Hőkezelés minőségbiztosítása. Hőkezelő berendezések. Dr. Fábián Enikő Réka
|
|
|
- Rebeka Kis
- 6 évvel ezelőtt
- Látták:
Átírás
1 Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka

2 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet teljes egészében vagy részlegesen olyan termikus folyamat hatásának van kitéve, amelynek hatására létrejön a tulajdonságaiban és/vagy szerkezetében szükséges változás. Az adott kezelendő termék vegyi összetétele ezen műveletek során esetleg megváltozhat ez a termokémiai hőkezelés

3 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA kiegyenlítő, lágyító, keménységnövelő, Fajtái szívósságot növelő (pl. nemesítés=edzés+ magas hőmérsékleten megeresztés), Kéregötvöző,
4 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA A hőkezelt munkadarab vizsgálata, Egyengetésre vonatkozó utasítások, Hőkezeléshelyes konstrukció készítéséhez irányelvek megadása, A lehetséges hibákra vonatkozó rizikó becslések többtényezős probléma több ok is van ami hibát okoz.
5 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
6 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
7 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
8 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
9 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
10 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
11 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA
12 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA
13 Hőkezelő kemencék A hőkezelő kemencék az elérhető hőmérséklet, a hevítőtér nagysága és atmoszférája tekintetében is különböznek, de főként konstrukciós kialakításuk szerint csoportosíthatók Elsősorban a különböző acélok és egyéb fémek hőkezelő technológiájához készülnek szakaszos üzemű (kamrás, kocsifenekű, harang, tokos-, sugárzócsöves-, aknás-, harang-, tégelykemencék vagy egyéb különleges szerkezeti kialakítással) folyamatos üzemű (alagút-, szállítószalagos-, mozgófenekű-, gurító-, toló-) kemencék.
14 Különböző kemencék fajlagos teljesítőképessége Kemence típus Fajlagps teljesítőképesség [kg/m 2 h] ill [kg/m 3 h] lágyítás Normalizálás Megeresztés Cementálás Kamrás Aknás Sófürdős 50 l-es l-es l-es
15 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
16 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
17 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
18 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
19 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia



20 Hőkezelő kemencék A hőkezelés atmoszférikus, védőgázos vagy vákuumos tűztérrel is történhet. HK-24/1200 C Hőker kft. K típusú kamrás kemence Laboratóriumi tokos kemence, LMH típus


21 Kamrás hőkezelő kemence

 Földgáztüzelésű, kocsis")
22 Kocsis hőkezelő kemencék Földgáztüzelésű, kocsis izzítókemence, HÁMOR Zrt. (Miskolc) Földgáztüzelésű, kocsis hőkezelő kemence Csepeli Hőkezelő Kft. (Budapest),

23 Kocsis fenekű hőkezelő kemencék Megnevezés: Adagszélesség max: Adagmagasság max: Adaghosszúság max. Betéttömeg max: Égők száma: Teljesítmény égőnként: Teljesítmény összesen: Felfűtési sebesség: Hőntartási idő: Lehűtési sebesség: Hőmérsékleti zónák száma: Kocsis fenekű kemence mm mm mm 100 tonna 32 darab 100 kw kw C / óra igény szerint C / óra 4 darab Maximális hőmérséklet: 950 C Hőmérséklet-pontosság: ± 5 C (automata üzemben) OFU nagy terű feszültségmentesítő kocsis kemence Kiszolgáló egységek a ANTAL Ipari és Kereskedelmi Kft. -nél: Kiszolgáló daru: Sörétszóró berendezés: 100 tonna (2 x 50 tonna / 12,5 tonna) 5m x 5m x 15 m




24 Hőfokszabályzók


25 Hőmérséklet mérés


26 Harangkemence


27 Hőmérséklet megoszlás a harangkemencében (Szentes Tibor: Hőmérséklet-egyenletesség ellenőrzése gáztüzelésű harangkemencéknél, Anyagok Világa, )

28 Cementálás


29 Aknás kemence Aknás, retortás kemence SLR-5 többcélú aknás kemence Alkalmas gázban történő cementálásra, nitrocementálásra, védőgázban történő lágyításra, edzésre SLR-4 nitridáló kemence Alkalmas nitridáslásra karbonitridálásra, védőgáz alatti feszültségcsökkentésre



30 Izzító kemence nitrogénnel KEs kamrás izzító kemence nitrogénnel Méretek (adag): hossza: 900 mm szélessége: 500 mm magassága: 600 mm Üzemi hőmérséklet: C-ig Harangkemence nitrogénnel

31 A lángedzés Pirométeres hőmérsékletmérés



32 Indukciós edzés 503 f ρ = anyagra jellemző fajlagos ellenállás f = frekvencia μ= permeabilitás f=3 10kHz δ= mm f= KHz δ= 1.0,4 mm f=27 MHz δ 0,1 mm

33 Indukciós edzés
")
34 Felületkezelő berendezések ( elektronsugaras kezelés)


35 Felületkezelő berendezések ( elektronsugaras kezelés)


36 Lézersugaras felületkezelés


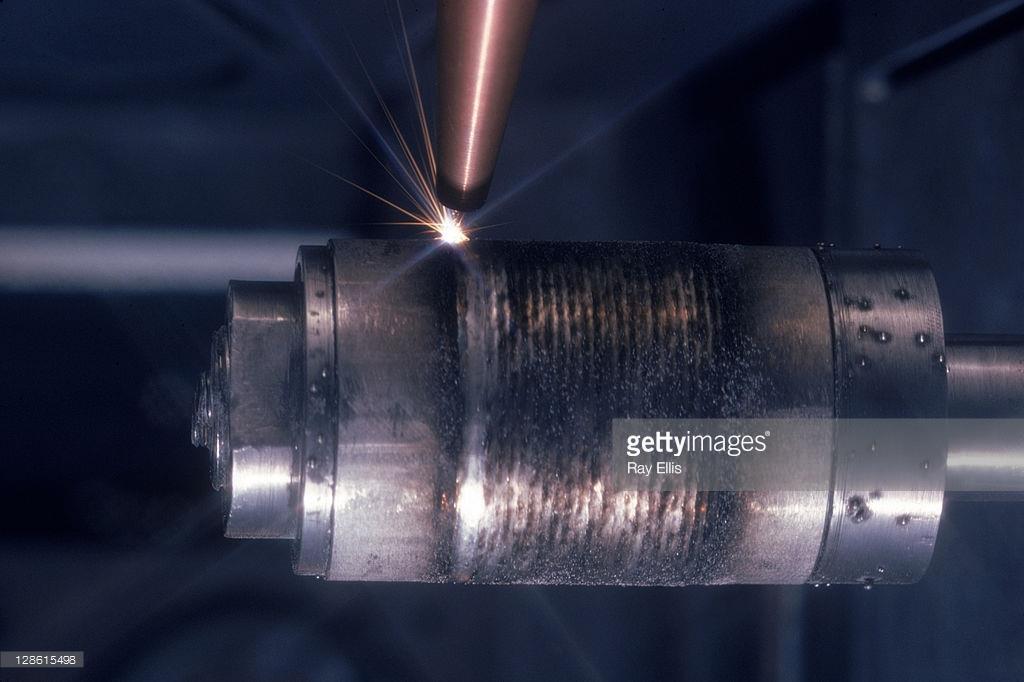

37 Lézersugaras felületkezelés
 is amelyek néhány molekulából összeálló komponensek, amik szintén a")
38 Felületkezelő berendezések TSD 400-as magnetronos porlasztással működő gép Az ARC típusú gép nagy áramerősséggel dolgozik, ez alatt az ív értendő ami a targetből porlasztja ki a fémionokat. Ennek következménye, hogy a target felületén helyileg megolvad az anyag, így nem csak ionok válnak ki, hanem dropletek (cseppek) is amelyek néhány molekulából összeálló komponensek, amik szintén a bevonandó munkadarab felületére tapadnak. Ez viszont nem jelent mindenképp hátrányos tulajdonságot, mivel akadnak megrendelők, akik az alkatrészeikre kifejezetten ilyen érdesebb bevonatot szeretnének, nagyobb súrlódási tényező elérése érdekében.
 π 80 -as berendezés [http://platit.")
39 Felületkezelő berendezések Forgó katódíven alapuló LARC berendezés (LAteral Rotating Cathodes = forgó katódívű) szerszámacél, gyorsacél és keményfém bevonatolására (200 C-tól 700 C-ig) π 80 -as berendezés [
40 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia


41 Edzés atmoszférikus kamrás kemencében

42 Hőkezelő kemencék Sófürdős tégelykemence előmelegítő kamrával 1 Tégely sófürdővel 2 Égők érintőleges elhelyezésben 3 Előmelegítő tér 4 Égéstermék elszívás
43 Olaj hűtő berendezés elvi vázlata
44 Só, fém, olaj stb. fürdők
45 Hűtőközeg A hűtőközegek hőelvonó képessége a hőmérsékletnek is függvénye. Az egyenletes minőség bíztosítása érdekében ezért a hűtővíz hőmérsékletét C a hűtőolaj hőmérsékletét C között célszerű tartani 1kg tömegű darab edzéséhez szükséges olaj ill víz mennyisége: V olaj =5T edz / [l/kg] V víz =4T edz / [l/kg]
46 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
47 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
48 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA
49 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
50 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Technológia
51 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Eht- edzési mélység, Rht széledződési mélység, Nth nitrált edzési mélység
52
53 HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA Hegesztés utáni hőkezelési technológia Célja: hegesztés után, hegesztett munkadarabon végzik, hogy a visszamaradó feszültségek csökkenjenek és a munkadarab élettartama a számított, előírt legyen, illetve hogy a hegesztett kötés szövetszerkezetét megváltoztassák és az előírt legyen Az alapfogalmak egyeznek a hőkezelésre meghatározottakkal.
54 Hegesztéshez kapcsolódó hőkezelések minőségbiztosítása ISO 17663:2009
55 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
56 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
57

58 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
59 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia

60 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
61 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia

62 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
63 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
64 Hőkezelés minőségbiztosítása Hegesztés utáni hőkezelési technológia
65 Hegesztés utáni hőkezelési technológia
66 Hőkezelés minőségbiztosítása
67 Hőkezelés minőségbiztosítása
68 Hőkezelés minőségbiztosítása
69 Hőkezelés minőségbiztosítása
Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka
 Hőkezelés- 2016/2017 ősz Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka fabianr@eik.bme.hu FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet teljes
Hőkezelés- 2016/2017 ősz Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka fabianr@eik.bme.hu FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet teljes
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Villamos melegítés, hajtások
 Villamos melegítés, hajtások ANYAGMÉRNÖK BSC KÉPZÉS Hőenergia és szilikát-technológiai szakirány (nappali) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ENERGIA- ÉS MINŐSÉGÜGYI
Villamos melegítés, hajtások ANYAGMÉRNÖK BSC KÉPZÉS Hőenergia és szilikát-technológiai szakirány (nappali) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ENERGIA- ÉS MINŐSÉGÜGYI
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
ACÉLSZERKEZETEK GYÁRTÁSA 3.
 SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
VILLAMOS MELEGÍTÉS, HAJTÁSOK
 VILLAMOS MELEGÍTÉS, HAJTÁSOK ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI, HŐKEZELÉSI ÉS HŐENERGIA-GAZDÁLKODÁSI SZAK- IRÁNY, ÉS HŐENERGIA MODUL TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI
VILLAMOS MELEGÍTÉS, HAJTÁSOK ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI, HŐKEZELÉSI ÉS HŐENERGIA-GAZDÁLKODÁSI SZAK- IRÁNY, ÉS HŐENERGIA MODUL TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák.
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
1. A témakörök heti bontás (Ütemezés)
") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Anyagok és technológiák II. BAXAN23BNE
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Anyagok és technológiák II. BAXAN23BNE
ALVAR 14 Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
SZERSZÁMACÉL ISMERTETÕ ALVAR 14 Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden 930702 Die Angaben in dieser Broschüre basieren auf unserem gegenwär-tigen Wissensstand und vermitteln
Hőkezelt alkatrészek vizsgálata
 Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Acélok II. Készítette: Torma György
 Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Készítette: Torma György Szerszámacélok Az acélok csoportosítása Felhasználás szerint Szerszámacél Hidegmunkaacél Melegmunkaacél Szerkezeti acél Stb. Szövetszerkezet szerint Ausztenites Ferrites Stb. Mi
Kemencék. 120 literes kemence. 175 literes kemence. Hobby Glass kemence (kivitele megegyezik a fenti típusokkal, a fedél gázrugó nélküli) XXX 951.
 XXX 951.") 120 literes kemence XXX 951.002 Hasznos tûztér térfogat: 120 liter Tûztér hosszúsága: 800 mm Tûztér szélessége: 600 mm Tûztér mélysége: 250 mm Villamos teljesítmény: 3x1,4 kw 380V, 3x10A Maximum hõmérséklet:
120 literes kemence XXX 951.002 Hasznos tûztér térfogat: 120 liter Tûztér hosszúsága: 800 mm Tûztér szélessége: 600 mm Tûztér mélysége: 250 mm Villamos teljesítmény: 3x1,4 kw 380V, 3x10A Maximum hõmérséklet:
Hőkezelési alapfogalmak
 Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Alakítás és hőkezelés hatása az acél szövetszerkezetére
 Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Felületkezelések Dr. Fábián Enikő Réka
 Hőkezelés- 2016/2017 ősz Felületkezelések Dr. Fábián Enikő Réka fabianr@eik.bme.hu Termokémiai kezelések A termokémiai kezelések célja az acél felületén meghatározott mélységig valamilyen fémes vagy nemfémes
Hőkezelés- 2016/2017 ősz Felületkezelések Dr. Fábián Enikő Réka fabianr@eik.bme.hu Termokémiai kezelések A termokémiai kezelések célja az acél felületén meghatározott mélységig valamilyen fémes vagy nemfémes
Hőkezelő- és mechanikai anyagvizsgáló laboratórium (M39)
") Hőkezelő- és mechanikai anyagvizsgáló laboratórium (M39) A laboratóriumban elsősorban fémek és fémötvözetek különböző hőkezelési eljárásainak megvalósítására és hőkezelés előtti és utáni mechanikai tulajdonságainak
Hőkezelő- és mechanikai anyagvizsgáló laboratórium (M39) A laboratóriumban elsősorban fémek és fémötvözetek különböző hőkezelési eljárásainak megvalósítására és hőkezelés előtti és utáni mechanikai tulajdonságainak
HŐKEZELŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 HŐKEZELŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 12 0000 00 00 2. A szakképesítés megnevezése: Hőkezelő 3.
HŐKEZELŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 12 0000 00 00 2. A szakképesítés megnevezése: Hőkezelő 3.
HŐKEZELŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 HŐKEZELŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 12 0000 00 00 2. A szakképesítés megnevezése: Hőkezelő 3.
HŐKEZELŐ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 12 0000 00 00 2. A szakképesítés megnevezése: Hőkezelő 3.
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
Vasötvözetek hőkezelése Teljes keresztmetszetre kiterjedő hőkezelések. Fábián Enikő Réka
 Vasötvözetek hőkezelése Teljes keresztmetszetre kiterjedő hőkezelések. Fábián Enikő Réka fabianr@eik.bme.hu A hőkezelések csoportosítása Előírt szövetszerkezetet, így az előírt tulajdonságokat a darab,
Vasötvözetek hőkezelése Teljes keresztmetszetre kiterjedő hőkezelések. Fábián Enikő Réka fabianr@eik.bme.hu A hőkezelések csoportosítása Előírt szövetszerkezetet, így az előírt tulajdonságokat a darab,
KEZELÉSE. Felületi hőkezelések
 ANYAGUDOMÁNY ÉS ECHNOLÓGIA ANSZÉK Anyagismere ACÉLOK HŐKEZELH KEZELÉSE Dr. Paloás Béla paloasb@eik.bme.hu Felülei hőkezelések Cél: Kopásálló réeg Szívós mag lérehozása Felülei hőkezelések Felülei edzések
ANYAGUDOMÁNY ÉS ECHNOLÓGIA ANSZÉK Anyagismere ACÉLOK HŐKEZELH KEZELÉSE Dr. Paloás Béla paloasb@eik.bme.hu Felülei hőkezelések Cél: Kopásálló réeg Szívós mag lérehozása Felülei hőkezelések Felülei edzések
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
K60/1200 típusú. kemence. használati útmutató és szervizkönyv. KALÓRIA Hőtechnikai Kft
 KALÓRIA Hőtechnikai Kft 1071 Budapest, Bethlen Gábor u. 43. T/F.: 36 1 322-5122, 36 1 322-6047 info@kaloriatech.hu www.kaloriatech.hu K60/1200 típusú kemence használati útmutató és szervizkönyv A kemence
KALÓRIA Hőtechnikai Kft 1071 Budapest, Bethlen Gábor u. 43. T/F.: 36 1 322-5122, 36 1 322-6047 info@kaloriatech.hu www.kaloriatech.hu K60/1200 típusú kemence használati útmutató és szervizkönyv A kemence
A tételekhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: Az összefüggő szakmai gyakorlat megfigyelésének elemzése mellett a szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
A vizsgafeladat ismertetése: Az összefüggő szakmai gyakorlat megfigyelésének elemzése mellett a szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél
 Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
. -. - Baris A. - Varga G. - Ratter K. - Radi Zs. K.
 2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
Felületi hőkezelések Dr. Hargitai Hajnalka, február 18.
 Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
Felületmódosító eljárások
 Felületmódosító eljárások ANYAGMÉRNÖK BSC KÉPZÉS Felülettechnikai félszakirány (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
Felületmódosító eljárások ANYAGMÉRNÖK BSC KÉPZÉS Felülettechnikai félszakirány (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
SZERKEZETI ACÉLOK HEGESZTÉSE
 SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
Általános adatok. Steinhoff GmbH & Cie. OHG 1908, Friedrich Steinhoff. Ügyvezetők: Steinhoff Karl és Otto ők a 4. generáció
 Cégáttekintés 1 Általános adatok Steinhoff GmbH & Cie. OHG Alapítás: 1908, Friedrich Steinhoff Ügyvezetők: Steinhoff Karl és Otto ők a 4. generáció Székhely: Dinslaken (Düsseldorftól 50 kmre északra) Alapterület:
Cégáttekintés 1 Általános adatok Steinhoff GmbH & Cie. OHG Alapítás: 1908, Friedrich Steinhoff Ügyvezetők: Steinhoff Karl és Otto ők a 4. generáció Székhely: Dinslaken (Düsseldorftól 50 kmre északra) Alapterület:
KORSZERŰ ANYAGTECHNOLÓGIÁK (2+1; a gy - kr3)
") (annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban alkalmazott korszerű öntészeti eljárások. Az öntött
(annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban alkalmazott korszerű öntészeti eljárások. Az öntött
SZINIMPEX KFT. ELEKTROMOS FŰTŐELEMEK GYÁRTÁSA ÉS FORGALMAZÁSA
 SZINIMPEX KFT. ELEKTROMOS FŰTŐELEMEK GYÁRTÁSA ÉS FORGALMAZÁSA BEMUTATKOZÁS A Szinimpex Kft. magyar tulajdonban lévő vállalkozás, mely 2013 óta kínál széles választékban elektromos fűtőelemeket, Kecskeméten.
SZINIMPEX KFT. ELEKTROMOS FŰTŐELEMEK GYÁRTÁSA ÉS FORGALMAZÁSA BEMUTATKOZÁS A Szinimpex Kft. magyar tulajdonban lévő vállalkozás, mely 2013 óta kínál széles választékban elektromos fűtőelemeket, Kecskeméten.
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
 NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
1. Hőkezelő technológiák
 1. Hőkezelő technológiák 1.1. Lágyítások Ha az acél a megkívántnál nagyobb keménységű, a forgácsolhatóság, hidegalakíthatóság stb. érdekében lágyítani kell. Az acél nagyobb keménységét vagy a hidegalakított
1. Hőkezelő technológiák 1.1. Lágyítások Ha az acél a megkívántnál nagyobb keménységű, a forgácsolhatóság, hidegalakíthatóság stb. érdekében lágyítani kell. Az acél nagyobb keménységét vagy a hidegalakított
Elektromos asztali olajsütők
 A 700XP sorozat több, mint 100 modellt foglal magába. Minden készülékek nagy teljesítményű, megbízható, energiatakarékos, biztonságos és ergonómikus. A modul rendszer megszámlálhatatlan konfigurációban
A 700XP sorozat több, mint 100 modellt foglal magába. Minden készülékek nagy teljesítményű, megbízható, energiatakarékos, biztonságos és ergonómikus. A modul rendszer megszámlálhatatlan konfigurációban
fémtömegcikk-gyártás és technológia tervezés
 fémtömegcikk-gyártás és technológia tervezés Tisztelt Ügyfelünk, Partnerünk! A Bálind Kft. egy 1987-ben alakult, egyéni vállalkozás jogutódjaként jött létre. Átlagos létszáma 50 100 fõ. Cégünk üzletfilozófiája
fémtömegcikk-gyártás és technológia tervezés Tisztelt Ügyfelünk, Partnerünk! A Bálind Kft. egy 1987-ben alakult, egyéni vállalkozás jogutódjaként jött létre. Átlagos létszáma 50 100 fõ. Cégünk üzletfilozófiája
Preferred Packaging Food
 Preferred Packaging Food Petruzalek Kft. Sörház utca 3/b 1222 Budapest Tel.: +36 1 424-0540 Preferred Packaging Food A csomagológépek legújabb generációja, a fóliahegesztő és vákuumcsomagoló gépek alkalmasak
Preferred Packaging Food Petruzalek Kft. Sörház utca 3/b 1222 Budapest Tel.: +36 1 424-0540 Preferred Packaging Food A csomagológépek legújabb generációja, a fóliahegesztő és vákuumcsomagoló gépek alkalmasak
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Szóbeli vizsgatantárgyak. Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek /V
 Szóbeli vizsgatantárgyak Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Szakmai ismeretek tantárgy szóbeli vizsgatételei 1. a. Ismertesse a hőkezelés
Szóbeli vizsgatantárgyak Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Szakmai ismeretek tantárgy szóbeli vizsgatételei 1. a. Ismertesse a hőkezelés
KORSZERŰ ANYAGOK ÉS TECHNOLÓGIÁK (2+1; a gy kr4) Követelmények
 Követelmények") GEMTT007M KORSZERŰ ANYAGOK ÉS TECHNOLÓGIÁK (2+1; a gy kr4) Követelmények A tantárgy órakimérete: 2+1, a - k A félév elismerésének (aláírás, gyakorlati jegy) feltételei: Az aláírás feltételei Előadások
GEMTT007M KORSZERŰ ANYAGOK ÉS TECHNOLÓGIÁK (2+1; a gy kr4) Követelmények A tantárgy órakimérete: 2+1, a - k A félév elismerésének (aláírás, gyakorlati jegy) feltételei: Az aláírás feltételei Előadások
MŰANYAG HULLADÉK HASZNOSÍTÓ BERENDEZÉS
 MŰANYAG HULLADÉK HASZNOSÍTÓ BERENDEZÉS HÍDFŐ-PLUSSZ IPARI,KERESKEDELMI ÉS SZOLGÁLTATÓ KFT. Székhely:2112.Veresegyház Ráday u.132/a Tel./Fax: 00 36 28/384-040 E-mail: laszlofulop@vnet.hu Cg.:13-09-091574
MŰANYAG HULLADÉK HASZNOSÍTÓ BERENDEZÉS HÍDFŐ-PLUSSZ IPARI,KERESKEDELMI ÉS SZOLGÁLTATÓ KFT. Székhely:2112.Veresegyház Ráday u.132/a Tel./Fax: 00 36 28/384-040 E-mail: laszlofulop@vnet.hu Cg.:13-09-091574
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány
 Hőkezelési szakirány") Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. Tantárgyleírás
Fémötvözetek hőkezelése ANYAGMÉRNÖKI ALAPKÉPZÉS (BSc) Hőkezelési szakirány TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. Tantárgyleírás
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
U = 24 V I = 4,8 A. Mind a két mellékágban az ellenállás külön-külön 6 Ω, ezért az áramerősség mindkét mellékágban egyenlő, azaz :...
 Jedlik Ányos Fizikaverseny regionális forduló Öveges korcsoport 08. A feladatok megoldása során végig századpontossággal kerekített értékekkel számolj! Jó munkát! :). A kapcsolási rajz adatai felhasználásával
Jedlik Ányos Fizikaverseny regionális forduló Öveges korcsoport 08. A feladatok megoldása során végig századpontossággal kerekített értékekkel számolj! Jó munkát! :). A kapcsolási rajz adatai felhasználásával
MÉRÉSI JEGYZŐKÖNYV. A mérési jegyzőkönyvet javító oktató tölti ki! Kondenzációs melegvízkazám Tanév/félév Tantárgy Képzés
 MÉRÉSI JEGYZŐKÖNYV Kondenzációs melegvízkazám Tanév/félév Tantárgy Képzés 2008/09 I félév Kalorikus gépek Bsc Mérés dátuma 2008 Mérés helye Mérőcsoport száma Jegyzőkönyvkészítő Mérésvezető oktató D gépcsarnok
MÉRÉSI JEGYZŐKÖNYV Kondenzációs melegvízkazám Tanév/félév Tantárgy Képzés 2008/09 I félév Kalorikus gépek Bsc Mérés dátuma 2008 Mérés helye Mérőcsoport száma Jegyzőkönyvkészítő Mérésvezető oktató D gépcsarnok
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
KULCS - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KULCS - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KULCS - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
Szabadonálló elektromos olajsütő
 A 700XP sorozat több, mint 100 modellt foglal magába. Minden készülékek nagy teljesítményű, megbízható, energiatakarékos, biztonságos és ergonómikus. A modul rendszer megszámlálhatatlan konfigurációban
A 700XP sorozat több, mint 100 modellt foglal magába. Minden készülékek nagy teljesítményű, megbízható, energiatakarékos, biztonságos és ergonómikus. A modul rendszer megszámlálhatatlan konfigurációban
Szabadonálló gázüzemű olajsütők
 A 700XP sorozat több, mint 100 modellt foglal magába. Minden készülékek nagy teljesítményű, megbízható, energiatakarékos, biztonságos és ergonómikus. A modul rendszer megszámlálhatatlan konfigurációban
A 700XP sorozat több, mint 100 modellt foglal magába. Minden készülékek nagy teljesítményű, megbízható, energiatakarékos, biztonságos és ergonómikus. A modul rendszer megszámlálhatatlan konfigurációban
NEAEN VarioT KAPARTFALÚ HŐCSERÉLŐ
 Food Processing Equipment NEAEN VarioT KAPARTFALÚ HŐCSERÉLŐ A NEAEN VarioT kapartfalú hőcserélő professzionális, a lehető legjobb megoldást jelenti különböző gyártási folyamatokban. A termék tulajdonságaitól,
Food Processing Equipment NEAEN VarioT KAPARTFALÚ HŐCSERÉLŐ A NEAEN VarioT kapartfalú hőcserélő professzionális, a lehető legjobb megoldást jelenti különböző gyártási folyamatokban. A termék tulajdonságaitól,
Alumínium ötvözetek. hőkezelése. Fábián Enikő Réka
 Alumínium ötvözetek hőkezelése Fábián Enikő Réka fabianr@eik.bme.hu Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
Alumínium ötvözetek hőkezelése Fábián Enikő Réka fabianr@eik.bme.hu Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
A szár átmérőjével megegyező átmérőjű, a munkadarabbal azonos térfogatú félkemény előgyártmány rajza:
 A szár átmérőjével megegyező átmérőjű, a munkadarabbal azonos térfogatú félkemény előgyártmány rajza: Látható, hogy a karcsúság miatt fennáll a kihajlás kockázata. Az egy lépésben maximálisan megengedhető
A szár átmérőjével megegyező átmérőjű, a munkadarabbal azonos térfogatú félkemény előgyártmány rajza: Látható, hogy a karcsúság miatt fennáll a kihajlás kockázata. Az egy lépésben maximálisan megengedhető
FOLYAMATOS ÜZEMŰ SZÁLLÍTÓSZALAG- BERENDEZÉS MÉLY OLAJSÜTŐ
 Food Processing Equipment ProfiFry FOLYAMATOS ÜZEMŰ SZÁLLÍTÓSZALAG- BERENDEZÉS MÉLY OLAJSÜTŐ A ProfiFry univerzális, folyamatos üzemű, mély olajsütő egy megbízható és univerzális megoldás termékek széles
Food Processing Equipment ProfiFry FOLYAMATOS ÜZEMŰ SZÁLLÍTÓSZALAG- BERENDEZÉS MÉLY OLAJSÜTŐ A ProfiFry univerzális, folyamatos üzemű, mély olajsütő egy megbízható és univerzális megoldás termékek széles
ADATFELVÉTELI LAP Égéstermék elvezetés MSZ EN 13384-1 alapján történő méretezési eljáráshoz
 ADATFELVÉTELI LAP Égéstermék elvezetés MSZ EN 13384-1 alapján történő méretezési eljáráshoz LÉTESITMÉNY ADATOK : Megnevezése : Név : Cím : helység utca hsz. Tervező neve _ Tel : Cím : helység utca hsz.
ADATFELVÉTELI LAP Égéstermék elvezetés MSZ EN 13384-1 alapján történő méretezési eljáráshoz LÉTESITMÉNY ADATOK : Megnevezése : Név : Cím : helység utca hsz. Tervező neve _ Tel : Cím : helység utca hsz.
Mérésadatgyűjtés, jelfeldolgozás.
 Mérésadatgyűjtés, jelfeldolgozás. Nem villamos jelek mérésének folyamatai. Érzékelők, jelátalakítók felosztása. Passzív jelátalakítók. 1.Ellenállás változáson alapuló jelátalakítók -nyúlásmérő ellenállások
Mérésadatgyűjtés, jelfeldolgozás. Nem villamos jelek mérésének folyamatai. Érzékelők, jelátalakítók felosztása. Passzív jelátalakítók. 1.Ellenállás változáson alapuló jelátalakítók -nyúlásmérő ellenállások
Összefüggő gyakorlat követelménye Műanyagfeldolgozó technikus Vegyipar (8.) szakmacsoport Vegyipar (XIV.) ágazati besorolás
 szakmacsoport Vegyipar (XIV.) ágazati besorolás") Összefüggő gyakorlat követelménye Műanyagfeldolgozó technikus 54 521 06 Vegyipar (8.) szakmacsoport Vegyipar (XIV.) ágazati besorolás A szakmai program a 30/2016 (VIII 31) NGM rendelet és módosításai alapján
Összefüggő gyakorlat követelménye Műanyagfeldolgozó technikus 54 521 06 Vegyipar (8.) szakmacsoport Vegyipar (XIV.) ágazati besorolás A szakmai program a 30/2016 (VIII 31) NGM rendelet és módosításai alapján
Elõnemesített keretanyag
 SZERSZÁMACÉL ISMERTETÕ HOLDAX Elõnemesített keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A HOLDAX egy vákumkezelt króm-molibdénacél, mely edzett és megeresztett
SZERSZÁMACÉL ISMERTETÕ HOLDAX Elõnemesített keretanyag Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A HOLDAX egy vákumkezelt króm-molibdénacél, mely edzett és megeresztett
A METALLUX ZRT. RÖVID ISMERTETÉSE
 A METALLUX ZRT. RÖVID ISMERTETÉSE A Metallux Zrt. fő tevékenysége egyedi felületkezelő, szennyvízkezelő berendezések tervezése és kivitelezése. Foglalkozunk továbbá különböző műanyagos, lakatos munkákkal
A METALLUX ZRT. RÖVID ISMERTETÉSE A Metallux Zrt. fő tevékenysége egyedi felületkezelő, szennyvízkezelő berendezések tervezése és kivitelezése. Foglalkozunk továbbá különböző műanyagos, lakatos munkákkal
BV AUTOGAS MINI. Csidei Tamás ügyvezető GASZTRONAUTA kft A profik partnere
 BV AUTOGAS MINI Asztali vákuumos védőgázas tálca lezáró gép, kontúrvágással A gép technikai adatai: Gép méretei: 470x710x680 mm Súlya: 150 Kg 230 V - 1-50Hz Fogyasztás: 2,5-3,5 kw Vákuumszivattyú teljesítménye:
BV AUTOGAS MINI Asztali vákuumos védőgázas tálca lezáró gép, kontúrvágással A gép technikai adatai: Gép méretei: 470x710x680 mm Súlya: 150 Kg 230 V - 1-50Hz Fogyasztás: 2,5-3,5 kw Vákuumszivattyú teljesítménye:
RÉSZLETEZŐ OKIRAT (1) a NAH /2018 nyilvántartási számú akkreditált státuszhoz
 a NAH /2018 nyilvántartási számú akkreditált státuszhoz") RÉSZLETEZŐ OKIRAT (1) a NAH-1-1023/2018 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: MVM Paksi Atomerőmű Zrt. Anyagvizsgálati Osztály 7031 Paks, hrsz. 8803/17.
RÉSZLETEZŐ OKIRAT (1) a NAH-1-1023/2018 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: MVM Paksi Atomerőmű Zrt. Anyagvizsgálati Osztály 7031 Paks, hrsz. 8803/17.
DENER Plazmavágók. Típus: Mitsubishi DNR-I 1530 CNC. Dener plazmavágás. Dener plazmavágók. http://www.dener.com/sayfa/89/plasma-cutting.
 DENER Plazmavágók Dener plazmavágás Dener plazmavágók http://www.dener.com/sayfa/89/plasma-cutting.html Típus: Mitsubishi DNR-I 1530 CNC A képek illusztrációk A képek illusztrációk A képek illusztrációk
DENER Plazmavágók Dener plazmavágás Dener plazmavágók http://www.dener.com/sayfa/89/plasma-cutting.html Típus: Mitsubishi DNR-I 1530 CNC A képek illusztrációk A képek illusztrációk A képek illusztrációk
ADATFELVÉTELI LAP. Égéstermék elvezetés MSZ EN 13384-1 alapján történő méretezési eljáráshoz. Megnevezése: Név:. Cím:.. helység utca hsz.
 ADATFELVÉTELI LAP Égéstermék elvezetés MSZ EN 13384-1 alapján történő méretezési eljáráshoz LÉTESÍTMÉNY ADATOK: Megnevezése: Név:. Cím:.. helyiség..utca hsz. Tervező neve:...tel.:. Cím:.. helység utca
ADATFELVÉTELI LAP Égéstermék elvezetés MSZ EN 13384-1 alapján történő méretezési eljáráshoz LÉTESÍTMÉNY ADATOK: Megnevezése: Név:. Cím:.. helyiség..utca hsz. Tervező neve:...tel.:. Cím:.. helység utca
Duplex felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
lasztás s I. (gyakorlati előkész
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor
 Dr. Kausay Tibor") Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor Dr. Kausay Tibor 1 Charpy-kalapács, 10 m kp = 100 J legnagyobb ütőenergiával A vizsgálatot
Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor Dr. Kausay Tibor 1 Charpy-kalapács, 10 m kp = 100 J legnagyobb ütőenergiával A vizsgálatot
HŐKEZELÉS ÉS HEGESZTÉS
 HŐKEZELÉS ÉS HEGESZTÉS (GEMTT004-B, 2+2, a, k, 4kr) című tantárgy követelményei (a tanszéki egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + 2 gy, a - k A félév elismerésének (aláírás,
HŐKEZELÉS ÉS HEGESZTÉS (GEMTT004-B, 2+2, a, k, 4kr) című tantárgy követelményei (a tanszéki egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + 2 gy, a - k A félév elismerésének (aláírás,
Használható segédeszköz: Függvénytáblázat, szöveges adatok tárolására és megjelenítésére nem alkalmas zsebszámológép
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 523 04 Mechatronikai technikus
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 523 04 Mechatronikai technikus
CTF/ZTF - Nagy csőkemencék
 Általános információk A CTF () és a TZF () csőkemence a kisebb átmérőjű MTF típushoz hasonlóan beépített kerámia izzítócsőre tekercselt fűtőszálat tartalmaz. Ez az egyszerű és gazdaságos kialakítás szükségtelenné
Általános információk A CTF () és a TZF () csőkemence a kisebb átmérőjű MTF típushoz hasonlóan beépített kerámia izzítócsőre tekercselt fűtőszálat tartalmaz. Ez az egyszerű és gazdaságos kialakítás szükségtelenné
ADATLAP MICRO XL A SZERKEZET LEÍRÁSA. 50 Hz LÖKETHOSSZ SÚLY AZ EGYES CSOMAGOK MÉRETEI
 ADATLAP MICRO XL Az ebben a dokumentációban nem található információt és/vagy műszaki dokumentációt kérjék a Mingardi Magnetic vállalat műszaki/kereskedelmi osztályától. A SZERKEZET LEÍRÁSA színezés, RAL-színek.
ADATLAP MICRO XL Az ebben a dokumentációban nem található információt és/vagy műszaki dokumentációt kérjék a Mingardi Magnetic vállalat műszaki/kereskedelmi osztályától. A SZERKEZET LEÍRÁSA színezés, RAL-színek.
Ultrahangos hőmennyiségmérők fűtés távleolvasással
 Ultrahangos hőmennyiségmérők fűtés távleolvasással 10 Kompakt mérőórák 0,6-15 m 3 /h Áramlásmérők 0,6-1000 m 3 /h Rádiókommunikáció, wireless M-Bus (OMS), M-Bus Adatközpont az összes kommunikációs rendszerhez
Ultrahangos hőmennyiségmérők fűtés távleolvasással 10 Kompakt mérőórák 0,6-15 m 3 /h Áramlásmérők 0,6-1000 m 3 /h Rádiókommunikáció, wireless M-Bus (OMS), M-Bus Adatközpont az összes kommunikációs rendszerhez
DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/
 DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/ ÖSSZEÁLLÍTOTTA: DEÁK KRISZTIÁN 2013 Az SPM BearingChecker
DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/ ÖSSZEÁLLÍTOTTA: DEÁK KRISZTIÁN 2013 Az SPM BearingChecker
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
SCM 012-130 motor. Típus
 SCM 012-130 motor HU SAE A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
SCM 012-130 motor HU SAE A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
SCM 012-130 motor. Típus
 SCM 012-130 motor HU ISO A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
SCM 012-130 motor HU ISO A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
BEVÁLT MINŐSÉG A LEGTÖBB EXTRÁVAL! INVERTERES MULTI kültéri egységek
 INVERTERES MULTI kültéri egységek MŰSZAKI ADATOK DUO TRIO QUATTRO FS2MIF-180AE2 FS3MIF-270AE2 FS4MIF-360AE2 Hűtőközeg tipusa R 410A R 410A R 410A Hűtőteljesítmény* W 5140 (3600~6700) 7410 (5190~9630) 9880
INVERTERES MULTI kültéri egységek MŰSZAKI ADATOK DUO TRIO QUATTRO FS2MIF-180AE2 FS3MIF-270AE2 FS4MIF-360AE2 Hűtőközeg tipusa R 410A R 410A R 410A Hűtőteljesítmény* W 5140 (3600~6700) 7410 (5190~9630) 9880
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer
 Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak
 BSC szak") Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak A feladat részletezése: Név:.. Csoport:... A számításnak (órai)
Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak A feladat részletezése: Név:.. Csoport:... A számításnak (órai)
Szabadonálló gázüzemű főzőüst
 A 700XP sorozat több, mint 100 modellt foglal magába. Minden készülékek nagy teljesítményű, megbízható, energiatakarékos, biztonságos és ergonómikus. A modul rendszer megszámlálhatatlan konfigurációban
A 700XP sorozat több, mint 100 modellt foglal magába. Minden készülékek nagy teljesítményű, megbízható, energiatakarékos, biztonságos és ergonómikus. A modul rendszer megszámlálhatatlan konfigurációban
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gáz- és hőtermelő berendezés-szerelő szakma gyakorlati oktatásához OKJ száma: 35 52 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre Gáz- és hőtermelő berendezés-szerelő szakma gyakorlati oktatásához OKJ száma: 35 52 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Forgás iránya: óramutató járásával ellentétes
 Kivitel Függőleges tengelyű, több fokozatú szivattyúk. In-line szívó-, nyomóág elrendezés (a szívó- és nyomóág egy tengelyű és azonos méretű). IM V1 kivitelű, standard motorral üzemeltethető. Alkalmazás
Kivitel Függőleges tengelyű, több fokozatú szivattyúk. In-line szívó-, nyomóág elrendezés (a szívó- és nyomóág egy tengelyű és azonos méretű). IM V1 kivitelű, standard motorral üzemeltethető. Alkalmazás
Adatlap: DrainLift Con
 Adatlap: DrainLift Con Jelleggörbék Wilo-DrainLift Con - 50 Hz - 2900 1/min Motoradatok Hálózati csatlakozás Névleges áram I N 1~230 V, 50 Hz 0,6 A Pólusszám 2 Bekapcsolási mód Szigetelési osztály Közvetlen
Adatlap: DrainLift Con Jelleggörbék Wilo-DrainLift Con - 50 Hz - 2900 1/min Motoradatok Hálózati csatlakozás Névleges áram I N 1~230 V, 50 Hz 0,6 A Pólusszám 2 Bekapcsolási mód Szigetelési osztály Közvetlen