Hegesztés biztonságtechnik. gtechnikája
|
|
|
- Zoltán Dudás
- 8 évvel ezelőtt
- Látták:
Átírás
1 Hegesztés biztonságtechnik gtechnikája Gyura László

2 Gyura László okl. gépészmérnök, okl. mérnöktanár okl. hegeszt szakmérnök (I/EWE) Hegesztés és szolgáltatás menedzser Linde Gáz Magyarország Zrt. (1097 Bp. Illatos út 9-11.) Tel: 20/ , 1/ BME ATT címzetes adjunktus mester oktató, (küls óraadó) GTE (Gépipari Tudományos Egyesület) Hegesztési Szakosztályának titkára Hegesztés Biztonságtechnikája Albizottsági tag MHtE (Magyar Hegesztéstechnikai és Anyagvizsgálati Egyesülés) Igazgató Tanács tagja
 GTE (Gépipari Tudományos Egyesület) Hegesztési Szakosztályának")
3 A tárgy t célja, c eszközei zei: Legfontosabb hegesztési eljárások alapelveinek megismerése (hegesztés és rokoneljárásai: keményforrasztás, vágás,..) A hegesztésnél felmerül biztonságtechnikai, munkavédelmi kérdések, szempontok áttekintése Alapeljárások gyakorlati bemutatása Tankönyv: Dr Karsai István: Hegesztés biztonságtechnikája (HBSZ:Hegesztési Biztonsági Szabályzat 143/2004 GKM rendelet)

4 Alapfogalmak Személyi feltételek: telek: Minsítés minsített hegeszt (elssorban a kézi eljárások esetében): Egy adott eljárásra, adott alap-, és hegesztanyagra, adott lemezvastagság tartományban, adott kötéstípusra elvégzett gyakorlati és elméleti vizsga csak 2+2 évre szól, félévente munkáltatónak (pl. heg. felels) hosszabbítani kell, és egyszer a kiadó szervezet (pl. TÜV, MHtE) hosszabbíthat. Hegesztés személyi irányítása (EWF): Hegeszt szakmérnök E/IWE Hegeszt technológus E/IWT Hegeszt specialista E/IWS Hegeszt mester E/IWP
 hosszabbíthat.")
5 Alapfogalmak (HBSZ): 2.1. Hegesztés:Munkadarabok egyesítése hvel, nyomással vagy mindkettvel, amelynek során az anyagok természetének megfelel fémes kapcsolata jön létre, illetve a termikus vágás és darabolás Sajtoló hegesztés: A hegesztend darabok nagy nyomással vagy ütéssel történ egyesítése úgy, hogy az érintkez fémesen tisztafelületek hozaganyag nélkül összehegednek Ömleszt hegesztés:a kötés a hegesztend anyagok összeolvasztása és a varratanyag kikristályosodása következtében alakul ki.

6 Alapfogalmak (ömleszt( mleszt heg.): Köt hegesztés: 2 vagy több darab egyesítése Felrakó hegesztés: egy darab felületének felhegesztése (pl. javítási, vagy felület tulajdonság megváltoztatás, stb. céljából) Hegeszt anyag: ( hozaganyag ) a varrat kitöltésére Korona oldal: Varrat fels része a hbevitel fell Gyök oldal: a hbevitellel ellentétes oldal (a varrat hátsó/alsó része)
 Hegeszt anyag: ( hozaganyag ) a varrat kitöltésére Korona oldal: Varrat fels része")
7 Alapfogalmak (öml. hegesztés): Varrat típus: a teljes keresztmetszet átolvadás biztosítása érdekében kialakított lemez élek szerint (pl. I, V, X, U, sarok stb.)

8 Alapfogalmak (hegesztés/forraszt s/forrasztás): s): Hegesztés: kohéziós kapcsolat jön létre a darabok között (az atomok rácsparaméternyi távolságra kerülnek), az alapanyag is megolvad Forrasztás: az alapanyag nem olvad meg, csak a forraszanyag, diffúziós, adhéziós kapcsolat (keményforrasztás >450 C, lágyforrasztás <450 C)

9 Alapfogalmak: Ömleszt hegesztés hforrásai : Gázláng (autogén eljárások) Elektromos ív (ívhegesztések) Plazma ív Lézer
")
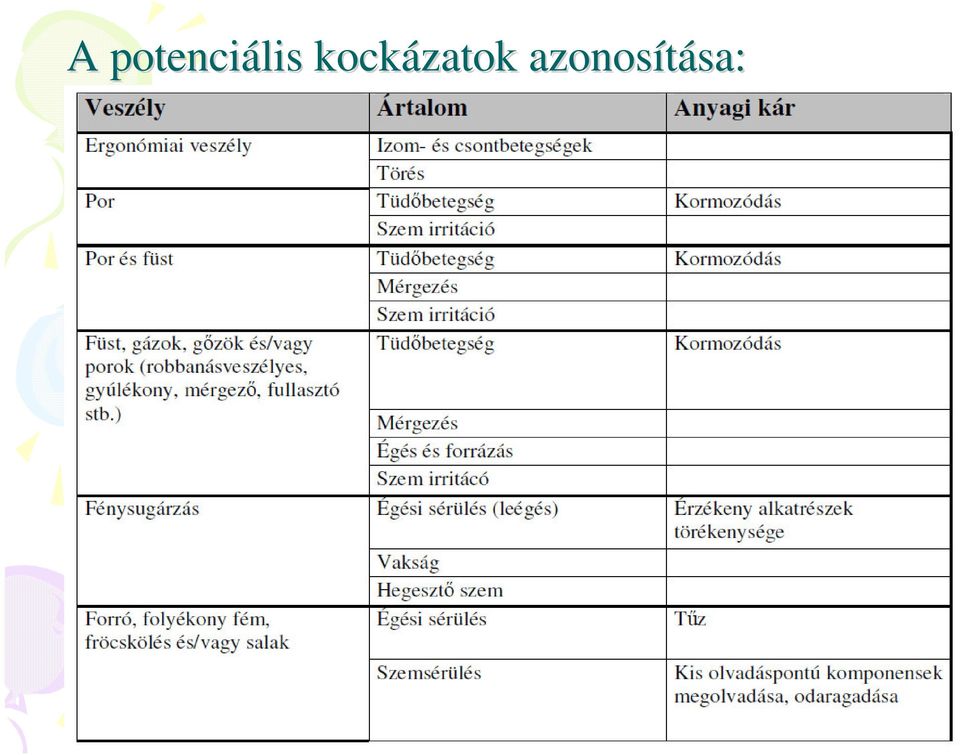
10 Hegesztés s veszélyforr lyforrásai: A hegesztéssel (vagy rokon eljárással) közvetlenül kapcsolatba hozható veszélyek, mint pl. az ergonómia (fizikai terhelés, testhelyzet, klíma stb.) a keletkez füst és gázok, valamint por, a fénysugárzás, forró (akár folyékony) fémcseppek és/vagy salak, villamos áram, elektromágneses tér, forró felületek, láng stb. hegesztéssel (és rokon eljárásaival) összefügg, általános tevékenységek veszélyei, mint pl. a köszörülés okozta zaj, szikra, por, rezgés, vagy a felülettisztítással járó veszélyek, mint a veszélyes (vegyi) anyagok használata, éles sarkok stb.
 összefügg, általános tevékenységek veszélyei, mint pl.")
11 Hegesztés s veszélyforr lyforrásai: A hegesztéssel (és rokon eljárásaival) összefügg, a mvelettel kapcsolatos tevékenységek veszélyei, mint a salakolással járó szilárd, olykor folyékony és forró részecskék, ezek nagy sebesség repülése, valamint a zaj, vagy a gázpalackok kezelésével járó veszélyek, mint a nagynyomású palackokban tárolt veszélyes anyagok, de ide sorolhatjuk a hegesztanyagok szárításával járó veszélyeket, mint a forró felületek érintése. munkavégzés környezetébl ered veszélyek, mint például a veszélyes, érzékeny környezetben végzett munka során keletkez robbanás- és tzveszély, vagy a szk, zárt térben végzett munka során fennálló fokozott áramütés-, illetve a füst- és gáz expozíció veszélye

12 A potenciális kockázatok azonosítása: sa:
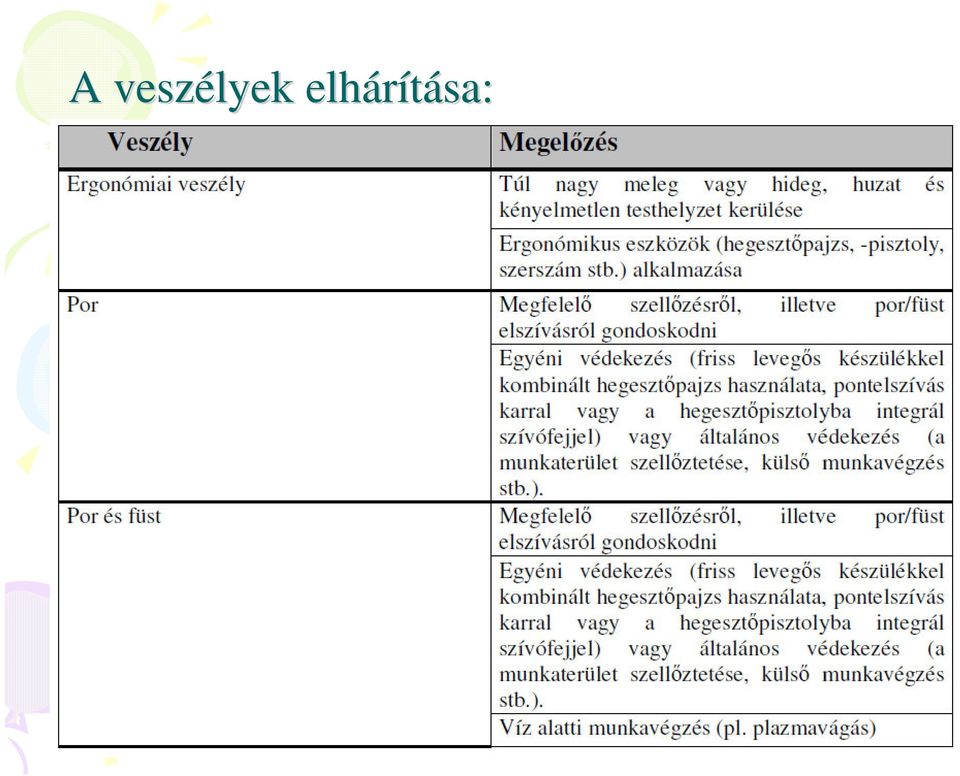
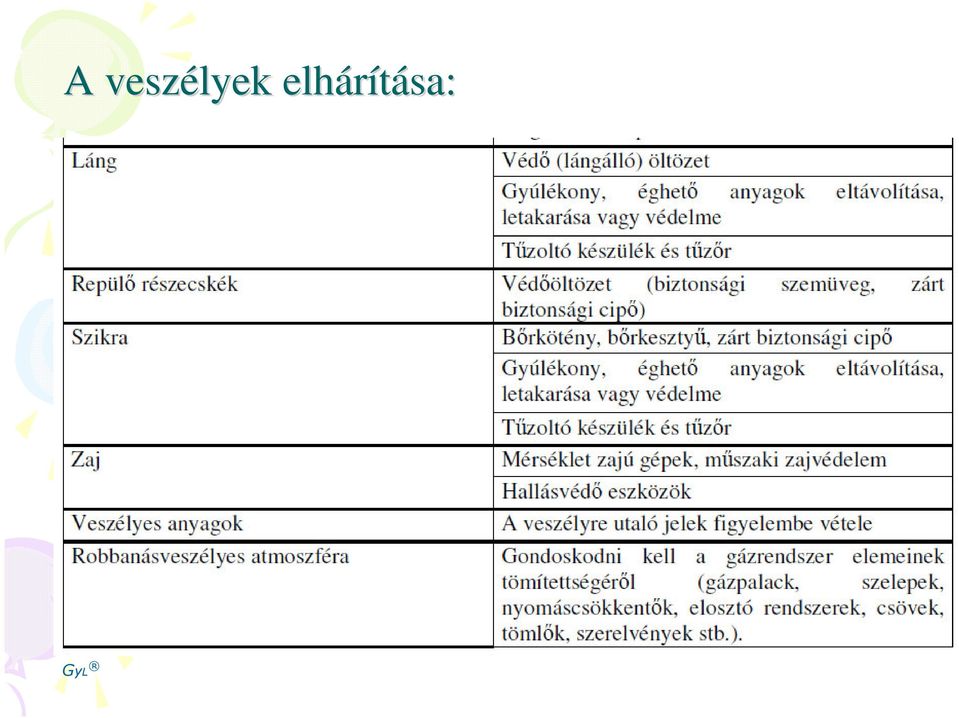
13 A veszélyek elhárítása:
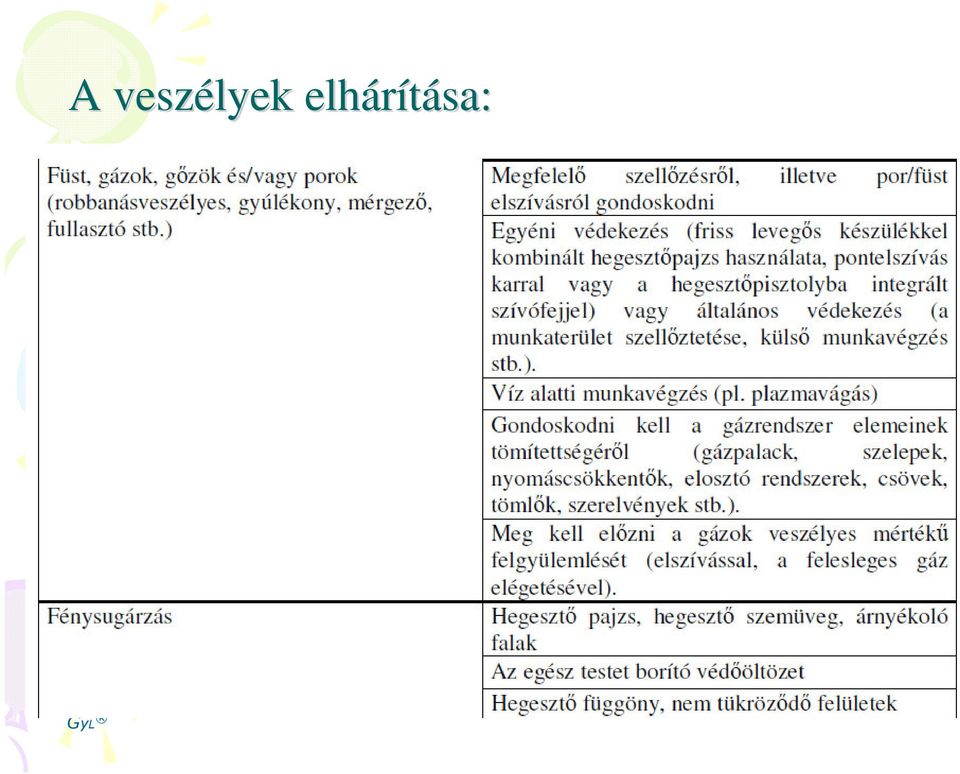
14 A veszélyek elhárítása:
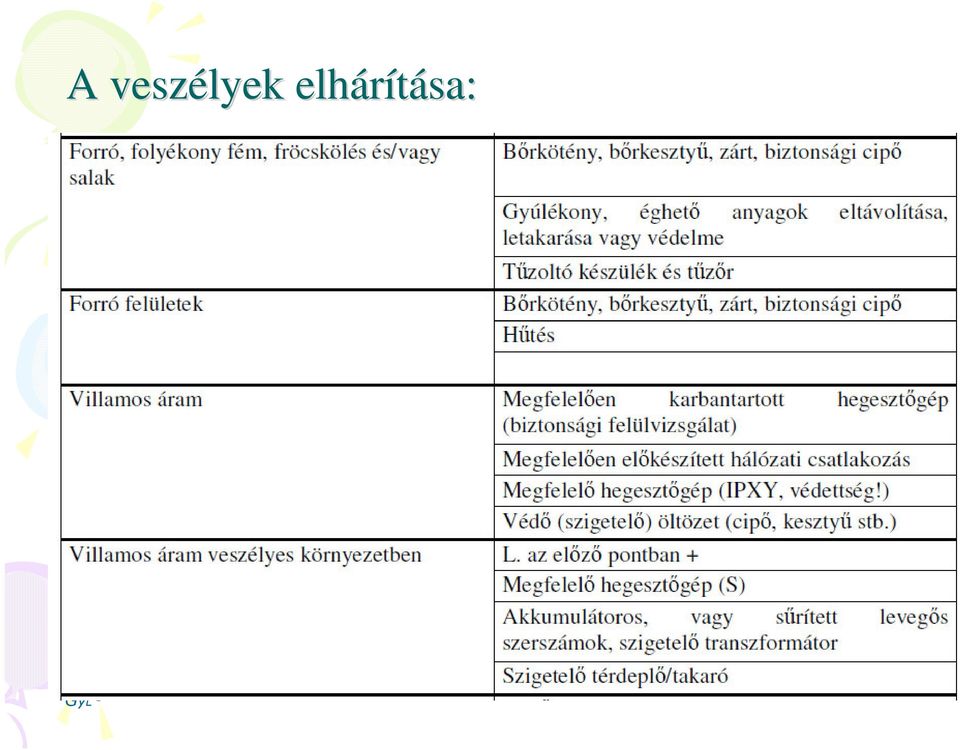
15 A veszélyek elhárítása:
16 A veszélyek elhárítása:
17 Munkahelyi követelmk vetelmények
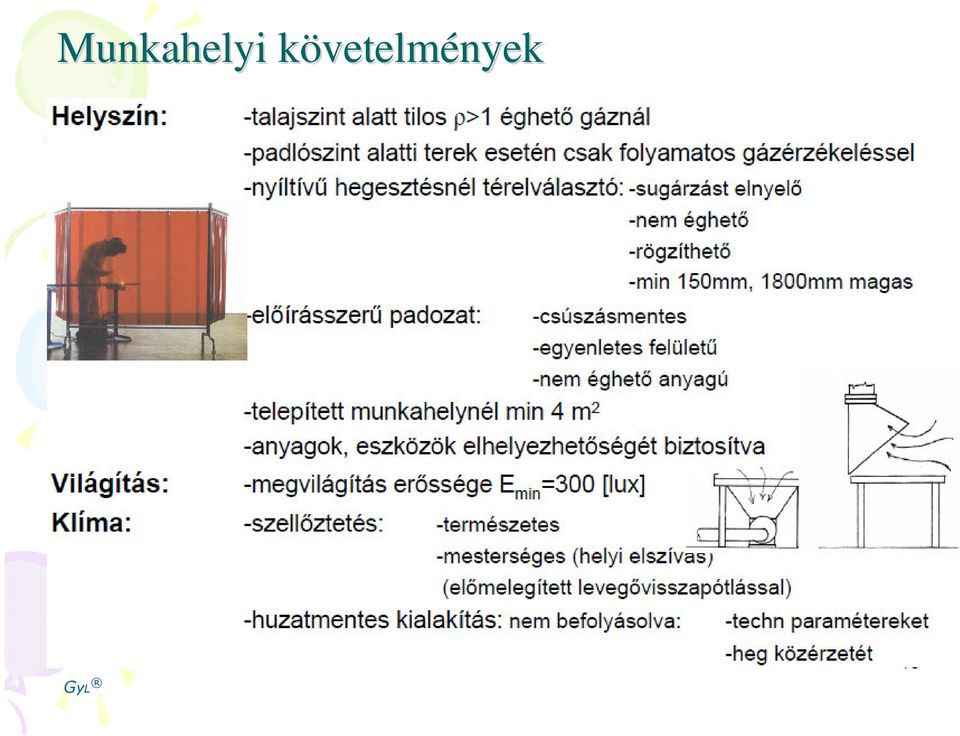
18 Példa a munkahely kialakításra

19 Lánghegesztés: s:
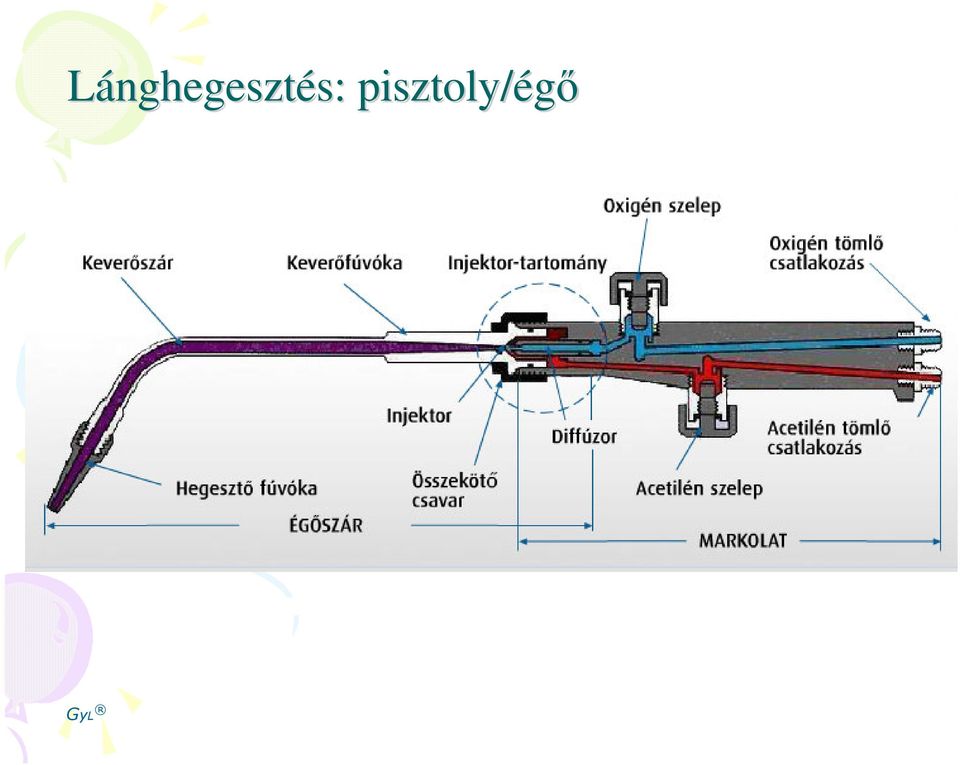
20 Lánghegesztés: s: pisztoly/ég
21 Lángtechnológiák k gázaig
22 Lángtechnológiák k gázainak g veszélyes koncentráci ciói
23 Lángtechnológiák k gázai/lg zai/láng típusokt!" #$% & '$$()* +, )-. & / %(!(.. & / $()''(, )-.
24 Lánghegesztés: s: acetilén 0.'1 2.) '''. :;<=%55!) -))*.
25 Lánghegesztés:oxigén 3>)?! 1
26 Lángtechnológiák, tömítésekt
27 Palackok kezelése/sz se/szállítása
28 Palackok színjelölése (MSZ EN A?55B?
29 Palackok azonosítása- banáncímke
30 Gázellátó rendszerek &3...))*))* &C))* &3) &3)-*,- )*
31 Gázellátó rendszerek
32 Idszakos vizsgálatok (HBSZ)
33 Káresetek 7) 7) 7)*)
34 Káresetek, vágásv
35 Lángvágás 1. Hevítés éghetgáz-oxigén lánggal a fém gyulladási hmérsékletére 2. A felhevített fém elégetése oxigén sugárban 3. A keletkezett égéstermék kifúvatása oxigén sugárral
36 Autogéntechnikai eljárások Lánghegesztés Lángvágás Lángegyengetés El-, utómelegítés Hkezelés/felületkezelés Keményforrasztás
37 Autogéntechnika EVE (Egyéni védeszkv eszközök) k)
38 Ivhegesztések sek A munkadarab megolvasztása elektromos ívvel történik Az elektromos ív ionizálja a levegt - védelem Az ív létrehozása hegesztgéppel történik (egyen-, /egyenes v. fordított polaritás/ v. váltóáram)
39 Speciális veszélyek Fény, sugárzás Elektromos áramütés, Ht víz, Fröcskölés, füst, gáz Hegeszt pajzsok: kézi pajzs fejpajzs automata fejpajzs frisslevegs Védüveg számozása: 9-13 áramersség alapanyag (pl.alumínium ers fény) küls fényviszonyok (sötét rosszabb) eljárás (AWI-hoz ersebb)
40 Veszélyek - áramütés
41 Veszélyek Áramforrás áramütés veszélye -gyártó használati utasítása szerint -szabályszer, mechanikai sérüléstl védett hálózati csatlakoztatás -techn. berendezéseket nem áramvezetésre használva -áramforrások -sorba kapcsolás tiltott -megfelel érintésvédelem: védvezetv. ketts sziget -közvetlen érintéstl védett (burkolatok) (szigtelések) -megfelel védettség: por-víz behatolása rendell mködés melegedés -leválasztás mozgatás csak terheletlen állapot -bekapcsolási idt (BI) túllépni Tilos! Ívhegeszt áramforrások terhelhetségének jellemz adata: a terhelési id és a teljes id hányadosa BI= ahol: ciklusid: fid + mellékid (heg id) (segédmvelet) teljes ciklusid: 10 perc
42 Veszélyek Testkábel, munkakábel -áramer sségnek megfelel keresztmetszet -fémtiszta helyen, biztonságosan rögzített Alapanyag (munkadarab) - földelés -megfelel keresztmetszet -jó villamos kapcsolatot biztosítva Csak a hegesztend tárgyon keresztül szabad földelni!
43 Argonvédgázos Wolframelektródás Ívhegesztés (AWI/AVI TIG, WIG) DE
44 AWI pisztoly/ég & &DE
45 Megfelel gázmennyiség/gáztípus pus: Argon (min. 4.6), Ar % H 2 Ar % He Hélium
46 Gázok hatása Ar + H 2 Ar+He Argon Ív hmérséklet Hbevitel Hegesztési teljesítmény
47 (Volfrám m elektróda) - tájékoztatás Lantán-oxiddal ötvözött volfrám (WL) nagy izzási hmérséklet (~4200 C), hosszú élettartamú, kiváló hegesztési tulajdonságú. Cirkónium-oxiddal ötvözött volfrám (WZ) Tiszta volfrám (W/WP) kis izzási hmérséklet (~3360 C), egyenáramnál nehezen gyújt. Tórium-oxiddal ötvözött volfrám (WT) nagy izzási hmérséklet (~4000 C), hosszú élettartamú, jó hegesztési tulajdonságú, de radioaktív. nagy izzási hmérséklet (~3800 C), könnyfémek hegesztéséhez, váltóáramú hegesztéshez, kiváló ívgyújtási tulajdonságú. Cérium-oxiddal ötvözött volfrám (WC) nagy izzási hmérséklet (~3800 C), kis párolgási veszteség, kis árammal végzett, egyenáramú hegesztéshez.
48 Bevontelektródás kéziívhegesztés (E-Hand,, MMA)
49 Bevonat szerepe
50 Rutilos bevonat (R)
51 Bázikus bevonat (B)
52 Hegesztési si paraméterek
53 Fogyóelektr elektródás s védgázos v ívhegesztés!" # $%
54 Hegeszt huzalok Anyag: Szerkezeti acélok (MAG) ( szénacél, melegszilárd, stb.) Kiszerelés : Ersen ötvözött acélok (MAG) dob-tekercs 5 kg, 15 kg, 18 kg ( korrózióálló, saválló acélok ) hordós 200 kg, 250 kg, 400 kg Alumínium ötvözetek (MIG) Bronz huzalok (MIG Brazing) pl. CuSi3, CuAl8 (kis hbevitel technológiákhoz) Méret (átmér): 0,6; 0,8; (0,9); 1,0; 1,2; 1,6 mm Bevonat (szerk acéloknál): rézbevonattal bevonat nélkül - csupasz huzal Kivitel : Tömör Solid wire Portöltés (bázikus, rutilos, fémpor); önvéd FCW
55 Védgázok szerepe védhatás (levegtl) ívgyújtás, ívstabilitás hegesztési sebesség varratgeometria (varratalak, beolvadás) felület minsége (fröcskölés, salakképzdés) környezet (füstök, gázok kibocsátása) fémtani és mechanikai jellemzk (ötvözk kiégése, felvétele) anyagátvitel (MIG/MAG)-leolvadási teljesítmény...
56 Védgázok (besorolás s MSZ EN ISO 14175) Szerkezeti acél (82/18) Ersen ötv.acél (98/2) MIG/MAG ( CO ) CO 2 Ar/+CO 2 /(+O 2 ) +He, +NO Ar/+CO 2 /(+O 2 ) +He, +NO (Argon) Jellemz értékek CO2:5-25% O2:2-10% He:10-50% NO: ppm CO2:1-3% O2:1-3% He:10-50% NO: ppm Alumínium (100% Ar) Ar (/+He) +NO, +O 2, +N 2, He:10-90% NO: ppm O2: ppm N2: ppm
57 Paraméterek Huzal sebesség: 3-15 (30) m/min Pisztoly-darab távolság (szabad huzalhossz) : (5) 8-20 (40) mm Hegeszt áram (I): (750) A Beolvadási mélység Hegesztési feszültség (U): (45) V Varrat szélesség Hegesztési sebesség: (2000) mm/min Védgáz mennyisége: 8-20 liter/min Pisztoly mozgatásának helyzete: toló/húzó
58 Anyagátmenetek/ tmenetek/ívtípusok &' ()*+%+ %%, Impulzus ív
59 Fedettívhegeszt hegesztés (FIH SAW, UP)
60 Hegesztési si paraméterek/alkalmazhat terek/alkalmazhatóság
61 (Különb nböz technológi giák k fejldése tájékoztatás)
62 Ömleszt hegesztések sek veszélyei - összefoglalás
63 Ömleszt hegesztések sek veszélyei - összefoglalás
64 Ellenáll lláshegesztéseksek
65 Ellenáll llás s hegesztések sek - tompahegesztés
66 Tompahegesztés s változataiv
67 Tompahegesztés s változataiv
68 Tompahegesztés s változataiv
69 Ponthegesztés :)/EF(, +' - +-
70 Vonalhegesztés
71 Dudorhegesztés
* )& #* ) ; & > ( $! 1; * 1 #* 1 ( 1;!0 ) @
& #* ) ; & > ( $! 1; * 1 #* 1 ( 1;!0 ) @") ! ! " #$%&' &( ) * +#,-./0"$,/( 123-%.45,-4-,%67/7/84 &92 :9 ; 0* & 11;< =!#>!!( 1&#""1 & >()? ) 0 ; @ * )& #* ) ; & > ( $! 1; * 1 #* 1 ( 1;!0 ) @ * )&0 A#* ) 0A("
! ! " #$%&' &( ) * +#,-./0"$,/( 123-%.45,-4-,%67/7/84 &92 :9 ; 0* & 11;< =!#>!!( 1&#""1 & >()? ) 0 ; @ * )& #* ) ; & > ( $! 1; * 1 #* 1 ( 1;!0 ) @ * )&0 A#* ) 0A("
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre.
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
Hegesztés 1. Általános elvek Kézi ívhegesztés. Dr. Horváth László
 Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
HEGESZTÉS BIZTONSÁGTECHNIKÁJA. Készítette: Bujnóczki Tibor Lezárva: 2005. március 1.
 HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
A Linde Gáz Magyarország Zrt. oktatási, kutatási szolgáltatásai a hegesztés és rokontechnológiák területén
 A Linde Gáz Magyarország Zrt. oktatási, kutatási szolgáltatásai a hegesztés és rokontechnológiák területén Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Szolgáltatási
A Linde Gáz Magyarország Zrt. oktatási, kutatási szolgáltatásai a hegesztés és rokontechnológiák területén Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Szolgáltatási
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Messer Hungarogáz. Szakmai nap 2012 november 28
 Messer Hungarogáz Ipari gázok alkalmazásának biztonsági kérdései a hegesztés és rokon eljárások során Halász Gábor hegesztés-vágás szaktanácsadó Tartalom A hegesztés veszélyei összefoglalás A hegesztés
Messer Hungarogáz Ipari gázok alkalmazásának biztonsági kérdései a hegesztés és rokon eljárások során Halász Gábor hegesztés-vágás szaktanácsadó Tartalom A hegesztés veszélyei összefoglalás A hegesztés
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1. Biztonsági óvintézkedések
 KEZELÉSI UTASÍTÁS,QYHUWHUHV KHJHV]WĘJpS TIG/MMA (elektródás) hegesztéshez TIG/MMA-200 HF Forgalmazza: Centrotool Kft 1102 Budapest Halom utca 1. Tel: +36 1 260 4408 Fax: +36 1 260 4840 1 1. Biztonsági
KEZELÉSI UTASÍTÁS,QYHUWHUHV KHJHV]WĘJpS TIG/MMA (elektródás) hegesztéshez TIG/MMA-200 HF Forgalmazza: Centrotool Kft 1102 Budapest Halom utca 1. Tel: +36 1 260 4408 Fax: +36 1 260 4840 1 1. Biztonsági
Megbízhatóság, precizitás, minőség
 Professzionális bevontelektródás inverteres hegesztőgép Liftes (emeléses) AWI gyújtással Megbízhatóság, precizitás, minőség MMA - Bevontelektródás inverteres hegesztőgépek Liftes (emeléses) AWI Gyújtással
Professzionális bevontelektródás inverteres hegesztőgép Liftes (emeléses) AWI gyújtással Megbízhatóság, precizitás, minőség MMA - Bevontelektródás inverteres hegesztőgépek Liftes (emeléses) AWI Gyújtással
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
Hegesztési eljárások. Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések
 Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben
 Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek
Az egészséget nem veszélyeztető és biztonságos hegesztés HELYES GYAKORLATA Védekezés ömledék- és salakfröcsköléssel szemben A helyes gyakorlat útmutató célja a hegesztés és rokon eljárásai veszélyeinek
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Me gbízha tóság, pre cizitás, Minősé g
 BEVONTELEKTRÓDÁS koppintós AWI GYÚJTÁSSAL BLM MINI INNovatív FejlesztésekNek, a NagyteljesítméNyű IgBt -Nek, sajtolt hűtőb ordáknak köszönhetően teljesítményben ugyanazt TuDJA MINT A NAGYOK! aggregátorról
BEVONTELEKTRÓDÁS koppintós AWI GYÚJTÁSSAL BLM MINI INNovatív FejlesztésekNek, a NagyteljesítméNyű IgBt -Nek, sajtolt hűtőb ordáknak köszönhetően teljesítményben ugyanazt TuDJA MINT A NAGYOK! aggregátorról
Egyéb eljárás szerinti hegesztő. Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Hidegsajtoló hegesztés
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 2. Sajtoló hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Hidegsajtoló hegesztés A fémfelületek kohéziós
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 2. Sajtoló hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Hidegsajtoló hegesztés A fémfelületek kohéziós
HEGESZTÉSI ELJÁRÁSOK I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
Acetilén és egyéb éghető gázok felhasználása pro és kontra. Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15.
 Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
Acetilén és egyéb éghető gázok felhasználása pro és kontra Gyura László, Balogh Dániel Linde Hegesztési Szimpózium Budapest, 2014.10.15. Láng alkalmazások (autogéntechnológiák) Legfőbb alkalmazások Oxigénes
Nagysebességű Speed-Puls hegesztés
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Nagysebességű Speed-Puls hegesztés Paszternák László Qualiweld Welding & Trade Kft.; 8800 Nagykanizsa, Szemere utca 3. info@qualiweld.hu
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Nagysebességű Speed-Puls hegesztés Paszternák László Qualiweld Welding & Trade Kft.; 8800 Nagykanizsa, Szemere utca 3. info@qualiweld.hu
2 év teljeskörű, MMA AWI MIG BEVONTELEKTRÓDÁS WOLFRAMELEKTRÓDÁS FOGYÓELEKTRÓDÁS. háztól-házig garancia! Hegesztéstechnika 2014 A
 MMA AWI MIG BEVONTELEKTRÓDÁS WOLFRAMELEKTRÓDÁS FOGYÓELEKTRÓDÁS HOBBY, ÉS IPARI.. HEGESZTŐGÉPEK MAGYAR MINŐSÉG BIZTOSÍTÁS. EURÓPAI MEGFELELŐSSÉG. teljeskörű, háztól-házig garancia! Új típusok a megszokott
MMA AWI MIG BEVONTELEKTRÓDÁS WOLFRAMELEKTRÓDÁS FOGYÓELEKTRÓDÁS HOBBY, ÉS IPARI.. HEGESZTŐGÉPEK MAGYAR MINŐSÉG BIZTOSÍTÁS. EURÓPAI MEGFELELŐSSÉG. teljeskörű, háztól-házig garancia! Új típusok a megszokott
Az ITM International Kft. bemutatja
 Az ITM International Kft. bemutatja EWM kézi hegesztő berendezések A feladat Önnél a megoldás nálunk. e-mail: itminternationalkft@gmail.com website: www.itmwelding.com 4 Az ITM Hungary Kft. azzal a céllal
Az ITM International Kft. bemutatja EWM kézi hegesztő berendezések A feladat Önnél a megoldás nálunk. e-mail: itminternationalkft@gmail.com website: www.itmwelding.com 4 Az ITM Hungary Kft. azzal a céllal
Plazmavágógépek 400V LPH 35, 50, 80, 120
 Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Hegesztés 1. Bevezetés. Hegesztés elméleti alapjai
 Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
tiszta alumínium hegesztő azonos tartalmú főlemezekhez ) magnézium-alumínium hegesztő huzal aluminium flux (kínai hegesztőhuzal (általános
 magnézium-alumínium hegesztő huzal aluminium flux (kínai hegesztőhuzal (általános") Hegesztő alkalmazás Mode I Anyag Vastagság Az eljárás mm típusa Hegesztőhuzal Flux alumínium lemez és alumínium lemez Aktuális beállítás Szabályozási beállítás V 1 2 alumínium-magnézium ötvözet és alumínium-
Hegesztő alkalmazás Mode I Anyag Vastagság Az eljárás mm típusa Hegesztőhuzal Flux alumínium lemez és alumínium lemez Aktuális beállítás Szabályozási beállítás V 1 2 alumínium-magnézium ötvözet és alumínium-
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Karbantartási és Hibaelhárítási Szerződések - PMC ( Preventive Maintenance Contracts )
") Karbantartási és Hibaelhárítási Szerződések - PMC ( Preventive Maintenance Contracts ) Hegesztéstechnikai Osztály Szteránku Milán Áttekintés Főbb témák: Karbantartási és hibaelhárítási feladatok korábbi
Karbantartási és Hibaelhárítási Szerződések - PMC ( Preventive Maintenance Contracts ) Hegesztéstechnikai Osztály Szteránku Milán Áttekintés Főbb témák: Karbantartási és hibaelhárítási feladatok korábbi
FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS
 Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
A HEGESZTÉS BIZTONSÁGTECHNIKÁJA
 Hegesztések veszélyessége A legfőbb veszélyek és azok okai: A HEGESZTÉS BIZTONSÁGTECHNIKÁJA Tűz és robbanásveszély - nyomás alatt palackokban tárolt gáz (C 2 H 2, H 2 ) - nagynyomású oxigén - nem szabályozott,
Hegesztések veszélyessége A legfőbb veszélyek és azok okai: A HEGESZTÉS BIZTONSÁGTECHNIKÁJA Tűz és robbanásveszély - nyomás alatt palackokban tárolt gáz (C 2 H 2, H 2 ) - nagynyomású oxigén - nem szabályozott,
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
Kötési eljárások csoportosítása
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
Energiatakarékos inverter technológia védett, ütés és cseppálló, gumírozott masszív
 A BIKA EREJÉVEL! Európa legkönnyebb gépei a jövő formavilágában. Inverteres hegesztőgépek 130A 160A COTT 175S (160A) Felhasználható szerkezeti acél, saválló acél és ötvözött acél KAPCSOLHATÓ AWI FUNKCIÓVAL!
A BIKA EREJÉVEL! Európa legkönnyebb gépei a jövő formavilágában. Inverteres hegesztőgépek 130A 160A COTT 175S (160A) Felhasználható szerkezeti acél, saválló acél és ötvözött acél KAPCSOLHATÓ AWI FUNKCIÓVAL!
Hegesztéshez és termikus vágáshoz használt gázok és szolgáltatások fejldési irányai
 dr. Mohácsi Gábor, Gyura László, Linde Gáz Magyarország Zrt. Hegesztéshez és termikus vágáshoz használt gázok és szolgáltatások fejldési irányai A hegesztéshez és termikus vágáshoz szükséges gázok és az
dr. Mohácsi Gábor, Gyura László, Linde Gáz Magyarország Zrt. Hegesztéshez és termikus vágáshoz használt gázok és szolgáltatások fejldési irányai A hegesztéshez és termikus vágáshoz szükséges gázok és az
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
Példatár Anyagtechnológia TESZTFELADATOK
 Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
2. Körvonalazza a gázhegesztésnél alkalmazott gázok tulajdonságait és tárolásukat!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a gázhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a gázhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Hidegsajtoló hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 09 Volfrámelektródás védőgázas ívhegesztő Modul: 11457-12 Volfrámelektródás
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 09 Volfrámelektródás védőgázas ívhegesztő Modul: 11457-12 Volfrámelektródás
Tanfolyami tájékoztató
 MIOK Szeged Szakgimnázium és Szakközépiskola Tanfolyami tájékoztató ÉPÜLET-ÉS SZERKEZETLAKATOS OKJ 34 582 03 Képzés megnevezése: Épület-és szerkezetlakatos Képzés OKJ száma: OKJ 34 582 03 Jelentkezés feltételei:
MIOK Szeged Szakgimnázium és Szakközépiskola Tanfolyami tájékoztató ÉPÜLET-ÉS SZERKEZETLAKATOS OKJ 34 582 03 Képzés megnevezése: Épület-és szerkezetlakatos Képzés OKJ száma: OKJ 34 582 03 Jelentkezés feltételei:
KORSZERŰ ANYAGTECHNOLÓGIÁK (2+1; a gy - kr3)
") (annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban alkalmazott korszerű öntészeti eljárások. Az öntött
(annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban alkalmazott korszerű öntészeti eljárások. Az öntött
Maxx Gázok. vedőgázok a gyors és tiszta hegesztéshez
 Maxx Gázok vedőgázok a gyors és tiszta hegesztéshez A szénacél, szénmangán-acél és alacsonyan ötvözött acélok MAG hegesztésénél a Ferromaxx gázok használata minőségi varratot, kiváló hegesztési penetrációt,
Maxx Gázok vedőgázok a gyors és tiszta hegesztéshez A szénacél, szénmangán-acél és alacsonyan ötvözött acélok MAG hegesztésénél a Ferromaxx gázok használata minőségi varratot, kiváló hegesztési penetrációt,
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
HELYI TANTERV. Technológiai alapismeretek
 HELYI TANTERV Technológiai alapismeretek Bevezetés Alapozza meg, segítse elő a későbbi tanulmányok speciális ismereteinek elsajátítását, segítse a tanulók rendszerszemléletének mielőbbi kialakulását, a
HELYI TANTERV Technológiai alapismeretek Bevezetés Alapozza meg, segítse elő a későbbi tanulmányok speciális ismereteinek elsajátítását, segítse a tanulók rendszerszemléletének mielőbbi kialakulását, a
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
HEGESZTŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 11 1000 00 00 2. A szakképesítés megnevezése: Hegesztő 3.
KERÁMIA GYÖKVÉD ALÁTÉTEK e-katalógus. ESAB Market Communications BA/November/2004
 ERI GYÖVÉD TÉTE e-katalógus EB arket Communications B/November/2004 Ismertet eresés likk a szövegre a kívánt katalógusrész kiválasztásához F felhasználás a hajó- és hídépít iparban, a nyomástartóedények
ERI GYÖVÉD TÉTE e-katalógus EB arket Communications B/November/2004 Ismertet eresés likk a szövegre a kívánt katalógusrész kiválasztásához F felhasználás a hajó- és hídépít iparban, a nyomástartóedények
LSC LOW SPATTER CONTROL
 LSC LOW SPATTER CONTROL AZ A CÉLUNK, HOGY MINDEN ALKALMAZÁSHOZ MEGALKOSSUK A TÖKÉLETES ÍVET! JELLEMZŐK / 3 LSC: MÓDOSÍTOTT RÖVIDZÁRAS ÍV RENDKÍVÜL NAGY ÍVSTABILITÁSSAL. / Az eredmény: kiváló minőségű hegesztési
LSC LOW SPATTER CONTROL AZ A CÉLUNK, HOGY MINDEN ALKALMAZÁSHOZ MEGALKOSSUK A TÖKÉLETES ÍVET! JELLEMZŐK / 3 LSC: MÓDOSÍTOTT RÖVIDZÁRAS ÍV RENDKÍVÜL NAGY ÍVSTABILITÁSSAL. / Az eredmény: kiváló minőségű hegesztési
HASZNÁLATI ÚTMUTATÓ. TIGVERT 160/50 ADV Típusú Hegesztő inverter
 HASZNÁLATI ÚTMUTATÓ TIGVERT 160/50 ADV Típusú Hegesztő inverter 1. ÁLTALÁNOS TUDNIVALÓK------ --------------------------- Mielıtt hegeszteni kezdene, kérjük, olvassa el figyelmesen a használati útmutatót,
HASZNÁLATI ÚTMUTATÓ TIGVERT 160/50 ADV Típusú Hegesztő inverter 1. ÁLTALÁNOS TUDNIVALÓK------ --------------------------- Mielıtt hegeszteni kezdene, kérjük, olvassa el figyelmesen a használati útmutatót,
5.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Weldi-Plas termékcsalád - Plazmavágók
 Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
Weldi-Plas termékcsalád - Plazmavágók A plazmasugaras vágási technológiával olcsón, pontosan és jó minőségben darabolhatók a fémes anyagok (acélok, nemesacélok, réz és alumínium ötvöztek) 45 mm vastagságig.
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 03 Fogyóelektródás védőgázas ívhegesztő Modul: 11455-12 Fogyóelektródás védőgázas
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 03 Fogyóelektródás védőgázas ívhegesztő Modul: 11455-12 Fogyóelektródás védőgázas
2012 A MMA - BEVONTELEKTRÓDÁS, ÉRINTÉSES / LIFT-TIG / HF GYÚJTÁSÚ DC-S ÉS, AC/DC-S AWI ÉS MULTIFUNKCIÓS INVERTEREK, KIEGÉSZÍTŐK, KOPÓ- ÉS HOZAGANYAGOK
 HEGESZTÉSTECHNIKA 2012 A BEVONTELEKTRÓDÁS, ÉRINTÉSES / LIFTTIG / HF GYÚJTÁSÚ DCS ÉS, AC/DCS ÉS MULTIFUNKCIÓS INVERTEREK, KIEGÉSZÍTŐK, KOPÓ ÉS HOZAGANYAGOK GYSMI 1 EVO 105 PI EVOLUTION GYSMI 131 EVO 140
HEGESZTÉSTECHNIKA 2012 A BEVONTELEKTRÓDÁS, ÉRINTÉSES / LIFTTIG / HF GYÚJTÁSÚ DCS ÉS, AC/DCS ÉS MULTIFUNKCIÓS INVERTEREK, KIEGÉSZÍTŐK, KOPÓ ÉS HOZAGANYAGOK GYSMI 1 EVO 105 PI EVOLUTION GYSMI 131 EVO 140
Elméleti-, technikai háttér
 ÍVFÉNY ÁLTAL KELTETT SZERVETLEN EMISSZIÓ TOXIKOKINETIKÁJÁNAK VIZSGÁLATA ÁLLATMODELLBEN 1 Kővágó Csaba, 2 Májlinger Kornél, 1 Lehel József, 1 Állatorvostudományi Egyetem, Budapest, 2 Budapesti Műszaki és
ÍVFÉNY ÁLTAL KELTETT SZERVETLEN EMISSZIÓ TOXIKOKINETIKÁJÁNAK VIZSGÁLATA ÁLLATMODELLBEN 1 Kővágó Csaba, 2 Májlinger Kornél, 1 Lehel József, 1 Állatorvostudományi Egyetem, Budapest, 2 Budapesti Műszaki és
MMA/TIG DC Inverterek 230V
 MMA/TIG DC Inverterek 230V Caddy Arc 151i, 201i kezelőfelület A31, A33 A Caddy név a robusztus, tartós hegesztő berendezés szinonimája, amelyet professzionális hegesztőknek terveztek. A Caddy gépek ötödik
MMA/TIG DC Inverterek 230V Caddy Arc 151i, 201i kezelőfelület A31, A33 A Caddy név a robusztus, tartós hegesztő berendezés szinonimája, amelyet professzionális hegesztőknek terveztek. A Caddy gépek ötödik
Miért a MAHE? www.mahe.hu TERMÉKISMERTETŐ
 www.mahe.hu TERMÉKISMERTETŐ Német minőség, nagyipari felhasználásra, az ipar minden területére Miért a MAHE? Innovatív hegesztési eljárások Egyedülálló Chip tuning lehetőség 2 év garancia Itt mindenki
www.mahe.hu TERMÉKISMERTETŐ Német minőség, nagyipari felhasználásra, az ipar minden területére Miért a MAHE? Innovatív hegesztési eljárások Egyedülálló Chip tuning lehetőség 2 év garancia Itt mindenki
ÖMLESZTŐ HEGESZTÉS tantárgy követelményei a 2018/2019. tanév I. félévében
 tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
A 34. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
516. sz. Ipari Szakképző Iskola és Kollégium 7200 Dombóvár, Népköztársaság u.21.
 516. sz. Ipari Szakképző Iskola és Kollégium 7200 Dombóvár, Népköztársaság u.21. 31 521 11 0000 00 00 Hegesztő szakképesítés 2 éves Helyi tanterve 2010 Készítette: Kovács Károly műszaki tanár 1 I. Általános
516. sz. Ipari Szakképző Iskola és Kollégium 7200 Dombóvár, Népköztársaság u.21. 31 521 11 0000 00 00 Hegesztő szakképesítés 2 éves Helyi tanterve 2010 Készítette: Kovács Károly műszaki tanár 1 I. Általános
Messer újdonságok és fejlesztések
 Messer újdonságok és fejlesztések Halász Gábor hegesztés-vágás szaktanácsadó Tartalom MegaPack innováció a köteges gázellátásban Korszerű védőgázok, gyökvédelem Autogéntechnikai fejlesztések Újdonságok
Messer újdonságok és fejlesztések Halász Gábor hegesztés-vágás szaktanácsadó Tartalom MegaPack innováció a köteges gázellátásban Korszerű védőgázok, gyökvédelem Autogéntechnikai fejlesztések Újdonságok
A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
A 91. sorszámú Hegesztő megnevezésű szakképesítés szakmai és vizsgakövetelménye 1. AZ ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1.1. A szakképesítés azonosító száma: 34 521 06 1.2. Szakképesítés megnevezése:
Bevontelektródás kézi ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
Wave Form Controlled Technology. GMAW impulzus Power Mode Rapid Arc STT
 Wave Form Controlled Technology GMAW impulzus Power Mode Rapid Arc STT tartalom 1. Bevezetés 2. Az STT folyamat a) Alapáram b) Kezdeti rövidzárlat c) Pinch- áram d) A második áramesés e) Csúcsáram f) Áramlefutás
Wave Form Controlled Technology GMAW impulzus Power Mode Rapid Arc STT tartalom 1. Bevezetés 2. Az STT folyamat a) Alapáram b) Kezdeti rövidzárlat c) Pinch- áram d) A második áramesés e) Csúcsáram f) Áramlefutás
MIG/MAG Hegesztőeljárás MIG/MAG hegesztés-simon János 1
 MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
MIG/MAG Hegesztőeljárás 2013.12.03. MIG/MAG hegesztés-simon János 1 Fogalmak áttekintése Fogyóelektródás védőgázos ívhegesztő eljárás MIG= Metal Inert Gas ( inert gas= semleges gáz)= Fogyóelektródás semleges
31 521 11 0100 31 04 Gázhegesztő Hegesztő 4 2/61
 0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
FOGYÓELEKTRÓDÁS CO ÍVHEGESZTŐK
 FOGYÓELEKTRÓDÁS CO ÍVHEGESZTŐK 2012 A TRANSZFORMÁTOROS ÉS INVERTERES, MULTIFUNKCIÓS, SZINERGIKUS VEZÉRLÉSŰ ÉS KAROSSZÉRIÁS GÉPEK, TARTOZÉKOK SMARTMIG142 SMARTMIG2 MIG190 N PEARL 1804 XL PEARL 1802 MIG250
FOGYÓELEKTRÓDÁS CO ÍVHEGESZTŐK 2012 A TRANSZFORMÁTOROS ÉS INVERTERES, MULTIFUNKCIÓS, SZINERGIKUS VEZÉRLÉSŰ ÉS KAROSSZÉRIÁS GÉPEK, TARTOZÉKOK SMARTMIG142 SMARTMIG2 MIG190 N PEARL 1804 XL PEARL 1802 MIG250
Hegesztési védôgázok. A szakértelem összeköt
 Hegesztési védôgázok A szakértelem összeköt Tartalom Védôgázok kiválasztása 3 Hegesztési védôgáz komponenseinek tulajdonságai 3 Hegesztési védôgázok felhasználási eljárásai 4 Hegesztési védôgázok csoportosítása
Hegesztési védôgázok A szakértelem összeköt Tartalom Védôgázok kiválasztása 3 Hegesztési védôgáz komponenseinek tulajdonságai 3 Hegesztési védôgázok felhasználási eljárásai 4 Hegesztési védôgázok csoportosítása
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
Hegesztés és rokon eljárások. Dr. Kovács Mihály docens nemzetközi hegesztőmérnök
 Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
HEGESZTÉS BEVEZETÉS. Kötési eljárások csoportosítása. Budapesti Műszaki és Gazdaságtudományi Egyetem
 HEGESZTÉS BEVEZETÉS Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL ZÁRÓ SÚRLÓDÁSSAL ZÁRÓ ANYAGGAL ZÁRÓ Budapesti Műszaki és Gazdaságtudományi Egyetem Ék-, csap-, szegecskötés Karimás- és csavaros kötések
HEGESZTÉS BEVEZETÉS Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL ZÁRÓ SÚRLÓDÁSSAL ZÁRÓ ANYAGGAL ZÁRÓ Budapesti Műszaki és Gazdaságtudományi Egyetem Ék-, csap-, szegecskötés Karimás- és csavaros kötések
Mesterkurzusok hegeszt szakembereknek
 Mesterkurzusok hegeszt szakembereknek Hegeszt anyagok PORTÖLTÉSES HUZALELEKTRÓDÁK Dr. Tóth Károly Budapest, 2013.05.17 Az alábbiakban a fogyóelektródás ívhegesztésnél felhasználásra kerül portöltéses huzalelektródákkal
Mesterkurzusok hegeszt szakembereknek Hegeszt anyagok PORTÖLTÉSES HUZALELEKTRÓDÁK Dr. Tóth Károly Budapest, 2013.05.17 Az alábbiakban a fogyóelektródás ívhegesztésnél felhasználásra kerül portöltéses huzalelektródákkal
Kötéstechnológiák (2+1; a-k; kr3)
") (annotáció) A kötés és a kötőeljárások rendszerezése. A hegesztő eljárások elméleti alapismeretei. Lánghegesztés. Ívhegesztő (védőgázas, salakvédelmű és kombinált védelmű) eljárások. Sugárhegesztések.
(annotáció) A kötés és a kötőeljárások rendszerezése. A hegesztő eljárások elméleti alapismeretei. Lánghegesztés. Ívhegesztő (védőgázas, salakvédelmű és kombinált védelmű) eljárások. Sugárhegesztések.
MECHANIKAI TECHNOLÓGIA
 SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz
 ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
31 521 11 0100 31 02 Egyéb eljárás szerinti hegesztő Hegesztő 4 2/42
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
89.800Ft. 108.900Ft. 180-280V hálózati feszültség! A BIKA EREJÉVEL! Európa legkönnyebb gépei a jövő formavilágában. 27.900 Ft. Szettben olcsóbb!
 2013 11 A BIKA EREJÉVEL! Európa legkönnyebb gépei a jövő formavilágában. www.solter.hu Szettben olcsóbb! WP17V-12 AWI pisztoly, Reduktor 16.900 18.900 Ft Az akció kizárólag gép vásárlása esetén érvényes!
2013 11 A BIKA EREJÉVEL! Európa legkönnyebb gépei a jövő formavilágában. www.solter.hu Szettben olcsóbb! WP17V-12 AWI pisztoly, Reduktor 16.900 18.900 Ft Az akció kizárólag gép vásárlása esetén érvényes!
Maximalizálja termelékenységét
 Bármit hegeszt, az Air Products új fejlesztésű védőgáz kínálata garantáltan kiváló eredményt biztosít. Termékeinket az egyedi hegeszthetőség, a magas hegesztési minőség és a hatékony hegesztés biztosítása
Bármit hegeszt, az Air Products új fejlesztésű védőgáz kínálata garantáltan kiváló eredményt biztosít. Termékeinket az egyedi hegeszthetőség, a magas hegesztési minőség és a hatékony hegesztés biztosítása
SAJTOLÓ HEGESZTÉS 1: 0-49% ; 2: 50-59% ; 3: 60-69% ; 4: 70-79% ; 5: %
 Gépészmérnöki alapszak (BSc), nappali tagozat című tantárgy követelményei (a tanszéki egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + 1 gy, a k, 3 kredit A félév elismerésének (aláírás,
Gépészmérnöki alapszak (BSc), nappali tagozat című tantárgy követelményei (a tanszéki egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + 1 gy, a k, 3 kredit A félév elismerésének (aláírás,
Messer szakmai nap 2010.11.24
 Védőgázok hatása a hegesztés technológiára 2 2010.11.24. Készítette: Halász Gábor Védőgázok Argon (4.0; 4.6; 5.0) CO2 (ipari,) Kevertgáz Ar + 18% CO2 széles spektrumban általánosan alkalmazott keverék,
Védőgázok hatása a hegesztés technológiára 2 2010.11.24. Készítette: Halász Gábor Védőgázok Argon (4.0; 4.6; 5.0) CO2 (ipari,) Kevertgáz Ar + 18% CO2 széles spektrumban általánosan alkalmazott keverék,
ÁLTALÁNOS ISMERETEK. 3.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötéstechnológia BAGKT14NND Kreditérték:
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötéstechnológia BAGKT14NND Kreditérték:
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS?
 HEGESZTÉSTECHNIKA HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS? A hegesztés olyan két különálló fém alkatrészek közötti oldhatatlan kötés, amelyet az összekötendő alkatrészek saját anyagával, vagy hozaganyaggal
HEGESZTÉSTECHNIKA HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS? A hegesztés olyan két különálló fém alkatrészek közötti oldhatatlan kötés, amelyet az összekötendő alkatrészek saját anyagával, vagy hozaganyaggal
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Német minőség, nagyipari felhasználásra, az ipar minden területére!
 A MAHE által kifejlesztett, a világon egyedülálló HYPER Pulse, HYPER Force, HYPER Cold, HYPER Vdown hegesztési eljárásoknak köszönhetően rendkívül precíz, kevesebb utómunkát igénylő, minőségi varratok
A MAHE által kifejlesztett, a világon egyedülálló HYPER Pulse, HYPER Force, HYPER Cold, HYPER Vdown hegesztési eljárásoknak köszönhetően rendkívül precíz, kevesebb utómunkát igénylő, minőségi varratok
Programozható vezérlő rendszerek. Elektromágneses kompatibilitás II.
 Elektromágneses kompatibilitás II. EMC érintkező védelem - az érintkezők nyitása és zárása során ún. átívelések jönnek létre - ezek csökkentik az érintkezők élettartamát - és nagyfrekvenciás EM sugárzások
Elektromágneses kompatibilitás II. EMC érintkező védelem - az érintkezők nyitása és zárása során ún. átívelések jönnek létre - ezek csökkentik az érintkezők élettartamát - és nagyfrekvenciás EM sugárzások