Forgácsolás szerszámai
|
|
|
- Edit Hajduné
- 8 évvel ezelőtt
- Látták:
Átírás
1 Forgácsolás szerszámai
2 Köszörülés
3 Felhasznált irodalom: Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag ) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz Jenő: Forgácsoló megmunkálás II/1 Dr Igaz Jenő Dr Pintér József: Forgácsoló megmunkálás III Dr. Kodácsy János: Forgácsolás szerszámai, E- tananyag, kecskemét, 2010
4 KÖSZÖRÜLÉS A köszörülés szabálytalan élgeometriájú szerszámmal végzett forgácsolás, amellyel nagy pontosságú, sima, sőt tükrös felületeket lehet előállítani. A köszörülés főleg befejező megmunkálás, de néhány nagyteljesítményű köszörűgép alkalmas előkészítő vagy nagyoló műveletekhez is. Köszörüléssel nagyon sokféle felület megmunkálható (hengeres, sík, kúpos, alakos). Pontossága: IT6-7, az átlagos érdesség: Ra = 0,16-1,25 μm
5 FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖTÖTT SZEMCSE SZABAD SZEMCSE KÖSZÖRÜLÉS - FORGÓ SZERSZÁMMAL - TÜKRÖSÍTÉS - SZALAGOS KÖSZÖRÜLÉS - SUGARAS CSISZOLÁS - LÖKETES KÖSZÖRÜLÉS - KOPTATÁS DÖRZSCSISZOLÁS DIN 8589 Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
6 KÖSZÖRÜLÉS SZABÁLYTALAN, SOKÉLŰ SZERSZÁM FORGÁCSOLÓ FŐMOZGÁS FORGÓ SZERSZÁM MELLÉKMOZGÁS FORGÓ, EGYENES VONALÚ (MUNKADARAB), SZERSZÁM SZERSZÁM KORONG, HASÁB STB. JELLEMZŐI: - ALAKJA, MÉRETE - SZEMCSE - ANYAGA - NAGYSÁGA - KÖTÉS - KÖTŐANYAG - KEMÉNYSÉG - TÖMÖRSÉG Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
7 a köszörülés szükségessége
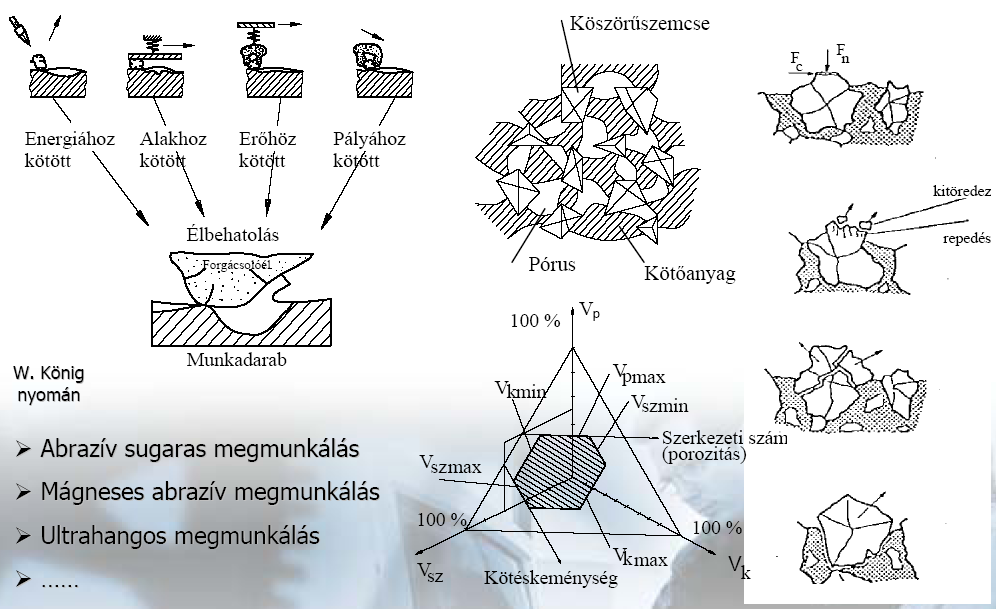
8 Abrazív megmunkálások
9
10 Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
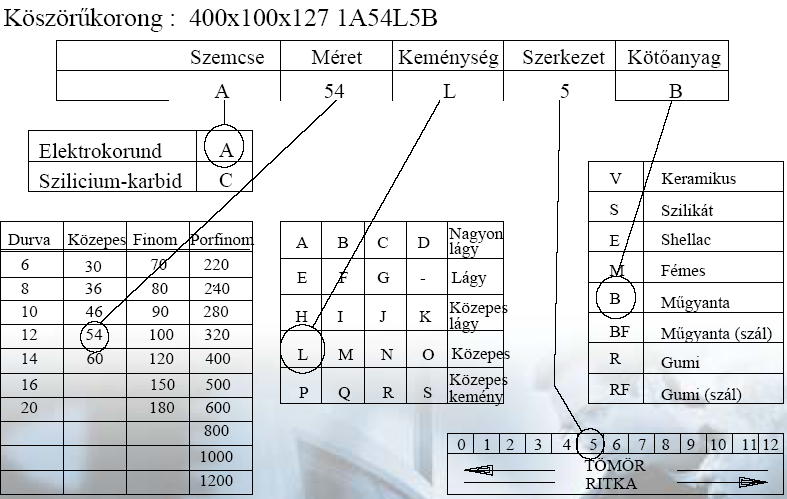
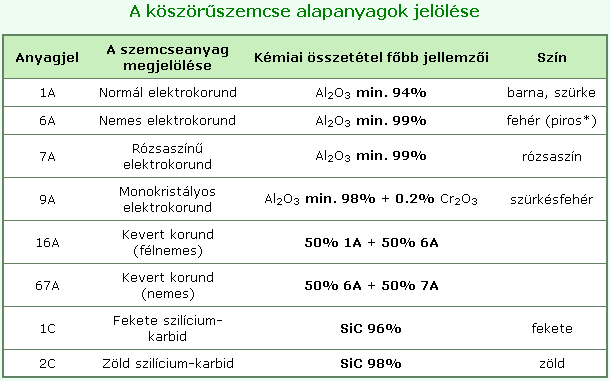
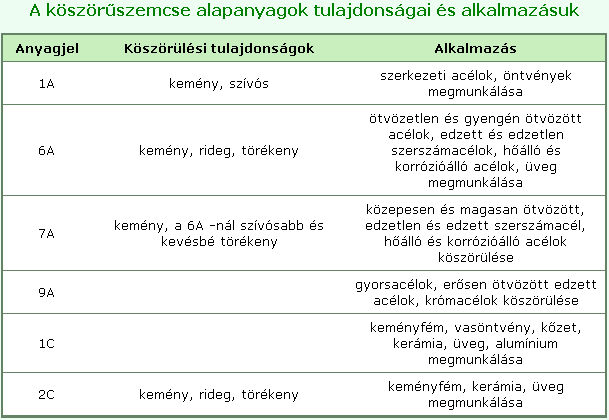
11 SZEMCSE TERMÉSZETES - KVARC, FLINT FAIPAR - KORUND, SMIRGLI BŐRIPAR - GRANAT OPTIKA - GYÉMÁNT FÉMIPAR MESTERSÉGES - KORUND (Al 2 O 3 ) A - SZILÍCIUM-KARBID (SiC) C - BÓR-KARBID (BC) - GYÉMÁNT D - KÖBÖS BÓRNITRID (CBN) B Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
12
13 Köszörűszemcsék alkalmazási területei
14 SZEMCSEANYAGOK ÉS TULAJDONSÁGAIK TYROLIT

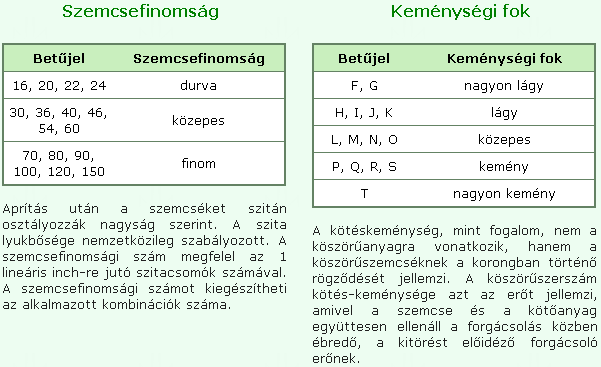
15 SZEMCSENAGYSÁG - 1 COLLRA ESŐ SZITALYUKAK SZÁMA MELYEN MÁR FENNAKAD A SZEMCSE MESH - LEGNAGYOBB SZEMCSEMÉRET μm-ben TYROLIT
16 SZEMCSEMÉRETEK GRANIT
17 KÖTŐANYAG V KERÁMIA KÖTÉS S SZILIKÁT R GUMI RF SZÁLERŐSÍTÉSŰ GUMI B MŰGYANTA BF SZÁLERŐSÍTÉSŰ MŰGYANTA E SELLAK Mg - MAGNEZIT M - FÉM SZINTER FÉM KERÁMIA SZERVES GALVÁN FŐ ALKALMAZÁSOK ÜVEG TÍPUSÚ V SZINTER (PORCELÁN TÍPUSÚ) MAGNEZIT, SZILIKÁT (HIDEGEN KEMÉNYEDŐ) B FENOL GYANTA NAGY HŐÁLL. POLIMID GYANTA SCHELLAK EPOXID POLIÉSZ- TER AKRIL GUMI POLIURE- TÁN TYROLIT Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
18 Szemcseanyagok jelölésrendszere
19 KÖTÉS KEMÉNYSÉGE: A SZEMCSÉK KÖTŐANYAGBÓL VALÓ KISZAKADÁSÁVAL SZEMBENI ELLNÁLLÓKÉPESSÉGE. ÖNÉLEZÉS KEMÉNY ANYAGOKHOZ LÁGY KÖTŐANYAGÚ LÁGY ANYAGOK HOZ KEMÉNY KÖTŐANYAGÚ SZERSZÁMOT KELL ALKALMAZNI. GRANIT KÖNIG
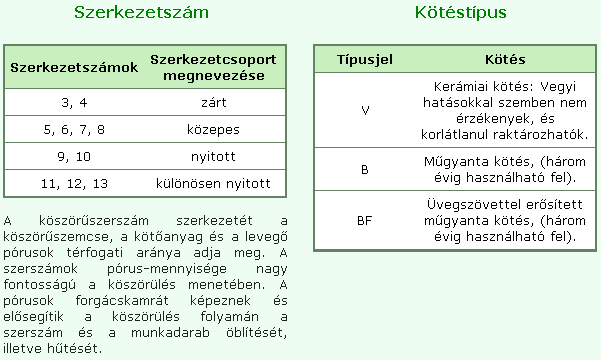
20 KÖTÉS TÖMÖRSÉGE PÓRUS TÉRFOGAT TELJES TÉRFOGAT V SZ + V K + V P = V TELJES TÉRFOGAT SZERKEZETI SZÁM SZEMCSE KÖTŐANYAG PÓRUS TÉRFOGAT GRANIT
21 TYROLIT
22
23 KÖSZÖRŰKORONG MEGNEVEZÉSE: ALAKJEL MÉRETEK SZEMCSE ANYAGA SZEMCSE MÉRETE KEMÉNYSÉG SZERKEZET KÖTÉS MEGENGEDETT SEBESSÉG
24 K ö s z ö r ű k o r o n g j e l ö l é s e
25
26
27
28
29
30
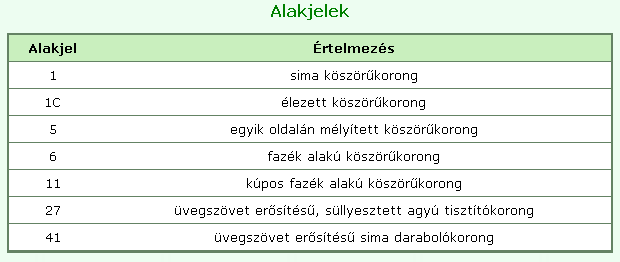
31 Köszörülés szerszámai A köszörűszerszámok külsőre korong alakú szabályos forgástestek, valójában szabálytalan élgeometriájú, sokélű szerszámok, amelyek a forgácsolást nagy sebességű karcolással végzik. Néhány jellegzetes köszörűkorongot foglal össze az ábra.
32 Tschätsch
33 Tschätsch
34 α - HÁTSZÖG β ÉKSZÖG > 90 γ HOMLOKSZÖG NEGATÍV δ METSZŐSZÖG Φ NYÍRÁSI SZÖG a FOGÁSMÉLYSÉG h f - FORGÁCSVASTAGSÁG ÉLGEOMETRIA KÖSZÖRÜLÉSNÉL TYROLIT
35 TYROLIT
36 KÖNIG
37 RUGALMAS ALAKVÁLTOZÁS RUGALMAS ÉS KÉPLÉKENY ALAKVÁLTOZÁS RUGALMAS ÉS KÉPLÉKENY ALAKVÁLTOZÁS ÉS NYÍRÁS RUGALMAS ALAKVÁLTOZÁS ÉS NYÍRÁS RUGALMAS ALAKVÁLTOZÁSI ZÓNA KÉPLÉKENY ALAKVÁLTOZÁSI ZÓNA FORGÁCS FORGÁCSKÉPZŐDÉS FÁZISAI KÖSZÖRÜLÉSNÉL
38 ENERGIAMÉRLEG
39 ENERGIAMÉRLEG KÖNIG
40 TYROLIT
41 A SZEMCSE ÉS A KÖTŐANYAG KOPÁSI MÓDJAI KÖNIG
42 STUTE
43 STUTE
44 FORGÁCSOLÁSI ERŐ F FŐFORGÁCSOLÁSI ERŐ F f ELŐTOLÁS IRÁNYÚ ERŐ F n NORMÁL IRÁNYÚ ERŐ STUTE
45 FORGÁCSOLÁSI ERŐ (PALÁSTKÖSZÖRÜLÉS) F=k S A A=? KÜLÖNBÖZŐ MÓDSZEREK v = 1000 a f v t [mm 3 /perc] V IDŐEGYSÉG ALATT LEVÁLASZTOTT ANYAG A pill = V L v t TÁRGY SEBESSÉG [m/min] L = v k [mm 2 ] a FOGÁS f ELŐTOLÁS 1000 a f v t A pill = = v k a f v t 60 v K L KÖSZÖRÜLÉSI ÚTHOSSZ [mm] v k KORONGSEBESSÉG [m/s] F= k s a f v t 60 v K
46 F 1 =k s A 1 BALI a Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
47 KORONG KÖSZÖRÜLÉSI TELJESÍTMÉNYE P K =F v k [W] MUNKADARAB FORGATÁSÁHOZ SZÜKSÉGES TELJESÍTMÉNY P MDB =F v t [W] SEBESSÉG-TÉNYEZŐ v q=60 K v mdb NAGYOLÁS >90-60 SIMÍTÁS ~ 90 FINOMSIMÍTÁS > ÁTKÖSZÖRÜLÉSI SZÁM u= KORONG SZÉLESSÉG ELŐTOLÁS NAGYOLÁS 3-4 SIMÍTÁS 5-6 Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
48 KÖSZÖRÜLÉSI MÓDOK - KÖRKÖSZÖRÜLÉS - SÍK - MENET - FOGAZAT - PROFIL - MÁSOLÓ KÖSZÖRÜLÉS SZALAG KÖSZÖRÜLÉS SZERSZÁM KÖSZÖRÜLÉS Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
49 Köszörülési módszerek Valamennyi köszörülési módszer alkalmazásakor a szerszám végzi a forgácsolómozgást mintegy 30 m/s sebességgel. A nagy sebességű köszörülés tartománya: vs = m/s, az ultrasebességűé m/s. A munkadarab sebességét (vw) a q sebességhányadossal fejezzük ki. Általában Előköszörüléskor a fogásvétel: a = 0,02-0,06 mm, készreköszörüléskor: a = 0,002-0,01 mm.
50 KÖSZÖRÜLÉSI MÓDOK - KÖRKÖSZÖRÜLÉS - SÍK - MENET - FOGAZAT - PROFIL - MÁSOLÓ KÖSZÖRÜLÉS SZALAG KÖSZÖRÜLÉS SZERSZÁM KÖSZÖRÜLÉS
51 Oldalelőtolásos palástköszörülés Hosszú tengelyeket ezzel az eljárással köszörülnek.. Fogásvétel lehet löketenként, kettőslöketenként. Előköszörüléskor az előtolás: s = (0,5...0,75) Bs, készreköszörüléskor (simítás): s = (0,25...0,5) Bs. Az utolsó néhány löketet fogásvétel nélkül szokás elvégezni.
52 Beszúró palástköszörülés A módszer elve a következő ábrán látható. Általában akkor alkalmazzák, ha l < Bs, ezért oldalelőtolás nincs, legfeljebb 1-3 mm-es oszcilláció. A szerszám vt beszúrósebességgel mozogva végzi a forgács leválasztását. Lépcsős tengelyek vállainak a köszörülése az alsó ábra szerint végezhető el.
53 Furatköszörülés Vékonyfalú munkadarab megmunkálásához (pl. gördülőcsapágy-gyűrűk) az ún. csúszósarus eljárást használják. A munkadarab forgatását a vt kerületi sebességű mágneses támasztóharang végzi. A csúszósaru nélküli eljárás alkalmazásakor a munkadarabot mereven lehet befogni (pl. tokmányba). A köszörülést mindig előtolással végezzük. A vf előtolósebességet a percenkénti kettőslöketek számával lehet beállítani.
54 Csúcs nélküli köszörülés A csúcs nélküli köszörülés lehet beszúró vagy áteresztő. A beszúró eljárás alkalmazásakor a támasztókorong nincs megdöntve. Az áteresztő módszerhez a támasztókorongot 2-6 fokkal megdöntik, így a munkadarab vf előtoló sebességgel halad a vezetősínen. Ezzel a módszerrel több méter hosszú rudak is köszörülhetők
55 A síkköszörülés végezhető a köszörűkorong palástjával vagy homlokfelületével. A korongpalásttal végzett síkköszörülés (a) lassú, kis termelékenységű, de pontos módszer A koronghomlokkal végzett síkköszörülés (b) nagy termelékenységű eljárás, mivel a korong átmérője nagyobb a munkadarab szélességénél. Minden löket vagy kettőslöket után lehet fogást venni, oldalirányú előtolás nincs. Síkköszörülés
56 STUTE
57 ~1 KÖRÜLFORDULÁS HOSSZKÖSZÖRÜLÉS EGYPROFILÚ KŐVEL HOSSZKÖSZÖRÜLÉS TÖBBPROFILÚ KŐVEL BESZÚRÓ KÖSZÖRÜLÉS TÖBBPROFILÚ KŐVEL BELSŐ MENET KÖSZÖRÜLÉSE MENET KÖSZÖRÜLÉS TSCHÄTSCH
58 FOGASKERÉK KÖSZÖRÜLÉSE
59 KÖSZÖRŰKORONGOK FELFOGÁSA TSCHÄTSCH
60 KIEGYENSÚLYOZÁS - STATIKUS - DINAMIKUS GÉPEN ÜZEMI FORDULATON - FORMÁHOZ KAPCSOLÓDÓ- - STRUKTÚRÁHOZ KÖTÖTT STATIKUS KIEGYENSÚLYOZÁS KIEGYENSÚLYOZATLANSÁG KÖSZÖRŰKORONGOK KIEGYENSÚLYOZÁSA
61 Szabályozó szerszámok
62 KOPÁS A NYOMÁS ÉS A HŐ HATÁSÁRA KIPERGÉS (KRISTÁLYCSO- PORTOK) SZEMCSE- TÖRÉS SZEMCSE KIFORDULÁS SZEMCSE KOPÁSFORMÁI STUTE
63 LESZABÁLYOZÁS, LEHÚZÁS - FRISS SZEMCSÉK - MEGFELELŐ GEOMETRIA BIZTOSÍTÁSA SIMA KORONG ESETÉN KŐ PALÁST ÉS A FORGÁSTENGELY II BIZTOSÍTÁSA ALAKOS KORONG MÁSOLÓ, VAGY NC/CNC LESZABÁLYOZÓ BERENDEZÉSEK SZABÁLYOZÓ - ÁLLÓ GYÉMÁNT EGYKRISTÁLY - MOZGÓ TÁRCSA
64
65 CNC LESZABÁLYOZÓ GÉP
66 KÖSZÖRÜLÉSI FOLYAMAT - NAGYOLÁS - SIMÍTÁS - KISZIKRÁZTATÁS! KÖSZÖRŰGÉPEK - KÖRKÖSZÖRŰK - PALÁST - FURAT - SÍKKÖSZÖRŰK - HOSSZ - KÖRASZTALOS - SZERSZÁMKÖSZÖRŰK - KOORDINÁTA KÖSZÖRŰK - DARABOLÓ KÖSZÖRŰK - KÜLÖNLEGES KÖSZÖRŰK - HENGER - BÜTYKÖS-, FORGATTYÚS TENG. - ÁGYKÖSZÖRŰK, VEZETÉK KÖSZ. - MENET - FOGASKERÉK - BORDA - SZALAGKÖSZÖRŰK Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
67 Köszörűgépek Köszörüléskor a forgácsoló főmozgást (forgómozgás) a szerszám, míg az előtolásés fogásmélység-irányú mellékmozgásokat a felület alakjától, a munkadarab méreteitől függően vagy a munkadarab, vagy a szerszám végzi.
68 Egyetemes palástköszörűgépek Ezek a legsokoldalúbban használható köszörűgépek. A forgácsoló főmozgást a pontosan csapágyazott köszörűorsóra szerelt köszörűkorong végzi. A munkadarabot tokmányba, csúcsok közé, vagy patronba lehet befogni, amit külön hajtómű forgat
69
70 Csúcs nélküli köszörűgépek Az ilyen típusú gépeken a munkadarab a köszörű- és a továbbító korong között helyezkedik el, alulról vezetősín (támasztóléc) vezeti, ill. támasztja meg. A darab a forgómozgást finom szemcsézetű gumi- vagy bakelitkötésű továbbító korongról kapja súrlódó erőkapcsolat útján. A továbbító korong a köszörűkorong tengelyéhez viszonyítva a vízszintes síkban ferdére állítható. Áteresztő köszörüléskor így a munkadarab forgómozgása mellett tengely irányú előtolási sebességet kap
71 CSÚCSNÉLKÜLI KÖSZÖRŰGÉP VÁZLATA
72 Furatköszörűgépek A furatköszörű-gépek szerkezeti felépítése hasonló az egyetemes palástköszörű-gépekéhez. Ezek a gépek alkalmasak hengeres, kúpos és beszúró köszörüléssel lépcsős vagy alakos felületek megmunkálására is. Fazék alakú koronggal homlokfelületek is köszörülhetők
73 Furatköszörű
74 Síkköszörűgépek A korongpalásttal végzett köszörülésre alkalmas gép szerkezeti vázlatát szemlélteti az ábra. Ilyen gépen akkor köszörülünk, ha a munkadarab deformálódását, káros felmelegedését biztosan el kell kerülni (pl. szerszámgyártáskor).
75 Koronghomlokkal végzett köszörüléskor nagy forgácsteljesítmény érhető el, de ezzel együtt nagyok az erő- és hőhatások. Ilyen köszörülésre alkalmas függőleges síkköszörűgép vázlatát mutatja az ábra.
76 SÍKKÖSZÖRŰGÉPEK ELVI FELÉPÍTÉSE
77 EGYETEMES KÖSZÖRŰGÉP (Szimfék)
78 EGYETEMES KÖSZÖRŰGÉP (Szimfék)
79 CNC KÖSZÖRŰGÉP(Szimfék)
80 FORGATTYÚS TENGELY KÖSZÖRŰ (Szimfék)
81 KÖSZÖRŰKÖTÉL TYROLIT
82
83
84 FINOMFELÜLETI MEGMUNKÁLÁSOK
85 FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS (HONOLÁS) - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
 KÖNIG")

86 TÜKRÖSÍTÉS (LEPPELÉS) A LEPPELŐSZEMCSÉK MOZGÁSA ÉS HATÁSA A LEPPELŐFILMBEN (MARTIN NYOMÁN) KÖNIG Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
87 KÖNIG KICSI R a R t NAGY F TERHELÉS ANYAGLEVÁL. HORD. K. VASTAG AZ ANYAGLEVÁLASZTÁS BEFOLYÁSOLÓ JELLEMZŐI LEPPELÉSNÉL -PETRÓLEUM -OLAJ -TERPENTIN -ZSÍR -FAGGYÚ -VIASZ TÜKRÖSÍTŐ ANYAGOK: - SiC - KORUND - BC - GYÉMÁNT SZEMCSÉK SZEMCSEMÉRET: 2-40μm Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
88 TÜKRÖSÍTÉS FRISCHHERZ
89 KÉTKORONGOS TÜKRÖSÍTŐ GÉP
90 LEPPELŐ KÖSZÖRÜLÉS LEPPELÉS KÖTÖTT SZEMCSÉVEL LEPPELŐGÉP - WOLTERS
91 TÜKRÖSÍTÉS ALKALMAZÁSI TERÜLETE FÉMIPAR ACÉL, SZINTERFÉMEK, KEMÉNYFÉM, RÉZ, BRONZ, ÖV DÍZELBEFECSKENDEZŐK, HIDRAULIKA ALK., PREC. CSAPÁGYAK, VÁLTÓLAPKÁK, MÉRŐHASÁBOK ELEKTRONIKA ÜVEGIPAR KERÁMIA Si, SiC, GERMÁNIUM, GALLIUM-ARZENID STB. KVARC, ZAFÍR TÖMÍTÉSEK, CSAPBETÉTEK, VÁLTÓLAPKÁK, MÉRŐHASÁBOK

92 DÖRZSKÖSZÖRÜLÉS (HONOLÁS) FORGÓ FŐMOZGÁS (SZERSZÁM) MELLÉKMOZGÁS ALTERNÁLÓ EGYENES VONALÚ (SZERSZÁM, MDB) A FORGÁCSOLÁSI SEBESSÉG: v v α v sz 2 k v π n 2 ax sz α 2 arctg v v f v ax AXIÁLIS SEBESSÉG v k KERÜLETI SEBESSÉG Conrad
93 HONOLÓ SZERSZÁMOK A LEGGYAKRABBAN HASZNÁLT HONOLÓFEJEK FOGÁSVÉTEL-ÁLLÍTÁSÁNAK ELVEI KÖNIG HONOLÓ HASÁBOK SZEMCSE KÖTÉS - KORUND (NEMES) - SiC - GYÉMÁNT - CBN - KERÁMIA - MŰGYANTA - FÉM MEGNEVEZÉS HASONLÓ, MINT A KÖSZÖRŰKORONGOKNÁL.
94 (GEHRING)
95 GEHRING HONOLÓ SZERSZÁM
96 A HONOLÓ SZERSZÁM ÖNVEZETŐ, EZÉRT A. ÚSZÓ-LENGŐ SZERSZÁMBEFOGÁS FIX - MUNKADARAB B. MEREV SZERSZÁMBEFOGÁS ÚSZÓ-LENGŐ MDB. MEGFOGÁS C. MEREV SZERSZÁMBEFOGÁS KARDÁNOS MDB. MEGFOGÁS SZERSZÁM ÉS MUNKADARAB FELFOGÁSA KETTŐS CSUKLÓS SZERSZÁM STUTE
97 A HORDFELÜLET KIALAKÍTÁSA ABBOT DIAGRAM -TEHERVISELÉS -KENŐANYAG TÁROLÁS HONOLÁSI FOLYAMAT CONRAD
98 HONOLÁS RÁHAGYÁS: 0,025 0,5 mm OPTIMÁLIS FORGÁCSOLÁSI SEBESSÉG KÜLÖNBÖZŐ ÉLANYAGOKNÁL: ELÉRHETŐ PONTOSSÁG: IT4 IT5 ELÉRHETŐ ÉRDESSÉG: ACÉL: R a =0,025 0,2 μm ÖV: R a =0,2 0,3 μm HONOLÁS a NEMESKORUND (FEHÉR) b SZINTETIKUS GYÉMÁNT c KÖBÖS BÓRNITRID SZEMCSE STUTE
99 HONOLÁS KÖNIG
100 HONOLÁS KÖNIG
101 HONOLÁS KÖNIG
102 HONOLÓ OLAJ KERÁMIA ÉS MŰGYANTA KÖTÉSŰ-, NORMÁL- ÉS GYÉMÁNT SZERSZÁMOKHOZ EMULZIÓ (VIZES OLDAT) CSAK GYÉMÁNT SZERSZÁMOKHOZ HŰTŐ-KENŐ ANYAGOK HONOLÁSNÁL STUTE
103 A. VÍZSZINTES KÉZI HONOLÓGÉP B. C. KÖNNYŰ ÉPÍTÉSŰ TERMELŐ HONOLÓGÉP D. NEHÉZ ÉPÍTÉSŰ TERMELŐ HONOLÓGÉP E. FÜGGŐLEGES CSŐHONOLÓ GÉP F. VÍZSZINTES HOSSZÚ CSŐ HONOLÓ GÉP (ORSÓSZÁN) HONOLÓ GÉPEK STUTE
104 ALKALMAZÁSI TERÜLET: JÁRMŰGYÁRTÁS MOTORHENGER, PERSELY, HAJTÓRÚD, FÉKHENGER, FÉKDOB, KORMÁNYHÁZ, HAJTÓMŰ FOGASKEREKEK, BEFECSKENDEZŐ HIDRAULIKUS, PNEUMATIKUS BERENDEZÉSEK MUNKA-, VEZÉRLŐHENGER FURATAI CSAPÁGYGYÁRTÁS HŰTŐGÉP GYÁRTÁS KOMPRESSZOR HENGER ELEKTROMOS GÉPEK: CSAPÁGYFURATOK SZERSZÁMGÉP GYÁRTÁS: SZEGNYEREG, ORSÓFURAT Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )

105 LÉZERES HONOLÁS GEHRING
106 TÜKÖRSIMÍTÁS (SZUPERFINIS) - HASÁB KŐVEL - CSÚCSOK KÖZÖTT - CSÚCSNÉLKÜLI ELJÁRÁSSAL - BESZÚRÓ - ÁTERESZTŐ - PROFIL -SÍK MEGMUNKÁLÁS - SZALAGOS TÜKÖRSIMÍTÁS (SZUPERFINIS) KÖNIG
107 TÜKÖRSIMÍTÁS (SZUPERFINIS) CSÚCSOK KÖZÖTT, HASÁBKŐVEL: ELŐTOLÁS (v f =2-3 mm/ford) MDB. MOZGÁS: v=15-25 m/min) REZGÉS: /min (AMPLITÚDÓ 3-6 mm) SZERSZÁM: MINT A HONOLÁSNÁL ELŐTTE HŰTŐ-KENŐ FOLYADÉK: (FRISCHHERZ) PETRÓLEUM % OLAJ TÜKÖRSIMÍTÁS (SZUPERFINIS) UTÁNA
108 ESZTERGÁRA SZERELT TÜKÖRSIMÍTÓ EGYSÉG (PNEUMATIKUS REZGETÉSSEL) (STUTE)
109 FORGATTYÚS TENGELY SZALAGOS TÜKÖRSIMÍTÁSA (SUPERFINA)
110 KÖVES SZALAGOS EGYSÉGEK UNIVERZÁLIS TÜKÖRSIMÍTÓ GÉP
111 Polírozás szikraforgácsolással
112 Polírozás robottal
113 Köszönöm a figyelmet
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
Köszörülés, finommegmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Köszörülés, finommegmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Köszörülés, finommegmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013.
Finomfelületi megmunkálás
 2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
KÖSZÖRÜLÉS, FINOMFELÜLETI MEGMUNKÁLÁSOK
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) KÖSZÖRÜLÉS, FINOMFELÜLETI MEGMUNKÁLÁSOK Dr. Pintér József 2016. 1 Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) KÖSZÖRÜLÉS, FINOMFELÜLETI MEGMUNKÁLÁSOK Dr. Pintér József 2016. 1 Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
Gyártástechnológiai III. 11./2 előadás Egyetemes osztófej Köszörülés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 11./2 előadás Egyetemes osztófej Köszörülés Előadó: Dr. Szigeti Ferenc főiskolai tanár Egyetemes (differenciál)
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 11./2 előadás Egyetemes osztófej Köszörülés Előadó: Dr. Szigeti Ferenc főiskolai tanár Egyetemes (differenciál)
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
MUNKAANYAG. Magyarkúti József. Egyéb szakmaspecifikus megmunkálások eszközei, technológiája
 Magyarkúti József Egyéb szakmaspecifikus megmunkálások eszközei, technológiája A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06
Magyarkúti József Egyéb szakmaspecifikus megmunkálások eszközei, technológiája A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Fémipar: köszörülés, szerszámélezés
 Fémipar: köszörülés, szerszámélezés Eredményes munkát csak jól élezett szerszámmal tudunk végezni. A köszörülés (szerszámélezés) célja, hogy a kéziszerszámok élezését a megmunkálandó anyagtól függően a
Fémipar: köszörülés, szerszámélezés Eredményes munkát csak jól élezett szerszámmal tudunk végezni. A köszörülés (szerszámélezés) célja, hogy a kéziszerszámok élezését a megmunkálandó anyagtól függően a
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
MUNKAANYAG. Molnár István. A síkköszörűgép szerkezete, szerszámok, készülékek megválasztása, forgácsolási. paraméterek meghatározása
 Molnár István A síkköszörűgép szerkezete, szerszámok, készülékek megválasztása, forgácsolási paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Molnár István A síkköszörűgép szerkezete, szerszámok, készülékek megválasztása, forgácsolási paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
Köszörülés technológiája
 Magyarkúti József Köszörülés technológiája A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Magyarkúti József Köszörülés technológiája A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja:
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal
 8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
TANMENET. Tanév: 2015/2016. Szakképesítés száma: Követelménymodul: Követelménymodul száma: Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2015/2016 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Köszörűs feladatok Követelménymodul száma: 10175-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2015/2016 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Köszörűs feladatok Követelménymodul száma: 10175-12 Tantárgy: Tananyag típus: Évfolyam:
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Csiszolókövek, fenőidomok, paszták
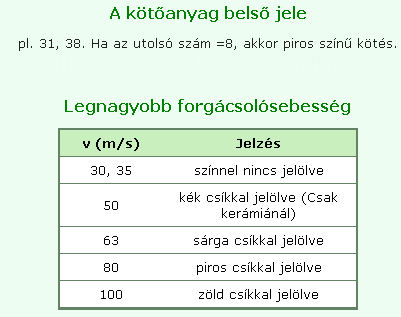
 Köszörűkorongok általános jelölési rendszere Csiszolókövek, fenőidomok, paszták Alakjel Méretek Szemcse anyag Szemcsefinomság, kombináció Kötéskeménység Szerkezetszám Kötéstípus Kötőanyag belső jele Legnagyobb
Köszörűkorongok általános jelölési rendszere Csiszolókövek, fenőidomok, paszták Alakjel Méretek Szemcse anyag Szemcsefinomság, kombináció Kötéskeménység Szerkezetszám Kötéstípus Kötőanyag belső jele Legnagyobb
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS. Dr. Pintér József 2016.
 FÚRÁS. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) FÚRÁS Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész.
 1, A polírozás fogalma: POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész. A polírozás olyan felület-megmunkálási eljárás, melynek során sima, tükörfényes felületet hozunk létre mechanikai vagy kémiai módszerekkel.
1, A polírozás fogalma: POLÍROZÁS A SZERSZÁMGYÁRTÁSBAN I. rész. A polírozás olyan felület-megmunkálási eljárás, melynek során sima, tükörfényes felületet hozunk létre mechanikai vagy kémiai módszerekkel.
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Új homlokfelület geometria szuper-kemény szerszámanyagokra. New rake surface geometrie for ultra hard tool materials
 Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Szerszámgépek, robotok
 Szerszámgépek, robotok II. Esztergagépek Csúcsesztergák 2 1 5 7 3 4 6 Egyetemes csúcseszterga (E 400) meredekmenetváltó FH fék cserekerekek M hossz-előtolás kereszt-előtolás szorzómű MEANDER NORTON vezérorsó
Szerszámgépek, robotok II. Esztergagépek Csúcsesztergák 2 1 5 7 3 4 6 Egyetemes csúcseszterga (E 400) meredekmenetváltó FH fék cserekerekek M hossz-előtolás kereszt-előtolás szorzómű MEANDER NORTON vezérorsó
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához
 PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához ÚJ Új, bővített felületmegmunkálási program Négy speciális kivitel a durvától a finom felületmegmunkálásig Kiváló termékek
PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához ÚJ Új, bővített felületmegmunkálási program Négy speciális kivitel a durvától a finom felületmegmunkálásig Kiváló termékek
Jármőszerkezeti anyagok és megmunkálások II. Kopás, éltartam. Dr. Szmejkál Attila Dr. Ozsváth Péter
 Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06
 MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
10. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal. 10.11 Hámozó lefejtő marás (pontossági ifogmarás)
") 0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040
 SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
FORGÁCSOLÁS SZERSZÁMAI. előadás
 FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
A KATALÓGUSBAN NEM SZEREPLŐ MÉRETŰ ÉS MINŐSÉGŰ
 F I G Y E L E M! A KATALÓGUSBAN NEM SZEREPLŐ MÉRETŰ ÉS MINŐSÉGŰ C S I S Z O L Ó T E R M É K E K G Y Á R T Á S Á T EGYEDI MEGRENDELÉSEK ALAPJÁN V Á L L A L J U K EGYEDI RENDELÉSNÉL A SZÁLLÍTÁSI HATÁRIDŐ
F I G Y E L E M! A KATALÓGUSBAN NEM SZEREPLŐ MÉRETŰ ÉS MINŐSÉGŰ C S I S Z O L Ó T E R M É K E K G Y Á R T Á S Á T EGYEDI MEGRENDELÉSEK ALAPJÁN V Á L L A L J U K EGYEDI RENDELÉSNÉL A SZÁLLÍTÁSI HATÁRIDŐ
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 1.1. Orientáció 2013 1.2. Finomfelületi
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 1.1. Orientáció 2013 1.2. Finomfelületi
RS Nagypontosságú-hengerköszörű gépek
 RS Nagypontosságú-hengerköszörű gépek RS sorozat modul rendszerűen felépített nagypontosságú hengerköszörű gépek minden alkalmazási esetre 600 mm csúcstávolságtól 6000 mm csúcstávolságig B tengely- és
RS Nagypontosságú-hengerköszörű gépek RS sorozat modul rendszerűen felépített nagypontosságú hengerköszörű gépek minden alkalmazási esetre 600 mm csúcstávolságtól 6000 mm csúcstávolságig B tengely- és
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Sebességváltó-főtengely köszörülési eljárásainak összehasonlítása és megtervezése
 MISKOLCI EGYETEM Gépészmérnöki és Informatikai Kar Gépgyártástechnológiai Tanszék Sebességváltó-főtengely köszörülési eljárásainak összehasonlítása és megtervezése Készítette: Szabó Krisztina Miskolc,
MISKOLCI EGYETEM Gépészmérnöki és Informatikai Kar Gépgyártástechnológiai Tanszék Sebességváltó-főtengely köszörülési eljárásainak összehasonlítása és megtervezése Készítette: Szabó Krisztina Miskolc,
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
Használható segédeszköz: számológép (Mobil/okostelefon számológép funkció nem használható a vizsgán!)
") A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet a (25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Ipari robotok megfogó szerkezetei
 IPARI ROBOTOK Ipari robotok megfogó szerkezetei 6. előadás Dr. Pintér József Tananyag vázlata Ipari robotok megfogó szerkezetei 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó
IPARI ROBOTOK Ipari robotok megfogó szerkezetei 6. előadás Dr. Pintér József Tananyag vázlata Ipari robotok megfogó szerkezetei 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Keményfém szerszámok és gyémántköszörűk
 Keményfém szerszámok és gyémántköszörűk A munkadarabot általában csak nála keményebb szerszámmal lehet hatékonyan megmunkálni. No és a szerszámot? Egy még keményebbel. No de hogyan készüljön a legkeményebb
Keményfém szerszámok és gyémántköszörűk A munkadarabot általában csak nála keményebb szerszámmal lehet hatékonyan megmunkálni. No és a szerszámot? Egy még keményebbel. No de hogyan készüljön a legkeményebb
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
Köszörűkorong szabályozás vizsgálata beszúró furatköszörülés esetén
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Köszörűkorong szabályozás vizsgálata beszúró furatköszörülés esetén Takács Péter II. éves MSC gépészmérnök hallgató Konzulens:
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Köszörűkorong szabályozás vizsgálata beszúró furatköszörülés esetén Takács Péter II. éves MSC gépészmérnök hallgató Konzulens:
Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs
 Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A
Forgácsolástechnológia alapjai Segédlet a Tengely gyártástervezési feladathoz Dr Váradi András, Dr Mikó Balázs Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja