10. SPECIÁLIS MEGMUNKÁLÁSOK
|
|
|
- Dávid Kiss
- 8 évvel ezelőtt
- Látták:
Átírás
1 10. SPECIÁLIS MEGMUNKÁLÁSOK A gépek tervezői a nagyobb fajlagos teljesítmény biztosítása, céljából nagy szilárdságú anyagokat írnak elő. Ezek mechanikai forgácsoló módszerekkel csak rendkívül nehezen munkálhatók meg. A villamos energiát mechanikai energiává való átalakítás nélkül közvetlenül hasznosító speciális megmunkálások: Szikraforgácsolás Elektrolitikus megmunkálások Ultrahangos megmunkálás Termikus anyagleválasztások - Plazmasugaras megmunkálás - Elektronsugaras megmunkálás - Lézersugaras megmunkálás

2 10.1. Szikraforgácsolás Villamosan vezető anyagok megmunkálására alkalmas. A szerszámot elektródának nevezzük.. Annál fontosabb szerepet kapnak egyéb fizikai tulajdonságok, melyek a vezetőképességgel, hőkapacitással, olvadáshővel, stb. kapcsolatosak. Eróziónak nevezzük az anyag felületén külső hatásokra létrejövő helyi roncsolódást. Eróziós hatása a szikra és ív kisülésnek van, A kisülések folyamatát megfelelően szabályozva térbeli felületek kialakítására alkalmas módszereket nyerünk, amelyek közös néve elektroeróziós megmunkálás.

3 A szikraforgácsoló megmunkálás fogalmi meghatározása Szikraforgácsolásnak nevezzük azt a megmunkáló eljárást, amelynek során két szigetelő folyadékba (munkafolyadékba) (1) merített villamos vezető elektród között kisülés-sorozatokat hoznak létre, s ennek eredményeként az egyik elektródon (munkadarabon) kialakul a másik elektród szerszám alakjának lenyomata (10.1. ábra). Kisülések akkor jöhetnek létre, ha nem érintkeznek egymással, távolságuk akkora, hogy a közöttük levő villamos feszültség képes legyen letörni a közbülső teret kitöltő munkafolyadék átütési szilárdságát.

4 10.1. ábra A szikraforgácsolás elve Előtolás-szabályozásával (2)érik el. Az impulzusokat a generátorban (3) alakítják ki.

5 A szikraforgácsolás jellemző sajátosságai Sajátossága: Nem lépnek fel mechanikai erők, amelyek a munkadarabot vagy az elektródot deformálnák, nem kíséri sorja-képződés, keménységétől függetlenül bármely villamos vezető anyag szikraforgácsolható. Fő felhasználási területei: bonyolult felületek kis keresztmetszetű nyílások, üregek készítése

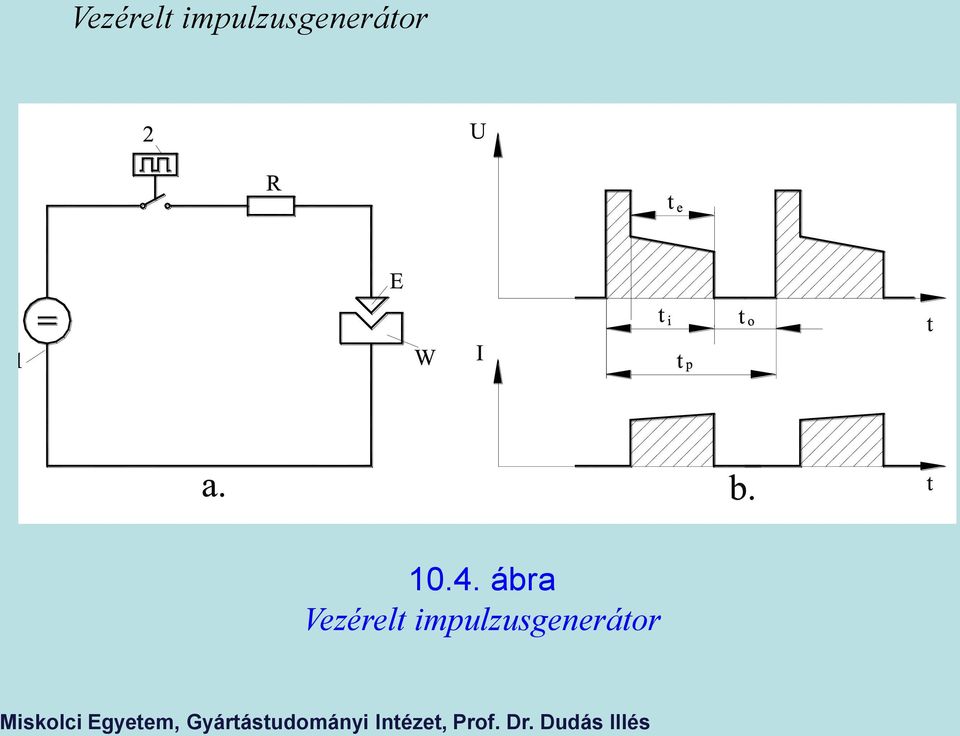
6 A szikraforgácsolás fizikai folyamata Két részfolyamata: az anyagleválasztás az eróziós termékek eltávolitása. A feszültség és áramimpulzusok időben a ábra szerinti alakúak. a-b U feszültséget a generátor előállítja b-c A kisülés létrejön c-d Az áram a szikraforgácsolás alatti impulzus alakja közelítőleg négyszög e-f a generátor e feszültséget megszünteti, a szikrakisülés megszűnik

7 10.2. ábra A szikraforgácsolás fizikai folyamata Az anyagleválasztási folyamat fizikai alapjai

8 Három szakasza: A) a vezető csatorna előkészítése és az átütés, B) a tranziens szikrakisülés és C) az instabil ívkisülés. A. Villamos tér alakul ki a-b ábra). B. A csatorna hőmérséklete gyorsan növekszik, ellenállása csökken E szakasz (szikrakisülés) (10.3.c-d ábra). C. Az ívfeszültség ívkisüléssé alakul át. A kisülési csatorna talppontjaiban túlhevített fém gőzbuborék alakjában kivetődik, miközben magával ragadja az olvadék egy részét is. Ez a köztes téren lehűl, megszilárdul és szétoszlik a folyadékban (10.3.e-f ábra).

9 10.3. ábra Az anyagleválasztási folyamat fizikai alapjai. Az eróziós termékek kiürítési folyamata Az eróziós termékek kiürítésének két szakasza: a) kivetés a kisülési csatorna talppontjában keletkező kráterből b) eltávolítás az elektródok közötti térből.
 eltávolítás az elektródok")
10 A szikraforgácsolás mint megmunkáló folyamat Folyamat lényeges eleme az, hogy a kisülés csak korlátozott ideig maradjon fenn. A szikraforgácsolás azáltal válik megmunkáló, leképező folyamattá, hogy a villamos energia időben és térben korlátozott kisülések sorozata formájában alakul át főként hővé, és két egymást követő kisülés - vagy kisülés-sorozat - nem ugyanott következik be. Szikraforgácsoló kisülések gerjesztése Két generátor fajta használatos: vezérelt relaxiációs

11 Vezérelt impulzusgenerátor ábra Vezérelt impulzusgenerátor
12 Relaxációs generátor ábra Relaxációs generátor

13 Impulzusok jellemzői ábra Impulzusok jellemzői

14 Szikraforgácsoló gépek felépítése A tömbelektródás és a huzalelektródás gépeket alkalmazzák az ipari gyakorlatban. Tömbelektródás szikraforgácsoló gépek Jellemzőjük, hogy elektródájuk többnyire jellemzően 3 dimenziós, és az alakképzés egyetlen irányú, elektródhézag szabályozó mozgás révén előálló előtoló mozgással az elektróda alak átmásolásából áll.

15 10.7. ábra Tömbelektródás szikraforgácsoló gép elvi vázlata O) orsó, B) elektróda befogó, E) ellensúly V) szabályozó, S) szoleonid tekercs, K) koordináta asztal, M) munkafolyadék, G) szikragenerátor
 munkafolyadék, G)")
16 Huzalelektródás szikraforgácsoló gépek ábra Huzalelektródás szikraforgácsoló gépek felépítése M) munkadarab, NC) asztal, munkadarab, NC vezérlő, G) szikragenerátor
")
17 Technológiai jellemzői A szikraforgácsolás technológiai jellemzői a következők: a forgácsteljesítmény, az elektród térfogatkopása, az elektródköz mérete, a felület érdessége és a szikraforgácsolástól károsodott felületi réteg vastagsága. A forgácsteljesítmény és az elektród térfogatkopása A leváló anyag térfogata (V We ) annál nagyobb, minél nagyobb a kisülés energiatartalma. Az elektródról leváló és ugyanannyi idő alatt a munkadarabról leválasztott anyagtérfogat viszonyát, az elektród viszonylagos térfogatkopását használjuk v V V (vagy E W v V E % 100) V W

18 Az áramerősség hatása A ábra a forgácsteljesítmény és az elektródkopás alakulását mutatja a munkaáram - illetve a kisülési áram - függvényében ábra Forgácsteljesítmény és elektródkopás alakulása [115]

19 Az elektródköz mérete Az egyenközű elektróddal szikraforgácsolt lyuk hosszszelvényének alakulását szikraforgácsolás közben a ábrasorozaton szemléltetjük. Ezt homlokköznek (s F ) hívjuk. Ugyancsak rés alakul ki az elektród oldalfelülete és a munkadarab között is, ezt oldalköznek (s) hívjuk ábra A szikraforgácsolt üreg és lyuk hossz-szelvényének alakja

20 A szikraforgácsolt felület érdessége Folyamatosan szikraforgácsolt felületen a kráterek sűrűn helyezkednek el, és átszelik egymást, ezért nehezebben felismerhető ( ábra) ábra A szikraforgácsolt felület jellegzetességei A szikraforgácsolt felület érdessége erősen függ a munkadarab anyagától. Általában minél nehezebben megmunkálható az anyag, annál kevésbé lesz érdes a felület. Az érdességet befolyásolja azonban az elektród anyaga is.

21 A ábrán kapcsolatuk jellegét szemléltetjük. Változatlan kisülési áram esetén az impulzusidő növekedésekor a felület érdessége kezdetben rohamosan, majd egyre csökkenő mértékben növekszik ábra Az érdességet befolyásoló tényezők
22 A szikraforgácsolástól károsodott felületi réteg vastagsága A szikraforgácsolt felületi rétegben a kisülések hőhatására változások következnek be, s ezek a réteg mikroszerkezete, keménysége, feszültségi állapota és vegyi összetétele Munkafolyadék Az elektródköz kényszeröblítése, vagyis a szennyezett munkafolyadék (Dielektrikum) eltávolítása és helyébe tiszta folyadék bejuttatása a szikraforgácsolás eredményét, technológiai jellemzőinek alakulását tekintve igen fontos tényező.
23 A felületi réteg tulajdonságai Megváltozik a legkülsőbb réteg szövetszerkezete, keménysége, maradó feszültség állapota, vegyi összetétele. A maratott csiszolaton három jól elkülöníthető réteget különböztetünk meg: Fehér réteg Megváltozott szövetszerkezetű réteg Alapanyag A fehér réteg a szikrakisülés alatt megolvadt, majd visszadermedt
24 ábra Felületi rétegtulajdonságok változása
25 A fehér rétegben a beedződött acél (martenzit) és a különféle megeresztési szövetszerkezetek sorakoznak. Itt jelentős nyomómaradó feszültségi állapot mutatható ki. E két réteget együtt károsodott rétegnek is hívják ábra A károsodott réteg alakulása
26 A szikraforgácsolt felület tehát igen kemény kopásálló Elektrolitikus megmunkálások Az elektromos áram elektrokémiai hatásán alapulnak az elektrolitikus megmunkálások. Ezek az úgynevezett anódikus oldás jelenségét hasznosítják, ezért mielőtt a részletes tárgyalásra térnénk, célszerű ezzel közelebbről megismerkedni.
27 ábra A vas anódikus oldása konyhasó oldatban
28 A két elektródon lejátszódó folyamatok a következők: Anód: Katód: - töltéscsere - töltéscsere - fém leválasztás - fém kiválás - O2 keletkezik - H2 keletkezik Négy anódikus oldáson alapuló megmunkálási eljárást tárgyalunk a tananyagban: Elektrokémiai maratás Elektrokémiai polírozás Anódmechanikus megmunkálás Elektrokémiai köszörülés Elektrokémiai maratás Az eljárás lényegét a ábra alapján tanulmányozhatjuk. Működése a következő: A G áramforrás (+) kapcsát munkadarabhoz, a (-) kapcsát a szerszámhoz csatlakoztatjuk. Az O orsó és az Sz szerszám Vs állandó, de állítható előtolást kap.
29 A szerszámon keresztül nagy nyomású elektrolitot áramoltatunk a szerszám és munkadarab [W] közötti résbe. Az anódikus oldás hatására a szerszám alakja közelítőleg átmásolódik a munkadarabba ábra Az elektrokémiai marató gép vázlata A-gépasztal; C-centrifuga; E-elektrolit tartály; F-szűrő; G-áramforrás; H-elszívó harang; O-orsó; P-elektrolit szivattyú; s-elektródrés; se-előtolás sebesség; Szszerszám; T-elektrolit gyűjtő tálca; V-elszívó ventilátor; W-munkadarab
30 Az eljárás jellemző technológiai tulajdonságait: Az anyagleválasztás döntő mértékben az áramerősség függvénye. A szerszám mint katód csak töltéscserélő szerepet játszik, nem kopik, nem hízik a folyamatban, méretét és alakját megtartja. Forgács helyett vízben oldhatatlan csapadék (FeOH2) keletkezik. Az intenzív áram nagy hőfejlődést is eredményez, ezért a folyamatos hűtésről gondoskodni kell. Hidrogén keletkezik, ami könnyen meggyúl, sőt robban, ezért a munkatérből elszívással el kell távolítani. Az elektrolit víz bázisú, nem nőhet tehát a hőmérséklet 100 oc fölé, vagyis az eljárás szövetszerkezeti elváltozásokat nem okoz. Maradó feszültségek nem keletkeznek egyenletes, sima lesz a felület. Nincs roncsolás. Az alkatrész mechanikai tulajdonságai nem befolyásolják a megmunkálást, tehát edzett anyagok is jól megmunkálhatók. A munkarés kicsiny. Alakhű másoláshoz nagy teljesítményre van szükség. Nincs szükség több pontosbítási fokozatra, bonyolult felületek is egy elektródával elkészíthetők. A vizet pótolni kell. Nagy nyomású, turbulens áramlást biztosító elektrolit áramoltatás nélkül a folyamat nem tartható fenn.
31 A felületminőség alakulása ábra Különféle keménységű acél (I-II) megmunkálhatósága forgácsolással (F), szikraforgácsolással (EDM), és elektorkémiai maratással (EKM)
32 Így a jól forgácsolható anyagnál már egészen finom felület esetén is a forgácsolás a leggazdaságosabb, míg a nehezen forgácsolható anyag esetén a legfinomabb felületi előírásnál az EKM a legtermelékenyebb, ezt követi a forgácsolás, és a szikraforgácsolás csak durva felületi előírások esetén versenyképes.
33 Elektrokémiai polírozás (fényesítés) ábra Az elektrokémiai polírozás elvi vázlata a-munkadarab (anód); b-szerszámelektród (katód); c-elektrolit
34 Az áram megindulásával az anódikus oldás megkezdődik. Az áram a kiemelkedő érdességi csúcsokon koncentrálódik, míg a mélyedéseket az elektrolitból képződő sófilm erősen passzíválja. Emiatt a felület egyenetlenségei fokozatosan lemunkálódnak ( ábra), a felület kisimul és szép fényt nyer (anódcsillogás). A folyamatot három fontos paraméter befolyásolja: áramsűrűség, az elektrolit hőmérséklete, a polírozás időtartama ábra A felület kisimulásának fázisai
35 ábra Az áramsűrűség hatása az anyagleválasztás sebességére
36 Anódmechanikus megmunkálás Ez a megmunkálási módszer az elektroeróziós, elektrokémiai megmunkálások és a mechanikus csiszolás kombinációja és forgácsoló szerszámok élezésére fejlesztették ki ábra Az anódmechanikus megmunkálás elvi vázlata R) szabályozó ellenállás, T) forgó szerszámtárcsa D) munkafolyadék, M) munkadarab
37 ábra Az anyagleválasztás mechanizmusa A) anódhártya, E) elektrolit, H) hártya vékonyodás, I) szikrakisülés, L) levált részecskék, T) elektródtárcsa, V) főmozgás sebessége
38 A szerszám öntöttvasból készül, a munkadarab bármilyen villamosan vezető anyag lehet. Keményfém is jól megmunkálható. A munkafolyadék általában vízüveg ábra A feszültség hatása a forgácsteljesítményre
39 ábra Az áramsűrűség hatása
40 Az anódmechanikus megmunkálási eljárást elsősorban kemény, nehezen forgácsolható anyagok megmunkálására alkalmazzák. Az elektrokémiai hatás következtében a megmunkálásnál sorja nem keletkezik. Ezért gyakran használjuk, ha a sorja elkerüléséhez külön érdek fűződik. Acélok nagyjából azonos teljesítménnyel munkálhatók meg. Keményfémnél szer kisebb a teljesítmény, de jóval nagyobb, mint hagyományos köszörülésnél. Elektrokémiai köszörülés (Elizálás) Az elizálást tulajdonképpen az anódmechanikus megmunkálás helyett alkalmazható, és elsősorban keményfém szerszámok élezésére alkalmas.
41 Az elizálás elvi alapjai Az eljárás elvi vázlatát a ábrán mutatjuk be. Az élezendő szerszámot (munkadarab) egy egyenáramú áramforrás (elizáló generátor) pozitív sarkára kapcsoljuk és a negatív pólusra kapcsolt v sebességgel forgó elizáló tárcsához szorítjuk p nyomással, miközben elektrolit sugarat bocsátunk a résre ábra Az elektrokémiai köszörülés elvi vázlata B) elektrolit ellátás, E) elizáló tárcsa, M) munkadarab, O) szigetelt orsó
42 A meginduló áram hatására az anódikus oldás jelensége áll elő. Az elizáló tárcsa olyan elektromosan vezető kötőanyagú köszörű korong, melybe gyémánt szemcsék vannak ágyazva ( ábra).a szemcsék feladata kettős: részben mint szigetelők meghatározzák a munkarés méretét, ezzel biztosítják a folyadékáramlást és kizárják a rövidzárlat lehetőségét. Másrészt a fellazított anyagot, és az elektrolitból a felületre rakódott, passziválódott réteget is eltávolítják a csiszoló szemcsék, ezzel biztosítva az elektrokémiai folyamat feltételeit. Az anyagleválasztás az anódikus oldásból adódik, a mechanikus köszörülés szerepe csak járulékos tényező.
43 ábra Az elizálás anyagleválasztási folyamata 1) csiszoló szemcsék, 2) fém kötőanyag, 3) keményfém felület, 4) nehezen oldódó fellazított réteg, 5) elektrolit
44 ábra Az elizáló tárcsa szerkezete 1) fém korongtest, 2) gyémánt szemcsés réteg, 3) SiC szemcsés réteg, 4) kötőréteg
45 Az elizálás pontossága ábra Alakhiba keletkezése sík elizálásánál
46 Az elizált felület minősége ábra Az érdesség változása a szemcsenagyság függvényében 1) gyémántszemcsés köszörülés, 2) elizálás
47 Alkalmazási terület, gazdaságosság ábra Elizálás összehasonlítása az egyéb köszörülési eljárásokkal
48 10.3. Megmunkálás ultrahang alkalmazásával Az ultrahangos megmunkálás a rezgések mechanikai energiáját csiszoló szemcsék felgyorsításával közvetve hasznosítja. Az eljárás tehát lényegében mikroforgácsolás, ahol a forgácsoló mozgást a hagyományostól eltérő módon hozzák létre. Az ultrahang előállítása A hangforrásokkal szemben az alábbi követelményeket támasztjuk: hangolhatóság hangerő szabályozás stabilitás jó sugárzó képesség megfelelő frekvencia tartomány nagy teljesítmény
49 ábra A magnetosztrikció elve
50 Az ultrahangos megmunkálás céljaira a magnetosztrikciós hatás a legalkalmasabb rezgéskeltő. Előnyei: a szokásos 20 khz körüli tartományban jó a hatásfoka nagy teljesítményt nyújt széles skálában külső behatásokra [víz, nyomás, stb.] érzéketlen megfelelő hűtéssel nagy az élettartama viszonylag egyszerű, olcsó
51 ábra A koncentrátor működése
52 Az anyagleválasztás mechanizmusa ábra Anyagleválasztás ultrahangos megmunkálásnál S) szerszám, p) nyomás, M) munkafolyadék, W) munkadarab, C) csiszolószemcsék
53 A koncentrátor végére erősített S szerszámot p nyomással az M munkafolyadékba merített munkadarabhoz W nyomjuk. Minthogy a munkafolyadék csiszolószemcséket C is tartalmaz, ezek a szerszám és a munkadarab közé ékelődve, bizonyos távolságban tartják őket egymástól. A szerszám axiális rezgéseket végez és alakja folyamatosan átmásolódik a munkadarabra. Közben maga is kopik.
54 Az anyagleválasztás folyamata 4 féle hatásból tevődik össze: a nagy méretű szemcsék a rideg anyagoknál mikro forgácsolásszerű anyagleválasztást hoznak létre, a kisebb méretű szabad szemcsék a folyadékban tömegüknek megfelelő amplitudójú rezgéseket végeznek és ezzel mintegy csiszolásnak vetik alá a felületet, simítanak, a nagy energiájú és sebességű rezgés hatására a folyadékban kavitáció keletkezik, szintén koptatja a szerszámot és munkadarabot, a folyadékban oldott vegyszerekkel kémiai anyagleválasztást lehet elérni. Egy ultrahangos megmunkáló gép elvi vázlatát a ábrán mutatjuk be.
55 ábra Ultrahangos megmunkálógép elvi vázlata 1) magnetosztriktor, 2) koncentrátor, 3) a szerszámfelület, 4) hűtőköpeny, 5) ellensúly, 6) géptest, 7) munkadarab, 8) szivattyú, 9) munkafolyadék tartály, 10) nyomást adó súly
56 z ultrahangos megmunkálás technológiai jellemzői, ermelékenysége ontosabb technológiai jellemzői: a rezgés sebessége frekvencia, amplitudó, munkadarab anyaga nyomás, megmunkált felület nagysága, szemcseanyag szemcsenagyság, munkafolyadék szemcse-koncentráció a folyadékban, előtolási sebesség, szerszámkopás fajlagos szerszámkopás, a munkafolyadék keringetés a furat mélysége,
57 A ultrahangos megmunkálás pontossága A megmunkálási pontosság a hagyományos eljárások hibaokozói mellett (kinematikai pontosság, beállítási hibák, stb.) nagymértékben függ a speciális alakképzési problémáktól. A szerszám általában maga is kopik.
58 Az ultrahangosan megmunkált felület minősége A felület érdessége sok paramétertől függ. Ilyenek: a szemcseméret a munkadarab fizikai-mechanikai tulajdonságai a szerszám rezgésamplitudója a szerszám érdessége a szemcsét szállító folyadék tulajdonságai
59 ábra A szemcseméret hatása az érdességre rideg anyag megmunkálásakor 1.1) üveg oldalfelület, 2) keményfém oldalfelület, 3) üvegfenék, 4) keményfém fenék
60 Az ultrahangos megmunkálás alkalmazási területe Az ultrahangos megmunkálást nagyon kemény, rideg anyagok megmunkálásánál alkalmazzák. Minthogy a munkadarabnak nem kell elektromosan vezetni, nemfémes anyagok megmunkálására is alkalmas. Az eljárást leginkább a finommechanikában, precíziós szerszámok [pl. húzókövek, kivágó és fröccsöntő szerszámok] gyártásában lehet hasznosítani. Az üveg megmunkálása igen jól végezhető Pontos munka végezhető optikai lencsék csiszolásánál, díszítő gravírozásnál. SiC szemcséket szoktunk alkalmazni. A félvezetők megmunkálása nem sokkal nehezebb. A drágakövek megmunkálása egy fokkal nehezebb. A kerámia aránylag jól munkálható meg. Elsősorban húzókövek és forgácsoló szerszámok esetén alkalmazzuk.
61 10.4. Termikus anyagleválasztás Plazmasugár alkalmazása a forgácsolásban Régóta ismert tény, hogy magasabb hőmérsékleten az anyagok keménysége és szívóssága jelentősen csökken. Ebben az állapotban végezve a forgácsolást jóval kisebb forgácsolási ellenállással kell számolni, vagyis a leválasztási teljesítmény jelentősen növelhető. Ez az ún. meleg forgácsolás lényege. A plazma az anyag negyedik halmazállapota, melyben részecskék közepes kinematikai energiája [W] nagyobb az ionizációs potenciál [U 3 ] energia tartalmánál [10 ev], vagyis megindul az atomok részekre való bomlása, az atommagról leszakad az elektron, ionok képződnek. Ugyanakkor a plazmában w nem haladja meg a 10 6 ev értéket. [1 ev értéke közelítőleg 0, K ]. Ipari célra a plazmát a Joule-effektus felhasználásával, hevítéssel, állítják elő. Ily módon max K hőmérsékletű plazma hozható létre.
62 A plazma-pisztolyban elhelyezett wolfram elektróda [-] és a munkadarab [+] között keletkezik az ív. Ez a külső-ívű fej jellegzetessége. Nemfémes anyagok csak belső-ívű pisztollyal munkálhatók meg, ahol az ív a szerszámon belül helyezkedik el. A felületre merőlegesen eső plazmasugár középpontjában maximális a hőintenzitás.
63 ábra A plazmasugár hőeloszlása q 2m maximális hőintenzitás, d n melegített pont névleges átmérője
64 plazmasugár effektív hőteljesítményét az alábbi fontosabb tényezők folyásolják: a pisztoly szerkezeti kialakítása, az áramerősség, a gázfogyasztás, a pisztoly és munkadarab közti távolság, az ívcsatorna és a fúvóka átmérője.
65 Plazmás forgácsolás ábra A Ho-Mach rendszer elvi vázlata
66 Plazmasugaras megmunkálás ábra Plazmasugaras esztergálás vázlata a) plazmaégő, b) munkadarab, c-d) forgásirányok e)előtolás g) plazmasugár, h) plazmasugár alsó éle α) vezető szög, ß) vágószög, δ) függőleges szög
67 A plazmasugaras megmunkálás elsősorban nagyolásra alkalmas. Elektronsugaras megmunkálás Elektronsugaras fúró és maró berendezéseknél az elektronsugár átmérője 10μm alatt van, ehhez a gyorsító feszültség ingadozása a névleges feszültség max szerese lehet.
68 ábra Fény- és elektronsugaras rendszerek S) fényforrás, I) kolliméter lencse, II) fókuszáló lencse a) katód, b) kilépési apertúra, c) gyorsító apertúra, d) fókuszáló elektromágneses tekercs, e) nagyfeszültség
69 ábra Elektronsugaras berendezés vázlata a) katód, b) Wehnelt lencse, c) anód, d) vezérlő rendszer, e) wolfram rekesz, f) sztereo mikroszkóp, g) védőüveg,h) elektromágneses lencse, i) eltérítés vezérlés, k) elektron sugár, l) munkadarab, m) fényforrás
70 A berendezéssel szemben támasztott legfontosabb követelmények: nagy teljesítmény sűrűség kis felületen energiaközlés rövid impulzusokban az elektronok hatótávolsága és a gyorsító feszültség illesztése az adott feladathoz megfelelő sugárvezetés és vezérlés biztosítása
71 Lézersugaras megmunkálás Mivel megmunkáláshoz általában szilárdtest-lézert alkalmaznak, egy rubin lézer működését ismertetjük vázlatosan a ábra alapján ábra Szilárdtest-lézer elrendezés forgási ellipszoidban
72 ábra Lézer és a fókuszáló optika által létrehozott fényfolt
73 ábra Derékszögű nyalábkeresztmetszet létrehozása hengerlencsékkel a) szférikus lencse változtatható gyújtótávolsággal, b) hengerlencsék, c) képsík
74 Ez különösen marásnál, vagy vékony huzalok darabolásánál jár jelentős eredménnyel. Lézerrel működő fúró-maró gép elvi vázlatát a ábra mutatja. A rubinlézer fénye a munkaasztalra [h] fókuszálható. A fényt a zár (l) nyitott állapotában az okulárral [a] beállítható helyekre irányíthatjuk, hogy a furatok a kívánt helyre kerüljenek. A tápegységben 60 kw sec energia tárolható. Bemenő teljesítmény 5 kw. Másodpercenként 10 w sec energiát villant fel. Furatátmérő 10μm 1 mm-ig változtatható. Maximális horonyhossz 15 mm. A lézersugaras megmunkálás előnyei: nincs szükség vákuumra jól irányítható nincs tértöltési probléma nem lép fel röntgensugárzás Hátrányai: kicsi a hatásfoka [<1%] kimenő teljesítmény nehezen szabályozható minimális fókuszfolt átmérő a fény hullámhosszától függ
75 ábra Lézer fúrógép elvi vázlata a) okulár, b) prizma, c) sugárnyalábot szétválasztó prizma, d) objektív, b) e) monitor, g) lencse rendszer fej, h) koordinátaasztal, i) mozgatható sarokreflektor, k-l) rubin, -zár, ii) m) higanygőzlámpa, n) kondenzor
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
10. Különleges megmunkálások. 11. Elektroeróziós megmunkálások. Elektroeróziós megmunkálások. Különleges megmunkálások csoportosítása
 10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
12. Kükönleges megmunkálások
 12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 3.1. Szikraforgácsolás elmélete
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 3.1. Szikraforgácsolás elmélete
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
Elektromos áram. Vezetési jelenségek
 Elektromos áram. Vezetési jelenségek Emlékeztető Elektromos áram: töltéshordozók egyirányú áramlása Áramkör részei: áramforrás, vezető, fogyasztó Áramköri jelek Emlékeztető Elektromos áram hatásai: Kémiai
Elektromos áram. Vezetési jelenségek Emlékeztető Elektromos áram: töltéshordozók egyirányú áramlása Áramkör részei: áramforrás, vezető, fogyasztó Áramköri jelek Emlékeztető Elektromos áram hatásai: Kémiai
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
2.4. ábra Alkalmazási területek
 Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Különleges megmunkálási technológiák M_aj003_1
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Fémipar: köszörülés, szerszámélezés
 Fémipar: köszörülés, szerszámélezés Eredményes munkát csak jól élezett szerszámmal tudunk végezni. A köszörülés (szerszámélezés) célja, hogy a kéziszerszámok élezését a megmunkálandó anyagtól függően a
Fémipar: köszörülés, szerszámélezés Eredményes munkát csak jól élezett szerszámmal tudunk végezni. A köszörülés (szerszámélezés) célja, hogy a kéziszerszámok élezését a megmunkálandó anyagtól függően a
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
Elektromos áram, egyenáram
 Elektromos áram, egyenáram Áram Az elektromos töltések egyirányú, rendezett mozgását, áramlását, elektromos áramnak nevezzük. (A fémekben az elektronok áramlanak, folyadékokban, oldatokban az oldott ionok,
Elektromos áram, egyenáram Áram Az elektromos töltések egyirányú, rendezett mozgását, áramlását, elektromos áramnak nevezzük. (A fémekben az elektronok áramlanak, folyadékokban, oldatokban az oldott ionok,
Orbitool Sorjázó szerszám
 Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
FORM 2000 és FORM 3000 a legnagyobb precizitáshoz összetett alkalmazásoknál
 Alkalmazások FORM 2000 és FORM 3000 a legnagyobb precizitáshoz összetett alkalmazásoknál Kis aláméretezés Tömbös szikraforgácsolás egy kis aláméretezésû elektródával Munkadarab anyaga: Acél 1.2343 Elektróda
Alkalmazások FORM 2000 és FORM 3000 a legnagyobb precizitáshoz összetett alkalmazásoknál Kis aláméretezés Tömbös szikraforgácsolás egy kis aláméretezésû elektródával Munkadarab anyaga: Acél 1.2343 Elektróda
1. A megmunkálási módok osztályozása
 1. A megmunkálási módok osztályozása Bővebb értelmezésben: - tömeg csökkentő (anyagszétválasztó) - tömeg megtartó - tömeg növelő Alaptechnológiák: - forgácsolás - képlékeny alakítás - egyéb pl. forgácsoló
1. A megmunkálási módok osztályozása Bővebb értelmezésben: - tömeg csökkentő (anyagszétválasztó) - tömeg megtartó - tömeg növelő Alaptechnológiák: - forgácsolás - képlékeny alakítás - egyéb pl. forgácsoló
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához
 PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához ÚJ Új, bővített felületmegmunkálási program Négy speciális kivitel a durvától a finom felületmegmunkálásig Kiváló termékek
PNER vlies-szerszámok a PFERD-től Profi szerszám igényes felületek előállításához ÚJ Új, bővített felületmegmunkálási program Négy speciális kivitel a durvától a finom felületmegmunkálásig Kiváló termékek
CÉGÜNKRŐL CÉGÜNKRŐL CÉGÜNKRŐL
 CÉGÜNKRŐL Vállalkozásomat 1986-ban indítottam el, az akkori lehetőségek keretei között egyéni vállalkozóként, majd 1996-ban létrehoztam a kft-t. Folyamatosan építettük ki a fémtömegcikkek gyártásához szükséges
CÉGÜNKRŐL Vállalkozásomat 1986-ban indítottam el, az akkori lehetőségek keretei között egyéni vállalkozóként, majd 1996-ban létrehoztam a kft-t. Folyamatosan építettük ki a fémtömegcikkek gyártásához szükséges
3. METALLOGRÁFIAI VIZSGÁLATOK
 3. METALLOGRÁFIAI VIZSGÁLATOK MEGBÍZHATÓSÁGI HIBAANALITIKA VIETM154 HARSÁNYI GÁBOR, BALOGH BÁLINT BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS DEPARTMENT OF ELECTRONICS TECHNOLOGY BEVEZETÉS metallography
3. METALLOGRÁFIAI VIZSGÁLATOK MEGBÍZHATÓSÁGI HIBAANALITIKA VIETM154 HARSÁNYI GÁBOR, BALOGH BÁLINT BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS DEPARTMENT OF ELECTRONICS TECHNOLOGY BEVEZETÉS metallography
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
ELEKTRONIKAI ALKATRÉSZEK
 ELEKTRONIKAI ALKATRÉSZEK VEZETÉS VÁKUUMBAN (EMISSZIÓ) 2. ELŐADÁS Fémek kilépési munkája Termikus emisszió vákuumban Hideg (autoelektromos) emisszió vákuumban Fotoelektromos emisszió vákuumban KILÉPÉSI
ELEKTRONIKAI ALKATRÉSZEK VEZETÉS VÁKUUMBAN (EMISSZIÓ) 2. ELŐADÁS Fémek kilépési munkája Termikus emisszió vákuumban Hideg (autoelektromos) emisszió vákuumban Fotoelektromos emisszió vákuumban KILÉPÉSI
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval
 passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
Különleges gyártástechnológiák (BSc)
") 1. A megmunkálási módok osztályozása Bővebb értelmezésben: Különleges gyártástechnológiák (BSc) www.uni-miskolc.hu/~ggytmazs - tömeg csökkentő (anyagszétválasztó) - tömeg megtartó - tömeg növelő Alaptechnológiák:
1. A megmunkálási módok osztályozása Bővebb értelmezésben: Különleges gyártástechnológiák (BSc) www.uni-miskolc.hu/~ggytmazs - tömeg csökkentő (anyagszétválasztó) - tömeg megtartó - tömeg növelő Alaptechnológiák:
Reszelők, ráspolyok. edzése biztosítja a magas keménységet és forgács-teljesítményt. - simító vágás... 3 - kettős simító vágás...
 Reszelők, ráspolyok Reszelők, ráspolyok vágási finomsága és jele: durvavágás... elővágás... A reszelők alapanyaga speciális, jó minőségű szerszámacél, melynek sófürdőben való félsimító vágás... edzése
Reszelők, ráspolyok Reszelők, ráspolyok vágási finomsága és jele: durvavágás... elővágás... A reszelők alapanyaga speciális, jó minőségű szerszámacél, melynek sófürdőben való félsimító vágás... edzése
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Szakértesítő 1 Interkerám szakmai füzetek A folyósító szerek viselkedése a kerámia anyagokban
 Szakértesítő 1 Interkerám szakmai füzetek A folyósító szerek viselkedése a kerámia anyagokban A folyósító szerek viselkedése a kerámia anyagokban Bevezetés A kerámia masszák folyósításkor fő cél az anyag
Szakértesítő 1 Interkerám szakmai füzetek A folyósító szerek viselkedése a kerámia anyagokban A folyósító szerek viselkedése a kerámia anyagokban Bevezetés A kerámia masszák folyósításkor fő cél az anyag
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
AZ EGYENÁRAM HATÁSAI
 AZ EGYENÁRAM HATÁSAI 1) HŐHATÁS Az elektromos áram hatására a zseblámpa világít, mert izzószála felmelegszik, izzásba jön. Oka: az áramló elektronok kölcsönhatásba kerülnek a vezető helyhez kötött részecskéivel,
AZ EGYENÁRAM HATÁSAI 1) HŐHATÁS Az elektromos áram hatására a zseblámpa világít, mert izzószála felmelegszik, izzásba jön. Oka: az áramló elektronok kölcsönhatásba kerülnek a vezető helyhez kötött részecskéivel,
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
Megújuló energiaforrások
 Megújuló energiaforrások Energiatárolási módok Marcsa Dániel Széchenyi István Egyetem Automatizálási Tanszék 2015 tavaszi szemeszter Energiatárolók 1) Akkumulátorok: ólom-savas 2) Akkumulátorok: lítium-ion
Megújuló energiaforrások Energiatárolási módok Marcsa Dániel Széchenyi István Egyetem Automatizálási Tanszék 2015 tavaszi szemeszter Energiatárolók 1) Akkumulátorok: ólom-savas 2) Akkumulátorok: lítium-ion
Elektromos ellenállás, az áram hatásai, teljesítmény
 Elektromos ellenállás, az áram hatásai, teljesítmény Elektromos ellenállás Az anyag részecskéi akadályozzák a töltések mozgását. Ezt a tulajdonságot nevezzük elektromos ellenállásnak. Annak a fogyasztónak
Elektromos ellenállás, az áram hatásai, teljesítmény Elektromos ellenállás Az anyag részecskéi akadályozzák a töltések mozgását. Ezt a tulajdonságot nevezzük elektromos ellenállásnak. Annak a fogyasztónak
Elektromos áram, áramkör, kapcsolások
 Elektromos áram, áramkör, kapcsolások Áram Az elektromos töltések egyirányú, rendezett mozgását, áramlását, elektromos áramnak nevezzük. (A fémekben az elektronok áramlanak, folyadékokban, oldatokban az
Elektromos áram, áramkör, kapcsolások Áram Az elektromos töltések egyirányú, rendezett mozgását, áramlását, elektromos áramnak nevezzük. (A fémekben az elektronok áramlanak, folyadékokban, oldatokban az
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Név... intenzitás abszorbancia moláris extinkciós. A Wien-féle eltolódási törvény szerint az abszolút fekete test maximális emisszióképességéhez
 A Név... Válassza ki a helyes mértékegységeket! állandó intenzitás abszorbancia moláris extinkciós A) J s -1 - l mol -1 cm B) W g/cm 3 - C) J s -1 m -2 - l mol -1 cm -1 D) J m -2 cm - A Wien-féle eltolódási
A Név... Válassza ki a helyes mértékegységeket! állandó intenzitás abszorbancia moláris extinkciós A) J s -1 - l mol -1 cm B) W g/cm 3 - C) J s -1 m -2 - l mol -1 cm -1 D) J m -2 cm - A Wien-féle eltolódási
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel
 Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
Sugárzások kölcsönhatása az anyaggal
 Radioaktivitás Biofizika előadások 2013 december Sugárzások kölcsönhatása az anyaggal PTE ÁOK Biofizikai Intézet, Orbán József Összefoglaló radioaktivitás alapok Nukleononkénti kötési energia (MeV) Egy
Radioaktivitás Biofizika előadások 2013 december Sugárzások kölcsönhatása az anyaggal PTE ÁOK Biofizikai Intézet, Orbán József Összefoglaló radioaktivitás alapok Nukleononkénti kötési energia (MeV) Egy
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
1. SI mértékegységrendszer
 I. ALAPFOGALMAK 1. SI mértékegységrendszer Alapegységek 1 Hosszúság (l): méter (m) 2 Tömeg (m): kilogramm (kg) 3 Idő (t): másodperc (s) 4 Áramerősség (I): amper (A) 5 Hőmérséklet (T): kelvin (K) 6 Anyagmennyiség
I. ALAPFOGALMAK 1. SI mértékegységrendszer Alapegységek 1 Hosszúság (l): méter (m) 2 Tömeg (m): kilogramm (kg) 3 Idő (t): másodperc (s) 4 Áramerősség (I): amper (A) 5 Hőmérséklet (T): kelvin (K) 6 Anyagmennyiség
Egyenáram. Áramkörök jellemzése Fogyasztók és áramforrások kapcsolása Az áramvezetés típusai
 Egyenáram Áramkörök jellemzése Fogyasztók és áramforrások kapcsolása Az áramvezetés típusai Elektromos áram Az elektromos töltéshordozók meghatározott irányú rendezett mozgását elektromos áramnak nevezzük.
Egyenáram Áramkörök jellemzése Fogyasztók és áramforrások kapcsolása Az áramvezetés típusai Elektromos áram Az elektromos töltéshordozók meghatározott irányú rendezett mozgását elektromos áramnak nevezzük.
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Programozható vezérlő rendszerek. Elektromágneses kompatibilitás II.
 Elektromágneses kompatibilitás II. EMC érintkező védelem - az érintkezők nyitása és zárása során ún. átívelések jönnek létre - ezek csökkentik az érintkezők élettartamát - és nagyfrekvenciás EM sugárzások
Elektromágneses kompatibilitás II. EMC érintkező védelem - az érintkezők nyitása és zárása során ún. átívelések jönnek létre - ezek csökkentik az érintkezők élettartamát - és nagyfrekvenciás EM sugárzások
Elektromos áram, egyenáram
 Elektromos áram, egyenáram Áram Az elektromos töltések egyirányú, rendezett mozgását, áramlását, elektromos áramnak nevezzük. (A fémekben az elektronok áramlanak, folyadékokban, oldatokban az oldott ionok,
Elektromos áram, egyenáram Áram Az elektromos töltések egyirányú, rendezett mozgását, áramlását, elektromos áramnak nevezzük. (A fémekben az elektronok áramlanak, folyadékokban, oldatokban az oldott ionok,
Elektromos áram, egyenáram
 Elektromos áram, egyenáram Áram Az elektromos töltések egyirányú, rendezett mozgását, áramlását, elektromos áramnak nevezzük. (A fémekben az elektronok áramlanak, folyadékokban, oldatokban az oldott ionok,
Elektromos áram, egyenáram Áram Az elektromos töltések egyirányú, rendezett mozgását, áramlását, elektromos áramnak nevezzük. (A fémekben az elektronok áramlanak, folyadékokban, oldatokban az oldott ionok,
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
9. évfolyam. Osztályozóvizsga tananyaga FIZIKA
 9. évfolyam Osztályozóvizsga tananyaga A testek mozgása 1. Egyenes vonalú egyenletes mozgás 2. Változó mozgás: gyorsulás fogalma, szabadon eső test mozgása 3. Bolygók mozgása: Kepler törvények A Newtoni
9. évfolyam Osztályozóvizsga tananyaga A testek mozgása 1. Egyenes vonalú egyenletes mozgás 2. Változó mozgás: gyorsulás fogalma, szabadon eső test mozgása 3. Bolygók mozgása: Kepler törvények A Newtoni
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat, keménységmérés
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
Korrózióálló acélok felületkezelési eljárásai. Pető Róbert
 Korrózióálló acélok felületkezelési eljárásai Pető Róbert 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek Miért? A jó
Korrózióálló acélok felületkezelési eljárásai Pető Róbert 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek 1. Miért? 2. Mikor? 3. Hogyan? 4. Egyéb felhasználási lehetőségek Miért? A jó
1.1 Emisszió, reflexió, transzmisszió
 1.1 Emisszió, reflexió, transzmisszió A hőkamera által észlelt hosszú hullámú sugárzás - amit a hőkamera a látómezejében érzékel - a felület emissziójának, reflexiójának és transzmissziójának függvénye.
1.1 Emisszió, reflexió, transzmisszió A hőkamera által észlelt hosszú hullámú sugárzás - amit a hőkamera a látómezejében érzékel - a felület emissziójának, reflexiójának és transzmissziójának függvénye.
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél
 Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Oszcillátorok. Párhuzamos rezgőkör L C Miért rezeg a rezgőkör?
 Oszcillátorok Párhuzamos rezgőkör L C Miért rezeg a rezgőkör? Töltsük fel az ábrán látható kondenzátor egy megadott U feszültségre, majd zárjuk az áramkört az ábrán látható módon. Mind a tekercsen, mind
Oszcillátorok Párhuzamos rezgőkör L C Miért rezeg a rezgőkör? Töltsük fel az ábrán látható kondenzátor egy megadott U feszültségre, majd zárjuk az áramkört az ábrán látható módon. Mind a tekercsen, mind
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
I, Egy különleges fenıidom a csúcstechnológiákhoz DEGUSSIT.
 I, Egy különleges fenıidom a csúcstechnológiákhoz DEGUSSIT. A technológiai fejlesztések, új kihívásai az egyre keményebb, szívósabb, kopásállóbb acélok elıállítása a szerszám- és tömeggyártás kiszolgálására.
I, Egy különleges fenıidom a csúcstechnológiákhoz DEGUSSIT. A technológiai fejlesztések, új kihívásai az egyre keményebb, szívósabb, kopásállóbb acélok elıállítása a szerszám- és tömeggyártás kiszolgálására.
MICHAEL KFT Gyömrői út 150. 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK
 MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
Fókuszált ionsugaras megmunkálás
 FEI Quanta 3D SEM/FIB Dankházi Zoltán 2016. március 1 FIB = Focused Ion Beam (Fókuszált ionnyaláb) Miből áll egy SEM/FIB berendezés? elektron oszlop ion oszlop gáz injektorok detektor CDEM (SE, SI) 2 Dual-Beam
FEI Quanta 3D SEM/FIB Dankházi Zoltán 2016. március 1 FIB = Focused Ion Beam (Fókuszált ionnyaláb) Miből áll egy SEM/FIB berendezés? elektron oszlop ion oszlop gáz injektorok detektor CDEM (SE, SI) 2 Dual-Beam
AKKUTÖLTŐ 24V CTEK XT 14000 N08954
 AKKUTÖLTŐ 24V CTEK XT 14000 N08954 A svéd CTEK MULTI XT 14000 teljesítménye a gyors töltést igénylő, 24V-os rendszerben működő akkumulátoroknál mutatkozik meg igazán: teherautókban, buszokban, nagyobb
AKKUTÖLTŐ 24V CTEK XT 14000 N08954 A svéd CTEK MULTI XT 14000 teljesítménye a gyors töltést igénylő, 24V-os rendszerben működő akkumulátoroknál mutatkozik meg igazán: teherautókban, buszokban, nagyobb
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz
 passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
Seite 1. Különleges mélyhúzó eljárások. A különleges mélyhúzó eljárások alkalmazásának indokai. Kissorozatú gyártás gazdaságosságának fokozása
 9. előad adás Különleges mélyhúzó eljárások Prof. Dr. Tisza Miklós 1 A különleges mélyhúzó eljárások alkalmazásának indokai Különleges mélyhúzó eljárásokat különböző indokokkal alkalmazunk. Ezek közül
9. előad adás Különleges mélyhúzó eljárások Prof. Dr. Tisza Miklós 1 A különleges mélyhúzó eljárások alkalmazásának indokai Különleges mélyhúzó eljárásokat különböző indokokkal alkalmazunk. Ezek közül
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja