GYÁRTÁSTERVEZÉS, CAM ELMÉLET
|
|
|
- Veronika Faragóné
- 8 évvel ezelőtt
- Látták:
Átírás
1 DUNAÚJVÁROSI FŐISKOLA Dr.t.n. FIRSTNER STEVAN Főiskolai docens ELMÉLET (ÓRAELŐKÉSZÍTŐ KÉZÍRAT) DUNAÚJVÁROS 2007
")
2 BEVEZETÉS Ebben a jegyzetben tartalmazó tananyag, tartalmilag megegyezik a GYÁRTASTERVEZÉS, CAM elnevezésű tantárgy tartalmával. Gyártástervezésre vonatkozó közvetlen anyag, mely megegyezne a tananyag tartalmával, nem található égy írott anyagban (jegyzet, vagy könyv formában). A tananyag elsajátítása során, több, az irodalomjegyzetben szereplő anyagot kel használni. Ez a jegyzet kisegítőeszközként kel alkalmazni, hiszen úgy van összeállítva, hogy a tartalma, a megfelelő tananyag heti felbontásával egyezik. Megállapítható, hogy az utóbbi évek során, magyar nyelven megjelent (egyetemi karokon) egy sorozat minőséges, tananyagokra vonatkozó könyv, de ezek inkább a magasabb fokú egyetemi oktatásnak tesznek eleget, főiskolai szintre csak részben alkalmazhatók, mivel a hallgatók struktúrája igen heterogén (gimnazisták, középfokú technikusok, más középiskolák,..). Ebben a jegyzetben a tananyag ismertetése, a hallgatók meglévő alaptudásához alkalmazkodik, de egyidejűleg, eleget tesz a főiskolai minimális és egyúttal elegendő tudáskritériumainak is. FŐBB CÉLKITŰZÉSEK a. A gyártástervezés alapelveinek megismerése. b. A mikrotervezés gyakorlatszintű elsajátítása. c. A készülékek funkcióinak, valamint a tervezési folyamatának elsajátítása. c. A numerikus rendszerek kézi és gépi programozás alapjainak megismerése. Konkrét problémák megoldása. A tananyag, a tantárgy programmal összhangban, a következő részeket tartalmazza: 1. GYÁRTÁSTERVEZÉS: Ez a rész a gyártástevézésre vonatkozó alapismereteket tartalmazza. Külön foglalkozik a mikrotervezéssel alkalmazási szinten (műhelyrajz, műveletterv, műveleti utasítások, céleszköz-igénylők) 2. KÉSZÜLÉKEK Az anyag a készülékek funkcióit, azok kivitelezési formáit mutatja be. Külön kitér a használati indoklásra, valamint a kiválasztási folyamat szakaszira. Az anyag utolsó része a tervezési folyamatokat taglalja. 2

3 3. NUMERIKUS MEGMUNKÁLÓ RENDSZEREK. A bemutatott anyag első része az NC rendszerek elvi felépítésével foglalkozik. A fojtatásban az ISO rendser szemantikájá van bemutatva. A gyakorlati részben, a kézi programozás keretében, a Magyarországon honosult HUNOR rendszer egyes részei kerülnek bemutatásra. 4. CAM DUNAÚJVÁROS, február Dr.t.n. Firstner Stevan főiskolai docens TARTALOMJEGYZÉK BEVEZETÉS... 2 TARTALOMJEGYZÉK GYÁRTÁSTERVEZÉS A TERVEZÉS FOGALMA TERVEZÉSI SZINTEK ALAP MIKROTERVEZÉS MIKROTERVEZÉS MIKROTERVEZÉS ELEMEI ELEMZÉS MŰVELETEK MŰVELETI UTASÍTÁSOK CÉLEZKÖZ IGÉNYLŐK GYÜJTŐLAPOK PÉLDA BEMUTÁS KÉSZÜLÉKEK ALKALMAZÁSI FELADATOK MŰSZAKI TULAJDONSÁGOK SZABADSÁGFOKOK PONTOSÁG KEZELHETÖSÉG ALAPFUNKCIÓK ÉPÍTÖELEMEK TÁMASZOK TÁMASZTÓLÉCEK FELFEKVŐCSAPOK BEÁLLÍTHATÓ TÁMASZOK TÁJOLÓK SZORÍTÓK ÉK MENET SPIRÁL EXCENTER FÚRÓPERSELYEK CSATOLÓMEGOLDÁSOK ÖSSZETETT FUNKCIÖK KIVITELEZETT KÉSZŰLÉKEK BEMUTATÁSA

4 2.6. TERVEZÉSI ELJÁRÁS PÉLDABEMUTATÁS NUMERIKUS MEGMUNKÁLÓRENDSZEREK TÖRTÉNETI ÁTTEKINTÉS AZ NC ALAPELVEI ÁLTALÁNOS ADADATFELDOLGOZÁS AZ NC VEZÉRLŐRENDSZER FUNKCIÓI VEZÉRLÉS ÉS SZABÁLYZÁS TECHNOLÓGIAI FELADAT ELEMZÉSE HAGYOMÁNYOS ELJÁRAS ISO ÉS MSZ UTASÍTÁSOK SZABVÁNYOK (ISO/R1057) ALFANUMERIKUS ELJÁRÁS TECHNOLÓGIAI FELADAT LEÍRÁSÁNAK ÖSSZEHASONLÍTÁSA KÉZI PROGRAMOZÁS PÉLDÁK (KÉZ PROGRAMOZÁS) HUNOR RENDSZER UTASÍTÁSOK...51 KONTUR...63 RADIUSZKOREKCIÓ GÉPI PROGRAMOZÁS, CAM

5 1. GYÁRTÁSTERVEZÉS 1.1. A TERVEZÉS FOGALMA Függetlenül attól, hogy mi a tervezés területe, minden esetben egyértelmű válaszokat kel adni a következő kérdésekre: MIT? MIVEL? HOGY? KIVEL? MIKOR MIT? A tervezés során dokumentumokkal kel biztosítani a célkiűzések kvantitatív és kvalitatív tulajdonságaikat tartalmazó adatokat. A használható dokumentumok a következők: - Műhelyrajzok - Összeállítási rajzok - Szerelési rajzok - Technológia utasítások MIVEL? Pontosítani kel mind azokat az eszközöket, melyek nélkül a technológiai folyamatot (folyamatokat) nem lehet megvalósítani. A terv, kel, hogy tartalmazza az eszközök pontos leírását (funkcionális definíciók), számát, valamint térben és időben való alkalmazhatóságukat. Ide sorolhatók a: 5
 nem lehet megvalósítani.")
6 - Megmunkáló gépek. - Célgépek és céleszközök. - Szerszámok. - Mérőeszközök. - Infrastruktúra (víz, levegő, energetika, klíma, stb.) - Kisegítő eszközök (anyagmozgatás, informatika, stb.) HOGY? Pontosítani kel a technológiai eljárás (known how) pontos leírását. Erre a célra a következő dokumentumokat lehet használni: - Művelettervek. - Műveletutasítások. - Szerelési utasítások. - Méréseljárások. - Csomagolásra és anyagmozgatásra vonatkozó utasítások. KIVEL? A tervezés során meg kel határozni (minőségben és számban) a közvetlen és közvetett munkaerőt: - Az igényelt munkaerő összetételét (igényelt képzetségi szintek). - A munkaerő nagyságát (számát). - A munkaerő, tér és időbeli eloszlását MIKOR A tervezés igen fontos feladata, hogy a rendelkezésre álló eszközök és munkaerő igénybevételével, meghatározza a munka intenzitását úgy, hogy a termelési folyamat eleget tegyen a megszabott kritériumoknak. Ide tartoznak a: - Szállítási határidők, - Szerződtetett minőség és mennyiség. - Limitált határköltségek. A felsorolt feltételeknek eleget lehet tenni, ha a tervezést kísérő dokumentumokat úgy, hozzuk lére, hogy tartalmazzák a feltett kérdésekre igényelt válaszokat (megfelelő szövegmezők, rajzok és utasítások). 6
 a közvetlen és közvetett munkaerőt: - Az igényelt munkaerő összetételét (igényelt képzetségi szintek). - A munkaerő nagyságát (számát).")
7 1.2. TERVEZÉSI SZINTEK A tervezési szintek határozzák meg a tervezési folyamatot és azokat leíró (megfelelő) dokumentumokat. A fémiparban a következő alap tervezési szintek a jellemzők: Egy munkadarab legyártása (termelése) egy megmunkáló eszközön (alap mikrotervezés). Egy munkadarab komplett legyártása (termelése) igényelt számú megmunkáló eszközön (mikrotervezés). Munkadarabcsoport legyártása egy meghatározott termékre. Munkadarabcsoport legyártása egy meghatározott termékcsoportra. Kooperáció és értékesítés. A tantervvel összhangban, ebben a jegyzetben, csak az alap mikrotervezés, és a mikrotervezéssel kapcsolatos tudnivalók lesznek bemutatva ALAP MIKROTERVEZÉS Az alap mikrotervezés, egy munkadarabnak, egy megmunkáló-eszközön történő folyamatra vonatkozik, például egy meghatározott esztergapadon elvégzendő fogások halmaza. A dokumentumok, melyek a tervezést szolgálják, kel hogy tartalmazzák: MIT? A. Műhelyrajzot. B. Egy gépre tervezet műveleti utasításokat. MIVEL? A. Szerszámgép megnevezését. B. Szerszámtervet. C. Készülék megnevezést. D. Infrastrukturális igényeket (sűrítet levegő, áram,...) HOGY? A. Készülékalkalmazási utasításokat. B. Művelettaglalást. C. Technológiai adatokat (a, n, f, V f, hőkezelés, stb.) 7

8 D. Méréstechnikai utasításokat. KIVEL? A. A munkaerő szakképzetségének szintjét és számát. MIKOR? Nem kel tervezni! MIKROTERVEZÉS A mikrotervezés, egy munkadarabnak, a komplett (véges) megmunkálására vonatkozik. A dokumentumok, melyek a tervezést szolgálják, kel hogy tartalmazzák: MIT? A. Műhelyrajzot. B. Műveleti utasításokat. MIVEL? A. Szerszámgépek megnevezését. B. Komplett szerszámtervet. C. Komplett készülékek megnevezést. D. A gépek (munkahelyek) térbeli elhelyezését. E. Infrastrukturális igényeket (sűrítet levegő, áram,...) HOGY? A. Készülékalkalmazási utasításokat. B. Alkalmazott gépekre vonatkozó művelettaglalást. C. Technológiai adatokat (a, n, f, V f, hőkezelés, stb.) D. Méréstechnikai utasításokat. KIVEL? A. A munkaerő szakképzetségének szintjét és számát. MIKOR? A. Megfelelő módszerrel történő terv kidolgozása MIKROTERVEZÉS ELEMEI A mikrotervezésre vonatkozó adatok (tervezet értékek és adatok), melyek az előző (1.2.2.) részben vannak feltüntetve, különösen kialakított szövegmezőkben (dokumentumokban, vagy dokumentumok részei) kel megadni. Az alap mikrotervazés dokumentumai közé lehet sorolni a műhelyrajzot, a művelettervet, a műveleti utasításokat, és a céleszköz igénylőket. 8
 HOGY? A. Készülékalkalmazási utasításokat. B. Alkalmazott gépekre vonatkozó művelettaglalást. C.")
9 MŰHELYRAJZ A műhelyrajz az alap tervezési és termelési dokumentumnak kel tekinteni, mivel tartalmazza mind azokat az adatokat, melyek egyértelműen meghatározzák a munkadarab méreteit, a tűréseket, a felületi érdességeket és az egyéb technológiai folyamatokra jellemző adatokat. ELEMZÉS Az elemzés, egy munkadarabra vonatkozó összes műveleti fogásokat (műveleti taglalás) tartalmazza (a fogások sorrendje nem fontos). Ez a dokumentum nem operatív (műhelydokumentum), hanem a technológia pontos meghatározására hasznosítható. Az elemzést célszerű, a műveletterv nulladik műveletének tekinteni. A következő szövegmező tartalmazza az összes igényelt adatot: MŰVELETTERV SZÁM OLDAL / ÖSSZ MUNKADARAB SZÁM ANYAG ELŐGYÁRTMÁNY SZÁM BIZTOS ÍTÓ JEL ELEMZ:S MUNKAHELY-GÉP KÉPZETSÉG CÉLESZKÖZ / SZÁM DARABIDŐ (NORMA) MŰVELETEK (MŰVELETTERV) A műveletterv egy vagy több műveletet tartalmaz. A művelettervben a műveletek technológiai sorrendben követik egymást. Egy művelet tartalmazza mind azokat a műveleti fogásokat (műveleti taglalás) melyet el lehet végezni egy munkahelyen (gépen), egy befogás és (a műveleti fogások elvégzése után) ezt követő kifogás között. Ezt a dokumentumot a termelési szokásoknak megfelelően, lehet használni operatív műhelyi dokumentumkén, de csak abban az esetben, ha a tervezési eljárás során nem alkalmazzák a műveleti utasításokat (taglalásokat). Ha a dokumentumot előkészítő dokumentumkén használjuk, akkor csak azokat az adatokat tartalmazza, melyek a munkadarab végleges megmunkálásából következtető információkat tartalmazza (műveletek sorrendjét, munkagép megnevezését, munkaerő képzetségét, igényelt céleszközt, műveletek normaidőjét,...) A következő szövegmező (műveletterv példa) egy ilyen dokumentum lehető formáját illusztrálja: MŰVELETTERV SZÁM OLDAL / ÖSSZ MUNKADARAB SZÁM ANYAG ELŐGYÁRTMÁNY SZÁM BIZTOS ÍTÓ JEL M VELET MUNKAHELY-GÉP KÉPZETSÉG CÉLESZKÖZ / SZÁM DARABIDŐ (NORMA) 9
, hanem a technológia pontos meghatározására hasznosítható. Az elemzést célszerű, a műveletterv nulladik műveletének tekinteni.")
10 MŰVELETI UTASÍTÁSOK A műveleti utasítások operatív műhelyi dokumentumok, és tartalmazzák mind azokat az adatokat (technológiai, és általános) melyek nélkülözhetetlenek a megmunkálás lebonyolítása során. A dokumentum tartalmazza a pontos megmunkálási sorrendet (műveleti tagozódás), az alkalmazott gépeket és céleszközöket, a technológiai adatokat (a, f, n, v) és a technológiai időket (fő gépidő, pótidő, darabidő NORMAIDŐ). A következő példa (műveleti utasítás) egy ilyen lehető dokumentum formáját illusztrálja: MŰVELETI UTASÍTÁS M. TERV SZÁM SZÁM LAPSZÁM MUNKADARAB SZÁM ANYAG ELŐGYÁRTMÁNY - SZÁM BIZTOS ÍTÓ JEL MŰVELET MEGNEVEZÉS ÜZEM MUNKAHELY-GÉP KÉPZETSÉG DARABSZÁM VÁZLAT: SORSZÁ M FELÜLET MŰVELET TAGOZÓDÁS CÉLESZKÖZ (SZERSZÁM, KÉSZÜLÉK, CÉLGÉP) (SZÁM) MÉRŐESZ KÖZ ( SZÁM) a [mm] f [mm/cikl] n [ford/perc] V f [mm/perc] i t fg [perc] 1 FŐ GÉPIDŐ PÓTIDŐ DARABIDŐ (NORMA) CÉLEZKÖZ IGÉNYLŐK A céleszköz-igénylő mindig egy fogásra vonatkozik, és tartalmazza azokat az adatokat (méretek, felületi érdességek, kezelési és egyéb utasításokat). A céleszköz-igénylőben összefoglalt adatok alapján el lehet végezni az eszköz tervezését és kidolgozását. A következő példa (céleszköz igénylőlap) egy ilyen lehető dokumentum formáját illusztrálja: CÉLESZKÖZ IGÉNYLŐLAP M. UTASÍT. SZÁM IGÉNYLŐLAP-SZÁM LAPSZÁM MUNKADARAB SZÁM ANYAG SOROZATNAGYSÁG DARAB/ESZKÖZ MŰVELET TAGOZÓDÁS ESZKÖZMEGNEVEZÉS ÜZEM MUNKAHELY-GÉP CÉLESZKÖZ-SZÁM VÁZLAT: MŰSZAKI LEÍRÁS: 10
. A következő példa (műveleti utasítás) egy ilyen lehető dokumentum formáját illusztrálja: MŰVELETI UTASÍTÁS M.")
11 GYŰJTŐLAPOK A gyűjtőlapok általában csoportosítva tartalmazzák (csavaráru, hengerelt áru, festékek,...) a rendelésekre vonatkozó adatokat. Ezeknek a dokumentumoknak formáját és részletes tartalmát a beszerzési módszer határozza meg. A gyűjtőlapok vonatkozhatnak egy termékre, termékcsoportra, vagy komplett termelési programra PÉLDA BEMUTÁS A következő példa tartalmazza a mikrotervezésre jellemző valamennyi dokumentumot. Az alkalmazott szövegmezőket nem szabad általánosítani, hiszen minden termelési rendszernek (cégnek) megvannak a saját dokumentum formái. Törekedni kell arra, hogy a formától függetlenül, a szövegmezők tartalmazzák az igényelt adatokat. o A MŰHELYRAJZ A műhelyrajz egy közép összetett munkadarabot képez, mely a bemutatás céljául tartalmaz olyan megmunkálási igényeket (esztergálás, marás, fúrás,), melyeket csak több gép igénybevételével és több művelettel lehetséges megoldani. A viszonylag nagy sorozat (darabszám) indokolja a céleszköz (készülék) alkalmazását is. o A MŰVELETTERV A műveletterv nulladik műveleteként, el van végezve a megfelelő műveleti taglalás (meg vannak jelölve az összes megmunkálási fogások (nem végleges sorrendben). Szemelőt kel tartani, hogy egy művelet tartalmazza mindazokat a technológiai fogásokat, melyeket meglehet valósítani egy gépen, egy befogás és egy kifogás között Az öt egymáskövető művelet, már a kiválasztott (a technológus döntése alapján) megmunkálási csoportosítást (műveletek sorrendje) pontosítja. Ebben a munkaszakaszban ügyelni kell arra, hogy a szövegmezők pontosan és komplettan legyenek kitöltve, hiszen a pontosított adatokra támaszkodnak az egyéb, ezt követő dokumentumok. Minden műveletnél meg kel határozni a támasztás, a tájolás és a szorítás helybeli elrendezését. Meg kel jelölni azokat a fogásokat, melyek meglesznek valósítva a konkrét műveletben. Hasznos az elemzés során alkalmazott jelzéseket folyamatosan használni. Az összes igényelt adatot meg kel határozni, kivéve a normaidőket. A normaidők a műveleti utasítások alapján lesznek kiszámolva, és majd azt követően fog megtörténni a beírás. Az alkalmazott szimbólumok formája nem kötelező jelegű, de ha egy megmunkáló rendszerben (cégnél) egy forma egy helyen megjelenik, a további dokumentumokban is következtetessen (változatlan formában) kel azokat használni. Ha a tervező dokumentumokat ilyen formáját alkalmazzuk, a műveletterv nem használható közvetlen (operatív) célokra, mivel nem tartalmazza a technológiai adatokat (a, f, n, v), viszont megbízható áttekintést nyújt a technológus számára. 11
 megvannak a saját dokumentum formái.")
12 φ Dr.t.n. FIRSTNER 30h7 0 12,5 1,6 0,025, 6,3 1 x 120 o 1 x 45 o 30 o 6 x 10 30h o φ26 M42 x 1 1,6 12 φ46 26 φ38 x 3 2 6,3 50 a _ 0,05 b 3 a CSÁNYI PÉTER JEL JAVÍTÁS NÉV DÁTUM ALÁÍRÁS 1 TERVEZTE RAJZOLTA ELLENŐRIZTE ARÁNY JAVÍTÁSOK NÉV DÁTUM ALÁÍRÁS Bsc. JAKLI MÁRTON DÉRI MATILD Dr. KÉLKA ISTVÁN EU/USA ELNEVEZÉS NYERSANYAG MÉRETEK: (Φ 48 ± 0,5 x 74 ± 0,5) Ra=50 µm TŰRÉSEZETLEN MÉRETEK: ± 0,15 ANYAG S235JR SZABVÁNY / UTAS ÍTÁSOK DARABSZÁM TÖMEG [kg] BRUTTÓ/NETTÓ TÉTEL 3 0,32/0,2 RAJZSZÁM M =1:1 BIZTOSÍTÓ 12 DUF

13 MUNKADARAB MŰVELETTERV SZÁM OLDAL / ÖSSZ DUF.0.12/MT1 1/2 SZÁM ANYAG ELŐGYÁRTMÁNY SZÁM BIZTOS ÍTÓ DUF.0.12 S235JR (Φ 48 ± 0,5 x 74 ± 0,5) Ra=50 µm JEL MŰVELETVÁZLAT MUNKAHELY-GÉP KÉPZETSÉG CÉLESZKÖZ / SZÁM a b c d DUF.0.12/E DARABIDŐ (NORMA) e 0 i 23,1 t f g p m r l h s k j r m 1 l f i EGYETEMES ESZTERGAPAD SA41 ESZTERGÁJOS ESZ3 TÁJOLÓ (1 darab) DUF.0.12/T0 3,4 2 h c k d s j e g EGYETEMES ESZTERGAPAD SA42 ESZTERGÁJOS ESZ4 6,5 13

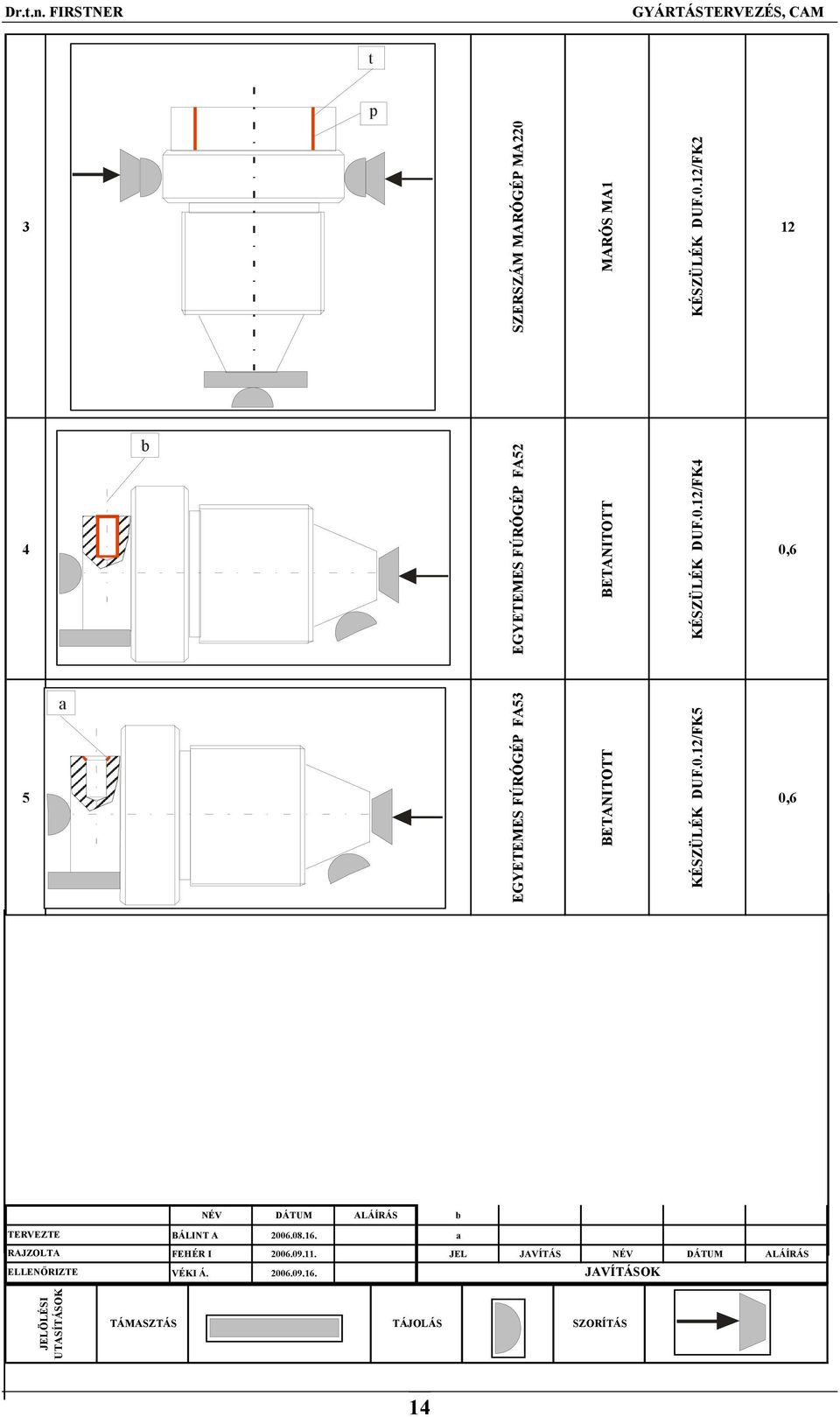
14 t p 3 a SZERSZÁM MARÓGÉP MA220 MARÓS MA1 KÉSZÜLÉK DUF.0.12/FK b EGYETEMES FÚRÓGÉP FA52 BETANITOTT KÉSZÜLÉK DUF.0.12/FK4 0,6 5 a EGYETEMES FÚRÓGÉP FA53 BETANITOTT KÉSZÜLÉK DUF.0.12/FK5 0,6 NÉV DÁTUM ALÁÍRÁS b TERVEZTE RAJZOLTA ELLENŐRIZTE BÁLINT A a FEHÉR I JEL JAVÍTÁS NÉV DÁTUM ALÁÍRÁS VÉKI Á JAVÍTÁSOK JELÖLÉSI UTASÍTÁSOK TÁMASZTÁS TÁJOLÁS SZORÍTÁS 14
15 MŰVELETI UTASÍTÁS M. TERV SZÁM SZÁM LAPSZÁM DUF.0.12/MU1 DUF.0.12/MT2 1 MUNKADARAB SZÁM ANYAG ELŐGYÁRTMÁNY - SZÁM BIZTOS ÍTÓ DUF.0.12 S235JR (Φ 48 ± 0,5 x 74 ± 0,5) Ra=50 µm DUF.0.12/E JEL MŰVELET MEGNEVEZÉS ÜZEM MUNKAHELY-GÉP KÉPZETSÉG DARABSZÁM 1 ESZTERGÁLÁS A2 SZ41 ESZ VÁZLAT: l r m f i φ48 +_ 0,5 φ46 φ x 45 o 33 SORSZÁM FELÜLET MŰVELET TAGOZÓDÁS CÉLESZKÖZ (SZERSZÁM, KÉSZÜLÉK, CÉLGÉP)...(SZÁM) MÉRŐ- ESZKÖZ ( SZÁM) a [mm] f [mm/cikl] n [ford/perc] V f [mm/perc] i t fg [perc] 0 BEFOGÁS TOKMÁNYBA TÁJOLÓ (1 darab) DUF.0.12/T0 1 i OLDALAZÁS (Φ50 x1) HAJLÍTOTT ESZTERGAKÉS MSZ 1902 (12 x20 x50) GYORSACÉL (V=80 m/min, T=240, r=0,5 ) 2 l KÜLSŐ ESZTERGÁLÁS (Φ48 HAJLÍTOTT ESZTERGAKÉS MSZ 1902 (12 x20 x50) x31) GYORSACÉL (V=80 m/min, T=240, r=0,5 ) 3 f KÜLSŐ ESZTERGÁLÁS (Φ46 HAJLÍTOTT ESZTERGAKÉS MSZ 1902 (12 x20 x50) x13) GYORSACÉL (V=80 m/min, T=240, r=0,5 ) 4 m OLDALAZÁS (Φ46 x1) HAJLÍTOTT ESZTERGAKÉS MSZ 1902 (12 x20 x50) GYORSACÉL (V=80 m/min, T=240, r=0,5 ) 5 r LETÖRÉS (1/45 O) HAJLÍTOTT ESZTERGAKÉS MSZ 1988 (12 x20 x50) GYORSACÉL (V=80 m/min, T=240, r=0,5 ) TM 1 0,2 450 / 1 0,3 TM 1 0,2 450 / 1 0,4 TM 1,5 0,2 450 / 2 0,4 TM 1 0,2 450 / 1 0,2 TM 1 0,2 450 / 1 0,1 6 ELTÁVOLÍTÁS FŐ GÉPIDŐ PÓTIDŐ DARABIDŐ (NORMA) 1,4 2 3,4 NÉV DÁTUM ALÁÍRÁS b TERVEZTE RAJZOLTA ELLENŐRIZTE BÁLINT A a FEHÉR I JEL JAVÍTÁS NÉV DÁTUM ALÁÍRÁS VÉKI Á JAVÍTÁSOK JELÖLÉSI UTASÍTÁSOK TÁMASZTÁS TÁJOLÁS SZORÍTÁS 15
![..(SZÁM) MÉRŐ- ESZKÖZ ( SZÁM) a [mm] f [mm/cikl] n [ford/perc] V f [mm/perc] i t fg [perc] 0](/docs-images/44/14439907/images/page_15.jpg "BEFOGÁS TOKMÁNYBA TÁJOLÓ (1 darab) DUF.0.")
16 φ Dr.t.n. FIRSTNER CÉLESZKÖZ IGÉNYLŐLAP MUNKADARAB BIZTOS ÍTÓ M. UTASÍT. SZÁM IGÉNYLŐLAP-SZÁM LAPSZÁM DUF.0.12/MT2 DUF.0.12/I3 1 SZÁM ANYAG SOROZATNAGYSÁG DARAB/ESZKÖZ DUF.0.12 S235JR MŰVELET TAGOZÓDÁS ESZKÖZMEGNEVEZÉS ÜZEM MUNKAHELY-GÉP CÉLESZKÖZ-SZÁM 4 FÚRÁS (Φ6 x 10) SZORÍTÓKÉSZÜLÉK A2 FA52 DUF.0.12./FK4 VÁZLAT: b 6 x 10 6 MŰSZAKI LEÍRÁS: 1. Biztosítani a furat szimmetrikus helyzetét, függetlenül a létrehozott 30h7. mérettől. 2. A készüléket (nyitás szorítás) balkézzel kel működtetni, egy mozdulattal. 3. A munkagép hornyai távolsága 126 mm. NÉV DÁTUM ALÁÍRÁS b TERVEZTE RAJZOLTA ELLENŐRIZTE KIS I a DÉRI M JEL JAVÍTÁS NÉV DÁTUM ALÁÍRÁS SÁNTA T JAVÍTÁSOK JELÖLÉSI UTASÍTÁSOK TÁMASZTÁS TÁJOLÁS SZORÍTÁS 16

17 o A MŰVELETI UTASÍTÁSOK A műveleti utasítás közvetlen (operatív) dokumentum, és tartalmazza mind azokat az adatokat melyek nélkülözhetetlenek a gép technológiai adatok beállítására, és a fő gépidő kiszámítására. Ez alkalommal, csak az első művelet van részletesen feldolgozva. Látható, hogy az utasítás tartalmazza azokat a méreteket és tűréseket, melyeket a megmunkálás során kel megvalósítani. Hasznos ez alkalommal is, az elemzésnél használt (fogásokra vonatkozó) jelöléseket alkalmazni. o A CÉLESZKÖZ IGÉNYLŐLAP A feldolgozott példában, a negyedik műveletben igény van egy fúrásra alkalmas készülékre. A bemutatott céleszköz igénylőlap tartalmazza a munkadarab elhelyezését a készülékben, a támaszok, tájolók és szorítók elhelyezését, valamint csak azokat a méreteket, melyeket a készülék alkalmazása során kel biztosítani. Minden adott esetben, az igénylőlap kel hogy tartalmazza azokat a külön igényeketfeltételeket (kezelésre vonatkozó utasítások, alkalmazkodás a környezettel, csatlakozó feltételek) melyek a technológiai folyamatból adódnak. A konkrét példában, a külön feltüntetett igények (műszaki leírás) a szimmetriára, a kezelhetőségre, valamint a csatlakozóméretekre vonatkoznak. 17

18 2. KÉSZÜLÉKEK A készülékek olyan kisegítő technológiai egységek, melyek részt vesznek a technológiai folyamatban, de nem végeznek közvetlen megmunkálást (szorítás, helyzet-meghatározás, anyagmozgatás,...). A megoldandó feladattól függően, a kialakításuk lehet statikus, illetve dinamikus. A készülékekhez sorolhatók a manipulátorok és a robotok is ALKALMAZÁSI FELADATOK A készülékeknek, a technológiai folyamatban, az alkalmazási feladatai a következők: - Biztosítani, függetlenül a sorozatnagyságtól, a méretszórás állandóságát. - A könnyű kezelés biztosítása. - Az olcsó (nem szakképzet) munkaerő alkalmazása. - Könnyű és biztonságos forgácseltávolítás. - Egyszerű karbantartás lehetősége. - Viszonylag alacsony ár MŰSZAKI TULAJDONSÁGOK SZABADSÁGFOKOK A készülékeknél az abszolút koordináta rendszernek az aljzatot, illetve a kapcsolórészt kel tekinteni. A befogott munkadarab, nyugvó állapotban kel hogy legyen az abszolút koordináta rendszerben. 18
 munkaerő alkalmazása. - Könnyű és biztonságos forgácseltávolítás. - Egyszerű karbantartás lehetősége. - Viszonylag alacsony ár. 2.")
19 Az előző feltételt megfelelő megoldásokkal (támaszok, tájolók, szorítók) kel biztosítani úgy, hogy a szabadságfokok száma megegyezzen nullával, illetve tiszteletben kel tartani a térre érvényes statikai egyenleteket. F 0, М = = PONTOSÁG A készülékek, (általában sorozatgyártásra használják), folyamatosan, intenzív kopásnak vannak kitéve. Ez különösen vonatkozik arra a részekre melyek működés közben érintkeznek a munkadarabbal (támaszok, tájolók, szorítópofák, szerszámvezetők). Mivel a kopások következménye, egyben a tűréstartomány kiszélesítését is eredményezi, a készülék részeit, melyek a tájolást és a szerszámvezetést biztosítják, (tapasztalatok szerint) két tűrési tartománnyal pontosabban kel kidolgozni, (a munkadarabon feltüntetett megfelelő tartománnyal összehasonlítva). Példa: T KÉSZÜLÉK = T MUNKADARAB ( két tartomány) A munkadarab mérete...φ65η8 A készülék tájolómérete... φ65h KEZELHETÖSÉG A készülék kezelése (beszorítás, kiszorítás, munkadarab és a forgács eltávolítása), lehetőleg legegyszerűbb legyen. Ha van rá lehetőség, a kezelést egy kézzel lehessen elvégezni, relatív kis erőfeszítéssel. Biztosítani kel a praktikus szállítást és a szerszámgéphez való csatolást ALAPFUNKCIÓK Minden készülék kel hogy rendelkezzen a következő alapfunkciókkal: TÁMASZTÁS TÁJOLÁS SZORÍTÁS SZERSZÁMVEZETÉS 19
 két tűrési")
20 CSATLAKOZÁS Az alapfunkciókat létrehozó műszaki eszközök, lehetnek különállók, de egy eszköz végezhet több funkciót is (a későbbi példák fogják illusztrálni) ÉPÍTÖELEMEK Ebben a jegyzetben az építőelemek szabványos változatai lesznek bemutatva. Mivel a készülékek céleszközök, a szabványos elemek mellett, a tervező, külön megoldásokat kel alkalmazni, ha a feladatot szabványos elemekkel nem lehetséges biztosítani TÁMASZOK TÁMASZTÓLÉCEK L t 6,3 H l l 1 6,3 o c / 4 5 B d D o 4 5 h FELFEKVŐCSAPOK 20

21 BEÁLLÍTHATÓ TÁMASZOK MUNKADARAB MUNKADARAB MUNKADARAB GÉP 21
22 TÁJOLÓK 22
23 SZORÍTÓK F szorító SZORÍTÓ F forgácsoló F 1 μ F szorító μ μ F 2 μ MUNKADARAB μ ALYZAT F 1 F 2 F szorító F = szorítóμ + F1 μ + F2 μ F forgácsoló F F = F szorító Fforgácsoló = tényező 2μ ( bisztonsági 2) MUNKADARAB MUNKADARAB MUNKADARAB GÉP 23
24 24
25 ÉK F s F = tg( ρ + tgρ Q 1 α) 2 ρ ρ = ρ 1 = 2 F Q = F tg( ρ α) + tgρ = 0 s tg ( ρ α) + tgρ = 0 α 2 ρ 25
26 MENET SPIRÁL 26
27 α ρ EXCENTER FQ e D L Fsμ μ Fs MUNKADARAB F Q L = F e F μ s D F e F 2 = 0 s s μ s D e D μ 27
28 28
29 FÚRÓPERSELYEK 29
30 CSATOLÓMEGOLDÁSOK 30
31 31
32 ÖSSZETETT FUNKCIÖK 32
33 33
34 2.5. KIVITELEZETT KÉSZŰLÉKEK BEMUTATÁSA SZORÍTÓEGYSÉG 34
35 CILINDRIKUS MUNKADABOKRA KIVITELEZETT BEFOGÓKÉSZÜLÉKEK 35
36 36
37 FÚRÓKÉSZÜLÉKEK (OLDALFÚRÁS) 37
38 (KÉZI BIZTOSÍRÁS) MARÓKÉSZÜLÉKEK 38
39 TÖBB MUNKADARAB EGYIDEJŰ BEFOGÁSA 39
40 2.6. TERVEZÉSI ELJÁRÁS MEGOLDÁSI LEHETŐSÉGEK MEGOLDÁSOG ÉRTÉKELÉSEK RÉSZLETES MŰSZAKI MEGOLDÁSOK STATIKAI, KINEMATIKAI, DINAMIKAI SZÁMÍTÁSOK MŰSZAKI DOKMENTÁCIÓ KIDOLGOZÁSA 2.7. PÉLDABEMUTATÁS MŰHELYRAJZ 40
41 φ Dr.t.n. FIRSTNER 30h7 0 12,5 1,6 0,025, 6,3 1 x 120 o 1 x 45 o 30 o 6 x 10 30h o φ26 M42 x 1 1,6 12 φ46 26 φ38 x 3 2 6,3 50 a _ 0,05 b 3 a CSÁNYI PÉTER JEL JAVÍTÁS NÉV DÁTUM ALÁÍRÁS 1 TERVEZTE RAJZOLTA ELLENŐRIZTE ARÁNY JAVÍTÁSOK NÉV DÁTUM ALÁÍRÁS Bsc. JAKLI MÁRTON DÉRI MATILD Dr. KÉLKA ISTVÁN EU/USA ELNEVEZÉS NYERSANYAG MÉRETEK: (Φ 48 ± 0,5 x 74 ± 0,5) Ra=50 µm TŰRÉSEZETLEN MÉRETEK: ± 0,15 ANYAG S235JR SZABVÁNY / UTAS ÍTÁSOK DARABSZÁM TÖMEG [kg] BRUTTÓ/NETTÓ TÉTEL 3 0,32/0,2 RAJZSZÁM M =1:1 BIZTOSÍTÓ 12 DUF
42 φ Dr.t.n. FIRSTNER SZERSZÁMIGÉNYLŐ CÉLESZKÖZ IGÉNYLŐLAP MUNKADARAB BIZTOS ÍTÓ M. UTASÍT. SZÁM IGÉNYLŐLAP-SZÁM LAPSZÁM DUF.0.12/MT2 DUF.0.12/I3 1 SZÁM ANYAG SOROZATNAGYSÁG DARAB/ESZKÖZ DUF.0.12 S235JR MŰVELET TAGOZÓDÁS ESZKÖZMEGNEVEZÉS ÜZEM MUNKAHELY-GÉP CÉLESZKÖZ-SZÁM 4 FÚRÁS (Φ6 x 10) SZORÍTÓKÉSZÜLÉK A2 FA52 DUF.0.12./FK4 VÁZLAT: b 6 x 10 6 MŰSZAKI LEÍRÁS: 1. Biztosítani a furat szimmetrikus helyzetét, függetlenül a létrehozott 30h7. mérettől. 2. A készüléket (nyitás szorítás) balkézzel kel működtetni, egy mozdulattal. 3. A munkagép hornyai távolsága 126 mm. NÉV DÁTUM ALÁÍRÁS b TERVEZTE RAJZOLTA ELLENŐRIZTE KIS I a DÉRI M JEL JAVÍTÁS NÉV DÁTUM ALÁÍRÁS SÁNTA T JAVÍTÁSOK JELÖLÉSI UTASÍTÁSOK TÁMASZTÁS TÁJOLÁS SZORÍTÁS 42
43 TÁMASZTÁS, TÁJOLÁSOK, SZERSZÁMEZETÉS FÚRÓPERSELY TÁJOLÁS TÁMASZTÁS TÁJOLÁS TÁMASZTÁS TÁJOLÁS 43
44 SZORÍTÁS 44
45 CSATLAKOZÁSOK ÖSSZEÁLLÍTÁSI RAJZ 45
46 φ ISO B.K.CSAVAR (INBUSZ) 0,01 18 DUF.0.12.FK TARTÓCSAVAR S355J2G3 0,01 17 ISO B.K.CSAVAR (INBUSZ) 0,01 16 DUF.0.12.FK CSATOLÓSZERKEZET S355J2G3 0,9 15 ISO B.K.CSAVAR (INBUSZ) 0,01 14 DUF.0.12.FK PRIZMATÁMASZ 90MnV8 0,08 13 DIN ALÁTÉT 0, DUF.0.12.FK BEFOGÓ S355J2G3 0, DUF.0.12.FK RUGÓTARTÓ S355J2G3 0, DUF.0.12.FK RUGÓ 90MnV8 0, DUF.0.12.FK4.9 2 CSAP S355J2G3 0, DUF.0.12.FK4.8 2 BIZTOSÍTÓ S355J2G3 0, DUF.0.12.FK4.7 1 OLDALTÁJOLÓ 90MnV8 0,01 06 DUF.0.12.FK4.6 1 FÚRÓPERSELY 90MnV8 0,01 05 DUF.0.12.FK4.5 1 TENGELY 90MnV8 0,01 04 DUF.0.12.FK4.4 1 EXCENTER 90MnV8 0,05 03 DUF.0.12.FK4.3 1 NYOMÓIDOM 90MnV8 0,02 02 DUF.0.12.FK4.2 1 KAR S355J2G3 0,1 01 DUF.0.12.FK4.1 1 GOMBFEJ S355J2G3 0,02 DARAB TÉT. RAJZSZÁM SZABVÁNY ELNEVEZÉS SZÁM NÉV DÁTUM ALÁÍRÁS TÉRFOGAT (min) TERVEZTE RAJZOLTA ELLENŐRIZTE ARÁNY M =4:1 Bsc. JAKLI MÁRTON x 120 x 85 DÉRI MATILD TÉRFOGAT (max) Dr. KÉLKA ISTVÁN x 220 x 85 EU/USA ELNEVEZÉS FÚRÓKÉSZÜLÉK TÉTE L ANYAG DARABSZÁM 1 TÖMEG [kg] BRUTTÓ 1,8 RAJZSZÁM TÖMEG [kg] BRUTTÓ DUF.0.12.FK4 46
47 MEGOLDÁSI LEHETŐSÉGEK MEGOLDÁSOG ÉRTÉKELÉSEK RÉSZLETES MŰSZAKI MEGOLDÁSOK STATIKAI, KINEMATIKAI, DINAMIKAI SZÁMÍTÁSOK MŰSZAKI DOKMENTÁCIÓ KIDOLGOZÁSA 47
48 3. NUMERIKUS MEGMUNKÁLÓRENDSZEREK 3.1. TÖRTÉNETI ÁTTEKINTÉS 3.2. AZ NC ALAPELVEI ÁLTALÁNOS ADADATFELDOLGOZÁS 48
49 MŰHELYRAJZ GÉPADATOK SZERSZÁM ADATOK PROGRAM MŰVELETI UTASÍTÁSOK BEFOGÁSI TERV SZERSZÁM TERV TECHNOLÓGIAI ADATOK KÜLSŐ ADATFELDOLGOZÁS PROGRAMOZÁS KÉZI GÉPI CAM VEZÉRLŐEGYSÉG ALFANUMERIKUS SZINTAGMA KÓDOLÁS BELSŐ PROGRAM DEKÓDOLÁS ADATBÁZIS INTERFACE MEGADOTT ÉRTÉKEK M AZ NC VEZÉRLŐRENDSZER FUNKCIÓI VEZÉRLÉS ÉS SZABÁLYZÁS M B O VEZÉRLÉS 49
50 M D B M O SZABÁJZÁS 3.3. TECHNOLÓGIAI FELADAT ELEMZÉSE HAGYOMÁNYOS ELJÁRAS HELYZETMEGHATÁROZÁS TECHNOLÓGIAI ADATOK SEGÉDFUNKCIÓK EGYÉB UTASÍTÁSOK MONDATSZÁM TIPUS X Y Z SZÓBELI LEÍRÁS ELSŐ LÉPÉS GZORS MEGKÖZELÍTÉS ÁTMÉRŐ D=32 mm HOSZZ L=122 mm MÉLYSÉ G 18mm Előtolás:0,1 Fordulatsyćm: 320 Szerszámszám:0101 Főorsó iránya megegyezik az óra mutató forgásával, űtőfolyadék bekapcsolása. Megismételni a ig érvényes lépéseket ISO ÉS MSZ UTASÍTÁSOK SZABVÁNYOK (ISO/R1057) MONDATSZÁM TIPUSKÓD ÚTINFORMÁCIÓK TECHNOLÓGIAI SEGÉDFUNKCIÓ EGYÉB ADATOK K UTASÍTÁSOK N G X,Y,Z,...,,K F,S,V,T M FR,TO,...,P04 NUMERIKUS ADATAKOK A RENDELKEZŐ GÉP GÉPKÖNYVE SZERINT ALFANUMERIKUS ELJÁRÁS ALFANUMERIKUS LEÍRÁS (PROGRAM) N001 G52 X32 Y122 Z18 F0,1 S320, T0101 M04, M08, M94 FROM025 TO TECHNOLÓGIAI FELADAT LEÍRÁSÁNAK ÖSSZEHASONLÍTÁSA HELYZETMEGHATÁROZÁS TECHNOLÓGIAI ADATOK SEGÉDFUNKCIÓK EGYÉB UTASÍTÁSOK MONDATSZÁM TIPUS X Y Z SZÓBELI LEÍRÁS ALFANUMERIKUS LEÍRÁS (PROGRAM) ELSŐ LÉPÉS GZORS MEGKÖZELÍTÉS ÁTMÉRŐ D=32 mm HOSZZ L=122 mm MÉLYSÉ G 18mm Előtolás:0,1 Fordulatsyćm: 320 Szerszámszám:0101 Főorsó iránya megegyezik az óra mutató forgásával, űtőfolyadék bekapcsolása. Megismételni a ig érvényes lépéseket N001 G52 X32 Y122 Z18 F0,1 S320, T0101 M04, M08, M94 FROM025 TO045 50
51 3.4. KÉZI PROGRAMOZÁS MŰHELYRAJZ GÉPADATOK SZERSZÁM ADATOK PROGRAM RENDSZER MŰVELETI UTASÍTÁSOK BEFOGÁSI TERV SZERSZÁM TERV TECHNOLÓGIAI ADATOK KÜLSŐ ADATFELDOLGOZÁS PROGRAMOZÁS MEGADOTT ÉRTÉKEK M 3.5. PÉLDÁK (KÉZ PROGRAMOZÁS) HUNOR RENDSZER UTASÍTÁSOK 51
52 KÓDOK CÍMBETÜ PÉLDA ÉRTELMEZÉS MONDATSZÁMOK N N ös számú mondat TIPUSKÓDOK G G0 G1 G2 G3 G40 G41 G42 G44 G45 G46 G47 G50 G51 G52 G53 G54 G55 G56 G57 G60 G61 G70 G71 G72 G80 G81 G82 G83 G84 Egyenes interpoláció gyorsmenettel Egyenes interpoláció előtolással Körinterpoláció az óramutató járásával megegyezően Körinterpoláció az óramutató járásával ellentétesen Pozicionálás gyorsmenettel egyenes vonalban Pozicionálás gyorsmenettel előbb X irányban, majd Z irányban Pozicionálás gyorsmenettel előbb Z irányban, majd X irányban Pozicionálás gyorsmenettel egyenes vonalban, az utolsó 1 mm előtolással Pozicionálás gyorsmenettel előbb X irányban, majd Z irányban, az utolsó 1 mm előtolással Pozicionálás gyorsmenettel előbb Z irányban, majd X irányban, az utolsó 1 mm előtolással Pozicionálás gyorsmenettel egyenes vonalban, az utolsó 1 mm a soronkövetkező egyenesmenti előlassítással Funkciómondat + pozicionálás G40 szerint Funkciómondat + pozicionálás G41 szerint Funkciómondat + pozicionálás G42 szerint Funkciómondat + pozicionálás G43 szerint Funkciómondat + pozicionálás G44 szerint Funkciómondat + pozicionálás G45 szerint Funkciómondat + pozicionálás G46 szerint Funkciómondat + pozicionálás G47 szerint Ideiglenes nullponteltolás, ciklusszevezés Programozott nullponteltolás Oldalozó nagyoló ciklus Hoszirányú (átmérő) nagyoló ciklus Kontúrnagyolás hosszirányban os profilú metrikus menet os profilú Withworth menet Menetvágás fogáseltolással (lapos menet) Menetvágás szögalatti fogásvétellel (trapéz menet) Síkmenet-vágás 52
53 SEGÉDFUNKCIÓK M M03 M04 M05 M08 M09 M11 M12 M41 M42 M94 M95 I Főorsó forgásinditása a tokmányfelöl nézve az óra járásávaql ellentétes irányba. Főorsó forgásinditása a tokmányfelöl nézve az óra járásávaql megegyező irányba. Főorsómozgás megállítása. Hütőeszköz bekapcsolása Hütőeszköz kikapcsolása S10-S17, ford/perc S00-S07, ford/perc Belső megmunkálás Külső megmunkálás Szánsebesség programozás kódja. Az előtolás független a főorsó fordulatától. II III IV Konsztans fordulatszám programozás. Az előtolás szinhronizált a főorsó forgásához, csak forgó főorsó esetében van előtoló mozgás. V M96 Konsztans forgácsoló sebesség programozás. A vezérles a VELO címre megadott forgácsoló sebesséből és az aktuális programozott átmérőből számolja ki a főorsó fordulatszámot, figyelembevéve SMAX - ban megadott felső határfordulatszám értékét. Előtolás M95 szerint - csalk fordulatkénti előtolás programozása lehetséges. ÚTINFORMÁCIÓK X XPOS Átmérő érték XABS XTR Apszolut koordináta érték X - irányú transzformáció Z ZPOS Hoszmérer ZABS ZTR Apszoluthosz koordináta érték Z - irányú transzformáció A ARC kúpszög R RAD Kör sugara RTR Szerszám csucssugara I ICC Kör középpont X - irányú absz. Koordinátája K KCC Kör középpont Z - irányú absz. Koordinátája B - BEV Letörés szárhossza + BEV Lekerekítés sugara D DELT Fogásmélység H HELP Segédtávolság E ELEV Menetemelkedés 53
54 TECHNOLÓGIAI UTASÍTÁSOK ELŐTOLÁS F FEED m/perc, M94 -el (F0.2,..M94) FORDULATSZÁM KÖZVETLEN FORDULATSZÁM ÁLLANDÓ SEBESSÉGGEL MAXIMÁLIS FORDULATSZÁM m/ford., M95 és 96 -al (F0.25,. M95) S SPIN Kódolt M11, M12 -el (S00 S17) S Közvetlen M94, M95 - el (S63 S1400) V VELO M96 - al, (MEGADOTT EGYSÉG m/perc) SM SMAX (MEGADOTT EGYSÉG: ford -1 SZERSZÁM T Szám, csúcshelyzet, elhelyezés, csúcssugár. EGYÉB UTASÍTÁSOK FR FROM Cikluskezelő mondatszám T TO Ciklus befejező mondatszám Q QUOT Ciklusismétlés-száma W WAIT Késlekedési idő L LABL Főprogram azonosító C CPT Szerszám helyzete, az élponthoz viszonyítva. TIME START - STOP idő O OUT Megmunkált darabszám P01 PROGSTOP Programozott megállás PROGRAME P02 Program vége ND P03 OPTSTOP Feltételes programmegállás. P04 OPTREC Feltételes mondatkihagyás. Vezérlőegység 54
55 SZERSZÁMKOREKCIÓ C=11 C=9 P SZERSZÁMÉLPONT KÖZÉPPONT SZERSZÁMCSÚCS C=10 C=8 A szerszámkorrekció kell hogy tartalmazza: Keresztirányú kétszerese:...xtr Hosszirányú méret:...ztr A szerszám csúcssugara:...rtr A csúcssugár elhelyezése:...c Példa: T0101 XTR 70 ZTR 360 RTR 0,8 55
56 INTERPOLÁCIÓ N005 Φ82 Z Φ88 N015 N010 X 22 N N025 (R100,250) Példa: N005 G55 F0,16 S 05 T0101 M3 M8 X 0 Z103 N010 G1 X 82 N015 G1 Z22 N020 G1 X90 N025 G40 X100 Z250 P2 KÖRÍVEK Az óramutató mozgásával egy irányban. 56
57 Φ40 Z 30 (20, 50) R=20 X P(40, 30) Példa: G2 X60 Z30 R20 Az óramutató mozgásával egy irányban. Φ40 Z 30 (20, 50) R=20 X P(40, 30) Példa: G3 X40 Z50 R20 57
58 KÚP Z d3=88 d2=82 α=15 0 d1=55,2 N005 N010 N020 N015 Z3=22 N025 Z2=53 N030 (R100,250) X Z1=103 A kúpforgácsolás programleírására három lehetőség adódott: Példa: A: G1 X82 Z53 Példa: B: G1 X82 ARC -15 Példa: C: G1 Z53 ARC
59 LETÖRÉS Z 5 X (20, 50) Példa: G1 X40 Z50 BEV-5 LEKEREKÍTÉS Z r=5 X (20, 50) G1 X40 Z50 BEV5 59
60 IDEGLENES KOORDINÁTA TRANSZFORMÁCIÓK 0 Z Φ78 Φ82 X x 12 Példa: N010 G51 X85 Z16 F0.1 T0101 M(3,95) S0.3 N015 G01 X78 WAIT 1 N020 G01 X85 F0.5 N025 G60 Z I+12 FROM 010 TO 020 QUOT 6 N030 G60 Z 0 N035 G41 X100 Z250 P2 60
61 HOSSZIRÁNYÚ NAGYOLÓ CIKLUS H X D Fogásvétel Z (Φ, Z) POZICONÁLÁS Példa: N005 G51 F0.35 S05 T0202 M3 X87 Z87 (POZICIONÁLÁS) N010 G70 X48 Z28 H35 D4,5 N015 G41 X100 Z200 P2 (TÁVOLODÁS) OLDALOZÓ NAGYOLÓ CIKLUS H X Z (Φ, Z) D Fogásvétel POZICONÁLÁS Példa: N005 G51 F0.3 S03 T0101 M3 X100 Z80 (POZICIONÁLÁS) N010 G71 X50 Z40 H40 D4,5 N015 G41 X150 Z200 P2 (TÁVOLODÁS) 61
62 KÖNTÚRKÖVETŐ NAGYOLÓ CIKLUS Példa: ÉRTELMEZÉS ALAPBEÁLLÍTÁSOK N005 G50 F0,35 S04 T0202 M3 N010 G60 XTR0.6 ZTR0.1 N015 G41 X230 Z187 KONTÚRAGYOLÁS HOSSZIRÁNYBAN N020 G72 X95 D4,5 FR125 TO160 N025 G40 Z200 N030 G40 Z200 N125 G55 X85 Z185 F0.12 S05 T0505 M41 N130 G01 X95 B-1 N135 G01 Z140 N140 G01 Z106,47 ARC-22 SIMÍTÁS N145 G01 X170 B6 N150 G01 X215 B6 A-30 N155 G01 Z20 N160 G01 X232 N165 G42 X0 Z300 P2 62
63 KONTUR 0,5 x 45 o R1,5 R0,5 30 o R3 R10 φ35 Z φ30 φ25 M15 x 2 3 x X N120 N05 ( φ150,150) START STOP N005 G54 X36 Z1 F0,25 V140 Smax1800 T0101 M(3,8,13,40,96) N010 G71 X-1 Y0 H-1 D1 N015 G40 Z50 N020 G60 X1 Z0,1 N025 G54 X35 Z1 N030 G72 X0 D2 FR45 N035 G40 X150 Z150 N040 G60 X0 Z0 N045 G54 X-1 Z0 F0,15 V180 T0202 M41 N050 G01 X0 N055 G02 X14,8 Z-3,274 R10 B3 N060 G01 Z-20 N065 G01 X25 B0,5 N070 G01 X30 A-30 N075 G01 Z-43 B1,5 N080 G01 X34 N085 G01 X37 A-45 N090 G40 X150 Z100 N095 G54 X31 Z-32 F0,04 V60 T0303 M40 N100 G01 X27 N105 G41 X150 Z150 N110 G50 X150 Z5 F1 S700 T0404 M95 N115 G80 Z-14 Q10 E-2 N120 G40 X150 Z150 P2 63
64 ÉRTELMEZÉS ALAPBEÁLLÍTÁSOK OLDALAZÓ NAGYOLÓCIKLUS N005 N010 N015 N020 N025 KONTÚRAGYOLÁS HOSSZIRÁNYBAN N030 N035 N040 SZERSZÁMCSERE N045 N050 N055 N060 N065 N070 N075 N080 N085 N090 SZERSZÁMCSERE BESZÚRÁS N095 N100 N105 SZERSZÁMCSERE MENETVÁGÁS MEGMUNKÁLÁS VÉGE N110 N115 N120 64
65 RADIUSZKOREKCIÓ R2 R4 R25 φ30 Z φ120 φ106 φ90 N025 N020 N015 N035 N o X 8 N045 N N x 45 N065 N060 N055 N070 START STOP N010 N005 ( φ130,150) VÉGES KONTÚR RI-3,8 R0 R8 0,4 R0,5 SIMÍTÁS T0101 NAGYOLÁS 65
66 N005 G50 F0,35 V100 S05 T0101 M(3,41) N010 G60 RT8 N015 G41 X30 Z92 N020 G01 Z75 N025 G03 Z60 R25 N030 G01 B4 A-45 N035 G01 X90 Z90 B2 A-15 N040 G01 X106 B-2 N045 G01 Z8 N050 G01 X126 N055 G41 X130 Z90 N060 G60 Q2 RTI-3,8 FROM 015 To 055 N065 G55 F0,1 V140 SM800 N070 G60 RT0 FROM 015 To 055 N075 G40 X130 Z150 P2 ÉRTELMEZÉS TECHNOLÓGIAI ADATOK (NAGYOLÁS) N005 8 mm - es RÁDIUSZKORREKCIÓ N010 N015 N020 N025 N030 VÉGLEGES KONTUR PROGRAMOZÁSA N035 N040 N045 N050 N055 ISMÉTLŐCIKLUSOK N015 N055 LÉPÉSIG TECHNOLÓGIAI ADATOK (SIMÍTÁS) SIMÍTÓ MEGMUNKÁLÁS MEGMUNKÁLÁS VÉGE N060 N065 N070 N075 66
67 KÖNTÚRKÖVETŐ NAGYOLÓ CIKLUS Példa: ÉRTELMEZÉS ALAPBEÁLLÍTÁSOK N005 G50 F0,35 S04 T0202 M3 N010 G60 XTR0.6 ZTR0.1 N015 G41 X230 Z187 KONTÚRAGYOLÁS HOSSZIRÁNYBAN N020 G72 X95 D4,5 FR125 TO160 N025 G40 Z200 N030 G40 Z200 N125 G55 X85 Z185 F0.12 S05 T0505 M41 N130 G01 X95 B-1 N135 G01 Z140 N140 G01 Z106,47 ARC-22 SIMÍTÁS N145 G01 X170 B6 N150 G01 X215 B6 A-30 N155 G01 Z20 N160 G01 X232 N165 G42 X0 Z300 P2 67
68 3.6. GÉPI PROGRAMOZÁS, CAM Műhelygyakorlati utasítások 68
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
54 523 05 1000 00 00 Mechatronikai technikus Mechatronikai technikus
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: B06 - Gépipari alkatrész technológiai tervezése ÓE-B06 alap
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: B06 - Gépipari alkatrész technológiai tervezése ÓE-B06 alap
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
TERMELÉSMENEDZSMENT. Gyakorlati segédlet a műszaki menedzser szak hallgatói számára. Összeállította: Dr. Vermes Pál főiskolai tanár 2006.
 Szolnoki Főiskola Műszaki és Mezőgazdasági Fakultás Mezőtúr TERMELÉSMENEDZSMENT Gyakorlati segédlet a műszaki menedzser szak hallgatói számára Összeállította: Dr. Vermes Pál főiskolai tanár Mezőtúr 6.
Szolnoki Főiskola Műszaki és Mezőgazdasági Fakultás Mezőtúr TERMELÉSMENEDZSMENT Gyakorlati segédlet a műszaki menedzser szak hallgatói számára Összeállította: Dr. Vermes Pál főiskolai tanár Mezőtúr 6.
S z a k é r t e l e m a l i n e á r i s t e c h n o l ó g i á b a n A M 3 L
 A M 3 L A M 3 L : B E L É P É S Az új AM3L egység révén a Sodick új fejezetet nyitott a tömbös szikraforgácsológépek gyártása terén. Az AM3L alapfelszereltsége csúcs-dinamikájú lineáris meghajtást, az
A M 3 L A M 3 L : B E L É P É S Az új AM3L egység révén a Sodick új fejezetet nyitott a tömbös szikraforgácsológépek gyártása terén. Az AM3L alapfelszereltsége csúcs-dinamikájú lineáris meghajtást, az
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
GYÁRTÁSTERVEZÉS, CAM TANULÁSI UTMUTATÓ
 DUNAÚJVÁROSI FŐISKOLA Dr.t.n. FIRSTNER STEVAN Főiskolai docens TANULÁSI UTMUTATÓ (ÓRAELŐKÉSZÍTŐ KÉZÍRAT) DUNAÚJVÁROS 2007 1. MODULPROGRAM A modulprogram tartalmazza a tananyag típusát, óraszámokat, pontszámokat,
DUNAÚJVÁROSI FŐISKOLA Dr.t.n. FIRSTNER STEVAN Főiskolai docens TANULÁSI UTMUTATÓ (ÓRAELŐKÉSZÍTŐ KÉZÍRAT) DUNAÚJVÁROS 2007 1. MODULPROGRAM A modulprogram tartalmazza a tananyag típusát, óraszámokat, pontszámokat,
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Nyomás a dugattyúerők meghatározásához 6,3 bar. Nyersanyag:
 Dugattyúrúd nélküli hengerek Siklóhengerek 16-80 mm Csatlakozások: M7 - G 3/8 Kettős működésű mágneses dugattyúval Integrált 1 Üzemi nyomás min/max 2 bar / 8 bar Környezeti hőmérséklet min./max. -10 C
Dugattyúrúd nélküli hengerek Siklóhengerek 16-80 mm Csatlakozások: M7 - G 3/8 Kettős működésű mágneses dugattyúval Integrált 1 Üzemi nyomás min/max 2 bar / 8 bar Környezeti hőmérséklet min./max. -10 C
DUNAÚJVÁROSI FŐISKOLA. Dr.t.n. FIRSTNER STEVAN Főiskolai docens GYÁRTÁSTECHNOLÓGIA (FORGÁCSOLÁS)
") DUNAÚJÁROSI FŐISKOLA Dr.t.n. FIRSTNER STEAN Főiskolai docens GYÁRTÁSTEHNOLÓGIA () DUNAÚJÁROS 007 BEEZETÉS Ebben a jegyzetben tartalmazó tananyag, tartalmilag megegyezik a GYÁRTÁSTEHNOLÓGIA elnevezésű tantárgy,
DUNAÚJÁROSI FŐISKOLA Dr.t.n. FIRSTNER STEAN Főiskolai docens GYÁRTÁSTEHNOLÓGIA () DUNAÚJÁROS 007 BEEZETÉS Ebben a jegyzetben tartalmazó tananyag, tartalmilag megegyezik a GYÁRTÁSTEHNOLÓGIA elnevezésű tantárgy,
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
A javítási-értékelési útmutatótól eltérő helyes megoldásokat is el kell fogadni.
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
Méréstechnika 5. Galla Jánosné 2014
 Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Labormérések minimumkérdései a B.Sc képzésben
 Labormérések minimumkérdései a B.Sc képzésben 1. Ismertesse a levegő sűrűség meghatározásának módját a légnyomás és a levegő hőmérséklet alapján! Adja meg a képletben szereplő mennyiségek jelentését és
Labormérések minimumkérdései a B.Sc képzésben 1. Ismertesse a levegő sűrűség meghatározásának módját a légnyomás és a levegő hőmérséklet alapján! Adja meg a képletben szereplő mennyiségek jelentését és
Felhasználói kézikönyv Ciklus programozás. itnc 530. NC szoftver 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05
 Felhasználói kézikönyv Ciklus programozás itnc 530 NC szoftver 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05 Magyar (hu) 3/2009 Tartalomjegyzék Alapismeretek / áttekintés 1 Ciklusok használata
Felhasználói kézikönyv Ciklus programozás itnc 530 NC szoftver 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05 Magyar (hu) 3/2009 Tartalomjegyzék Alapismeretek / áttekintés 1 Ciklusok használata
MUNKAANYAG. Szabó László. Oldható kötések alkalmazása, szerszámai, technológiája. A követelménymodul megnevezése: Épületgépészeti alapfeladatok
 Szabó László Oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja:
Szabó László Oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja:
20/1996. (III. 28.) IKM rendelet
 IKM rendelet") 20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
31 521 02 0000 00 00 CNC-forgácsoló CNC-forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI ALAPFOGALMAK 3 2. ISO-TŰRÉSRENDSZER 4. 2.1. Mérettartományok 5. 2.2. Tűrésfokozatok 6. 2.3. Szabványos tűrésnagyságok 7
 Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
Palotainé Békési Katalin. Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és
 Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
33 521 08 0000 00 00 Szerszámkészítő Szerszámkészítő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
MUNKAANYAG. Vilandné Bertha Mária. Felvételi vázlat készítése. A követelménymodul megnevezése: CAD-ismeretek
 Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés

 ö ö ö ö ő ö ö ő ö ő ő ő ö ö ő ő ö ö ő ő ű ű ő ő ö ű ő ö ö ő ö ő ö ú ő ö ű ű ő ő ö ű ő ö ö ű ű ő ö ű ő ö ö ű ű ű ű ű ű ű ö ű ő É ö ú ö ö ö ö Ő ö ö ö ö ő ö ö ő ö ö ő ö ö ő ű ö ö ö ö ö ö ő Ö ő ö ö ő ö ő ö
ö ö ö ö ő ö ö ő ö ő ő ő ö ö ő ő ö ö ő ő ű ű ő ő ö ű ő ö ö ő ö ő ö ú ő ö ű ű ő ő ö ű ő ö ö ű ű ő ö ű ő ö ö ű ű ű ű ű ű ű ö ű ő É ö ú ö ö ö ö Ő ö ö ö ö ő ö ö ő ö ö ő ö ö ő ű ö ö ö ö ö ö ő Ö ő ö ö ő ö ő ö
MUNKAANYAG. Szám János. Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen. A követelménymodul megnevezése:
 Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
MUNKAANYAG. Földi László. Szögmérések, külső- és belső kúpos felületek mérése. A követelménymodul megnevezése:
 Földi László Szögmérések, külső- és belső kúpos felületek mérése A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem azonosító
Földi László Szögmérések, külső- és belső kúpos felületek mérése A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem azonosító
A PÉCHY MIHÁLY ÉPÍTŐIPARI SZAKKÖZÉPISKOLA 4024 Debrecen, Varga u. 5. OM azonosító: 031211 SZAKMAI PROGRAMJA
 A PÉCHY MIHÁLY ÉPÍTŐIPARI SZAKKÖZÉPISKOLA 4024 Debrecen, Varga u. 5. OM azonosító: 031211 SZAKMAI PROGRAMJA MŰSZAKI SZAKTERÜLET ÉPÍTÉSZET SZAKMACSOPORT GÉPÉSZET SZAKMACSOPORT Összeállította: az építész-
A PÉCHY MIHÁLY ÉPÍTŐIPARI SZAKKÖZÉPISKOLA 4024 Debrecen, Varga u. 5. OM azonosító: 031211 SZAKMAI PROGRAMJA MŰSZAKI SZAKTERÜLET ÉPÍTÉSZET SZAKMACSOPORT GÉPÉSZET SZAKMACSOPORT Összeállította: az építész-
MÉRETELLENŐRZŐ- ESZKÖZÖK
 04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
Általános gépészeti technológiai feladatok. Géprajzi alapismeretek Gépészeti szakszámítások
 Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely

általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
WOP feladatgyűjtemény - marás. Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. WOP feladatgyűjtemény - marás.
 Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA WOP feladatgyűjtemény - marás MTS GmbH 2006 1 . WOP feladatgyűjtemény - marás MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA WOP feladatgyűjtemény - marás MTS GmbH 2006 1 . WOP feladatgyűjtemény - marás MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Statisztikai módszerek
 Statisztikai módszerek A hibaelemzı módszereknél azt néztük, vannak-e kiugró, kritikus hibák, amelyek a szabályozás kivételei. Ezekkel foglalkozni kell; minıségavító szabályozásra van szükség. A statisztikai
Statisztikai módszerek A hibaelemzı módszereknél azt néztük, vannak-e kiugró, kritikus hibák, amelyek a szabályozás kivételei. Ezekkel foglalkozni kell; minıségavító szabályozásra van szükség. A statisztikai
MUNKAANYAG. Szabó László. Szilárdságtan. A követelménymodul megnevezése:
 Szabó László Szilárdságtan A követelménymodul megnevezése: Kőolaj- és vegyipari géprendszer üzemeltetője és vegyipari technikus feladatok A követelménymodul száma: 047-06 A tartalomelem azonosító száma
Szabó László Szilárdságtan A követelménymodul megnevezése: Kőolaj- és vegyipari géprendszer üzemeltetője és vegyipari technikus feladatok A követelménymodul száma: 047-06 A tartalomelem azonosító száma
2. előadás: További gömbi fogalmak
 2 előadás: További gömbi fogalmak 2 előadás: További gömbi fogalmak Valamely gömbi főkör ívének α azimutja az ív egy tetszőleges pontjában az a szög, amit az ív és a meridián érintői zárnak be egymással
2 előadás: További gömbi fogalmak 2 előadás: További gömbi fogalmak Valamely gömbi főkör ívének α azimutja az ív egy tetszőleges pontjában az a szög, amit az ív és a meridián érintői zárnak be egymással
Műszaki rajz feladatok
 DEBRECENI EGYETEM MŰSZAKI KAR feladatok Összeállította: Dr. Juhász György Ellenőrizte Ráthy Istvánné Dr. Debrecen 2012. Tartalomjegyzék 1. feladatok... 3 2. Formai követelmények... 10 2.1. lapok kialakítása
DEBRECENI EGYETEM MŰSZAKI KAR feladatok Összeállította: Dr. Juhász György Ellenőrizte Ráthy Istvánné Dr. Debrecen 2012. Tartalomjegyzék 1. feladatok... 3 2. Formai követelmények... 10 2.1. lapok kialakítása
Gyártástechnológia alapjai Metrológia Tárgyfelelıs oktató: Dr. Zentay Péter
 1 Gyártástechnológia alapjai Metrológia Tárgyfelelıs oktató: Dr. Zentay Péter Dr. Drégelyi-Kiss Ágota, adjunktus e-mail: dregelyi.agota@bgk.uni-obuda.hu http://uni-obuda.hu/users/dregelyia 2 3 Metrológia
1 Gyártástechnológia alapjai Metrológia Tárgyfelelıs oktató: Dr. Zentay Péter Dr. Drégelyi-Kiss Ágota, adjunktus e-mail: dregelyi.agota@bgk.uni-obuda.hu http://uni-obuda.hu/users/dregelyia 2 3 Metrológia
Versenyző kódja: 43 15/2008. (VIII. 13.) SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA
 SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA") 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
M é r é s é s s z a b á l y o z á s
 1. Méréstechnikai ismeretek KLÍMABERENDEZÉSEK SZABÁLYOZÁSA M é r é s é s s z a b á l y o z á s a. Mérőműszerek méréstechnikai jellemzői Pontosság: a műszer jelzésének hibája nem lehet nagyobb, mint a felső
1. Méréstechnikai ismeretek KLÍMABERENDEZÉSEK SZABÁLYOZÁSA M é r é s é s s z a b á l y o z á s a. Mérőműszerek méréstechnikai jellemzői Pontosság: a műszer jelzésének hibája nem lehet nagyobb, mint a felső
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Gyártási folyamatok tervezése
 Gyártási folyamatok tervezése Dr. Kardos Károly, Jósvai János 2006. március 28. 2 Tartalomjegyzék 1. Gyártási folyamatok, bevezetés 9 1.1. Gyártó vállalatok modellezése.................. 9 1.1.1. Számítógéppel
Gyártási folyamatok tervezése Dr. Kardos Károly, Jósvai János 2006. március 28. 2 Tartalomjegyzék 1. Gyártási folyamatok, bevezetés 9 1.1. Gyártó vállalatok modellezése.................. 9 1.1.1. Számítógéppel
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
2011. NCT-104T ÍRÁSBELI ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY. április 14-16. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
MAGYAR KERESKEDELMI ÉS IPARKAMARA SZERSZÁMKÉSZÍTŐ MESTERKÉPZÉSI PROGRAM
 MAGYAR KERESKEDELMI ÉS IPARKAMARA SZERSZÁMKÉSZÍTŐ MESTERKÉPZÉSI PROGRAM 2013 I. Általános irányelvek 1. A mesterképzés szabályozásának jogi háttere A mesterképzési program a szakképzésről szóló 2011. évi
MAGYAR KERESKEDELMI ÉS IPARKAMARA SZERSZÁMKÉSZÍTŐ MESTERKÉPZÉSI PROGRAM 2013 I. Általános irányelvek 1. A mesterképzés szabályozásának jogi háttere A mesterképzési program a szakképzésről szóló 2011. évi
MUNKAANYAG. Hervay Péter. Gyalugép, gyalulás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II.
 Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
20/1996. (III. 28.) IKM rendelet
 IKM rendelet") 20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium
 Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium Oktatási azonosító: 035268 HELYI TANTERV Gépészet..SZAKMACSOPORT Gépgyártástechnológiai technikus..szakma OKJ SZÁMA: 54 521
Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium Oktatási azonosító: 035268 HELYI TANTERV Gépészet..SZAKMACSOPORT Gépgyártástechnológiai technikus..szakma OKJ SZÁMA: 54 521
Fizika 1i gyakorlat példáinak kidolgozása 2012. tavaszi félév
 Fizika 1i gyakorlat példáinak kidolgozása 2012. tavaszi félév Köszönetnyilvánítás: Az órai példák kidolgozásáért, és az otthoni példákkal kapcsolatos kérdések készséges megválaszolásáért köszönet illeti
Fizika 1i gyakorlat példáinak kidolgozása 2012. tavaszi félév Köszönetnyilvánítás: Az órai példák kidolgozásáért, és az otthoni példákkal kapcsolatos kérdések készséges megválaszolásáért köszönet illeti
Hengertartozékok Fékelemek, CL1 sorozat LU6 dugattyúrúdfék. Katalógus füzetek
 Hengertartozékok Fékelemek, CL1 sorozat LU6 dugattyúrúdfék Katalógus füzetek 2 Hengertartozékok Fékelemek, CL1 sorozat LU6 dugattyúrúdfék Dugattyúrúdfék, Sorozat LU6 Ø32-125 mm Zárás: rugóerővel (fix érték),
Hengertartozékok Fékelemek, CL1 sorozat LU6 dugattyúrúdfék Katalógus füzetek 2 Hengertartozékok Fékelemek, CL1 sorozat LU6 dugattyúrúdfék Dugattyúrúdfék, Sorozat LU6 Ø32-125 mm Zárás: rugóerővel (fix érték),
52 523 03 0000 00 00 Mechatronikai műszerész Mechatronikai műszerész
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
MAGYAR KERESKEDELMI ÉS IPARKAMARA BÚTORASZTALOS MESTERKÉPZÉSI PROGRAM
 MAGYAR KERESKEDELMI ÉS IPARKAMARA BÚTORASZTALOS MESTERKÉPZÉSI PROGRAM 2013 I. Általános irányelvek 1. A mesterképzés szabályozásának jogi háttere A képzési program a szakképzésről szóló, többször módosított
MAGYAR KERESKEDELMI ÉS IPARKAMARA BÚTORASZTALOS MESTERKÉPZÉSI PROGRAM 2013 I. Általános irányelvek 1. A mesterképzés szabályozásának jogi háttere A képzési program a szakképzésről szóló, többször módosított
Szóbeli vizsgatantárgyak. 1. Szakmai ismeretek 2. Munkajogi, munkavédelmi ismeretek, minőségbiztosítás 3. Gazdasági alapismeretek
 Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, munkavédelmi ismeretek, minőségbiztosítás 3. Gazdasági alapismeretek 2 1. Szakmai ismeretek szóbeli vizsgatételei "A" tételek: 1. Az alapanyagok
Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, munkavédelmi ismeretek, minőségbiztosítás 3. Gazdasági alapismeretek 2 1. Szakmai ismeretek szóbeli vizsgatételei "A" tételek: 1. Az alapanyagok
6. feladat. Géprajz c. tárgyból alapképzési szakos gépészmérnök-hallgatóknak. Hajtómű részlet (formátum: A2, kihúzás: ceruzával fehér rajzlapon)
") 6. feladat Géprajz c. tárgyból alapképzési szakos gépészmérnök-hallgatóknak Hajtómű részlet (formátum: A2, kihúzás: ceruzával fehér rajzlapon) A feladatban ékszíj hajtja meg a két helyen gördülőcsapágyazott
6. feladat Géprajz c. tárgyból alapképzési szakos gépészmérnök-hallgatóknak Hajtómű részlet (formátum: A2, kihúzás: ceruzával fehér rajzlapon) A feladatban ékszíj hajtja meg a két helyen gördülőcsapágyazott
Szám János. Dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
 Á Á É É É ö É Ó ú Á ú Á Á Á Á ö Á ő ű ú ö ö ú ű ú É ő ö ú ú ű ö ű ő Ú Ú ú ő ö ö ő ö ö Á ö Á ö ú ű ö ö ö ö ö ö ö ö ö ő ö ö ö ö ő ö Á ö ő ö ö ő ú ú ö ö ő ö ö ö ö ú ö ú ö ő ú ö ö ö ö ö ú ö ú ú ö Ú ő ű ő ö
Á Á É É É ö É Ó ú Á ú Á Á Á Á ö Á ő ű ú ö ö ú ű ú É ő ö ú ú ű ö ű ő Ú Ú ú ő ö ö ő ö ö Á ö Á ö ú ű ö ö ö ö ö ö ö ö ö ő ö ö ö ö ő ö Á ö ő ö ö ő ú ú ö ö ő ö ö ö ö ú ö ú ö ő ú ö ö ö ö ö ú ö ú ú ö Ú ő ű ő ö
 A méretezés alapjai I. Épületek terheinek számítása az MSZ szerint SZIE-YMMF BSc Építőmérnök szak I. évfolyam Nappali tagozat 1. Bevezetés 1.1. Épületek tartószerkezetének részei Helyzetük szerint: vízszintes:
A méretezés alapjai I. Épületek terheinek számítása az MSZ szerint SZIE-YMMF BSc Építőmérnök szak I. évfolyam Nappali tagozat 1. Bevezetés 1.1. Épületek tartószerkezetének részei Helyzetük szerint: vízszintes:
Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban
 Molnár István Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem

KAROSSZÉRIA FÉNYEZÉSE ÉS ÜLÉSKÁRPITOK MŰSZAKI ADATOK MÉRETEK MOTOR
 MOTOR MŰSZAKI ADATOK Típus K-1.2 (benzin) ϒ -1.4 (benzin) U-1.4 Kis teljesítményű (dízel) U-1.4 Nagy teljesítményű (dízel) Hengerűrtartalom (cm 3 ) 1248 1396 1396 Furat x löket (mm) 71 x 78.8 77 x 74.99
MOTOR MŰSZAKI ADATOK Típus K-1.2 (benzin) ϒ -1.4 (benzin) U-1.4 Kis teljesítményű (dízel) U-1.4 Nagy teljesítményű (dízel) Hengerűrtartalom (cm 3 ) 1248 1396 1396 Furat x löket (mm) 71 x 78.8 77 x 74.99
5. modul Térfogat és felszínszámítás 2
 Matematika A 1. évfolyam 5. modul Térfogat és felszínszámítás Készítette: Vidra Gábor Matematika A 1. évfolyam 5. modul: TÉRFOGAT ÉS FELSZÍNSZÁMÍTÁS Tanári útmutató A modul célja Időkeret Ajánlott korosztály
Matematika A 1. évfolyam 5. modul Térfogat és felszínszámítás Készítette: Vidra Gábor Matematika A 1. évfolyam 5. modul: TÉRFOGAT ÉS FELSZÍNSZÁMÍTÁS Tanári útmutató A modul célja Időkeret Ajánlott korosztály
EMELT SZINTŰ ÍRÁSBELI VIZSGA
 ÉRETTSÉGI VIZSGA 2006. május 9. MATEMATIKA EMELT SZINTŰ ÍRÁSBELI VIZSGA 2006. május 9. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI MINISZTÉRIUM Matematika
ÉRETTSÉGI VIZSGA 2006. május 9. MATEMATIKA EMELT SZINTŰ ÍRÁSBELI VIZSGA 2006. május 9. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI MINISZTÉRIUM Matematika
MUNKAANYAG. Gergely József. Keresztmetszeti megmunkálás kézi gyalulással. A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok
 Gergely József Keresztmetszeti megmunkálás kézi gyalulással A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító száma és célcsoportja:
Gergely József Keresztmetszeti megmunkálás kézi gyalulással A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító száma és célcsoportja:
Alak- és helyzettűrések
 1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
NCT 90T Programozási leírás
 BUDAPESTI MÛSZAKI EGYETEM GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK Dr Szegh Imre, Mikó Balázs NCT 90T Programozási leírás 1997. NCT-90T 2 1. Az alkatrészprogram szintaktikája A program kezdete: A program háromféleképpen
BUDAPESTI MÛSZAKI EGYETEM GÉPGYÁRTÁSTECHNOLÓGIA TANSZÉK Dr Szegh Imre, Mikó Balázs NCT 90T Programozási leírás 1997. NCT-90T 2 1. Az alkatrészprogram szintaktikája A program kezdete: A program háromféleképpen
 ó á á á á á ó á ó Á ö é á ó Ú á á á ó Á ö é á á á ó ó ó á á ó á ó Ú á é á ó ü é ü é á á á á ó é é á ú á ó á é ó á ó Ó é á ó é á ó ó á Ó Ö é á ó á ó é é é ü é ó á Ó é é é ó ó ó á ó é é ó á ü ó é á ó é é
ó á á á á á ó á ó Á ö é á ó Ú á á á ó Á ö é á á á ó ó ó á á ó á ó Ú á é á ó ü é ü é á á á á ó é é á ú á ó á é ó á ó Ó é á ó é á ó ó á Ó Ö é á ó á ó é é é ü é ó á Ó é é é ó ó ó á ó é é ó á ü ó é á ó é é
 É É Á É É ó ó ö ű ó ó ó ű ó ö ö ű ó ó ő ö ű ó ó ű ú ö ű ó ó ó ó ö ű ó ó ó ö ű ő ő ő ó ö ű ú ö ó ó ó ú ő ő ü ó ó ó ö ű ű ö ő ó ú ó ö ü ö ű ó ó ö ő ö ó ö ö ő ő ö ó ő ö ő ó ő ó ő ú ú ö ű ó ú ö ő ű ö ó ó ó
É É Á É É ó ó ö ű ó ó ó ű ó ö ö ű ó ó ő ö ű ó ó ű ú ö ű ó ó ó ó ö ű ó ó ó ö ű ő ő ő ó ö ű ú ö ó ó ó ú ő ő ü ó ó ó ö ű ű ö ő ó ú ó ö ü ö ű ó ó ö ő ö ó ö ö ő ő ö ó ő ö ő ó ő ó ő ú ú ö ű ó ú ö ő ű ö ó ó ó
(2. felülvizsgált változat, amely tartalmazza az 1995. október 16-án hatályba lépett módosításokat) 110. számú Melléklet: 111.
 110. számú Melléklet: 111.") E/EE/34 E/EE/TRANS/505 }Rev/Add.110 001. március 7. ENSZ-EGB 111. számú Elõírás EGYEZMÉNY A KÖZÚTI JÁRMÛVEKRE, A KÖZÚTI JÁRMÛVEKBE SZERELHETÕ ALKATRÉSZEKRE, ILLETVE A KÖZÚTI JÁRMÛVEKNÉL HASZNÁLATOS TARTOZÉKOKRA
E/EE/34 E/EE/TRANS/505 }Rev/Add.110 001. március 7. ENSZ-EGB 111. számú Elõírás EGYEZMÉNY A KÖZÚTI JÁRMÛVEKRE, A KÖZÚTI JÁRMÛVEKBE SZERELHETÕ ALKATRÉSZEKRE, ILLETVE A KÖZÚTI JÁRMÛVEKNÉL HASZNÁLATOS TARTOZÉKOKRA
 Á Ó Ö Á É É É É Ő ű Á Ó ű Ö ű ű ű Ó ű Ö Ú Ö Ú ű ű ű ű Ö ű ű ű ű ű Ü Á ű ű ű ű ű ű ű ű Ö Ó ű Ö ű ű Ü ű ű ű Ö ű ű ű ű ű ű ű Ö Ó ű ű ű ű ű Á Á ű É ű ű ű ű ű Ö ű ű ű ű ű Ó Ü Á É Ű ű ű ű ű Á ű ű ű Á É ű Ú Ó
Á Ó Ö Á É É É É Ő ű Á Ó ű Ö ű ű ű Ó ű Ö Ú Ö Ú ű ű ű ű Ö ű ű ű ű ű Ü Á ű ű ű ű ű ű ű ű Ö Ó ű Ö ű ű Ü ű ű ű Ö ű ű ű ű ű ű ű Ö Ó ű ű ű ű ű Á Á ű É ű ű ű ű ű Ö ű ű ű ű ű Ó Ü Á É Ű ű ű ű ű Á ű ű ű Á É ű Ú Ó
Kezelési útmutató. VarSteel+ VarSteel+ Harmony VarBank+ VarBank+ Harmony. Komplett fázisjavító berendezésekhez MSZ EN 61921
 Kezelési útmutató VarSteel+ VarSteel+ Harmony VarBank+ VarBank+ Harmony Komplett fázisjaító berendezésekhez Tipizált berendezés: MSZ EN 61439-1&2 MSZ EN 61921 Magyar mérnökökkel fejleszte a piaci igényeknek
Kezelési útmutató VarSteel+ VarSteel+ Harmony VarBank+ VarBank+ Harmony Komplett fázisjaító berendezésekhez Tipizált berendezés: MSZ EN 61439-1&2 MSZ EN 61921 Magyar mérnökökkel fejleszte a piaci igényeknek
Készülékek és szigetelések
 Készülékek és szigetelések BMEVIVEM174 Koller, László Novák, Balázs Tamus, Ádám Készülékek és szigetelések írta Koller, László, Novák, Balázs, és Tamus, Ádám Publication date 2012 Szerzői jog 2011 Tartalom
Készülékek és szigetelések BMEVIVEM174 Koller, László Novák, Balázs Tamus, Ádám Készülékek és szigetelések írta Koller, László, Novák, Balázs, és Tamus, Ádám Publication date 2012 Szerzői jog 2011 Tartalom
 ő Á ú ő ú ő ú ú ú ő ő ő ű ú ű ő ő ú ő ő ő ú Á ő ú ő ő ú ő ő É É ú ő ő Ú ő É ú ú ő ő ő ő ő É ő ő ú É ű ű ű ú ő ő É ő ű ő ő É ú É ú ő ő ű ú ű ő ő ú ú Ú ú Ü ő ű ú ő ű ő ő ú ő ő ő ő ú ő ő ú ú ő ú ő ú ű ű É
ő Á ú ő ú ő ú ú ú ő ő ő ű ú ű ő ő ú ő ő ő ú Á ő ú ő ő ú ő ő É É ú ő ő Ú ő É ú ú ő ő ő ő ő É ő ő ú É ű ű ű ú ő ő É ő ű ő ő É ú É ú ő ő ű ú ű ő ő ú ú Ú ú Ü ő ű ú ő ű ő ő ú ő ő ő ő ú ő ő ú ú ő ú ő ú ű ű É
 Á Á ó ő ő ó Ő ó ó ó Ó Ó Ó ó Ó Ó Ó Ó ó ő ó ó Ő Ó Ó Ó Ó ó Ó Ó Ó Á Ó ó Ó ó Ó Ó Ó ó Ó ó Ó Ó Ó Ó Ó Ó ó Ó ó Ó Ó Ó Ó Ó Ó ó Á Ó ó ó Ő ó ó ó Ó ó Ú ó Ó Ó ó Ó Ó Ő ó Ó ó ó Ó ó Ó Ó Ó ó ó ó Ó ó ó ó Ó Ú Ó Ó ó ó ő ö Ó
Á Á ó ő ő ó Ő ó ó ó Ó Ó Ó ó Ó Ó Ó Ó ó ő ó ó Ő Ó Ó Ó Ó ó Ó Ó Ó Á Ó ó Ó ó Ó Ó Ó ó Ó ó Ó Ó Ó Ó Ó Ó ó Ó ó Ó Ó Ó Ó Ó Ó ó Á Ó ó ó Ő ó ó ó Ó ó Ú ó Ó Ó ó Ó Ó Ő ó Ó ó ó Ó ó Ó Ó Ó ó ó ó Ó ó ó ó Ó Ú Ó Ó ó ó ő ö Ó
MATEMATIKA ÍRÁSBELI VIZSGA EMELT SZINT% ÉRETTSÉGI VIZSGA 2013. május 7. MINISZTÉRIUMA. 2013. május 7. 8:00 EMBERI ERFORRÁSOK
 I. rész II. rész a feladat sorszáma maximális pontszám elért pontszám maximális pontszám 1. 11 2. 13 51 3. 13 4. 14 16 16 64 16 16 8 nem választott feladat Az írásbeli vizsgarész pontszáma 115 elért pontszám
I. rész II. rész a feladat sorszáma maximális pontszám elért pontszám maximális pontszám 1. 11 2. 13 51 3. 13 4. 14 16 16 64 16 16 8 nem választott feladat Az írásbeli vizsgarész pontszáma 115 elért pontszám
 Ú ő É ő ű ő ű Á É ő Ó Á Á ő ű ű Á ű Ú É ő É Ú Ö ő ő Á ő ő Á É É Á ő ő ő ő ő ő Á Ó Á É Ú Á Á Á ő Á Á Á Á Á É ő ő ű ő ő É ő ő Á Á Ó Ü Á É Á ő Á ő ő ő Á É Ü ő Á Á ő Ö ő ő Á É ő ő ű ő Ö Á Á Ú Á Á Á É É ő ű
Ú ő É ő ű ő ű Á É ő Ó Á Á ő ű ű Á ű Ú É ő É Ú Ö ő ő Á ő ő Á É É Á ő ő ő ő ő ő Á Ó Á É Ú Á Á Á ő Á Á Á Á Á É ő ő ű ő ő É ő ő Á Á Ó Ü Á É Á ő Á ő ő ő Á É Ü ő Á Á ő Ö ő ő Á É ő ő ű ő Ö Á Á Ú Á Á Á É É ő ű
 É Ó Ö Á ú Á ú ú ú ú Ó ú ú ú ú ű ú Á ÁÉ Á ű ű ú ú É ú É É ű ű É ű Ú ű Ü ú ű ú Ö Ú ű Ö Ö ú Ő ú ű Ö ú ú Ú Ó ú ú ű ú Ö Ú Ü Á Á Á É Ü ű Ü Ö É Á Ü Ó É Ö É ű Ü Á Á Á ú Ü Ö Á É Ü Á ú Ö Ö ú Ö Á ú É É Ö É Á Á Á
É Ó Ö Á ú Á ú ú ú ú Ó ú ú ú ú ű ú Á ÁÉ Á ű ű ú ú É ú É É ű ű É ű Ú ű Ü ú ű ú Ö Ú ű Ö Ö ú Ő ú ű Ö ú ú Ú Ó ú ú ű ú Ö Ú Ü Á Á Á É Ü ű Ü Ö É Á Ü Ó É Ö É ű Ü Á Á Á ú Ü Ö Á É Ü Á ú Ö Ö ú Ö Á ú É É Ö É Á Á Á
 ű É ű Á Ü É É ű ű Ű ÓÓ Ü É Ü Ú Ú ű Ú Ö Ö Ü ű ű Ű Ú Ö Ü Ö Ú Ó Ó Á É Ú Ű Ú Ú Ú Ú Ú ű Ú Ű Ú ű ű Ú ű ű Ú Ú É Á Ú Ú É É ű ű ű Ú ű ű Ú ű Ú Ó É Ű Ó ű Ú ű ű ű Á ű ű Ú ű ű É ű ű ű ű Ó Ú Á Ú ű Á ű Á Ú Ó ű ű Á ű
ű É ű Á Ü É É ű ű Ű ÓÓ Ü É Ü Ú Ú ű Ú Ö Ö Ü ű ű Ű Ú Ö Ü Ö Ú Ó Ó Á É Ú Ű Ú Ú Ú Ú Ú ű Ú Ű Ú ű ű Ú ű ű Ú Ú É Á Ú Ú É É ű ű ű Ú ű ű Ú ű Ú Ó É Ű Ó ű Ú ű ű ű Á ű ű Ú ű ű É ű ű ű ű Ó Ú Á Ú ű Á ű Á Ú Ó ű ű Á ű
 Ó Ú Ö Ú É Ö É Á ű ű ű ű ű ű ű ű Á ű Á Ú ű Ü ű ű Ü ű Ó ű ű Ú ű Ö Ö ű ű ű ű Á É Ó ű ű Ü Ö ű ű Ü Ú É ű ű ű ű É Ü Ü Ü É Ü Ü Ü Ü ű ű ű ű ű ű ű Ú É ű ű ű ű É Ü ű ű ű ű ű ű ű ű ű Ú ű Ö ű Ü ű ű ű ű É ű Ó ű ű É
Ó Ú Ö Ú É Ö É Á ű ű ű ű ű ű ű ű Á ű Á Ú ű Ü ű ű Ü ű Ó ű ű Ú ű Ö Ö ű ű ű ű Á É Ó ű ű Ü Ö ű ű Ü Ú É ű ű ű ű É Ü Ü Ü É Ü Ü Ü Ü ű ű ű ű ű ű ű Ú É ű ű ű ű É Ü ű ű ű ű ű ű ű ű ű Ú ű Ö ű Ü ű ű ű ű É ű Ó ű ű É
 Ú ű Ú ű ű ű Á ű Ö Á ű ű ű ű ű ű Ö ű Á ű ű Á ű ű ű ű ű Á ű Ú Ü Ü ű ű Ü Ü Ö ű ű ű ű ű Ú Ü ű ű ű ű ű Ú Ó ű ű ű Á É ű ű ű Ű ű ű ű É Á Á Á Á Ó Ó ű Ü Ú Ú Ö Ú ű Ö Ő Ú Ú ű Ó Ő Ú Ö Ö Ő Ű É ű Ó É Á Á ű ű Ú Á É É
Ú ű Ú ű ű ű Á ű Ö Á ű ű ű ű ű ű Ö ű Á ű ű Á ű ű ű ű ű Á ű Ú Ü Ü ű ű Ü Ü Ö ű ű ű ű ű Ú Ü ű ű ű ű ű Ú Ó ű ű ű Á É ű ű ű Ű ű ű ű É Á Á Á Á Ó Ó ű Ü Ú Ú Ö Ú ű Ö Ő Ú Ú ű Ó Ő Ú Ö Ö Ő Ű É ű Ó É Á Á ű ű Ú Á É É
 Á É ö ö ő ő ő Ú Ü ö ö ő ő ö ú ő ö ő ö ú ü ö Ü Ó ö ö ö ö ö ő ö ú ú ö ü Ü ö ö ö ö ö ö ő ö ö ő ö ü ő ö ő ü Ü Ó Ó ö ö ő Ü Ó ö ő ő ő ő Á ő ő Ü ő ö ő ő ő ő ő ő ő ő ő ő ő ő ő É ü É ö ö É Ó ő ő ő ő Ü É ő Ó ő ő
Á É ö ö ő ő ő Ú Ü ö ö ő ő ö ú ő ö ő ö ú ü ö Ü Ó ö ö ö ö ö ő ö ú ú ö ü Ü ö ö ö ö ö ö ő ö ö ő ö ü ő ö ő ü Ü Ó Ó ö ö ő Ü Ó ö ő ő ő ő Á ő ő Ü ő ö ő ő ő ő ő ő ő ő ő ő ő ő ő É ü É ö ö É Ó ő ő ő ő Ü É ő Ó ő ő
Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel
 Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
 Á ő ő ő ö ö Ó ő ú ö Á É É ü Ö ő ö ő ő ö Ó ö Ú Ó ő ő ő ö Ö Ú Ú ő Ö ú ö ő ú ú ú Ó ö Ó Ó Ú Ú Ú Ú Ö Ó ő ő ú ő ű ü ő ö ö ö ő ü Ó Ó ő ő Ó ö Ó Ó ü ő ő Ó ő ö ő ő Ó ő ő ő Ú ö ő Ó Ó ő Ó ő Ö ő ö ő ü ü ű ö ö ö Ó ö
Á ő ő ő ö ö Ó ő ú ö Á É É ü Ö ő ö ő ő ö Ó ö Ú Ó ő ő ő ö Ö Ú Ú ő Ö ú ö ő ú ú ú Ó ö Ó Ó Ú Ú Ú Ú Ö Ó ő ő ú ő ű ü ő ö ö ö ő ü Ó Ó ő ő Ó ö Ó Ó ü ő ő Ó ő ö ő ő Ó ő ő ő Ú ö ő Ó Ó ő Ó ő Ö ő ö ő ü ü ű ö ö ö Ó ö
 Á Á é é ő ö ó é é é é é ő é é é ő ő ő é ü ő ó ó ó ö ö é é ő é ő é ő ö é é é é é é é ő é ű ő é é é é é ó ő ö é ú ö é ö é é ö ő ó ő ó é ő é ő ő é ő ó ó é ő ő é é ü ő é ó é ö ő é ő é ó ő é é ő é é ő é é é
Á Á é é ő ö ó é é é é é ő é é é ő ő ő é ü ő ó ó ó ö ö é é ő é ő é ő ö é é é é é é é ő é ű ő é é é é é ó ő ö é ú ö é ö é é ö ő ó ő ó é ő é ő ő é ő ó ó é ő ő é é ü ő é ó é ö ő é ő é ó ő é é ő é é ő é é é
 ö É ö ö ő ő ö ó ó ú ő ó ö ö ő ő ö ö ó ű ű ó ú ó ő ő ö ű ó ő ö ö ű ű ó ú ő ó ó ö ű ó ő ö ö ű ű ó ő ő ö Ü Ü ö ű ó ő ö ö ű ű ó ő ó Ü Ü ó ő ő ű ö ö ű ű ű ű ő ö ó ű ó ö ű ö ó ö ó ö ő ó ö ö ő ó ö ö ö ű Ö ö ö
ö É ö ö ő ő ö ó ó ú ő ó ö ö ő ő ö ö ó ű ű ó ú ó ő ő ö ű ó ő ö ö ű ű ó ú ő ó ó ö ű ó ő ö ö ű ű ó ő ő ö Ü Ü ö ű ó ő ö ö ű ű ó ő ó Ü Ü ó ő ő ű ö ö ű ű ű ű ő ö ó ű ó ö ű ö ó ö ó ö ő ó ö ö ő ó ö ö ö ű Ö ö ö
 É É É É É Ö Á Á É Ő ű ű ű Ü ű ű ű Ú Á ű Ö ű Ú Á Ú ű Ó Ú Ú Ú Ú ű Ú Ú ű É ű ű É É É ű É É Ü ű ű É Á ű Á Á Ü Á Ü É Ú Á Ú Ó Ü Ü Ú ű ű Ú Ü Ü ű Ú É Ö ű ű Ü Ó Á Ö Ö ű Ö É É ű ű É ű ű ű Ú ű Ö É Ó ű Ú Ú Ú É Ú Ú
É É É É É Ö Á Á É Ő ű ű ű Ü ű ű ű Ú Á ű Ö ű Ú Á Ú ű Ó Ú Ú Ú Ú ű Ú Ú ű É ű ű É É É ű É É Ü ű ű É Á ű Á Á Ü Á Ü É Ú Á Ú Ó Ü Ü Ú ű ű Ú Ü Ü ű Ú É Ö ű ű Ü Ó Á Ö Ö ű Ö É É ű ű É ű ű ű Ú ű Ö É Ó ű Ú Ú Ú É Ú Ú
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
 ő ő ę ü ę í ü Í ź ő ő ö ü ę ę í ő ő ö ő í ę ü ö ö ü É ü ŕ ü ű Í ő ź ű ť ú ő ő ő ö ü ö ö í ő ő Í ź í ę ő ź ź ź í í ő ő ő ý ę ö ö ü ü ő ú ź ú ę í ő ę í í ő ę ü ü ö ź ź ü ő ü í ő í ü ü ő ü ę ü ö ć ő ő ö ű
ő ő ę ü ę í ü Í ź ő ő ö ü ę ę í ő ő ö ő í ę ü ö ö ü É ü ŕ ü ű Í ő ź ű ť ú ő ő ő ö ü ö ö í ő ő Í ź í ę ő ź ź ź í í ő ő ő ý ę ö ö ü ü ő ú ź ú ę í ő ę í í ő ę ü ü ö ź ź ü ő ü í ő í ü ü ő ü ę ü ö ć ő ő ö ű
 Á ú ő ú Ú ü Ö ú Á Ó ú ü ő ő ő ú Ö ú É ú ű ü É ü ú ő ő ő ú ú ü ü Ö Ö ú ő ő ű É ü ü ü ú ő ő ú ü ü ő ő ő ú ü ő Ö ű ő ü ő ü ő ő Á É ő ü ő ü ú ú ő ü ü ü ő ü ő Ó ü ü ü ü ú É ő ü ü ü ú ő ü Ó ü ü ő ú ő ő ü ü ú
Á ú ő ú Ú ü Ö ú Á Ó ú ü ő ő ő ú Ö ú É ú ű ü É ü ú ő ő ő ú ú ü ü Ö Ö ú ő ő ű É ü ü ü ú ő ő ú ü ü ő ő ő ú ü ő Ö ű ő ü ő ü ő ő Á É ő ü ő ü ú ú ő ü ü ü ő ü ő Ó ü ü ü ü ú É ő ü ü ü ú ő ü Ó ü ü ő ú ő ő ü ü ú
 ú ú ű ú ú Ú É É Ó ű ű ü ú ü ű ü ú ú ü ü ü ú ü ú ü ü ü ü ú ű ü ü ú ű ü ü ü Á ű ű ú ű ü ü ú ű ü ű ú ü ü ü ú ű ü ü ü ű ú ü ú ü ü ü ű ű ú ü ú ű Ö ú ü ü ü ü ü ú ű Ö ü Ú É ú ú ü ü ü ü ü ü ü ü ü ú ü ú ü ú ü ü
ú ú ű ú ú Ú É É Ó ű ű ü ú ü ű ü ú ú ü ü ü ú ü ú ü ü ü ü ú ű ü ü ú ű ü ü ü Á ű ű ú ű ü ü ú ű ü ű ú ü ü ü ú ű ü ü ü ű ú ü ú ü ü ü ű ű ú ü ú ű Ö ú ü ü ü ü ü ú ű Ö ü Ú É ú ú ü ü ü ü ü ü ü ü ü ú ü ú ü ú ü ü
 ö Á É É ö ö Ö ö ű ö ő ö ő ö ú ü ö Ü ö ö ö ö ü ö ú ö ő ü ö Ú ü ü ö Ü ö ö ö ö ö ö ö ö ö ö ö ö ü ő ö ú ö ö ü ö ö ö ö ő ő ö ű ö ö ű ö ö ő Ü ö Ü ö ü Ü ö ö ö ú Ó ö ö ö ö ö ő ö ö ú ö ő ö ö ő ő ö ö ö ü ö ö É ö
ö Á É É ö ö Ö ö ű ö ő ö ő ö ú ü ö Ü ö ö ö ö ü ö ú ö ő ü ö Ú ü ü ö Ü ö ö ö ö ö ö ö ö ö ö ö ö ü ő ö ú ö ö ü ö ö ö ö ő ő ö ű ö ö ű ö ö ő Ü ö Ü ö ü Ü ö ö ö ú Ó ö ö ö ö ö ő ö ö ú ö ő ö ö ő ő ö ö ö ü ö ö É ö
FAIPARI ALAPISMERETEK
 Faipari alapismeretek középszint 1221 ÉRETTSÉGI VIZSGA 2014. október 13. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
Faipari alapismeretek középszint 1221 ÉRETTSÉGI VIZSGA 2014. október 13. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos

 ö ű ö ö ö ö ü ö ö ü ö ö ö ö ö ö ű ö ü ú ö ö ö ö ű ü ü Ö ü ö ű ű ű ö ú Ü Á Á Á ö ö ú ü ú Ü ö ö ö ö ö ú Ü Ü ö ö Ü ö ü ö ú ö ü ö ü ü Ü ü ű ö ü ö Ü Ú Ü ü Ü ü Ü ú Ü ö ö ü ö ö ű ű ü ö ű Á ö ü ö ö ú ö Ü Á Ü Ő
ö ű ö ö ö ö ü ö ö ü ö ö ö ö ö ö ű ö ü ú ö ö ö ö ű ü ü Ö ü ö ű ű ű ö ú Ü Á Á Á ö ö ú ü ú Ü ö ö ö ö ö ú Ü Ü ö ö Ü ö ü ö ú ö ü ö ü ü Ü ü ű ö ü ö Ü Ú Ü ü Ü ü Ü ú Ü ö ö ü ö ö ű ű ü ö ű Á ö ü ö ö ú ö Ü Á Ü Ő