SZERVÍZTECHNIKA 1. gyakorlat Belsőégésű motor főbb alkatrészeinek igénybevétele, tönkremenetele és javítása
|
|
|
- Irma Szilágyiné
- 8 évvel ezelőtt
- Látták:
Átírás
1 SZERVÍZTECHNIKA 1. gyakorlat Belsőégésű motor főbb alkatrészeinek igénybevétele, tönkremenetele és javítása Dr. Szabó József Zoltán Egyetemi docens MECHATRONIKAI ÉS AUTÓTECHNIKAI INTÉZEZT



2 Belsőégésű motorok tönkremenetele A belsőégésű motorok elhasználódása általában: A hengerek tömítetlenségében, A dugattyúgyűrűk és a szelepek nem megfelelő záróképességében mutatkozik meg. Csökken a kompresszió végnyomás Csökken a szívócső depresszió Csökken a teljesítmény Romlik a hengerek feltöltődése, Növekszik az üzemanyag és olajfogyasztás Növekszik a forgattyúházba jutó égéstermék mennyiség

3


4 A motorok hengertömbjei lehetnek: forgattyúházzal egybeöntött forgattyúház és a hengertömb különálló kialakításúak Mindkét megoldásnál a hengertömb lehet: hengerperselyes vagy hengerpersely nélküii A hengertömbök anyaga lehet: Szürkeöntvény, Alumínium ötvözet, Magnézium ötvözet. Hengertömb motorblokk

5 A hengertömbök gyártása Gömbgrafitos és szürkeöntvényeket alkalmaznak a kedvező mechanikai tulajdonságaik miatt. A gömbgrafitos öntött- vas rosszabb önthetőségét P ötvözéssel javítják. A nagyobb szakítószilárdság kisebb keresztmetszetek kialakítását teszi lehetővé. Az alumínium ötvözetet széles körben alkalmazzák Ötvözetként a következő anyagokat alkalmazzák: Si, Mg, Cu, Fe és Mn. A fő ötvöző anyag a Si, amely előfordulhat % os mértékben Is, növeli a szakítószilárdságot és az önthetőséget, valamint csökkenti a repedésérzékenységet. A magnézium ötvözeteket a tömegcsökkentés miatt elsősorban versenyautók hengertömbjeinek gyártásánál alkalmazzák. A hengertömböket általában homokformában öntik. Az öntés után főleg a szürkeöntvény, de az alumínium hengertömbökben is jelentős feszültségek keletkeznek, amelyeket a mechanikai és termikus hatások okoznak. Mechanikai hatás: az öntvény lehűlésénél a perlit kiválásával a térfogat megnövekedne, de az öntőforma ezt nem engedi. Termikus hatás: a lehűlés után a különböző keresztmetszetek egyenlőtlen hőmérséklet és térfogatcsökkenése a feszültségek keletkezését okozza.



6 Példák korszerű Diesel motor motorblokok

7 Az öntésnél keletkezett belső feszültségek megszüntetése Természetes öregbítés: 1-3 évig tárolják szabadban az öntvényeket. Mesterséges öregbítés: az öntvényeket Cºon hőn tartják, 3-4 óra időtartamig, majd lassan lehűtik. Az öregbítés technológiai folyamatának jelentősége abban van, hogy a belső feszültségek ezután megszűnnek és így minimális mértékben fordulnak elő a makro- és mikrodeformációk. A technológiai folyamat elmaradása, vagy nem előírásos elvégzése gyakori hengertömb repedést okoz a motorok garanciális időszakában is.

8 A hengertömb igénybevételei A hengertömb felveszi a motorban keletkezett belső erőket, kialakításának fő szempontja, hogy a henger és a forgattyúsmechanizmus között az erőhatások kapcsolatát létrehozza. Az égéstérben kialakuló gáznyomás hat a hengerfejre és a dugattyúra. A dugattyú a hajtórúdon és a forgattyús tengelyen átvezetett erőhatása a főcsapágyakon adódik át a hengertömb-re. Ez az erőfolyam a hengertömbben záródik a csapágyakon keresztül. Így a gáznyomásból keletkező erő a motorból lép ki és nem kelt a motortartó bakokon erőt. Az üzemelés során a hengertömböt hőigénybevétel is terheli A hengertömbök hengerpalást felületére jelentős koptató igénybevétel hat. Továbbá ezen felületeken a tüzelő-anyag elégésekor keletkező kénessav és szénsav korrózióst okoz. A hűtővíz átömlő nyílások szélein az elektrokémiai korrózió jelentkezik, ha különböző anyagból készült hengertömb és hengerfej került összeépítésre. A hengertömbre komoly igénybevételt jelent pl. a hütővíz befagyás is. A hengertömbök főbb meghibásodásai : törés, repedés, deformáció, kopás.

9 A nyugvó csapágyfészkek egytengelyűségének ellenőrzése: A méréshez három darab (1H8/H7, 2-0,1mm játék, 3-0,05mm játék) mérőgyűrű, amelyek pontosan illeszkednek a csapágyfészkekbe és egy darab mérőrúd szükséges. Ha pl. a mérőrudat a 2. sz. gyűrűbe nem tudjuk betolni, akkor a deformáció következtében az egytengelyűségtől való eltérés 0,05 mm-nél nagyobb értékű, amit forgácsolással kell helyre állítani. Hasonló módon kell elvégezni a két egymás melletti csapágyfészek egytengelyűségének ellenőrzését Is. Az ellenőrzést az 1. sz. és a 3. sz. mérőgyűrűvel és rúddal végezzük. Az egymás melletti csapágyfészkeknél az egytengelyűségtől való eltérés megengedett értéke: 0,025 mm lehet. Hengertömb ellenőrzések A hengerfej felfekvő felület vetemedésének ellenőrzése: A síkfelület két átlójára pontos acélvonalzót fektetünk. Az acélvonalzó, valamint a felület közötti rést hézagmérővel az acélvonalzó mentén több helyen megmérjük. A hézagértékek közötti legnagyobb eltérés 0,05 mm lehet.

10 A nyugvócsapágy fészkek középvonatának és a hengerfúrási bázisfelület párhuzamosságának ellenőrzése: A vizsgálathoz az előbbiekben megismert 1. és 2. sz. mérőgyűrűi és mérőrúd pontos ellenőrző sík, valamint állványra szerelt mérőóra szükséges. A hengertömböt a hengerfej felfekvő felületével az ellenőrző lapra helyezzük, majd a két szélső csapágyfészekbe szorítjuk a mérőgyűrűket. A mérőgyűrűk furatába toljuk a mérőrudat. Ha a hengerfej felfekvő felület nem pontos, akkor alátétekkel a hengertömböt úgy állítjuk be, hogy a mérőrúd párhuzamos legyen az ellenőrző lap síkjával. Ezután ellenőrizhető a bázisnak használt felület (ebben az esetben az olajteknő felfekvő felület): a mérőóra tapintóját végigvezetjük a felületen. Az eltérést a mérőórán leolvassuk


11 Egy kis érdekesség 3.0 l V6 TDI CR motorblokk


12 Hengerperselyek

13 Hengerek, hengerperselyek felújítása A hengerek és a hengerperselyek felújítási műveletei szinte teljesen megegyeznek. A hengerperselyek anyaga a leggyakrabban ötvözött szürke öntvény. Az öntvény 3,2 3,5 C tartalmú, ötvözői a Cr, Ni, Mo, Cu, Al és a P. A magas ötvözést indokolja a nagy koptató-, hő- és korróziós igénybevétel. A hengerperselyek készülhetnek még gömbgrafitos és modifikált szürkeöntvényekből is. A száraz hengerperselyek a szürkeöntvényen kívül krómmal és nikkellel nagy százalékban ötvözött acélból is készülhetnek. Gyártásuk centrifugál öntéssel kokillába történik, ami mg tovább javítja a munkadarab mechanikai tulajdonságait. A forgácsoló előmunkálás után a belső palástfelületeket a kopásállóság növelésére hőkezelhetik. A siklófelületek keménysége: Hőkezeletlenül: HB Hőkezelve: HB

14 Igénybevételeik az első helyen a koptató igénybevétel áll, amelyeket a dugattyúval együtt futó dugattyúgyűrűk súrlódó hatása okoz a nagy hőmérséklet és a rossz kenési viszonyok szintén elősegítik a tönkremenetelt. A kopást fokozhatják a tüzelőanyaggal és a beszívott levegővel bejutott abrazív anyagok. Az égéstermékek korróziós igénybevétele szintén jelentős mértékű a hengerpalást felületeire.

15 Meghibásodásaik: ha a kopás lassan előrehaladó folyamat eredménye és rendeltetésszerű üzemi körülmények között keletkezik, természetes kopásról beszélünk. A nem megfelelő üzemi körülmények, valamint a helytelen szerelés meggyorsítják a kopást. Ilyenkor nemcsak a kopás sebessége, hanem a kopás okozta alakváltozás is másképpen megy végbe. Az ilyen kopást rendellenes kopásnak nevezzük. A hengerek természetes kopása nem kőrkeresztmetszetű, hanem ovális alakú. A kopás mértéke a dugattyúcsapszegre merőleges síkban nagyobb, mint a csapszeggel megegyező irányban. A motorhengerek rendellenes kopását előidézhetik: - a hengerekbe bekerülő szennyező anyagok és - a helytelen szerelés.


16 A henger furata normális kopás esetén kúpossá válik Oka:a felső holtpontban a kenés rosszabb, terhelés nagyobb. Kopás:kb.0,01mm km-enként Normál kopás


17 A kopási helyek jellemzői: 1. a hengerfurat felsőrészén számottevő kopás nem észlelhető, mivel csúszó súrlódásnak nincs kitéve. Az előforduló kopást itt kizárólag a korrózió okozhatja, ami önmagában minimális. 2. a felső dugattyúgyűrű felső holtponti helyzetében legnagyobb a kopás. Ennek oka az. Hogy ebben a helyzetben - legnagyobb a gáznyomás a gyűrűre, - legrosszabbak a kenési viszonyok és - legnagyobb az égéstermékek korróziós hatása. 3. a hengerfurat középső szakaszán a kopás közepes mértékű. A dugattyú sebessége itt a legnagyobb, a kenés feltételei elég jók, a hőmérséklet nem túl magas. 4. az alsó dugattyúgyűrű alsó holtponti helyzeténél átmenetileg nagyobb kopást találunk, ami a csapváltás következtében létrejövő kedvezőtlen kenési viszonyokkal magyarázható. 5. a hengerhüvely alsó szakaszán, ahol a dugattyúgyűrűk már nem súrlódnak, nincs számottevő kopás.

18 Rendellenes kopás Oka: az elégtelen kenés miatt a furat hordó alakú lesz, a kopás nem egyenletes a henger kerülete mentén hanem főleg az oldalirányú erők irányába kopik.

19 Rendellenes kopás Az ilyen jellegű kopás a motorban visszamaradt, vagy levegővel beszívott, illetőleg a tüzelőanyag elégetésekor keletkezett szennyeződések koptató hatására jön létre. A szennyeződések, amelyeket másképpen abraziv anyagoknak is nevezhetjük főleg kvarchomok, vas oxid és vasforgács tartalmúak. A súrlódó felületek között a kemény, éles abraziv anyagok helyi képlékeny alakváltozást okoznak. (A kvarchomok keménysége elérheti a 800 Hb értékét is.) A kopás mechanizmusában ezek az anyagok karcolják a felületeket, azokból mikroforgácsokat választanak le. Emiatt a kopás sebessége nagy értékű, a gyakorlatban 0,001-0,005mm/h körül változhat. Az abraziv anyagok ott koptatják a hengerfalat legjobban, ahol a dugattyú sebessége a legnagyobb, vagyis a lökethossz középső részén. Az így kopott henger hordó alakúra emlékeztet, ezért is nevezik ez a kopást hordós kopásnak. Az ilyen kopáskép biztos jele a dugattyú palástján látható hosszirányú karcok, amiket szintén az abraziv anyagok idéztek elő.
 A kopás mechanizmusában ezek az anyagok karcolják a felületeket, azokból mikroforgácsokat választanak le. Emiatt a kopás sebessége nagy értékű, a gyakorlatban 0,001-0,005mm/h körül változhat.")
20 A motorok összeszerelésénél a hajtórúd és a forgattyútengely helytelen derékszögelése, vagy a hajtórúd geometriai hibái (elhajlás, kihajlás és elcsavarodás) szintén rendellen kopást okoznak. A helytelen szerelés következében a henger és a dugattyú középvonala nem esik egybe, hanem szöget zárnak be.

21 A motor üzemeltetésekor a dugattyú felső éle a hengerpalást egyik oldalának, míg az alsó éle a hengerpalást másik oldalának szorul. A nagyobb felületi nyomás következtében a kenőolaj kiszorul az érintkező felületek közül, a részleges folyadéksúrlódás következtében a hengerpalást két szemben lévő alkotóján a kopás sebessége megnövekszik. Helytelen derékszögelés esetén a hengerfurat dugattyúcsapszeg irányú síkjában nagyobb kopásértéket mérünk, mint az arra merőleges síkban. Anyaghiba is okozhatja a hengerek meghibásodását. A szürkeöntvény szövetszerkezetében az összefüggő grafit részecskék mentén a kristályok meglazulnak és a korróziót előidéző anyagok behatolnak a kristályok közé, ahol kristályközi korróziót okoznak. Ez a folyamat a hengerpersely kilyukadásához vezet, mivel a hengerekben keletkező nyomás a meglazult kristályokat kifújja.
22 Henger felületeinek ellenőrzése A henger felületeinek kopását mérőórás mérőműszerrel mérik. A mérést a csapszeg tengelyének irányába és arra merőlegesen kell végezni. Elsőnek a hengerfurat belső pereme alatt kell elkezdeni és lefelé haladva több ponton kell végezni.
23 Henger felületeinek ellenőrzése A mérés során a műszert a nyilak irányába kell mozgatni a mérési hibák elkerülése végett. Méréssel a henger kopását, kör keresztmetszettől való eltérést határozzuk meg.
24 Hibafelvételek: a hengerpersely külső és belső palástfelületein a lyukacsodást és a kipattogzódást, valamint a persely peremhajlatában előforduló repedéseket szemrevételezéssel vagy nagyítóval ellenőrizzük. A hengerfurat kopását mérőórás furatmérővel ellenőrizzük. A műszerrel először célszerű próbamérést végezni a hengerfurat alsó részén ahol a legkisebb a henger kopása. Itt megközelítően az eredeti hengerfuratot mérhetjük. A hengerfurat alapmértékéül kiválasztott méretet ezután a mérőórán 0-ra állítjuk, majd mikrométerrel meghatározzuk a méret abszolút értékét
25 A mérési helyeket a valószínű kopásokhoz igazítjuk. Ennek megfelelően az ábrán megjelölt helyeken végezzük el az átmérőméréseket. Minden mérési helyzetben két, egymásra merőleges irányban mérünk egyet a dugattyúcsapszeg irányban, egyet rá merőlegesen. Legalább10 mérés szükséges ahhoz, hogy egy hengerpersely állapotát kielégítően tudjuk elbírálni. A mérési eredményeket kopáslapon tüntetjük fel. A hengerfurat állapotának elbírálásakor a mért legnagyobb kopás értékét vesszük alapul.
26 A hengerfuratok átmérőinek mérésével nem tudjuk megállapítani, hogy a kopás a furat tengelyétől számítva másik oldalon mekkora. A motorhengerek helyi jellegű kopásai nem ellenőrizhetőek pontos átmérő méréssel. A kétütemű motorok hengerei a kipufogó nyílások környékén kagyló alakúan kopnak. Ez a kopás a helyi jellegű és radiális irányú. A valóságos hézag nagysága, ami a motor működése szempontjából lényeges, helyi kopás esetén jóval nagyobb. A hengerfuratok radiális irányú kopása és a helyi kopások, a Vickers-keménység méréssel határozhatók meg. Az üzemeltetés előtt és után mérve a benyomat átlóit, kiszámíthatjuk a kopás mértékét. A hengerhüvelyekben a benyomatot nem sík, hanem hengerpalást alakú felületbe készítjük. A benyomatot úgy kell elhelyezni, hogy egyik átlójának iránya megegyezzen a henger alkotójával. Az ellenőrző méréskor mindig a henger alkotóra merőleges irányú átlót mérjünk, mivel az alkotóirányú átló kontúrja, a dugattyú és a dugattyúgyűrűk ilyen irányú surlódása miatt, elmosódik és nehezen mérhető.
27 Hengerperselyek javítása Felújításkor a kopott hengerfuratokat javítóméretre forgácsoljuk. A felújítás történhet finomfúrással és dörzscsiszolással (hónolással). Korábban a 260 HB-nél keményebb hengerperselyeket köszörülték. A köszörüléssel nem lehetet kialakítani az előírt 30-45º-os barázdákat a palástfelületeken. A hónolással ez utóbbi előírás teljesíteni lehet. A felületeken kialakított barázdák kenőolaj tárolók, amelyek a kopás sebességét csökkentik. A hengerfúráskor alapvető követelmény, hogy a hengerfuratok középvonalai merőlegesek legyenek a forgattyútengelynyugvócsapágyak középvonalára és hogy ezke a középvonalak egy síkban legyenek. E követelmény kielégítése részben a hengerfúráshoz választott bázisfelülettől és annak állapotától függ. Ha ezek a síkfelületek deformáltak, akkor ezeket forgácsolással egysíkúvá és párhuzamossá kell munkálni az elméleti bázissal, a nyugvócsapágyak tengelyével.
28 Hengerperselyek javítása A hengerfuratok javítási méretre munkálása mindenkor a gyártómű előírásai alapján történik. Amennyiben az utolsó javítási méretlépcsőt túllépnénk, akkor a persely nélküli hengertömböket kicseréljük. A hengerfelületek kipattogzásakor a hengertömböt vagy a hengerperselyt nem javítjuk. A peremhajlat repedésekor selejtezni kell a hengerperselyeket. A hengertömbök és hengerek, hengerperselyek felújításának megismerése után megállapíthatjuk, hogy az itt végzett hibafelvételi tevékenység és a gépi megmunkálások pontossága a motort élettartamára nagy befolyást gyakorolnak. Ezen alkatrészek felújításánál fontos követelmény az, hogy a gépi megmunkálások minősége érje el a gyártómű minőségét.
 Csavarmentes kihúzató szerszámmal húzatjuk ki a perselyt (2.12. ábra).")
29 Hengerperselyek cseréje Az utolsó javítási méretre megmunkált hengerperselyeket egy újabb felújítási ciklus után, anyaghiba vagy repedés esetén a hengerperselyeket ki kell cserélni. A kiszerelést célszerszámmal végezzük. A hengertömbbe a perselyt szilárdan illesztették. (A túlfedés mértéke: 0,01-0,05 mm.) Csavarmentes kihúzató szerszámmal húzatjuk ki a perselyt (2.12. ábra). Általában ezek a célszerszámok alkalmasak az új vagy a felújított hengerperselyek besajtolására is. A kiszerelt hengerperselyek megmunkálásánál a perem alsó felületét kell bázisfelületnek választani.
30 A hengertömbön a perselykiszerelés után ellenőrizni kell a nyugvócsapágyfészkek középvonalának párhuzamosságát a permfészkek alsó felületével. Ha a párhuzamosság fennáll, akkor biztosítani lehet a hajtórúd-dugattyú egység derékszögbeállítását. Deformáció esetén helyre kell állítani a fészek alsó felületének a párhuzamosságát, ami a furatmélység növelését okozza. Ilyenkor a persely előállítását a hengertömbön úgy biztosíthatjuk, hogy meghatározott vastagságú alátéteket helyezünk a hengerpersely fészkekbe. A nedves hengerperselyek csak peremes kivitelben készülnek. Fontos, hogy a perselyvezető alsó és felső furatok úgy vezessék a perselyt, hogy a perem felfekvő felülete merőleges legyen a persely tengelyére, mert csak így biztosítható a peremfelület teljes felfekvése. Ha a perem nem fekszik fel teljes kerületen, akkor ez a tény peremleszakadást okoz a kisebb teherhordó keresztmetszet miatt. Peremleszakadást okozhat még a persely laza illesztése is, amikor a dugattyú axiális irányban mozgatja a perselyt. Ilyenkor a hengerpersely előállítási vagy visszaállási értéke kisebb az előírtnál, amiből következik, hogy a hengerfej nem szorítja a perselyt a fészekbe.


31
32 Hengerfúró -maró
33 Henger honoló

34 Hengerfej
35 Hengerfejek rendeltetése Dugattyús motoroknál felülről zárja a hengert Gyújtó, vezérlő és egyéb segédberendezéseknek ad helyet Magába foglalja az égésteret valamint hűtő, olajozó és egyéb csatornák kerülnek benne kialakításra A hő gyors átadása a hűtőközegnek
36 Típusai Vízhűtéses motoroknál a hengerfej szerkezetében csatornák kerülnek kialakításra a hűtőfolyadék részére. Léghűtéses motoroknál könnyűfém ötvözetekből készül a hengerfej és kívülről nagyméretű hűtőbordákkal van felszerelve. Létezik hengerenként különálló és egybeöntött változata is.

37 Égéstér vagy előkamra Olajtér, olajozó furatok Hűtőcsatornák Szívó és kipufogó csatornák Szelepvezérlés és segédberendezései Gyújtó vagy izzító egységek Üzemanyag adagoló berendezések Hő, nyomás és egyéb érzékelők Hengerfej részei

38 Korszerű henger és hengerfej kialakítás 4 ütemű közvetlen befecskendezéses benzinmotor

39 Égéstér Alakja, kialakítása nagyban befolyásolja a keverék égésének menetét ezáltal a motor teljesítményét, karakterisztikáját. Benzinüzemű motoroknál tető, -lépcsős, -ék és félgömb alakú égéstér kialakítások a leggyakoribbak. Diesel motoroknál ún. elő vagy örvény kamrák kerülnek kialakításra.
40 Hengerfejek anyaga Vízhűtéses motoroknál általában különféle alumínium ötvözeteket vagy öntöttvasat használnak és ezt egyes helyeken acél, bronz, stb. betétekkel egészítik ki. Léghűtéses motoroknál szinte kizárólag alumíniumot használnak fel elsősorban a gyors hőelvezetés szükségessége miatt.
41 A hengerfejek igénybevétele Nyomás: az égéskor keletkező nyomásnak kell ellenállnia Hő: a gyors hőmérsékletváltozás közben fellépő termikus feszültségekkel szembeni ellenálló képesség Kémiai: olajjal és az agresszív hűtőközeggel szemben

42 A hengerfej-tömítés A henger és a hengerfej között helyezkedik el, az égéskor keletkező nyomást gázzáróan tömíti. Elkülöníti továbbá a víz és az olajteret. Elvárás a nagyfokú vegyi, nyomás ill. hőállósság és a rugalmasság. Anyaga vízhűtésnél általában azbeszt-fém kombinációja, léghűtésnél pedig lágyfém gyűrűt alkalmaznak.
43 Példa hengerfej meghibásodásra A képen jól látható, hogy az égéstérből kisebb-nagyobb darabok kiestek, ami a motor teljesítményét csökkentette és egyben rongálta a motort, mivel a lepattogzott darabok bekerültek a hengertérbe és a forgattyúsházba.
44 Néhány fontosabb műhelymunka Hengerfej tömítés elhasználódása. - csere Tisztítás, koromeltávolítás. Vetemedés és repedések ellenőrzése és javítása. - síkköszörülés A szelepek megfelelő zárásának biztosítása marással, csiszolással. Hengerfejcsavarok lehúzásának sorrendje, nyomatékai.
45 Síkköszörülés: A képen hengerfej síkköszörülése látható
46 Marás: Szelepfészek marás
47 Műveletek közti tisztítás és ellenőrzés

48 Hengerfej felújító célgép

49 ESETTANULMÁNY
50
51
52
53
54
55

56 Felújított hengerfej

57 Dugattyúk gyűrűk kopása, karbantartása, javítása


58 Dugattyúk feladata, anyaga A dugattyúk a belsőégésű motorok egyik legkényesebb, sokféle igénybevételnek kitett szerkezeti részei. Az égéskor a megnövekedett gáznyomást a dugattyúk veszik fel és továbbítják a csatlakozó alkatrészekkel a forgattyús-tengelyhez. A dugattyúk anyagát az összetett igénybevételnek megfelelően kell kiválasztani. Ezen igénybevételeknek legjobban az alumínium ötvözetekből készített dugattyúk felelnek meg. 1. Az alumínium szilicium ötvözeteket a benzin-motorokhoz használjuk. 2. Dizel-motorokhoz aluminium-szilicium-réz-nikkel ötvözetű dugattyúkat használunk. Ez az ötvözet jó hővezető képességű és jó hőszilárdságú, hőterjeszkedése nagyobb, nyúlása kisebb az aluminium-szilicium ötvözetnél.

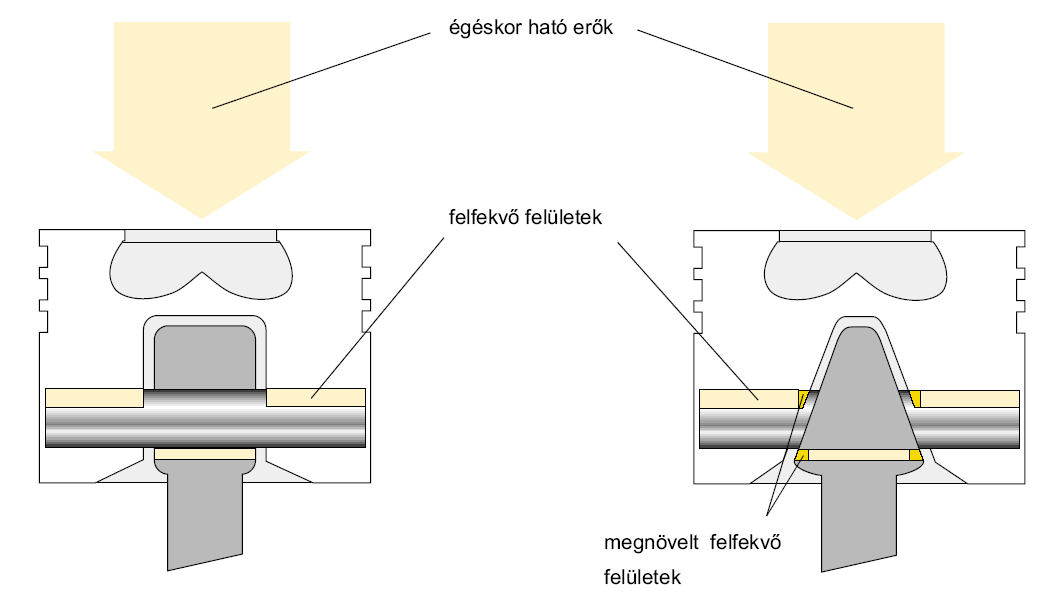
59 Dugattyútípusok A 2 ütemű motoroknál használták a domború tetejű dugattyút, melyek igen nagy hátránya, az hogy az erő hatására a dugattyú felső átmérője megnő és beleszorulhat a henger perselybe. Napjainkban a 4 ütemű motorokban a lapos tetejű dugattyúkat használnak. A képen jól lehet látni a közvetlen befecskendezéshez kialakított dugattyútetőt A mai könnyűfém ötvözetű dugattyúknak a szilárdságuk és kopásállóságuk és a hővezetésük is nagyon jó.
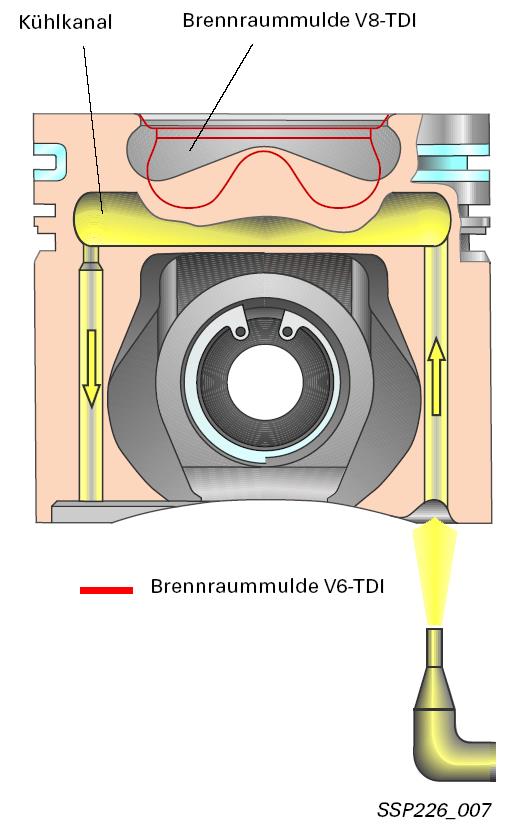
60 Korszerű Dieselmotor dugattyúk
 J - A dugattyú tájolását jelző felirat a kipufogó szelepekhez viszonyítva.")
61 Dugattyú és dugattyú gyűrűk együttműködése 5 gyűrű horony 11 - Felső kompresszió-gyűrű (trapéz alakú) 12 - Alsó kompresszió-gyűrű (kónusz alakú) 13 - Olajlehúzó-gyűrű (feszítőrúgó található benne) J - A dugattyú tájolását jelző felirat a kipufogó szelepekhez viszonyítva. A helytelen szerelést küszöbölik ki ezzel a jellel.

62 Dugattyúk és gyűrűk igénybevétele, tönkremenetele Az üzemeltetés közben a dugattyúkra hő és mechanikai igénybevételek hatnak. Az expanzió ütemben az égéstérben 2000 C körüli a hőmérséklet. A felszabaduló hőmennyiség legnagyobb részét a dugattyúgyűrűk vezetik tovább. Ha a hűtési rendszerben zavar keletkezik, vagy helytelen beállítási értékekkel üzemeltetjük a motort, akkor a dugatygyú hőmérséklete magasabb lesz, ami rendellenes elhasználódást okoz. A koptató igénybevétel hatására a dugattyúgyürü hornyok kiverődnek és a gyűrűkön a szakállas kopás jön létre. A súrlódó erő a dugattyú lefelé haladásakor a horony felső oldalához üti, illetve szorítja a dugattyúgyürüt, a felfelé haladáskor pedig az alsó oldalhoz.
63 Meghibásodás Hibafelvétel- Javítás Dugattyú meghibásodások:-a közvetlen koptató igénybevételből származó meghibásodások leggyakoribb esete a gyűrűhornyok kiverődése. A nyitott négyszög szárai kúposan kopnak. A dugattyúcsapszeg-szem furata oválisan kopik, a legnagyobb kopásértékeket a dugattyú hossz-tengely síkjában mérhetjük. A dugattyú palást a helyes szerelés, az előírt hézagolás és a rendeltetésszerű üzemeltetés esetén csak nagyon minimális mértékben kophat. Hibafelvétele: a rendellenes meghibásodásokat: átégéseket, berágódásokat stb. szemrevételezéssel ellenőrizzük. A gyűrűhorony szélességméreteket idomszerrel mérjük. A megengedett kopási határérték: 0,1...0,15 mm. JAVÍTÁS NAPJAINKBAN NEM KIFIZETŐDŐ, A FELÚJÍTOTT HENGERPERSELYNEK MEGFELELŐ JAVÍTÓMÉRÉTRE CSERÉLJÜK A DUGATTYÚT ÉS A GYŰRŰKET IS.

64 Hajtórúd-hajtókar összeköti a dugattyút a főtengellyel átviszi a dugattyún keletkező erőt a főtengelyre forgatónyomatékot hoz létre a főtengelyen átalakítja a dugattyú egyenes vonalú mozgását a főtengely forgó mozgásává
65 Felépítése: 1 hajtórúd (hajtókar) 2 hajtórúd persely 3 hajtórúd csapágy 4 csavar 5 illesztő persely
66 Anyaga, kialakítása anyaga: - kovácsolt acél (pl.: süllyesztékes kovácsolás), nemesíthető acél (0,35-0,45% C), - ötvözői: króm ( Cr ), molibdén ( Mo ), mangán ( Mn ) kialakítása: - a szár dupla T- keresztmetszetű
67 Csapágyazás hajtórúd szemben: - sikló csapágyazás,tűgörgős cs. úszó hajtórúdban rögzített hajtórúd csapágy: a csapágy - acél perselyből - ólombronz hordozórétegből - fehér fém futórétegből áll.
 hajlítás (centrifugális erő) - Például:")
68 A hajtórúd igénybevétele nyomás és húzás (gázerő) kihajlás (hajtórúd hossza miatt) hajlítás (centrifugális erő) - Például: F1-ben
69 Hajtókar élettartamát befolyásoló tényezők üzemi hőmérséklet (Kb.: o C) - a hőtágulás hatására az illesztések és hézagok felveszik az optimális értéket megfelelő kenés, a jó kenőanyag feladata: - súrlódás, kopás csökkentése - csapágy és csúszófelületek hűtése - működés során visszamaradt szennyeződések, kopadékok elhordása üzemeltetési körülmények - hol (környezeti hatások), - milyen sűrűn, - mennyi ideig (szakaszos, folyamatos), - mekkora terhelésen üzemeltetik
70 TÖRÖTT DUGATTYÚ és ELHAJLOTT DUGATTYÚRÚD
71 Karbantartás A hajtórúd közvetlenül külön karbantartást NEM igényel Közvetetten azonban az időszakos olajcsere (motor olaj) szükséges A karbantartás állapotfüggő, csak MEGHIBÁSODÁS vagy a motor NAGYFELÚJÍTÁSA esetén szükséges a karbantartás, javítás vagy csere
72 Meghibásodás Javítás Meghibásodás: - törés, repedés, elhajlás, kopás (csapágyaknál), kifáradás, stb. Javítás: - tisztítás, repedés vizsgálatok, mérés, stb. - csapágyak, perselyek cseréje, stb. - Egyengetés lehetséges
73 Jellegzetes megmunkáló gépek, hajtókar-fúró

74 Forgattyús mechanizmus főtengely

75 A főtengely feladata A hajtórúd erőből forgatóerőt és ezzel forgatónyomatékot előállítani A forgatónyomaték legnagyobb részét a lendkeréken keresztül a tengelykapcsolóra vezetni A forgatónyomaték kisebb részével a szelepvezérlést, az olajszivattyút, a hajtáselosztót, a tüzelőanyag-ellátó és a motorhűtő elemeket, valamint a generátort hajtani.
76


77 Minden forgattyús tengelynek a forgattyúházba való ágyazáshoz egy tengelybe eső tengelycsapjai és a hajtókarcsapágyakhoz kapcsolódó forgattyúcsapjai vannak. A tengelycsapokat és a forgattyúcsapokat forgattyúkarok kötik össze egymással. A tengelycsapoktól a forgattyúkarokban ferde helyzetű olajozófuratok vezetnek a forgattyúcsapokhoz. Szerkezet - felépítés

78 A forgattyús tengelyt motorolaj keni amelyet általában olajszivattyú továbbít olajozócsatornákon keresztül a csapágyakhoz A csapágycsészékben még egy gyűrű alakú horony és egy további olajfurat is van, amelyeken az olaj az olajozócsatornán a hajtókarcsapágyakhoz és a dugattyúcsapszegekhez eljut. Csapágyazás Kenés és tömítés

79 Igénybevétel és meghibásodás A forgattyús-tengelyek igénybevételei összetettek: csavaró, hajlító koptató igénybevéteiek A forgattyús-tengelyek gyakori meghibásodásai: - nyugvó csap kopás pillangós kopás - forgattyú csapok kopása, - tengelygörbülés, - repedés - törés. Normálkopás Berágódás
80 FÁRADTAN TÖRÖTT FORGATTYÚCSAP
81 A TÖRÖTT FELÜLET
82 TÖRÖTT FŐTENGELY
83 Műhelymunkák Műhelymunkák leggyakrabban a forgattyús tengely csapágyaiban vagy csapjain jelentkeznek. A forgattyús tengely jellegzetes kopása az un. pillangós kopás Ezeket vagy a nem kielégítő kenés, vagy a természetes elhasználódás okozhatja.
84 Forgattyús tengely geometriai mértet ellenőrzése A kiszerelt forgattyús tengely ütés nélküli forgását mérőállványban mérőórával ellenőrizzük. Kismértékű ütés présben hidegen kiegyengethető, de egyengetés után ellenőrizni kell a csapok méreteit. Ha a csapok már nem kör keresztmetszetűek, ill. nem henger alakúak vagy felületük karcos akkor forgattyústengely-köszörűgépen újra kell őket köszörülni.
85 Forgattyús tengely köszörülése Csaphibák Ellenőrző mérés
86 Forgattyús tengely köszörülés utáni ellenőrzése A köszörülés után ellenőrizni kell, hogy az edzett felületi réteg a köszörülés után megmaradt-e. Köszörülés után repedésvizsgálatra is szükség van. Ha az edzett réteg a köszörülés közben megsérült, de a forgattyús tengelyt mégis újra fel kell használni, akkor a csapokat újra kell edzeni.
87 Forgattyútengely-köszörű
88 Forgattyús tengely újbóli csapágyazása Ha a forgattyús tengelyt újraköszörülték, akkor a csapágyakat is fel kell újítani. A gyártó cégek általában kész csapágycsészéket szállítanak az előírt átmérőjűre köszörült forgattyús tengelyekhez. A csapágyak csapágyfuratait szükség szerint után kell munkálni
89 Csapágyhézag ellenőrzése A vezetőcsapágy tengelyirányú játékát hézagmérővel vagy mérőórával határozhatjuk meg. A sugárirányú hézagot a csapágy és a tengelycsap átmérőjének furatmérővel ill. kengyeles mikrométerrel való mérésével, vagy a csapágyház és a csapágyfedél közötti rés mérésével határozhatjuk meg.
90 Ökölszabályok Forgattyús tengely felújításnál A egymáshoz illeszkedő alkatrészeket ( pl. csapágyház és csapágyfedél ) szétszerelés előtt össze kell jelölni! Ellenőrizni kell a forgattyús tengely ütés nélküli, körkörös mozgását. Ellenőrizzük a csapokat, a csapágycsészéket és a csapágyfuratokat.

91 Szívó- és kipufogószelepek Hibái és felújítása
92 A motorvezérlés szerkezeti kialakítása a szelepek elhelyezkedése alapján
93 A motorvezérlés szerkezeti kialakítása a szelepek elhelyezkedése alapján
94 A szelepek szerkezeti kialakítása
95 Mechanikai Hő Korróziós Szelepek igénybevétele: Elvárt követelmények: A kritikus lehűlési sebesség nagy legyen A kopásállóság nagy legyen A magas hőmérsékleten is jó mechanikai tulajdonságokkal rendelkezzen Korróziós ellenállás a magas hőmérsékleten is megfelelő legyen
96 Legjelentősebb meghibásodások: A tányér deformálódik, a felfekvő munkafelület megkopik, esetleg átég. Szárak, szárvégek kopása és berepedezése. A szelepek nem tudják ellátni a tömítési feladatukat, ilyenkor a motor nehezen vagy egyáltalán nem is indul a kompresszió nyomás csökkenése miatt. A hibafelvétel előtt gondoskodni kell a ráégett koksz és korom teljes eltávolításáról.

97 Szelepemelő (hidro-) tőkék tönkremenetele

98 Szeleptányér és szelepszár tönkremeneteli módjai

99 A szelep deformációjának ellenőrzése A szelepszár és a tányér egytengelyűségét prizmás mérőórás készülékkel ellenőrizzük. A megengedhető legnagyobb eltérés 0.02 mm.

100 Szelepköszörülés A szeleptányér kopott, karcos és beverődött munkafelületét köszörüléssel újíthatjuk fel. Megmunkáláskor fontos követelmény a szelepszár és a szeleptányér egytengelyűsége. A szelepszár kopott, felverődött vége is leszabályozható ezen a gépen.
101 Szelepek javítása A szelep deformációjának mérése készülékben Forrás: Műszaki Könyvkiadó Forrás: Műszaki Könyvkiadó 1 Villanymotor 2 Főorsó 3 - Prizma
102 Korszerű szelepköszörülő gép
103 Szelepülékek felújítása Szelepülékek gyakori hibái: a tömítő felület kopása, egyenlőtlen beverődése, átégése és korrózió okozta pontszerű üregek előfordulása. A szelepülés tömítő felületének a szélessége a szívószelepnél 1,2 1,5 mm, a kipufogószelepnél 1,8 2,5 mm, az átmérőtől függően. A tömítő felületnek és a szelepvezetőnek egytengelyűnek kell lennie. Elterjedten alkalmazzák a forgácsolásos felújítási módszert. A tömítő felület szöghelyzetét és felületminőségét marással és köszörüléssel állítják helyre.
104 Egytengelyűség ellenőrzése A szelepüléseket csak a szelepvezető persely cseréje vagy felújítása után célszerű forgácsolni. Alapvető követelmény hogy a szelepvezető furata legyen a bázisfelület, mert csak így biztosítható a szelepülés és a szelepvezető egytengelyűsége.
105 Szelep- szelepülés összecsiszolása A tökéletes tömítés érdekében összecsiszoljuk a két alkatrészt. A szeleptányér alá gyenge rugót teszünk. A felületeket olajjal kevert csiszolóporral, masszával vonjuk be. A szelepet félfordulatokkal jobbra balra mozgatjuk, közben a szelepülésre nyomjuk. Forrás: Műszaki Könyvkiadó

106 A szelepzárás ellenőrzése Összecsiszolás után ellenőrizni kell a szelepszerkezet gáztömör zárását. Ezt végezhetjük pneumatikus vizsgálattal, folyadékkal, vagy vákuumos készülékkel. A harangot a vizsgálandó szelepszerkezetre szorítjuk, a gumilabdával 0,1-0,2 MPa túlnyomást létesítünk, ha 5 10 s-ig nincs nyomásesés, akkor a szelep jól zár. A korszerű gépeken vákuumos szelep zárás vizsgáló készülék van. Pl. SERDI Forrás: Műszaki Könyvkiadó

107 Szelephézag beállítása A szelephézagot minden szelepjavítási művelet után be kell állítani. A beállítást akkor végezhetjük el, amikor a szelepek zárt állapotban vannak. A himbán lévő állítócsavart kilazítjuk, majd a himba és a szelepszár közé helyezzük az előírt hézagnak megfelelő hézagmérő lemezt. Az állítócsavar meghúzása után a hézagmérő lemezt kivesszük. A szelepek tökéletes működését esetleges meghibásodását nagy mértékben befolyásolja a szelephézag nagysága. Kisebb szelephézag esetén a motor felmelegedése után a szelep nem fekszik fel a szelepülésre, a hőtartalmát nem tudja leadni és beég. Túl nagy szelephézag esetén a szívószelep későn nyit, rövidebb lesz a nyitvatartási ideje, rosszabb lesz a motor töltési foka is. A későn nyíló kipufogószelep nem engedi ki a gázokat és a motor túlmelegszik.
108 A szelephézag és állításának módjai
109 A szelephézag és állításának módjai
110 Szelepvezetők javítása A szelepvezetők belső furata rendszerint egy oldalon kopik, így a furat oválissá válik. A kopott szelepvezető furatát alakhelyesre megmunkálhatjuk, de ekkor már csak túlméretes szelepszárat illeszthetünk hozzá. Mivel a szelepvezető persely egyszerűen gyártható alkatrész, ezért általában cserélik, javítása nem célszerű. Leggyakoribb hibák: Szeleprugók ellenőrzése - a szerkezeti hossz és a rugóállandó csökken - a felületen keletkező repedések és törések Ha a mért szerkezeti hossz 10 %-kal kevesebb az előírtnál, akkor a rugókat ki kell cserélni. A rugók nem javíthatók, ezért repedés, törés vagy fáradás esetén ezeket selejtezni kell.

111 Korszerű szelepfészek felújító gép
112 A szelepek megvezetése, szelepülés, szeleprugó, szelephimbák és a szelepforgató szerkezetek feladata és kialakítása
113
114
115 Vezérmű tengely A vezérműtengelyek általában ötvözetlen, ötvözött betétben edzhető, vagy kéregedzhető acélokból, esetleg gömbgrafitos öntöttvasból készülnek. Az acél vezérmű-tengelyeket nyers, hengerelt rúdanyagból kovácsolják, sajtolják. A kis széntartalmú tengelyek csap és bütyökfelületeit cementálják és betétben edzik. A közepes széntartalmú tengelyeket nemesítik és a csapok, valamint a bütykök felületét kéregedzik. A vezérműtengely igénybevételei közül a koptató igénybevétel a legjelentősebb. Koptató igénybevétel hat a csapok és bütykök felületére, valamint az üzemanyag szivattyút működtető bütyök felületére is. A rugóerők és a kipufogószelepeknél a gázerők hajlításra veszik igénybe a tengelyt. Ezen erők kismértékű csavaró igénybevételt is okoznak A leggyakoribb meghibásodásai: - csapok kopása, - vezérműbütykök kopása, - vezérműbütykök kipattogzása, - Tengelygörbülés, TÖRÉS.
116
Belsőégésű motor főbb alkatrészeinek tönkremenetele és javítása. Oktatási segédlet Gépjármű diagnosztika tantárgyhoz Készítette Szabó József Zoltán
 Belsőégésű motor főbb alkatrészeinek tönkremenetele és javítása Oktatási segédlet Gépjármű diagnosztika tantárgyhoz Készítette Szabó József Zoltán A belsőégésű motorok történeti áttekintése Az emberek
Belsőégésű motor főbb alkatrészeinek tönkremenetele és javítása Oktatási segédlet Gépjármű diagnosztika tantárgyhoz Készítette Szabó József Zoltán A belsőégésű motorok történeti áttekintése Az emberek
Szakmai ismeretek II.
 Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
A korszerű motorfelújítás. A modern kori gordiuszi csomó
 A korszerű motorfelújítás A modern kori gordiuszi csomó Miért van szükség motorfelújításra? Használatból eredő kopás Miért van szükség motorfelújításra? Rendkívüli meghibásodás Hol lehet alkalmazni a motorfelújítást?
A korszerű motorfelújítás A modern kori gordiuszi csomó Miért van szükség motorfelújításra? Használatból eredő kopás Miért van szükség motorfelújításra? Rendkívüli meghibásodás Hol lehet alkalmazni a motorfelújítást?
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA
 GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA 1 Üzemképesség Működésre, a funkció betöltésére való alkalmasság. Az adott gépelem maradéktalanul megfelel azoknak a követelményeknek, amelyek teljesítésére
GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA 1 Üzemképesség Működésre, a funkció betöltésére való alkalmasság. Az adott gépelem maradéktalanul megfelel azoknak a követelményeknek, amelyek teljesítésére
Az 1,9 literes PD-TDI szerelése. Hengerfej, hengerfejtömítés Forgattyús hajtómű Siklócsapágyak
 Az 1,9 literes PD-TDI szerelése Hengerfej, hengerfejtömítés Forgattyús hajtómű Siklócsapágyak Dr. Nagyszokolyai Iván, X-Meditor Autóinformatika, 2008 Figyelem! 2 szelepes motorokhoz: A színkóddal fém
Az 1,9 literes PD-TDI szerelése Hengerfej, hengerfejtömítés Forgattyús hajtómű Siklócsapágyak Dr. Nagyszokolyai Iván, X-Meditor Autóinformatika, 2008 Figyelem! 2 szelepes motorokhoz: A színkóddal fém
A hengerek és a hengerperselyek helyes megmunkálása (tanulmány)
") A hengerek és a hengerperselyek helyes megmunkálása (tanulmány) Ha a hengerek és a hengerperselyek megmunkálása kerül szóba általában mindeniknek a hengerfúrás és a hónolás jut eszébe. Látszólag két egyszerű
A hengerek és a hengerperselyek helyes megmunkálása (tanulmány) Ha a hengerek és a hengerperselyek megmunkálása kerül szóba általában mindeniknek a hengerfúrás és a hónolás jut eszébe. Látszólag két egyszerű
SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT. III. feladat Mezőgazdasági gépész. Feladat sorozatjele: Mg III.
 Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT az 56/2016. (VIII. 19.) FM rendelet alapján III. feladat Szakképesítés azonosító száma és megnevezése:
Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT az 56/2016. (VIII. 19.) FM rendelet alapján III. feladat Szakképesítés azonosító száma és megnevezése:
S Z I N T V I Z S G A F E L A D A T
 S Z I N T V I Z S G A F E L A D A T a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez, a 41/2013. (V. 28.) VM rendelettel kiadott szakmai és vizsgáztatási
S Z I N T V I Z S G A F E L A D A T a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez, a 41/2013. (V. 28.) VM rendelettel kiadott szakmai és vizsgáztatási
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
MB Citaro O530 típusú autóbuszok motorjainak felújítása, szükség szerinti javítása. Műszaki leírás
 MB Citaro O530 típusú autóbuszok motorjainak felújítása, szükség szerinti javítása Műszaki leírás Jelen eljárásban Ajánlattevőnek a felújításra vonatkozóan kalkulált egységárakat (átalánydíj) kell megajánlania.
MB Citaro O530 típusú autóbuszok motorjainak felújítása, szükség szerinti javítása Műszaki leírás Jelen eljárásban Ajánlattevőnek a felújításra vonatkozóan kalkulált egységárakat (átalánydíj) kell megajánlania.
www.menet-szerszam.hu MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.)
") Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
FORGATTYÚS HAJTÓMŰ KISFELADAT
 Dr. Lovas László FORGATTYÚS HAJTÓMŰ KISFELADAT Segédlet a Jármű- és hajtáselemek III. tantárgyhoz Kézirat 2013 FORGATTYÚS HAJTÓMŰ KISFELADAT 1. Adatválaszték p 2 [bar] V [cm3] s/d [-] λ [-] k f [%] k a
Dr. Lovas László FORGATTYÚS HAJTÓMŰ KISFELADAT Segédlet a Jármű- és hajtáselemek III. tantárgyhoz Kézirat 2013 FORGATTYÚS HAJTÓMŰ KISFELADAT 1. Adatválaszték p 2 [bar] V [cm3] s/d [-] λ [-] k f [%] k a
Belsőégésű motor hengerfej geometriai érzékenység-vizsgálata Geometriai építőelemek változtatásának hatása a hengerfej szilárdsági viselkedésére
 Belsőégésű motor hengerfej geometriai érzékenység-vizsgálata Geometriai építőelemek változtatásának hatása a hengerfej szilárdsági viselkedésére Néhány példa a C3D Műszaki Tanácsadó Kft. korábbi munkáiból
Belsőégésű motor hengerfej geometriai érzékenység-vizsgálata Geometriai építőelemek változtatásának hatása a hengerfej szilárdsági viselkedésére Néhány példa a C3D Műszaki Tanácsadó Kft. korábbi munkáiból
MUNKAANYAG. Bukovinszky Márta. Otto motorok felépítése és működési elve II. A követelménymodul megnevezése: Gépjárműjavítás I.
 Bukovinszky Márta Otto motorok felépítése és működési elve II. A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és célcsoportja: SzT-029-30
Bukovinszky Márta Otto motorok felépítése és működési elve II. A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és célcsoportja: SzT-029-30
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
35/2016. (III. 31.) NFM rendelet szakmai és vizsgakövetelménye alapján.
 NFM rendelet szakmai és vizsgakövetelménye alapján.") 35/2016. (III. 31.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 525 02 Autószerelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a vizsgafeladat
35/2016. (III. 31.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 525 02 Autószerelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a vizsgafeladat
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
11 LEGGYAKORIBB CSAPÁGYHIBA
 www.tapai-gear.rs tapaigear@gmail.com 11 LEGGYAKORIBB CSAPÁGYHIBA Előfordult már csapágy meghibásodás gépeiben? A gépgyártók általában nem szokták megosztani az előforduló hibák okait és a lehetséges ellenintézkedéseket.
www.tapai-gear.rs tapaigear@gmail.com 11 LEGGYAKORIBB CSAPÁGYHIBA Előfordult már csapágy meghibásodás gépeiben? A gépgyártók általában nem szokták megosztani az előforduló hibák okait és a lehetséges ellenintézkedéseket.
Motor mechanikai állapotának vizsgálata Pintér Krisztián
 Motor mechanikai állapotának vizsgálata Pintér Krisztián Budapesti Műszaki és Gazdaságtudományi Egyetem Gépjárművek Tanszék 1111 Budapest Sztoczek u. 6 pinter@auto.bme.hu A gyakorlat célja Gépjármű motorok
Motor mechanikai állapotának vizsgálata Pintér Krisztián Budapesti Műszaki és Gazdaságtudományi Egyetem Gépjárművek Tanszék 1111 Budapest Sztoczek u. 6 pinter@auto.bme.hu A gyakorlat célja Gépjármű motorok
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Segédlet a gördülőcsapágyak számításához
 Segédlet a gördülőcsapágyak számításához Összeállította: Dr. Nguyen Huy Hoang Budapest 25 Feladat: Az SKF gyártmányú, SNH 28 jelű osztott csapágyházba szerelt 28 jelű egysorú mélyhornyú golyóscsapágy üzemi
Segédlet a gördülőcsapágyak számításához Összeállította: Dr. Nguyen Huy Hoang Budapest 25 Feladat: Az SKF gyártmányú, SNH 28 jelű osztott csapágyházba szerelt 28 jelű egysorú mélyhornyú golyóscsapágy üzemi
2. lecke: Motorok konstrukciós kialakítása
 2. lecke: Motorok konstrukciós kialakítása Cél: A tananyag célja, hogy a hallgató ismerje meg a jellemző motorkonstrukciós kialakításokat. Legyen tisztában a motorok működésével, tanulja meg a szerkezeti
2. lecke: Motorok konstrukciós kialakítása Cél: A tananyag célja, hogy a hallgató ismerje meg a jellemző motorkonstrukciós kialakításokat. Legyen tisztában a motorok működésével, tanulja meg a szerkezeti
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat)
") TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat) Tengelyek fogalma, csoportosítása Azokat a gépelemeket, amelyek forgó alkatrészeket hordoznak vagy csapágyakon támaszkodva forognak, tengelyeknek nevezzük. A tengelyeket
TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat) Tengelyek fogalma, csoportosítása Azokat a gépelemeket, amelyek forgó alkatrészeket hordoznak vagy csapágyakon támaszkodva forognak, tengelyeknek nevezzük. A tengelyeket
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
DAF típusú autóbusz dízelmotorok felújítása, Műszaki leírása BKV Zrt. 15/T-60 /13. Műszaki leírás
 Műszaki leírás Jelen eljárásban Ajánlattevőnek a felújításra vonatkozóan kalkulált egységárakat (átalánydíj) kell megajánlania a dízelmotorok felújítására vonatkozó fűzött blokkos technológia alapján.
Műszaki leírás Jelen eljárásban Ajánlattevőnek a felújításra vonatkozóan kalkulált egységárakat (átalánydíj) kell megajánlania a dízelmotorok felújítására vonatkozó fűzött blokkos technológia alapján.
Műszaki megjegyzés O-gyűrűkhöz
 Műszaki megjegyzés O-gyűrűkhöz ömítő hatás Az O-gyűrű egy tömítőelem, amellyel folyadékok és gázok megbízhatóan szigetelhetők el. A tömítő hatás beszereléskor a keresztmetszet axiális vagy radiális bepréseléséből
Műszaki megjegyzés O-gyűrűkhöz ömítő hatás Az O-gyűrű egy tömítőelem, amellyel folyadékok és gázok megbízhatóan szigetelhetők el. A tömítő hatás beszereléskor a keresztmetszet axiális vagy radiális bepréseléséből
Audi Hungaria a jövőorientált vállalat - 2012 Motorgyártás, mechanikus megmunkálás
 Audi Hungaria a jövőorientált vállalat - 2012 Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 Janó László G/P4-5 2012.11.12 Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8
Audi Hungaria a jövőorientált vállalat - 2012 Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 Janó László G/P4-5 2012.11.12 Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
Általános jellemzők. Szélesség: 135 és 200 mm-es mérettartományban. Burkolat /szorító héj/ Saválló acél AISI 304L vagy 316L
 Általános jellemzők Burkolat /szorító héj/ Saválló acél AISI 304L vagy 316L Szélesség: 135 és 200 mm-es mérettartományban Méret tartomány: Szélesség: 135 mm vagy 200 mm Zár: 1 vagy 2 zár új szereléshez
Általános jellemzők Burkolat /szorító héj/ Saválló acél AISI 304L vagy 316L Szélesség: 135 és 200 mm-es mérettartományban Méret tartomány: Szélesség: 135 mm vagy 200 mm Zár: 1 vagy 2 zár új szereléshez
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján.
 NFM rendelet szakmai és vizsgakövetelménye alapján.") 12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 02 Gépjármű mechatronikus Tájékoztató A vizsgázó az első lapra írja fel a nevét!
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 02 Gépjármű mechatronikus Tájékoztató A vizsgázó az első lapra írja fel a nevét!
Kéttömegű lendkerekek szakszerű vizsgálata
 AUTÓTECHNIKA Kéttömegű lendkerekek szakszerű vizsgálata 1. rész ŐRI PÉTER A kéttömegű lendkerekek vizsgálata és állapotának ellenőrzése nem lehetséges soros diagnosztikával, ráadásul a mechanikai vizsgálathoz
AUTÓTECHNIKA Kéttömegű lendkerekek szakszerű vizsgálata 1. rész ŐRI PÉTER A kéttömegű lendkerekek vizsgálata és állapotának ellenőrzése nem lehetséges soros diagnosztikával, ráadásul a mechanikai vizsgálathoz
Ék-, retesz- és bordás kötések
 Gépszerkezettan Ék-, retesz- és bordás kötések A különféle ék- és reteszkötésekkel tengelyek és agyak között létesítenek kapcsolatot. Az ékek lejtős kialakítású gépelemek, melyeknek beszorítása után nagy
Gépszerkezettan Ék-, retesz- és bordás kötések A különféle ék- és reteszkötésekkel tengelyek és agyak között létesítenek kapcsolatot. Az ékek lejtős kialakítású gépelemek, melyeknek beszorítása után nagy
SIKLÓCSAPÁGY KISFELADAT
 Dr. Lovas Lászl SIKLÓCSAPÁGY KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz Kézirat 2012 SIKLÓCSAPÁGY KISFELADAT 1. Adatválaszték pk [MPa] d [mm] b/d [-] n [1/min] ház anyaga 1 4 50 1 1440
Dr. Lovas Lászl SIKLÓCSAPÁGY KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz Kézirat 2012 SIKLÓCSAPÁGY KISFELADAT 1. Adatválaszték pk [MPa] d [mm] b/d [-] n [1/min] ház anyaga 1 4 50 1 1440
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Az 2,0 literes PD-TDI motor
 Az 2,0 literes PD-TDI motor Dr. Nagyszokolyai Iván, X-Meditor Autóinformatika, 2008 - furatnöveléssel lett 2 literes, 103 kw-os az 1,9- es, 96 kw-os alapmotorból, - 16 szelepes, 2 vezértengelyű, keresztáramú
Az 2,0 literes PD-TDI motor Dr. Nagyszokolyai Iván, X-Meditor Autóinformatika, 2008 - furatnöveléssel lett 2 literes, 103 kw-os az 1,9- es, 96 kw-os alapmotorból, - 16 szelepes, 2 vezértengelyű, keresztáramú
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján.
 NFM rendelet szakmai és vizsgakövetelménye alapján.") 12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 02 Gépjármű mechatronikus Tájékoztató A vizsgázó az első lapra írja fel a nevét!
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 02 Gépjármű mechatronikus Tájékoztató A vizsgázó az első lapra írja fel a nevét!
Tájékoztató. Használható segédeszköz: számológép, rajzeszközök
 12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 525 02 Autószerelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a vizsgafeladat
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 525 02 Autószerelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a vizsgafeladat
4. Sajtolás és fröccs-sajtolás
 4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
Fém megmunkálás. Alapanyag. Térfogat- és lemezalakítások. Porkohászat. Öntészet homokba öntés, preciziós öntés kokilla öntés. fémporok feldolgozása
 Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
BKV Zrt. 15/T-103/13 13. számú melléklet Műszaki leírás felújításra
 Műszaki leírás Jelen eljárásban Ajánlattevőnek a felújításra vonatkozóan kalkulált egységárakat (átalánydíj) kell megajánlania. A megajánlott felújítási egységárat jelen műszaki leírásban meghatározott
Műszaki leírás Jelen eljárásban Ajánlattevőnek a felújításra vonatkozóan kalkulált egységárakat (átalánydíj) kell megajánlania. A megajánlott felújítási egységárat jelen műszaki leírásban meghatározott
1. Általános műszaki és szerződéses feltételek:
 1. Általános műszaki és szerződéses feltételek: Jelen eljárásban Ajánlattevőnek a felújításra vonatkozóan kalkulált egységárakat (átalánydíj) kell megajánlania a dízelmotorok felújítására vonatkozó fűzött
1. Általános műszaki és szerződéses feltételek: Jelen eljárásban Ajánlattevőnek a felújításra vonatkozóan kalkulált egységárakat (átalánydíj) kell megajánlania a dízelmotorok felújítására vonatkozó fűzött
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5
 HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5 SRG50 Tisztelt vásárló, köszönjük, hogy a KH Trading s.r.o. cég termékét választotta. Cégünk kész Önnek szolgálatait felajánlani a termék megvétele előtt,
HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5 SRG50 Tisztelt vásárló, köszönjük, hogy a KH Trading s.r.o. cég termékét választotta. Cégünk kész Önnek szolgálatait felajánlani a termék megvétele előtt,
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 12/2013 (III. 28.) NGM rendelet és a 27/2012. (VIII.27.) NGM rendelet (29/2016. VIII. 26.) NGM rendelet által módosított szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
A 12/2013 (III. 28.) NGM rendelet és a 27/2012. (VIII.27.) NGM rendelet (29/2016. VIII. 26.) NGM rendelet által módosított szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
8. oldaltól folytatni
 TARTÁLY ÉS TORONY JELLEGŰ KÉSZÜLÉKEK KIVÁLASZTÁSA, MEGHIBÁSODÁSA, KARBANTARTÁSA 8. oldaltól folytatni 2015.09.15. Németh János Tartály jellegű készülékek csoportosítása A készülékekben uralkodó maximális
TARTÁLY ÉS TORONY JELLEGŰ KÉSZÜLÉKEK KIVÁLASZTÁSA, MEGHIBÁSODÁSA, KARBANTARTÁSA 8. oldaltól folytatni 2015.09.15. Németh János Tartály jellegű készülékek csoportosítása A készülékekben uralkodó maximális
Tájékoztató. Használható segédeszköz: számológép, rajzeszközök
 12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 525 02 Autószerelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a vizsgafeladat
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 525 02 Autószerelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a vizsgafeladat
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Legnagyobb anyagterjedelem feltétele
 Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
TÖMÍTÉSSZERELŐ- SZERSZÁMOK
 TÖMÍTÉSSZERELŐ- SZERSZÁMOK SZERSZÁMOK TÖMÍTÉS ELTÁVOLÍTÁSÁHOZ MENETES TÖMÍTÉS- SZERELŐ-SZERSZÁM A menetes tömítésszerelő szerszám forgótengely tömítések, horonygyűrűk és zárófedelek ki és beszereléséhez
TÖMÍTÉSSZERELŐ- SZERSZÁMOK SZERSZÁMOK TÖMÍTÉS ELTÁVOLÍTÁSÁHOZ MENETES TÖMÍTÉS- SZERELŐ-SZERSZÁM A menetes tömítésszerelő szerszám forgótengely tömítések, horonygyűrűk és zárófedelek ki és beszereléséhez
1. Magyarázza meg és definiálja a négyütemű benzinmotor alábbi jellemzőit! Elméleti és valóságos körfolyamat A fajlagos fogyasztás és légviszony
 1. Magyarázza meg és definiálja a négyütemű benzinmotor alábbi jellemzőit! Elméleti és valóságos körfolyamat A fajlagos fogyasztás és légviszony Teljes terhelési jelleggörbe 2. Magyarázza el a négyütemű
1. Magyarázza meg és definiálja a négyütemű benzinmotor alábbi jellemzőit! Elméleti és valóságos körfolyamat A fajlagos fogyasztás és légviszony Teljes terhelési jelleggörbe 2. Magyarázza el a négyütemű
GÖRDÜLŐCSAPÁGYAK élettartam-számítása
 MISKOLCI EGYETEM GÉP- ÉS TERMÉKTERVEZÉSI TANSZÉK OKTATÁSI SEGÉDLET a GÉPELEMEK c. tantárgyhoz GÖRDÜLŐCSAPÁGYAK élettartam-számítása Összeállította: Dr. Szente József egyetemi docens Miskolc, 2010. Gördülőcsapágyazás
MISKOLCI EGYETEM GÉP- ÉS TERMÉKTERVEZÉSI TANSZÉK OKTATÁSI SEGÉDLET a GÉPELEMEK c. tantárgyhoz GÖRDÜLŐCSAPÁGYAK élettartam-számítása Összeállította: Dr. Szente József egyetemi docens Miskolc, 2010. Gördülőcsapágyazás
2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat, keménységmérés
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
www.electromega.hu AZ ELEKTROMOS AUTÓZÁS ELŐNYEI, JÖVŐJE
 AZ ELEKTROMOS AUTÓZÁS ELŐNYEI, JÖVŐJE MI AZ AUTÓK LÉNYEGE? Rövid szabályozott robbanások sorozatán eljutni A -ból B -be. MI IS KELL EHHEZ? MOTOR melyben a robbanások erejéből adódó alternáló mozgást először
AZ ELEKTROMOS AUTÓZÁS ELŐNYEI, JÖVŐJE MI AZ AUTÓK LÉNYEGE? Rövid szabályozott robbanások sorozatán eljutni A -ból B -be. MI IS KELL EHHEZ? MOTOR melyben a robbanások erejéből adódó alternáló mozgást először
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK Az élelmiszeripari gépésztechnikai ismeretek ágazaton belüli
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK Az élelmiszeripari gépésztechnikai ismeretek ágazaton belüli
ÚJDONSÁGOK A CSAPÁGYAK VILÁGÁBÓL
 ÚJDONSÁGOK A CSAPÁGYAK VILÁGÁBÓL PÉCS 2004. március 03. Kalocsai Péter Peter.Kalocsai@skf.com BEVEZETŐ, ÁLTALÁNOS ISMERETEK Az SKF jelentése Svenska Kugellager Fabriken Swedish Ball Bearing Manufacturer
ÚJDONSÁGOK A CSAPÁGYAK VILÁGÁBÓL PÉCS 2004. március 03. Kalocsai Péter Peter.Kalocsai@skf.com BEVEZETŐ, ÁLTALÁNOS ISMERETEK Az SKF jelentése Svenska Kugellager Fabriken Swedish Ball Bearing Manufacturer
Géprajz gépelemek II. II. Konzultáció (2014.03.22.)
") Géprajz gépelemek II. II. Konzultáció (2014.03.22.) Forgó alkatrészek oldható kötőelemei (a nem oldható tengelykötéseket a tk.-ből tanulni) Ékkötés Az ék horonyszélességének illesztése laza D10 A tengely
Géprajz gépelemek II. II. Konzultáció (2014.03.22.) Forgó alkatrészek oldható kötőelemei (a nem oldható tengelykötéseket a tk.-ből tanulni) Ékkötés Az ék horonyszélességének illesztése laza D10 A tengely
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
BEÉPÍTÉSI ÚTMUTATÓ VEC típusú központi ventilátorok. VEC típusú központi ventilátorok szereléséhez
 BEÉPÍTÉSI ÚTMUTATÓ VEC típusú központi ventilátorok VEC típusú központi ventilátorok szereléséhez A VEC egy olyan elszívó központi ventilátor család, amelyet kifejezetten a különböző lakó- és kereskedelmi
BEÉPÍTÉSI ÚTMUTATÓ VEC típusú központi ventilátorok VEC típusú központi ventilátorok szereléséhez A VEC egy olyan elszívó központi ventilátor család, amelyet kifejezetten a különböző lakó- és kereskedelmi
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
A forgójeladók mechanikai kialakítása
 A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
CSONKA JÁNOS JÁRMŰSZERELVÉNYGYÁRTÓ RÉSZLEG
 CSONKA JÁNOS JÁRMŰSZERELVÉNYGYÁRTÓ RÉSZLEG Új gyártott termékek: kompresszorok, kenőolajszűrők, olajszűrő fejek, kenőolajhűtő, pneumatikus kürt Felújított termékek: kompresszorok, olajhűtők, Pótalkatrészek:
CSONKA JÁNOS JÁRMŰSZERELVÉNYGYÁRTÓ RÉSZLEG Új gyártott termékek: kompresszorok, kenőolajszűrők, olajszűrő fejek, kenőolajhűtő, pneumatikus kürt Felújított termékek: kompresszorok, olajhűtők, Pótalkatrészek:
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
SZERELÉS ELŐTTI INFORMÁCIÓK A méretek mm-ben értendők MAX.
 HU PLANARIO TOWER SZERELÉS ELŐTTI INFORMÁCIÓK MAX. 360 2 SZERELÉS ELŐTTI INFORMÁCIÓK SZERELÉS ÉS ÜZEMBE HELYEZÉS ELŐTT Figyelem! A keverőcsap beszerelése előtt a bekötő csővezetékeket át kell öblíteni,
HU PLANARIO TOWER SZERELÉS ELŐTTI INFORMÁCIÓK MAX. 360 2 SZERELÉS ELŐTTI INFORMÁCIÓK SZERELÉS ÉS ÜZEMBE HELYEZÉS ELŐTT Figyelem! A keverőcsap beszerelése előtt a bekötő csővezetékeket át kell öblíteni,
BEÉPÍTÉSI SEGÉDLET VIACON HELCOR HULLÁMACÉL CSŐÁTERESZEK
 BEÉPÍTÉSI SEGÉDLET VIACON HELCOR HULLÁMACÉL CSŐÁTERESZEK 2040 Budaörs, 1 www.viaconhungary.hu 1. BEÉPÍTÉSSEL KAPCSOLATOS KÖVETELMÉNYEK: A beépítés betartandó fő fázisai: - kitűzés - ágyazat- készítés -
BEÉPÍTÉSI SEGÉDLET VIACON HELCOR HULLÁMACÉL CSŐÁTERESZEK 2040 Budaörs, 1 www.viaconhungary.hu 1. BEÉPÍTÉSSEL KAPCSOLATOS KÖVETELMÉNYEK: A beépítés betartandó fő fázisai: - kitűzés - ágyazat- készítés -
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Mobilitás és Környezet Konferencia
 Mobilitás és Környezet Konferencia Magyar Tudományos Akadémia Budapest, 2012. január 23. Belsőégésű motorok hengerfelületének mikrogeometriai vizsgálata Dr. Solecki Levente 2 2 9 Mobilitás és Környezet
Mobilitás és Környezet Konferencia Magyar Tudományos Akadémia Budapest, 2012. január 23. Belsőégésű motorok hengerfelületének mikrogeometriai vizsgálata Dr. Solecki Levente 2 2 9 Mobilitás és Környezet
Járműelemek. Rugók. 1 / 27 Fólia
 Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE
 2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Jármű- és hajtáselemek III. 1. tervezési feladat
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki és Járműmérnöki Kar Jármű- és hajtáselemek III. (KOJHA 158) 1. tervezési feladat Járműelemek és Járműszerkezetanalízis Tanszék Jármű- és
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki és Járműmérnöki Kar Jármű- és hajtáselemek III. (KOJHA 158) 1. tervezési feladat Járműelemek és Járműszerkezetanalízis Tanszék Jármű- és
Ajánlott szakmai jellegű feladatok
 Ajánlott szakmai jellegű feladatok A feladatok szakmai jellegűek, alkalmazásuk mindenképpen a tanulók motiválását szolgálja. Segít abban, hogy a tanulók a tanultak alkalmazhatóságát meglássák. Értsék meg,
Ajánlott szakmai jellegű feladatok A feladatok szakmai jellegűek, alkalmazásuk mindenképpen a tanulók motiválását szolgálja. Segít abban, hogy a tanulók a tanultak alkalmazhatóságát meglássák. Értsék meg,
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése. Tartalomjegyzék
 Lánchajtások Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése Tartalomjegyzék Meghatározás Olyan kényszerhajtás (alakzáró hajtás), ahol a teljesítményátvitel
Lánchajtások Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése Tartalomjegyzék Meghatározás Olyan kényszerhajtás (alakzáró hajtás), ahol a teljesítményátvitel
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján.
 NFM rendelet szakmai és vizsgakövetelménye alapján.") 12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 525 01 Autóelektronikai műszerész Tájékoztató A vizsgázó az első lapra írja fel
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 525 01 Autóelektronikai műszerész Tájékoztató A vizsgázó az első lapra írja fel
FOGLALKOZÁSI NAPLÓ (segédlet)
") verzió szám: 1.0 FOGLALKOZÁSI NAPLÓ (segédlet) 20 /20 tanév gépész szakma i képzéséhez OKJ szám: 34 521 08 Évfolyam: 1/9. évfolyam (közismereti oktatással) Gazdálkodó szervezet neve: Képzőhely neve, címe:
verzió szám: 1.0 FOGLALKOZÁSI NAPLÓ (segédlet) 20 /20 tanév gépész szakma i képzéséhez OKJ szám: 34 521 08 Évfolyam: 1/9. évfolyam (közismereti oktatással) Gazdálkodó szervezet neve: Képzőhely neve, címe:
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
MUNKAANYAG. Szám János. Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen. A követelménymodul megnevezése:
 Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Anyagszerkezet és vizsgálat
 SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat,
WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.:(00 36) 23/418-130 - Nyomtatva Magyarországon P 05 0010/ M 05 2259 04/2015
 23/418-130 - Nyomtatva Magyarországon P 05 0010/ M 05 2259 04/2015") TIME-SERT-RENSZER WÜRTH Szereléstechnika Kft. - 2040 udaörs, Gyár u. 2. - Tel.:(00 36) 23/418-130 - Nyomtatva Magyarországon P 05 0010/ M 05 2259 04/2015 TIME- SERT Gewindeeinsatz Felhasználási példák:
TIME-SERT-RENSZER WÜRTH Szereléstechnika Kft. - 2040 udaörs, Gyár u. 2. - Tel.:(00 36) 23/418-130 - Nyomtatva Magyarországon P 05 0010/ M 05 2259 04/2015 TIME- SERT Gewindeeinsatz Felhasználási példák: