10. Szerelés A szerelés helye és szerepe a gépgyártástechnológiában
|
|
|
- Nóra Szekeresné
- 8 évvel ezelőtt
- Látták:
Átírás
1 10. Szerelés A szerelés helye és szerepe a gépgyártástechnológiában Gyártási folyamat: mindazon.. Szerelés: a gyártási folyamat ill. a technológiai folyamat azon része, melynek célja egy összetett működő, gyártmány létrehozása alkatrészekből vagy szerkezeti egységekből A munkaigény jelentős lehet: % Technológiai folyamat: Előgyártás Alkatrészgyártás Szerelés A technológiai folyamat tervezésekor a sorrend fordított ill. átfedéses 10.2 A gépipari termékek hierarchikus struktúrája GYÁRTMÁNY (GYM) SZERELT EGYSÉG (SZE) motor SZERKEZETI EGYSÉG (SZE) SZERELÉSI RÉSZEGYSÉG (SZR) sebességváltó FŐCSOPORT (FCS) SZERELÉSI ALEGYSÉG (SZA) tengely fog.ker ALCSOPORT (ACS) ALKATRÉSZ (AR) 1
 SZERELT EGYSÉG (SZE) motor SZERKEZETI EGYSÉG (SZE) SZERELÉSI RÉSZEGYSÉG (SZR) sebességváltó FŐCSOPORT (FCS)")
2 Gyártmány családfa 10.3 A szerelés technológiai folyamata Művelet Műveletelem Mozdulat (tevékenység) Jellemzői: tevékenységeket foglal magába - különböző szintű elemek felhasználása - az elemek egymáshoz rendelése - az elemek közti kapcsolat létrehozása - viszonylagos helyzet és kapcsolási mód meghatározása magasabb szintű technikai - alakzat - együttes (GYM, SZE) jön létre több műveletből és műveletként nem kezelhető tevékenységből tevődik össze a műveletek száma és milyensége függ: - a gyártmányok tagoltságától - a kötések megvalósításának módjától, - a szerelési folyamat tagoltságától és automatizáltságától 2
 jön létre több műveletből és műveletként nem kezelhető tevékenységből tevődik össze a műveletek száma és")
3 Művelet Műveletelem Mozdulat (tevékenység) Jellemzői: párhuzamos munkák szervezhetők, végezhetők, külön helyeken is az egymást követő műveletek során a munka tárgyának tömege, mérete folyamatosan növekszik, a szerelés technológiai folyamata általában reverzibilis. Művelet: egy munkahelyen, vagy egy csoport által végzett tevékenységek összessége A szerelés technológiai folyamatát befolyásoló tényezők Gyártmány Munkaeszközök Munkaerő Szerelés technológiai folyamata Egyéb Gyártásszervezés Gyártási körülmények 3

4 A szerelés technológiai folyamat gazdaságossága K=T sz /T m K~0,45 egyedi, kissorozat K~0,25 nagysorozat K: jellemzi a technológia színvonalát 10.4 A szerelési folyamat tevékenységei Előkészítő tevékenységek: Összegyűjtés és tárolás Tisztítás Ellenőrzés, vizsgálat Rendszerezés (sorrendbe rakás, kiadagolás) Gépek, készülékek és szerszámok előkészítése Ellenőrzés: Geometriai Statikus állapotban Működés közben Szerelési tevékenységek: Illesztés, tájolás, beállítás, összekapcsolás Megmunkálás Ellenőrzés, vizsgálat Kötés, rögzítés Befejező munkák: Festés, tisztítás Korrózió védelem, csomagolás Stb. 4

5 A szerelési tevékenységek ábrázolása egyezményes jelekkel A szerelési tevékenységek ábrázolása egyezményes jelekkel 5
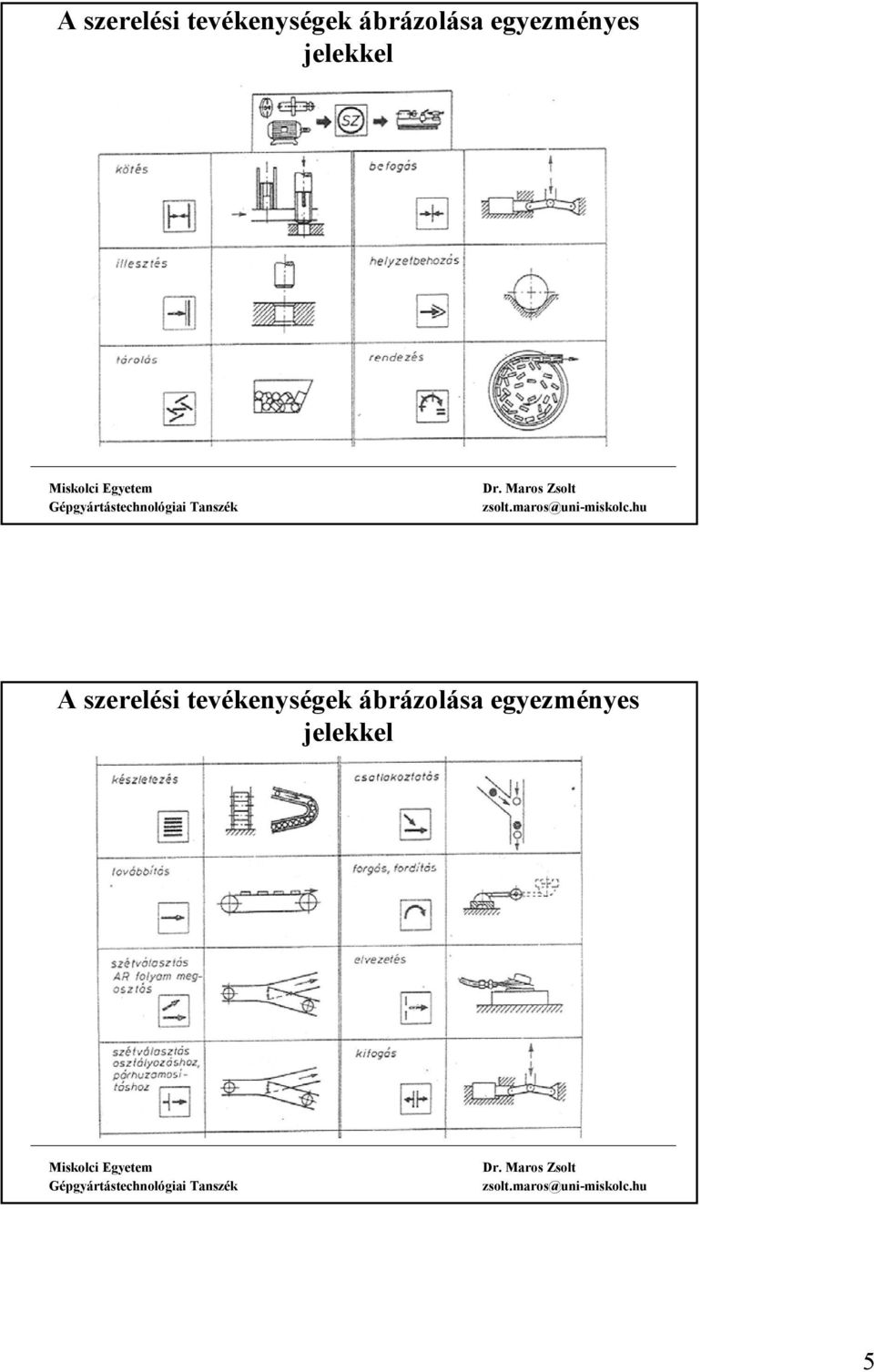
6 A szerelési tevékenységek ábrázolása egyezményes jelekkel 10.5 Kötésmódok a szerelésben Kötés: két vagy több alkatrész kapcsolódó felületei közötti kapcsolat - teherviselő - terhet továbbító - elmozdulást gátló - elmozdulást megakadályozó - elmozdulást határoló A kötések létrehozásához külső hatás szükséges, amelyet valamilyen felületi kényszer alkalmazásával biztosíthatunk 6

7 Kötésmódok csoportosítása 1. Működési követelmények (kapcsolódási formák) szerint AR kapcsolódási formák mozgó nem mozgó oldható nem oldható oldható nem oldható Nem mozgó OLDHATÓ csavar csapszeg retesz ék hengeres és kúpos szeg sasszeg zárak profilos alkatrészpárok NEM OLDHATÓ hegesztés szegecselés forrasztás ragasztás sajtolás zsugorkötés hidegalakításos kötés beöntés Mozgó hengeres mozgópár gömbcsukló csúszópárok gördülőpárok mozgató csavarpár csigahajtás fogaskerékpár csapágyak szerelt gumirugók zárt egységű golyóscsapágy szimmering 7

8 2. Kapcsolódó felületek közötti fizikai hatás formája szerint Erőzáró, alakzáró, anyagzáró kötések Anyagzáró kötések: hegesztés, forrasztás, ragasztás 3. Fizikai hatás jellege szerint Fizikai kapcsolat - szilárd folyékony gáz pl. hegesztés, öntés - molekuláris erők pl. forrasztás, ragasztás - szövetszerkezeti változás pl. szinterelés Mechanikai kapcsolat pl. reteszkötés, csavarkötés, szegecs stb. Kémiai kapcsolat - diffúzió pl. forrasztás, ragasztás 8

9 Csavarkötések Célok: helyzet-meghatározás, rögzítés, teherbírás növelés, tömítés, beállítás. Különböző igénybevételek: húzás Nyírás Hajlítás Összetett Csavarkötések biztosítása Erőzáró Alakzáró Anyagzáró Kontraanya rugós alátét hasított anya biztosító lemez hernyócsavar sasszeg biztosító huzal horgos biztosító karika pontozás ragasztás Festés stb 9

10 Speciális biztosítások: Műanyag betétes menet (c, d h) Torzított menet (e, f) Különleges kialakítású csavarfej (a, b) csavarszár (g) csavaranya (i) Csapszegkötések a) csapszegfajták b) alkalmazások 10
 csapszegfajták b) alkalmazások")
11 Reteszkötések Rendszerint forgásátvitelre Pontos megmunkálás kell a hibák elkerülésére (hibaokok) Roncsolásmentesen szétszerelhető Néha csúszó elemekhez is Szegecskötések Alapvető igénybevételek: felületi nyomás nyírás A szegecselés lépései: Fedésbe hozás Szegecs beillesztése Összehúzás szegecs húzóval Szegecsfej zömítése ellentartással Szegecsfej kialakítása 11

12 Jellegzetes szegecstípusok félgömbfejű-; lapos gömbfejű-; elliptikus-; gombafejű-; trapézfejű-; süllyesztettfejű- Laposfejű Üreges Robbanószegecs Csőszegecs Jellegzetes szegecselési hibák Letörés hiánya Aszimmetrikus fej A lemez benyomódása Furat eltolódás Szétnyílás Hosszú szegecs 12

13 Hegesztett kötések Ld. Mech. Tech. Tanszéken tanultak Forrasztás Meleg forrasztás: T= o C Anyag: réz-cink-ezüst ötvözet Rm<50 N/mm2 Hideg forrasztás: T<400 o C Anyag: ón-ólom ötvözet Rm<5-7 N/mm 2 A tisztítás és zsírtalanítás rendkívül fontos!! A ragasztott kötés előnyei: Ragasztás feszültségmentes kötés, különféle anyagok köthetők egymáshoz, rezgéscsillapító hatása van, nagy potenciálkülönbségű fémek összekötése egyszerűen megvalósítható (korróziógátló szigetelés), elméletileg tetszés szerinti nagyságú felületek köthetők össze igen vékony ill. különböző vastagságú alkatrészek is köthetők, általában nem igényel költséges beruházást, jó technológia esetén nem igényel szakmunkást Anyag: polimer ötvözet 13

14 A ragasztott kötés hátrányai: a felületi előkészítés költséges lehet, a keményedés időtartama hosszú is lehet, ez növeli az átfutási időt, lefejtő igénybevétellel szembeni ellenállása kicsi, speciális technológiáknál hevítés ill. befogó szükség lehet (költségnövelés) készülékre is dinamikus hatásokra általában érzékenyek, tartós, statikus terhelés esetén hidegfolyásra (kúszásra) hajlamos, a kötés minőségvizsgálata végezhető el. csak roncsolásos vizsgálattal Főként csak nyírásra tervezzük! Sajtolt kötések axiális sajtolás radiális sajtolás zsugorkötés: az agy melegítésével (max. 400 C) táguló kötés: a tengely hűtésével kombinált kötés: agy melegítése + tengely hűtése képlékeny alakítással, rugalmas alkatrész 14

15 Szerelés orientált kötési módok Önmetsző csavarok Expanziós anyák (zárt üregbe) Lemez anyák Kapcsok 15
 Lemez anyák")
16 Képlékenyalakítással felerősíthető csavarok Hegesztéssel felerősíthető csavarok Peremezés, korckötés (képlékeny alakítás) 16
")
17 10.6 A szerelés technológiai tervezése A szerelési folyamat előtervezése A szerelés technikai feltételeinek körvonalazása A szerelés tömegességének meghatározása A gyártmány tagolása Funkcionális és technológiai helyesség vizsgálata (a szerelhetőség biztosítása) (méretláncok!!) Műveleti sorrendtervezés Műveletek tervezése Műveletelemek tervezése Tervezési eredmények illesztése A gyártmány tagolása A gyártmány tagolása a szerelés technológiai folyamat tervezésének szükséges feltétele. A tagolás a gyártmány részekre bontásával történik. Szét(szerelés) felülről lefelé (Felbontás komponensekre robbantás.) A tagolás lehetővé teszi a műveletek párhuzamosítását Családfa A tagolás grafikus megjelenítési formája a gyártmánycsaládfa. A darabjegyzék minden elemét tartalmazza Szerelésorientált változata a szerelési családfa. 17
 felülről lefelé (Felbontás komponensekre robbantás.")
18 A családfa jellemzői Jellemzi a gyártmány bonyolultságát hierarchiai szintek száma, elemek száma, csatlakozások száma, csatlakozások aránya. A családfák tipusai mennyiségi, szerkezeti alaktrész orientált építő kocka elvű Mennyiségi családfa 18

19 Szerkezeti családfa Az alkatrészek ismétlődnek Alkatrész orientált családfa Összetett gyártmányokhoz! 19

20 Építőkocka elvű családfa Szerelési családfa A szerelés technológiai folyamatának dokumentációja 20

21 Szerelési családfa Elemei: alkatrész v. szerelt egység, ill a szerelési művelet idő 1. Csapágy 2. Tengely 3. Retesz 4. Tárcsa 5. Rugós alátét 6. Anya 21
22 10.7 Szerelőrendszerek Szerelési rendszerek csoportosításának szempontjai: a munkadarabok mozgása alapján a szakosítás mélysége alapján a szerelés üteme szerint a szerelés térbeli elrendezése szerint az alkatrészgyártás és a szerelés kapcsolata alapján 1. A munkadarab mozgása alapján álló mozgó vegyes Mozgó: Folyamatosan mozgó Periodikusan mozgó Esetenként mozgó Álló vagy helyhez kötött szerelés A dolgozók csoportjai változnak (nagyméretű gyártmányok, pl. szerszámgép) Kisméretű egyszerű berendezések Szakképzett munkaerő szükséges Kézi szerelő munkahely, álló szereléshez Lehet: koncentrált (egy csoport) vagy osztott 22
23 Mozgó szerelés Sorozat- és tömeggyártásban használatos A szerelési egységeket automatikusan mozgatják Nagyfokú specializáció Szakképzetlen munkaerő Egyenletes termelés Monotonitás Szalag melletti periodikusan mozgó szerelés Pl. háztartási berendezések Folyamatos: pl autóipar Esetenként mozgó: pl hajó 2. A szerelés térbeli elhelyezkedése szerint Egyedi munkahely(ek) Szerelő sorok Tagolt Soros vagy párhuzamos Zárt Összetett Körmenti 23
24 3. A szerelés ütemezése szerint Kötött ütemű (szerelősorok, becsülhető termelékenység) Kötetlen ütemű A dolgozók termelékenysége különböző lehet Különböző gyártmányok szerelhetők egyidejűleg A monotonitás csökken 4. A szakosítás (tagolás) mélysége szerint Egyedi, osztatlan Osztott, vagy tagolt Maximálisan tagolt (tömeggyártás, monotonitás, szerelő robotok) 5. A gyártási folyamathoz való kapcsolat szerint Nincs megmunkálás (kooperáció) A szerelés a megmunkálástól elhatárolt Integrált rendszer 24
25 Az emberi tényező figyelembe vétele szerelőrendszerek kialakításakor hagyományos csoport Hagyományos oldalsor Újszerű oldalsor U sor Szerelősziget Forgó asztal bufferrel Álló asztal, szakképzett munkaerő Szerelőrendszer szigetekből 10.8 A szerelés automatizálásának eszközei Szállítószalagok Álló Függő 25
26 Rezgő adagolók Forgó adagolók Rendezők (orientáló eszközök) Robotok Külön tantárgy lehetne! 26
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
TÁJÉKOZTATÓ a "Gépipari Szerelés" c. tárgy oktatásáról Neptun kód: GEGTT112-B
 TÁJÉKOZTATÓ a "Gépipari Szerelés" c. tárgy oktatásáról Neptun kód: GEGTT112-B Szak: Gépészmérnöki (BSc) alapszak Szakirány Gépgyártástechnológiai Évfolyam: III. Előadó: Sztankovics István tanársegéd Gyakorlatvezető:
TÁJÉKOZTATÓ a "Gépipari Szerelés" c. tárgy oktatásáról Neptun kód: GEGTT112-B Szak: Gépészmérnöki (BSc) alapszak Szakirány Gépgyártástechnológiai Évfolyam: III. Előadó: Sztankovics István tanársegéd Gyakorlatvezető:
Nyári gyakorlat teljesítésének igazolása Hiányzások
 Nyári gyakorlat teljesítésének igazolása Hiányzások - - Az összefüggő szakmai gyakorlatról hiányozni nem lehet. Rendkívüli, nem tervezhető esemény esetén az igazgatóhelyettest kell értesíteni. - A tanulók
Nyári gyakorlat teljesítésének igazolása Hiányzások - - Az összefüggő szakmai gyakorlatról hiányozni nem lehet. Rendkívüli, nem tervezhető esemény esetén az igazgatóhelyettest kell értesíteni. - A tanulók
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése:
 0220-0 Gépészeti kötési feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási
0220-0 Gépészeti kötési feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási
GÉPÉSZETI ALAPISMERETEK TÉMAKÖRÖK
 GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma
 Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Szakirányú gyakorlat I. tantárgy 2010/2011. tanév, I. félév GM1B. III. évfolyam Gyak.jegy, kredit: 2 Tanítási hetek száma:
Szegecselés. Szegecskötés Készítette: Kiss Péter
 Szegecselés Szegecskötés Készítette: Kiss Péter Kötések Kötés jön létre, ha két (vagy több) elemet, alkatrészt ideiglenesen vagy véglegesen egymáshoz rögzítünk. A kötések változatai A szerelőiparban gyakori
Szegecselés Szegecskötés Készítette: Kiss Péter Kötések Kötés jön létre, ha két (vagy több) elemet, alkatrészt ideiglenesen vagy véglegesen egymáshoz rögzítünk. A kötések változatai A szerelőiparban gyakori
Gépelemek-géptan, Osztályozó vizsga témakörök, az Autószerelő évi kerettanterve alapján. 10. évfolyam
 Gépelemek-géptan, Osztályozó vizsga témakörök, az Autószerelő 2018. évi kerettanterve alapján 10. évfolyam Számonkérés: feladatlap megoldása, szóbeli tétel húzása Szükséges eszközök: toll Bevezetés, kötőgépelemek,
Gépelemek-géptan, Osztályozó vizsga témakörök, az Autószerelő 2018. évi kerettanterve alapján 10. évfolyam Számonkérés: feladatlap megoldása, szóbeli tétel húzása Szükséges eszközök: toll Bevezetés, kötőgépelemek,
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése:
 0220-0 Gépészeti kötési feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási
0220-0 Gépészeti kötési feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Épület- és szerkezetlakatos szakma gyakorlati oktatásához OKJ száma: 34 582 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Épület- és szerkezetlakatos szakma gyakorlati oktatásához OKJ száma: 34 582 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
A (32/2011. (VIII. 25.) NGM 15/2008. (VIII. 13.) SZMM
 NGM 15/2008. (VIII. 13.) SZMM") Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
NEMZETI FEJLESZTÉSI MINISZTÉRIUM. Szóbeli tétel
 . NEMZETI FEJLESZTÉSI MINISZTÉRIUM Szóbeli tétel 2011. 1. Ismertesse a gépészeti kötéseket, a kötések megválasztásának és létesítésének Információtartalom vázlata Kötések feladat, csoportosítása (oldható,
. NEMZETI FEJLESZTÉSI MINISZTÉRIUM Szóbeli tétel 2011. 1. Ismertesse a gépészeti kötéseket, a kötések megválasztásának és létesítésének Információtartalom vázlata Kötések feladat, csoportosítása (oldható,
GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA
 GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA CSAVAROK ÉS CSAVARKÖTÉSEK ÁBRÁZOLÁSA A csavarok gépészeti jellemzése A csavarok funkciói Alkatrészek rögzítése Alkatrészek mozgatása (forgó mozgás átalakítása haladó
GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA CSAVAROK ÉS CSAVARKÖTÉSEK ÁBRÁZOLÁSA A csavarok gépészeti jellemzése A csavarok funkciói Alkatrészek rögzítése Alkatrészek mozgatása (forgó mozgás átalakítása haladó
Használható segédeszköz: számológép, vonalzók, körző, szögmérő, ceruza
 12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 06 Karosszérialakatos Tájékoztató A vizsgázó az első lapra írja fel a nevét!
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 06 Karosszérialakatos Tájékoztató A vizsgázó az első lapra írja fel a nevét!
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Autóelektronikai műszerész szakma gyakorlati oktatásához OKJ száma: 54 525 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Autóelektronikai műszerész szakma gyakorlati oktatásához OKJ száma: 54 525 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Karosszérialakatos szakma gyakorlati oktatásához OKJ száma: 34 525 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
i napló a 20 /20. tanévre Karosszérialakatos szakma gyakorlati oktatásához OKJ száma: 34 525 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
HELYI TANTERV. Gépelemek-géptan
 HELYI TANTERV Gépelemek-géptan 14. évfolyam 72 óra 1.1. A tantárgy tanításának célja A gépelemek-géptan tantárgy tanításának célja, a közlekedéstechnikai gyakorlatban szükséges készségek megszerzése, a
HELYI TANTERV Gépelemek-géptan 14. évfolyam 72 óra 1.1. A tantárgy tanításának célja A gépelemek-géptan tantárgy tanításának célja, a közlekedéstechnikai gyakorlatban szükséges készségek megszerzése, a
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Autógyártó szakma gyakorlati oktatásához OKJ száma: 34 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Autógyártó szakma gyakorlati oktatásához OKJ száma: 34 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Autószerelő szakma gyakorlati oktatásához OKJ száma: 54 525 02 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Autószerelő szakma gyakorlati oktatásához OKJ száma: 54 525 02 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Mechatronikai és Autótechnikai Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Mechatronikai és Autótechnikai Intézet 8. előadás GÉPIPARI SZERELÉS Gépipari szerelés, alapfogalmak A gépipari szerelés: - az a
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Mechatronikai és Autótechnikai Intézet 8. előadás GÉPIPARI SZERELÉS Gépipari szerelés, alapfogalmak A gépipari szerelés: - az a
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
HELYI TANTERV. Karbantartási gyakorlat
 HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
A (32/2011. (VIII. 25.) NGM 15/2008. (VIII. 13.) SZMM
 NGM 15/2008. (VIII. 13.) SZMM") Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Megoldások az ipari termelési folyamatokhoz
 Megoldások az ipari termelési folyamatokhoz Ipari termelési folyamatok Megoldások a berendezések élettartamának minden szakaszára Teljes körű megoldások tervezéstől a javításig Alkatrészek gyártása Berendezések
Megoldások az ipari termelési folyamatokhoz Ipari termelési folyamatok Megoldások a berendezések élettartamának minden szakaszára Teljes körű megoldások tervezéstől a javításig Alkatrészek gyártása Berendezések
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK Az élelmiszeripari gépésztechnikai ismeretek ágazaton belüli
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK Az élelmiszeripari gépésztechnikai ismeretek ágazaton belüli
1. Gépelemek minimum rajzjegyzék
 1. Gépelemek minimum rajzjegyzék MECHATRONIKAI MÉRNÖK BSC SZAK, LOGISZTIKAI MÉRNÖK BSC SZAK Rajzi beugró ábrák választéka (Kovács Gáborné Mezei Gizella, Rácz Péter, Szalai Péter, Törőcsik Dávid elektronikus
1. Gépelemek minimum rajzjegyzék MECHATRONIKAI MÉRNÖK BSC SZAK, LOGISZTIKAI MÉRNÖK BSC SZAK Rajzi beugró ábrák választéka (Kovács Gáborné Mezei Gizella, Rácz Péter, Szalai Péter, Törőcsik Dávid elektronikus
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Gépipari alkatrészgyártás és szerelés technológiai tervdokumentáció készítésének számítógépes támogatása http://www.lib.uni-miskolc.hu/digital/
Foglalkozási napló. Elektromechanikai műszerész
 Foglalkozási ló a 20 /20. tanévre Elektromechanikai műszerész (OKJ száma: 34 522 01) szakma gyakorlati oktatásához 10. évfolyam A ló vezetéséért felelős: A ló megnyitásának dátuma: A ló lezárásának dátuma:
Foglalkozási ló a 20 /20. tanévre Elektromechanikai műszerész (OKJ száma: 34 522 01) szakma gyakorlati oktatásához 10. évfolyam A ló vezetéséért felelős: A ló megnyitásának dátuma: A ló lezárásának dátuma:
2. ábra Szerelés rendszere
 1.1 A szerelési rendszer és folyamat értelmezése Tevékenység: Olvassa el a szerelési rendszerre vonatkozó tananyagot! Gyűjtse ki a szerelési rendszerek alapvető formáit! Gyűjtsön gyakorlati példákat az
1.1 A szerelési rendszer és folyamat értelmezése Tevékenység: Olvassa el a szerelési rendszerre vonatkozó tananyagot! Gyűjtse ki a szerelési rendszerek alapvető formáit! Gyűjtsön gyakorlati példákat az
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Fa- és Acélszerkezetek I. 1. Előadás Bevezetés. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 1. Előadás Bevezetés Dr. Szalai József Főiskolai adjunktus Okt. Hét 1. Téma Bevezetés acélszerkezetek méretezésébe, elhelyezés a tananyagban Acélszerkezetek használati területei
Fa- és Acélszerkezetek I. 1. Előadás Bevezetés Dr. Szalai József Főiskolai adjunktus Okt. Hét 1. Téma Bevezetés acélszerkezetek méretezésébe, elhelyezés a tananyagban Acélszerkezetek használati területei
HELYI TANTERV. Karbantartási gyakorlat
 HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
HELYI TANTERV Karbantartási gyakorlat Bevezető A szakmai gyakorlati képzés célja az, hogy a tanulókat az adott szakmában felkészítse az önálló, megfelelő minőségű munkavégzésre. A szakmai gyakorlat tanítása
Az ipari komputer tomográfia vizsgálati lehetőségei
 Az ipari komputer tomográfia vizsgálati lehetőségei Dr. Czinege Imre, Kozma István Széchenyi István Egyetem 6. ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA Cegléd, 2012. június 7-8. Tartalom A CT technika
Az ipari komputer tomográfia vizsgálati lehetőségei Dr. Czinege Imre, Kozma István Széchenyi István Egyetem 6. ANYAGVIZSGÁLAT A GYAKORLATBAN KONFERENCIA Cegléd, 2012. június 7-8. Tartalom A CT technika
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat)
") ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat) Erővel záró nyomatékkötések Hatáselve: a kapcsolódó felületre merőleges rugalmas szorítás hatására a felület érintőjének irányába ható terheléssel ellentétes irányban ébredő
ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat) Erővel záró nyomatékkötések Hatáselve: a kapcsolódó felületre merőleges rugalmas szorítás hatására a felület érintőjének irányába ható terheléssel ellentétes irányban ébredő
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
TARTALOMJEGYZÉK I. RÉSZ: ÁTTEKINTÉS ÉS ALAPANYAGGYÁRTÁS...
 I. RÉSZ: ÁTTEKINTÉS ÉS ALAPANYAGGYÁRTÁS... 17 1. BEVEZETÉS... 18 1.1. Alapfogalmak... 18 1.2. A technológia jellemz i... 19 2. A GYÁRTÁSI ELJÁRÁSOK ÁTTEKINTÉSE... 22 2.1. Felosztás... 22 2.2. Primer alakadó
I. RÉSZ: ÁTTEKINTÉS ÉS ALAPANYAGGYÁRTÁS... 17 1. BEVEZETÉS... 18 1.1. Alapfogalmak... 18 1.2. A technológia jellemz i... 19 2. A GYÁRTÁSI ELJÁRÁSOK ÁTTEKINTÉSE... 22 2.1. Felosztás... 22 2.2. Primer alakadó
Járműelemek. Rugók. 1 / 27 Fólia
 Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
Szakmai ismeretek II.
 Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
MUNKAANYAG. Palotai Zoltán. Szegecskötések kialakítása, szerelése, szerszámai. A követelménymodul megnevezése: Gépészeti kötési feladatok
 Palotai Zoltán Szegecskötések kialakítása, szerelése, szerszámai A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A tartalomelem azonosító száma és célcsoportja:
Palotai Zoltán Szegecskötések kialakítása, szerelése, szerszámai A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A tartalomelem azonosító száma és célcsoportja:
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Elektromechanikai műszerész szakma gyakorlati oktatásához OKJ száma: 34 522 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Elektromechanikai műszerész szakma gyakorlati oktatásához OKJ száma: 34 522 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Tengelykapcsoló. 2018/2019 tavasz
 Jármű és s hajtáselemek I. Tengelykapcsoló Török k István 2018/2019 tavasz TENGELYKAPCSOL KAPCSOLÓK 2 1. Besorolás Nyomatékátvivő elemek tengelyek; tengelykapcsolók; vonóelemes hajtások; gördülőelemes
Jármű és s hajtáselemek I. Tengelykapcsoló Török k István 2018/2019 tavasz TENGELYKAPCSOL KAPCSOLÓK 2 1. Besorolás Nyomatékátvivő elemek tengelyek; tengelykapcsolók; vonóelemes hajtások; gördülőelemes
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
FOGLALKOZÁSI NAPLÓ (segédlet)
") verzió szám: 1.0 FOGLALKOZÁSI NAPLÓ (segédlet) 20 /20 tanév gépész szakma i képzéséhez OKJ szám: 34 521 08 Évfolyam: 1/9. évfolyam (közismereti oktatással) Gazdálkodó szervezet neve: Képzőhely neve, címe:
verzió szám: 1.0 FOGLALKOZÁSI NAPLÓ (segédlet) 20 /20 tanév gépész szakma i képzéséhez OKJ szám: 34 521 08 Évfolyam: 1/9. évfolyam (közismereti oktatással) Gazdálkodó szervezet neve: Képzőhely neve, címe:
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
A gyártási rendszerek áttekintése
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Acélszerkezetek. 3. előadás 2012.02.24.
 Acélszerkezetek 3. előadás 2012.02.24. Kapcsolatok méretezése Kapcsolatok típusai Mechanikus kapcsolatok: Szegecsek Csavarok Csapok Hegesztett kapcsolatok Tompavarrat Sarokvarrat Coalbrookdale, 1781 Eiffel
Acélszerkezetek 3. előadás 2012.02.24. Kapcsolatok méretezése Kapcsolatok típusai Mechanikus kapcsolatok: Szegecsek Csavarok Csapok Hegesztett kapcsolatok Tompavarrat Sarokvarrat Coalbrookdale, 1781 Eiffel
A MEFA-rugós tartók kifejezetten a flexibilis csőrögzítésekhez, illetve aggregátorok elasztikus tartóihoz lettek kifejlesztve.
 MEFA - Rugós tartók Rugós tartók A MEFA-rugós tartók kifejezetten a flexibilis csőrögzítésekhez, illetve aggregátorok elasztikus tartóihoz lettek kifejlesztve. Alkalmazási és beépítési esetek: a) Csővezetékek
MEFA - Rugós tartók Rugós tartók A MEFA-rugós tartók kifejezetten a flexibilis csőrögzítésekhez, illetve aggregátorok elasztikus tartóihoz lettek kifejlesztve. Alkalmazási és beépítési esetek: a) Csővezetékek
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10180-12 A hegesztés előkészítő és befejező műveletei tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038 Leleményesen, élményekkel,
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10180-12 A hegesztés előkészítő és befejező műveletei tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038 Leleményesen, élményekkel,
Parametrikus tervezés
 2012.03.31. Statikus modell Dinamikus modell Parametrikus tervezés Módosítások a tervezés folyamán Konstrukciós variánsok (termékcsaládok) Parametrikus Modell Parametrikus tervezés Paraméterek (változók
2012.03.31. Statikus modell Dinamikus modell Parametrikus tervezés Módosítások a tervezés folyamán Konstrukciós variánsok (termékcsaládok) Parametrikus Modell Parametrikus tervezés Paraméterek (változók
GÉPELEMEK I-II. Témakörök, ajánlott irodalom és ellenőrző kérdések
 GÉPELEMEK I-II. Témakörök, ajánlott irodalom és ellenőrző kérdések Gépészeti szerkezetek szilárdságtani vizsgálata A biztonság fogalma, a biztonsági tényező Szerkezeteket érő terhelések meghatározása,
GÉPELEMEK I-II. Témakörök, ajánlott irodalom és ellenőrző kérdések Gépészeti szerkezetek szilárdságtani vizsgálata A biztonság fogalma, a biztonsági tényező Szerkezeteket érő terhelések meghatározása,
Foglalkozási napló. Gépjármű-építési, szerelési logisztikus 10. évfolyam
 Foglalkozási napló a 20 /20. tanévre Gépjármű-építési, szerelési logisztikus 10. évfolyam (OKJ száma: 34 841 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépjármű-építési, szerelési logisztikus 10. évfolyam (OKJ száma: 34 841 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma:
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
A MEFA-rugós tartók kifejezetten a flexibilis csőrögzítésekhez, illetve aggregátorok elasztikus tartóihoz lettek kifejlesztve.
 MEFA - Rugós tartók Rugós tartók A MEFA-rugós tartók kifejezetten a flexibilis csőrögzítésekhez, illetve aggregátorok elasztikus tartóihoz lettek kifejlesztve. Alkalmazási és beépítési esetek: a) Csővezetékek
MEFA - Rugós tartók Rugós tartók A MEFA-rugós tartók kifejezetten a flexibilis csőrögzítésekhez, illetve aggregátorok elasztikus tartóihoz lettek kifejlesztve. Alkalmazási és beépítési esetek: a) Csővezetékek
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Összefüggő szakmai gyakorlat témakörei
 Összefüggő szakmai gyakorlat témakörei Villamosipar és elektronika ágazat Elektrotechnika gyakorlat 10. évfolyam 10 óra Sorszám Tananyag Óraszám Forrasztási gyakorlat 1 1.. 3.. Forrasztott kötés típusai:
Összefüggő szakmai gyakorlat témakörei Villamosipar és elektronika ágazat Elektrotechnika gyakorlat 10. évfolyam 10 óra Sorszám Tananyag Óraszám Forrasztási gyakorlat 1 1.. 3.. Forrasztott kötés típusai:
ÖSSZEFÜGGŐ SZAKMAI GYAKORLAT. I. Öt évfolyamos oktatás közismereti képzéssel 10. évfolyamot követően 140 óra 11. évfolyamot követően 140 óra
 ÖSSZEFÜGGŐ SZAKMAI GYAKORLAT I. Öt évfolyamos oktatás közismereti képzéssel 10. évfolyamot követően 140 óra 11. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
ÖSSZEFÜGGŐ SZAKMAI GYAKORLAT I. Öt évfolyamos oktatás közismereti képzéssel 10. évfolyamot követően 140 óra 11. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
Géprajz gépelemek II. II. Konzultáció (2014.03.22.)
") Géprajz gépelemek II. II. Konzultáció (2014.03.22.) Forgó alkatrészek oldható kötőelemei (a nem oldható tengelykötéseket a tk.-ből tanulni) Ékkötés Az ék horonyszélességének illesztése laza D10 A tengely
Géprajz gépelemek II. II. Konzultáció (2014.03.22.) Forgó alkatrészek oldható kötőelemei (a nem oldható tengelykötéseket a tk.-ből tanulni) Ékkötés Az ék horonyszélességének illesztése laza D10 A tengely
Golyós hüvely Raktári program
 Golyós hüvely Raktári program A Tech-Con Hungária Kft. lineáris technika kategóriájában megtalálhatóak az NTN-SNR kiváló minőségű termékei. Mint tervező, fejlesztő és gyártó, az NTN-SNR a világ harmadik
Golyós hüvely Raktári program A Tech-Con Hungária Kft. lineáris technika kategóriájában megtalálhatóak az NTN-SNR kiváló minőségű termékei. Mint tervező, fejlesztő és gyártó, az NTN-SNR a világ harmadik
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
A forgójeladók mechanikai kialakítása
 A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
Tartószerkezetek modellezése
 Tartószerkezetek modellezése 20. Elıadás A kapcsolatok funkciója: - Bekötés: 1 2 - Illesztés: 1 1 A kapcsolás módja: - mechanikus (csavar, szegecs) - hegesztési varrat 1 A kapcsolatok részei: - Elemvég
Tartószerkezetek modellezése 20. Elıadás A kapcsolatok funkciója: - Bekötés: 1 2 - Illesztés: 1 1 A kapcsolás módja: - mechanikus (csavar, szegecs) - hegesztési varrat 1 A kapcsolatok részei: - Elemvég
Záróvizsga kérdések a Gépek és berendezések biztonságtechnikája c. tantárgyból
 Záróvizsga kérdések a Gépek és berendezések biztonságtechnikája c. tantárgyból 1. A munkaeszközök, illetve gépek biztonságával foglalkozó fontosabb jogszabályok és szabványok. A nemzeti szabvány és a honosított
Záróvizsga kérdések a Gépek és berendezések biztonságtechnikája c. tantárgyból 1. A munkaeszközök, illetve gépek biztonságával foglalkozó fontosabb jogszabályok és szabványok. A nemzeti szabvány és a honosított
Ék-, retesz- és bordás kötések
 Gépszerkezettan Ék-, retesz- és bordás kötések A különféle ék- és reteszkötésekkel tengelyek és agyak között létesítenek kapcsolatot. Az ékek lejtős kialakítású gépelemek, melyeknek beszorítása után nagy
Gépszerkezettan Ék-, retesz- és bordás kötések A különféle ék- és reteszkötésekkel tengelyek és agyak között létesítenek kapcsolatot. Az ékek lejtős kialakítású gépelemek, melyeknek beszorítása után nagy
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
Király Trading KFT H-1151 Budapest Mogyoród útja Leírás
 K1173 Rugós zsanérok, acél vagy nemesacél, 50 mm Acél vagy 1.4301 nemesacél. A szorítórugó nemesacélból. Acél, horganyzott. Nemesacél, csupasz. Pántok. Nyílásszög: 270. Nyitó rugó forgatónyomatéka: M(0
K1173 Rugós zsanérok, acél vagy nemesacél, 50 mm Acél vagy 1.4301 nemesacél. A szorítórugó nemesacélból. Acél, horganyzott. Nemesacél, csupasz. Pántok. Nyílásszög: 270. Nyitó rugó forgatónyomatéka: M(0
Oldható kötések készítése
 Szalayné Kovács Eszter Oldható kötések készítése A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja: SzT-015-36
Szalayné Kovács Eszter Oldható kötések készítése A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja: SzT-015-36
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Technológiai dokumentáció Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Gyártástechnológia II. BAGGT23NNB Technológiai dokumentáció Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Gépszerkezettan. A gépelemek méretezésének alapjai
 Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Üzemszervezés A BMEKOKUA180
 Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki és Járműmérnöki Kar Közlekedésmérnöki Szak Üzemszervezés A BMEKOKUA180 Termelési rendszerek Dr. Juhász János egyetemi docens A termelési
Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki és Járműmérnöki Kar Közlekedésmérnöki Szak Üzemszervezés A BMEKOKUA180 Termelési rendszerek Dr. Juhász János egyetemi docens A termelési
Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV Nyíregyházi Főiskola Gyártórendszerek tervezése c. tan- 2009/2010. tanév, II. félév GM.III. évfolyam Gyak.jegy, 2 kredit tárgy Műszaki Alapozó és Gépgyártástechnológia Tanszék Tanítási
FOGLALKOZÁSI TERV Nyíregyházi Főiskola Gyártórendszerek tervezése c. tan- 2009/2010. tanév, II. félév GM.III. évfolyam Gyak.jegy, 2 kredit tárgy Műszaki Alapozó és Gépgyártástechnológia Tanszék Tanítási
KOHÁSZAT ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK I. FELADATLAP
 KOHÁSZAT ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK I. FELADATLAP Az 1-6-ig feladatokban a kérdésre adott válaszok közül egy helyes. Húzza alá a helyes választ! 1. Melyik a roncsolás nélkül
KOHÁSZAT ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK I. FELADATLAP Az 1-6-ig feladatokban a kérdésre adott válaszok közül egy helyes. Húzza alá a helyes választ! 1. Melyik a roncsolás nélkül
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Simson 51 motorblokk azonosító
 119 Olajellenõrzõ csavarhoz alátét 120 Olajellenõrzõ csavar 121 Tengelykapcsoló beállító nyílás fedõcsavarjához alátét 122 Tengelykapcsoló beállító nyílás fedõcsavarja 123 Olajbetöltõ csavarhoz alátét,
119 Olajellenõrzõ csavarhoz alátét 120 Olajellenõrzõ csavar 121 Tengelykapcsoló beállító nyílás fedõcsavarjához alátét 122 Tengelykapcsoló beállító nyílás fedõcsavarja 123 Olajbetöltõ csavarhoz alátét,
Csavarok és kötőelemek
 Csavarok és kötőelemek A csavar egyike az egyszerű gépeknek. Csavarokat gépek működtetésére, erő sokszorozásra és kötőelemként használják. Ez a szócikk a csavarról, mint kötőelemről szól. Csavarok csoportosításának
Csavarok és kötőelemek A csavar egyike az egyszerű gépeknek. Csavarokat gépek működtetésére, erő sokszorozásra és kötőelemként használják. Ez a szócikk a csavarról, mint kötőelemről szól. Csavarok csoportosításának
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
KULCS SZERKESZTÉS-TKK-2016
 KULCS SZERKESZTÉS-TKK-2016 1. A termelés alapjául szolgáló ötletek átalakítását projektre: 2 a) tervezésnek b) szerkesztésnek nevezzük. 2. A hasznossági fok a tervezési munka folyamán a következő mutatja:
KULCS SZERKESZTÉS-TKK-2016 1. A termelés alapjául szolgáló ötletek átalakítását projektre: 2 a) tervezésnek b) szerkesztésnek nevezzük. 2. A hasznossági fok a tervezési munka folyamán a következő mutatja:
Foglalkozási napló. Járműkarosszéria készítő, szerelő 10. évfolyam
 Foglalkozási napló a 20 /20. tanévre Járműkarosszéria készítő, szerelő 10. évfolyam (OKJ száma: 34 525 05) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló
Foglalkozási napló a 20 /20. tanévre Járműkarosszéria készítő, szerelő 10. évfolyam (OKJ száma: 34 525 05) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló
MODELLEZÉS I. 1. Házi feladat. 1. Házi feladat témája: Kötıelemek, kötések rajzolása, elıírása
 MODELLEZÉS I. 1. Házi feladat 1. Házi feladat témája: Kötıelemek, kötések rajzolása, elıírása - Szerkessze meg a sorszámának megfelelı feladatot 1:1 méretarányban A4 vagy A3 as mérető, kerettel és szövegmezıvel
MODELLEZÉS I. 1. Házi feladat 1. Házi feladat témája: Kötıelemek, kötések rajzolása, elıírása - Szerkessze meg a sorszámának megfelelı feladatot 1:1 méretarányban A4 vagy A3 as mérető, kerettel és szövegmezıvel
FOGLALKOZÁSI TERV. Kósa Péter műszaki oktató. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
Elıgyártmány típusok Hengerelt Húzott Kovácsolt Öntött Hegesztett
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Foglalkozási napló. Ötvös, fémműves 14. évfolyam
 Foglalkozási napló a 20 /20. tanévre Ötvös, fémműves 14. évfolyam (OKJ száma: 54 211 06) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Ötvös, fémműves 14. évfolyam (OKJ száma: 54 211 06) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: