Felületkezelések Dr. Fábián Enikő Réka
|
|
|
- László Kristóf Balázs
- 7 évvel ezelőtt
- Látták:
Átírás
1 Hőkezelés- 2016/2017 ősz Felületkezelések Dr. Fábián Enikő Réka
2 Termokémiai kezelések A termokémiai kezelések célja az acél felületén meghatározott mélységig valamilyen fémes vagy nemfémes elem koncentrációját megnövelni (a felület ötvözése), és így a kéreg tulajdonságát a kívánt módon megváltoztatni. Cél: mechanikai-, hő- és vegyi hatásokkal szembeni ellenállás növelése, a legtöbb esetben azonban a cél a felület kopásállóságának és a munkadarab kifáradással szembeni ellenállásának növelése a kemény kéreg és szívós mag biztosításával. A felület ötvözéséhez szükséges elemet a darabot körülvevő közeg biztosítja. A kölcsönhatás részfolyamatai: 1. Az ötvöző elemet atomos állapotban kell a felületre juttatni. Ez az atomos állapotú elem rendszerint disszociáció eredménye. 2. A közeg által atomos állapotban leadott elemnek meg kell tapadni az acél felületén. Ez a folyamat az adszorpció. 3. Az adszorbeált elemnek a felületi rétegbe kell vándorolni. Ez a diffúzió révén lehetséges.
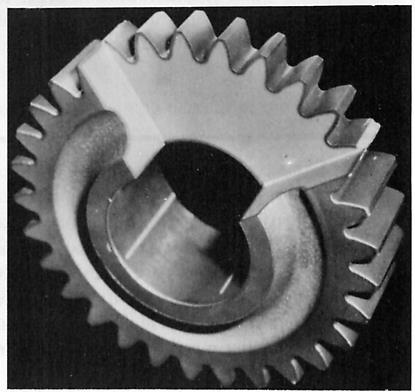
3 Cementálás Cementáláskor a szénszegény acél felületének széntartalmát dúsítjuk. A folyamat során az acélt atomos szenet tartalmazó közegben izzítjuk. A szén bediffundál az alkatrész felületébe, megemelve annak széntartalmát. Ennek a szénben gazdag rétegnek a mérete és széntartalma függ az acél minőségétől és a cementálás körülményeitől. A cementálási folyamatban a kis karbontartalmú(c%<0,2) munkadarab felületi rétegében a karbontartalmat 0,6 1,2 %-ra dúsítják fel diffúzióútján. A szokásos kéregvastagság 0,1 3,0 mm
4 Karbonpotenciál A cementáló közeg karbonpotenciálja azt fejezi ki, hogy a közeg az adott hőmérsékleten a cementálandó munkadarab felületén milyen széntartalommal (karbontartalommal) tart egyensúlyt. Ha valamely cementálószernek adott hőmérsékleten a karbonpotenciálja 1%, akkor az 1%-nál kisebb széntartalmú acél legfeljebb 1%-os karbontartalmúra cementálódik, a nagyobb mennyiségű szenet tartalmazó acél széntartalma viszont 1%-ra dekarbonizálódik (vagyis szenet veszít). A cementáló közeg adott karbonpotenciálja és az acél felületének széntartalma között a kinetikai feltételektől függően rövidebb-hosszabb idő alatt egyensúly áll be. A felület széntartalmának megnövekedése kémiai potenciálkülönbséget idéz elő a munkadarab belső részeihez képest, ez a diffúzió hajtóereje. Ha a cementáló közegből elegendő utánpótlást kap az acél felületétől befelé diffundáló atomos szén, akkor bizonyos idő elteltével dinamikus egyensúly áll be a közeg karbonpotenciálja és az acél felületének széntartalma között.
5 Cementálás A cementálás során az alkatrészt karbont leadó közegben ausztenites állapotban (A 3 hőmérséklet felett) izzítjuk, majd ezt különböző hőkezelések követik

6 Cementálás A létrejött kemény, kopásálló felületi zóna és a szívós, nagyszilárdságú mag klasszikus példája az anyagtulajdonságok célirányos egyesítésének. A hőmérséklet és a cementáló közeg összetételének ismeretében lehet meghatározni az előírt kéregvastagsághoz szükséges cementálási időt.
7 Cementálás A cementálás időigénye a cementáló tér (közeg és munkadarab) egyenletes, aránylag lassú felfűtéséből és a tényleges cementálási időből tevődik össze. -szilárd (faszén+katalizátor) esetén óránként körülbelül 0,1mm szénben dúsult réteg keletkezik, amelynek széntartalma 0,7-0,8% körül van. Cementálási hőmérséklet 850 C C. -sófürdő alkalmazása esetén 850 C C-on 30 perc alatt 0,2-0,25mm cementált réteg keletkezik. Efölötti hőmérsékleten mérgező gázok keletkeznek a ciánsók párolgása miatt. -gázcementálás esetén 930 C C-on 30 perc alatt 0,3-0,4mm cementált réteg keletkezik.
8 Cementálás
 Ipari körülmények között már csak a gázcementálásnak van jelentősége.")
9 Cementálás A cementáló közeg lehet: szilárd szemcsés, pasztás (faszén, csontszén, koksz) +gyorsító BaCO3 folyékony (sófürdõ + karbont leadó anyag) nem aktivált gyengén aktivált erösen aktivált gáz (szabályzott gázatmoszférában, C-leadóközegben) Ipari körülmények között már csak a gázcementálásnak van jelentősége. Újabb technológiák ionos, fluidizáltközegű, vákuumos cementálás

10 Cementálás kis sorozat
11 Cementálás Sófürdők: ciános( tiltó listás): : Nem aktivált: 80% NaCN +20% KCl 0,1-0,3 mm kéregvastagság(t= C) Gyengén aktivált 50% NaCN +10% KCl+ 40% BaCl 2 0,5-0,8mm kéregvastagság (T= C) aktív sókkal használatos: 85%BaCl 2 +10%NaCN+5%NaCl (35%) 50% BaCl 2 +30% KCl+20% NaCl (60%) NaCN (5%) 98%NaCN+2% faszénpor (75%) 50%Na 2 CO 3 +50%KCl (25%)

12 Gázcementálás A gázcementálás előnyei: - gyors - tiszta - egyenletes minőség - reprodukálható Általánosan a kéregvastagság 0,8 mm, de speciális esetben ez akár 2 mm is lehet.
13 Gázcementálás
14 Gázcementálás
15 Gázcementálás
16 Endogázas és nitrogén-hordozógázas (szintetuikus) cementáló gázatmoszférák jellemző tulajdonságai
17 Betétedzhető acélok 1 B B 0,0008-0,0050
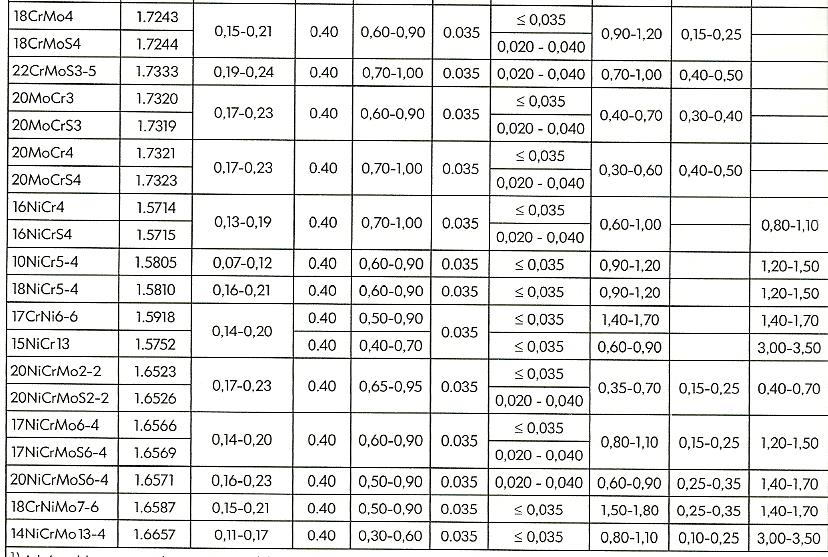
18 Betétedzhető acélok 2
19 Cementálás A cementálást követő un. kettős edzés során először a magot edzik, ezáltal a kis karbontartalmú magot finomszemcséssé teszik, majd a "kéregedzéssel" nagy kopásállóságú, kemény felületet állítanak elő.
20 Cementálás
21 Nitridálás

22 Nitridálás Célja az acél felületébe nitrogén bejuttatása, amely a felületen kemény kopásálló, korrózióálló, a kifáradással szemben ellenálló kérget hoz létre anélkül, hogy azt edzeni kellene. A darabot a kezelés megkezdése előtt a legtöbb esetben nemesítik, így a mag szívós lesz.

23
24 Nitridálás Keménység Felületi kem. Magkem. + 50HV Magkem. Erősen ötvözött acél Nagy felületi keménység Csekély nitridálási mélység Gyengén ötvözött acél Csekély felületi keménység Nagy nitridálási mélység Nitridálási mélység Felülettől mért távolság
25 Nitridálás
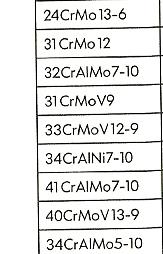
26 Nitridálható acélok Nitridálható acélok
27 Nitridálás sófürdőben Régebben a sófürdő kénvegyületek és cianidsók megolvasztott keverékéből állt. A szokásos kezelés hőmérséklete ºC, Időtartama 2 3 óra. A kéregben nitridek mellett karbidok és szulfidok is létrejönnek. A Tenifer-eljárás kénmentes módszert alkalmaz, de a fürdő cianid tartalma 3% körüli Cianidsó-mentes technológiák: "Sursulf" eljárás, ahol alkálicianátból naszcensz nitrogén szabadul fel, miközben a cianátok karbonátokká oxidálódnak. A jelenlévő lítiumsók az oxidációsebességét mintegy a felére csökkentik. Ha a fürdőként tartalmaz, a kezelt darabok kérgében kénvegyületek is keletkeznek. Megfelelő folyamatvezetés esetén a Sursulf-fürdők cianidtartalma kisebb, mint 0,2 %.
28 Plazmanitridálás A nitrogént kis nyomású munkatérben, áramerős glimmkisülés plazmájaként juttatják a munkadarab felületére Az ionok ütközési energiája biztosítja a munkadarab felmelegedését a diffúzióhoz szükséges C-ra A kezelési idő a kívánt keménységtől és a munkadarab anyagától függően 10 perc-36h
29 Nitridálás A nitridált rétegnek meglehetősen nagy a melegszilárdsága, ~450 o C-ig alig változik. A nitridálás az jelentősen javítja. acél korrozióállósági tulajdonságait A nitridálást előnyösen lehet használni minden olyan alkatrésznél, ahol szükség van a nagy kéregkeménységre, nincs megengedve kopás, vagy korróziónak kell ellenállni. A nitridálás nem alkalmazható dinamikai igénybevételnek kitett alkatrészeknél, mivel a nitridált réteg letöredezhet.

30 Aknás kemence Aknás, retortás kemence SLR-5 többcélú aknás kemence Alkalmas gázban történő cementálásra, nitrocementálásra, védőgázban történő lágyításra, edzésre SLR-4 nitridáló kemence Alkalmas nitridáslásra karbonitridálásra, védőgáz alatti feszültségcsökkentésre
31 NITRIDÁLÁS (diffúzió miatt hosszadalmas művelet) Sófürdős nitridálás - jó technológia, egészségre ártalmas Gáznitridálás - relativ magas hőmérséklet - furatok nitridálása megoldott - nitridréteg alatt rideg átmeneti zóna, - dinamikus igénybevétel esetén lepereghet Plazmanitridálás - nem túl magas hőmérséklet, kis elhúzódás, -magas hőmérséklet. Megeresztés szükséges, -vékony, de kemény réteg, nincs átmeneti zóna.
32 Acélok nitrocementálása és karbonitridálása A munkadarab felületi rétegében a karbon és a nitrogén egyidejű dúsításával egyesítik a két különálló eljárás előnyeit Magas hőmérsékletű folyamatoknál (nitrocementálás) a karbon diffúziója a döntő és szén-nitrogén tartalmú, martenzit jellegű fázis alakul ki. Alacsony hőmérsékletű technológiáknál (karbonitridálás) karbonitrideket tartalmazó vegyületi zóna és alatta növelt nitrogén-és karbontartalmú diffúziós zóna képződik. A karbonitridálás só- és gázközegből egyaránt elvégezhető
33 Karbonitridálás és nitrocementálás paraméterei

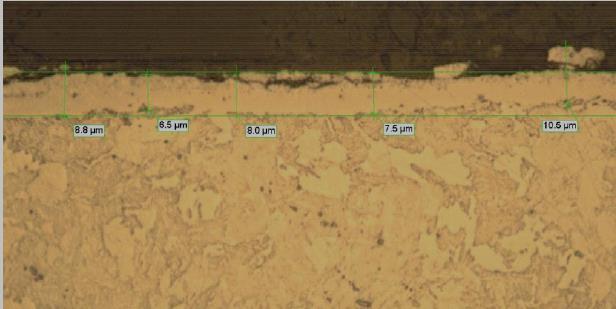
34 Karbonitridálás A gyakorlatban elterjedtebben alkalmazott a karbonitridálás (nikotrálás), ahol a közeg 50 % ammónia és 50 % cementáló gáz. A kezelés hõmérséklete 570 C ideje 3-4 óra. A kéreg két részből áll: μm vastagságú vegyületi kéreg (nitridek), alatta 0,3-0,5 mm nitrogénben dús diffúziós zóna.
35 Karbonitridálás Az alkatrészeket először atmoszférikus kemencében kb. 350 C ra előmelegítik. A karbonitridálás az úgynevezett nitridáló fürdőben történik C on, ahol a szokásos hőmérsékletet leggyakrabban 580 C ra választják meg. A sóolvadék lényegében alkáli cianátból valamint alkáli karbonátból áll és egy különleges anyagból készült levegőztető berendezéssel ellátott tégelyben van. A nitridáló fürdőben az aktív alkotórész az alkáli cianát. A karbonitridálási folyamat közben az alkáli cianát alkatrészfelülettel történő reakciójánál alkáli karbonát képződik. A nem mérgező regeneráló adalék célszerű hozzáadásával az aktív nitridáló komponens közvetlenül ismét a sóolvadékban képződik, és a fürdő aktivitását nagyon szűk határok között tartja.

36 Karbonitridálás QPQ Quench Polish Quench
37 Acélok boridálása A bór rendkívül kis mértékben oldódik vasban. Ezért bórleadó közegben a termikus kezelés során FeB és Fe 2 B- ből állóvegyületi zóna képződik a munkadarabok felületén. A réteg vastagsága ~0,15 (max. 0,3) mm, mikrokeménysége eléri a 2000 HV-t. A kéregnek az alapszövethez kapcsolódására az igen kedvező "fokozatos" kötődés a jellemző. A boridált felületek jó siklási tulajdonságokkal rendelkeznek, alacsony a hideghegedési hajlamuk, kiváló a korróziós, eróziós és kavitációs ellenállásuk.
38 Boridálás
39 Acélok szilikálása A kezelendő munkadarabokat szilicium-karbiddal együtt, klórgázzal átáramoltatott, fűtött forgócsöves kemencébe helyezik. A kezelési hőmérséklet ºC, kezelési idő~2 óra. A legfeljebb 1 mm vastagságú réteg 15 %-ig terjedő Sitartalmú α-keverék-kristályból áll, de kisebb mennyiségben Fe 3 Si fázis is előfordul. A szilicid bevonatok korrózióállósága kiváló, elsősorban savakkal szemben.
40 Termokémiai kezelés fémes elemekkel Fémtárgyak felületvédelme fémes anyagok (Al, Zn, Sn, Cu, Cr) termikus diffúziójával is kialakítható. Kromálás Krómot diffundáltatnak magas karbontartalmú acélok felületi rétegébe és a keletkező krómkarbidok keménységnövelő hatását használják fel. A kialakuló réteg legfeljebb 0,1 mm vastag, keménysége függ az alapacél karbontartalmától: HV értékű. Kedvező tribológiai tulajdonságokat eredményez Kombinált eljárások (a kezelendő fémtárgyra galvanikus úton viszik fel a kiválasztott fémet és azt utána aktív gázban bediffundáltatják) acél anyagra ón leválasztása és nitrogén atmoszférában történő diffundáltatása ("Stanal"); acél anyagra bronzötvözet leválasztása és nitrogénben történő diffundáltatása ("Forez"); sárgaréz és bronz anyagokra ón + kadmium leválasztása, és levegőben történő diffundáltatása ("Delsun"); alumínium ötvözetekre indium-alapú komplex ötvözet leválasztása és levegőn történő diffundáltatása ("Zinal")
41 Termokémiai kezelés fémes elemekkel Alitálás Hőállóság növelése, 0,3 0,8 mm nagy Al tartalmú kéreg ( ºC 6-8 h) Kromálás (keménykrómozás) Hő- és korrózióálló, kopásálló 0,1 0,3 mm ( ºC h) Szilikálás Hő- és savállóság, 0,5 1 mm kéreg ( ºC 4 10 h) Boridálás Jelentős felületi keménység (HV > 1200) Jó sav- és hőállóság is
42 PVD bevonatok A PVD eljárás, azaz a Physical Vapor Deposition (fizikai gőzfázisú leválasztás) több különböző eljárás gyűjtőneve. A közös vonása ezeknek a technológiáknak, hogy jellemzően 500 C alatti hőmérsékleten, 10-2 Pa nyomás alatt játszódnak le, fizikai kölcsönhatások során. A felhevített, nagy tisztaságú bevonatoló anyag párolog, vagy azt elektronsugárral, ívkisülésekkel porlasztják. Ezt követően az elporlasztott anyag felületi rétegként lecsapódik a bevonni kívánt munkadarabra. Az elpárologtatott, porlasztott anyag gerjesztett állapotban van, ezt az energiát a bevonni kívánt alkatrésznek adja le. A folyamat során reaktív gázokat, nitrogént, acetilén, oxigént, stb. is juttatnak a vákuumkamrába, melyek a fémgőzzel, bevonó anyaggal együtt csapódnak le a bevonandó felületeken, így nagyon erős adhéziós kötés alakul ki a felület és a bevonat között. A legjellemzőbb bevonatoló anyagok a TiN, TiAlN, CrN, TiBN, TiCN.
43

44 PVD bevonatok Titán -nitrid alapú bevonat Max hőmérséklet terhelés 600 C Keménység: HV. Bevonatolási hőmérséklet : 300 C Bevonat vastagsága: 2 6 μm, Bevonatolás a készre munkált alkatrészen. Nincs jelentős méret és érdesség változás. Kiváló kémiai ellenálló képesség. Króm nitrid alapú bevonat CCF típusú Maximális hőmérséklet terhelés 900 C ig Keménység: HV. Bevonatolási hőmérséklet: 300 C Bevonat vastagsága1 5 μm, Magas hő- és kopási terhelésű, forgácsoló és alakító szerszámok, alkatrészek. Bevonatolás a készremunkált alkatrészen, Nincs jelentős méret és érdesség változás, Kiváló kémiai ellenálló képesség.

45 PVD bevonatok Króm nitrid alapú bevonat tömör, nano-méretű szemcsés CrVI eljárás kiváltása, Maximális hőmérséklet terhelés: 700 C ig Keménység HV Bevonat vastagsága1 5 μm, Bevonatolási hőmérséklet: C Bevonatolás készremunkált alkatrészen, nincs jelentős méret és érdesség változás, kiváló kémiai, ellenálló képesség. Abrazív terhelésnek kitett mechanikus alkatrészek, Műanyag szerszámoknál tapadási és kopási problémákra, elektromos alkatrészekre. Titán Bór Nitrid Maximális hőmérséklet terhelés 800 C ig Keménység HV Bevonatolási hőmérséklet300 C Bevonat vastagsága 2 6 μm, Bevonatolás a készremunkált alkatrészen, nincs jelentős méret és érdesség változás, kiváló kémiai, ellenálló képesség. Alumínium, magnézium és műanyag feldolgozó iparban kopási és tapadási problémák elkerülésére.
46 CVD bevonatok A CVD eljárás, Chemical Vapor Deposition (kémiai gőzfázisú leválasztás) annyiban különbözik az előbb bemutatott PVD eljárástól, hogy magasabb hőmérsékleten, C között játszódik le. A folyamat során valamilyen kémiai reakció során bontják le majd építik fel az alkatrészre a felületi réteganyagot. Mivel a reakciótér hőmérséklete nem éri el a reakcióhoz szükséges hőmérsékletet, a felhevített bevonandó alkatrészen játszódik le a lecsapódási folyamat. Kemény, kopásálló rétegeket, DLC réteget (Diamond Like Coating gyémánthoz hasonló bevonat), de mesterséges gyémánt bevonatot is készítenek ezzel a technológiával.
47 Alkalmazási példák
48 Különböző technikákkal létrehozott rétegek
Anyagfelvitellel járó felületi technológiák 3. rész
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 3. rész Termokémiai Cementálás, Nitridálás, Nitrocementálás és karbonitridálás, Acélok boridálása és szilikálása,
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 3. rész Termokémiai Cementálás, Nitridálás, Nitrocementálás és karbonitridálás, Acélok boridálása és szilikálása,
Felületi hőkezelések Dr. Hargitai Hajnalka, február 18.
 Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Hőkezelt alkatrészek vizsgálata
 Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. ábra Ionimplantációs berendezés elvi felépítése
 5.2.1. Ionimplantáció Az ionimplantáció elsődlegesen az elektronikai technológiák fejlesztésekor került az érdeklődés középpontjába. Alapvető sajátossága, hogy a szilárd anyag felületének (felületi összetételének)
5.2.1. Ionimplantáció Az ionimplantáció elsődlegesen az elektronikai technológiák fejlesztésekor került az érdeklődés középpontjába. Alapvető sajátossága, hogy a szilárd anyag felületének (felületi összetételének)
Duplex felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
Hőkezelés minőségbiztosítása. Hőkezelő berendezések. Dr. Fábián Enikő Réka
 Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka fabianr@eik.bme.hu HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet
Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka fabianr@eik.bme.hu HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
KEZELÉSE. Felületi hőkezelések
 ANYAGUDOMÁNY ÉS ECHNOLÓGIA ANSZÉK Anyagismere ACÉLOK HŐKEZELH KEZELÉSE Dr. Paloás Béla paloasb@eik.bme.hu Felülei hőkezelések Cél: Kopásálló réeg Szívós mag lérehozása Felülei hőkezelések Felülei edzések
ANYAGUDOMÁNY ÉS ECHNOLÓGIA ANSZÉK Anyagismere ACÉLOK HŐKEZELH KEZELÉSE Dr. Paloás Béla paloasb@eik.bme.hu Felülei hőkezelések Cél: Kopásálló réeg Szívós mag lérehozása Felülei hőkezelések Felülei edzések
Felületmódosító technológiák
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
. -. - Baris A. - Varga G. - Ratter K. - Radi Zs. K.
 2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
Anyagfelvitellel járó felületi technológiák 2. rész
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Hőkezelési alapfogalmak
 Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Alumínium ötvözetek. hőkezelése. Fábián Enikő Réka
 Alumínium ötvözetek hőkezelése Fábián Enikő Réka fabianr@eik.bme.hu Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
Alumínium ötvözetek hőkezelése Fábián Enikő Réka fabianr@eik.bme.hu Általános Al-ötvözet jellemzők T a b A Alakítható ötvözetek B Önthető ötvözetek Nemesíthető, kiválásosan keményedő ötvözetek Az alumínium
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Szerszámanyagok. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Szerszámanyagok. Acél Alumínium Bronzötvözet
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Szerszámanyagok Szerszámanyagok Acél Alumínium Bronzötvözet Al Cu 1 Acélok jelölése MSz, DIN, Anyagszám (W-Num)
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Szerszámanyagok Szerszámanyagok Acél Alumínium Bronzötvözet Al Cu 1 Acélok jelölése MSz, DIN, Anyagszám (W-Num)
1. Bevonat készítési technológiák
 1. Bevonat készítési technológiák A szerszámbevonatoló eljárás közül, a szervetlen és a szerves rétegek párologtatására, felhordására 2 kiemelkedő jelentőségű technológia létezik. A fizikai gázfázis párologtatás
1. Bevonat készítési technológiák A szerszámbevonatoló eljárás közül, a szervetlen és a szerves rétegek párologtatására, felhordására 2 kiemelkedő jelentőségű technológia létezik. A fizikai gázfázis párologtatás
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
Alkatrész bevonatolás
 Alkatrész bevonatolás Innovatív PVD bevonatolási megoldások nagyteljesítményű precíziós alkatrészekhez Általános gépgyártás Oerlikon Balzers BALINIT bevonatai javítják a teljesítményt A gépészeti alkatrészek
Alkatrész bevonatolás Innovatív PVD bevonatolási megoldások nagyteljesítményű precíziós alkatrészekhez Általános gépgyártás Oerlikon Balzers BALINIT bevonatai javítják a teljesítményt A gépészeti alkatrészek
Az ötvözet a fémek szilárd oldata, ami a következő anyagokból tevődik össze:
 Az ötvözet a fémek szilárd oldata, ami a következő anyagokból tevődik össze: alapfém: pl. vas, alumínium, ötvözőanyagok: amelyek kedvezően befolyásolják az alapfém tulajdonságait pl. a vas esetében a szén,
Az ötvözet a fémek szilárd oldata, ami a következő anyagokból tevődik össze: alapfém: pl. vas, alumínium, ötvözőanyagok: amelyek kedvezően befolyásolják az alapfém tulajdonságait pl. a vas esetében a szén,
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások.
 Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
6. változat. 3. Jelöld meg a nem molekuláris szerkezetű anyagot! A SO 2 ; Б C 6 H 12 O 6 ; В NaBr; Г CO 2.
 6. változat Az 1-től 16-ig terjedő feladatokban négy válaszlehetőség van, amelyek közül csak egy helyes. Válaszd ki a helyes választ és jelöld be a válaszlapon! 1. Jelöld meg azt a sort, amely helyesen
6. változat Az 1-től 16-ig terjedő feladatokban négy válaszlehetőség van, amelyek közül csak egy helyes. Válaszd ki a helyes választ és jelöld be a válaszlapon! 1. Jelöld meg azt a sort, amely helyesen
3515 Miskolc-Egyetemváros femvezso@uni-miskolc.hu
 Anyagmérnöki Tudományok, 37. kötet, 1. szám (01), pp. 435 44. ÚJ HŐKEZELÉSI LEHETŐSÉG A FÉMTANI, KÉPLÉKENYALAKÍTÁSI ÉS NANOTECHNOLÓGIAI INTÉZETBEN: GÁZNITRIDÁLÁS A NEW HEAT TREATMENT POSSIBILITY AT THE
Anyagmérnöki Tudományok, 37. kötet, 1. szám (01), pp. 435 44. ÚJ HŐKEZELÉSI LEHETŐSÉG A FÉMTANI, KÉPLÉKENYALAKÍTÁSI ÉS NANOTECHNOLÓGIAI INTÉZETBEN: GÁZNITRIDÁLÁS A NEW HEAT TREATMENT POSSIBILITY AT THE
MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK
 TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZÕNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés.
 BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés. Nyomásos öntés A sikeres öntéshez az Oerlikon Balzers az Ön megbízható partnere! A
BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés. Nyomásos öntés A sikeres öntéshez az Oerlikon Balzers az Ön megbízható partnere! A
dr. Sipos Sándor dr. Sipos Sándor
 Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
Fémek és ötvözetek termikus viselkedése
 Anyagtudomány és Technológia Tanszék Fémek és ötvözetek termikus viselkedése Dr. Szabó Péter János szpj@eik.bme.hu Anyagszerkezettan és anyagvizsgálat BMEGEMTBGA1 2018/2019/2 Az előadás során megismerjük
Anyagtudomány és Technológia Tanszék Fémek és ötvözetek termikus viselkedése Dr. Szabó Péter János szpj@eik.bme.hu Anyagszerkezettan és anyagvizsgálat BMEGEMTBGA1 2018/2019/2 Az előadás során megismerjük
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2016/17. Szilárdságnövelés. Dr. Mészáros István Az előadás során megismerjük
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
passion for precision Sphero-X simítás és nagyolás 40 és 70 HRC között
 passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Textíliák felületmódosítása és funkcionalizálása nem-egyensúlyi plazmákkal
 Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Textíliák felületmódosítása és funkcionalizálása nem-egyensúlyi plazmákkal Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán
Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Textíliák felületmódosítása és funkcionalizálása nem-egyensúlyi plazmákkal Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán
Igazolás. Miskolc,... hallgató. Az igazolást átvettem. Miskolc,... tanszékvezető
 Igazolás Alulírott Mazula Kristóf (Neptun kód: AU9TD9, született: 1994.03.25.) igazolom, és büntetőjogi felelősségem tudatában kijelentem, hogy a leadott szakdolgozat a saját munkám. Miskolc,... hallgató
Igazolás Alulírott Mazula Kristóf (Neptun kód: AU9TD9, született: 1994.03.25.) igazolom, és büntetőjogi felelősségem tudatában kijelentem, hogy a leadott szakdolgozat a saját munkám. Miskolc,... hallgató
MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403. Dr. Dogossy Gábor Egyetemi adjunktus B 408
 MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403 Dr. Dogossy Gábor Egyetemi adjunktus B 408 Az anyag Az anyagot az ember nyeri ki a természetből és
MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403 Dr. Dogossy Gábor Egyetemi adjunktus B 408 Az anyag Az anyagot az ember nyeri ki a természetből és
Katalízis. Tungler Antal Emeritus professzor 2017
 Katalízis Tungler Antal Emeritus professzor 2017 Fontosabb időpontok: sósav oxidáció, Deacon process 1860 kéndioxid oxidáció 1875 ammónia oxidáció 1902 ammónia szintézis 1905-1912 metanol szintézis 1923
Katalízis Tungler Antal Emeritus professzor 2017 Fontosabb időpontok: sósav oxidáció, Deacon process 1860 kéndioxid oxidáció 1875 ammónia oxidáció 1902 ammónia szintézis 1905-1912 metanol szintézis 1923
 Anyagos rész: Lásd: állapotábrás pdf. Ha többet akarsz tudni a metallográfiai vizsgálatok csodáiról, akkor: http://testorg.eu/editor_up/up/egyeb/2012_01/16/132671554730168934/metallografia.pdf
Anyagos rész: Lásd: állapotábrás pdf. Ha többet akarsz tudni a metallográfiai vizsgálatok csodáiról, akkor: http://testorg.eu/editor_up/up/egyeb/2012_01/16/132671554730168934/metallografia.pdf
2011. tavaszi félév. Élanyagok. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Kerámia, üveg és fém-kerámia implantátumok
 Kerámia, üveg és fém-kerámia implantátumok Bagi István BME MTAT Bevezetés Kerámiák csoportosítása teljesen tömör bioinert porózus bioinert teljesen tömör bioaktív oldódó Definíciók Bioinert a szomszédos
Kerámia, üveg és fém-kerámia implantátumok Bagi István BME MTAT Bevezetés Kerámiák csoportosítása teljesen tömör bioinert porózus bioinert teljesen tömör bioaktív oldódó Definíciók Bioinert a szomszédos
Adatgyűjtés, mérési alapok, a környezetgazdálkodás fontosabb műszerei
 Tudományos kutatásmódszertani, elemzési és közlési ismeretek modul Gazdálkodási modul Gazdaságtudományi ismeretek I. Közgazdasá Adatgyűjtés, mérési alapok, a környezetgazdálkodás fontosabb műszerei KÖRNYEZETGAZDÁLKODÁSI
Tudományos kutatásmódszertani, elemzési és közlési ismeretek modul Gazdálkodási modul Gazdaságtudományi ismeretek I. Közgazdasá Adatgyűjtés, mérési alapok, a környezetgazdálkodás fontosabb műszerei KÖRNYEZETGAZDÁLKODÁSI
1. feladat Összesen: 8 pont. 2. feladat Összesen: 11 pont. 3. feladat Összesen: 7 pont. 4. feladat Összesen: 14 pont
 1. feladat Összesen: 8 pont 150 gramm vízmentes nátrium-karbonátból 30 dm 3 standard nyomású, és 25 C hőmérsékletű szén-dioxid gáz fejlődött 1800 cm 3 sósav hatására. A) Írja fel a lejátszódó folyamat
1. feladat Összesen: 8 pont 150 gramm vízmentes nátrium-karbonátból 30 dm 3 standard nyomású, és 25 C hőmérsékletű szén-dioxid gáz fejlődött 1800 cm 3 sósav hatására. A) Írja fel a lejátszódó folyamat
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Szabadentalpia nyomásfüggése
 Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
lasztás s I. (gyakorlati előkész
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
Bevezetés a lézeres anyagmegmunkálásba
 Bevezetés a lézeres anyagmegmunkálásba FBN332E-1 Dr. Geretovszky Zsolt 2010. október 6. Anyagcsaládok Fémek Kerámiák, üvegek Műanyagok Kompozitok A családok közti különbségek tárgyalhatóak: atomi szinten
Bevezetés a lézeres anyagmegmunkálásba FBN332E-1 Dr. Geretovszky Zsolt 2010. október 6. Anyagcsaládok Fémek Kerámiák, üvegek Műanyagok Kompozitok A családok közti különbségek tárgyalhatóak: atomi szinten
ALPHA spektroszkópiai (ICP és AA) standard oldatok
 standard oldatok") Jelen kiadvány megjelenése után történõ termékváltozásokról, új standardokról a katalógus internetes oldalán, a www.laboreszközkatalogus.hu-n tájékozódhat. ALPHA Az alábbi standard oldatok fémek, fém-sók
Jelen kiadvány megjelenése után történõ termékváltozásokról, új standardokról a katalógus internetes oldalán, a www.laboreszközkatalogus.hu-n tájékozódhat. ALPHA Az alábbi standard oldatok fémek, fém-sók
Felületmódosító eljárások
 Felületmódosító eljárások ANYAGMÉRNÖK BSC KÉPZÉS Felülettechnikai félszakirány (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
Felületmódosító eljárások ANYAGMÉRNÖK BSC KÉPZÉS Felülettechnikai félszakirány (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
IV.főcsoport. Széncsoport
 IV.főcsoport Széncsoport Sorold fel a főcsoport elemeit! Szén C szilárd nemfém Szilícium Si szilárd félfém Germánium Ge szilárd félfém Ón Sn szilárd fém Ólom Pb szilárd fém Ásványi szén: A szén (C) Keverék,
IV.főcsoport Széncsoport Sorold fel a főcsoport elemeit! Szén C szilárd nemfém Szilícium Si szilárd félfém Germánium Ge szilárd félfém Ón Sn szilárd fém Ólom Pb szilárd fém Ásványi szén: A szén (C) Keverék,
Az egyensúly. Általános Kémia: Az egyensúly Slide 1 of 27
 Az egyensúly 6'-1 6'-2 6'-3 6'-4 6'-5 Dinamikus egyensúly Az egyensúlyi állandó Az egyensúlyi állandókkal kapcsolatos összefüggések Az egyensúlyi állandó számértékének jelentősége A reakció hányados, Q:
Az egyensúly 6'-1 6'-2 6'-3 6'-4 6'-5 Dinamikus egyensúly Az egyensúlyi állandó Az egyensúlyi állandókkal kapcsolatos összefüggések Az egyensúlyi állandó számértékének jelentősége A reakció hányados, Q:
Szerszám anyagok (élanyagok, szerszám bevonatok)
") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
!MICHAEL KFT Csavar és kötőelem szaküzlet '1103 Budapest Gyömrői út 150 Telfon:0611/4310170 Fax:06/1/260-36-46
 !MICHAEL ' Telfon:0611/4310170 Fax:06/1/260-36-46 i '/; -""1' Igényesetén a hitelesitett műbizonylat a fenti cimen kérhető! Kötőelemeink A1, A2 és A4-es minőségi ostályba sorolhatók, ausztenites acélokból
!MICHAEL ' Telfon:0611/4310170 Fax:06/1/260-36-46 i '/; -""1' Igényesetén a hitelesitett műbizonylat a fenti cimen kérhető! Kötőelemeink A1, A2 és A4-es minőségi ostályba sorolhatók, ausztenites acélokból
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
Általános adatok. Steinhoff GmbH & Cie. OHG 1908, Friedrich Steinhoff. Ügyvezetők: Steinhoff Karl és Otto ők a 4. generáció
 Cégáttekintés 1 Általános adatok Steinhoff GmbH & Cie. OHG Alapítás: 1908, Friedrich Steinhoff Ügyvezetők: Steinhoff Karl és Otto ők a 4. generáció Székhely: Dinslaken (Düsseldorftól 50 kmre északra) Alapterület:
Cégáttekintés 1 Általános adatok Steinhoff GmbH & Cie. OHG Alapítás: 1908, Friedrich Steinhoff Ügyvezetők: Steinhoff Karl és Otto ők a 4. generáció Székhely: Dinslaken (Düsseldorftól 50 kmre északra) Alapterület:
AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet
 Budapesti Műszaki Főiskola Bánki Donát Gépészmérnöki Főiskolai Kar AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet Anyagtudományi és Gyártástechnológiai Intézet Anyag- és Alakítástechnológiai Intézeti
Budapesti Műszaki Főiskola Bánki Donát Gépészmérnöki Főiskolai Kar AZ ACÉLOK HŐKEZELÉSÉNEK ALAPJAI oktatási segédlet Anyagtudományi és Gyártástechnológiai Intézet Anyag- és Alakítástechnológiai Intézeti
Különböző acélminőségek plazmanitridálása
 MISKOLCI EGYETEM ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET Különböző acélminőségek plazmanitridálása Plazmanitridálás hőmérsékletének hatása különböző acélminőségek esetében Kutatási részjelentés
MISKOLCI EGYETEM ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET Különböző acélminőségek plazmanitridálása Plazmanitridálás hőmérsékletének hatása különböző acélminőségek esetében Kutatási részjelentés
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
TALAJVÉDELEM XI. A szennyezőanyagok terjedését, talaj/talajvízbeli viselkedését befolyásoló paraméterek
 TALAJVÉDELEM XI. A szennyezőanyagok terjedését, talaj/talajvízbeli viselkedését befolyásoló paraméterek A talajszennyezés csökkenése/csökkentése bekövetkezhet Természetes úton Mesterséges úton (kármentesítés,
TALAJVÉDELEM XI. A szennyezőanyagok terjedését, talaj/talajvízbeli viselkedését befolyásoló paraméterek A talajszennyezés csökkenése/csökkentése bekövetkezhet Természetes úton Mesterséges úton (kármentesítés,
EREDETISÉGI NYILATKOZAT
 EREDETISÉGI NYILATKOZAT Alulírott: Horváth Miklós; Neptun-kód: HLYBMB a Miskolci Egyetem Gépészmérnöki és Informatikai Karának végzős Gépészmérnök CAD/CAM szakos hallgatója ezennel büntetőjogi és fegyelmi
EREDETISÉGI NYILATKOZAT Alulírott: Horváth Miklós; Neptun-kód: HLYBMB a Miskolci Egyetem Gépészmérnöki és Informatikai Karának végzős Gépészmérnök CAD/CAM szakos hallgatója ezennel büntetőjogi és fegyelmi
LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA
 LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG,
LUTZ PENGÉK SZAKIPARI MESTEREMBEREK ÉS SZERSZÁMKERESKEDŐK ÉVTIZEDEK ÓTA BIZTOS VÁLASZTÁSA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR SZAKIPAR / BARKÁCS AUTÓIPAR TEXTILIPAR PONTOSSÁG,
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz
 passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
Járműszerkezeti anyagok és megmunkálások II / II. félév 2. előadás ÉLANYAGOK. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
BUDAPESTI MŰSZAKI EGYETEM Anyagtudomány és Technológia Tanszék. Hőkezelés 2. (PhD) féléves házi feladat. Acélok cementálása. Thiele Ádám WTOSJ2
 féléves házi feladat. Acélok cementálása. Thiele Ádám WTOSJ2") BUDAPESTI MŰSZAKI EGYETEM Anyagtudomány és Technológia Tanszék Hőkezelés. (PhD) féléves házi feladat Acélok cementálása Thiele Ádám WTOSJ Budaest, 11 Tartalomjegyzék 1. A termokémiai kezeléseknél lejátszódó
BUDAPESTI MŰSZAKI EGYETEM Anyagtudomány és Technológia Tanszék Hőkezelés. (PhD) féléves házi feladat Acélok cementálása Thiele Ádám WTOSJ Budaest, 11 Tartalomjegyzék 1. A termokémiai kezeléseknél lejátszódó
MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA
 AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
AUTÓIPAR Válogatott terméklista kérjen ajánlatot más típusokra MINŐSÉG A SOROZATGYÁRTÁSHOZ LUTZ IPARI PENGÉK ÉS KÉSEK AZ AUTÓIPAR SZÁMÁRA EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
Anyagismeret 2016/17. Diffúzió. Dr. Mészáros István Diffúzió
 Anyagismeret 6/7 Diffúzió Dr. Mészáros István meszaros@eik.bme.hu Diffúzió Különféle anyagi részecskék anyagon belüli helyváltoztatása Az anyag lehet gáznemű, folyékony vagy szilárd Diffúzió Diffúzió -
Anyagismeret 6/7 Diffúzió Dr. Mészáros István meszaros@eik.bme.hu Diffúzió Különféle anyagi részecskék anyagon belüli helyváltoztatása Az anyag lehet gáznemű, folyékony vagy szilárd Diffúzió Diffúzió -
Kémiai kötések és kristályrácsok ISMÉTLÉS, GYAKORLÁS
 Kémiai kötések és kristályrácsok ISMÉTLÉS, GYAKORLÁS Milyen képlet adódik a következő atomok kapcsolódásából? Fe - Fe H - O P - H O - O Na O Al - O Ca - S Cl - Cl C - O Ne N - N C - H Li - Br Pb - Pb N
Kémiai kötések és kristályrácsok ISMÉTLÉS, GYAKORLÁS Milyen képlet adódik a következő atomok kapcsolódásából? Fe - Fe H - O P - H O - O Na O Al - O Ca - S Cl - Cl C - O Ne N - N C - H Li - Br Pb - Pb N
Gázok. 5-7 Kinetikus gázelmélet 5-8 Reális gázok (korlátok) Fókusz: a légzsák (Air-Bag Systems) kémiája
 Fókusz: a légzsák (Air-Bag Systems) kémiája") Gázok 5-1 Gáznyomás 5-2 Egyszerű gáztörvények 5-3 Gáztörvények egyesítése: Tökéletes gázegyenlet és általánosított gázegyenlet 5-4 A tökéletes gázegyenlet alkalmazása 5-5 Gáz reakciók 5-6 Gázkeverékek
Gázok 5-1 Gáznyomás 5-2 Egyszerű gáztörvények 5-3 Gáztörvények egyesítése: Tökéletes gázegyenlet és általánosított gázegyenlet 5-4 A tökéletes gázegyenlet alkalmazása 5-5 Gáz reakciók 5-6 Gázkeverékek
5. Duplex felületkezelések
 Az acélok anyagszerkezet-módosulásai illetve az azokat kiváltó technológiai hatások kapcsán a "duplex" jelző többféle értelemben fordul elő, de közös "nevezőként" felmerül valamilyen hőkezelés, termokémiai
Az acélok anyagszerkezet-módosulásai illetve az azokat kiváltó technológiai hatások kapcsán a "duplex" jelző többféle értelemben fordul elő, de közös "nevezőként" felmerül valamilyen hőkezelés, termokémiai
Diffúzió. Diffúzió sebessége: gáz > folyadék > szilárd (kötőerő)
") Diffúzió Diffúzió - traszportfolyamat (fonon, elektron, atom, ion, hőmennyiség...) Elektromos vezetés (Ohm) töltés áram elektr. potenciál grad. Hővezetés (Fourier) energia áram hőmérséklet különbség Kémiai
Diffúzió Diffúzió - traszportfolyamat (fonon, elektron, atom, ion, hőmennyiség...) Elektromos vezetés (Ohm) töltés áram elektr. potenciál grad. Hővezetés (Fourier) energia áram hőmérséklet különbség Kémiai
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka
 Hőkezelés- 2016/2017 ősz Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka fabianr@eik.bme.hu FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet teljes
Hőkezelés- 2016/2017 ősz Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka fabianr@eik.bme.hu FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet teljes
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Építményeink védelme március 27. Acélfelületek korrózió elleni védelme fémbevonatokkal
 Építményeink védelme 2018. március 27. Acélfelületek korrózió elleni védelme fémbevonatokkal Dr. Seidl Ágoston okl. vegyészmérnök, korróziós szakmérnök c.egy.docens A korrózióról általában A korrózióról
Építményeink védelme 2018. március 27. Acélfelületek korrózió elleni védelme fémbevonatokkal Dr. Seidl Ágoston okl. vegyészmérnök, korróziós szakmérnök c.egy.docens A korrózióról általában A korrózióról
Szakértesítő 1 Interkerám szakmai füzetek A folyósító szerek viselkedése a kerámia anyagokban
 Szakértesítő 1 Interkerám szakmai füzetek A folyósító szerek viselkedése a kerámia anyagokban A folyósító szerek viselkedése a kerámia anyagokban Bevezetés A kerámia masszák folyósításkor fő cél az anyag
Szakértesítő 1 Interkerám szakmai füzetek A folyósító szerek viselkedése a kerámia anyagokban A folyósító szerek viselkedése a kerámia anyagokban Bevezetés A kerámia masszák folyósításkor fő cél az anyag
Az alumínium és ötvözetei valamint hegeszthetőségük. Komócsin Mihály
 Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
Az alumínium és ötvözetei valamint hegeszthetőségük Magyar Hegesztők Baráti Köre Budapest 2011. 11. 30. Komócsin Mihály 1 Alumínium termelés és felhasználás A földkéreg átlagos fémtartalma Annak ellenére,
A réz és ötvözetei jelölése
 A réz és ötvözetei jelölése A réz (Cuprum) vegyjele: Cu, neve Ciprus szigetének nevéből származik, amely már az ókorban fontos rézlelőhely volt. A réz folyamatosan 100%-ban újrahasznosítható anélkül, hogy
A réz és ötvözetei jelölése A réz (Cuprum) vegyjele: Cu, neve Ciprus szigetének nevéből származik, amely már az ókorban fontos rézlelőhely volt. A réz folyamatosan 100%-ban újrahasznosítható anélkül, hogy
MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZŐNYEG- ÉS TEXTILIPARI PENGÉK
 TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZŐNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
TEXTILIPAR Válogatott terméklista kérjen ajánlatot más típusokra MAGAS ÉLETTARTAM, NAGYOBB TERMELÉKENYSÉG: LUTZ SZŐNYEG- ÉS TEXTILIPARI PENGÉK EGYEDI PENGÉK FÓLIA VEGYI- ÉS ÜVEGSZÁL ORVOSTECHNIKA ÉLELMISZERIPAR
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
1. Hőkezelő technológiák
 1. Hőkezelő technológiák 1.1. Lágyítások Ha az acél a megkívántnál nagyobb keménységű, a forgácsolhatóság, hidegalakíthatóság stb. érdekében lágyítani kell. Az acél nagyobb keménységét vagy a hidegalakított
1. Hőkezelő technológiák 1.1. Lágyítások Ha az acél a megkívántnál nagyobb keménységű, a forgácsolhatóság, hidegalakíthatóság stb. érdekében lágyítani kell. Az acél nagyobb keménységét vagy a hidegalakított
RÉSZLETEZŐ OKIRAT a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 RÉSZLETEZŐ OKIRAT a nyilvántartási számú akkreditált státuszhoz A METALCONTROL Anyagvizsgáló és Minőségellenőrző Központ Kft. (3533 Miskolc, Vasgyári út 43.) akkreditált területe: I. Az akkreditált területhez
RÉSZLETEZŐ OKIRAT a nyilvántartási számú akkreditált státuszhoz A METALCONTROL Anyagvizsgáló és Minőségellenőrző Központ Kft. (3533 Miskolc, Vasgyári út 43.) akkreditált területe: I. Az akkreditált területhez
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Gázok. 5-7 Kinetikus gázelmélet 5-8 Reális gázok (limitációk) Fókusz Légzsák (Air-Bag Systems) kémiája
 Fókusz Légzsák (Air-Bag Systems) kémiája") Gázok 5-1 Gáznyomás 5-2 Egyszerű gáztörvények 5-3 Gáztörvények egyesítése: Tökéletes gáz egyenlet és általánosított gáz egyenlet 5-4 A tökéletes gáz egyenlet alkalmazása 5-5 Gáz halmazállapotú reakciók
Gázok 5-1 Gáznyomás 5-2 Egyszerű gáztörvények 5-3 Gáztörvények egyesítése: Tökéletes gáz egyenlet és általánosított gáz egyenlet 5-4 A tökéletes gáz egyenlet alkalmazása 5-5 Gáz halmazállapotú reakciók
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
ACÉLOK HEGESZTHETŐSÉGE
 ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
FELADATLISTA TÉMAKÖRÖK, ILLETVE KÉPESSÉGEK SZERINT
 FELADATLISTA TÉMAKÖRÖK, ILLETVE KÉPESSÉGEK SZERINT A feladatok kódját a Bevezetésben bemutatott tananyagtartalom- és képességmátrix alapján határoztuk meg. A feladat kódja a következőképpen épül fel: évfolyam/témakör1-témakör2/képesség1-képesség2/sorszám
FELADATLISTA TÉMAKÖRÖK, ILLETVE KÉPESSÉGEK SZERINT A feladatok kódját a Bevezetésben bemutatott tananyagtartalom- és képességmátrix alapján határoztuk meg. A feladat kódja a következőképpen épül fel: évfolyam/témakör1-témakör2/képesség1-képesség2/sorszám
Fogorvosi anyagtan fizikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek
 Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
Bevontelektródás ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás ívhegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode:
+oxigén +víz +lúg Elemek Oxidok Savak Sók
 Összefoglalás2. +oxigén +víz +lúg Elemek Oxidok Savak Sók Nitrogén Foszfor Szén Gyémánt, grafit szilícium Szén-dioxid, Nitrogéndioxid Foszforpentaoxid Szénmonoxid Szilíciumdioxid Salétromsav Nitrátok foszforsav
Összefoglalás2. +oxigén +víz +lúg Elemek Oxidok Savak Sók Nitrogén Foszfor Szén Gyémánt, grafit szilícium Szén-dioxid, Nitrogéndioxid Foszforpentaoxid Szénmonoxid Szilíciumdioxid Salétromsav Nitrátok foszforsav
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
ACÉLOK ÉS ALKALMAZÁSUK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
RÉSZLETEZŐ OKIRAT (2) a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 a NAH /2016 nyilvántartási számú akkreditált státuszhoz") RÉSZLETEZŐ OKIRAT (2) a NAH-1-1316/2016 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: METALCONTROL Anyagvizsgáló és Minőségellenőrző Központ Kft. 3533 Miskolc, Vasgyári
RÉSZLETEZŐ OKIRAT (2) a NAH-1-1316/2016 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: METALCONTROL Anyagvizsgáló és Minőségellenőrző Központ Kft. 3533 Miskolc, Vasgyári