5. ESZTERGÁLÁS Rendszerezés, felosztás
|
|
|
- Orsolya Mészárosné
- 8 évvel ezelőtt
- Látták:
Átírás
1 5. ESZTERGÁLÁS 5.1. Renszerezés, felosztás Esztergálás a szétválasztás elnevezésű főcsoporton belül a forgácsolás határozott élű szerszámmal elnevezésű csoportjának alcsoportja Az esztergálás folyamatos, kör alakú fömozgással, a forgácsolás irányára merőleges előtolómozgással végzett forgácsolás. Az esztergálásnak többféle móozata ismeretes. Síkesztergálás olyan esztergálás, amellyel forgástengelyére merőleges sík felületet állítunk a munkaarabon elő. keresztirányú előtolással. Keresztirányú síkesztergálás leszúrással Keresztirányú beszúró esztergálás hosszirányú előtolással. Hosszirányú síkesztergálás

2 Hengerfelület esztergálás: körhenger palástfelületet állítunk elő. Hosszirányú Nagy előtolású Hántolóesztergálás Hosszirányú beszúróesztergálás Keresztirányú hengerfelület Csavarfelület esztergálás profilos szerszámmal olyan esztergálás, amelynél a forulatonkénti előtolás a menetemelkeéssel egyenlő. Menetesztergálás menetkéssel Menetesztergálás fésűs menetkéssel Menetmetszés Kúposmenet esztergálás Spirálesztergálás

3 Síkesztergálás ( ) a p v f n w a p v f n w Hengerfelület esztergálás ( ) v f a p nw nw 5.1.a. ábra Esztergálás felosztása a renszám 4. helyéig pélákkal Csavarfelület esztergálás ( és ) n w a p n w a p v f v f
 n w a p n w a p v f v f")
4 Lefejtőesztergálás az alapprofilos szerszám a forgácsolás alatt az előtolással egyiejűleg legörülő mozgást is végez. Profilozó esztergálás a szerszám profilja átmásolóik a munkaarabra. Hosszirányú profilozó Hosszirányú beszúró Hosszirányú leszúró Keresztirányú profilozó Keresztirányú beszúró Alakesztergálás amelynél a munkaarab alakját az előtolómozgás vagy a forgácsolómozgás vezérlésével állítják elő. Alakesztergálás Másoló alakesztergálás Kinematikai alakesztergálás Alakesztergálás NC cezérléssel

5 Többféle renezési szempont érvényesülhet: a megmunkálás helye a munkaarabon szerszám olgozórészének az anyaga: esztergálás gyorsacéllal, esztergálás keményfémmel, stb.

6 Lefejtőesztergálás n w v f n s Profilozó esztergálás ( ) a p=b v f n w a =b p v f n w 5.1.b. ábra Esztergálás felosztása a renszám 4. helyéig pélák Alakesztergálás ( ) a p nw n w v f

7 5.2. A munkaarab befogása és helyzetének meghatározása A munkaarabok befogása befogás egyik végén befogás minkét végén befogás minkét végen és támasztás középen A befogási móokkal a munkaarabok helyzetét határozzuk meg a szerszám éléhez viszonyítva. Sugárirányú méretek biztosítása érekében központosítás. Forgástengelynek a helyzetét határozzuk meg. Az egyik végen síktárcsa, tokmány és szorítóhüvelyek. A síktárcsa négy szorítópofája külön-külön, egymástól függetlenül állítható.

8 A tokmány leggyakoribb a spiráltárcsás hárompofás tokmány. Szorítóhüvelyeket automata esztergákon vagy revolveresztergákon alkalmazzuk. Minkét végén esztergacsúcsok. A csúcsok nyomatékot átani nem tunak. Ezt szolgálja a forgatótárcsa és esztergaszív. Amennyiben az l/ 8 12, akkor a munkaarabot a csúcsokkal való központosításon kívül állóvagy mozgóbábbal meg kell támasztani. A perselyszerű munkaarabok simítása legtöbbször furatbázison történik. Központosító készülékei a tüskék.

9 Hosszirányú helyzet A munkaarabot hozzáreneljük a gép koorinátarenszeréhez azonos felületén való ütköztetésével valósítjuk meg. l ( hossz) ( átmérő) A befogás mója A befogás eszköze A befogás jelölése l 3 4 Befogás lebegve Tokmány, síktárcsa, vagy főorsóba fogott tüske 3 l Befogás tokmányba és csúccsal megtámasztva Tokmány és támasztócsúcs 3 Befogás csúcsok közé Mellső és hátsó csúcs, menesztés l 8 12 Befogás csúcsok közé és bábbal támasztva Mellső és hátsó csúcs és támasztás bábbal, menesztés

10 Befogási mó Stabil Félstabil Labilis 3 1. l l=(1...2) l 2 2. l és 60mm l=(6...12) és 1 60mm ábra Befogási móok esztergálásnál
 és 1 60mm 1 12 5.2. ábra")
11 5.3. ábra Tengelyek befogásának és menesztésének főbb változatai

12 befogás önközpontosító tokmányba, támasztás csúccsal ( a ), befogás csúcsok közé (az egyik csúcs kúpos menesztő) ( b ), befogás csúcsok közé, menesztés homlokmenesztővel ( c ), befogás csúcsok közé, menesztés esztergaszívvel ( ). a) b) c) ) 5.4. ábra Tárcsák, hüvelyek befogásának főbb esetei
. a) b) c) ) 5.4.")
13 5.3. Az esztergálás szerszámai Az esztergálás szerszáma egyélű forgácsolókés monolit szerszám tompán hegesztett szerszám forrasztott lapkás szerszám váltólapkás bevonatolt szerszám ábra A forrasztott keményfémlapkás szerszámok fajtái és alkalmazási lehetőségei

14 A váltólapkás forgácsolókések főbb jellemzőit és azok egyértelmű meghatározását nemzetközi és hazai szabványokkal egységesítették: a késszárak ISO jelölése a lapkák ISO jelölése Az esztergakések kiválasztását befolyásoló főbb feltételek: megmunkálási mó, a kialakítanó műveletelem geometriai, pontossági és felületminőségi jellemzői, a szükséges mozgásirányok, a megmunkálanó anyag minősége, stb.

15 5.7. ábra Váltóélű forgácsolókések és forgácsolóbetétek ISO jelölési renszere

16 5.8. ábra Váltóélű lapkák ISO jelölési renszere (ISO 1832, MSZ 1986/1-74)

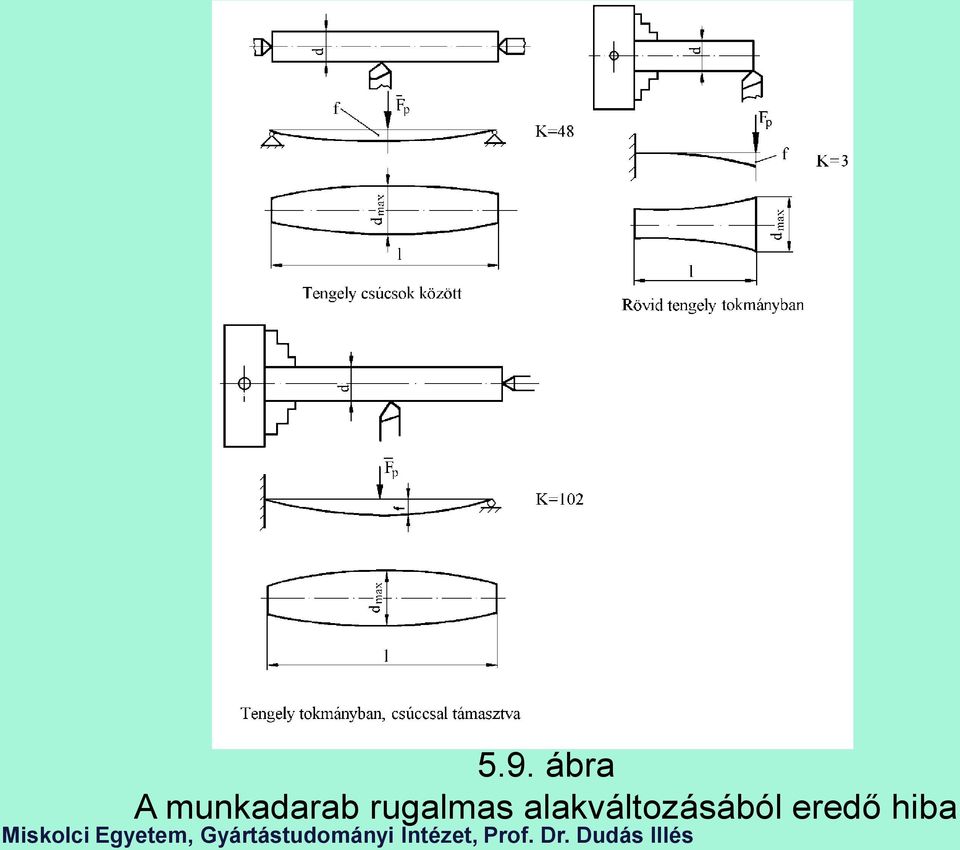
17 5.4. A megmunkálási pontosság és azt befolyásoló tényezők Pontosságát a felület alakjára, méretére és helyzetére vonatkozóan kell vizsgálni. Pontosságát leginkább befolyásoló tényezők: a Munkaarab-Készülék-Gép-Szerszám (MKGS) renszer geometriai pontatlanságából származó hiba (a beállítási hibák ereője) az MKGS renszer rugalmas alakváltozásából ereő hiba (5.9. ábra) a szerszámkopás okozta hiba, hőforrások okozta hiba.
 az MKGS renszer rugalmas alakváltozásából")
18 Az 5.9. ábrán látható helyettesítő moellre a tartó maximális lehajlása: f F p l 3 K E I (5.1) ahol: f - a munkaarab maximális lehajlása (mm) l - a munkaarab hossza (mm) F p -a fogásvételirányú erő (N) K - moell állanó E - a munkaarab anyagának rugalmassági moulusa (N/mm2) I - a munkaarab szelvényének másorenű nyomatéka (mm4)
 K - moell állanó E - a munkaarab anyagának")
19 A munkaarab átmérőhibája, mint a megmunkálási hiba egyik összetevője: Ha a beállítási méret: 0, akkor a szerszámcsúcs max. távolsága a mb. középvonalától: max A mb. átmérőhibája: f (5.2) o 2 max f (5.3) A korlát és korlátfüggvény az alábbi formában fejezhető ki : (5.4) max
 A korlát és korlátfüggvény az alábbi formában fejezhető ki : (5.")
20 5.9. ábra A munkaarab rugalmas alakváltozásából ereő hiba
21 Az elérhető pontosság és a megmunkált felület éressége vonatkozásában az esztergálás széles tartományú eljárás, amely a urva nagyoló megmunkálástól a technikailag megvalósítható legpontosabb munkáig megfelelő körülmények között terje. Az elérhető méretpontosság és éresség szempontjából a következő fokozatokat szokás megkülönböztetni: nagyolás félsimítás simítás finomesztergálás Ultraprecíziós 5.5. Az esztergált felület éressége A megmunkált felület érességének (4.11. pont) elméleti értéke esztergálás esetén az f, r, r, r függvénye. Az éresség számításának móját végig követhetjük a korábbi ábrán.
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Fénysugarak visszaverődésének tanulmányozása demonstrációs optikai készlet segítségével
 Fénysugarak visszaverődésének tanulmányozása demonstrációs optikai készlet segítségével Demonstrációs optikai készlet lézer fényforrással Az optikai elemeken mágnesfólia található, így azok fémtáblára
Fénysugarak visszaverődésének tanulmányozása demonstrációs optikai készlet segítségével Demonstrációs optikai készlet lézer fényforrással Az optikai elemeken mágnesfólia található, így azok fémtáblára
Oktatási segédlet REZGÉSCSILLAPÍTÁS. Dr. Jármai Károly, Dr. Farkas József. Miskolci Egyetem
 Oktatási segélet REZGÉSCSILLAPÍTÁS a Nemzetközi Hegesztett Szerkezettervező mérnök képzés hallgatóinak Dr. Jármai Károly, Dr. Farkas József Miskolci Egyetem 4 - - A szerkezeteket különböző inamikus hatások
Oktatási segélet REZGÉSCSILLAPÍTÁS a Nemzetközi Hegesztett Szerkezettervező mérnök képzés hallgatóinak Dr. Jármai Károly, Dr. Farkas József Miskolci Egyetem 4 - - A szerkezeteket különböző inamikus hatások
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
A.11. Nyomott rudak. A.11.1. Bevezetés
 A.. Nyomott rudak A... Bevezetés A nyomott szerkezeti elem fogalmat általában olyan szerkezeti elemek jelölésére használjuk, amelyekre csak tengelyirányú nyomóerő hat. Ez lehet speciális terhelésű oszlop,
A.. Nyomott rudak A... Bevezetés A nyomott szerkezeti elem fogalmat általában olyan szerkezeti elemek jelölésére használjuk, amelyekre csak tengelyirányú nyomóerő hat. Ez lehet speciális terhelésű oszlop,
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Lindab Z/C 200 ECO gerendák statikai méretezése. Tervezési útmutató
 Lindab Z/C 200 ECO gerendák statikai méretezése Tervezési útmutató Készítette: Dr. Ádány Sándor Lindab Kft 2007. február ZC200ECO / 1 1. Bevezetés Jelen útmutató a Lindab Kft. által 1998-ban kiadott Lindab
Lindab Z/C 200 ECO gerendák statikai méretezése Tervezési útmutató Készítette: Dr. Ádány Sándor Lindab Kft 2007. február ZC200ECO / 1 1. Bevezetés Jelen útmutató a Lindab Kft. által 1998-ban kiadott Lindab
Hajtások 2 2014.11.08.
 Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium
 Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium Oktatási azonosító: 035268 HELYI TANTERV Gépészet..SZAKMACSOPORT Gépgyártástechnológiai technikus..szakma OKJ SZÁMA: 54 521
Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium Oktatási azonosító: 035268 HELYI TANTERV Gépészet..SZAKMACSOPORT Gépgyártástechnológiai technikus..szakma OKJ SZÁMA: 54 521
TERVEZÉSI SEGÉDLET. Helyszíni felbetonnal együttdolgozó felülbordás zsaluzópanel. SW UMWELTTECHNIK Magyarország. Kft 2339.
 TERVEZÉSI SEGÉDLET Helyszíni felbetonnal együttdolgozó felülbordás zsaluzópanel Készítette: SW UMWELTTECHNIK Magyarország. Kft 2339. Majosháza Majosháza, 2007. február TARTALOMJEGYZÉK: STATIKAI MŰSZAKI
TERVEZÉSI SEGÉDLET Helyszíni felbetonnal együttdolgozó felülbordás zsaluzópanel Készítette: SW UMWELTTECHNIK Magyarország. Kft 2339. Majosháza Majosháza, 2007. február TARTALOMJEGYZÉK: STATIKAI MŰSZAKI
Méréstechnika 5. Galla Jánosné 2014
 Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Csuklós létrák 9 STABILO. TriMatic csuklós állólétra 52. o. Csuklós állólétra 53. o. MultiMatic univerzális csuklós létra 54. o.
 Csuklós létrák rimatic csuklós állólétra 5. o. SABILO Csuklós állólétra 5. o. MultiMatic univerzális csuklós létra 5. o. SABILO Univerzális csuklós létra 55. o. elematic teleszkópos csuklós létra 56. o.
Csuklós létrák rimatic csuklós állólétra 5. o. SABILO Csuklós állólétra 5. o. MultiMatic univerzális csuklós létra 5. o. SABILO Univerzális csuklós létra 55. o. elematic teleszkópos csuklós létra 56. o.
31 521 09 0001 31 01 Esztergályos Gépi forgácsoló
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar. Járműelemek és Hajtások Tanszék. Siklócsapágyak.
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM K ö z l e k e d é s m é r n ö k i K a r Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműelemek és Hajtások Tanszék Járműelemek és
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM K ö z l e k e d é s m é r n ö k i K a r Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműelemek és Hajtások Tanszék Járműelemek és


Foglalkozási napló. CAD-CAM informatikus 14. évfolyam
 Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Alak- és helyzettűrések
 1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
ÉPÍTMÉNYEK FALAZOTT TEHERHORDÓ SZERKEZETEINEK ERÕTANI TERVEZÉSE
 Magyar Népköztársaság Országos Szabvány ÉPÍTMÉNYEK FALAZOTT TEHERHORDÓ SZERKEZETEINEK ERÕTANI TERVEZÉSE MSZ 15023-87 Az MSZ 15023/1-76 helyett G 02 624.042 Statical desing of load carrying masonry constructions
Magyar Népköztársaság Országos Szabvány ÉPÍTMÉNYEK FALAZOTT TEHERHORDÓ SZERKEZETEINEK ERÕTANI TERVEZÉSE MSZ 15023-87 Az MSZ 15023/1-76 helyett G 02 624.042 Statical desing of load carrying masonry constructions
Bekaclip -P. Szerelési útmutató. www.betafence.com
 Bekaclip -P Szerelési útmutató www.betafence.com Előnyök: y Bekaclip kerítésrendszer A Bekaclip -P kerítésrendszer használatának főbb előnyei: Nagyon egyszerűen összeszerelhető Hosszú élettartam A Bekaclip
Bekaclip -P Szerelési útmutató www.betafence.com Előnyök: y Bekaclip kerítésrendszer A Bekaclip -P kerítésrendszer használatának főbb előnyei: Nagyon egyszerűen összeszerelhető Hosszú élettartam A Bekaclip
Cél. ] állékonyság növelése
![Cél. ] állékonyság növelése](/thumbs/30/14595857.jpg "Cél. ] állékonyság növelése") Szivárgók Cél Síkvidék: magas talajvízszint esetén - TV szintcsökkentés, - teherbírás növelés, - fagyveszély csökkentés Bevágás: megszakított TV áramlás kezelése Töltés: ráhullott csapadék kivezetése Támszerkezetek:
Szivárgók Cél Síkvidék: magas talajvízszint esetén - TV szintcsökkentés, - teherbírás növelés, - fagyveszély csökkentés Bevágás: megszakított TV áramlás kezelése Töltés: ráhullott csapadék kivezetése Támszerkezetek:
Központi értékesítés: 2339 Majosháza Tóközi u. 10. Tel.: 24 620 406 Fax: 24 620 415 vallalkozas@sw-umwelttechnik.hu www.sw-umwelttechnik.
 Központi értékesítés: 2339 Majosháza Tóközi u. 10. Tel.: 24 620 406 Fax: 24 620 415 vallalkozas@sw-umwelttechnik.hu www.sw-umwelttechnik.hu Termékeink cementtel készülnek Helyszíni felbetonnal együttdolgozó
Központi értékesítés: 2339 Majosháza Tóközi u. 10. Tel.: 24 620 406 Fax: 24 620 415 vallalkozas@sw-umwelttechnik.hu www.sw-umwelttechnik.hu Termékeink cementtel készülnek Helyszíni felbetonnal együttdolgozó
ACÉLÍVES (TH) ÜREGBIZTOSÍTÁS
 ÜREGBIZTOSÍTÁS") Miskolci Egyetem Bányászati és Geotechnikai Intézet Bányászati és Geotechnikai Intézeti Tanszék ACÉLÍVES (TH) ÜREGBIZTOSÍTÁS Oktatási segédlet Szerző: Dr. Somosvári Zsolt DSc professzor emeritus Szerkesztette:
Miskolci Egyetem Bányászati és Geotechnikai Intézet Bányászati és Geotechnikai Intézeti Tanszék ACÉLÍVES (TH) ÜREGBIZTOSÍTÁS Oktatási segédlet Szerző: Dr. Somosvári Zsolt DSc professzor emeritus Szerkesztette:
Csatlakozási lehetőségek 11. Méretek 12-13. A dilatációs tüske méretezésének a folyamata 14. Acél teherbírása 15
 Schöck Dorn Schöck Dorn Tartalom Oldal Termékleírás 10 Csatlakozási lehetőségek 11 Méretek 12-13 A dilatációs tüske méretezésének a folyamata 14 Acél teherbírása 15 Minimális szerkezeti méretek és tüsketávolságok
Schöck Dorn Schöck Dorn Tartalom Oldal Termékleírás 10 Csatlakozási lehetőségek 11 Méretek 12-13 A dilatációs tüske méretezésének a folyamata 14 Acél teherbírása 15 Minimális szerkezeti méretek és tüsketávolságok
JÁTSZÓTÉRI ÉS KERTI CSÚSZDÁK
 JÁTSZÓTÉRI ÉS KERTI CSÚSZDÁK "PETI ELEMES CSÚSZDA" - 3 éves kortól - A termékcsalád négy szerkezeti egységbõl áll, melyek a következõk: indító elem, egyenes elem, íves elem és kidobó elem. Ezen egységekbõl
JÁTSZÓTÉRI ÉS KERTI CSÚSZDÁK "PETI ELEMES CSÚSZDA" - 3 éves kortól - A termékcsalád négy szerkezeti egységbõl áll, melyek a következõk: indító elem, egyenes elem, íves elem és kidobó elem. Ezen egységekbõl
Tevékenység: Gyűjtse ki és tanulja meg a kötőcsavarok szilárdsági tulajdonságainak jelölési módját!
 Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
Korszerű födémszerkezetek a Közép-Európai építési piacon - hosszúpados, előfeszített, extrudált üreges födémpallók
 1 Fejes István, ügyvezető igazgató, MaHill ITD Ipari Fejlesztő Kft. Korszerű födémszerkezetek a Közép-Európai építési piacon - hosszúpados, előfeszített, extrudált üreges födémpallók 1. Piaci igény A közép-európai
1 Fejes István, ügyvezető igazgató, MaHill ITD Ipari Fejlesztő Kft. Korszerű födémszerkezetek a Közép-Európai építési piacon - hosszúpados, előfeszített, extrudált üreges födémpallók 1. Piaci igény A közép-európai
Palotainé Békési Katalin. Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és
 Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
A.15. Oldalirányban nem megtámasztott gerendák
 A.15. Oldalirányban nem megtámasztott gerendák A.15.1. Bevezetés Amikor egy karcsú szerkezeti elemet a nagyobb merevségű síkjában terhelünk, mindig fennáll annak lehetősége, hogy egy hajlékonyabb síkban
A.15. Oldalirányban nem megtámasztott gerendák A.15.1. Bevezetés Amikor egy karcsú szerkezeti elemet a nagyobb merevségű síkjában terhelünk, mindig fennáll annak lehetősége, hogy egy hajlékonyabb síkban
2.3.2.2.1.2.1 Visszatérítő nyomaték és visszatérítő kar
 2.3.2.2.1.2 Keresztirányú stabilitás nagy dőlésszögeknél A keresztirányú stabilitás számszerűsítésénél, amint korábban láttuk, korlátozott a metacentrikus magasságra való támaszkodás lehetősége. Csak olyankor
2.3.2.2.1.2 Keresztirányú stabilitás nagy dőlésszögeknél A keresztirányú stabilitás számszerűsítésénél, amint korábban láttuk, korlátozott a metacentrikus magasságra való támaszkodás lehetősége. Csak olyankor
MOTOROS FORGÓKEFÉS CSIZMAMOSÓ BK09028000001
 MOTOROS FORGÓKEFÉS CSIZMAMOSÓ BK09028000001 1. ábra BK09028.DOC 8/2 2005. 11. 23. A berendezés főbb részei (1. ábra): 1. Lábrácsozat 1 db 2. Állítható láb 4 db 3. Alsó burkolat 1 db 4. Alsó kefe 1 db 5.
MOTOROS FORGÓKEFÉS CSIZMAMOSÓ BK09028000001 1. ábra BK09028.DOC 8/2 2005. 11. 23. A berendezés főbb részei (1. ábra): 1. Lábrácsozat 1 db 2. Állítható láb 4 db 3. Alsó burkolat 1 db 4. Alsó kefe 1 db 5.
Tartószerkezetek IV. 2014/2015 I. félév. Előadás /2 2014. szeptember 12., péntek, 9 50-11 30, B-1 terem
 Előadás /2 2014. szeptember 12., péntek, 9 50-11 30, B-1 terem Tetőszerkezetek I. Másodlagos tetőszerkezeti elemek tervezése Rácsos gerendatartók kialakítása és méretezése (3. előadás) Papp Ferenc Ph.D.
Előadás /2 2014. szeptember 12., péntek, 9 50-11 30, B-1 terem Tetőszerkezetek I. Másodlagos tetőszerkezeti elemek tervezése Rácsos gerendatartók kialakítása és méretezése (3. előadás) Papp Ferenc Ph.D.
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
Acélszerkezetek. 2. előadás 2012.02.17.
 Acélszerkezetek 2. előadás 2012.02.17. Méretezési eladat Tervezés: új eladat Keresztmetszeti méretek, szerkezet, kapcsolatok a tervező által meghatározandóak Gazdasági, műszaki, esztétikai érdekek Ellenőrzés:
Acélszerkezetek 2. előadás 2012.02.17. Méretezési eladat Tervezés: új eladat Keresztmetszeti méretek, szerkezet, kapcsolatok a tervező által meghatározandóak Gazdasági, műszaki, esztétikai érdekek Ellenőrzés:
Gépjármű Diagnosztika. Szabó József Zoltán Főiskolai adjunktus BMF Mechatronika és Autótechnika Intézet
 Gépjármű Diagnosztika Szabó József Zoltán Főiskolai adjunktus BMF Mechatronika és Autótechnika Intézet 14. Előadás Gépjármű kerekek kiegyensúlyozása Kiegyensúlyozatlannak nevezzük azt a járműkereket, illetve
Gépjármű Diagnosztika Szabó József Zoltán Főiskolai adjunktus BMF Mechatronika és Autótechnika Intézet 14. Előadás Gépjármű kerekek kiegyensúlyozása Kiegyensúlyozatlannak nevezzük azt a járműkereket, illetve
Tartalomjegyzék: 17. fejezet
 Tartalomjegyzék:. fejezet Keréksorozatok Villasorozatok (kombinálva az adott keréksorozatokkal) BS SPK SPK [mm] 50-250 mm 400-3500 kg Oldal 294 BS-SPK 125-250 mm 900-3500 kg 295 SPKGSPO SPKGSPO [mm] 50-150
Tartalomjegyzék:. fejezet Keréksorozatok Villasorozatok (kombinálva az adott keréksorozatokkal) BS SPK SPK [mm] 50-250 mm 400-3500 kg Oldal 294 BS-SPK 125-250 mm 900-3500 kg 295 SPKGSPO SPKGSPO [mm] 50-150
Csúcsok, menesztők. Géptartozékok. ostrana. ostrana. Állócsúcs 60 E505 005. Állócsúcs 60 E505 010. Állócsúcs 60 E505 015
 ok, menesztők Állócsúcs 0 E 00 9 00... 0 0 0 2 ( d,0 Fej,2,0 2, 3,, 3, Fej ( l 2, 3,0,0,,,0-0 -os csúcsszög - DIN szabvány szerint Állócsúcs 0 E 0 3 MK0 0 0 0 2 ( d 9,0,0 Fej ( d 0 Fej ( l,0 2, 3,0,0,,
ok, menesztők Állócsúcs 0 E 00 9 00... 0 0 0 2 ( d,0 Fej,2,0 2, 3,, 3, Fej ( l 2, 3,0,0,,,0-0 -os csúcsszög - DIN szabvány szerint Állócsúcs 0 E 0 3 MK0 0 0 0 2 ( d 9,0,0 Fej ( d 0 Fej ( l,0 2, 3,0,0,,
/ CSAK ISKOLAI HASZNÁLATRA / GÉPELEMEK SZERKESZTETTE SZEKERES GYÖRGY
 / CSAK ISKOLAI HASZNÁLATRA / GÉPELEMEK SZERKESZTETTE SZEKERES GYÖRGY GÉPELEMEK ALAPVETİ FOGALMAK: Gépek: Azokat az egyszerőbb vagy bonyolultabb munkaeszközöket, melyekkel megváltoztatjuk az anyagok alakját,
/ CSAK ISKOLAI HASZNÁLATRA / GÉPELEMEK SZERKESZTETTE SZEKERES GYÖRGY GÉPELEMEK ALAPVETİ FOGALMAK: Gépek: Azokat az egyszerőbb vagy bonyolultabb munkaeszközöket, melyekkel megváltoztatjuk az anyagok alakját,
MUNKAANYAG. Szám János. Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen. A követelménymodul megnevezése:
 Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
LINDAB Floor könnyűszerkezetes födém-rendszer Tervezési útmutató teherbírási táblázatok
 LINDAB Floor könnyűszerkezetes födém-rendszer Tervezési útmutató teherbírási táblázatok Budapest, 2004. 1 Tartalom 1. BEVEZETÉS... 4 1.1. A tervezési útmutató tárgya... 4 1.2. Az alkalmazott szabványok...
LINDAB Floor könnyűszerkezetes födém-rendszer Tervezési útmutató teherbírási táblázatok Budapest, 2004. 1 Tartalom 1. BEVEZETÉS... 4 1.1. A tervezési útmutató tárgya... 4 1.2. Az alkalmazott szabványok...
5. gyakorlat. Szabó Imre Gábor. Szilárdságtan és Tartószerkezetek Tanszék
 Acélszerkezetek (I.) 5. gyakorlat Csavarozott és hegesztett tt kapcsolatok k Szabó Imre Gábor Pécsi Tudományegyetem Műszaki és Informatikai Kar Szilárdságtan és Tartószerkezetek Tanszék A kapcsolatok kialakítására
Acélszerkezetek (I.) 5. gyakorlat Csavarozott és hegesztett tt kapcsolatok k Szabó Imre Gábor Pécsi Tudományegyetem Műszaki és Informatikai Kar Szilárdságtan és Tartószerkezetek Tanszék A kapcsolatok kialakítására
Fogaskerékmérés. Fogaskerék típusai. Fogaskerék felépítése. Követelmények. Tóth Georgina Nóra toth.georgina@
 Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
KBE-1 típusú biztonsági lefúvató szelep család
 Kód: 485-0000.03g G É P K Ö N Y V KBE-1 típusú biztonsági lefúvató szelep család Készült: 2002.07.01. TARTALOMJEGYZÉK 1. Általános ismertetés 2. Műszaki adatok 3. Szerkezeti felépítés, működés 4. Átvétel,
Kód: 485-0000.03g G É P K Ö N Y V KBE-1 típusú biztonsági lefúvató szelep család Készült: 2002.07.01. TARTALOMJEGYZÉK 1. Általános ismertetés 2. Műszaki adatok 3. Szerkezeti felépítés, működés 4. Átvétel,
weber.pas topdry Terméksegédlet Terméktulajdonságok Problémák és megoldások Hogyan hőszigeteljünk homlokzatot, a fallégzés megtartása mellett?
 weber.pas topdry ÚJ Termékelőnyök Feldolgozásra kész, pasztaszerű, finomszemcsés, homlokzati díszítő fedővakolat Értékesítési pontok Terméktulajdonságok FELHASZNÁLÁSI TERÜLET Termék: Új és régi házak fedővakolataként
weber.pas topdry ÚJ Termékelőnyök Feldolgozásra kész, pasztaszerű, finomszemcsés, homlokzati díszítő fedővakolat Értékesítési pontok Terméktulajdonságok FELHASZNÁLÁSI TERÜLET Termék: Új és régi házak fedővakolataként
1.1 Lemezanyagok tulajdonságai és alakíthatóságuk
 1 Lemezanyagok tulajdonságai és alakíthatóságuk 1.1 Lemezanyagok tulajdonságai és alakíthatóságuk A lemezalkatrész-gyártás anyagait részben a szakítóvizsgálatból részben szabványos technológiai próbákból
1 Lemezanyagok tulajdonságai és alakíthatóságuk 1.1 Lemezanyagok tulajdonságai és alakíthatóságuk A lemezalkatrész-gyártás anyagait részben a szakítóvizsgálatból részben szabványos technológiai próbákból
TERA Joint Magas minőségű dilatációs profil ipari padlókhoz
 TERA Joint Magas minőségű dilatációs profil ipari padlókhoz 11/2009 Peikko TERA Joint A Peikko TERA Joint előnyei Bentmaradó szakaszoló zsalurendszer betonpadlókhoz, teherátadó és peremvédő elemekkel Kiemelkedő
TERA Joint Magas minőségű dilatációs profil ipari padlókhoz 11/2009 Peikko TERA Joint A Peikko TERA Joint előnyei Bentmaradó szakaszoló zsalurendszer betonpadlókhoz, teherátadó és peremvédő elemekkel Kiemelkedő
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
Pöttinger TERRADISC. Rövidtárcsa boronálógép 97+235.10.0310
 Pöttinger TERRADISC Rövidtárcsa boronálógép 97+235.10.0310 TERRADISC A talajba életet lehelni A művelés során szántóföldi korszerű az új talajmegmunkáló rendszerek erősítik a minimális talajmegmunkálás
Pöttinger TERRADISC Rövidtárcsa boronálógép 97+235.10.0310 TERRADISC A talajba életet lehelni A művelés során szántóföldi korszerű az új talajmegmunkáló rendszerek erősítik a minimális talajmegmunkálás
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
 A méretezés alapjai I. Épületek terheinek számítása az MSZ szerint SZIE-YMMF BSc Építőmérnök szak I. évfolyam Nappali tagozat 1. Bevezetés 1.1. Épületek tartószerkezetének részei Helyzetük szerint: vízszintes:
A méretezés alapjai I. Épületek terheinek számítása az MSZ szerint SZIE-YMMF BSc Építőmérnök szak I. évfolyam Nappali tagozat 1. Bevezetés 1.1. Épületek tartószerkezetének részei Helyzetük szerint: vízszintes:
Légsebesség profil és légmennyiség mérése légcsatornában Hővisszanyerő áramlástechnikai ellenállásának mérése
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR ÉPÜLETGÉPÉSZETI ÉS GÉPÉSZETI ELJÁRÁSTECHNIKA TANSZÉK Légsebesség profil és légmennyiség mérése légcsatornában Hővisszanyerő áramlástechnikai
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR ÉPÜLETGÉPÉSZETI ÉS GÉPÉSZETI ELJÁRÁSTECHNIKA TANSZÉK Légsebesség profil és légmennyiség mérése légcsatornában Hővisszanyerő áramlástechnikai
PAS A infravörös mozgás-, és jelenlét érzékelő
 PAS A infravörös mozgás-, és jelenlét érzékelő Készülék leírás és szerelési útmutató Verzió: 01/2007 Dátum: 2007 november Fordította: Dvorák László - 2 - Tápfeszültség Áramfelvétel N.C. kimenet Üzemi hőfoktartomány
PAS A infravörös mozgás-, és jelenlét érzékelő Készülék leírás és szerelési útmutató Verzió: 01/2007 Dátum: 2007 november Fordította: Dvorák László - 2 - Tápfeszültség Áramfelvétel N.C. kimenet Üzemi hőfoktartomány
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT-1-1151/2014 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1151/2014 nyilvántartási számú akkreditált státuszhoz KTI Közlekedéstudományi Intézet Nonprofit Kft. Közlekedéstudományi Üzletág Tudományos Igazgatóság
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1151/2014 nyilvántartási számú akkreditált státuszhoz KTI Közlekedéstudományi Intézet Nonprofit Kft. Közlekedéstudományi Üzletág Tudományos Igazgatóság
5. FELSZÍN ALATTI VÍZELVEZETÉS
 5. FELSZÍN ALATTI VÍZELVEZETÉS 5.1. CÉL, FELADAT 5.1.1. Cél: 1. Síkvidék: magas TV szintcsökkentés Teherbírás növelés, fagyveszély csökkentés 2. Bevágás: megszakított TV áramlás kezelése Töltés: rá hullott
5. FELSZÍN ALATTI VÍZELVEZETÉS 5.1. CÉL, FELADAT 5.1.1. Cél: 1. Síkvidék: magas TV szintcsökkentés Teherbírás növelés, fagyveszély csökkentés 2. Bevágás: megszakított TV áramlás kezelése Töltés: rá hullott
A.14. Oldalirányban megtámasztott gerendák
 A.14. Oldalirányban megtámasztott gerendák A.14.1. Bevezetés A gerendák talán a legalapvetőbb szerkezeti elemek. A gerendák különböző típusúak lehetnek és sokféle alakú keresztmetszettel rendelkezhetnek
A.14. Oldalirányban megtámasztott gerendák A.14.1. Bevezetés A gerendák talán a legalapvetőbb szerkezeti elemek. A gerendák különböző típusúak lehetnek és sokféle alakú keresztmetszettel rendelkezhetnek
Terra Kombi Kombinátor. Gépkönyv
 Terra Kombi Kombinátor Gépkönyv l./ ÁLTALÁNOS ISMERTETÉS 1.1 Munkagépek-felhasználási-területe Tavaszi és őszi vetésű növények magágykészítése Kelőfélben lévő gyomok szántóföldi irtása Mütrágyák, vegyszerek
Terra Kombi Kombinátor Gépkönyv l./ ÁLTALÁNOS ISMERTETÉS 1.1 Munkagépek-felhasználási-területe Tavaszi és őszi vetésű növények magágykészítése Kelőfélben lévő gyomok szántóföldi irtása Mütrágyák, vegyszerek
TRAKTORVONTATÁSÚ PÓTKOCSIK ETK EP DP TP
 TRAKTORVONTATÁSÚ PÓTKOCSIK ETK EP DP TP ETK és EP TÍPUSÚ, 7500 kg ÖSSZTÖMEGŰ EGYTENGELYES PÓTKOCSIK Az ETK típusú egytengelyes pótkocsik kisebb szállítási munkákra készültek. Jellemzőik a nagyfokú mozgékonyság
TRAKTORVONTATÁSÚ PÓTKOCSIK ETK EP DP TP ETK és EP TÍPUSÚ, 7500 kg ÖSSZTÖMEGŰ EGYTENGELYES PÓTKOCSIK Az ETK típusú egytengelyes pótkocsik kisebb szállítási munkákra készültek. Jellemzőik a nagyfokú mozgékonyság
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Ellenálláshegesztés elméleti alapjai
 Ellenálláshegesztés elméleti alapjai Hegesztési nyári egyetem 2013. július 6. Dr. Török Imre egyetemi docens Hegesztő eljárások csoportjai A hegesztőeljárások osztályba sorolása az MSZ ISO 4063:2000 szerint
Ellenálláshegesztés elméleti alapjai Hegesztési nyári egyetem 2013. július 6. Dr. Török Imre egyetemi docens Hegesztő eljárások csoportjai A hegesztőeljárások osztályba sorolása az MSZ ISO 4063:2000 szerint
Haka mûanyag- és alumínium-betétes csõvezeték rendszer
 Haka mûanyag- és alumínium-betétes csõvezeték rendszer Magyarországon forgalomba került Haka csõvezeték rendszert három fõ csoportra oszthatjuk: 5 rétegû alumíniumbetétes csõ (1. ábra) 5 rétegû padlófûtéscsõ
Haka mûanyag- és alumínium-betétes csõvezeték rendszer Magyarországon forgalomba került Haka csõvezeték rendszert három fõ csoportra oszthatjuk: 5 rétegû alumíniumbetétes csõ (1. ábra) 5 rétegû padlófûtéscsõ
Schöck Isokorb KX-HV, KX-WO, KX-WU és KX-BH
 Schöck Isokorb, WO, WU és BH SCHÖCK ISOKORB Ábra: Schöck Isokorb KX 10/7 10 ÚJ! Már minen teherbírási osztály kapható HTE moullal. Tartalom olal Schöck Isokorb föémugrás lefelé..........................................................
Schöck Isokorb, WO, WU és BH SCHÖCK ISOKORB Ábra: Schöck Isokorb KX 10/7 10 ÚJ! Már minen teherbírási osztály kapható HTE moullal. Tartalom olal Schöck Isokorb föémugrás lefelé..........................................................
1. A kutatások elméleti alapjai
 1. A kutatások elméleti alapjai A kedvezőbb kapcsolódás érdekében a hipoid fogaskerekek és az ívelt fogú kúpkerekek korrigált fogfelülettel készülnek, aminek eredményeként az elméletileg konjugált fogfelületek
1. A kutatások elméleti alapjai A kedvezőbb kapcsolódás érdekében a hipoid fogaskerekek és az ívelt fogú kúpkerekek korrigált fogfelülettel készülnek, aminek eredményeként az elméletileg konjugált fogfelületek
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉSTECHNIKA)
") ÉRETTSÉGI VIZSGA 2014. május 20. KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉSTECHNIKA) EMELT SZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati
ÉRETTSÉGI VIZSGA 2014. május 20. KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉSTECHNIKA) EMELT SZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag
 A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
Fogalom-meghatározások
 Egy kis kitérőt szeretnék tenni, hogy szó szerint megvilágosodjunk. Mondhatnám azt is, hogy ez a cikk azért hasznos nekünk, villamos matrózoknak, nehogy a csúnya áltengerészek zátonyra futtassák hajónkat
Egy kis kitérőt szeretnék tenni, hogy szó szerint megvilágosodjunk. Mondhatnám azt is, hogy ez a cikk azért hasznos nekünk, villamos matrózoknak, nehogy a csúnya áltengerészek zátonyra futtassák hajónkat
MUNKAANYAG. Szabó László. Szilárdságtan. A követelménymodul megnevezése:
 Szabó László Szilárdságtan A követelménymodul megnevezése: Kőolaj- és vegyipari géprendszer üzemeltetője és vegyipari technikus feladatok A követelménymodul száma: 047-06 A tartalomelem azonosító száma
Szabó László Szilárdságtan A követelménymodul megnevezése: Kőolaj- és vegyipari géprendszer üzemeltetője és vegyipari technikus feladatok A követelménymodul száma: 047-06 A tartalomelem azonosító száma
DT9541. Környezeti hőmérséklet érzékelő. Kezelési útmutató
 Környezeti hőmérséklet érzékelő Kezelési útmutató Tartalomjegyzék 1. Kezelési útmutató...3 1.1. Rendeltetése... 3 1.2. Célcsoport... 3 1.3. Az alkalmazott szimbólumok... 3 2. Biztonsági útmutató...4 2.1.
Környezeti hőmérséklet érzékelő Kezelési útmutató Tartalomjegyzék 1. Kezelési útmutató...3 1.1. Rendeltetése... 3 1.2. Célcsoport... 3 1.3. Az alkalmazott szimbólumok... 3 2. Biztonsági útmutató...4 2.1.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Támasztólétrák 7 STABILO. Felhasználói információk a támasztólétrákról 36. o. Lépcsőfokos támasztólétra, egyrészes 37. o.
 ámasztólétrák i SABILO Felhasználói információk a támasztólétrákról 36. o. Lépcsőfokos támasztólétra, egyrészes 3. o. Sibilo létrafokos támasztólétra, egyrészes 38. o. SABILO Létrafokos támasztólétra,
ámasztólétrák i SABILO Felhasználói információk a támasztólétrákról 36. o. Lépcsőfokos támasztólétra, egyrészes 3. o. Sibilo létrafokos támasztólétra, egyrészes 38. o. SABILO Létrafokos támasztólétra,
MAGYAR RÉZPIACI KÖZPONT. 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu
 MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, vállalkozói és gazdasági ismeretek 3. Munka- és környezetvédelmi ismeretek
 Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, vállalkozói és gazdasági ismeretek 3. Munka- és környezetvédelmi ismeretek 2 31 5236 01/V Szakmai ismeretek vizsgatárgy szóbeli vizsgatételei
Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, vállalkozói és gazdasági ismeretek 3. Munka- és környezetvédelmi ismeretek 2 31 5236 01/V Szakmai ismeretek vizsgatárgy szóbeli vizsgatételei
8556 Pápateszér, Téglagyári út 1. Tel./Fax: (89) 352-152
 352-152") Pápateszéri Téglaipari Kft. 8556 Pápateszér, Téglagyári út 1. Tel./Fax: (89) 352-152 Bakonytherm Födémrendszer használati és kezelési útmutatója! 1 Alkalmazási és tervezési útmutató Bakonytherm födémrendszer
Pápateszéri Téglaipari Kft. 8556 Pápateszér, Téglagyári út 1. Tel./Fax: (89) 352-152 Bakonytherm Födémrendszer használati és kezelési útmutatója! 1 Alkalmazási és tervezési útmutató Bakonytherm födémrendszer
HITELESÍTÉSI ELŐÍRÁS HE 24-2012
 HITELESÍTÉSI ELŐÍRÁS GÉPJÁRMŰ-GUMIABRONCSNYOMÁS MÉRŐK HE 24-2012 TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS HATÁLYA... 5 2. MÉRTÉKEGYSÉGEK, JELÖLÉSEK... 6 2.1 Használt mennyiségek... 6 2.2 Jellemző mennyiségi értékek
HITELESÍTÉSI ELŐÍRÁS GÉPJÁRMŰ-GUMIABRONCSNYOMÁS MÉRŐK HE 24-2012 TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS HATÁLYA... 5 2. MÉRTÉKEGYSÉGEK, JELÖLÉSEK... 6 2.1 Használt mennyiségek... 6 2.2 Jellemző mennyiségi értékek
Biztonsági bukóketrec kialakításának irányelvei
 Biztonsági bukóketrec kialakításának irányelvei Meghatározások: Bukóketrec: Olyan csőszerkezet, amely az utastéren belül a karosszériához szorosan illeszkedve van beépítve, és amelynek feladata ütközés
Biztonsági bukóketrec kialakításának irányelvei Meghatározások: Bukóketrec: Olyan csőszerkezet, amely az utastéren belül a karosszériához szorosan illeszkedve van beépítve, és amelynek feladata ütközés
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
Aquaflexactiv hézagképzõ - és szigetelõ rendszer
 Aquaflexactiv hézagképzõ - és szigetelõ rendszer Aquaflexactiv hézagképzõ és szigetelõ rendszer Mi az Aquaflexactiv? Az Aquaflexactiv egy kettős szigetelő hatású fugalemez, magas minőségű nátriumbentonit
Aquaflexactiv hézagképzõ - és szigetelõ rendszer Aquaflexactiv hézagképzõ és szigetelõ rendszer Mi az Aquaflexactiv? Az Aquaflexactiv egy kettős szigetelő hatású fugalemez, magas minőségű nátriumbentonit
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA Kiemelt tématerületek a hallgatói felkészülés támogatására Összeállította: Dr. Varga Gyula Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet MISKOLCI EGYETEM 2014 TARTALOM
GÉPGYÁRTÁSTECHNOLÓGIA Kiemelt tématerületek a hallgatói felkészülés támogatására Összeállította: Dr. Varga Gyula Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet MISKOLCI EGYETEM 2014 TARTALOM
SZABADALMI LEÍRÁS SZOLGÁLATI TALÁLMÁNY
 MAGYAR NÉPKÖZTÁRSASÁG SZABADALMI LEÍRÁS SZOLGÁLATI TALÁLMÁNY Bejelentés napja 1970. IX. 22. (CE-781) Nemzetközi osztályozás: G Ot n 1/00, G 01 n 3/00, G 01 n 25/00 ORSZÁGOS TALÁLMÁNYI HIVATAL Közzététel
MAGYAR NÉPKÖZTÁRSASÁG SZABADALMI LEÍRÁS SZOLGÁLATI TALÁLMÁNY Bejelentés napja 1970. IX. 22. (CE-781) Nemzetközi osztályozás: G Ot n 1/00, G 01 n 3/00, G 01 n 25/00 ORSZÁGOS TALÁLMÁNYI HIVATAL Közzététel
54 520 01 0000 00 00 Gépipari minőségellenőr Gépipari minőségellenőr
 A 1/7 (II. 7.) SzMM rendelettel módosított 1/6 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. É 14-6/1/1 Szakképesítés,
A 1/7 (II. 7.) SzMM rendelettel módosított 1/6 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. É 14-6/1/1 Szakképesítés,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
Önálló szellõzõvezeték 90 perc 472
 Mûszaki adatok PROMATECT-H lapcsík (tokozás) PROMATECT -AD lapcsík, d = 40 mm PROMATECT csíkok acél huzalkapcsok ill. gyorscsavarok (lásd a G1-G7 részleteket) acél huzalkapcsok ill. gyorscsavarok (lásd
Mûszaki adatok PROMATECT-H lapcsík (tokozás) PROMATECT -AD lapcsík, d = 40 mm PROMATECT csíkok acél huzalkapcsok ill. gyorscsavarok (lásd a G1-G7 részleteket) acél huzalkapcsok ill. gyorscsavarok (lásd
Tervezési segédlet 2. 1,08 5. 0,96. 8.ábra A fûtõtest teljesítmény tényezõje néhány jellegzetes kapcsolásnál
 . a : A fûtõvíz csatlakozási módja, vagyis a fûtõvíz be- és elvezetése jelentõsen módosíthatja a hõleadást. A.ábra szerint hosszú tagos fûtõtesteknél a.pontban részletezett tagszámkorrekció javítható,
. a : A fûtõvíz csatlakozási módja, vagyis a fûtõvíz be- és elvezetése jelentõsen módosíthatja a hõleadást. A.ábra szerint hosszú tagos fûtõtesteknél a.pontban részletezett tagszámkorrekció javítható,
Tájékoztató a kiüríthetőség ellenőrzéséről (2015. 08. 07.)
") Tájékoztató a kiüríthetőség ellenőrzéről (2015. 08. 07.) A mellékelt táblázatok rzletezik a kiürít első második szakaszának vizsgálatát, a eket a kiürít ellenőrzének lehetséges módjait. A táblázatokban
Tájékoztató a kiüríthetőség ellenőrzéről (2015. 08. 07.) A mellékelt táblázatok rzletezik a kiürít első második szakaszának vizsgálatát, a eket a kiürít ellenőrzének lehetséges módjait. A táblázatokban
52 523 03 0000 00 00 Mechatronikai műszerész Mechatronikai műszerész
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
MUNKAANYAG. Dr.Majoros Ferenc. Gépelemek javítása. A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok
 Dr.Majoros Ferenc Gépelemek javítása A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok A követelménymodul száma: 2276-06 A tartalomelem azonosító száma és célcsoportja: SzT-013-30 KÖTŐGÉPELEMEK
Dr.Majoros Ferenc Gépelemek javítása A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok A követelménymodul száma: 2276-06 A tartalomelem azonosító száma és célcsoportja: SzT-013-30 KÖTŐGÉPELEMEK
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT-1-1159/2014 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1159/2014 nyilvántartási számú akkreditált státuszhoz A Tiszai Vegyi Kombinát Nyrt. Tiszaújváros Termelés Műszaki Felügyelet Műszaki Vizsgáló Laboratórium
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1159/2014 nyilvántartási számú akkreditált státuszhoz A Tiszai Vegyi Kombinát Nyrt. Tiszaújváros Termelés Műszaki Felügyelet Műszaki Vizsgáló Laboratórium
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék FOKOZATNÉLKÜLI TELJESÍTMÉNY HAJTÓMŰVEK (Forgácsoló szerszámgépek fokozatnélküli főhajtóművei) Oktatási segédlet Dr.
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék FOKOZATNÉLKÜLI TELJESÍTMÉNY HAJTÓMŰVEK (Forgácsoló szerszámgépek fokozatnélküli főhajtóművei) Oktatási segédlet Dr.
a NAT-1-1211/2008 számú akkreditálási ügyirathoz
 Nemzeti Akkreditáló Testület RÉSZLETEZÕ OKIRAT a NAT-1-1211/2008 számú akkreditálási ügyirathoz A VILLBEK Kft. Vizsgálólaboratórium (6728 Szeged, Külterület 4.) akkreditált mûszaki területe: 1. kisfeszültségû
Nemzeti Akkreditáló Testület RÉSZLETEZÕ OKIRAT a NAT-1-1211/2008 számú akkreditálási ügyirathoz A VILLBEK Kft. Vizsgálólaboratórium (6728 Szeged, Külterület 4.) akkreditált mûszaki területe: 1. kisfeszültségû
CSOPORT CSOPORT CSOPORT
 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
Metal and Engineering Solutions. www.platt.hu EGER
 Metal and Engineering Solutions www.platt.hu EGER bemutatkozás technológiák Platt 2003 Kft. szén- és rozsdamentes acéllemezből készült termékek gyártására szakosodott. Cégünk rugalmas, sokoldalú, innovatív,
Metal and Engineering Solutions www.platt.hu EGER bemutatkozás technológiák Platt 2003 Kft. szén- és rozsdamentes acéllemezből készült termékek gyártására szakosodott. Cégünk rugalmas, sokoldalú, innovatív,
Mérnökgeodézia 5. Mérnökgeodéziai kitűzési munkák. Dr. Ágfalvi, Mihály
 Mérnökgeodézia 5. Mérnökgeodéziai kitűzési munkák. Dr. Ágfalvi, Mihály Mérnökgeodézia 5.: Mérnökgeodéziai kitűzési munkák. Dr. Ágfalvi, Mihály Lektor: Dr. Ottófi, Rudolf Ez a modul a TÁMOP - 4.1.2-08/1/A-2009-0027
Mérnökgeodézia 5. Mérnökgeodéziai kitűzési munkák. Dr. Ágfalvi, Mihály Mérnökgeodézia 5.: Mérnökgeodéziai kitűzési munkák. Dr. Ágfalvi, Mihály Lektor: Dr. Ottófi, Rudolf Ez a modul a TÁMOP - 4.1.2-08/1/A-2009-0027