki Egyetem (ma Miskolci Egyetem) professzora vezetésével laboratóriumi, majd üzemi kísérletekkel alátámasztva, egy mangán-, titán-, alumíniumötvözésû finomszemcsés, növelt folyáshatárú, hegeszthetõ acélt fejlesztettek ki, amelyet 1957-ben MTA 50 minõségjelzéssel szabványosítottak. A fejlesztés olyan acéltípus létrehozását célozta meg, amelyet a meleghengerlés után tekintettel a hazai szûk normalizálókapacitásra nem kell hõkezelni. A kiinduló feltételezés azonban nem igazolódott be, mert a 14 mm-nél vastagabb lemezeknél akadtak feltûnõen rideg lemezek, de a nagyobb problémát az okozta, hogy az Erzsébet-híd kapuzatába beépített néhány mm vastag lemez 16

17 2. ábra: A magasabb szilárdságú acélok gyártásának karbon-hõmérséklet diagramja hegesztés után megrepedt. (A kapuzatban a kötéseket ezután szegecseléssel oldották meg.) A leírt probléma gyakorlatilag nem metallurgiai eredetû, ezért errõl majd a melegalakítással foglalkozó fejezetben szólunk [2]. A magasabb szilárdságú és folyáshatárú, jó szívóssági tulajdonságú acélok gyártásához a Dunai Vasmû szakemberei új acélgyártási technológiát dolgoztak ki, amely a követelményeknek megfelelõ tisztaságú (zárványtartalmú) acél elõállítását tûzte ki célul. Az acélgyártás frissítési szakaszának levezetését, ezekre az adagokra kidolgozott, karbon-hõmérséklet diagram alapján végezték (lásd a 2. ábrán!) amely a szakasz végén perces tisztafõvést írt elõ. Ez az oxidálószer-adagolás nélkül végbemenõ oxidációs szakasz lassuló karbonoxidációt jelentett (amit a Mn redukálódása jelzett), ami az acél oxigéntartalmának csökkenését eredményezte, az oxigénnek egyensúly irányába történõ elmozdulása révén. Az acél dezoxidálására kétlépcsõs dezoxidációt vezettek be. A kívánt karbontartalom elérése után a kemencébe adagolt FeMn affiné és FeMn karbürével (arányuk az acél karbontartalma függvényében változott) elõdezoxidálták az acélt, majd 5 10 perc múlva megkezdték a csapolást. A végdezoxidációt és az acél kémiai összetételének beállítását az üstbe adagolt FeSiMn-nal és FeSi-mal, a finomszemcsésítést Al-tömbök adagolással végezték. A tisztafõvési idõtartam és az elõdezoxidáció csökkentették az acélban maradó dezoxidációs termékek mennyiségét, az üstbe adagolt FeSiMn pedig komplex, folyékony halmazállapotú zárványok képzõdését segítette elõ, amely a zárványok gyors felúszását, és ez által tisztább acél elõállítását tette lehetõvé. A növelt szilárdságú 52-es és ennél nagyobb szilárdságú acélok gyártásánál a fenti technológiát alkalmazták az oxigénkonverteres acélgyártás bevezetéséig. Nem változott a gyártástechnológia akkor sem, amikor a nagyobb szilárdsági csoportokban a finomszemcsésítést és a kiválásos szilárdságnövelést Al-on kívül FeV-mal, FeNb-mal, vagy ezek együttes felhasználásával üstbe adagolva érték el. Az acélok csapolási hõmérséklete a folyamatos acélöntés bevezetése (1973) után C -ról C -ra növelték, majd a porbefúvásos üstmetallurgiai állomás telepítése (1979) után C-ra emelték. Az 1979-ben bevezetett porbefúvásos üstmetallurgia, amelynek berendezését a martincsarnok végén helyezték el, a szerkezeti acélok minõségének javításában döntõ szerepet játszott. A technológiai sorba történõ beépítésével az acélok zárványtartalmának csökkentését lehetett elérni, és a mechanikai anizotrópiát mutató acélok hátrányos tulajdonságát lehetett megszüntetni. A mechanikai anizotrópia a melegen hengerelt lemezek azon tulajdonságát jelenti, amely a lemezek irány (hossz, kereszt, vastagság) szerinti szilárdsági és szívóssági tulajdonságainak nagyfokú különbségében jelentkezik [5]. Külföldi kutatási eredmények bizonyították, hogy az irány szerinti tulajdonságok változását, a meleghengerlés alatt sorba rendezõdõ alumíniumoxid zárványok, és a hengerlés hatására fonallá, vagy lepénnyé elnyúló, jól alakítható mangán-szulfid zárványok jelenléte okozza. Ezen okok megszüntetésére dolgozták ki az üstmetallurgia porbefúvásos eljárását. Az eljárás során porított CaSi-mot argon hordozógázzal fúvatnak az üstben lévõ acélba. Az acél magas hõmérsékletén a 17
 acél elõállítását tûzte ki célul. Az acélgyártás frissítési szakaszának levezetését, ezekre az adagokra kidolgozott, karbon-hõmérséklet diagram alapján végezték (lásd a 2.")
18 Ca elgõzöl, és az acélon történõ áthaladása közben ha megfelelõ termodinamikai körülményeket tudtak biztosítani reakcióba lép az acélban jelenlévõ Al 2 O 3 zárványokkal, és azokat kalcium-alumináttá, a MnS zárványokat pedig, CaS-dá alakítja. A befúvatott Ca jobb hasznosulása érdekében a martinkemencékben az acélt borító végsalakot saját tervezésû záródugóval csapolás végén a martinkemencékben visszatartották, és égetett mészfolypát adagolásával új salakot képeztek az üstben levõ acélra. A zárványmódosítási folyamatok termodinamikai és technológiai feltételeirõl a komplex üstmetallurgiai eljárások tárgyalásánál visszatérünk. Az 1960-as években jelentkezõ hazai igény kielégítésére új acélminõségek gyártására is vállalkozott a Dunai Vasmû kollektívája. Kidolgozták az elektrotechnikai ipar számára a dinamóacélok gyártásának acélgyártási és meleghengerlési technológiáját. A dinamóacél alacsony karbon- és magas szilíciumtartalmú típusát rendelték a felhasználók, amelyek Si-tartalma 1,7, ill. 2,3% volt. Az acél gyártásánál az acélmû akkori üzemi viszonyainak legjobban megfelelõ, az ún. kétüstös technológia alkalmazása mellett döntöttek. A kémiai összetétel beállításához szükséges nagy mennyiségû FeSi beadagolása ugyanis felvetette az acél kémiai összetételének inhomogenitását, ami az acél keverésének hiánya miatt nem volt alaptalan feltételezés. A technológia elõírásának megfelelõen az elsõ üstbe az acél csapolása közben a szükséges FeSi mennyiségének csak a 55 65%-át adagolták. A hiányzó ötvözõanyag az acél második üstbe történõ átöntése alatt került az acélba. A gyorsabb átöntés érdekében az elsõ üstbe 75 mm átmérõjû kagylót építettek be. Az átöntés alatti hõmérséklet-csökkenést bõven pótolta a Si oldódási hõje, ezért a csapolási hõmérsékletet 1580 C -ban határozta meg a technológiai elõírás. Elektrotechnikai acélokat a késõbbi idõben is gyártott az acélmû. Hazai rendelésre ötvözetlen, külföldi rendelésre Al- és Si-ötvözésû acélokat állítottak (állítanak) elõ, de azok már nem a fenti technológia szerint készültek. A folyamatos öntés évi bevezetése amint errõl már szóltunk jelentõs technológiai lépés volt a Dunai Vasmû életében. Ezt a korszerû mûszaki-gazdasági lehetõséget azonban csak akkor lehetett teljesen kihasználni, ha az acélmû által gyártott valamennyi acélfajta folyamatos öntésre alkalmas, vagy azzá tehetõ. A hideghengerlésre szánt acélok közül a csillapítatlan acélokat ki kellett zárni a folyamatos öntésbõl, mert a keskeny szelvény, a gyors kristályosodás és az acélszint gyors emelkedése peremhólyagos felület kialakulásának veszélyét hordozta. A probléma áthidalására a lehetséges megoldások az alábbiak voltak: 1. Az acél teljes csillapítása Si-mal és Al-mal. Ez az acéltípus azonban a hidegalakítási szilárdságnak a Si-tartalom miatti, nagyfokú növekedése, valamint az alakíthatóság és a nyúlás csökkenése miatt nem jöhetett szóba. 2. Az acél Al-mal történõ teljes csillapítása pedig a nagy mennyiségben keletkezett és a kéregben feldúsuló Al 2 O 3 zárványok a brammák felületét rontó, és az öntõkagylóra történõ lerakódásuk miatti rosszabb önthetõség miatt csak akkor volt alkalmazható, ha mód van a bugák felületének tisztítására, lecsiszolására. Ez utóbbi technológia, amelyet egy késõbbi idõpontban bevezettek, jelentõs munkaráfordítással járt és 4 6%-os fémveszteséget okozott. 3. Mn-nal, Si-mal és Al-mal részlegesen dezoxidált acél gyártása. A folyamatos öntõmû üzembe helyezése után az utóbbi acéltípus gyártása mellett döntöttek, és erre dolgoztak ki egy új technológiát. A technológia kidolgozásánál azt kellett vizsgálni, hogy egyrészt melyik az a legkisebb mértékû dezoxidáció, amelynél a C+O reakcióból már nem képzõdik CO gáz, másrészt mekkora az a legkisebb oxigénszint, amikor még nem keletkeznek nagy mennyiségben olyan dezoxidációs termékek (alumíniumoxidok), amelyek hajlamosak a felület alatti dúsulásra, és rontják a felületi kéreg minõségét. A technológia kidolgozásánál figyelembe kellett venni, hogy a hidegen hengerelt lemezek alakíthatóságával szemben támasztott követelmények miatt az acélok Mn-tartalma legfeljebb 0,4%, Si-tartalma pedig 0,1% lehet. Ez a Mn- és Si-tartalom azonban nem eredményez olyan dezoxidáltságot, mely a CO gáz fejlõdését kizárja, ezért Al-adagolással kellett biztosítani az ennek megfelelõ oxigénszintet. A hideghengerlésre gyártott lágyacélok dermedési hõmérséklete C között változik, és ha ennél kisebb hõmérsékletre (pl C ) határozzuk meg a C-O reakció egyensúlyi viszonyait, akkor adott C-tartalmú acél esetére az egyensúlyi szorzatból meghatározható a fenti kritériumnak megfelelõ oxigénmennyiség, amelyet Aladagolással kell elérni. A C- O reakció egyensúlyi helyzetét azonban a nyomás is befolyásolja. A C + O = CO reakció egyensúlyi állandója: P K co co = [C][O] Ennek reciprokát 1 bar nyomás esetén hívjuk a C-O szorzatnak, és a gyakorlatban 1/K co = m co = [C] [O] alakban használjuk. Az egyensúlyi állandó hõmérséklet függését a 1168 lg K co = + 2,07 T összefüggés írja le. A dezoxidáció számításánál azonban az acél H és N tartalmát is figyelembe kell venni. Ezek az acélban jelenlevõ gázok a CO gázfejlõdést 1 bar nyomásnál jóval kisebb parciális nyomásnál, kisebb oxigén koncentrációnál is kiválthatják, mert a szorzat egyensúlyi értékét az alacsonyabb értékek felé tolják el. Az elmondottakat a 3. ábra szemlélteti [3]. A részlegesen dezoxidált acélok gyártásánál FeMn és FeSi adagolással csökkentették az acél aktív oxigéntartalmát, az acélban maradó mennyiségük pedig meghatározta a csökkenés nagyságát is. Al-al már csak a C-O reakció fenti összefüggésekkel számítható oxigéntartalomig kell a további dezoxidációt elvégezni. Az Al-O egyensúlyi szorzat (Al 2 xo 3) ) nagyságú, amelynek felhasználásával számítható az acél szükséges Al-tartalma. Az acél aktív oxigéntartalmának ismerete nélkül azonban a dezoxidáció számítása nem volt egyszerû feladat. Nem ismerték az acél kiinduló és a közbensõ (FeMn és FeSi adagolás utáni) oxigéntartalmát, de bizonytalan volt 18

19 3. ábra: Az acél N és H tartalmának hatása a C-O egyensúlyra 4. ábra: A gyengén csillapított acélok Al- és O-tartalma [3] a C-O reakciót kizáró oxigéntartalom is, (nem ismerték az acél N- és H-tartalmát) ezért tapasztalati úton meghatározott értékekkel dolgoztak. Az akkori technológiai elõírás szerint csapolás közben az üstbe 3,5 kg/t FeMn-t, 2-2,3 kg/t FeSi-ot adagoltak. Nagyüzemi kísérletekbõl pedig az adódott, hogy a még le nem kötött oxigén hatástalanítására annyi Al-ot kell adagolni, hogy az acélba maradó Al-tartalom 0,003 0,010% között legyen. Az üzemi kísérletek eredményeinek megítélésére szolgáló diagramot a 4. ábrán mutatjuk be. A diagram az Al-O 1500 és 1600 C -ra érvényes egyensúlyi értékei alapján készült. Az ábra szerint a különbözõ oxigén- és alumíniumtartalmú próbák három mezõbe estek. Az 1-es mezõbe azok az adagok tartoznak, amelyekbe túl sok Al került. Ezek teljesen csillapított acélok lettek, és a kéregben is és a brammák belsejében is Al 2 O 3 zárványcsomók találhatók. A 3-as mezõbe került adagok dezoxidációja elégtelen volt, ezért a brammák kérgében gázhólyagok találhatók. A 2-es mezõben levõ adagok a helyesen dezoxidált adagok, melyek brammái teljesen tömörek. Sokat segített a dezoxidációs számítások pontosításában az 1970-es években kifejlesztett, a folyékony acélfürdõ pillanatnyi oxigénaktivitásának mérésére alkalmas berendezések üzemszintû használatának elterjedése. A mérés elve az, hogy az ismeretlen oxigéntartalmú acélfürdõbe bemerülõ szonda egy galvánelemet alakít ki, amelynek elektromotoros ereje arányos az acél oldott oxigéntartalmával. A szondába beépítettek egy U alakúra meghajlított kvarccsõbe elhelyezett Pt-PtRh hõelemet is az acél hõmérsékletének mérésére. A mért elektromotoros erõ értékébõl és az acél hõmérsékletének nagyságából termodinamikai összefüggések alapján a berendezés kiszámítja az oxigénaktivitást. Ezt a mérõrendszert az irodalom EMK-val jelöli. Ez a mérõrendszer olyan dezoxidációs program elkészítésére is alkalmas volt, amely a mérések alapján meghatározta, hogy mennyi Al-ot kell adagolni meghatározott dezoxidációs fok (pl gyengén dezoxidált, vagy csillapított acél esetén) beállításához Alumíniummal csillapított, Si-mentes, hideghengerlésre alkalmas acélok gyártása. Az eddig tárgyalt acéltípusoknak (csillapítatlan, félig csillapított, részlegesen csillapított acélok) viszonylag magas összes oxigéntartalmuk volt ( ppm), és az oldott N-tartalmuk miatt öregedésre hajlamosak voltak. A felhasználóktól egyre több rendelés érkezett öregedésálló acélok gyártására. Ezeknek, az igényeknek a kielégítésére kidolgozták az eddig elvetett, öregedésálló, alumíniummal csillapított acélok gyártásának és folyamatos öntésének technológiáját. (Csillapított acélnak nevezzük azokat az acélokat, amelyek megdermedése során nem képzõdik szénmonoxid gáz.) A dezoxidáció technológiáját a C-O és az Al-O egyensúlyi viszonyainak ismerete mellett az acél aktív oxigéntartalmának mérésére alapozták. Elõzetes számítások eredményei alapján az acélhoz csapolás közben adott mennyiségû (0,8 1,2 kg/t) Al-ot adagoltak, majd az üstmetallurgiai állomáson aktív oxigén tartalom mérése után Al-huzal adagolásával az acél oxigéntartalmát a csillapított acél jellemzõ oxigéntartalmára (régebben: adott C-tartalmú acélnak a dermedési hõmérsékletre számított egyensúlyi oxigéntartalmának fele) csökkentették. Ezt a dezoxidációs technológiát lépcsõs dezoxidációnak nevezték el. A dezoxidáció során keletkezett nagy mennyiségû 19

20 alumíniumoxid zárvány az öntött brammák felülete alatt feldúsult, valamint az öntés során az öntõkagylóra lerakódva öntési zavarokat okozott, és öntés közben a kagylóról leválva, további zárványgócokat hozott létre a brammákban. A hidegen hengerelt acéllemezek elfogadható felületi minõségének biztosítása érdekében megvásároltak egy brammacsiszoló berendezést, és bevezették a brammák felületének csiszolását. A gyakorlat azonban azt mutatta, hogy a csiszolás nem tudja teljesen megszüntetni a hidegen hengerelt lemezek felületi hibáit. A lemezek felületén (felülete alatt) a hengerlés irányában elnyúlt, esetenként felszakadt csíkok formájában jelentek meg a hibák. A felületeken a hibák fehér és fekete csíkok formájában voltak megtalálhatók. A hibák megszüntetésére a hibák eredetét kellett feltárni. A zárványvizsgálatokat az akkor legmodernebb vizsgáló berendezésekkel a Miskolci Egyetem Fémtani Tanszékén végeztették el. A vizsgálatok egyértelmûen kimutatták, hogy a fehér csíkokat Al 2 O 3 zárványok hozzák létre, a fekete csíkok pedig külsõ eredetûek, kémiai összetételük alapján öntõporból származnak. Külsõ eredetû zárványok kerültek még az acélba az öntõszerelvényekbõl (öntõüst, közbensõ üst) Ezeknek a zárványoknak az azonosítása fémtani vizsgálattal kimutatható. Miután az öntõüstöket egyre jobb minõségû téglákkal kezdték kifalazni (az üsttartósság 8 10 adagról adag közé növekedett), és a közbensõ üstöket jó minõségû tûzálló anyag felhasználásával felszórásos technológiával készítették elõ, az ezekbõl származó külsõ eredetû zárványok gyakorlatilag eltûntek az acélból. Az 1990-es évek elején egyre növekedett a hideghengermû rendelési állományában az alumíniummal csillapított acélok részaránya. A csiszoló t/év nagyságú kapacitását jóval meghaladta az igény. Új csiszolóberendezés vásárlását nem tervezte a vállalat vezetése, ezért csiszolás nélkül feldolgozható acélbrammák gyártásához új technológiát kellett kidolgozni. Az egyetemen elvégzett vizsgálati eredmények alapján a technológia kidolgozásánál két területre fókuszáltak: a dezoxidáció egyensúlyi viszonyaira és a folyamatos öntésnél a kristályosítóban lejátszódó folyamatokra. A dezoxidációs folyamatok egyensúlyi viszonyait az Al-O egyensúlyi diagram segítségével lehet vizsgálni, amelyet az 5. ábra szemléltet [9]. Az ábra függõleges tengelyén az acél összes oxigéntartalma, a vízszintes tengelyen a dezoxidáló szer, jelen esetben az Al-tartalom szerepel. A dezoxidáció 5. ábra: Az Al-mal végzett dezoxidáció egyensúlyi viszonya kiindulópontja az acél fúvatásvégi (dezoxidáció elõtti) oldott oxigéntartalma és az adagolt Al mennyiségének metszõpontja. A beadagolt Al reakcióba lép az acél oxigéntartalmával, és Al 2 O 3 keletkezik. A reakció irányát a sztöchiometriaaránynak (3M o /2M Al ) megfelelõ, az origón áthaladó egyenes jelöli (szaggatott vonal). Az ábrán látható hiperbolikus összefüggés az alumíniumoxigén egyensúlyát mutatja a dezoxidáció- és a dermedési hõmérsékletre. A dezoxidáció folyamata az egyensúly elérésénél befejezõdik. A reakció után az acélban levõ oxigén két részre oszlik: az FeO formában oldva maradó aktív oxigénre (O oldott ) a dezoxidáló elemmel, jelen esetben az Al-mal, reakcióba lépõ és oxid formában kicsapódó oxigénre (O oxid ) Ennek megfelelõen a dezoxidációhoz felhasznált elem is két részre oszlik: az acélban maradó, oldott formában jelenlevõ, az acél aktív oxigénjével egyensúlyt tartó mennyiségre, az oxigénnel reagáló és oxid formában jelen levõ menynyiségre. Könnyû belátni, ha a dezoxidáció elõtt az acél oxigéntartalma kisebb, a keletkezett oxid mennyisége csökken. A dezoxidált acélban két formában jelenlevõ oxigénmennyiségek összege az acél összes oxigéntartalmát jelenti, O összes = O oldott + O oxid amely részek, a további technológiai mûveletek (acélkezelés, pihentetés, leöntés) során nem egyformán viselkednek: a kicsapódott oxidoknak lehetõségük van, a kinetika törvényeinek megfelelõen, a salakba történõ felúszásra, az oldott oxigénnek ilyen lehetõsége nincs. A lehûlés során a hõmérséklet-csökkenés hatására azonban további oxidképzõdésben vesz részt és a környezeti hõmérsékleten már csak dezoxszidációs oxid található az acélban. A dezoxidáció hõmérsékletén keletkezett oxidokat elsõdleges, a dezoxidáció hõmérséklete és a dermedési hõmérséklet között keletkezett oxidokat másodlagos, a szilárd halmazállapotban kiváló oxidokat pedig harmadlagos dezoxidációs termékeknek nevezzük, Az elsõdlegesen kivált oxidoknak a felszállási lehetõsége adott, a másodlagos oxidok felszállási lehetõsége korlátozott (a mushy zónában már nincs felszállási lehetõsége), a harmadlagos dezoxidációs termékek teljes mennyisége az acélt terheli. Ennek ismeretében egyértelmûen kijelenthetjük, hogy a tiszta, kevés alumíniumoxidot tartalmazó acél gyártásának alapvetõ feltétele a nagyon alacsony oldott oxigéntartalomig végzett dezoxidáció és a keletkezett nagy mennyiségû dezoxidációs termék eltávolítását elõsegítõ technológia alkalmazása. Az acélok zárványtartalmának a csökkentésére elsõ lépésként említjük a konvertereknél megvalósított inert gázzal történõ acélátöblítés megvalósítását. A konverterek átépítésekor a konverter fenékfalazatába 6 db, adott osztókör mentén szimmetrikusan elhelyezett, gázáteresztõ téglát építenek be, amelyen keresztül az acélgyártás alatt szabályozható mennyiségû nitrogén- és argongáz fúvatható 20

PROF. DR. FÖLDESI PÉTER
 A Széchenyi István Egyetem szerepe a járműiparhoz kapcsolódó oktatásban, valamint kutatás és fejlesztésben PROF. DR. FÖLDESI PÉTER MAGYAR TUDOMÁNYOS AKADÉMIA 2014. JANUÁR 31. Nemzetközi kitekintés Globalizáció
A Széchenyi István Egyetem szerepe a járműiparhoz kapcsolódó oktatásban, valamint kutatás és fejlesztésben PROF. DR. FÖLDESI PÉTER MAGYAR TUDOMÁNYOS AKADÉMIA 2014. JANUÁR 31. Nemzetközi kitekintés Globalizáció
Átalakuló energiapiac
 Energiapolitikánk főbb alapvetései ügyvezető GKI Energiakutató és Tanácsadó Kft. Átalakuló energiapiac Napi Gazdaság Konferencia Budapest, December 1. Az előadásban érintett témák 1., Kell-e új energiapolitika?
Energiapolitikánk főbb alapvetései ügyvezető GKI Energiakutató és Tanácsadó Kft. Átalakuló energiapiac Napi Gazdaság Konferencia Budapest, December 1. Az előadásban érintett témák 1., Kell-e új energiapolitika?
Széndioxid-többlet és atomenergia nélkül
 Széndioxid-többlet és atomenergia nélkül Javaslat a készülő energiapolitikai stratégiához Domina Kristóf 2007 A Paksi Atomerőmű jelentette kockázatok, illetve az általa okozott károk negyven éves szovjet
Széndioxid-többlet és atomenergia nélkül Javaslat a készülő energiapolitikai stratégiához Domina Kristóf 2007 A Paksi Atomerőmű jelentette kockázatok, illetve az általa okozott károk negyven éves szovjet
ENERGETIKAI SZAKREFERENSI ÉVES JELENTÉS
 ENERGETIKAI SZAKREFERENSI ÉVES JELENTÉS az ISD DUNAFERR Dunai Vasmű Zrt. vonatkozásában a 2017-es naptári év energiafogyasztási és energiahatékonysági tevékenységgel kapcsolatosan készítette CleanTech
ENERGETIKAI SZAKREFERENSI ÉVES JELENTÉS az ISD DUNAFERR Dunai Vasmű Zrt. vonatkozásában a 2017-es naptári év energiafogyasztási és energiahatékonysági tevékenységgel kapcsolatosan készítette CleanTech
Zöldenergia Konferencia. Dr. Lenner Áron Márk Nemzetgazdasági Minisztérium Iparstratégiai Főosztály főosztályvezető Budapest, 2012.
 Zöldenergia Konferencia Dr. Lenner Áron Márk Nemzetgazdasági Minisztérium Iparstratégiai Főosztály főosztályvezető Budapest, 2012. június 14 A zöldenergia szerepe a hazai energiatermelés és felhasználás
Zöldenergia Konferencia Dr. Lenner Áron Márk Nemzetgazdasági Minisztérium Iparstratégiai Főosztály főosztályvezető Budapest, 2012. június 14 A zöldenergia szerepe a hazai energiatermelés és felhasználás
ENERGETIKAI SZAKREFERENSI ÉVES JELENTÉS
 ENERGETIKAI SZAKREFERENSI ÉVES JELENTÉS az ISD Kokszoló Kft. vonatkozásában a 2017-es naptári év energiafogyasztási és energiahatékonysági tevékenységgel kapcsolatosan készítette CleanTech Energy Solutions
ENERGETIKAI SZAKREFERENSI ÉVES JELENTÉS az ISD Kokszoló Kft. vonatkozásában a 2017-es naptári év energiafogyasztási és energiahatékonysági tevékenységgel kapcsolatosan készítette CleanTech Energy Solutions
Tervezzük együtt a jövőt!
 Tervezzük együtt a jövőt! gondolkodj globálisan - cselekedj lokálisan CÉLOK jövedelemforrások, munkahelyek biztosítása az egymásra épülő zöld gazdaság hálózati keretein belül, megújuló energiaforrásokra
Tervezzük együtt a jövőt! gondolkodj globálisan - cselekedj lokálisan CÉLOK jövedelemforrások, munkahelyek biztosítása az egymásra épülő zöld gazdaság hálózati keretein belül, megújuló energiaforrásokra
Hulladékból Energia Helyszín: Csíksomlyó Előadó: Major László Klaszter Elnök
 Hulladékból Energia 2012.10.26. Helyszín: Csíksomlyó Előadó: Major László Klaszter Elnök Hulladékok szerepe az energiatermelésben; mintaprojekt kezdeményezése a Kárpát-medencében. A legnagyobb mennyiségű
Hulladékból Energia 2012.10.26. Helyszín: Csíksomlyó Előadó: Major László Klaszter Elnök Hulladékok szerepe az energiatermelésben; mintaprojekt kezdeményezése a Kárpát-medencében. A legnagyobb mennyiségű
Jövőkép 2030 fenntarthatóság versenyképesség biztonság
 Energiastratégia 2030 a magyar EU elnökség tükrében Globális trendek (Kína, India); Kovács Pál helyettes államtitkár 2 A bolygónk, a kontinens, és benne Magyarország energiaigénye a jövőben várhatóan tovább
Energiastratégia 2030 a magyar EU elnökség tükrében Globális trendek (Kína, India); Kovács Pál helyettes államtitkár 2 A bolygónk, a kontinens, és benne Magyarország energiaigénye a jövőben várhatóan tovább
SAJTÓKÖZLEMÉNY DRASZTIKUS KÁROSANYAGKIBOCSÁTÁS-CSÖKKENTÉS A FORDNÁL
 SAJTÓKÖZLEMÉNY DRASZTIKUS KÁROSANYAGKIBOCSÁTÁS-CSÖKKENTÉS A FORDNÁL A Ford közzétette 14. Fenntarthatósági Jelentését, amelyben a vállalat kiemeli, hogy 2000 és 2012 között a globális gyártóüzemekben 37
SAJTÓKÖZLEMÉNY DRASZTIKUS KÁROSANYAGKIBOCSÁTÁS-CSÖKKENTÉS A FORDNÁL A Ford közzétette 14. Fenntarthatósági Jelentését, amelyben a vállalat kiemeli, hogy 2000 és 2012 között a globális gyártóüzemekben 37
A megújuló energia termelés helyzete Magyarországon
 A megújuló energia termelés helyzete Magyarországon Szabó Zsolt fejlesztés- és klímapolitikáért, valamint kiemelt közszolgáltatásokért felelős államtitkár Nemzeti Fejlesztési Minisztérium Budapest, 2016.
A megújuló energia termelés helyzete Magyarországon Szabó Zsolt fejlesztés- és klímapolitikáért, valamint kiemelt közszolgáltatásokért felelős államtitkár Nemzeti Fejlesztési Minisztérium Budapest, 2016.
Ajkai Mechatronikai és Járműipari Klaszter Energetikai Stratégiája 2011. február 28.
 Ajkai Mechatronikai és Járműipari Klaszter Energetikai Stratégiája 2011. február 28. Nagy István épületenergetikai szakértő T: +36-20-9519904 info@adaptiv.eu A projekt az Európai Unió támogatásával, az
Ajkai Mechatronikai és Járműipari Klaszter Energetikai Stratégiája 2011. február 28. Nagy István épületenergetikai szakértő T: +36-20-9519904 info@adaptiv.eu A projekt az Európai Unió támogatásával, az
A szén-dioxid mentes város megteremtése Koppenhága példáján. Nagy András VÁTI Nonprofit Kft.
 A szén-dioxid mentes város megteremtése Koppenhága példáján Nagy András VÁTI Nonprofit Kft. Szén-dioxid semlegesség A vízió: 2025-ben Koppenhága lesz az első szén-dioxidsemleges főváros a világon. az összes
A szén-dioxid mentes város megteremtése Koppenhága példáján Nagy András VÁTI Nonprofit Kft. Szén-dioxid semlegesség A vízió: 2025-ben Koppenhága lesz az első szén-dioxidsemleges főváros a világon. az összes
ENERGETIKAI SZAKREFERENSI ÉVES JELENTÉS
 ENERGETIKAI SZAKREFERENSI ÉVES JELENTÉS az ISD DUNAFERR Dunai Vasmű Zrt. vonatkozásában a 2018-as naptári év energiafogyasztási és energiahatékonysági tevékenységgel kapcsolatosan készítette CleanTech
ENERGETIKAI SZAKREFERENSI ÉVES JELENTÉS az ISD DUNAFERR Dunai Vasmű Zrt. vonatkozásában a 2018-as naptári év energiafogyasztási és energiahatékonysági tevékenységgel kapcsolatosan készítette CleanTech
Nyugat-Pannon Járműipari és Mechatronikai Központ. Szombathely szerepe és lehetőségei A NYPJMK-ban Szijártó Zsolt ügyvezető igazgató
 Nyugat-Pannon Járműipari és Mechatronikai Központ Szombathely szerepe és lehetőségei A NYPJMK-ban 2014-2020 Szijártó Zsolt ügyvezető igazgató Budapest, 2014. március 26. Tartalom 1. Jövőkép 2. Gazdaságfejlesztési
Nyugat-Pannon Járműipari és Mechatronikai Központ Szombathely szerepe és lehetőségei A NYPJMK-ban 2014-2020 Szijártó Zsolt ügyvezető igazgató Budapest, 2014. március 26. Tartalom 1. Jövőkép 2. Gazdaságfejlesztési
Kapcsolt energia termelés, megújulók és a KÁT a távhőben
 Kapcsolt energia termelés, megújulók és a KÁT a távhőben A múlt EU Távlatok, lehetőségek, feladatok A múlt Kapcsolt energia termelés előnyei, hátrányai 2 30-45 % -al kevesebb primerenergia felhasználás
Kapcsolt energia termelés, megújulók és a KÁT a távhőben A múlt EU Távlatok, lehetőségek, feladatok A múlt Kapcsolt energia termelés előnyei, hátrányai 2 30-45 % -al kevesebb primerenergia felhasználás
Energiahatékonyság, megújuló energiaforrások, célkitűzések és szabályozási rendszer Varga Tamás Zöldgazdaság-fejlesztési Főosztály
 Energiahatékonyság, megújuló energiaforrások, célkitűzések és szabályozási rendszer Varga Tamás Zöldgazdaság-fejlesztési Főosztály Build Up Skills Hungary I. projekt konferencia Budapest, Ramada Resort
Energiahatékonyság, megújuló energiaforrások, célkitűzések és szabályozási rendszer Varga Tamás Zöldgazdaság-fejlesztési Főosztály Build Up Skills Hungary I. projekt konferencia Budapest, Ramada Resort
Ajkai Mechatronikai és Járműipari Klaszter Energetikai Stratégiája 2010. December 8.
 Ajkai Mechatronikai és Járműipari Klaszter Energetikai Stratégiája 2010. December 8. Nagy István épületenergetikai szakértő T: +36-20-9519904 info@adaptiv.eu A projekt az Európai Unió támogatásával, az
Ajkai Mechatronikai és Járműipari Klaszter Energetikai Stratégiája 2010. December 8. Nagy István épületenergetikai szakértő T: +36-20-9519904 info@adaptiv.eu A projekt az Európai Unió támogatásával, az
A Csepel III beruházás augusztus 9.
 A Csepel III beruházás 2010. augusztus 9. Áttekintés 1. Anyavállalatunk, az Alpiq 2. Miért van szükség gáztüzelésű erőművekre? 3. Csepel III beruházás 4. Tervezés és engedélyeztetés 5. Ütemterv 6. Csepel
A Csepel III beruházás 2010. augusztus 9. Áttekintés 1. Anyavállalatunk, az Alpiq 2. Miért van szükség gáztüzelésű erőművekre? 3. Csepel III beruházás 4. Tervezés és engedélyeztetés 5. Ütemterv 6. Csepel
Téli energia csomag, a zöldenergia fejlesztés jövőbeli lehetőségei
 Téli energia csomag, a zöldenergia fejlesztés jövőbeli lehetőségei Szabó Zsolt fejlesztés- és klímapolitikáért, valamint kiemelt közszolgáltatásokért felelős államtitkár Nemzeti Fejlesztési Minisztérium
Téli energia csomag, a zöldenergia fejlesztés jövőbeli lehetőségei Szabó Zsolt fejlesztés- és klímapolitikáért, valamint kiemelt közszolgáltatásokért felelős államtitkár Nemzeti Fejlesztési Minisztérium
Megnyitó. Markó Csaba. KvVM Környezetgazdasági Főosztály
 Megnyitó Markó Csaba KvVM Környezetgazdasági Főosztály Biogáz szerves trágyából és települési szilárd hulladékból IMSYS 2007. szeptember 5. Budapest Biogáz - megújuló energia Mi kell ahhoz, hogy a megújuló
Megnyitó Markó Csaba KvVM Környezetgazdasági Főosztály Biogáz szerves trágyából és települési szilárd hulladékból IMSYS 2007. szeptember 5. Budapest Biogáz - megújuló energia Mi kell ahhoz, hogy a megújuló
A strukturális alapok szerepe a megújuló energetikai beruházások finanszírozásában Magyarországon
 A strukturális alapok szerepe a megújuló energetikai beruházások finanszírozásában Magyarországon Dr. BALOGH Zoltán Ph.D. nemzetközi ügyek csoport vezetője Észak-Alföldi Regionális Fejlesztési Ügynökség
A strukturális alapok szerepe a megújuló energetikai beruházások finanszírozásában Magyarországon Dr. BALOGH Zoltán Ph.D. nemzetközi ügyek csoport vezetője Észak-Alföldi Regionális Fejlesztési Ügynökség
A hazai beszállító ipar esélyeinek javítása innovációval a megújuló energiatermelés területén
 A hazai beszállító ipar esélyeinek javítása innovációval a megújuló energiatermelés területén Lontay Zoltán irodavezető, GEA EGI Zrt. KÖZÖS CÉL: A VALÓDI INNOVÁCIÓ Direct-Line Kft., Dunaharszti, 2011.
A hazai beszállító ipar esélyeinek javítása innovációval a megújuló energiatermelés területén Lontay Zoltán irodavezető, GEA EGI Zrt. KÖZÖS CÉL: A VALÓDI INNOVÁCIÓ Direct-Line Kft., Dunaharszti, 2011.
Beruházási pályázati lehetőségek Szilágyi Péter Élelmiszer-feldolgozási Főosztály
 Beruházási pályázati lehetőségek 2014-2020 Szilágyi Péter Élelmiszer-feldolgozási Főosztály TÁMOGATÓ VÁLLALKOZÁSI KÖRNYEZET Magyarország közép és hosszú távú élelmiszeripari fejlesztési stratégiája A STRATÉGIA
Beruházási pályázati lehetőségek 2014-2020 Szilágyi Péter Élelmiszer-feldolgozási Főosztály TÁMOGATÓ VÁLLALKOZÁSI KÖRNYEZET Magyarország közép és hosszú távú élelmiszeripari fejlesztési stratégiája A STRATÉGIA
A Kormány klímapolitikája az Európai Unió hosszú távú klímapolitikájának tükrében
 A Kormány klímapolitikája az Európai Unió hosszú távú klímapolitikájának tükrében Magyar Fenntarthatósági Csúcs 2014.11.19. Hevesi Zoltán Ajtony zöldgazdaság fejlesztéséért, klímapolitikáért, valamint
A Kormány klímapolitikája az Európai Unió hosszú távú klímapolitikájának tükrében Magyar Fenntarthatósági Csúcs 2014.11.19. Hevesi Zoltán Ajtony zöldgazdaság fejlesztéséért, klímapolitikáért, valamint
ÜSTMETALLURGIA. Nappali tagozat FÉMELŐÁLLÍTÁSI ÉS ÖNTÉSZETI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ
 MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR METALLURGIAI INTÉZET ÜSTMETALLURGIA Nappali tagozat FÉMELŐÁLLÍTÁSI ÉS ÖNTÉSZETI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ Miskolc, 2014 1. TANTÁRGYLEÍRÁS A tantárgy/kurzus
MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR METALLURGIAI INTÉZET ÜSTMETALLURGIA Nappali tagozat FÉMELŐÁLLÍTÁSI ÉS ÖNTÉSZETI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ Miskolc, 2014 1. TANTÁRGYLEÍRÁS A tantárgy/kurzus
MEGÚJULÓ ENERGIAPOLITIKA BEMUTATÁSA
 MEGÚJULÓ ENERGIAPOLITIKA BEMUTATÁSA Szabó Zsolt fejlesztés- és klímapolitikáért, valamint kiemelt közszolgáltatásokért felelős államtitkár Nemzeti Fejlesztési Minisztérium Fenntartható gazdaság szempontjai
MEGÚJULÓ ENERGIAPOLITIKA BEMUTATÁSA Szabó Zsolt fejlesztés- és klímapolitikáért, valamint kiemelt közszolgáltatásokért felelős államtitkár Nemzeti Fejlesztési Minisztérium Fenntartható gazdaság szempontjai
The Urban Development Network
 The Urban Development Network Workshop on Urban Development Startegies Budapest, Hungary 17 October 2017 Kecskemét Városfejlesztési Alap Garamvölgyi Balázs vezérigazgató Budapest, 2017. október 17.. Kecskemét
The Urban Development Network Workshop on Urban Development Startegies Budapest, Hungary 17 October 2017 Kecskemét Városfejlesztési Alap Garamvölgyi Balázs vezérigazgató Budapest, 2017. október 17.. Kecskemét
A ZÖLD GAZDASÁG ERŐSÍTÉSE A HOSSZÚTÁVON FENNTARTHATÓ FEJLŐDÉS BIZTOSÍTÁSA ÉRDEKÉBEN
 A ZÖLD GAZDASÁG ERŐSÍTÉSE A HOSSZÚTÁVON FENNTARTHATÓ FEJLŐDÉS BIZTOSÍTÁSA ÉRDEKÉBEN Balassagyarmat, 2013.május 09. Mizik András erdőmérnök Ipoly Erdő Zrt. Miért Zöldgazdaság? A Zöldgazdaság alapelvei:
A ZÖLD GAZDASÁG ERŐSÍTÉSE A HOSSZÚTÁVON FENNTARTHATÓ FEJLŐDÉS BIZTOSÍTÁSA ÉRDEKÉBEN Balassagyarmat, 2013.május 09. Mizik András erdőmérnök Ipoly Erdő Zrt. Miért Zöldgazdaság? A Zöldgazdaság alapelvei:
Nyíregyháza, 2014.06.27. Cseszlai István Nemzeti Agrárgazdasági Kamara
 A megújuló energiák alkalmazásának szerepe és eszközei a vidék fejlesztésében, a Vidékfejlesztési Program 2014-20 energetikai vonatkozásai Nyíregyháza, 2014.06.27. Cseszlai István Nemzeti Agrárgazdasági
A megújuló energiák alkalmazásának szerepe és eszközei a vidék fejlesztésében, a Vidékfejlesztési Program 2014-20 energetikai vonatkozásai Nyíregyháza, 2014.06.27. Cseszlai István Nemzeti Agrárgazdasági
Megújuló energia akcióterv a jelenlegi ösztönzési rendszer (KÁT) felülvizsgálata
 felülvizsgálata") Megújuló energia akcióterv a jelenlegi ösztönzési rendszer (KÁT) felülvizsgálata dr. Matos Zoltán elnök, Magyar Energia Hivatal zoltan.matos@eh.gov.hu Energia másképp II. 2010. március 10. Tartalom 1)
Megújuló energia akcióterv a jelenlegi ösztönzési rendszer (KÁT) felülvizsgálata dr. Matos Zoltán elnök, Magyar Energia Hivatal zoltan.matos@eh.gov.hu Energia másképp II. 2010. március 10. Tartalom 1)
2014-2020 Pályázatok irányai
 2014-2020 Pályázatok irányai Operatív programok 2014-2020 ÁROP VOP TIOP 2007-2013 EKOP GOP 975 Mrd 2014-2020 KOOP TÁMOP VEKOP VOP GINOP 2 668 Mrd KEOP EFOP ROP KÖZOP 1322/2013 (VI. 12.) Korm. határozat
2014-2020 Pályázatok irányai Operatív programok 2014-2020 ÁROP VOP TIOP 2007-2013 EKOP GOP 975 Mrd 2014-2020 KOOP TÁMOP VEKOP VOP GINOP 2 668 Mrd KEOP EFOP ROP KÖZOP 1322/2013 (VI. 12.) Korm. határozat
Klímapolitika és a megújuló energia használata Magyarországon
 Klímapolitika és a megújuló energia használata Magyarországon Dióssy László Szakállamtitkár, c. egyetemi docens Környezetvédelmi és Vízügyi Minisztérium Enterprise Europe Network Nemzetközi Üzletember
Klímapolitika és a megújuló energia használata Magyarországon Dióssy László Szakállamtitkár, c. egyetemi docens Környezetvédelmi és Vízügyi Minisztérium Enterprise Europe Network Nemzetközi Üzletember
Fejlesztési projektjeink eredményei
 Fejlesztési projektjeink eredményei 1 www.bosch.hu Fejlesztési projektjeink eredményei 2 Miskolc Robert Bosch Energy and Body Systems Kft. A Robert Bosch Energy and Body Systems Kft. 2003 nyarán alakult,
Fejlesztési projektjeink eredményei 1 www.bosch.hu Fejlesztési projektjeink eredményei 2 Miskolc Robert Bosch Energy and Body Systems Kft. A Robert Bosch Energy and Body Systems Kft. 2003 nyarán alakult,
MET 7. Energia műhely
 MET 7. Energia műhely Atomenergetikai körkép Paks II. a kapacitás fenntartásáért Nagy Sándor vezérigazgató MVM Paks II. Atomerőmű Fejlesztő Zrt. 2012. december 13. Nemzeti Energia Stratégia 2030 1 Fő célok:
MET 7. Energia műhely Atomenergetikai körkép Paks II. a kapacitás fenntartásáért Nagy Sándor vezérigazgató MVM Paks II. Atomerőmű Fejlesztő Zrt. 2012. december 13. Nemzeti Energia Stratégia 2030 1 Fő célok:
Pályázatilehetőségek az EUH2020Közlekedésiprogramjában 2014-2015. Bajdor Gyöngy Katalin Horizon 2020 NCP Nemzeti Innovációs Hivatal
 Pályázatilehetőségek az EUH2020Közlekedésiprogramjában 2014-2015 Bajdor Gyöngy Katalin Horizon 2020 NCP Nemzeti Innovációs Hivatal FP7 támogatás szektoronként FP7 költségvetés tevékenységenkénti bontásban
Pályázatilehetőségek az EUH2020Közlekedésiprogramjában 2014-2015 Bajdor Gyöngy Katalin Horizon 2020 NCP Nemzeti Innovációs Hivatal FP7 támogatás szektoronként FP7 költségvetés tevékenységenkénti bontásban
Sajtótájékoztató február 11. Kovács József vezérigazgató
 Sajtótájékoztató 2009. február 11. Kovács József vezérigazgató 1 Témakörök 2008. év értékelése Piaci környezet Üzemidő-hosszabbítás Teljesítménynövelés 2 Legfontosabb cél: A 2008. évi üzleti terv biztonságos
Sajtótájékoztató 2009. február 11. Kovács József vezérigazgató 1 Témakörök 2008. év értékelése Piaci környezet Üzemidő-hosszabbítás Teljesítménynövelés 2 Legfontosabb cél: A 2008. évi üzleti terv biztonságos
ÉVES ENERGETIKAI JELENTÉS év
 ÉVES ENERGETIKAI JELENTÉS év Cégnév: Időszak: Inno-Comp Kft. év A jelentést készítette: Technológiatranszfer és Gazdaságfejlesztő Mérnöki Iroda Kft. (T.G.M.I. Kft.) Tompa Ferenc energetikai auditor EA-1-83/216
ÉVES ENERGETIKAI JELENTÉS év Cégnév: Időszak: Inno-Comp Kft. év A jelentést készítette: Technológiatranszfer és Gazdaságfejlesztő Mérnöki Iroda Kft. (T.G.M.I. Kft.) Tompa Ferenc energetikai auditor EA-1-83/216
A K+F+I forrásai között
 Joint Venture Szövetség EU 2014-2020 Konferencia 2014. január 30. A K+F+I forrásai 2014-2020 között Pecze Tibor Csongor elnök Nemzetgazdasági Tervezési Hivatal EU tematikus célok Kötelező illeszkedés OP-k
Joint Venture Szövetség EU 2014-2020 Konferencia 2014. január 30. A K+F+I forrásai 2014-2020 között Pecze Tibor Csongor elnök Nemzetgazdasági Tervezési Hivatal EU tematikus célok Kötelező illeszkedés OP-k
Towards the optimal energy mix for Hungary. 2013. október 01. EWEA Workshop. Dr. Hoffmann László Elnök. Balogh Antal Tudományos munkatárs
 Towards the optimal energy mix for Hungary 2013. október 01. EWEA Workshop Dr. Hoffmann László Elnök Balogh Antal Tudományos munkatárs A Magyarországi szélerőmű-kapacitásaink: - ~330 MW üzemben (mind 2006-os
Towards the optimal energy mix for Hungary 2013. október 01. EWEA Workshop Dr. Hoffmann László Elnök Balogh Antal Tudományos munkatárs A Magyarországi szélerőmű-kapacitásaink: - ~330 MW üzemben (mind 2006-os
Sajtótájékoztató. Baji Csaba Elnök-vezérigazgató, MVM Zrt. az MVM Paksi Atomerőmű Zrt. Igazgatóságának elnöke
 Sajtótájékoztató Baji Csaba Elnök-vezérigazgató, Zrt. az Igazgatóságának elnöke Hamvas István vezérigazgató Budapest, 2015. február 4. stratégia Küldetés Gazdaságpolitikai célok megvalósítása Az Csoport
Sajtótájékoztató Baji Csaba Elnök-vezérigazgató, Zrt. az Igazgatóságának elnöke Hamvas István vezérigazgató Budapest, 2015. február 4. stratégia Küldetés Gazdaságpolitikai célok megvalósítása Az Csoport
Tatabánya-Esztergom kiemelt járműipari központ (2014. április 1.)
") Tatabánya-Esztergom kiemelt járműipari központ (2014. április 1.) Tatabánya-Esztergom kiemelt fejlesztési régiók szereplői: ALÁÍRÓK: (2014. március 6.) Komárom-Esztergom Megyei Kormányhivatal Komárom-Esztergom
Tatabánya-Esztergom kiemelt járműipari központ (2014. április 1.) Tatabánya-Esztergom kiemelt fejlesztési régiók szereplői: ALÁÍRÓK: (2014. március 6.) Komárom-Esztergom Megyei Kormányhivatal Komárom-Esztergom
Az Európai Unió regionális politikája a 2007-13-as időszakban
 dr. Ránky Anna: Az Európai Unió regionális politikája a 2007-13-as időszakban I. A 2007-13-as időszakra vonatkozó pénzügyi perspektíva és a kohéziós politika megújulása A 2007-13 közötti pénzügyi időszakra
dr. Ránky Anna: Az Európai Unió regionális politikája a 2007-13-as időszakban I. A 2007-13-as időszakra vonatkozó pénzügyi perspektíva és a kohéziós politika megújulása A 2007-13 közötti pénzügyi időszakra
Élelmiszeripari intézkedések. Gyaraky Zoltán főosztályvezető Élelmiszer-feldolgozási Főosztály
 Élelmiszeripari intézkedések Gyaraky Zoltán főosztályvezető Élelmiszer-feldolgozási Főosztály Magyar élelmiszeripar főbb adatok, 2011 Feldolgozóiparon belül a harmadik legjelentősebb ágazat, mintegy 2271
Élelmiszeripari intézkedések Gyaraky Zoltán főosztályvezető Élelmiszer-feldolgozási Főosztály Magyar élelmiszeripar főbb adatok, 2011 Feldolgozóiparon belül a harmadik legjelentősebb ágazat, mintegy 2271
Prof. Dr. Krómer István. Óbudai Egyetem
 Környezetbarát energia technológiák fejlődési kilátásai Óbudai Egyetem 1 Bevezetés Az emberiség hosszú távú kihívásaira a környezetbarát technológiák fejlődése adhat megoldást: A CO 2 kibocsátás csökkentésével,
Környezetbarát energia technológiák fejlődési kilátásai Óbudai Egyetem 1 Bevezetés Az emberiség hosszú távú kihívásaira a környezetbarát technológiák fejlődése adhat megoldást: A CO 2 kibocsátás csökkentésével,
Hatásvizsgálati Konferencia Fenntartható fejlődés, környezeti és természeti hatások
 Hatásvizsgálati Konferencia Fenntartható fejlődés, környezeti és természeti hatások? Bibók Zsuzsanna főosztályvezető-helyettes 2011. június 14. Tartalom Fenntartható fejlődés A környezetvédelem és alapelvei
Hatásvizsgálati Konferencia Fenntartható fejlődés, környezeti és természeti hatások? Bibók Zsuzsanna főosztályvezető-helyettes 2011. június 14. Tartalom Fenntartható fejlődés A környezetvédelem és alapelvei
2010. MEGÚJULÓ ENERGIA ALAPÚ TÉRSÉGFEJLESZTÉS 2010.02.17.
 2010. MEGÚJULÓ ENERGIA ALAPÚ TÉRSÉGFEJLESZTÉS 2010.02.17. Kedves Pályázó! Ezúton szeretném Önöket értesíteni az alábbi pályázati lehetőségről. Amennyiben a megküldött pályázati anyag illeszkedik az Önök
2010. MEGÚJULÓ ENERGIA ALAPÚ TÉRSÉGFEJLESZTÉS 2010.02.17. Kedves Pályázó! Ezúton szeretném Önöket értesíteni az alábbi pályázati lehetőségről. Amennyiben a megküldött pályázati anyag illeszkedik az Önök
BROADINVEST ÉPÍTŐIPARI SZOLGÁLTATÓ ÉS KERESKEDELMI KFT. Gépbeszerzés a Broadinvest Kft-nél
 BROADINVEST ÉPÍTŐIPARI SZOLGÁLTATÓ ÉS KERESKEDELMI KFT. Gépbeszerzés a Broadinvest Kft-nél Szakmai anyag a Mezőföldi Híd Térségfejlesztő Egyesület Helyi Vidékfejlesztési Stratégiájából a Térségi és helyi
BROADINVEST ÉPÍTŐIPARI SZOLGÁLTATÓ ÉS KERESKEDELMI KFT. Gépbeszerzés a Broadinvest Kft-nél Szakmai anyag a Mezőföldi Híd Térségfejlesztő Egyesület Helyi Vidékfejlesztési Stratégiájából a Térségi és helyi
A nagy hatásfokú hasznos hőigényen alapuló kapcsolt hő- és villamosenergia-termelés terén elért előrehaladásról Magyarországon
 A nagy hatásfokú hasznos hőigényen alapuló kapcsolt hő- és villamosenergia-termelés terén elért előrehaladásról Magyarországon (az Európai Parlament és a Tanács 2004/8/EK irányelv 6. cikk (3) bekezdésében
A nagy hatásfokú hasznos hőigényen alapuló kapcsolt hő- és villamosenergia-termelés terén elért előrehaladásról Magyarországon (az Európai Parlament és a Tanács 2004/8/EK irányelv 6. cikk (3) bekezdésében
Emissziócsökkentés és az elektromos közlekedés jelentősége. 2014 október 7. Energetikai Körkép Konferencia
 Emissziócsökkentés és az elektromos közlekedés jelentősége 2014 október 7. Energetikai Körkép Konferencia Magamról Amim van Amit már próbáltam 194 g/km?? g/km Forrás: Saját fotók; www.taxielectric.nl 2
Emissziócsökkentés és az elektromos közlekedés jelentősége 2014 október 7. Energetikai Körkép Konferencia Magamról Amim van Amit már próbáltam 194 g/km?? g/km Forrás: Saját fotók; www.taxielectric.nl 2
A MAGYAR TELEKOM FENNTARTHATÓSÁGI STRATÉGIÁJÁNAK 2012. ÉVI EREDMÉNYEI XIV. FENNTARTHATÓSÁGI KEREKASZTAL - BESZÉLGETÉS 2013.06.21.
 A MAGYAR TELEKOM FENNTARTHATÓSÁGI STRATÉGIÁJÁNAK 2012. ÉVI EREDMÉNYEI XIV. FENNTARTHATÓSÁGI KEREKASZTAL - BESZÉLGETÉS 2013.06.21. FENNTARTHATÓSÁGI STRATÉGIA 2011-2015 FŐ CÉLKITŰZÉS, VÍZIÓ, MEGKÖZELÍTÉS
A MAGYAR TELEKOM FENNTARTHATÓSÁGI STRATÉGIÁJÁNAK 2012. ÉVI EREDMÉNYEI XIV. FENNTARTHATÓSÁGI KEREKASZTAL - BESZÉLGETÉS 2013.06.21. FENNTARTHATÓSÁGI STRATÉGIA 2011-2015 FŐ CÉLKITŰZÉS, VÍZIÓ, MEGKÖZELÍTÉS
0. Nem technikai összefoglaló. Bevezetés
 0. Nem technikai összefoglaló Bevezetés A KÖZÉP-EURÓPA 2020 (OP CE 2020) egy európai területi együttműködési program. Az EU/2001/42 SEA irányelv értelmében az OP CE 2020 programozási folyamat részeként
0. Nem technikai összefoglaló Bevezetés A KÖZÉP-EURÓPA 2020 (OP CE 2020) egy európai területi együttműködési program. Az EU/2001/42 SEA irányelv értelmében az OP CE 2020 programozási folyamat részeként
Magyar László Környezettudomány MSc. Témavezető: Takács-Sánta András PhD
 Magyar László Környezettudomány MSc Témavezető: Takács-Sánta András PhD Két kutatás: Güssing-modell tanulmányozása mélyinterjúk Mintaterület Bevált, működő, megújuló energiákra épülő rendszer Bicskei járás
Magyar László Környezettudomány MSc Témavezető: Takács-Sánta András PhD Két kutatás: Güssing-modell tanulmányozása mélyinterjúk Mintaterület Bevált, működő, megújuló energiákra épülő rendszer Bicskei járás
Energetikai Szakkollégium Egyesület
 Csetvei Zsuzsa, Hartmann Bálint 1 Általános ismertető Az energiaszektor legdinamikusabban fejlődő iparága Köszönhetően az alábbiaknak: Jelentős állami és uniós támogatások Folyamatosan csökkenő költségek
Csetvei Zsuzsa, Hartmann Bálint 1 Általános ismertető Az energiaszektor legdinamikusabban fejlődő iparága Köszönhetően az alábbiaknak: Jelentős állami és uniós támogatások Folyamatosan csökkenő költségek
A járműipari ágazat területfejlesztési lehetőségei Csongrád megyében
 A járműipari ágazat területfejlesztési lehetőségei Csongrád megyében Az ágazatról általánosságban Az életszínvonal alakulásának egyik mércéje a motorizálódás foka A gazdaságban és a foglalkoztatásban kiemelt
A járműipari ágazat területfejlesztési lehetőségei Csongrád megyében Az ágazatról általánosságban Az életszínvonal alakulásának egyik mércéje a motorizálódás foka A gazdaságban és a foglalkoztatásban kiemelt
Energiamenedzsment kihívásai a XXI. században
 Energiamenedzsment kihívásai a XXI. században Bertalan Zsolt vezérigazgató MAVIR ZRt. HTE Közgyűlés 2013. május 23. A megfizethető energia 2 A Nemzeti Energiastratégia 4 célt azonosít: 1. Energiahatékonyság
Energiamenedzsment kihívásai a XXI. században Bertalan Zsolt vezérigazgató MAVIR ZRt. HTE Közgyűlés 2013. május 23. A megfizethető energia 2 A Nemzeti Energiastratégia 4 célt azonosít: 1. Energiahatékonyság
AZ ENERGIAUNIÓRA VONATKOZÓ CSOMAG MELLÉKLET AZ ENERGIAUNIÓ ÜTEMTERVE. a következőhöz:
 EURÓPAI BIZOTTSÁG Brüsszel, 2015.2.25. COM(2015) 80 final ANNEX 1 AZ ENERGIAUNIÓRA VONATKOZÓ CSOMAG MELLÉKLET AZ ENERGIAUNIÓ ÜTEMTERVE a következőhöz: A BIZOTTSÁG KÖZLEMÉNYE AZ EURÓPAI PARLAMENTNEK, A
EURÓPAI BIZOTTSÁG Brüsszel, 2015.2.25. COM(2015) 80 final ANNEX 1 AZ ENERGIAUNIÓRA VONATKOZÓ CSOMAG MELLÉKLET AZ ENERGIAUNIÓ ÜTEMTERVE a következőhöz: A BIZOTTSÁG KÖZLEMÉNYE AZ EURÓPAI PARLAMENTNEK, A
Megújuló energetikai ágazat területfejlesztési lehetőségei Csongrád megyében
 Megújuló energetikai ágazat területfejlesztési lehetőségei Csongrád megyében Ágazat nemzetközi megatrendjei EU országai 5 fő energiapiaci trenddel és folyamattal számolnak levegőszennyezés és a bekövetkező
Megújuló energetikai ágazat területfejlesztési lehetőségei Csongrád megyében Ágazat nemzetközi megatrendjei EU országai 5 fő energiapiaci trenddel és folyamattal számolnak levegőszennyezés és a bekövetkező
Helyi önkormányzatok fejlesztési eszközei Magyarországon Uniós forrásokhoz való hozzáférés lehetőségei a 2014-2020-as időszakban
 Helyi önkormányzatok fejlesztési eszközei Magyarországon Uniós forrásokhoz való hozzáférés lehetőségei a 2014-2020-as időszakban Németh Mónika Miniszterelnökség Nemzetközi Főosztály 1 2012 Partnerségi
Helyi önkormányzatok fejlesztési eszközei Magyarországon Uniós forrásokhoz való hozzáférés lehetőségei a 2014-2020-as időszakban Németh Mónika Miniszterelnökség Nemzetközi Főosztály 1 2012 Partnerségi
LUK SAVARIA KFT. Energetikai szakreferensi éves összefoglaló. Budapest, május
 LUK SAVARIA KFT. Energetikai szakreferensi éves összefoglaló 017 Budapest, 018. május ESZ-HU-017LUK BEVEZETÉS A 1/015. (V. 6.) Korm. Rendelet (az energiahatékonyságról szóló törvény végrehajtásáról) 7/A.
LUK SAVARIA KFT. Energetikai szakreferensi éves összefoglaló 017 Budapest, 018. május ESZ-HU-017LUK BEVEZETÉS A 1/015. (V. 6.) Korm. Rendelet (az energiahatékonyságról szóló törvény végrehajtásáról) 7/A.
Energiatárolás szerepe a jövő hálózatán
 Energiatárolás szerepe a jövő hálózatán Horváth Dániel 60. MEE Vándorgyűlés, Mátraháza 1. OLDAL Tartalom 1 2 3 Európai körkép Energiatárolás fontossága Decentralizált energiatárolás az elosztóhálózat oldaláról
Energiatárolás szerepe a jövő hálózatán Horváth Dániel 60. MEE Vándorgyűlés, Mátraháza 1. OLDAL Tartalom 1 2 3 Európai körkép Energiatárolás fontossága Decentralizált energiatárolás az elosztóhálózat oldaláról
NCST és a NAPENERGIA
 SZIE Egyetemi Klímatanács SZENT ISTVÁN EGYETEM NCST és a NAPENERGIA Tóth László ACRUX http://klimatanacs.szie.hu TARTALOM 1.Napenergia potenciál 2.A lehetséges megoldások 3.Termikus és PV rendszerek 4.Nagyrendszerek,
SZIE Egyetemi Klímatanács SZENT ISTVÁN EGYETEM NCST és a NAPENERGIA Tóth László ACRUX http://klimatanacs.szie.hu TARTALOM 1.Napenergia potenciál 2.A lehetséges megoldások 3.Termikus és PV rendszerek 4.Nagyrendszerek,
Élelmiszerhulladék-csökkentés a Jövő Élelmiszeripari Gyárában Igények és megoldások
 Élelmiszerhulladék-csökkentés a Jövő Élelmiszeripari Gyárában Igények és megoldások Jasper Anita Campden BRI Magyarország Nonprofit Kft. Élelmiszerhulladékok kezelésének és újrahasznosításának jelentősége
Élelmiszerhulladék-csökkentés a Jövő Élelmiszeripari Gyárában Igények és megoldások Jasper Anita Campden BRI Magyarország Nonprofit Kft. Élelmiszerhulladékok kezelésének és újrahasznosításának jelentősége
A biomassza rövid története:
 A biomassza A biomassza rövid története: A biomassza volt az emberiség leginkább használt energiaforrása egészen az ipari forradalomig. Még ma sem egyértelmű, hogy a növekvő jólét miatt indult be drámaian
A biomassza A biomassza rövid története: A biomassza volt az emberiség leginkább használt energiaforrása egészen az ipari forradalomig. Még ma sem egyértelmű, hogy a növekvő jólét miatt indult be drámaian
A régió közigazgatási, gazdasági, tudományos, oktatási és kulturális központja Magyarország negyedik legnagyobb városa A városban és
 A régió közigazgatási, gazdasági, tudományos, oktatási és kulturális központja Magyarország negyedik legnagyobb városa A városban és agglomerációjában több mint 300 000 ember él Gazdag ipari múlttal rendelkezik
A régió közigazgatási, gazdasági, tudományos, oktatási és kulturális központja Magyarország negyedik legnagyobb városa A városban és agglomerációjában több mint 300 000 ember él Gazdag ipari múlttal rendelkezik
várható fejlesztési területek
 2014-2020 várható fejlesztési területek EU támogatási prioritások A Bizottság által meghatározott 11 tematikus célkitűzéshez való kötelező illeszkedés 1.a kutatás, a technológiai fejlesztés és innováció
2014-2020 várható fejlesztési területek EU támogatási prioritások A Bizottság által meghatározott 11 tematikus célkitűzéshez való kötelező illeszkedés 1.a kutatás, a technológiai fejlesztés és innováció
A Zöldgazdaság -fejlesztés innovatív iparfejlesztési irányai
 A Zöldgazdaság -fejlesztés innovatív iparfejlesztési irányai Nyíregyháza, 2017. május 9. Dr. Biczó Imre László NGM szakértői koordinátor Az előadás tartalma Irinyi Terv Körkörös gazdaság - hulladékgazdálkodás
A Zöldgazdaság -fejlesztés innovatív iparfejlesztési irányai Nyíregyháza, 2017. május 9. Dr. Biczó Imre László NGM szakértői koordinátor Az előadás tartalma Irinyi Terv Körkörös gazdaság - hulladékgazdálkodás
Közúti pályák (BMEKOEAA213)
") Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésüzemi és Közlekedésgazdasági Tanszék Közúti pályák (BMEKOEAA213) Közlekedéspolitika Dr. Juhász János egyetemi docens Közlekedéspolitika az Európai
Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésüzemi és Közlekedésgazdasági Tanszék Közúti pályák (BMEKOEAA213) Közlekedéspolitika Dr. Juhász János egyetemi docens Közlekedéspolitika az Európai
K+F lehet bármi szerepe?
 Olaj kitermelés, millió hordó/nap K+F lehet bármi szerepe? 100 90 80 70 60 50 40 Olajhozam-csúcs szcenáriók 30 20 10 0 2000 2020 Bizonytalanság: Az előrejelzések bizonytalanságának oka az olaj kitermelési
Olaj kitermelés, millió hordó/nap K+F lehet bármi szerepe? 100 90 80 70 60 50 40 Olajhozam-csúcs szcenáriók 30 20 10 0 2000 2020 Bizonytalanság: Az előrejelzések bizonytalanságának oka az olaj kitermelési
ENERGETIKAI BEAVATKOZÁSOK A HATÉKONYSÁG ÉRDEKÉBEN SZABÓ VALÉRIA
 ENERGETIKAI BEAVATKOZÁSOK A HATÉKONYSÁG ÉRDEKÉBEN SZABÓ VALÉRIA TARTALOM I. HAZAI PÁLYÁZATI LEHETŐSÉGEK 1. KEHOP, GINOP 2014-2020 2. Pályázatok előkészítése II. ENERGIA HATÉKONY VÁLLALKOZÁSFEJLESZTÉS LEHETŐSÉGEK
ENERGETIKAI BEAVATKOZÁSOK A HATÉKONYSÁG ÉRDEKÉBEN SZABÓ VALÉRIA TARTALOM I. HAZAI PÁLYÁZATI LEHETŐSÉGEK 1. KEHOP, GINOP 2014-2020 2. Pályázatok előkészítése II. ENERGIA HATÉKONY VÁLLALKOZÁSFEJLESZTÉS LEHETŐSÉGEK
TARTALOMJEGYZÉK 1. KÖTET I. FEJLESZTÉSI STRATÉGIA... 6
 TARTALOMJEGYZÉK 1. KÖTET I. FEJLESZTÉSI STRATÉGIA... 6 II. HÓDMEZŐVÁSÁRHELY ÉS TÉRKÖRNYEZETE (NÖVÉNYI ÉS ÁLLATI BIOMASSZA)... 8 1. Jogszabályi háttér ismertetése... 8 1.1. Bevezetés... 8 1.2. Nemzetközi
TARTALOMJEGYZÉK 1. KÖTET I. FEJLESZTÉSI STRATÉGIA... 6 II. HÓDMEZŐVÁSÁRHELY ÉS TÉRKÖRNYEZETE (NÖVÉNYI ÉS ÁLLATI BIOMASSZA)... 8 1. Jogszabályi háttér ismertetése... 8 1.1. Bevezetés... 8 1.2. Nemzetközi
TisztaShow SZAKMAI NAP. Van más választás: pozícionálja újra szolgáltatását a piacon. Budapest, október
 TisztaShow SZAKMAI NAP Budapest, 2016. október 21-22. Van más választás: pozícionálja újra szolgáltatását a piacon Barta Géza Róbert ügyvezető Környezetbarát Termék Nonprofit Kft. Csak egy módon indulhatunk
TisztaShow SZAKMAI NAP Budapest, 2016. október 21-22. Van más választás: pozícionálja újra szolgáltatását a piacon Barta Géza Róbert ügyvezető Környezetbarát Termék Nonprofit Kft. Csak egy módon indulhatunk
Nemzetközi klímapolitikai együttműködés, az EU klímapolitikája, vállalásai, eszközei, és a hazai feladatok
 Nemzetközi klímapolitikai együttműködés, az EU klímapolitikája, vállalásai, eszközei, és a hazai feladatok dr. Faragó Tibor, dr. Hasznos Erika sztratoszféra Környezetvédelmi és Vízügyi Minisztérium felszín
Nemzetközi klímapolitikai együttműködés, az EU klímapolitikája, vállalásai, eszközei, és a hazai feladatok dr. Faragó Tibor, dr. Hasznos Erika sztratoszféra Környezetvédelmi és Vízügyi Minisztérium felszín
A decentralizált megújuló energia Magyarországon
 A decentralizált megújuló energia Magyarországon Közpolitikai gondolatok Őri István Green Capital Zrt. Bevált portugál gyakorlatok konferencia Nyíregyháza 2010. június 4. Miről fogok beszélni? A portugál-magyar
A decentralizált megújuló energia Magyarországon Közpolitikai gondolatok Őri István Green Capital Zrt. Bevált portugál gyakorlatok konferencia Nyíregyháza 2010. június 4. Miről fogok beszélni? A portugál-magyar
Éves energetikai szakreferensi jelentés Váci Távhő Nonprofit Közhasznú Kft részére
 Éves energetikai szakreferensi jelentés Váci Távhő Nonprofit Közhasznú Kft részére 2017 Bevezetés Az Elmű Nyrt szerződés alapján nyújt energetikai szakreferensi szolgáltatás a kötelezett vállalat részére.
Éves energetikai szakreferensi jelentés Váci Távhő Nonprofit Közhasznú Kft részére 2017 Bevezetés Az Elmű Nyrt szerződés alapján nyújt energetikai szakreferensi szolgáltatás a kötelezett vállalat részére.
ELŐADÁS CÍME. Duális Felsőoktatási képzés Kecskeméten. Kihívások és előnyök Belina Károly
 ELŐADÁS CÍME Duális Felsőoktatási képzés Kecskeméten Kihívások és előnyök Belina Károly Szakképzési konferencia Pécs-Baranyai Kereskedelmi és Iparkamara 2013. november 13. Tartalom Kialakulás Mi a duális
ELŐADÁS CÍME Duális Felsőoktatási képzés Kecskeméten Kihívások és előnyök Belina Károly Szakképzési konferencia Pécs-Baranyai Kereskedelmi és Iparkamara 2013. november 13. Tartalom Kialakulás Mi a duális
A hazai KKV-k helyzete, a várható folyamatok
 A hazai KKV-k helyzete, a várható folyamatok MAFABE KONFERENCIA Dr. Molnár Sándor főosztályvezető Gazdasági és Közlekedési Minisztérium Ipari Főosztály Telefon: (+36-1) 472-8549, E-mail: molnar.sandor@gkm.gov.hu
A hazai KKV-k helyzete, a várható folyamatok MAFABE KONFERENCIA Dr. Molnár Sándor főosztályvezető Gazdasági és Közlekedési Minisztérium Ipari Főosztály Telefon: (+36-1) 472-8549, E-mail: molnar.sandor@gkm.gov.hu
A Magyar Telekom fenntarthatósági stratégiájának (2011-2015) első évi eredményei
 első évi eredményei") A Magyar Telekom fenntarthatósági stratégiájának (2011-2015) első évi eredményei XIII. Fenntarthatósági Kerekasztal-beszélgetés Szomolányi Katalin Vállalati Fenntarthatósági Központ 2012.06.01. 1 Arthur
A Magyar Telekom fenntarthatósági stratégiájának (2011-2015) első évi eredményei XIII. Fenntarthatósági Kerekasztal-beszélgetés Szomolányi Katalin Vállalati Fenntarthatósági Központ 2012.06.01. 1 Arthur
A fejlesztéspolitika visszatérítendő és vissza nem térítendő támogatásai
 A fejlesztéspolitika visszatérítendő és vissza nem térítendő támogatásai A MAG Zrt. által kínál lehetőségek Dr. Novák Csaba ügyvezető igazgató, MAG Zrt. A Nemzeti Fejlesztési Terv gazdaságfejlesztési eredményei
A fejlesztéspolitika visszatérítendő és vissza nem térítendő támogatásai A MAG Zrt. által kínál lehetőségek Dr. Novák Csaba ügyvezető igazgató, MAG Zrt. A Nemzeti Fejlesztési Terv gazdaságfejlesztési eredményei
Éves energetikai szakreferensi jelentés DIPA Diósgyőri Papírgyár Zrt. részére
 Éves energetikai szakreferensi jelentés DIPA Diósgyőri Papírgyár Zrt. részére v1.41 2018 Bevezetés Az Elmű Nyrt. szerződés alapján nyújt energetikai szakreferensi szolgáltatást a kötelezett vállalat részére.
Éves energetikai szakreferensi jelentés DIPA Diósgyőri Papírgyár Zrt. részére v1.41 2018 Bevezetés Az Elmű Nyrt. szerződés alapján nyújt energetikai szakreferensi szolgáltatást a kötelezett vállalat részére.
Hulladékok szerepe az energiatermelésben; mintaprojekt kezdeményezése a Kárpát-medencében
 Hulladékok szerepe az energiatermelésben; mintaprojekt kezdeményezése a Kárpát-medencében 2012.09.20. A legnagyobb mennyiségű égetésre alkalmas anyagot a Mechanika-i Biológia-i Hulladék tartalmazza (rövidítve
Hulladékok szerepe az energiatermelésben; mintaprojekt kezdeményezése a Kárpát-medencében 2012.09.20. A legnagyobb mennyiségű égetésre alkalmas anyagot a Mechanika-i Biológia-i Hulladék tartalmazza (rövidítve
Tapasztalatok és tervek a pécsi erőműben
 Tapasztalatok és tervek a pécsi erőműben Péterffy Attila erőmű üzletág-vezető ERŐMŰ FÓRUM 2012. március 22-23. Balatonalmádi Tartalom 1. Bemutatkozás 1.1 Tulajdonosi háttér 1.2 A pécsi erőmű 2. Tapasztalatok
Tapasztalatok és tervek a pécsi erőműben Péterffy Attila erőmű üzletág-vezető ERŐMŰ FÓRUM 2012. március 22-23. Balatonalmádi Tartalom 1. Bemutatkozás 1.1 Tulajdonosi háttér 1.2 A pécsi erőmű 2. Tapasztalatok
Magyarország közép és hosszú távú Élelmiszeripari Fejlesztési Stratégiája 2014-2020
 ÉLELMISZER-FELDOLGOZÁS NÉLKÜL NINCS ÉLETKÉPES MEZŐGAZDASÁG; MEZŐGAZDASÁG NÉLKÜL NINCS ÉLHETŐ VIDÉK Magyarország közép és hosszú távú Élelmiszeripari Fejlesztési Stratégiája 2014-2020 Dr. Bognár Lajos helyettes
ÉLELMISZER-FELDOLGOZÁS NÉLKÜL NINCS ÉLETKÉPES MEZŐGAZDASÁG; MEZŐGAZDASÁG NÉLKÜL NINCS ÉLHETŐ VIDÉK Magyarország közép és hosszú távú Élelmiszeripari Fejlesztési Stratégiája 2014-2020 Dr. Bognár Lajos helyettes
Újrahasznosítási logisztika. 1. Bevezetés az újrahasznosításba
 Újrahasznosítási logisztika 1. Bevezetés az újrahasznosításba Nyílt láncú gazdaság Termelési szektor Természeti erőforrások Fogyasztók Zárt láncú gazdaság Termelési szektor Természeti erőforrások Fogyasztók
Újrahasznosítási logisztika 1. Bevezetés az újrahasznosításba Nyílt láncú gazdaság Termelési szektor Természeti erőforrások Fogyasztók Zárt láncú gazdaság Termelési szektor Természeti erőforrások Fogyasztók
Éves energetikai szakreferensi jelentés DIPA Diósgyőri Papírgyár Zrt. részére
 Éves energetikai szakreferensi jelentés DIPA Diósgyőri Papírgyár Zrt. részére 2017 Bevezetés Az Elmű Nyrt szerződés alapján nyújt energetikai szakreferensi szolgáltatás a kötelezett vállalat részére. Ennek
Éves energetikai szakreferensi jelentés DIPA Diósgyőri Papírgyár Zrt. részére 2017 Bevezetés Az Elmű Nyrt szerződés alapján nyújt energetikai szakreferensi szolgáltatás a kötelezett vállalat részére. Ennek
Éves energetikai szakreferensi jelentés Next Ingatlanforgalmazási és Kereskedelmi Kft. részére
 Éves energetikai szakreferensi jelentés Next Ingatlanforgalmazási és Kereskedelmi Kft. részére v1.41 2018 Bevezetés Az Elmű Nyrt. szerződés alapján nyújt energetikai szakreferensi szolgáltatást a kötelezett
Éves energetikai szakreferensi jelentés Next Ingatlanforgalmazási és Kereskedelmi Kft. részére v1.41 2018 Bevezetés Az Elmű Nyrt. szerződés alapján nyújt energetikai szakreferensi szolgáltatást a kötelezett
Küzdi Gyöngyi Ágnes ELTE TTK Környezettudomány, földtudományi szakirány 2010. Témavezető: Dr. Munkácsy Béla
 BIOGÁZ MINT MEGÚJULÓ ALTERNATÍV ENERGIAFORRÁS LEHETŐSÉGE A MAGYAR MEZŐGAZDASÁGBAN ÉS AZ ENERGIAGAZDÁLKODÁSBAN A PÁLHALMAI BIOGÁZÜZEM PÉLDÁJÁN SZEMLÉLTETVE Küzdi Gyöngyi Ágnes ELTE TTK Környezettudomány,
BIOGÁZ MINT MEGÚJULÓ ALTERNATÍV ENERGIAFORRÁS LEHETŐSÉGE A MAGYAR MEZŐGAZDASÁGBAN ÉS AZ ENERGIAGAZDÁLKODÁSBAN A PÁLHALMAI BIOGÁZÜZEM PÉLDÁJÁN SZEMLÉLTETVE Küzdi Gyöngyi Ágnes ELTE TTK Környezettudomány,
Ügyfelünk a Grundfos. Központi raktár, egy helyre összpontosított erőforrások
 Ügyfelünk a Grundfos Központi raktár, egy helyre összpontosított erőforrások Összefoglalás A Grundfos globális viszonylatban vezető szerepet tölt be a szivattyúágazatban. A dán vállalat jelenléte Magyarországon
Ügyfelünk a Grundfos Központi raktár, egy helyre összpontosított erőforrások Összefoglalás A Grundfos globális viszonylatban vezető szerepet tölt be a szivattyúágazatban. A dán vállalat jelenléte Magyarországon
Pelletgyártási, felhasználási adatok
 Construma Építőipari Szakkiállítás Budapest 2011. április 08. Pelletgyártási, felhasználási adatok Pannon Pellet Kft Burján Zoltán vállalkozási vezető Pelletgyár létesítés I. A BERUHÁZÁSI CÉLOK, KÖRNYEZET
Construma Építőipari Szakkiállítás Budapest 2011. április 08. Pelletgyártási, felhasználási adatok Pannon Pellet Kft Burján Zoltán vállalkozási vezető Pelletgyár létesítés I. A BERUHÁZÁSI CÉLOK, KÖRNYEZET
A hazai dekarbonizáció: lehetőség vagy akadály?
 A hazai dekarbonizáció: lehetőség vagy akadály? Dr. Pálvölgyi Tamás BME egyetemi docens MFGI Nemzeti Alkalmazkodási Központ XXVII. Téglás Napok 2012. október 4. Hunguest Hotel Palota, Lillafüred Mi fán
A hazai dekarbonizáció: lehetőség vagy akadály? Dr. Pálvölgyi Tamás BME egyetemi docens MFGI Nemzeti Alkalmazkodási Központ XXVII. Téglás Napok 2012. október 4. Hunguest Hotel Palota, Lillafüred Mi fán
A helyi gazdaság szerepe a települési sikerben hazai példákon keresztül
 MAGYAR REGIONÁLIS TUDOMÁNYI TÁRSASÁG A helyi gazdaság szerepe a települési sikerben hazai példákon keresztül Józsa Viktória elnökségi tag, MRTT doktorjelölt, Enyedi György Regionális Tudományok Doktori
MAGYAR REGIONÁLIS TUDOMÁNYI TÁRSASÁG A helyi gazdaság szerepe a települési sikerben hazai példákon keresztül Józsa Viktória elnökségi tag, MRTT doktorjelölt, Enyedi György Regionális Tudományok Doktori
SAJTÓTÁJÉKOZTATÓ február 01. Magyar Villamos Művek Zrt. vezérigazgatója
 SAJTÓTÁJÉKOZTATÓ 2011. február 01. Baji Csaba PA Zrt. Igazgatóságának elnöke Magyar Villamos Művek Zrt. vezérigazgatója Hamvas István PA Zrt. vezérigazgatója 1 A 2010. évi eredmények - Az erőmű történetének
SAJTÓTÁJÉKOZTATÓ 2011. február 01. Baji Csaba PA Zrt. Igazgatóságának elnöke Magyar Villamos Művek Zrt. vezérigazgatója Hamvas István PA Zrt. vezérigazgatója 1 A 2010. évi eredmények - Az erőmű történetének
Magyarország-Szlovákia Határon Átnyúló Együttműködési Program 2014-2020 2013. OKTÓBER 17.
 Magyarország-Szlovákia Határon Átnyúló Együttműködési Program 2014-2020 2013. OKTÓBER 17. A tervezés folyamata -közös programozási folyamat a két partnerország részvételével -2012 őszén programozó munkacsoport
Magyarország-Szlovákia Határon Átnyúló Együttműködési Program 2014-2020 2013. OKTÓBER 17. A tervezés folyamata -közös programozási folyamat a két partnerország részvételével -2012 őszén programozó munkacsoport
Az Élet forrásában nincs tegnapi víz. Körforgásos gazdaság: lehetőség a víziparban
 Körforgásos gazdaság koncepciója és hazai realitása MASZESZ XVIII. ORSZÁGOS KONFERENCIA Lajosmizse (2017.05.16) Az Élet forrásában nincs tegnapi víz. Körforgásos gazdaság: lehetőség a víziparban Galambos
Körforgásos gazdaság koncepciója és hazai realitása MASZESZ XVIII. ORSZÁGOS KONFERENCIA Lajosmizse (2017.05.16) Az Élet forrásában nincs tegnapi víz. Körforgásos gazdaság: lehetőség a víziparban Galambos
Kecskemét & Mercedes-Benz: Sikertörténet, nem csak a Mercedes-Benz számára
 Kecskemét & Mercedes-Benz: Sikertörténet, nem csak a Mercedes-Benz számára Manfred Schulz 2014. május 27. Kezdetben pusztán egy vízió volt 2 A Mercedes-Benz kecskeméti gyárának bemutatása és mára, íme
Kecskemét & Mercedes-Benz: Sikertörténet, nem csak a Mercedes-Benz számára Manfred Schulz 2014. május 27. Kezdetben pusztán egy vízió volt 2 A Mercedes-Benz kecskeméti gyárának bemutatása és mára, íme
Energiamenedzsment ISO 50001. A SURVIVE ENVIRO Nonprofit Kft. környezetmenedzsment rendszerekről szóló tájékoztatója
 Energiamenedzsment ISO 50001 A SURVIVE ENVIRO Nonprofit Kft. környezetmenedzsment rendszerekről szóló tájékoztatója Hogyan bizonyítható egy vállalat környezettudatossága vásárlói felé? Az egész vállalatra,
Energiamenedzsment ISO 50001 A SURVIVE ENVIRO Nonprofit Kft. környezetmenedzsment rendszerekről szóló tájékoztatója Hogyan bizonyítható egy vállalat környezettudatossága vásárlói felé? Az egész vállalatra,
Megépült a Bogáncs utcai naperőmű
 Megépült a Bogáncs utcai naperőmű Megújuló energiát hazánkban elsősorban a napenergia, a geotermikus energia, a biomassza és a szélenergia felhasználásából nyerhetünk. Magyarország energiafelhasználása
Megépült a Bogáncs utcai naperőmű Megújuló energiát hazánkban elsősorban a napenergia, a geotermikus energia, a biomassza és a szélenergia felhasználásából nyerhetünk. Magyarország energiafelhasználása
Szekszárd távfűtése Paksról
 Szekszárd távfűtése Paksról Jakab Albert csoportvezetőnek (Paksi Atomerőmű) a Magyar Nukleáris Társaság szimpóziumán 2016. december 8-9-én tartott előadása alapján összeállította: Sigmond György Magyar
Szekszárd távfűtése Paksról Jakab Albert csoportvezetőnek (Paksi Atomerőmű) a Magyar Nukleáris Társaság szimpóziumán 2016. december 8-9-én tartott előadása alapján összeállította: Sigmond György Magyar
Éves energetikai szakreferensi jelentés ORION Elektronikai Kft részére
 Éves energetikai szakreferensi jelentés ORION Elektronikai Kft részére 2017 Bevezetés Az Elmű Nyrt szerződés alapján nyújt energetikai szakreferensi szolgáltatás a kötelezett vállalat részére. Ennek keretében
Éves energetikai szakreferensi jelentés ORION Elektronikai Kft részére 2017 Bevezetés Az Elmű Nyrt szerződés alapján nyújt energetikai szakreferensi szolgáltatás a kötelezett vállalat részére. Ennek keretében
GINOP A KKV-k versenyképességének növelése adaptív technológiai innováció révén
 GINOP-2.1.8-17 A KKV-k versenyképességének növelése adaptív technológiai innováció révén Pályázat benyújtása A támogatási kérelmek benyújtása 2017. december 6-án 9 órától 2018. február 15-én 12 óráig lehetséges.
GINOP-2.1.8-17 A KKV-k versenyképességének növelése adaptív technológiai innováció révén Pályázat benyújtása A támogatási kérelmek benyújtása 2017. december 6-án 9 órától 2018. február 15-én 12 óráig lehetséges.