XII. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
|
|
|
- Lóránd Papp
- 7 évvel ezelőtt
- Látták:
Átírás
1 XII. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, március FLÜLTÓDOSÍTÁSI LJÁRÁSOK HATÁSA ACÉLOK KOPÁSÁLLÓSÁGÁRA Sebestyén Anita, Nagyné Halász rzsébet, Bagyinszki Gyula, Bitay nikő Abstract Spare parts exposed to heavy duty use demand steel to meet the requirements of having hard, wear tested surface and at the same time to resist dinamic recourse. This requirement can be realized with creating a hard, wear tested coat on the surface of the taugh core. Such hard surface layer can be produced in many ways, eg. surface hardening or surface alloying heating. Although the traditional methods of surface altering (eg. paintcoat formation, oxidation, fire enamelling, electrochemical detachement, cementation, tempering, etc.) are useful on many fields, they are not or only partly applicable for many consuming aims. Besides they often involve environment pollution and are charged with the problems of placement poiseness secondary-product. At the same time modern surface modifying procedures usually are material and energy saving, environment friendly besides being regulable, reproductible, so to say easily handled and so used for new fields as well. The altering of surface characteristics can be reached by detachement of new layer, layer growing, modification of surface of block material, occasionally by using both above, or modern surface altering procedures. Összefoglalás A megtervezett tulajdonságú felületek kialakításával kapcsolatos eljárások gyors fejlődése következtében tanúi lehettünk az anyagtudomány egy új fejezete, nevezetesen a műszaki felülettudomány kialakulásának. Az alkalmazott korszerű felületmódosítási eljárások során leggyakrabban különféle elektronikai célú, optikai, korrózióálló, keménység- és kopásállóság-növelő, hőszigetelő, dekoratív, stb. bevonatok, vagy vékonyrétegek hatékony kialakítása a cél. Bár a felületmódosítás hagyományos módszerei (pl.: festékbevonat-kialakítás, eloxálás, tűzi zománcozás, elektrokémiai fémleválasztás, cementálás+edzés, stb.) sok területen hasznosak, azonban számos új felhasználási célra nem, vagy csak korlátozottan alkalmazhatók. zen kívül gyakran károsanyag-kibocsátással járnak és mérgező melléktermék-elhelyezési problémákkal terheltek. A korszerű felületmódosítási eljárások ugyanakkor mindamellett hogy pontosan szabályozhatók, reprodukálhatók, vagyis jól kézben tarthatók és ezért széles körben alkalmazhatók általában anyag- és energiatakarékosak, valamint környezet kímélőek is. 161

2 Bevezetés Igen sok gépalkatrész igénybevétele olyan követelményt támaszt az acéllal szemben, hogy felülete kemény, kopásálló legyen és ugyanakkor dinamikus igénybevételnek is ellenálljon. z a követelmény úgy valósítható meg, hogy a szívós magú acél felületén kemény, kopásálló réteget hozunk létre. Ilyen kemény felületi réteg többféleképpen állítható elő, pl.: felületi edzéssel és felületötvöző hőkezeléssel. A felületi tulajdonságok módosítása [1 9] elérhető: új réteg leválasztásával, rétegnövesztéssel vagy tömbi anyag felületének módosításával, esetenként a kettő együttes alkalmazásával és korszerű felületmódosítási eljárásokkal. 1. Hagyományos felületkezelési eljárások 1.1. Felületi edzés Felületi edzés során az edzhető acél felületi rétegét igen intenzív, gyors melegítéssel ausztenitesítjük, majd gyorsan hűtjük rendszerint kihasználva a kezelt darab saját hőelvonó képességét. A gyors hűtés hatására az ausztenitesített felületi réteg edződik, kemény martenzites szövetű lesz, míg a fel nem melegedett mag a felületi edzést megelőző hőkezeléssel (nemesítéssel) beállított szövetszerkezetnek megfelelően szívós marad. A hevítés hőforrásától függően lángedzés, indukciós (nagyfrekvenciás) edzés lézeres és elektronsugaras edzés különböztethető meg. indegyik felületi edzési mód, de különösen az indukciós és a lézeres edzés, nagyon termelékeny. Például az indukciós felületi edzés célja gépelemek vagy szerszámok felületi keménységének és ezáltal a kopásállóságnak, kifáradási határának növelése úgy, hogy a magjuk szívós maradjon. Az acél felületi rétegének igen nagy sebességű felhevítése jellemzi az eljárást. A hevítés hatásos módja, hogy a bevezetett energia magában a munkadarabban alakul át hővé. A keresztmetszet mentén egyenlőtlen felhevítés nagyfrekvenciás árammal érhető el. Az áram frekvenciájának növekedésével a kéreg áramsűrűsége egyre inkább meghaladja a mag áramsűrűségét. A felületi edzéshez használatos áram frekvenciája 0,01 5 Hz, amivel elérhető, hogy a felhevített kéreg vastagsága akár 1 mm alatti is lehet. A felületi edzéskor általában nem közvetlenül a darabba vezetik be az elektromos áramot, hanem induktorral nagyfrekvenciás váltakozó mágneses mezőt hoznak létre, amelybe elhelyezett elektromosan vezető anyagú munkadarabban örvényáram keltődik, és az elektromos ellenálláson hővé alakul Termokémiai felületkezelések A felületi kéreg vegyi összetételének célszerű változtatásával a munkadarab valamely igénybevétellel 162

3 szembeni ellenállása javítható. A felületötvöző hőkezelés során a munkadarabot olyan szilárd, folyékony vagy gáznemű közegbe helyezik el, amely nagy koncentrációban tartalmazza az ötvöző elemet. A közeg és a munkadarab felülete közötti nagy ötvözőtartalom-különbség hatására a felületen adszorbeálódott ötvözőelem bediffundál a kéregbe. A diffúzió feltételei javulnak a hőmérséklet növelésével, de ennek határt szab, egyrészről a felület oxidációja, másrészt a mag hőkezeléssel elért kedvező tulajdonságainak romlása, szemcseméretének eldurvulása. A felületi réteg keménységének növelését célozza a karbon diffúziójával végzett cementálás, a nitrogénötvözést eredményező nitridálás, valamint a bórt a felületi rétegbe juttató boridálás. A legszélesebb körben alkalmazott felületötvöző hőkezelés a cementálás, amelynek során a kis karbontartalmú acél kérgébe karbon diffundál. zt kővetően a cementált darabot megedzik. A cementálást és az ezt követő edzést együttesen alkalmazó hőkezelés a betétedzés. A cementálás során - a szilárd, folyékony vagy gáznemű cementáló közegből - a karbon az acél felületén adszorbeálódik, ha a réteg karbonoldóképessége nagyobb, mint a tényleges karbontartalma. A karbonban feldúsult, vékony felületi rétegből a karbon a koncentráció-különbség hatására egyre mélyebbre is diffundál. Nitridáláskor az acél vékony felületi rétegébe nitrogén, karbonitridáláskor ezzel egyidejűleg karbon is diffundál. A nitrogén a vassal és/vagy az acél egyes ötvözőivel nitrid vegyületeket alkot. A nitrideket, karbidokat és karbonitrideket tartalmazó kéreg kemény, az acél ötvözőinek függvényében HV keménységű. A nagy keménységnek köszönhetően a felület kopásálló, kifáradással szembeni ellenállása jó, sőt a nitridált kéreg a korrózióval szemben is ellenállóbb. Boridálás során bórt leadó szilárd, folyékony vagy gáznemű közegből a bór az acél kérgébe diffundál. A boridálás hőmérsékletét alulról a bórleadó közeg bomlási hőmérséklete, felülről az acél szemcsedurvulási hőmérséklete korlátozza. A folyadék közeget, bóraxfürdőt alkalmazó boridáláskor gyakran elektrolízissel is gyorsítják a bór diffúzióját. 2. Korszerű felületkezelési eljárások 2.1. PVD A PVD (Fizikai gőzfázisú leválasztás) eljárás során a szilárd forrásanyagot párologtatással vagy porlasztással alkotóira bontva a gőztérbe viszik, és leválasztják a bevonni kívánt munkadarabra (szubsztrátumra). A PVD módszerek közül a vákuumpárologtatás (vákuumgőzölés) a legelterjedtebb rétegnövesztési módszer. A forrásanyagot vákuumtérben olyan hőmérsékletre melegítik, melyen annak gőznyomása eléri kb mbar-t. A forrás kívánt hőmérsékletét ellenállásfűtéssel vagy elektronsugaras fűtéssel állítják be. (Az előbbi esetben W (o, Ta) szálról, az utóbbiban alkalmasan választott anyagú tégelyből párologtatnak). A vákuumtérben keletkezett, nagy szabad úthosszal rendelkező részecskék (atomok vagy klaszterek) a szubsztrátum (hordozó) felületére csapódnak és ott kondenzálódnak. A módszer egykomponensű rendszerek, pl. fémrétegek növesztésére alkalmazható előnyösen. 163

4 Többalkotós rétegek, pl. oxidok, halogenidek, vegyület-félvezetők rétegeinek előállítására, a rétegösszetétel reprodukálására kevésbé alkalmas. Új lézersugaras energiaközlés, az ún. lézerablációs párologtatás (laser ablation PVD, LAPVD), amelynél a forrást nagy energiasűrűségű lézerimpulzussal pillanatszerűen elpárologtatják, és az gyakorlatilag változatlan összetétellel megy át a rétegbe. Így kedvezően növeszthetők pl. sokalkotós, nagy hőmérsékletű szupravezető rétegek, stb. A vákuumpárologtatott rétegek szerkezetüket tekintve döntően polikristályosak. Igen tiszta körülmények és fűtött hordozó esetén azonban egykristályos, a hordozóval azonos orientációjú, ún. epitaxiás rétegek is növeszthetők. Az B (olekulasugaras epitaxiás rétegnövesztés) a vákuumpárologtatás viszonylag új, pontosan szabályozott, számítógéppel vezérelt módszere, amellyel reprodukálható módon növeszthetők atomsoronként változó összetételű rétegek. indehhez elengedhetetlen a környezet tisztasága, ezért a növesztő berendezés ún. háttérnyomását mbar körüli értékre kell csökkenteni. z különleges szerkezeti anyagokból felépített, turbomolekuláris, titánion-, vagy krioszivattyúkkal ellátott, hűtött falú rendszerekben érhető el. Porlasztásos módszerek közös jellemzője az, hogy a szilárd halmazállapotú forrásanyagot (target) általában inert gáz-ionokkal, leggyakrabban Ar + ionokkal bombázzák, amelyeket kisnyomású ún. hideg-plazmából nyernek. A targetanyagok leporlasztott atomjai a vákuumtéren át a hordozó (szubsztrátum) felületére jutva építik fel a réteget. Különböző nitridek, pl. TiN, Si 3 N 4 rétegeinek előállítása céljából, Ar-N 2 gázelegy felhasználásával, ún. reaktív porlasztást alkalmaznak. TiN-réteg növesztése esetén döntően az Ar + végzi a Ti porlasztását, és a hordozó felületére jutó Ti ott reagál a plazmában ionizált, gerjesztett, vagy atomos állapotú nitrogénnel. Porlasztással leválasztottak pl. nagy törésmutatójú, kopásálló, a hordozón jól tapadó CeO 2, TiO 2 és ZrO 2 optikai bevonatokat is, magnetronos porlasztással pedig tömör, optikai multirétegeket Ionos bevonatolás Az ionos bevonatolás során valamilyen munkagázzal, pl. argonnal, vagy nitridek növesztésekor nitrogénnel, DC plazmát hoznak létre. A forrásanyag gőzét termikus vagy elektronsugaras párologtatással, ionporlasztással, stb. ebbe a plazmatérbe juttatják, amelynek egy hányada ott szintén ionizálódik. A bevonásra szánt munkadarabot negatív potenciálra kapcsolva, a katódtér közelében létrejövő feszültségesés hatására a pozitív ionok a felületbe csapódnak és abba behatolnak. Az ionsugárral aktivált leválasztás (IBAD) során a szubsztrátumot a réteg növekedése közben ionokkal bombázzák. z a módszer abban különbözik az előbb ismertetett ionos bevonatolástól, hogy a rétegnövesztést segítő nagy energiájú ionok nem plazmából származnak, hanem egy (vagy több) szabályozott áramú ionforrásból. záltal a réteget építő egyetlen atomra vagy molekulára jutó ionenergia pontosan beállítható. 164

5 2.3. CVD A kémiai gőzfázisú leválasztásos (CVD) módszerek alkalmazása során illékony, gőzfázisba, ill. gázfázisba vitt anyagokból valamilyen kémiai reakcióval választják le a hordozó felületére a rétegépítő anyagot. A termikus CVD során a hordozót fűtik, a gázokat a gáztérben lejátszódó reakciók elkerülése céljából általában hidegen tartják. A fűtést gyakran RF (rádiófrekvenciás) hevítéssel oldják meg. Célszerű a leválasztást viszonylag nagy gázáramlási sebességgel végezni abból a szempontból, hogy a diffúziós határréteg vékony legyen, és így gyorsan pótlódjon a felületen reakcióba vitt anyag. Ugyanakkor célszerű a lamináris gázáramlási tartományban maradni. A plazmával aktivált kémiai gőzfázisú leválasztási módszerek során a reakciót kisnyomású (nemegyensúlyi) plazmával aktiválják. A lézersugárral aktivált vagy elősegített kémiai gőzfázisú leválasztás (laser assisted CVD) során rétegépítő (fém, kerámia, félvezető, szupravezető) anyag prekurzorát lézersugárral bontják. A prekurzorok általában illékony hidridek, halogenidek, karbonilok, alkilok, alkoholátok és más vegyületek, illetve gyakran ezek elegyei. A bomlási folyamat pirolitikus vagy fotolitikus lehet Felületszórás A termikus szórás (thermal spray) nem gázfázisból történő leválasztási módszer. Az elnevezés egy módszercsládot jelöl, amelynek tagjaira az jellemző, hogy az anyag (fém, kerámia, fém kerámia azaz ún. cermet anyagok, egyes polimerek) porszemcséit az olvadáspont közelébe, vagy afölé hevítik, valamilyen módon felgyorsítják, és a megolvadt cseppeket, vagy a majdnem megolvadt szemcséket a bevonandó felületre irányítják. Ütközéskor ezek foltokban elterülnek, átlapolódnak és bevonatot alkotnak. A lángszórás fémes és nem fémes anyagok felületi réteggel való bevonására használható. A szórásra használt anyagot (mely lehet: huzal, por) az acetilén - oxigén láng megolvasztja, majd az sűrített levegővel vagy más gázzal az előkészített munkadarab felületére sodródik. A felszórt réteg állhat pl. horganyból, alumíniumból, rézből vagy krómnikkel acélból. Az acetilén-oxigén láng nagy hőmérséklete lehetővé teszi azt is, hogy a nagy olvadáspontú anyagok (mint pl. a molibdén) is szórhatók legyenek. A lánggal szórt rétegek a technika valamennyi területén jól beváltak, pl.: kopásvédő vagy korrózióvédő rétegekként, gépelemek javításához Ionimplantáció Ionimplantáció esetén a gyorsított ionok kölcsönhatása szilárd anyagokkal nagyon összetett, több elemi lépésből álló folyamat. A kölcsönhatás során fellépő főbb primer folyamatok a következők: behatolás, ütközés, atomelmozdulás, hibahelyek (vakanciák) és gyökök képződése, részecskevisszaverődés, rezgési és elektrongerjesztések, ionok és szabad elektronok képződése, stb. Az ezt követő ún. relaxációs szakaszban olyan folyamatok játszódnak le, mint pl.: részecske-emisszió, 165

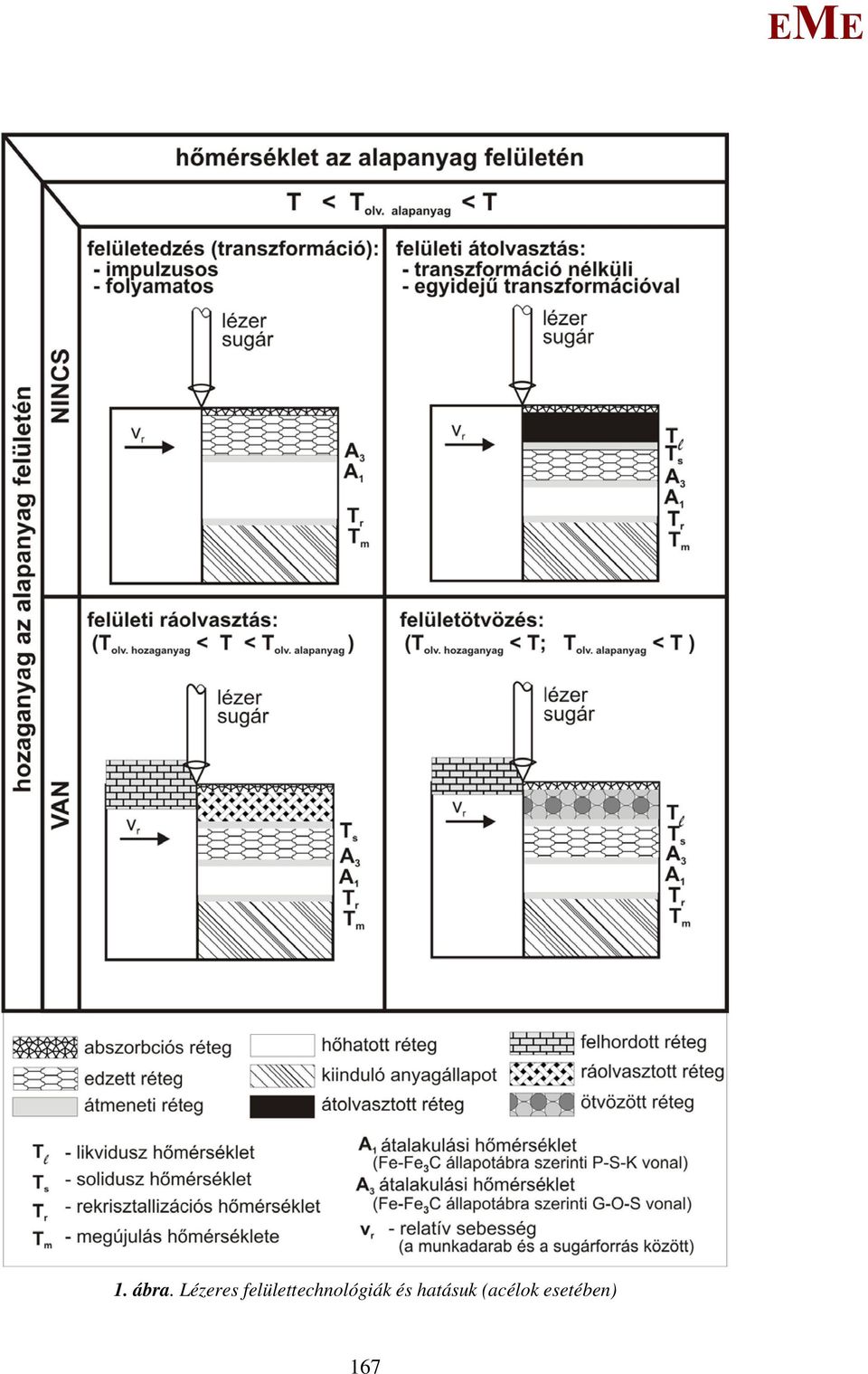
6 atomkeverés, diffúzió, szegregáció, amorfizálódás, kristályosodás, fázisátalakulás, és különféle kémiai reakciók. Az ionsugaras felületmódosítás jellegzetességei, hogy nagy a felületi rétegben deponált energiasűrűség, és lehetőség van nagy térbeli felbontású kezelésekre úgy mélységben, mint oldalirányban. A kezeléseket nagy vákuumú berendezésben, célszerűen nagy ionáramú, elektronütközéses vagy plazmás ionforrással végzik, leggyakrabban nemesgáz (Ar + ) ionokat alkalmazva. A plazmás felületmódosítás széles körben alkalmazott eljárás, amelynek során a plazmában keletkező pozitív és negatív ionok, gyökök, gerjesztett részecskék, elektronok, fotonok hatnak kölcsön a szilárdtestek felületével Lézeres technológiák A lézeres felületi átolvasztás (laser glazing) során lézerrel megolvasztják az anyag (pl. rézötvözet) felületi rétegét, amely ezt követően gyorsan lehűlve újra megszilárdul. közben az összetétel nem változik. egváltozhat viszont a felületi réteg szerkezete, pl. fém esetén amorf (üvegfém), vagy mikrokristályos felületi fázis képződhet, ami javíthatja a felület kopás-, vagy korrózióállóságát, vagy csökkentheti a kifáradási hajlamát. A lézeres felületedzés (laser surface hardening) során az anyag felületét lézerrel kezelik oly módon, hogy az ne olvadjon meg, ugyanakkor a hőhatásra a felületi rétegben, pl. vasötvözet esetén, martenzites szerkezet alakuljon ki. nnek hatására megnő a felületi réteg kopásállósága és csökken a kifáradási hajlama. A lézeres felületi ötvözés (laser surface alloying) során célszerűen megválasztott összetételű porral vagy vékonyréteggel fedett szubsztátumot kezelik. nnek hatására megolvad a por (vagy vékonyréteg), valamint a szubsztrátum felületi rétege is, felületi ötvözetréteg képződését eredményezve. A felületi ötvözetréteg előnyös, a többitől eltérő fizikai, kémiai, illetve mechanikai tulajdonságokkal rendelkezhet. A lézeres felületi bevonatolás, vagy ráolvasztás, vagy felrakás (laser surface cladding) hasonlít a lézeres felületi ötvözésre. A különbség az, hogy úgy végzik az eljárást, hogy a szubsztrárumból minél kevesebb olvadjon meg, tehát az minél kevésbé hígítsa a kialakuló bevonatot. Az 1.ábra az említett négy lézeres felülettechnológia acélra vonatkozó hatásait szemlélteti. 166

7 1. ábra. Lézeres felülettechnológiák és hatásuk (acélok esetében) 167
8 Összefoglalás A felületkezelési eljárások (surface engeneering) leggyakrabban a kopás- és a korrózióállóság javítását célozzák, rendszerint kellő szívósságúra hőkezelt alkatrész avagy szerszám felületén. gyre inkább teret nyernek azok a korszerű eljárások, amelyek pontosan (számítógéppel is) szabályozhatók, nagyon jól irányíthatók (csak azt a részt kezeljük, amit kell) és a környezetet sem terhelik. zek közé tartoznak a vákuumtérben dolgozó gőzfázisú illetve implantációs módszerek, valamint a lézeres avagy lézerrel segített kezelések. z utóbbiak esetében még vannak kiaknázatlan lehetőségek, amit jól kifejez a már szállóigévé vált mondás: a lézer egy megoldás, ami keresi a problémát. Irodalomjegyzék: [1] Bertóti Imre arosi György Tóth András (szerk.), űszaki felülettudomány és orvosbiológiai alkalmazásai. B+V Lap- és Könyvkiadó, Budapest, 2003 [2] Bagyinszki Gyula Bitay nikő Kovács Tünde: Alakító szerszámacélok károsodásállóságának javítása felületkezeléssel. űszaki Tudományos Füzetek, FTÜ 2006., Kolozsvár [3] Dr. Bagyinszki Gyula: Gyártásismeret és technológia. BF BGK, Budapest, 2004 [4] Dr. Szombatfalvy Árpád: A hőkezelés technológiája, űszaki Könyvkiadó, Budapest, 1985 [5] Bitay nikő: Acélok lézeres felületkezelése és modellezése., Kolozsvár, 2006 [6] [7] [8] Bagyinszki Gyula Réti Tamás Kálazi Zoltán Felde Imre Yue Sun Tom Bell: Duplex surface treatment of a 40Crno7 steel based on the combination of plasma nitriding and laser hardening. 14th International Conference on Surface odification Technologies, September, Paris, 2000 [9] Bitay nikő: Lézeresen kezelt felületek kopásállóvizsgálata. űszaki Tudományos Füzetek, FTÜ,, Kolozsvár, 2001 Sebestyén Anita, főiskolai hallgató Nagyné Halász rzsébet, főiskolai adjunktus Dr. Bagyinszki Gyula, főiskolai tanár BF, Bánki Donát Gépész és Biztonságtechnikai érnöki Kar, Anyag és Alakítástechnológiai Szakcsoport, Budapest 1081 Népszínház u. 8. tel: (+36-1) ; fax: +36-(06) bagyinszki.gyula@bgk.bmf.hu; Dr. Bitay nikő, tudományos főkutató -Kutatóintézet 168

Felületmódosító technológiák
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
BITAY ENIKŐ LÉZERES FELÜLETKEZELÉS ÉS MODELLEZÉS
 BITAY ENIKŐ LÉZERES FELÜLETKEZELÉS ÉS MODELLEZÉS A kutatást támogatta: Az MTA OM, DOMUS HUNGARICA SCIENTIARIUM ET ARTIUM MTA Arany János Közalapítvány MTA Határon Túli Magyar Tudományos Kutatásért Program
BITAY ENIKŐ LÉZERES FELÜLETKEZELÉS ÉS MODELLEZÉS A kutatást támogatta: Az MTA OM, DOMUS HUNGARICA SCIENTIARIUM ET ARTIUM MTA Arany János Közalapítvány MTA Határon Túli Magyar Tudományos Kutatásért Program
Felületi hőkezelések Dr. Hargitai Hajnalka, február 18.
 Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
Felületi hőkezelések Dr. Hargitai Hajnalka, 2015. február 18. (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérséklet változtatási folyamat, mely
BITAY ENIKŐ LÉZERES FELÜLETKEZELÉS ÉS MODELLEZÉS
 BITAY NIKŐ LÉZRS FLÜLTKZLÉS ÉS ODLLZÉS A kutatást támogatta: Az TA O, DOUS HUNGARICA SCINTIARIU T ARTIU TA Arany János Közalapítvány TA Határon Túli agyar Tudományos Kutatásért Program BITAY NIKŐ LÉZRS
BITAY NIKŐ LÉZRS FLÜLTKZLÉS ÉS ODLLZÉS A kutatást támogatta: Az TA O, DOUS HUNGARICA SCINTIARIU T ARTIU TA Arany János Közalapítvány TA Határon Túli agyar Tudományos Kutatásért Program BITAY NIKŐ LÉZRS
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
XIII. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 XIII. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2008. március 14-15. FLÜLTKZLÉSI LJÁRÁSOK TÖBB SZPONTÚ RNDSZRZÉS Bagyinszki Gyula, Bitay nikő Abstract Surface treatments belong to the most important
XIII. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2008. március 14-15. FLÜLTKZLÉSI LJÁRÁSOK TÖBB SZPONTÚ RNDSZRZÉS Bagyinszki Gyula, Bitay nikő Abstract Surface treatments belong to the most important
Hőkezelt alkatrészek vizsgálata
 Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
Hőkezelt alkatrészek vizsgálata A hőkezelt darabok ellenőrzése A gyártás közben és a hőkezelés utána darabok ellenőrzése történhet: roncsolásos és roncsolásmentes módszerekkel. A hőkezelések csoportosítása
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai
 1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
1. Az acélok felhasználási szempontból csoportosítható típusai és hőkezelésük ellenőrző vizsgálatai 1.1. Ötvözetlen lágyacélok Jellemzően 0,1 0,2 % karbon tartalmúak. A lágy lemezek, rudak, csövek, drótok,
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
Duplex felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Duplex felületkezelések Duplex anyagszerkezet-módosulatok Duplex termokémiai kezelések Duplex felületkezelések A duplex kezelések általános jellemzése
Vizsgálatok Scanning elektronmikroszkóppal
 Óbuda University e Bulletin Vol. 2, No. 1, 2011 Nagyné Halász Erzsébet Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar nagyne.halasz@bgk.uni-obuda.hu Abstract: The paper describes
Óbuda University e Bulletin Vol. 2, No. 1, 2011 Nagyné Halász Erzsébet Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar nagyne.halasz@bgk.uni-obuda.hu Abstract: The paper describes
Felületmódosító eljárások
 Felületmódosító eljárások ANYAGMÉRNÖK BSC KÉPZÉS Felülettechnikai félszakirány (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
Felületmódosító eljárások ANYAGMÉRNÖK BSC KÉPZÉS Felülettechnikai félszakirány (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
teljesítmé nysűrűség hatásidőtart am [s] [W/mm 2 ] a elektr. 5 10 0 0,1 1,0 0,1 2,0 4 000 5 000 0,01 0,1 5 10 0 10 3 (5 10 0
![teljesítmé nysűrűség hatásidőtart am [s] [W/mm 2 ] a elektr. 5 10 0 0,1 1,0 0,1 2,0 4 000 5 000 0,01 0,1 5 10 0 10 3 (5 10 0](/thumbs/27/11433545.jpg "teljesítmé nysűrűség hatásidőtart am [s] [W/mm 2 ] a elektr. 5 10 0 0,1 1,0 0,1 2,0 4 000 5 000 0,01 0,1 5 10 0 10 3 (5 10 0") 4.1.1. Nagy energiasűrűségű felületi megmunkálások A lézer szó az angol LASER (Light Amplification by Stimulated Emission of Radiation fényerősítés kényszerített fénykibocsátás útján) betűszóból származik.
4.1.1. Nagy energiasűrűségű felületi megmunkálások A lézer szó az angol LASER (Light Amplification by Stimulated Emission of Radiation fényerősítés kényszerített fénykibocsátás útján) betűszóból származik.
. -. - Baris A. - Varga G. - Ratter K. - Radi Zs. K.
 2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
2. TEREM KEDD Orbulov Imre 09:00 Bereczki P. -. - Varga R. - Veres A. 09:20 Mucsi A. 09:40 Karacs G. 10:00 Cseh D. Benke M. Mertinger V. 10:20 -. 10:40 14 1. TEREM KEDD Hargitai Hajnalka 11:00 I. 11:20
4. A FELÜLETMÓDOSÍTÁS KORSZERŰ MÓDSZEREI
 4. A FELÜLETMÓDOSÍTÁS KORSZERŰ MÓDSZEREI Bertóti Imre, Tóth András MTA Kémiai Kutatóközpont, Anyag-és Környezetkémiai Intézet 1025 Budapest, Pusztaszeri út 59-67. 4.1. BEVEZETÉS A megtervezett tulajdonságú
4. A FELÜLETMÓDOSÍTÁS KORSZERŰ MÓDSZEREI Bertóti Imre, Tóth András MTA Kémiai Kutatóközpont, Anyag-és Környezetkémiai Intézet 1025 Budapest, Pusztaszeri út 59-67. 4.1. BEVEZETÉS A megtervezett tulajdonságú
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
MTA AKI Kíváncsi Kémikus Kutatótábor Kétdimenziós kémia. Balogh Ádám Pósa Szonja Polett. Témavezetők: Klébert Szilvia Mohai Miklós
 MTA AKI Kíváncsi Kémikus Kutatótábor 2 0 1 6. Kétdimenziós kémia Balogh Ádám Pósa Szonja Polett Témavezetők: Klébert Szilvia Mohai Miklós A műanyagok és azok felületi kezelése Miért népszerűek napjainkban
MTA AKI Kíváncsi Kémikus Kutatótábor 2 0 1 6. Kétdimenziós kémia Balogh Ádám Pósa Szonja Polett Témavezetők: Klébert Szilvia Mohai Miklós A műanyagok és azok felületi kezelése Miért népszerűek napjainkban
Textíliák felületmódosítása és funkcionalizálása nem-egyensúlyi plazmákkal
 Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Textíliák felületmódosítása és funkcionalizálása nem-egyensúlyi plazmákkal Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán
Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Textíliák felületmódosítása és funkcionalizálása nem-egyensúlyi plazmákkal Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán
Hőkezelési alapfogalmak
 Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Hőkezelési alapfogalmak Az anyagok tulajdonságait (mechanikai, fizikai, stb.) azok kémiai összetétele és szerkezete határozza meg. A nem egyensúlyi folyamatok során ismerté vált, hogy azonos kémiai öszszetétel
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Szepes László ELTE Kémiai Intézet
 Szepes László ELTE Kémiai Intézet Szárnyaló molekulák felületi rétegek ALKÍMIA MA c. előadássorozat 2013. február 14. Az előadás témája és vázlata Téma: felületi gőzfázisú rétegleválasztás (Chemical Vapour
Szepes László ELTE Kémiai Intézet Szárnyaló molekulák felületi rétegek ALKÍMIA MA c. előadássorozat 2013. február 14. Az előadás témája és vázlata Téma: felületi gőzfázisú rétegleválasztás (Chemical Vapour
KEZELÉSE. Felületi hőkezelések
 ANYAGUDOMÁNY ÉS ECHNOLÓGIA ANSZÉK Anyagismere ACÉLOK HŐKEZELH KEZELÉSE Dr. Paloás Béla paloasb@eik.bme.hu Felülei hőkezelések Cél: Kopásálló réeg Szívós mag lérehozása Felülei hőkezelések Felülei edzések
ANYAGUDOMÁNY ÉS ECHNOLÓGIA ANSZÉK Anyagismere ACÉLOK HŐKEZELH KEZELÉSE Dr. Paloás Béla paloasb@eik.bme.hu Felülei hőkezelések Cél: Kopásálló réeg Szívós mag lérehozása Felülei hőkezelések Felülei edzések
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Diffúzió. Diffúzió. Diffúzió. Különféle anyagi részecskék anyagon belüli helyváltoztatása Az anyag lehet gáznemű, folyékony vagy szilárd
 Anyagszerkezettan és anyagvizsgálat 5/6 Diffúzió Dr. Szabó Péter János szpj@eik.bme.hu Diffúzió Különféle anyagi részecskék anyagon belüli helyváltoztatása Az anyag lehet gáznemű, folyékony vagy szilárd
Anyagszerkezettan és anyagvizsgálat 5/6 Diffúzió Dr. Szabó Péter János szpj@eik.bme.hu Diffúzió Különféle anyagi részecskék anyagon belüli helyváltoztatása Az anyag lehet gáznemű, folyékony vagy szilárd
Anyagfelvitellel járó felületi technológiák 2. rész
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
Anyagismeret 2016/17. Diffúzió. Dr. Mészáros István Diffúzió
 Anyagismeret 6/7 Diffúzió Dr. Mészáros István meszaros@eik.bme.hu Diffúzió Különféle anyagi részecskék anyagon belüli helyváltoztatása Az anyag lehet gáznemű, folyékony vagy szilárd Diffúzió Diffúzió -
Anyagismeret 6/7 Diffúzió Dr. Mészáros István meszaros@eik.bme.hu Diffúzió Különféle anyagi részecskék anyagon belüli helyváltoztatása Az anyag lehet gáznemű, folyékony vagy szilárd Diffúzió Diffúzió -
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013
 XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
XXI. Nemzetközi Gépészeti Találkozó - OGÉT 2013 Termikus szórással készült NiCrBSi rétegek utókezelése lézersugaras újraolvasztással Molnár András PhD hallgató témavezetők: Dr. Balogh András egyetemi docens
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Építményeink védelme március 27. Acélfelületek korrózió elleni védelme fémbevonatokkal
 Építményeink védelme 2018. március 27. Acélfelületek korrózió elleni védelme fémbevonatokkal Dr. Seidl Ágoston okl. vegyészmérnök, korróziós szakmérnök c.egy.docens A korrózióról általában A korrózióról
Építményeink védelme 2018. március 27. Acélfelületek korrózió elleni védelme fémbevonatokkal Dr. Seidl Ágoston okl. vegyészmérnök, korróziós szakmérnök c.egy.docens A korrózióról általában A korrózióról
MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403. Dr. Dogossy Gábor Egyetemi adjunktus B 408
 MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403 Dr. Dogossy Gábor Egyetemi adjunktus B 408 Az anyag Az anyagot az ember nyeri ki a természetből és
MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403 Dr. Dogossy Gábor Egyetemi adjunktus B 408 Az anyag Az anyagot az ember nyeri ki a természetből és
Felületkezelések Dr. Fábián Enikő Réka
 Hőkezelés- 2016/2017 ősz Felületkezelések Dr. Fábián Enikő Réka fabianr@eik.bme.hu Termokémiai kezelések A termokémiai kezelések célja az acél felületén meghatározott mélységig valamilyen fémes vagy nemfémes
Hőkezelés- 2016/2017 ősz Felületkezelések Dr. Fábián Enikő Réka fabianr@eik.bme.hu Termokémiai kezelések A termokémiai kezelések célja az acél felületén meghatározott mélységig valamilyen fémes vagy nemfémes
Hőkezelés minőségbiztosítása. Hőkezelő berendezések. Dr. Fábián Enikő Réka
 Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka fabianr@eik.bme.hu HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet
Hőkezelés minőségbiztosítása. Hőkezelő berendezések Dr. Fábián Enikő Réka fabianr@eik.bme.hu HŐKEZELÉS MINŐSÉGBIZTOSÍTÁSA FOGALMAK Hőkezelés: olyan műveletek sorozata, amelyek során a szilárd vasötvözet
1. ábra Ionimplantációs berendezés elvi felépítése
 5.2.1. Ionimplantáció Az ionimplantáció elsődlegesen az elektronikai technológiák fejlesztésekor került az érdeklődés középpontjába. Alapvető sajátossága, hogy a szilárd anyag felületének (felületi összetételének)
5.2.1. Ionimplantáció Az ionimplantáció elsődlegesen az elektronikai technológiák fejlesztésekor került az érdeklődés középpontjába. Alapvető sajátossága, hogy a szilárd anyag felületének (felületi összetételének)
lasztás s I. (gyakorlati előkész
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret Anyagválaszt lasztás s I. (gyakorlati előkész szítő) Dr. Palotás s BélaB / dr. Németh Árpád palotasb@eik.bme.hu / arpinem@eik.bme.hu Anyagválasztás A gépészmérnöki
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
Kerámia, üveg és fém-kerámia implantátumok
 Kerámia, üveg és fém-kerámia implantátumok Bagi István BME MTAT Bevezetés Kerámiák csoportosítása teljesen tömör bioinert porózus bioinert teljesen tömör bioaktív oldódó Definíciók Bioinert a szomszédos
Kerámia, üveg és fém-kerámia implantátumok Bagi István BME MTAT Bevezetés Kerámiák csoportosítása teljesen tömör bioinert porózus bioinert teljesen tömör bioaktív oldódó Definíciók Bioinert a szomszédos
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
 Anyagos rész: Lásd: állapotábrás pdf. Ha többet akarsz tudni a metallográfiai vizsgálatok csodáiról, akkor: http://testorg.eu/editor_up/up/egyeb/2012_01/16/132671554730168934/metallografia.pdf
Anyagos rész: Lásd: állapotábrás pdf. Ha többet akarsz tudni a metallográfiai vizsgálatok csodáiról, akkor: http://testorg.eu/editor_up/up/egyeb/2012_01/16/132671554730168934/metallografia.pdf
Fókuszált ionsugaras megmunkálás
 1 FEI Quanta 3D SEM/FIB Fókuszált ionsugaras megmunkálás Ratter Kitti 2011. január 19-21. 2 FIB = Focused Ion Beam (Fókuszált ionnyaláb) Miből áll egy SEM/FIB berendezés? elektron oszlop ion oszlop gáz
1 FEI Quanta 3D SEM/FIB Fókuszált ionsugaras megmunkálás Ratter Kitti 2011. január 19-21. 2 FIB = Focused Ion Beam (Fókuszált ionnyaláb) Miből áll egy SEM/FIB berendezés? elektron oszlop ion oszlop gáz
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel
 Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél
 Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer
 Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
Élettartam növelés? Gyártási idő csökkentés? Az új megoldás itt is a lézer Napjaink egyik legkorszerűbb felületkezelési eljárása a lézeres hőkezelés, amellyel az anyagok, alkatrészek, eszközök hasznos
MEMS, szenzorok. Tóth Tünde Anyagtudomány MSc
 MEMS, szenzorok Tóth Tünde Anyagtudomány MSc 2016. 05. 04. 1 Előadás vázlat MEMS Története Előállítása Szenzorok Nyomásmérők Gyorsulásmérők Szögsebességmérők Áramlásmérők Hőmérsékletmérők 2 Mi is az a
MEMS, szenzorok Tóth Tünde Anyagtudomány MSc 2016. 05. 04. 1 Előadás vázlat MEMS Története Előállítása Szenzorok Nyomásmérők Gyorsulásmérők Szögsebességmérők Áramlásmérők Hőmérsékletmérők 2 Mi is az a
Szabadentalpia nyomásfüggése
 Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
Égéselmélet Szabadentalpia nyomásfüggése G( p, T ) G( p Θ, T ) = p p Θ Vdp = p p Θ nrt p dp = nrt ln p p Θ Mi az a tűzoltó autó? A tűz helye a világban Égés, tűz Égés: kémiai jelenség a levegő oxigénjével
Plazma elektron spray ionizáló rendszer
 Plazma elektron spray ionizáló rendszer tartalom Ismertetés 2... Fő funkciók 5... Jellemzők 7... Üzemmódok és alkalmazás 9... Tesztek és tanúsítványok 10... Technikai adatok 12... Csomagolás 13... 1. Ismertetés
Plazma elektron spray ionizáló rendszer tartalom Ismertetés 2... Fő funkciók 5... Jellemzők 7... Üzemmódok és alkalmazás 9... Tesztek és tanúsítványok 10... Technikai adatok 12... Csomagolás 13... 1. Ismertetés
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások.
 Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Bevezetés a lézeres anyagmegmunkálásba
 Bevezetés a lézeres anyagmegmunkálásba FBN332E-1 Dr. Geretovszky Zsolt 2010. október 6. Anyagcsaládok Fémek Kerámiák, üvegek Műanyagok Kompozitok A családok közti különbségek tárgyalhatóak: atomi szinten
Bevezetés a lézeres anyagmegmunkálásba FBN332E-1 Dr. Geretovszky Zsolt 2010. október 6. Anyagcsaládok Fémek Kerámiák, üvegek Műanyagok Kompozitok A családok közti különbségek tárgyalhatóak: atomi szinten
Fókuszált ionsugaras megmunkálás
 FEI Quanta 3D SEM/FIB Dankházi Zoltán 2016. március 1 FIB = Focused Ion Beam (Fókuszált ionnyaláb) Miből áll egy SEM/FIB berendezés? elektron oszlop ion oszlop gáz injektorok detektor CDEM (SE, SI) 2 Dual-Beam
FEI Quanta 3D SEM/FIB Dankházi Zoltán 2016. március 1 FIB = Focused Ion Beam (Fókuszált ionnyaláb) Miből áll egy SEM/FIB berendezés? elektron oszlop ion oszlop gáz injektorok detektor CDEM (SE, SI) 2 Dual-Beam
3515 Miskolc-Egyetemváros femvezso@uni-miskolc.hu
 Anyagmérnöki Tudományok, 37. kötet, 1. szám (01), pp. 435 44. ÚJ HŐKEZELÉSI LEHETŐSÉG A FÉMTANI, KÉPLÉKENYALAKÍTÁSI ÉS NANOTECHNOLÓGIAI INTÉZETBEN: GÁZNITRIDÁLÁS A NEW HEAT TREATMENT POSSIBILITY AT THE
Anyagmérnöki Tudományok, 37. kötet, 1. szám (01), pp. 435 44. ÚJ HŐKEZELÉSI LEHETŐSÉG A FÉMTANI, KÉPLÉKENYALAKÍTÁSI ÉS NANOTECHNOLÓGIAI INTÉZETBEN: GÁZNITRIDÁLÁS A NEW HEAT TREATMENT POSSIBILITY AT THE
Az anyagi rendszer fogalma, csoportosítása
 Az anyagi rendszer fogalma, csoportosítása A bemutatót összeállította: Fogarasi József, Petrik Lajos SZKI, 2011 1 1 A rendszer fogalma A körülöttünk levő anyagi világot atomok, ionok, molekulák építik
Az anyagi rendszer fogalma, csoportosítása A bemutatót összeállította: Fogarasi József, Petrik Lajos SZKI, 2011 1 1 A rendszer fogalma A körülöttünk levő anyagi világot atomok, ionok, molekulák építik
XI. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 XI. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2006. március 24-25. ALAKÍTÓ SZRSZÁACÉLOK KÁROSODÁS- ÁLLÓSÁGÁNAK JAVÍTÁSA FLÜLTKZLÉSSL Bagyinszki Gyula, Bitay nikő, Kovács Tünde Abstract In service,
XI. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2006. március 24-25. ALAKÍTÓ SZRSZÁACÉLOK KÁROSODÁS- ÁLLÓSÁGÁNAK JAVÍTÁSA FLÜLTKZLÉSSL Bagyinszki Gyula, Bitay nikő, Kovács Tünde Abstract In service,
Diffúzió. Diffúzió sebessége: gáz > folyadék > szilárd (kötőerő)
") Diffúzió Diffúzió - traszportfolyamat (fonon, elektron, atom, ion, hőmennyiség...) Elektromos vezetés (Ohm) töltés áram elektr. potenciál grad. Hővezetés (Fourier) energia áram hőmérséklet különbség Kémiai
Diffúzió Diffúzió - traszportfolyamat (fonon, elektron, atom, ion, hőmennyiség...) Elektromos vezetés (Ohm) töltés áram elektr. potenciál grad. Hővezetés (Fourier) energia áram hőmérséklet különbség Kémiai
Fémek és ötvözetek termikus viselkedése
 Anyagtudomány és Technológia Tanszék Fémek és ötvözetek termikus viselkedése Dr. Szabó Péter János szpj@eik.bme.hu Anyagszerkezettan és anyagvizsgálat BMEGEMTBGA1 2018/2019/2 Az előadás során megismerjük
Anyagtudomány és Technológia Tanszék Fémek és ötvözetek termikus viselkedése Dr. Szabó Péter János szpj@eik.bme.hu Anyagszerkezettan és anyagvizsgálat BMEGEMTBGA1 2018/2019/2 Az előadás során megismerjük
Budapesti Műszaki és Gazdaságtudományi Egyetem Elektronikus Eszközök Tanszéke. http://www.eet.bme.hu
 Budapesti Műszaki és Gazdaságtudományi Egyetem MIKROELEKTRONIKA, VIEEA306 Technológia: alaplépések, a tanszéki processz http://www.eet.bme.hu/~poppe/miel/hu/02-pmos-technologia.ppt http://www.eet.bme.hu
Budapesti Műszaki és Gazdaságtudományi Egyetem MIKROELEKTRONIKA, VIEEA306 Technológia: alaplépések, a tanszéki processz http://www.eet.bme.hu/~poppe/miel/hu/02-pmos-technologia.ppt http://www.eet.bme.hu
1. táblázat. Szórt bevonatokhoz használható fémek és kerámiaanyagok jellemzői
 5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
PLAZMAVÁGÁS GÁZELLÁTÁSI KÉRDÉSEI
 XII. Nemzetközi Hegesztési Konferencia Budapest, 2008. május 15-16. PLAZMAVÁGÁS GÁZELLÁTÁSI KÉRDÉSEI Fehérvári Gábor, Gyura László Linde Gáz Magyarország Zrt. Absztrakt: A plazmavágás technológiáját már
XII. Nemzetközi Hegesztési Konferencia Budapest, 2008. május 15-16. PLAZMAVÁGÁS GÁZELLÁTÁSI KÉRDÉSEI Fehérvári Gábor, Gyura László Linde Gáz Magyarország Zrt. Absztrakt: A plazmavágás technológiáját már
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
Villamos melegítés, hajtások
 Villamos melegítés, hajtások ANYAGMÉRNÖK BSC KÉPZÉS Hőenergia és szilikát-technológiai szakirány (nappali) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ENERGIA- ÉS MINŐSÉGÜGYI
Villamos melegítés, hajtások ANYAGMÉRNÖK BSC KÉPZÉS Hőenergia és szilikát-technológiai szakirány (nappali) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ENERGIA- ÉS MINŐSÉGÜGYI
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
MIKROELEKTRONIKA, VIEEA306
 Budapesti Műszaki és Gazdaságtudományi Egyetem MIKROELEKTRONIKA, VIEEA306 Technológia: alaplépések, a tanszéki processz http://www.eet.bme.hu/~poppe/miel/hu/02-pmos-technologia.ppt http://www.eet.bme.hu
Budapesti Műszaki és Gazdaságtudományi Egyetem MIKROELEKTRONIKA, VIEEA306 Technológia: alaplépések, a tanszéki processz http://www.eet.bme.hu/~poppe/miel/hu/02-pmos-technologia.ppt http://www.eet.bme.hu
dr. Sipos Sándor dr. Sipos Sándor
 Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Mikrohullámú abszorbensek vizsgálata
 Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Mikrohullámú abszorbensek vizsgálata Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán MTA Természettudományi Kutatóközpont
Óbudai Egyetem Anyagtudományok és Technológiák Doktori Iskola Mikrohullámú abszorbensek vizsgálata Balla Andrea Témavezetők: Dr. Klébert Szilvia, Dr. Károly Zoltán MTA Természettudományi Kutatóközpont
Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0
 Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0 Karbantartás Szárazjeges tisztítás hatásai hegesztő szerszámokon Október 2014. október 15. Készítette: Kemény Béla Gestamp Hungária Kft
Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0 Karbantartás Szárazjeges tisztítás hatásai hegesztő szerszámokon Október 2014. október 15. Készítette: Kemény Béla Gestamp Hungária Kft
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Mérnöki anyagismeret Szerkezeti anyagok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei,
Kontakt korrózió vizsgálata
 Kontakt korrózió vizsgálata Haraszti Ferenc 1, Kovács Tünde 1 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar, Budapest, Népszínház u. 8, Magyarország Abstract. A korrózió összetett,
Kontakt korrózió vizsgálata Haraszti Ferenc 1, Kovács Tünde 1 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar, Budapest, Népszínház u. 8, Magyarország Abstract. A korrózió összetett,
ELTE Fizikai Intézet. FEI Quanta 3D FEG kétsugaras pásztázó elektronmikroszkóp
 ELTE Fizikai Intézet FEI Quanta 3D FEG kétsugaras pásztázó elektronmikroszkóp mintatartó mikroszkóp nyitott ajtóval Fő egységek 1. Elektron forrás 10-7 Pa 2. Mágneses lencsék 10-5 Pa 3. Pásztázó mágnesek
ELTE Fizikai Intézet FEI Quanta 3D FEG kétsugaras pásztázó elektronmikroszkóp mintatartó mikroszkóp nyitott ajtóval Fő egységek 1. Elektron forrás 10-7 Pa 2. Mágneses lencsék 10-5 Pa 3. Pásztázó mágnesek
VILLAMOS MELEGÍTÉS, HAJTÁSOK
 VILLAMOS MELEGÍTÉS, HAJTÁSOK ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI, HŐKEZELÉSI ÉS HŐENERGIA-GAZDÁLKODÁSI SZAK- IRÁNY, ÉS HŐENERGIA MODUL TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI
VILLAMOS MELEGÍTÉS, HAJTÁSOK ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI, HŐKEZELÉSI ÉS HŐENERGIA-GAZDÁLKODÁSI SZAK- IRÁNY, ÉS HŐENERGIA MODUL TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI
ACÉLOK HEGESZTHETŐSÉGE
 ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
ACÉLOK HEGESZTHETŐSÉGE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 A hegeszthetőség fogalma Az acél hegeszthetősége
A feladatok megoldásához csak a kiadott periódusos rendszer és számológép használható!
 1 MŰVELTSÉGI VERSENY KÉMIA TERMÉSZETTUDOMÁNYI KATEGÓRIA Kedves Versenyző! A versenyen szereplő kérdések egy része általad már tanult tananyaghoz kapcsolódik, ugyanakkor a kérdések másik része olyan ismereteket
1 MŰVELTSÉGI VERSENY KÉMIA TERMÉSZETTUDOMÁNYI KATEGÓRIA Kedves Versenyző! A versenyen szereplő kérdések egy része általad már tanult tananyaghoz kapcsolódik, ugyanakkor a kérdések másik része olyan ismereteket
FÉLVEZETŐ ALAPÚ ESZKÖZÖK GYÁRTÁSTECHNOLÓGIÁJA
 2 FÉLVEZETŐ ALAPÚ ESZKÖZÖK GYÁRTÁSTECHNOLÓGIÁJA 2-04 RÉTEGLEVÁLASZTÁSI, ÉS ADALÉKOLÁSI TECHNOLÓGIÁK ELEKTRONIKAI TECHNOLÓGIA ÉS ANYAGISMERET VIETAB00 BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS DEPARTMENT
2 FÉLVEZETŐ ALAPÚ ESZKÖZÖK GYÁRTÁSTECHNOLÓGIÁJA 2-04 RÉTEGLEVÁLASZTÁSI, ÉS ADALÉKOLÁSI TECHNOLÓGIÁK ELEKTRONIKAI TECHNOLÓGIA ÉS ANYAGISMERET VIETAB00 BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS DEPARTMENT
XIV. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 XIV. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2009. március 26-27. DUPLEX FELÜLETKEZELÉS PLAZMANITRIDÁLÁS ÉS LÉZEREDZÉS KOMBINÁLÁSA Bitay Enikő, Bagyinszki Gyula Abstract The duplex surface treatments
XIV. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2009. március 26-27. DUPLEX FELÜLETKEZELÉS PLAZMANITRIDÁLÁS ÉS LÉZEREDZÉS KOMBINÁLÁSA Bitay Enikő, Bagyinszki Gyula Abstract The duplex surface treatments
Diffúzió 2003 március 28
 Diffúzió 3 március 8 Diffúzió: különféle anyagi részecskék (szilárd, folyékony, gáznemű) anyagon belüli helyváltozása. Szilárd anyagban való mozgás Öndiffúzió: a rácsot felépítő saját atomok energiaszint-különbség
Diffúzió 3 március 8 Diffúzió: különféle anyagi részecskék (szilárd, folyékony, gáznemű) anyagon belüli helyváltozása. Szilárd anyagban való mozgás Öndiffúzió: a rácsot felépítő saját atomok energiaszint-különbség
SF RAILFORCE A kopásálló bevonat fémek felületére
 SF RAILFORCE A kopásálló bevonat fémek felületére Az SF RAILFORCE találmány lényege egy olyan újfajta kenőanyag család, amely fémek felületén egy kemény kopásálló és súrlódás-csökkentő bevonatot hoz létre.
SF RAILFORCE A kopásálló bevonat fémek felületére Az SF RAILFORCE találmány lényege egy olyan újfajta kenőanyag család, amely fémek felületén egy kemény kopásálló és súrlódás-csökkentő bevonatot hoz létre.
Fázisátalakulás Fázisátalakulások diffúziós (egyedi atomi mozgás) martenzites (kollektív atomi mozgás, diffúzió nélkül)
 martenzites (kollektív atomi mozgás, diffúzió nélkül)") ázisátalakulások, P, C változása új (egyensúlyi) állapot Új fázis(ok): stabil, metastabil ázisátalakulás: folyamat, amelynek során a régi fázis(ok)ból új, más szerkezetű (rács, szövet) vagy halmazállapotú
ázisátalakulások, P, C változása új (egyensúlyi) állapot Új fázis(ok): stabil, metastabil ázisátalakulás: folyamat, amelynek során a régi fázis(ok)ból új, más szerkezetű (rács, szövet) vagy halmazállapotú
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
Új típusú anyagok (az autóiparban) és ezek vizsgálati lehetőségei (az MFA-ban)
 és ezek vizsgálati lehetőségei (az MFA-ban)") Új típusú anyagok (az autóiparban) és ezek vizsgálati lehetőségei (az MFA-ban) Menyhárd Miklós Műszaki Fizikai és Anyagtudományi Kutató Intézet Támogatás NTPCRASH: # TECH_08-A2/2-2008-0104 Győr, 2010 október
Új típusú anyagok (az autóiparban) és ezek vizsgálati lehetőségei (az MFA-ban) Menyhárd Miklós Műszaki Fizikai és Anyagtudományi Kutató Intézet Támogatás NTPCRASH: # TECH_08-A2/2-2008-0104 Győr, 2010 október
5. Duplex felületkezelések
 Az acélok anyagszerkezet-módosulásai illetve az azokat kiváltó technológiai hatások kapcsán a "duplex" jelző többféle értelemben fordul elő, de közös "nevezőként" felmerül valamilyen hőkezelés, termokémiai
Az acélok anyagszerkezet-módosulásai illetve az azokat kiváltó technológiai hatások kapcsán a "duplex" jelző többféle értelemben fordul elő, de közös "nevezőként" felmerül valamilyen hőkezelés, termokémiai
FBN206E-1 és FSZV00-4 csütörtökönte 12-13:40. I. előadás. Geretovszky Zsolt
 Bevezetés s az anyagtudományba nyba FBN206E-1 és FSZV00-4 csütörtökönte 12-13:40 I. előadás Geretovszky Zsolt Követelmények Az előadások látogatása kvázi-kötelező. 2010. május 21. péntek 8:00-10:00 kötelező
Bevezetés s az anyagtudományba nyba FBN206E-1 és FSZV00-4 csütörtökönte 12-13:40 I. előadás Geretovszky Zsolt Követelmények Az előadások látogatása kvázi-kötelező. 2010. május 21. péntek 8:00-10:00 kötelező
Szilárdság (folyáshatár) növelési eljárások
 növelési eljárások") Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Korszerő anyagok korszerő technológiák
 6. FELÜLETMÓDOSÍTAS A szilárdtestek felületének módosítása egyre növekvı szerepet játszik az ipar és kutatás számos területén (surface engineering). A cél a felületi tulajdonságok javítása az összetétel
6. FELÜLETMÓDOSÍTAS A szilárdtestek felületének módosítása egyre növekvı szerepet játszik az ipar és kutatás számos területén (surface engineering). A cél a felületi tulajdonságok javítása az összetétel
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Lézersugaras technológiák II. Buza, Gábor
 Lézersugaras technológiák II. Buza, Gábor Lézersugaras technológiák II. írta Buza, Gábor Publication date 2012 Szerzői jog 2012 Buza Gábor Kézirat lezárva: 2012. január 31. Készült a TAMOP-4.1.2.A/2-10/1
Lézersugaras technológiák II. Buza, Gábor Lézersugaras technológiák II. írta Buza, Gábor Publication date 2012 Szerzői jog 2012 Buza Gábor Kézirat lezárva: 2012. január 31. Készült a TAMOP-4.1.2.A/2-10/1
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
1. A témakörök heti bontás (Ütemezés)
") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Anyagok és technológiák II. BAXAN23BNE
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet Anyagtechnológiai Intézeti Tanszék Tantárgy neve és kódja: Anyagok és technológiák II. BAXAN23BNE
A szilárd testek alakja és térfogata észrevehetően csak nagy erő hatására változik meg. A testekben a részecskék egymáshoz közel vannak, kristályos
 Az anyagok lehetséges állapotai, a fizikai körülményektől (nyomás, hőmérséklet) függően. Az anyagokat általában a normál körülmények között jellemző állapotuk alapján soroljuk be szilád, folyékony vagy
Az anyagok lehetséges állapotai, a fizikai körülményektől (nyomás, hőmérséklet) függően. Az anyagokat általában a normál körülmények között jellemző állapotuk alapján soroljuk be szilád, folyékony vagy
Aktuátorok korszerű anyagai. Készítette: Tomozi György
 Aktuátorok korszerű anyagai Készítette: Tomozi György Technológiai fejlődés iránya Mikro nanotechnológia egyre kisebb aktuátorok egyre gyorsabb aktuátorok nem feltétlenül villamos, hanem egyéb csatolás
Aktuátorok korszerű anyagai Készítette: Tomozi György Technológiai fejlődés iránya Mikro nanotechnológia egyre kisebb aktuátorok egyre gyorsabb aktuátorok nem feltétlenül villamos, hanem egyéb csatolás
2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat, hajlítóvizsgálat, keménységmérés
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat Fémtan, anyagvizsgálat 2. Tantermi Gyakorlat A szerkezeti anyagok tulajdonságai és azok vizsgálata Nyomóvizsgálat,
LÉZERESEN KEZELT FELÜLETEK KOPÁSÁLLÓSÁGA
 FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2001. március 23-24. LÉZERESEN KEZELT FELÜLETEK KOPÁSÁLLÓSÁGA Bitay Enikő Abstract The present paper shows the results of wear determination in the superficial
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2001. március 23-24. LÉZERESEN KEZELT FELÜLETEK KOPÁSÁLLÓSÁGA Bitay Enikő Abstract The present paper shows the results of wear determination in the superficial
Fogorvosi anyagtan fizikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek
 Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
Fémek törékeny/képlékeny nemesémek magas/alacsony o.p. Fogorvosi anyagtan izikai alapjai 5. Általános anyagszerkezeti ismeretek Fémek, ötvözetek ρ < 5 g cm 3 könnyűémek 5 g cm3 < ρ nehézémek 2 Fémek tulajdonságai
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016
 ANYAGOK-TKK-2016") KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság
KÉRDÉSEK - MŰSZAKI (TECHNIKAI) ANYAGOK-TKK-2016 1. A szén tartalmának növelésével növekszik (keretezd be a pontos válaszokat): 2 a) a szívósság b) keménység c) hegeszthetőség d) szilárdság e) plasztikusság