Hegesztés és rokon technológiák Dr. Palotás és Prof. Kaplan nyomán
|
|
|
- Zoltán Vass
- 7 évvel ezelőtt
- Látták:
Átírás
1 Hegesztés és rokon technológiák Dr. Palotás és Prof. Kaplan nyomán Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék
2 Miről lesz ma szó? Hegesztés definíciója és csoportosítása Hegeszthetőség Hibatípusok és okok Hegesztési eljárások Ömlesztő hegesztések Sajtolóhegesztések Forrasztás Ragasztás
3 Kötések csoportosítása KÖTÉSEK ALAKKAL ZÁRÓ SÚRLÓDÁSSAL ZÁRÓ ANYAGGAL ZÁRÓ Ék-, csap-, szegecskötés Tengelyagy-kötések Elemek a helyzetbiztosításhoz Pattintó-, feszítő- és szorítókötések Karimás- és csavaros kötések Sajtolt tengelyagy-kötések Rugalmas közbenső elemekkel Rugalmas közbenső elemek nélkül HEGESZTETT KÖTÉSEK FORRASZTOTT KÖTÉSEK RAGASZTOTT KÖTÉSEK

4 Hegesztési eljárások csoportosítása A kötéshez használt energia beviteli módja szerint Ömlesztő hegesztések Sajtoló hegesztések A hozaganyag fajtája A kötés védelme A gépesítési szint A technológiai adatok alapján Több száz hegesztési eljárás

5 Varrat kialakulása - ömlesztés

6 Varrat kialakulása - sajtolás F F
7 Hegeszthetőség Az acélok hegeszthetősége nem más, mint az acélok bizonyos fokú alkalmassága arra, hogy Adott alkalmazásra Meghatározott munkarenddel Megfelelő hegesztőanyagokkal olyan szerkezeteket építhessünk belőlük, amelyekben a fémes kötések helyi tulajdonságai, a szerkezetre kifejtett hatásukkal együtt eleget tesznek a megkívánt követelményeknek
8 A hegeszthetőség tényezői Meghatározó tényezők Kémiai összetétel Gyártási eljárás: csak csillapított acél Hőkezelési állapot: normalizált, utóhőkezelés Előzetes alakítás: újrakristályosodás Befolyásoló tényezők Vastagság, méret, geometria, keresztmetszetváltás Feszültséggyűjtő helyek Kötés kialakítások Gyárthatóság Üzemi körülmények
9 Kémiai összetétel Alapalkotók C, Mn, Si, S, P Gáznemű szennyezők O, N, H Ötvözők Cr ferrit- és karbidképző, korrózióállóság, melegszilárdság Ni ausztenitképző, korrózióállóság Mo ferrit- és karbidképző, helyi korrózióállóság, melegszilárdság V, W, Ti, Nb, Ta erős karbidképzők, melegszilárdság
10 Kémiai összetétel Az acél hegeszthető, ha nem edzhető (C<0,2%)
11 Mangán és szilícium Dezoxidens Kéntelenítés FeS+Mn=MnS+Fe Szilárdságnövelés Mech. tul. R m Fő dezoxidens Csillapított, ha Si>0,12% Félig, ha 0,07%<Si<0,12% Csillapítatlan, ha Si<0,07% Alapesetben ridegít Mech. Tul. R m KV KV 1,7 Mn, % Si, %
12 Kén és foszfor Kristályosodási (meleg) repedés: Fe-FeS eut. Teraszosrepedés (vörös törékenység) S<0,035% Ridegít (hidegtörékenység) Mennyiségét acélgyártáskor van lehetőség csökkenteni P<0,035% Mech. tul. Rm 986 ºC KV Fe FeS P, %

13 Oxigén és nitrogén Oldott, vagy zárvány Nagyon ridegít Gömbalakú zárvány jobb Nemesoxid jobb Oldott Ridegít Öregít Denitrálás Mech. Tul. R m KV O, %

14 Hidrogén hatása Pelyhesedést okoz Mikroüregbe diffundál Nagy feszültség Szubmikró repedés Hidegrepedések indulópontja lehet Halszem effektus képlékeny töreten [H] [H] A halszem: nagy oldott H tartalom H 2 [H] Szubmikroszkópikus repedés Mikroüreg
15 Repedések A repedések a hegesztett szerkezetek tipikus hibái Hegesztett szerkezetekben repedés nem engedhető meg, mert ridegtörés kiindulópontjai lehetnek Repedések Hidegrepedés Kristályosodási repedés Teraszos repedés (réteges tépődés) Hőkezelési (újrahevítési) repedés

16 Hidegrepedés Hőhatásövezetben Általában 200 C alatt Okai Oldott hidrogén Nagy feszültségek Rideg szövet

17 Kristályosodási repedés Kristályosodás során a varratfémben Szennyezőkben dúsult folyadékhártya lehűléskor Nagy méretű varratok Rossz varratalak Nagy dermedési hőköz Húzófeszültség S tartalom

18 Teraszos repedés A keresztirányú alakváltozás meghaladja az alakváltozási képességet Szulfid és egyéb kiválások kritikus pontokban
19 Teraszos repedés elkerülése Keresztirányú alakváltozó képesség grantálása Z k >24% S tartalom kordában tartása S<0,025% lehetőleg Konstrukció
20 ÖMLESZTŐ HEGESZTÉSI ELJÁRÁSOK
21 Például vas-karbon ötvözetek
22 Bevontelektródás kézi ívhegesztés Leolvadó, bevonatos elektróda és a darab között ív ég, a bevonatból védőgáz fejlődik Kötő-, felrakó- és javítóhegesztés Bevonatos elektróda Elektróda fogó Áramforrás ~ / = - + Testkábel Munkakábel Munkadarab
23 Folyamata Salaktakaró Bevonat Védőgáz képződés Védőgáz atmoszféra Maghuzal Beolvadási mélység Ív Cseppátmenet Fémfűrdő Hőhatás övezet
24 A bevonat feladatai, bevonatok Ívstabilizálás Védőgáz képzés Dezoxidálás Denitrálás Ötvözés Salakképzés Lehűlési sebesség csökkentése Metallurgiai folyamatok Leolvadási sebesség növelése Savas Mély, esztétikus varrat Pozíció hegesztés kevésbé Rutilos Könnyű hegesztés, pozíció hegesztésre is, vastag bevonat, finomcseppes Cellulóz Kevés salak, minden helyzet, csövek gyökhegesztése Sok gáz Bázikus Jó mechnikai tulajdonságok Nehéz vele hegeszteni, szárítás Durvacseppes
 Hegesztési sebesség 80 200 mm/min Kihúzási hossz 100 400 mm G F E")
25 Hegesztési paraméterek Elektróda maghuzal átmérő 1,5 6 mm Áramerősség A, (30 60)d e A Ívfeszültség V, (0,04I+20 V) Hegesztési sebesség mm/min Kihúzási hossz mm G F E D C B A
26 Alkalmazási területek Az ipar minden területén Egyszerű, olcsó, sok elektróda, könnyen elsajátítható, kis beruházás Erősen ötvözött acélok 75%-át így hegesztik Felrakó hegesztéshez a legtöbb anyag így áll rendelkezésre Hátránya a kis leolvadási teljesítmény, az emberi tényező Nemvasfémekhez nehezebben alakalmazható
27 CSEPPÁTMENET 0:20

28 Lánghegesztés Éghető gáz és oxigén Acetilén (C 2 H 2 ) Nagy hőteljesítmény Nagy égéshő C H O2 CO H2 Q 3 H 2 O2 2CO2 H CO 2 O Q Hegesztés, vágás, előmelegítés Kisebb égéshőjű gázok vágásra, előmelegítésre
29 Lánghegesztés eszközei

30 Hegesztéstechnika Balra: vékony (<3 mm) lemezeknél Jobbra: vastag lemezek és csövek, varratot melegítjük mélyebb beolvadás Hegesztés iránya Hegesztés iránya Balra hegesztés Jobbra hegesztés

31 Az acetilén láng Semleges: acél, Cu Redukáló: Öv, Al Oxidáló: CuZn
32 Paraméterek és alkalmazás Hozaganyag átmérő 1 10 mm Acetilén nyomás 0,1 0,6 bar Oxigén nyomás 2 5 bar Hegesztési sebesség mm/min Acetilén áram 1 50 l/min Oxigén áram 1 55 l/min Helyi hegesztések Szerelések Épületgépészet Gázvezeték Javító hegesztések Karosszéria Univerzális technológia Felrakó hegesztések Szerkezetek javítása Öntvények javítása Stb. Lángszórás
33 LÁNGHEGESZTÉS 2:23

34 Lángszórás Láng porszórás Nagysebességű szórás Láng huzalszórás Robbantásos szórás

35 Lángvágás Előmelegítés gyulladási hőmérsékletre Oxigénben elégetés Égéstermék kifúvása a vágórésből Oxigénben éghető T gyu l<t olv T oxidolv >T olv Hígfolyós égéstermék Ötvözetlen acélok
36 LÁNGVÁGÁS 5:14
37 OKOS EMBER NEM ÜL RÁ 0:18
38 Argon védőgázas volfrámelektródás Volfrám elektróda (elvileg) nem olvad meg Bármilyen anyagra Ötvözetlen és gyengén ötvözött anyagra nem gazdaságos Gyök, különleges Stabil, tiszta, minőségi Színes- és könnyűfémek primer eljárása Nem túl termelékeny ívhegesztés (AVI)
39 Az AVI pisztoly felépítése
40 A polaritás szerepe
41 Pontos hőbevitel impulzus technikával I ( áramerősség ) I imp. I alap t imp. t alap t ciklus t ( idő )
42 Paraméterek és alkalmazás Elektróda átmérő 1 4 mm Áramerősség A Feszültség V Hegesztési sebesség mm/min Impulzustechnika I a =f(d w ), I i =I a /0,32 t i =0,2 s, t a =2t i Színesfémek Könnyűfémek Erősen ötvözött acélok Szerszámacélok Korrózióálló acélok Korlátok Kis leolvadási teljesítmény Szaktudás Huzat
43 AVI HEGESZTÉS 1:38
44 Fogyóelektródás védőgázas ívhegesztés Nagyon elterjedten alkalmazott és gépesített Sok változat CO2 hegesztés Keverék védőgázas ívhegesztés Argon fogyóelektródás védőgázas ívhegesztés Portöltetű huzalos ívhegesztés Nagy teljesítményű, jó kihozatalú eljárás
45 A fogyóelektródás eljárás elrendezése
46 Módozatok Huzalelektróda Védőgáz Alkalmazás Elnevezés Csillapított ötvözetlen acél (Dezoxidens és Si, Al, Ti) CO 2 TTKV=0 C-ig Széndioxid védőgázas FI, MAG-C Ar(+CO2+O2) TTKV=-20 C-ig Keverék védőgázas FI, MAG-M CO2+Ar TTKV=-20 C-ig Kettős gázfúvókás FI, MAG-CI Portöltetű huzal CO 2, keverék TTKV=-20 C-ig Erősen ötvözött Alapanyag Ar Színes- és könnyű Erősen ötvözött Dupla portöltetű - TTKV=-20 C-ig Helyszíni Portöltetű huzalos ívhegesztés, FCAW Argon védőgázas FI, AFI, MIG Önvédő portöltetű huzalos ívhegesztés
47 Leolvadási teljesítmények összevetése Leolvadási teljesítmény, kg/h Salakhegesztés 4 3 2,5 5 Fogyóelektródás védőgázas ívhegesztés porbeles huzallal 3,2 4 3,2 Önvédő porbeles 2,4 huzalos ívhegesztés 2,4 3 Fedettívű hegesztés 2 2,4 2 1,6 6 1,2 2,5 1,6 1,4 Fogyóelektródás védõgázas ívhegesztés tömörhuzallal 5 Bevontelektródás kézi ívhegesztés nagyhozamú elektródával ,25 5 3,25 4 Bevontelektródás kézi ívhegesztés d e 2, Áramerõsség, A
48 Alkalmazási területek CO 2 hegesztés Ötvözetlen és gyengén ötvözött acélok (acélszerkezeti tömeggyártás) TTKV=0 C-ig Keverék védőgázas ívhegesztés Acélszerkezeti tömeggyártás TTKV=-20 C-ig Robottechnika Portöltetű huzalos ívhegesztés Acélszerkezeti tömeggyártás TTKV=-60 C-ig Erősen ötvözött acélok, felrakó hegesztés AFI - hegesztés Színes- és könnyűfémek Erősen ötvözött acélok, felrakó hegesztés
49 AUTOMATIZÁLT FI 4 ROBOT 3:14
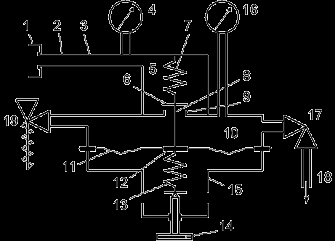
50 Plazma hegesztés és vágás Plazma: az anyagok termodinamikai egyensúlynak megfelelő arányban disszociált és ionizált gáz állapota. A plazma nagy hőmérsékleten állítható elő, nagy energiaszint jellemzi
51 PLAZMA 1:40

52 A plazma előállítása W elektróda és a pisztoly belső fúvókája között nagy frekvenciás szikrakisülés biztosítja az első töltéshordozókat Plazma ív Az elektróda és a mdb közt Plazma láng Az elektróda és a belső fúvóka közt, a plazmát gáz fújja ki

53 Plazma hegesztés Mély beolvadású varrat Mindenhez alkalmazható, amihez az AVI jó DE a plazma nyújtható, stabil és kis áramnál is alkalmazható (mikroplazma hegesztés, I<50A)

54 Plazma vágás Minden anyag vágható az eljárással A plazma gyújtási hőmérsékletre hevít A vágógáz a salakot kifújja
55 PLAZMA VÁGÁS 3:16
56 Fedett ívű hegesztés Leolvadó huzalelektróda és a munkadarab között fedőporból képződő anyagok alatt elektromos ívvel végzett ömlesztő hegesztés

57 Fedett ívű hegesztés Nagy leolvadási teljesítmény Vízszintes vagy vízszintesbe forgatható varratok Kötőhegesztés Felrakó hegesztés Gépesített

58 Fedett ívű hegesztés Hosszú varratok >2 m Egyenes varratok Kis íveltségű varratok Vastag lemezek hegesztése Csövek hegesztése S>5 mm
59 Fürdő megtámasztások Rézalátét Rézalátét + por Por tömlővel Por szállítószalaggal Flexibilis szalag + por Beolvadó alátét Kétoldali I varrat
60 Paraméterek és alkalmazás Elektróda átmérő 1,2 12 mm Áramerősség A Feszültség V Hegesztési sebesség mm/min Fedőpor hozam Acélszerkezetek tömeggyártása Mindenféle acél ötvözöttségtől függetlenül Vastag szerkezetek Egyoldali I varrat 10 mmig Kétoldali I varrat 20 mmig
61 FEDETT ÍVŰ HEGESZTÉS 0:34
62 Leolvadási teljesítmények összevetése Leolvadási teljesítmény, kg/h Salakhegesztés 4 3 2,5 5 Fogyóelektródás védőgázas ívhegesztés porbeles huzallal 3,2 4 3,2 Önvédő porbeles 2,4 huzalos ívhegesztés 2,4 3 Fedettívű hegesztés 2 2,4 2 1,6 6 1,2 2,5 1,6 1,4 Fogyóelektródás védõgázas ívhegesztés tömörhuzallal 5 Bevontelektródás kézi ívhegesztés nagyhozamú elektródával ,25 5 3,25 4 Bevontelektródás kézi ívhegesztés d e 2, Áramerõsség, A
63 ELLENÁLLÁS HEGESZTÉSI ELJÁRÁSOK
64 Ellenállás hegesztés A darabon átfolyó áram Joule-hője hevíti fel a darabokat Lehet közvetlen és közvetett is
65 Ellenállás hegesztés
66 Eljárások ELLENÁLLÁS HEGESZTÉSEK Ponthegesztés Vonalhegesztés Fóliás vonalhegesztés Dudorhegesztés Tompahegesztés Tárcsaelektródás csõvonalhegesztés Átlapolt Zömítõ Tompa Átlapolt Természetes dudorú Mesterséges dudorú Kamrás Nagyfrekvenciás hegesztés Rézhuzal közbetétes Zömítõ Folyamatos leolvasztású Elõmelegítéses Vibrációs leolvasztású Tompahegesztés Egyszerű transzformátoros Vonalhegesztés Gyűrűtranszformátoros Csõ vonalhegesztés Egypontos Kétpontos Többpontos Melegzömítõ Vonalinduktoros Tekercsiduktoros Egyoldali Kátoldali Közvetlenbetáplálású ( csúszóérintkezõs )
67 Előnyök és hátrányok Széles mérettartomány Átlapolt: 0, mm Tompa: 0, mm Kereszt: 0,01 80 mm Csaknem minden anyag Gépesített, automata Jó minőség Kis hőhatás övezet Termelékeny A berendezés költséges Szakemberigény Üzembeállítás Üzemeltetés Karbantartás Rossz beállítás esetén sok selejt Mechanikai tulajdonságokat be kell mérni
68 Ellenállás ponthegesztés Erőhatás alatti kristályosodás hozza létre a kötést Számos alváltozat
69 Tipikus ponthegesztő berendezés
70 Ellenállás ponthegesztés Munkarend fontos a kötés minőségéhez Egyszerű munkarend Összetett munkarend I F t es t h t u t
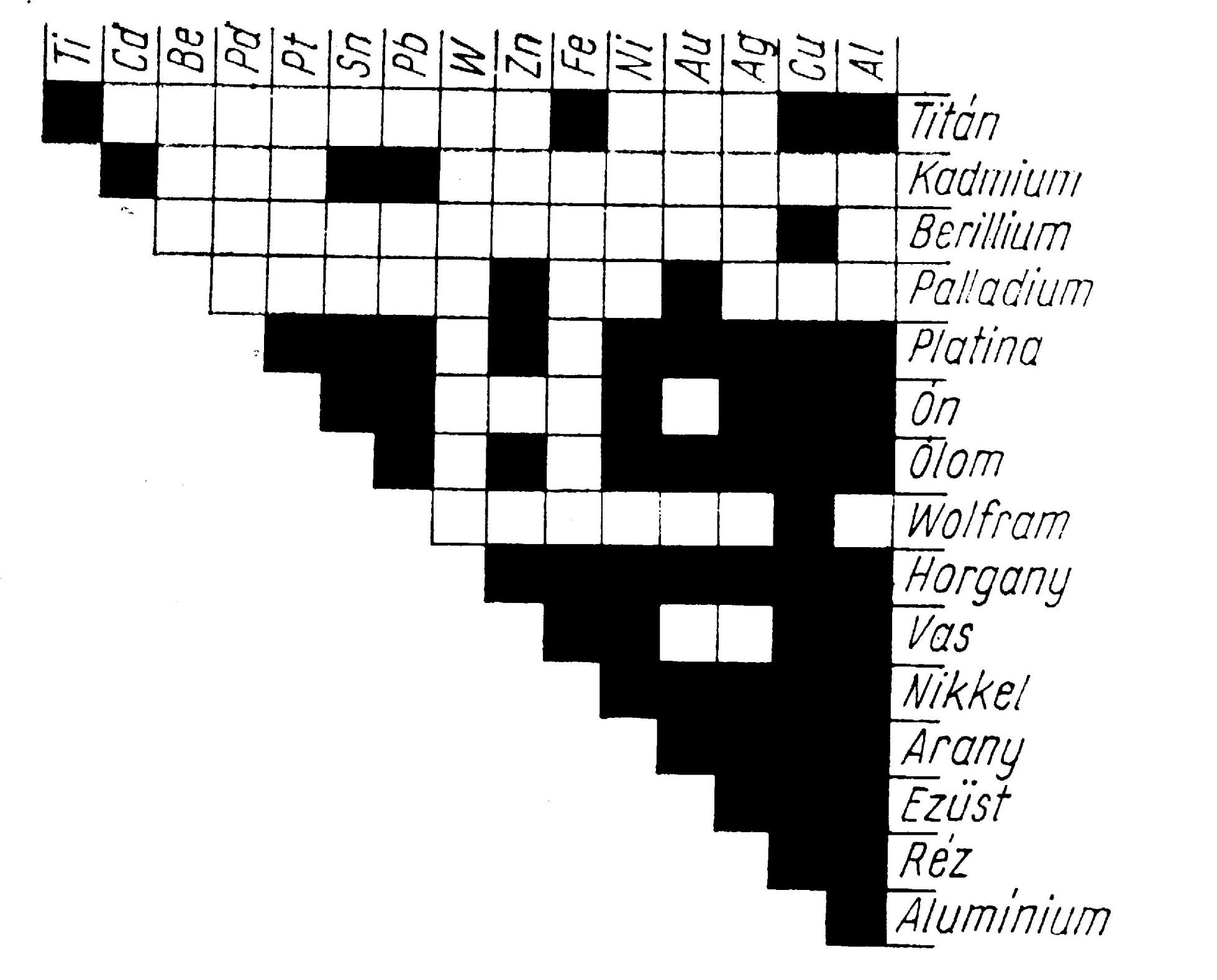
71 Paraméterek és alkalmazás Elektróda átmérő S függvényében Áramsűrűség Kötésterületre vetítve Anyagtól függ Elektródanyomás MPa Anyagtól függ Lemezek átlapolt kötése Autókarosszéria Csaknem minden anyagra Cu és ötvözetei csak W- betétes elektródával Vegyes kötések is Edződésre hajlamos anyagok különleges munkarenddek
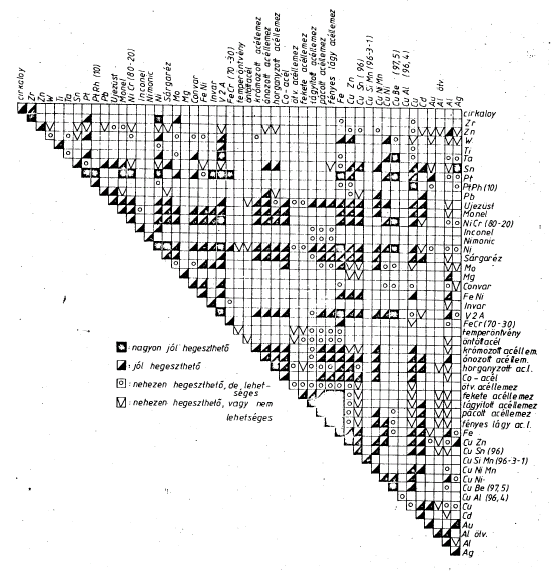
72 Anyagpárosítási háromszög
73 Ellenállás vonalhegesztés Gyakorlatilag folyamatos ponthegesztés Pontsor, vagy tömítővarrat Lényegesen nagyobb áram kell kész pontok
74 Vonalhegesztés változatok
75 Vonalhegesztő gépek
76 Vonalhegesztés alkalmazása Lemezek átlapolt hegesztésére Főleg tömítő varratokat készítünk (radiátor) a varrat mechanikai tulajdonságai rosszak a folyamatos hőkezelésnek köszönhetően, így teherviselő varratként azok nem alkalmazhatók Kis átfedés (0,8 1,5 s) esetén tompakötés is készíthető Főleg átlapolt kötéseket készítenek (a 4s), tompakötésre a fóliás vonalhegesztés előnyösebben alkalmazható Anyagkombinációk mint ponthegesztésnél
77 Ellenállás dudorhegesztés Az áramot és az erőt nem az elektróda, hanem a munkadarab természetes vagy mesterséges dudorja koncentrálja A dudor megolvad, az olvadt anyagok sorjába nyomódnak, képlékeny alakváltozás köt
78 A dudor A hegesztés helyén hőegyensúly kell A dudor és a darab egyszerre olvadjon meg Dudor a nehezebb darabra Vegyes kötésnél a dudor a jobb hővezető képességű és nagyobb olvadáspontú darabra A vékonyabb darab a mérvadó Kördudor Gyűrűdudor Vonaldudor
79 Munkarend, tipikus kötések
80 A dudorhegesztés alkalmazása Az ipar minden területén alkalmazható Jelentős konstrukciós egyszerűsítéseket tesz lehetővé Anyagok hasonlóan, mint a ponthegesztésnél A dudorhegesztés gépei robosztusabbak Az ellenállás csaphegesztés is dudorhegesztés (lásd később)
 Az erőt növelve összenyomjuk a darabokat A képlékeny alakváltozás hozza létre a kötést (az olvadt anyagok sorjába")
81 Ellenállás tompahegesztés A tompán összenyomott darabokon átfolyó áram felhevíti a darabok érintkezési felületeit (egyes változatoknál meg is olvadnak azok) Az erőt növelve összenyomjuk a darabokat A képlékeny alakváltozás hozza létre a kötést (az olvadt anyagok sorjába nyomódnak)
82 Az ellenállás tompahegesztés változatai Zömítő tompahegesztés Leolvasztó tompahegesztés Előmelegítéses vagy szakaszos leolvasztó tompahegesztés
83 Tipikus kötések
84 A tompahegesztés alkalmazása Az ipar minden területén alkalmazzák Tengelyszerű alkatrészek, láncok, csapok stb. hegesztése Anyagcsoportok Ötvözetlen, gyengén és erősen ötvözött acél Edződő acélok Színes és könnyűfémek Vegyes kötések A méret korlátoz Acél, nikkel: 0,3 20 mm Réz: 0,3 14 mm Al, CuZn, CuSn: 0,3 18 mm
85 ZÖMÍTŐ TOMPAHEGESZTÉS 2:03
86 SAJTOLÓHEGESZTÉSI ELJÁRÁSOK HŐBEVITELLEL
87 Dörzshegesztés Darabok közötti súrlódás hevíti a darabokat A mozgást gyorsan lefékezzük, a darabokat összenyomjuk Eredeti összeszorító erővel Megnövelt összeszorító erővel A jó hegesztésre a szimmetrikus alakváltozás, a szimmetrikus sorja jellemző

88 Forgó mozgású dörzshegesztés Forgó mozgású dörzshegesztés Egyik darab forog Mindkét darab forog Közbetét forog Legalább az egyik darab forgásszimmetrikus
89 DÖRZSHEGESZTÉS 1:05
90 Rezgő dörzshegesztés A relatív elmozdulás nem forgás, hanem lineáris elmozdulás jellegű Bármilyen keresztmetszet hegeszthető
91 REZGŐ DÖRZSHEGESZTÉS 0:37

92 Kavaró dörzshegesztés A darabba egy keményebb szerszámot nyomnak Az anyag helyileg nagy képlékeny alakváltozást szenved, ellágyul, összekeveredik
93 ROBOTOSÍTOTT KAVARÓ DÖRZSHEGESZTÉS 3:46

94 Dörzshegesztés munkarendje Hagyományos esetben a darabokat nagy teljesítményű fékkel lefékezik Lendkerekes esetben a darabok összenyomásakor keletkező ellenállás fékez Nagy daraboknál jó
95 Paraméterek és alkalmazás Keresztmetszet befoglaló mérete 5 30 mm Fordulatszám min -1 Összeszorító nyomás MPa Záró nyomás MPa Idő Előmelegítés s Kötés 0,1 0,5 s Eltérő geometriájú darabok Eltérő anyagú darabok Tengelyek, csapok, csövek menetes csapok, rotorok stb. Szerszámgyártás Körszimmetrikus alkatrészek tömeggyártása Profilok hegesztése
96 Alkalmazási példák

97
98 Csaphegesztés Elektromos ívet húznak a csap és az alaplemez között Lehet nagyteljesítményű kondenzátor telep is Az olvadt anyagokat sorjába nyomják A kötést képlékeny alakítás hozza létre Nagyobb keresztmetszetknél a kristályosodás is szerepet játszik
99 Csaphegesztési eljárások
100 Ívhúzásos csaphegesztés Érintkezéssel rövidzár A csapot elhúzzák, ív jön létre Az ív megolvasztja a csap végét és a hordozó felületet A csapot a darabhoz nyomják, az olvadt anyagok sorjába nyomódnak A kötést képlékeny alakváltozás és kristályosodás hozza létre Módozatok Normál módszer, rövidciklusú, kúpos csapos, gyújtógyűrűs
101 Ívhúzásos csaphegesztés Ívhúzásos csaphegesztés F e I ív F z I, F Csap Í v v e Sorja F e I z F z = I z I ív t t ív Rövidzárlat Ívképződés Hegesztett kötés Munkarendi ábra Gyújtócsúcsos csaphegesztés Csap I ív v e I z v e Ív v ív v e Sorja
102 Paraméterek és alkalmazás Csapátmérő 2 25 mm Áramerősség 80d A Nyomás 10 MPa Ívhúzási idő 0,2 4 ms Ötvözetlen és ötvözött acélok Al és ötvözetei Cu és ötvözetei Vegyes kötések Lemezek és csapok Nem csak hengeres, hanem akár szabálytalan csapok is
103 KERÁMIAGYŰRŰS CSAPHEGESZTÉS 0:55
104 SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK HŐBEVITEL NÉLKÜL
105 Hidegsajtoló hegesztés Fémfelületek kohéziós kapcsolata megfelelően nagy nyomás alatt Hőbevitel nincs A nyomás hatására képlékeny alakváltozás jön létre, az atomok rácsparaméternyire kerülnek A képlékeny alakítás biztosítja a rácssíkok párhuzamosságát és a szükséges gerjesztett állapotot
106 Változatai Ponthegesztés Egyoldali Kétoldali Vonalhegesztés Egyoldali Kétoldali Tompahegesztés Hengerléses hegesztés Húzásos hegesztés Előrefolyatásos hegesztés Hátrafolyatásos hegesztés
107 Alkalmazása Villamosipari vezetékek, csatlakozók, érintkezők hegesztése Áramvezető sínek hegesztése Réz felső vezetékek hegesztése Nemesfém érintkezők hegesztése Kábelburkolatok hegesztése Csövek, tartályok hegesztése Bimetállok készítése (például Al Cu )
108
109 Ultrahangos hegesztés Az egyik darabot ultrahangosan rezgetik (>20 khz) erőhatás alatt Helyi súrlódás és melegedés lép fel A kötést az alakváltozás és az újrakristályosodás hozza létre Ultrahangot átalakítóval állítják elő Magnetostrikciós eljárás Piezo elektromos eljárás (újabban gyakoribb)
110 Ultrahang előállítása Magnetostrikció: ferromágneses anyagok mágnese térben megváltoztatják a hosszukat. Ultrahang frekvenciával változó mágnese térben a hosszváltozás is ultrahang frekvenciával játszódik le Piezoelektromosság: némely kristály (kvarc, bárium-titanát) adott irányú feszültség hatásra változtatja a méretét. Ha a feszültség ultrhang frekvenciával változik, akkor a hosszváltozás is ultrahang frekvenciával játszódik le
111 Az ultrahang koncentrálható Akusztikai transzformátor alakok: A 0 A n I 0 a 0 I n an A rezgést a rezgő (1) hozza létre, a rezgő végénél levő amplitúdó és a rezgés intenzitása az akusztikai transzformátorral (2) a keresztmetszetek arányában erősíthető

112 Piezoelektromos esetben
113 Magnetostrikciós esetben A rezgést a rezgő (1) hozza létre, a rezgő végénél levő amplitúdó és a rezgés intenzitása az akusztikai transzformátorral (2) a keresztmetszetek arányában erősíthető. Az üllőre (5) felfektetett daraboknak (4) a rezgést a szonotróda adja át erőhatás alatt.
114 Ultrahangos ponthegesztés Elektrotechnika Elektronika Huzalok
115 Ultrahangos vonalhegesztés Csomagolástechnika Teás- kávés zacskók zárása, konzervek zárása
116 Előnyök és hátrányok Sok vegyes kötéshez jó Nincs hőhatásövezet Jó mechanikai tulajdonságok Nagyon vékony elemek Az alkatrészek alig deformálódnak Nem kell tisztítás Kis teljesítmény kell Legfeljebb néhány mm vastagságig Magnetostrikciós átalakítók rossz hatásfokúak (piezo jó!) Kötések közti távolság fontos A kötési szilárdság szór (10% elfogadható)
117 Paraméterek és alkalmazás Hegesztési idő 0,1 3 s Hegesztési erő N Amplitúdó 5 35 μm Frekvencia khz Teljesítmény 0,01 10 kw Elektronika, elektrotechnika Élelmiszeripar Csomagolástechnika Autóipar Gépipar
118
119 ULTRAHANGOS HEGESZTÉS 2:44
120 ULTRAHANGOS VÁGÁS 1:09
121 NAGY ENERGIASŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
122 Elektronsugaras hegesztés Elektronsugár olvasztja meg az anyagot (ömlesztő hegesztési eljárás) A katódból kilépő elektronokat nagyfeszültségű elektromos térrel gyorsítjuk A munkadarab az anóddal azonos potenciálon van, a bele ütköző elektronok lefékeződnek és energiájukat átadják A nagy energiasűrűség (10 8 Wcm -2 ) okán a fém megolvad és elgőzölög, a varrat mélyül
123 Felépítés Elektron sebessége a gyorsító feszültségtől függ ~600U 0,5 kms -1 Az elektronsugár fókuszálható Az elektronsugár irányítható - U gy + Katód Elektromos tér I Anód Vákuum Elektronsugár Mágneses tér F e( v x B ) + Munkadarab
124 Varrat alak
125 Alkalmazási példa
126 Paraméterek és alkalmazás Katódáram ma Gyorsító feszültség kv Hegesztési sebesség mm/min Sugárteljesítmény 1 60 kw Kamranyomás 10-4 bar Minden anyag hegeszthető (kerámia is) Vákuumban a fémek tisztulnak Kedvező varratalak Bennszülött darabok is Nincs elhúzódás A kamra mérete korlát Hadiipar
127 ELEKTRONSUGARAS HEGESZTÉS 1:57
128 Lézerhegesztés és vágás A szó jelentése: fényerősítés gerjesztett sugárzással Light Amplification by Stimulated Emission of Rediation A lézersugár koherens és monokromatikus fénysugár A lézersugár jól fókuszálható A legnagyobb energiasűrűségű energiaforrás Hegesztés, vágás, felületi edzés stb.
129 Lézerhegesztés Akár 20 mm mély beolvadás is elérhető
130 Előnyök és korlátok Mély beolvadás Vágás utáni azonnali hegesztés Vegyes kötések is: fém félvezető (processzor) Vékony darabok átlapolt és peremkötése Huzal kereszt- és párhuzamos kötése Lézerfény visszaverődése Anyagminőség Feketítés Felületi érdesítés Hullámhossz (kisebb jobb)

131 Lézerhegesztés az autóiparban
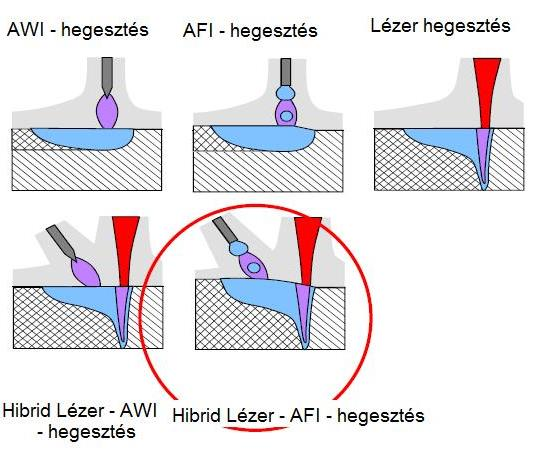
132 Hibrid lézerhegesztés
133 Hibrid lézerhegesztés

134 Lézervágás Az anyagot elgőzölögtetik és gázzal fúvatják ki
135 A lézervágás elve
136 A lézervágás módozatai
137 Lézervágás alkalmazása Az ipar minden területén alkalmazzák Acéloknál akár 20 mm vastagságig használható Nagy pontosság, CNC vezérlés Magyarországon is elterjedt, több, mint 200 vágólézer
138 LÉZERVÁGÁS 3:02
139 FORRASZTÁS
140 Forrasztás A forrasztás is kötési anyaggal záró kötési technológia A kötendő alapanyagok nem (!) olvadnak meg, nem hegesztési eljárás Eljárásai Lágyforrasztás T<450 C Kemény forrasztás T>450 C
141 Forrasztás Az összeillesztett darabok közti hézagokba folyik be a forraszanyag Tapadás, felületi diffúzió adja a kötést a forraszanyag kristályosodásakor A darabok közé hatolás segíti Kapillaritás (hajszálcsövesség) Hőmérsékleti gradiens Gravitáció
142 Jó kötés alakul ki ha A forraszanyag nedvesíti a munkadarabokat Nedvesítési szög, θ<90 A fémfelület tiszta (reve, oxid és zsírmentes) Hevítéskor keletkező oxid eltávolítására folyósítószert alkalmaznak Fontos a kapilláris hatás kihasználása Fontos a diffúziós folyamatok hatása
143 Forraszanyagok
144 Hegesztett és forrasztott kötések
145 Forrasztások csoportosítása Forrasztás hőmérséklete szerint A kötés alakja szerint A forraszanyag adagolási módja szerint A melegítés módja szerint Leggyakoribbak: Lángforrasztás, kemenceforrasztás, indukciós forrasztás, mártó forrasztás, infrasugaras forrasztás, forrasztóhegesztés, ívforasztás
146 Tipikus forrasztási hibák 1: repedés a forraszban 2: repedés az anyagban 3: határfelületi repedés 4: szemcseközi folyékony fém behatolás 5: keresztirányú repedés 6: Nagyméretű zárvány 7: Porozitás
147 Forrasztott kötések vizsgálata Roncsolásos Nyíróvizsgálat Szakítóvizsgálat Metallográfia Keménységmérés Lefejtő vizsgálat Hajlító vizsgálat Roncsolásmentes Szemrevételezés Penetrációs vizsgálat Ultrahangos vizsgálat Röntgen vizsgálat Tömörségvizsgálat Nyomáspróba
148 HULLÁMFORRASZTÁS 2:22
149 OHV anar/adatlap/3718.html
150 Dr. Orbulov Imre Norbert KÖSZÖNÖM A FIGYELMET!
Hidegsajtoló hegesztés
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 2. Sajtoló hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Hidegsajtoló hegesztés A fémfelületek kohéziós
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 2. Sajtoló hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Hidegsajtoló hegesztés A fémfelületek kohéziós
Hidegsajtoló hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
Hegesztés és rokon technológiák Dr. Palotás és Prof. Kaplan nyomán
 Hegesztés és rokon technológiák Dr. Palotás és Prof. Kaplan nyomán Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Miről lesz ma szó? Hegesztés definíciója és csoportosítása
Hegesztés és rokon technológiák Dr. Palotás és Prof. Kaplan nyomán Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Miről lesz ma szó? Hegesztés definíciója és csoportosítása
Kötési eljárások csoportosítása
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája 2005/06 Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@eik.bme.hu Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem ELLENÁLLÁS HEGESZTÉSI ELJÁRÁSOK. Dr. Palotás Béla. Mechanikai Technológia és Anyagszerkezettani Tanszék
 Budapesti Műszaki és Gazdaságtudományi Egyetem ELLENÁLLÁS HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Ellenállás hevítés A darabokon átfolyó áram Joule hője
Budapesti Műszaki és Gazdaságtudományi Egyetem ELLENÁLLÁS HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Ellenállás hevítés A darabokon átfolyó áram Joule hője
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
ACÉLOK HEGESZTHETŐSÉGE
 ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
Budapesti Műszaki és Gazdaságtudományi Egyetem. SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 2. Melegsajtoló hegesztési eljárások. Dr.
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 2. Melegsajtoló hegesztési eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Dörzshegesztés Elve:
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 2. Melegsajtoló hegesztési eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Dörzshegesztés Elve:
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Hegesztési eljárások. Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések
 Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
Hegesztési eljárások Ívhegesztések Gázhegesztés Egyéb ömlesztő hegesztések Ellenállás hegesztések Egyéb sajtoló hegesztések 1 A hegesztő eljárások bemutatása Az eljárások leírása A hegesztési eljárás elve
HEGESZTÉS BEVEZETÉS. Kötési eljárások csoportosítása. Budapesti Műszaki és Gazdaságtudományi Egyetem
 HEGESZTÉS BEVEZETÉS Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL ZÁRÓ SÚRLÓDÁSSAL ZÁRÓ ANYAGGAL ZÁRÓ Budapesti Műszaki és Gazdaságtudományi Egyetem Ék-, csap-, szegecskötés Karimás- és csavaros kötések
HEGESZTÉS BEVEZETÉS Kötési eljárások csoportosítása KÖTÉSEK ALAKKAL ZÁRÓ SÚRLÓDÁSSAL ZÁRÓ ANYAGGAL ZÁRÓ Budapesti Műszaki és Gazdaságtudományi Egyetem Ék-, csap-, szegecskötés Karimás- és csavaros kötések
HEGESZTÉSI ELJÁRÁSOK I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Budapesti Műszaki és Gazdaságtudományi Egyetem HEGESZTÉSI ELJÁRÁSOK I. Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1 Hegesztési eljárások
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
31 521 11 0100 31 02 Egyéb eljárás szerinti hegesztő Hegesztő 4 2/42
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Egyéb eljárás szerinti hegesztő. Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés,
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS?
 HEGESZTÉSTECHNIKA HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS? A hegesztés olyan két különálló fém alkatrészek közötti oldhatatlan kötés, amelyet az összekötendő alkatrészek saját anyagával, vagy hozaganyaggal
HEGESZTÉSTECHNIKA HEGESZTÉSTECHNIKA MI AZ A HEGESZTÉS? A hegesztés olyan két különálló fém alkatrészek közötti oldhatatlan kötés, amelyet az összekötendő alkatrészek saját anyagával, vagy hozaganyaggal
A tételhez használható segédeszköz: Műszaki táblázatok. 2. Mutassa be a különböző elektródabevonatok típusait, legfontosabb jellemzőit!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a kézi ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0240-06 Hegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0240-06/3 Hegesztési szakmai
FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS
 Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Az ömlesztő hegesztési eljárások típusai, jellemzése A fogyóelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a fogyóelektródás védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőséget!
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
ÁLTALÁNOS ISMERETEK. 2.) Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!
 Ismertesse a fémek fizikai tulajdonságait (hővezetés, hőtágulás stb.)!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
ÁLTALÁNOS ISMERETEK 1.) Ismertesse az oldható és oldhatatlan kötéseket és azok fő jellemzőit, valamint a hegesztés fogalmát a hegesztés és a forrasztás közötti különbséget! 2.) Ismertesse a fémek fizikai
Példatár Anyagtechnológia TESZTFELADATOK
 Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
Budapesti Műszaki és azdaságtudományi Egyetem Szent István Egyetem Óbudai Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Példatár Anyagtechnológia TESZTFELADATOK Szerző: Dobránszky János, dobi@eik.bme.hu
A hegeszthetőség fogalma
 A hegeszthetőség fogalma Az acél hegeszthetősége annak bizonyos fokú alkalmassága, adott alkalmazásra, meghatározott (megfelelő) munkarenddel, megfelelő hegesztőanyagokkal, olyan szerkezet készítésére,
A hegeszthetőség fogalma Az acél hegeszthetősége annak bizonyos fokú alkalmassága, adott alkalmazásra, meghatározott (megfelelő) munkarenddel, megfelelő hegesztőanyagokkal, olyan szerkezet készítésére,
SZERKEZETI ACÉLOK HEGESZTÉSE
 SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
Bevontelektródás kézi ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
Anyagok-termékek. M. F. ASHBY, OXFORD Anglia
 Anyagok-termékek M. F. ASHBY, OXFORD Anglia Mérnöki anyagaink relatív fontossága M. F. ASHBY, OXFORD Anglia Anyag-, technológia-, konstrukció (költség) egysége Konstrukció (igénybevétel) KÖLTSÉG Anyag
Anyagok-termékek M. F. ASHBY, OXFORD Anglia Mérnöki anyagaink relatív fontossága M. F. ASHBY, OXFORD Anglia Anyag-, technológia-, konstrukció (költség) egysége Konstrukció (igénybevétel) KÖLTSÉG Anyag
Hegesztőeljárások. Dr. Németh György főiskolai docens. Hegesztőeljárások energiaforrás szerint. A hegesztőeljárás. aluminotermikus.
 Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében
 Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
Acélok ívhegesztésének technológiavizsgálata az ISO 15614-1 és az ISO 15609-1 szabványok tükrében Fémek hegesztési utasítása és hegesztéstechnológiájának minősítése Szabványszám MSZ EN ISO 15607:04 MSZ
Hegesztés és rokon eljárások. Dr. Kovács Mihály docens nemzetközi hegesztőmérnök
 Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás
 N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
N aluminium building our world, respecting our planet W E S Csikós Gábor Alumínium ötvözetek fogyóelektródás ívhegesztése, autóipari alkalmazás 2011 november 30. Az alumínium ötvözése Legfontosabb cél:
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
MUNKAANYAG. Dabi Ágnes. Egyéb hegesztő eljárások paraméterei, anyagai, hozaganyagai. A követelménymodul megnevezése: Hegesztő feladatok
 Dabi Ágnes Egyéb hegesztő eljárások paraméterei, anyagai, hozaganyagai A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Dabi Ágnes Egyéb hegesztő eljárások paraméterei, anyagai, hozaganyagai A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Hegesztés 1. Általános elvek Kézi ívhegesztés. Dr. Horváth László
 Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Hegesztés 1 Általános elvek Kézi ívhegesztés Dr. Horváth László Hegesztés Kohéziós kapcsolat Nem oldható természetes, anyagszerő, folytonos Technológiailag igényes Hegesztési eljárások 2 Elektromos ívhegesztések
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötés és Alakítástechnológia I. BAGKA14NND
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötés és Alakítástechnológia I. BAGKA14NND
NEMZETGAZDASÁGI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
NEMZETGAZDASÁGI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6366-11 Hegesztési eljárások Vizsgarészhez rendelt vizsgafeladat megnevezése: 6366-11/3 Hegesztési szakmai
KORSZERŰ ANYAGTECHNOLÓGIÁK (2+1; a gy - kr3)
") (annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban alkalmazott korszerű öntészeti eljárások. Az öntött
(annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban alkalmazott korszerű öntészeti eljárások. Az öntött
ÁLTALÁNOS ISMERETEK. 3.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
ÁLTALÁNOS ISMERETEK 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait
SAJTOLÓ HEGESZTÉS 1: 0-49% ; 2: 50-59% ; 3: 60-69% ; 4: 70-79% ; 5: %
 Gépészmérnöki alapszak (BSc), nappali tagozat című tantárgy követelményei (a tanszéki egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + 1 gy, a k, 3 kredit A félév elismerésének (aláírás,
Gépészmérnöki alapszak (BSc), nappali tagozat című tantárgy követelményei (a tanszéki egységes követelményekre alapozva) A tantárgy órakimérete: 2 ea + 1 gy, a k, 3 kredit A félév elismerésének (aláírás,
Kötő- és rögzítőtechnológiák jellemzői. (C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") Kötő- és rögzítőtechnológiák jellemzői 1 Kötő- és rögzítőtechnológiák jellemzői Míg a mechanikus kötések fő jellemzője az, hogy kötőelemmel vagy anélkül valósulnak meg, addig a ragasztás, a forrasztás
Kötő- és rögzítőtechnológiák jellemzői 1 Kötő- és rögzítőtechnológiák jellemzői Míg a mechanikus kötések fő jellemzője az, hogy kötőelemmel vagy anélkül valósulnak meg, addig a ragasztás, a forrasztás
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
5.) Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!
 Ismertesse az AWI hegesztő áramforrások felépítését, működését és jellemzőit, különös tekintettel az inverteres ívhegesztő egyenirányítókra!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötéstechnológia BAGKT14NND Kreditérték:
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Kötéstechnológia BAGKT14NND Kreditérték:
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
ÖNTÖTTVASAK HEGESZTÉSE
 Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
Hegeszthetőség és hegesztett kötések vizsgálata 1 Gépalkatrészek vagy szerkezetek összekötése: oldható kötéssel (külső erő: huzal, ék, csavar vagy szegecs közvetítésével), oldhatatlan kötéssel. A hegesztés
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
2/ Bevontelektródás kézi ívhegesztő Hegesztő Hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
HEGESZTÉS BIZTONSÁGTECHNIKÁJA. Készítette: Bujnóczki Tibor Lezárva: 2005. március 1.
 HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 ANYAGOK EGYESÍTÉSE ÉS ELKÜLÖNÍTÉSE Hegesztés: anyagok egyesítése hővel nyomással ezek kombinációjával (anyagok természetének
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
5.) Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!
 Ismertesse a melegen hengerelt, hegeszthető, finomszemcsés szerkezeti acélokat az MSZ EN alapján!") 1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
1.) Ismertesse a széntartalom hatását az acél mechanikai tulajdonságaira (szilárdság, nyúlás, keménység), valamint a legfontosabb fémek (ötvözetlen és CrNi acél, Al, Cu) fizikai tulajdonságait (hővezetés,
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0109-06/5 Szóbeli vizsgatevékenység Szóbeli vizsgatevékenység időtartam: 45 perc A 20/2007. (V. 21.)
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz
 ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
ESAB HEGESZTŐANYAGOK ötvözetlen és mikroötvözött szerkezeti acélokhoz A varratfém átlagos vegyi összetételénél található kén (S) és foszfor (P) értékek mindig maximumként értendők. Minden további ötvöző
Bevontelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Hegesztő szakma gyakorlati oktatásához OKJ száma: 34 521 06 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Fogyóelektródás hegesztő Hegesztő
 0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
0246-06 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos
Hegesztett alkatrészek kialakításának irányelvei
 Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegesztés s VIII (Vizsgálat)
") Hegesztés s VIII (Vizsgálat) Dr. Komócsin Mihály cokom@chello.hu chello.hu 1 zhegeszté,, valamint nikkel és ötvözetei ívhegeszté MSZ EN ISO 15614- Szabványsz nyszám MSZ EN ISO 15607:04 MSZ EN ISO 15609-1:05
Hegesztés s VIII (Vizsgálat) Dr. Komócsin Mihály cokom@chello.hu chello.hu 1 zhegeszté,, valamint nikkel és ötvözetei ívhegeszté MSZ EN ISO 15614- Szabványsz nyszám MSZ EN ISO 15607:04 MSZ EN ISO 15609-1:05
ÖMLESZTŐ HEGESZTÉS tantárgy követelményei a 2018/2019. tanév I. félévében
 tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
tantárgy követelményei a 2018/2019. tanév I. félévében A tantárgy órakimérete: 2 ea+1 gy Félév elismerésének (aláírás) feltételei: előadások látogatása (50%-ot meghaladó igazolatlan hiányzás esetén aláírásmegtagadás)
ACÉLOK ÉS ALKALMAZÁSUK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
Volframelektródás hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
Volframelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
ACÉLSZERKEZETEK GYÁRTÁSA 3.
 SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
HELYI TANTERV. Technológiai alapismeretek
 HELYI TANTERV Technológiai alapismeretek Bevezetés Alapozza meg, segítse elő a későbbi tanulmányok speciális ismereteinek elsajátítását, segítse a tanulók rendszerszemléletének mielőbbi kialakulását, a
HELYI TANTERV Technológiai alapismeretek Bevezetés Alapozza meg, segítse elő a későbbi tanulmányok speciális ismereteinek elsajátítását, segítse a tanulók rendszerszemléletének mielőbbi kialakulását, a
Hegesztés, forrasztás, vágás
 Járműszerkezeti anyagok és megmunkálások 1 című tantárgy előadása 2013. április 10. Hegesztés, forrasztás, vágás Dr. Markovits Tamás (Kiss, Pálfi, Tóth: Szerkezeti anyagok és megmunkálások II. jegyzet
Járműszerkezeti anyagok és megmunkálások 1 című tantárgy előadása 2013. április 10. Hegesztés, forrasztás, vágás Dr. Markovits Tamás (Kiss, Pálfi, Tóth: Szerkezeti anyagok és megmunkálások II. jegyzet
VASTAGLEMEZEK HEGESZTÉSE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 01 Bevontelektródás kézi ívhegesztő Modul: 11453-12 Bevontelektródás kézi ívhegesztő
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
Fogyóelektródás védőgázas ívhegesztés
 Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Fogyóelektródás védőgázas ívhegesztés Ívhegesztéskor a kialakuló elektromos ívben az áram hőteljesítménye olvasztja meg az összehegesztendő anyagokat, illetve a hozaganyagot. Ha a levegő oxigénjétől az
Hegesztés 1. Bevezetés. Hegesztés elméleti alapjai
 Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Épület- és szerkezetlakatos szakma gyakorlati oktatásához OKJ száma: 34 582 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Épület- és szerkezetlakatos szakma gyakorlati oktatásához OKJ száma: 34 582 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Plazmavágógépek 400V LPH 35, 50, 80, 120
 Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
Plazmavágógépek 400V LPH 35, 50, 80, 120 Mindenféle elektromosan vezető anyag, úgymint ötvözött és ötvözetlen acélok, öntött vas, alumínium, bronz, réz és ötvözeteik vágására alkalmas, konvencionális,
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
FOGLALKOZÁSI TERV. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. TANSZÉK Műhelygyakorlat I. tantárgy 2018/2019. tanév, I. félév BGM. II. évfolyam Gyak. jegy, kredit: 4 BGM1101 tantárgykód Tanítási
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány és Technológia Tanszék legújabb kutatási eredményei
 Új szerkezeti acélok hegeszthetősége és a kapcsolódó hegesztéstechnológiai újdonságok Szakmai nap, 2010. április 29. Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány
Új szerkezeti acélok hegeszthetősége és a kapcsolódó hegesztéstechnológiai újdonságok Szakmai nap, 2010. április 29. Korszerű duplex acélok hegesztéstechnológiája és alkalmazási lehetőségei; a BME Anyagtudomány
Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel
 Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Nagysebességű Speed-Puls hegesztés
 25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Nagysebességű Speed-Puls hegesztés Paszternák László Qualiweld Welding & Trade Kft.; 8800 Nagykanizsa, Szemere utca 3. info@qualiweld.hu
25. Jubileumi Hegesztési Konferencia Budapest, 2010. május 19 21. Nagysebességű Speed-Puls hegesztés Paszternák László Qualiweld Welding & Trade Kft.; 8800 Nagykanizsa, Szemere utca 3. info@qualiweld.hu
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens